
Optimization of a High-Performance Poly(diallyl dimethylammonium chloride)-alumina-perfluorooctanoate Intercalated Ultrafiltration Membrane for Treating Emulsified Oily Wastewater via Response Surface Methodology Approach


 , , ,
, , , 

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Raw Materials
2.2. Ultrafiltration Membrane Preparation
2.3. Experimental Design
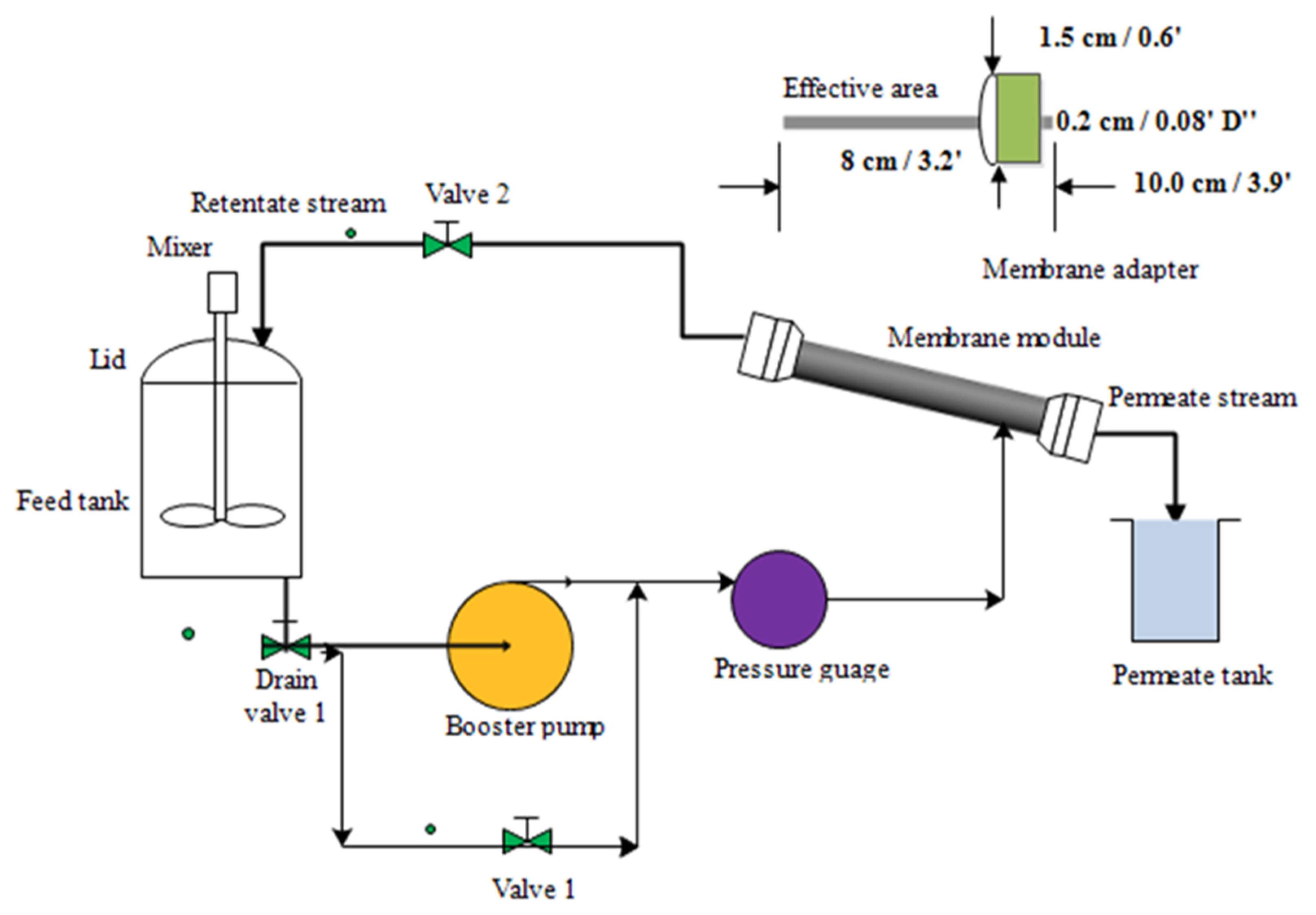
2.3.1. Filtration Experiment
2.3.2. Analyses
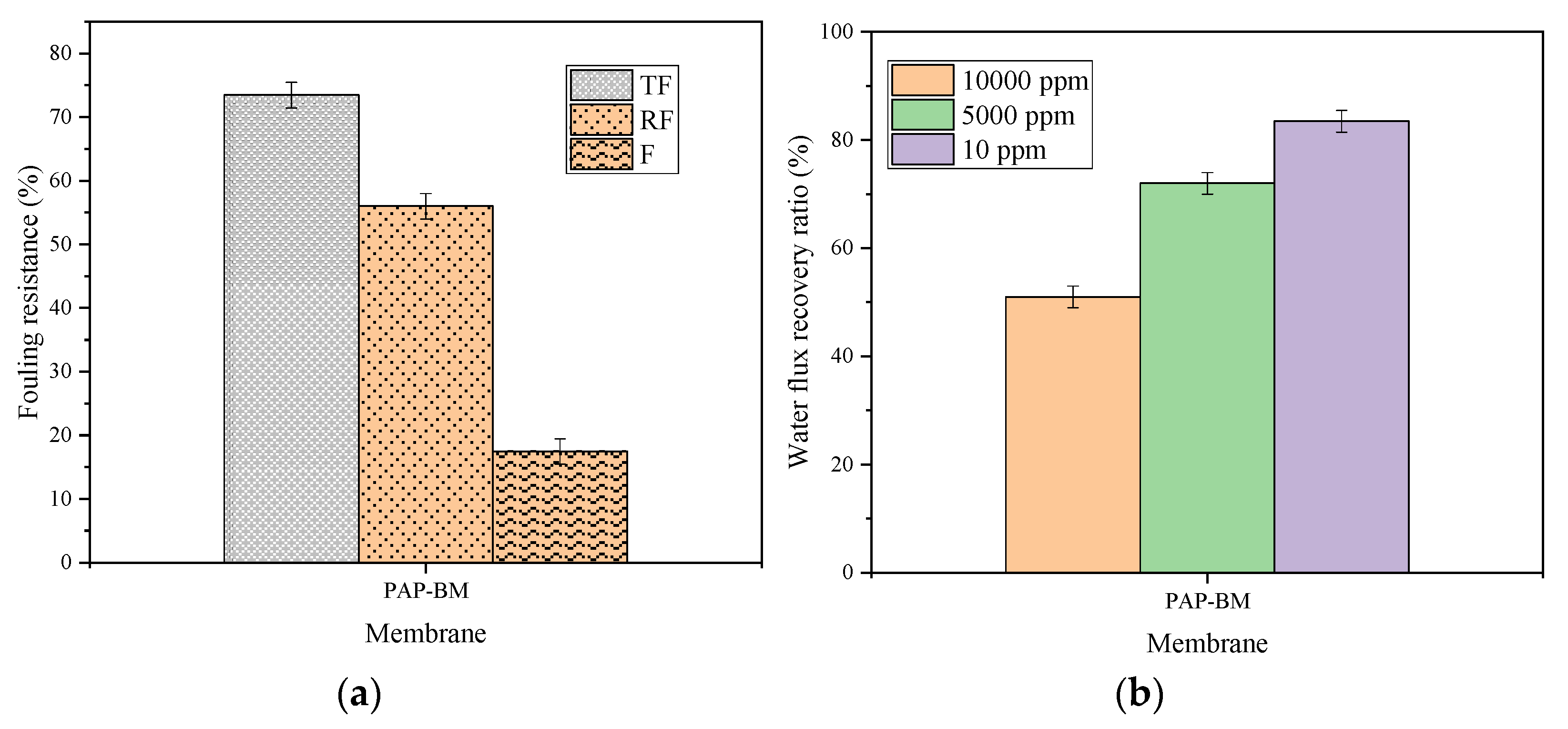
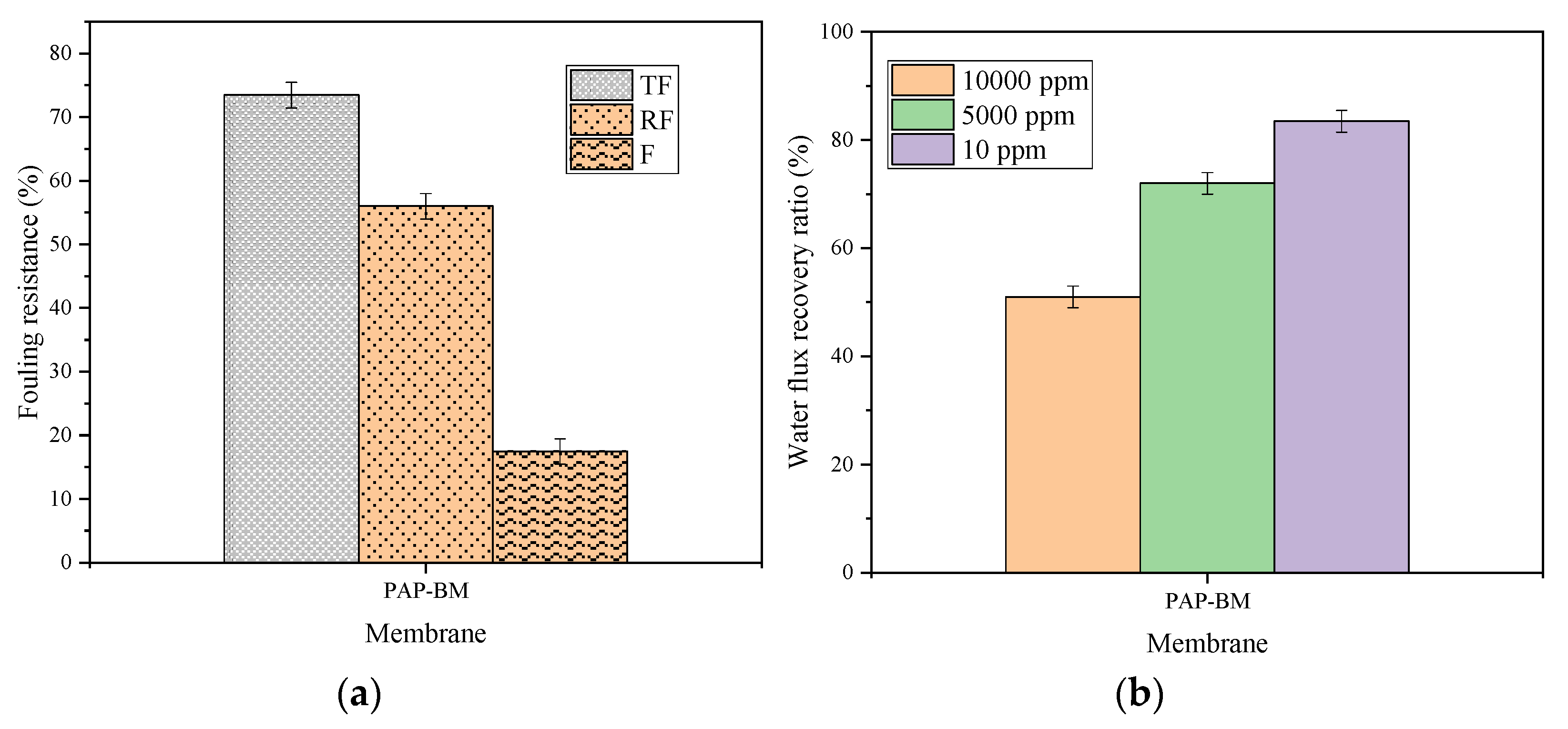
2.3.3. Membrane Antifouling Evaluation
3. Results and Discussion
3.1. Experimental Design Using Response Surface Methodology
3.2. Oil Rejection Response
3.3. Water Flux Response
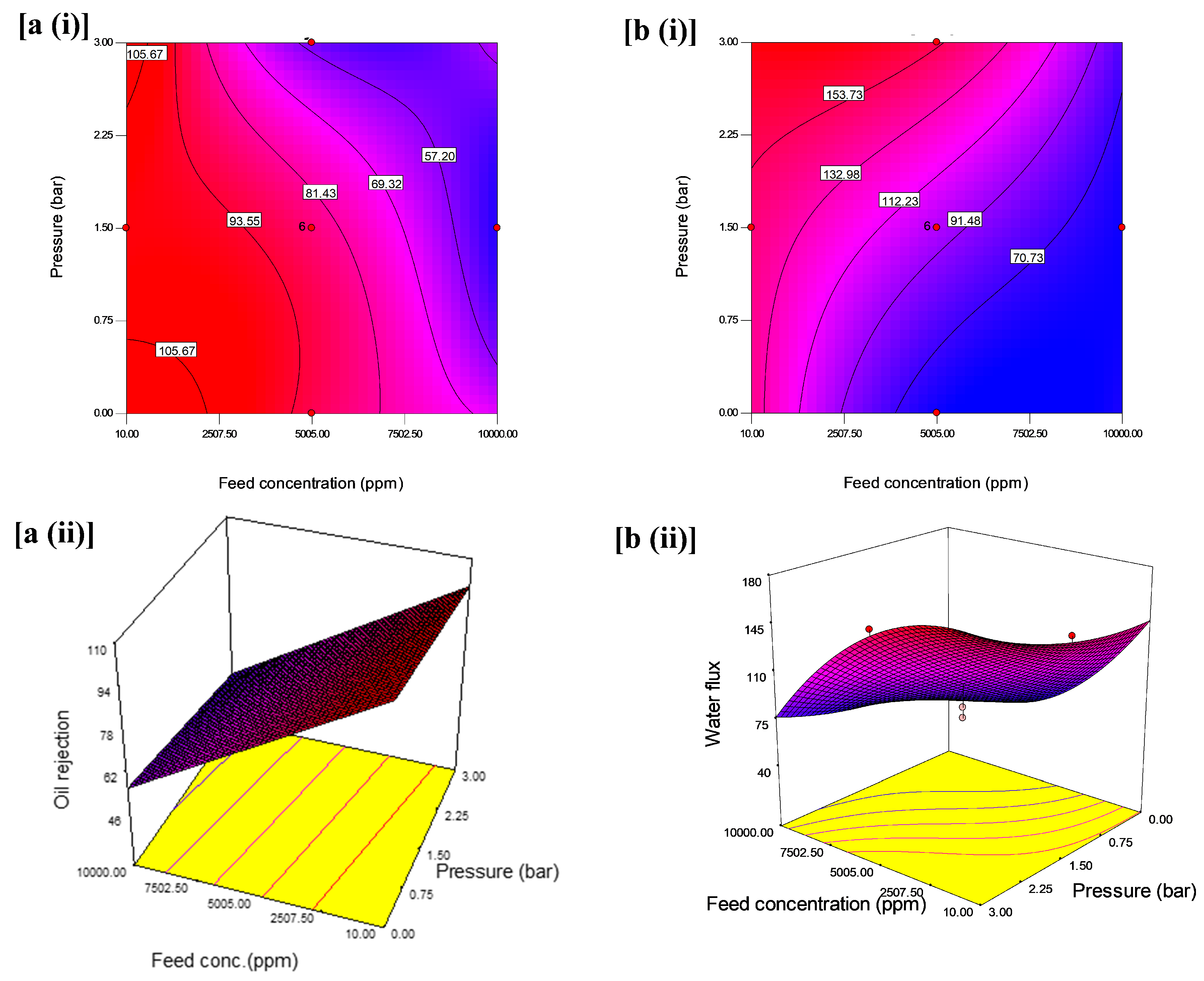
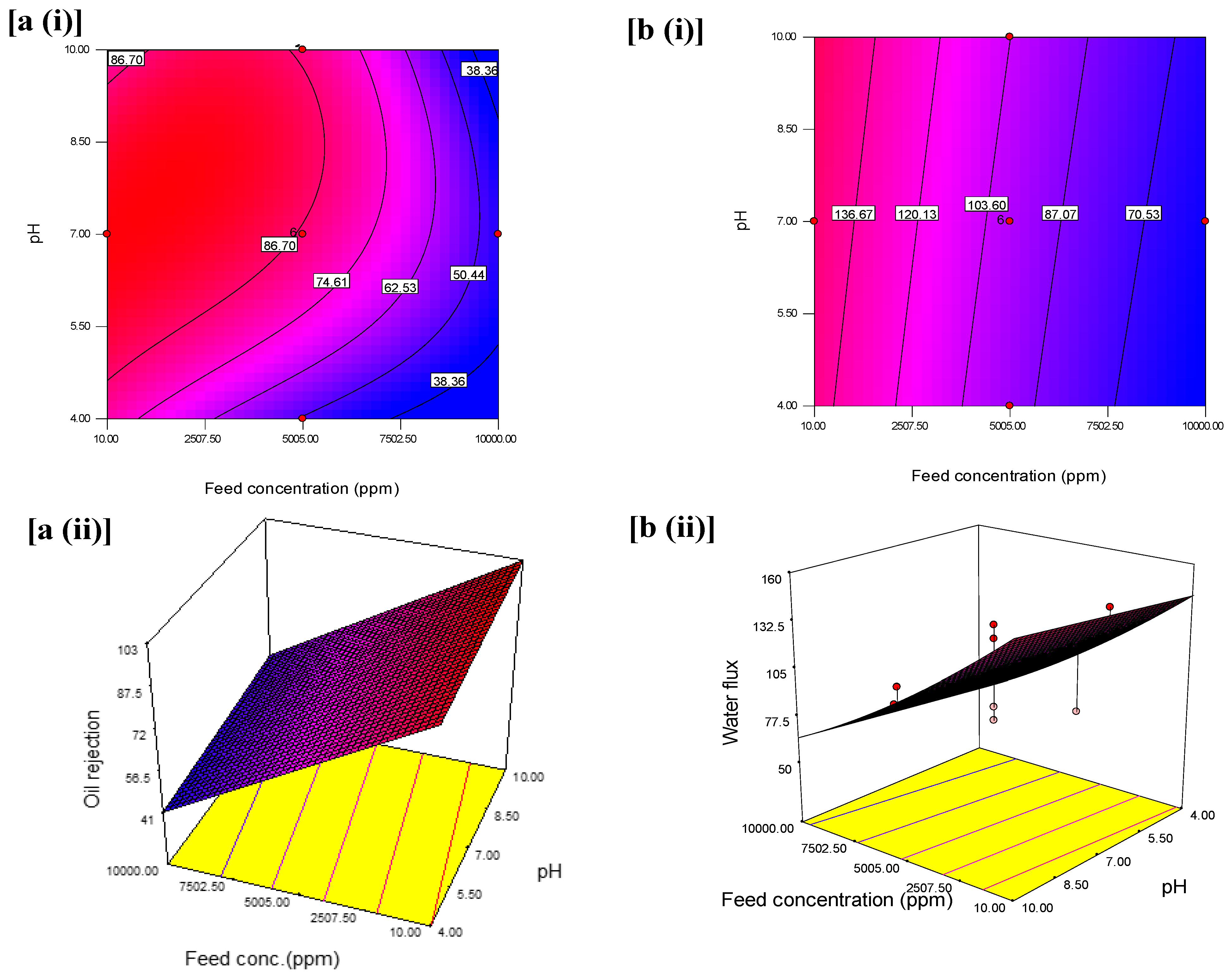
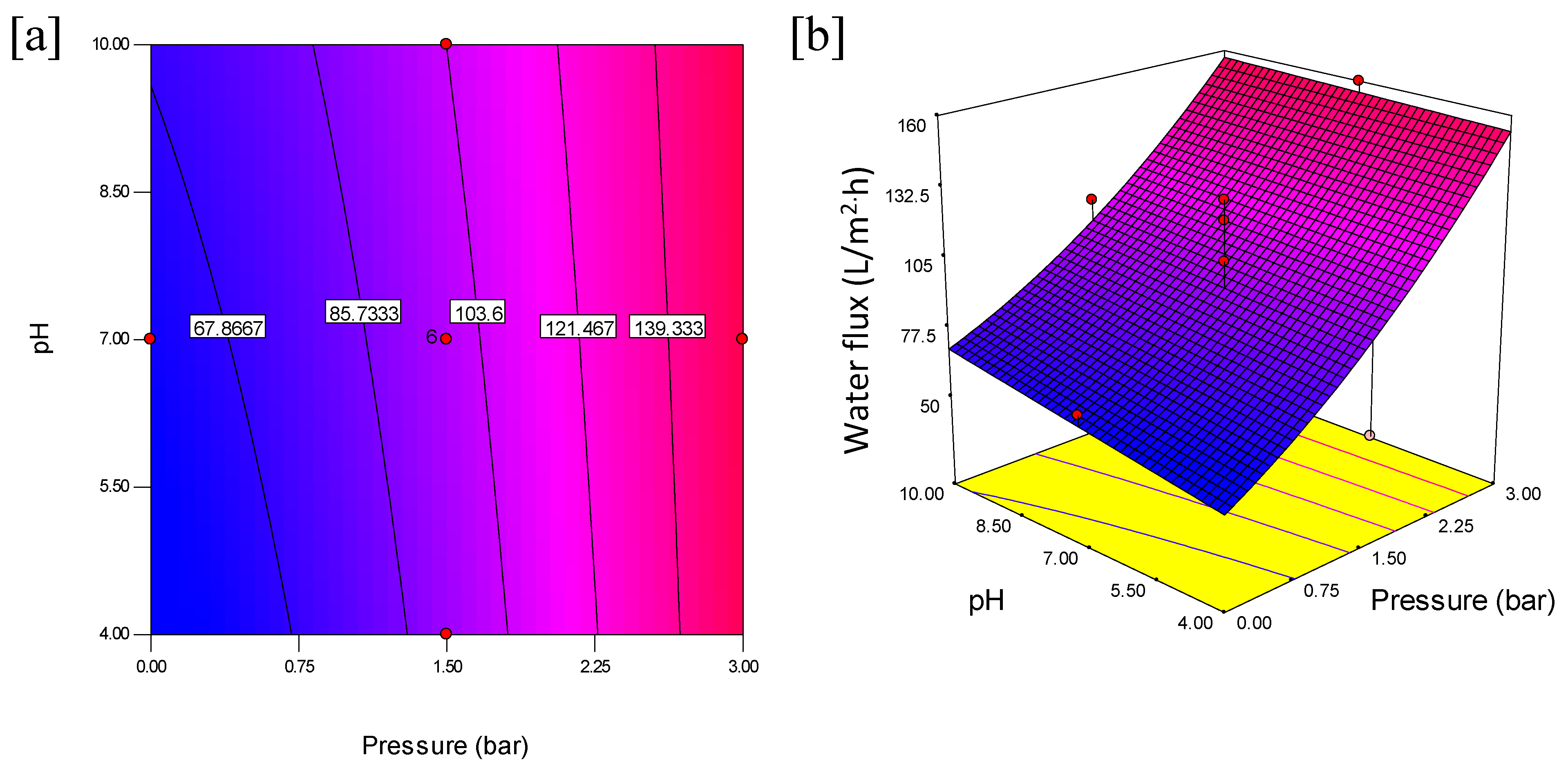
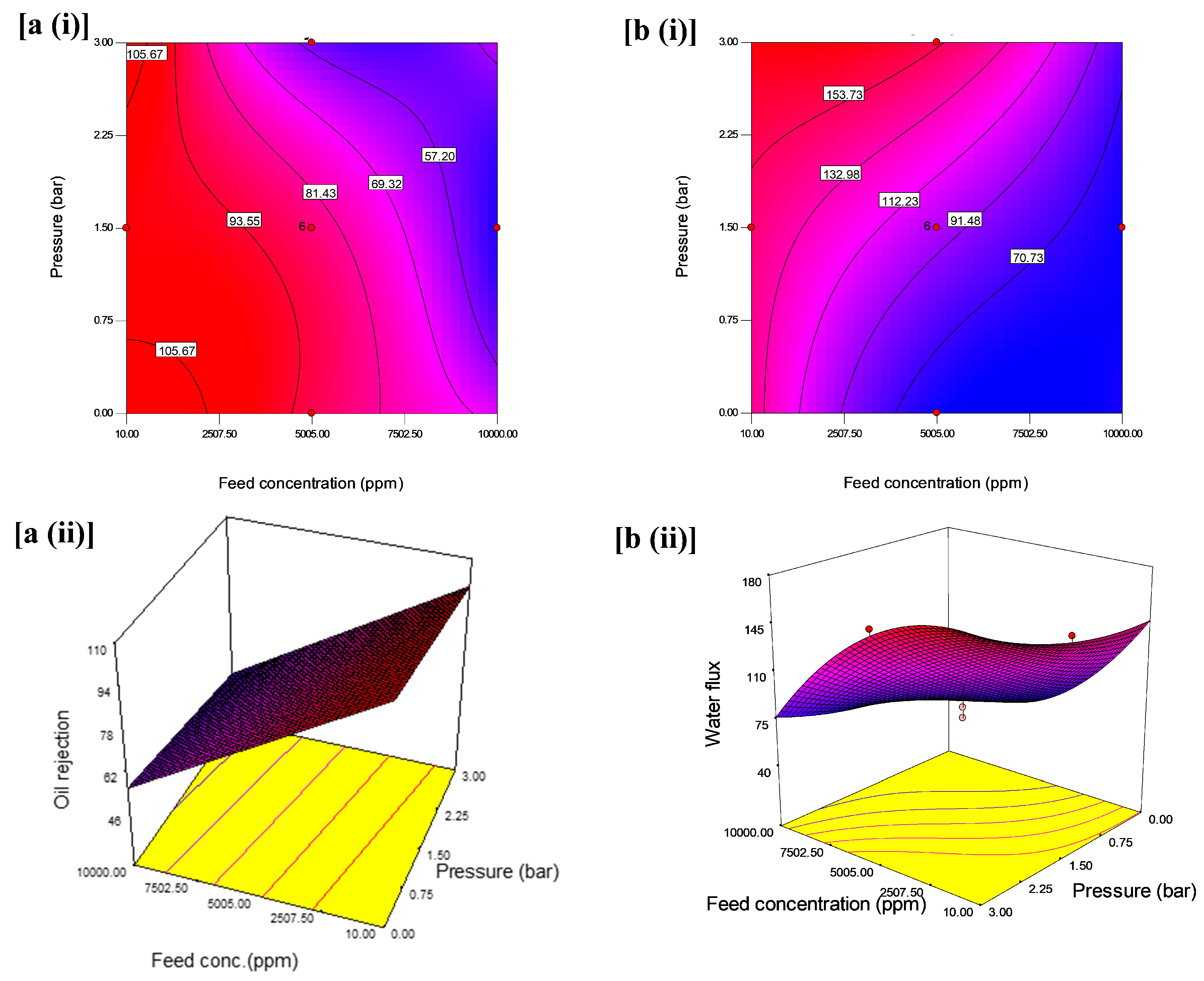
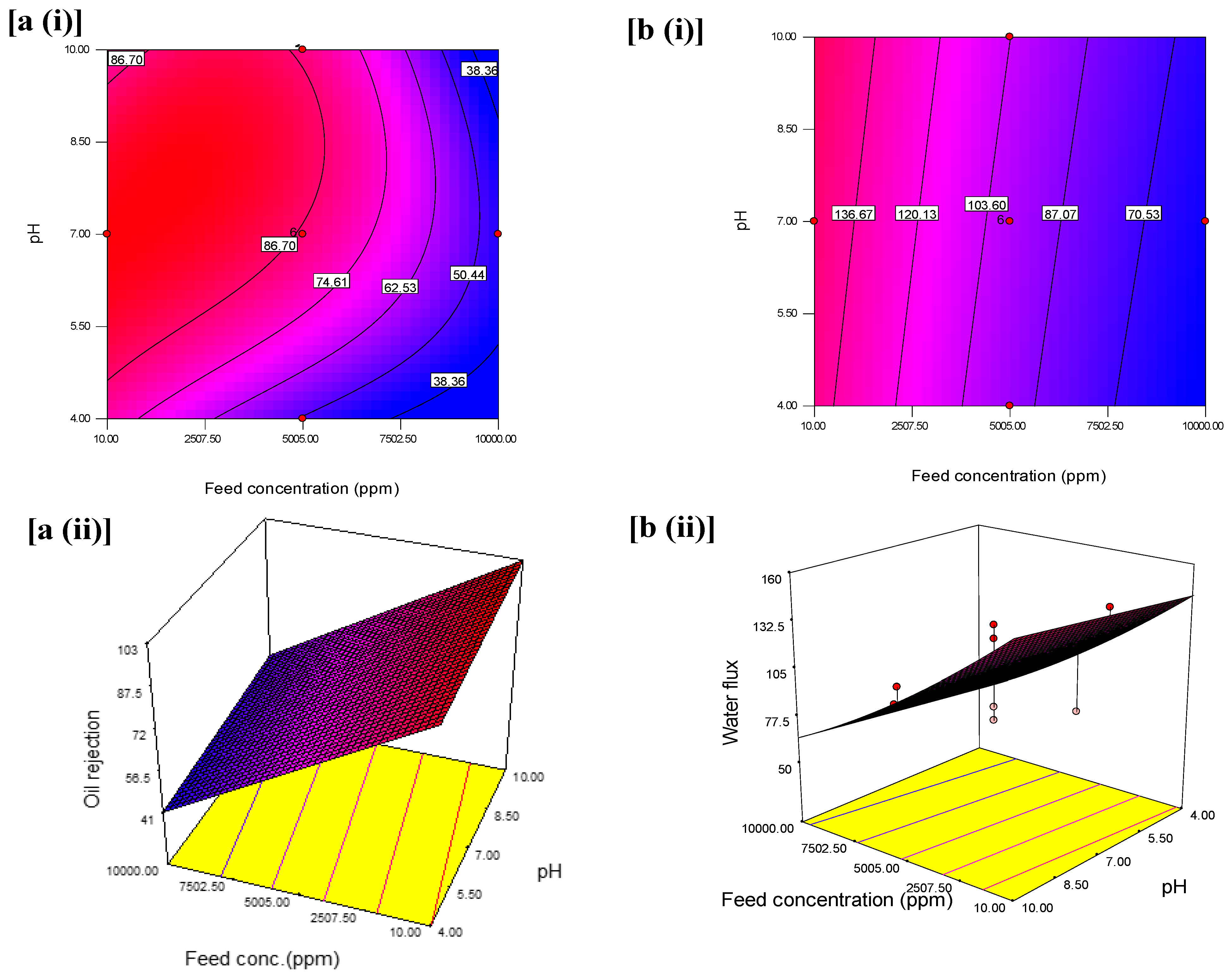
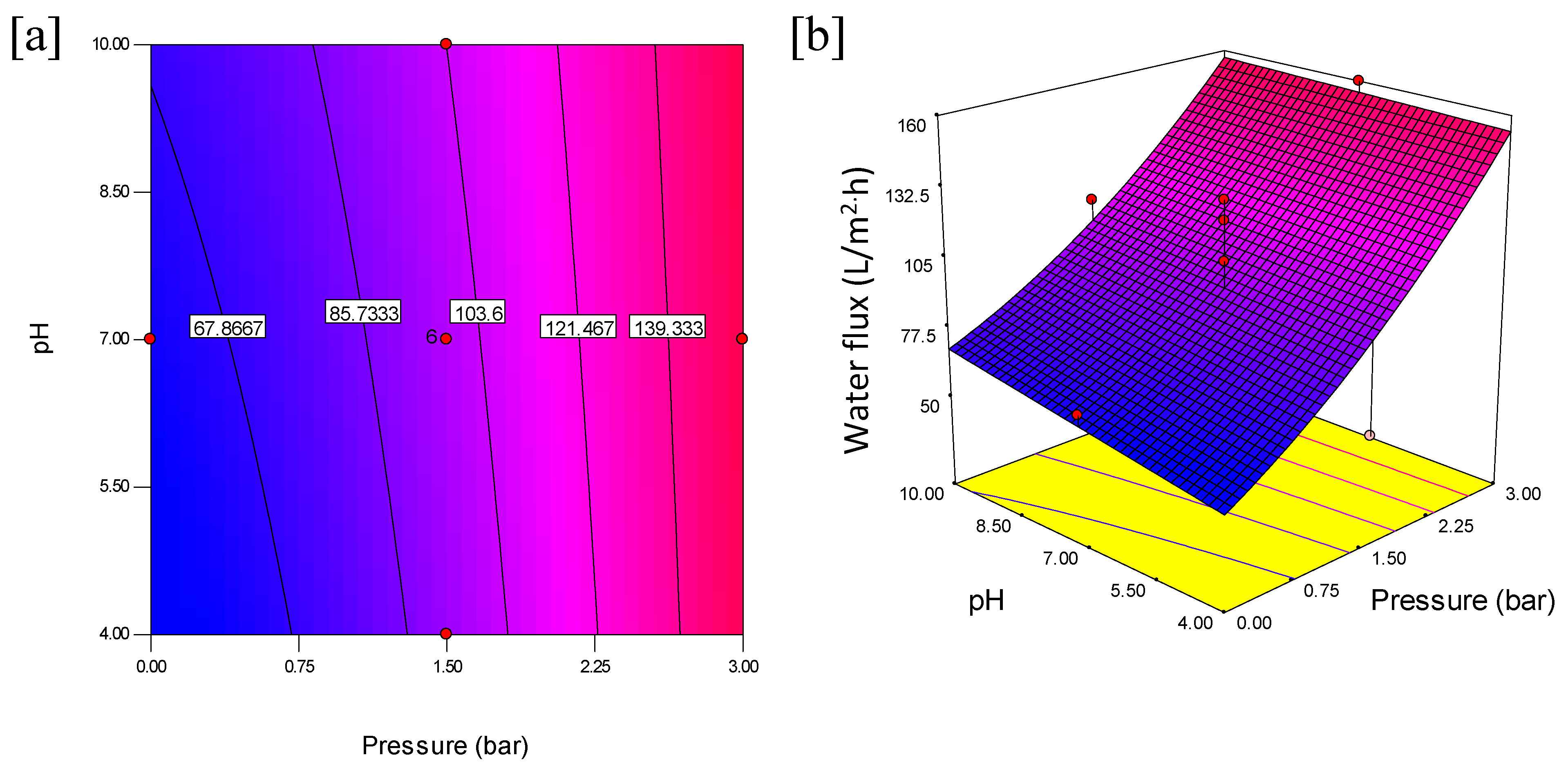
3.4. Response Surface of Contour and 3D Plots on Separation Efficiency: Interaction Effects between the Responses and Primary Process Variables
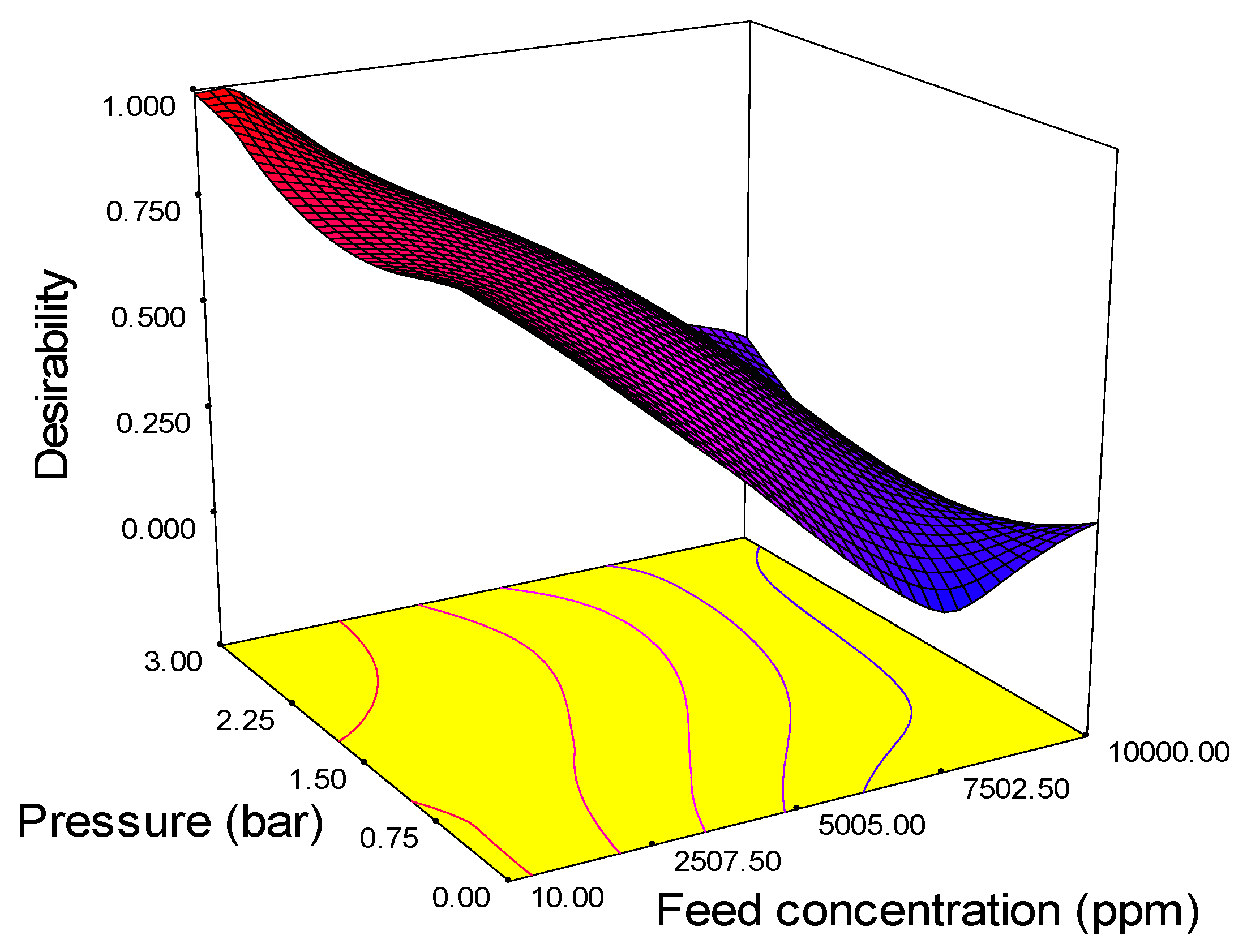
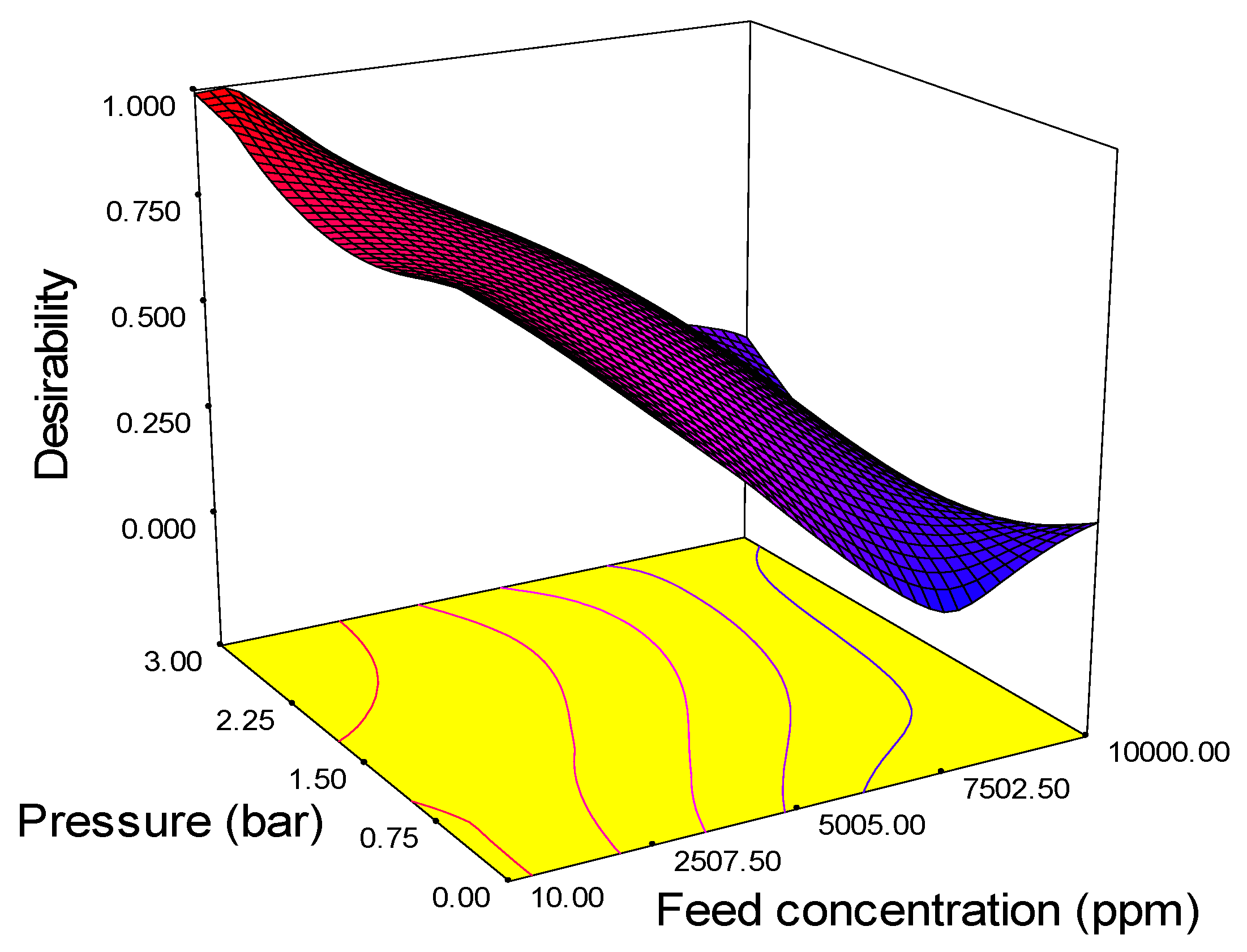
3.5. Optimization Desirability
3.6. Confirmatory Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Samaei, S.M.; Gato-Trinidad, S.; Altaee, A. The application of pressure-driven ceramic membrane technology for the treatment of industrial wastewaters—A review. Sep. Purif. Technol. 2018, 200, 198–220. [Google Scholar] [CrossRef]
- Saja, S.; Bouazizi, A.; Achiou, B.; Ouaddari, H.; Karim, A.; Ouammou, M.; Aaddane, A.; Bennazha, J.; Alami Younssi, S. Fabrication of low-cost ceramic ultrafiltration membrane made from bentonite clay and its application for soluble dyes removal. J. Eur. Ceram. Soc. 2020, 40, 2453–2462. [Google Scholar] [CrossRef]
- Das, B.; Chakrabarty, B.; Barkakati, P. Separation of oil from oily wastewater using low cost ceramic membrane. Korean J. Chem. Eng. 2017, 34, 2559–2569. [Google Scholar] [CrossRef]
- Hua, F.L.; Tsang, Y.F.; Wang, Y.J.; Chan, S.Y.; Chua, H.; Sin, S.N. Performance study of ceramic microfiltration membrane for oily wastewater treatment. Chem. Eng. J. 2007, 128, 169–175. [Google Scholar] [CrossRef]
- Cheryan, M.; Rajagopalan, N. Membrane processing of oily streams. Wastewater treatment and waste reduction. J. Membr. Sci. 1998, 151, 1328. [Google Scholar] [CrossRef]
- Du, X.; You, S.; Wang, X.; Wang, Q.; Lu, J. Switchable and simultaneous oil/water separation induced by prewetting with a superamphiphilic self-cleaning mesh. Chem. Eng. J. 2017, 313, 398–403. [Google Scholar] [CrossRef]
- Rubio, J.; Souza, M.L.; Smith, R.W. Overview of flotation as a wastewater treatment technique. Miner. Eng. 2002, 15, 139–155. [Google Scholar] [CrossRef]
- Elomari, H.; Achiou, B.; Karim, A.; Ouammou, M.; Albizane, A.; Bennazha, J.; Alami Younssi, S.; Elamrani, I. Influence of starch content on the properties of low cost microfiltration membranes. J. Asian Ceram. Soc. 2017, 5, 313–319. [Google Scholar] [CrossRef]
- Xing, W.-H. Ceramic Membranes. In Membrane-Based Separations in Metallurgy; Elsevier: Amsterdam, The Netherland, 2017; ISBN 9780128034279. [Google Scholar]
- Zhang, D.S.; Abadikhah, H.; Wang, J.W.; Hao, L.Y.; Xu, X.; Agathopoulos, S. β-SiAlON ceramic membranes modified with SiO2 nanoparticles with high rejection rate in oil-water emulsion separation. Ceram. Int. 2019, 45, 4237–4242. [Google Scholar] [CrossRef]
- Abadi, S.R.H.; Sebzari, M.R.; Hemati, M.; Rekabdar, F.; Mohammadi, T. Ceramic membrane performance in microfiltration of oily wastewater. Desalination 2011, 265, 222–228. [Google Scholar] [CrossRef]
- Hubadillah, S.K.; Othman, M.H.D.; Rahman, M.A.; Ismail, A.F.; Jaafar, J. Preparation and characterization of inexpensive kaolin hollow fibre membrane (KHFM) prepared using phase inversion/sintering technique for the efficient separation of real oily wastewater. Arab. J. Chem. 2020, 13, 2349–2367. [Google Scholar] [CrossRef]
- Jamalludin, M.R.; Hubadillah, S.K.; Harun, Z.; Othman, M.H.D.; Yunos, M.Z. Novel superhydrophobic and superoleophilic sugarcane green ceramic hollow fibre membrane as hybrid oil sorbent-separator of real oil and water mixture. Mater. Lett. 2019, 240, 136–139. [Google Scholar] [CrossRef]
- Padaki, M.; Murali, R.S.; Abdullah, M.S.; Misdan, N.; Moslehyani, A.; Kassim, M.A.; Hilal, N.; Ismail, A.F. Membrane technology enhancement in oil-water separation. A review. Desalination 2015, 357, 197–207. [Google Scholar] [CrossRef]
- Dunderdale, G.J.; England, M.W.; Sato, T.; Urata, C.; Hozumi, A. Programmable Oil/Water Separation Meshes: Water or Oil Selectivity Using Contact Angle Hysteresis. Macromol. Mater. Eng. 2016, 301, 1032–1036. [Google Scholar] [CrossRef]
- Wang, B.; Guo, Z. Superhydrophobic copper mesh films with rapid oil/water separation properties by electrochemical deposition inspired from butterfly wing. Appl. Phys. Lett. 2013, 103, 063704. [Google Scholar] [CrossRef]
- Zou, D.; Fan, W.; Xu, J.; Drioli, E.; Chen, X.; Qiu, M.; Fan, Y. One-step engineering of low-cost kaolin/fly ash ceramic membranes for efficient separation of oil-water emulsions. J. Membr. Sci. 2020, 621, 118954. [Google Scholar] [CrossRef]
- Tai, Z.S.; Hubadillah, S.K.; Othman, M.H.D.; Dzahir, M.I.H.M.; Koo, K.N.; Tendot, N.I.S.T.I.; Ismail, A.F.; Rahman, M.A.; Jaafar, J.; Aziz, M.H.A. Influence of pre-treatment temperature of palm oil fuel ash on the properties and performance of green ceramic hollow fiber membranes towards oil/water separation application. Sep. Purif. Technol. 2019, 222, 264–277. [Google Scholar] [CrossRef]
- Raji, Y.O.; Othman, M.H.D.; Nordin, N.A.H.S.M.; ShengTai, Z.; Usman, J.; Mamah, S.C.; Ismail, A.F.; Rahman, M.A.; Jaafar, J. Fabrication of magnesium bentonite hollow fibre ceramic membrane for oil-water separation. Arab. J. Chem. 2020, 13, 5996–6008. [Google Scholar] [CrossRef]
- Abd Aziz, M.H.; Othman, M.H.D.; Hashim, N.A.; Adam, M.R.; Mustafa, A. Fabrication and characterization of mullite ceramic hollow fiber membrane from natural occurring ball clay. Appl. Clay Sci. 2019, 177, 51–62. [Google Scholar] [CrossRef]
- Ahmad, A.L.; Otitoju, T.A.; Ooi, B.S. Optimization of a high performance 3-aminopropyltriethoxysilane-silica impregnated polyethersulfone membrane using response surface methodology for ultrafiltration of synthetic oil-water emulsion. J. Taiwan Inst. Chem. Eng. 2018, 93, 461–476. [Google Scholar] [CrossRef]
- Lobo, A.; Cambiella, Á.; Benito, J.M.; Pazos, C.; Coca, J. Ultrafiltration of oil-in-water emulsions with ceramic membranes: Influence of pH and crossflow velocity. J. Membr. Sci. 2006, 278, 328–334. [Google Scholar] [CrossRef]
- Matos, M.; Gutiérrez, G.; Lobo, A.; Coca, J.; Pazos, C.; Benito, J.M. Surfactant effect on the ultrafiltration of oil-in-water emulsions using ceramic membranes. J. Membr. Sci. 2016, 520, 749–759. [Google Scholar] [CrossRef]
- Milić, J.K.; Petrinić, I.; Goršek, A.; Simonič, M. Ultrafiltration of oil-in-water emulsion by using ceramic membrane: Taguchi experimental design approach. Cent. Eur. J. Chem. 2014, 12, 242–249. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Ashaghi, K.S.; Engel, L.; Willershausen, D.; Mund, P.; Bolduan, P.; Czermak, P. Characterization and application of different ceramic membranes for the oil-field produced water treatment. Desalination 2009, 245, 533–540. [Google Scholar] [CrossRef]
- Gutiérrez, G.; Lobo, A.; Allende, D.; Cambiella, A.; Pazos, C.; Coca, J.; Benito, J.M. Influence of coagulant salt addition on the treatment of oil-in-water emulsions by centrifugation, ultrafiltration, and vacuum evaporation. Sep. Sci. Technol. 2008, 43, 1884–1895. [Google Scholar] [CrossRef]
- Lu, D.; Zhang, T.; Ma, J. Ceramic Membrane Fouling during Ultrafiltration of Oil/Water Emulsions: Roles Played by Stabilization Surfactants of Oil Droplets. Environ. Sci. Technol. 2015, 49, 4235–4244. [Google Scholar] [CrossRef] [PubMed]
- Sondhi, R.; Bhave, R. Role of backpulsing in fouling minimization in crossflow filtration with ceramic membranes. J. Membr. Sci. 2001, 186, 41–52. [Google Scholar] [CrossRef]
- Srijaroonrat, P.; Julien, E.; Aurelle, Y. Unstable secondary oil/water emulsion treatment using ultrafiltration: Fouling control by backflushing. J. Membr. Sci. 1999, 159, 11–20. [Google Scholar] [CrossRef]
- Tomczak, W.; Gryta, M. Application of ultrafiltration ceramic membrane for separation of oily wastewater generated by maritime transportation. Sep. Purif. Technol. 2021, 261, 118259. [Google Scholar] [CrossRef]
- Aloulou, H.; Aloulou, W.; Daramola, M.O.; Ben Amar, R. Silane-grafted sand membrane for the treatment of oily wastewater via air gap membrane distillation: Study of the efficiency in comparison with microfiltration and ultrafiltration ceramic membranes. Mater. Chem. Phys. 2021, 261, 124186. [Google Scholar] [CrossRef]
- Tanudjaja, H.J.; Hejase, C.A.; Tarabara, V.V.; Fane, A.G.; Chew, J.W. Membrane-based separation for oily wastewater: A practical perspective. Water Res. 2019, 156, 347–365. [Google Scholar] [CrossRef]
- Ahmad, T.; Guria, C.; Mandal, A. A review of oily wastewater treatment using ultrafiltration membrane: A parametric study to enhance the membrane performance. J. Water Process. Eng. 2020, 36, 101289. [Google Scholar] [CrossRef]
- Gupta, R.K.; Dunderdale, G.J.; England, M.W.; Hozumi, A. Oil/water separation techniques: A review of recent progresses and future directions. J. Mater. Chem. A 2017, 5, 16025–16058. [Google Scholar] [CrossRef]
- Wang, B.; Guo, Z. pH-responsive bidirectional oil–water separation material. Chem. Commun. 2013, 49, 9416. [Google Scholar] [CrossRef]
- He, J.; Li, J.; Ma, L.; Pang, Y.; Liu, L.; Liu, Q.; Peng, L.; Qu, M. High-flux oil–water separation with superhydrophilicity and underwater superoleophobicity ZIF-67@Cu(OH)2 nanowire membrane. J. Mater. Sci. 2021, 56, 3140–3154. [Google Scholar] [CrossRef]
- Su, B.; Tian, Y.; Jiang, L. Bioinspired Interfaces with Superwettability: From Materials to Chemistry. J. Am. Chem. Soc. 2016, 138, 1727–1748. [Google Scholar] [CrossRef]
- Tian, Y.; Su, B.; Jiang, L. Interfacial Material System Exhibiting Superwettability. Adv. Mater. 2014, 26, 6872–6897. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Gong, X. Special oleophobic and hydrophilic surfaces: Approaches, mechanisms, and applications. J. Mater. Chem. A 2017, 5, 3759–3773. [Google Scholar] [CrossRef]
- Yang, J.; Yin, L.; Tang, H.; Song, H.; Gao, X.; Liang, K.; Li, C. Polyelectrolyte-fluorosurfactant complex-based meshes with superhydrophilicity and superoleophobicity for oil/water separation. Chem. Eng. J. 2015, 268, 245–250. [Google Scholar] [CrossRef]
- Zhang, D.; Wang, G.; Zhi, S.; Xu, K.; Zhu, L.; Li, W.; Zeng, Z.; Xue, Q. Superhydrophilicity and underwater superoleophobicity TiO2/Al2O3 composite membrane with ultra low oil adhesion for highly efficient oil-in-water emulsions separation. Appl. Surf. Sci. 2018, 458, 157–165. [Google Scholar] [CrossRef]
- Gunst, R.F.; Myers, R.H.; Montgomery, D.C. Response Surface Methodology: Process and Product Optimization Using Designed Experiments. Technometrics 1996, 38, 285. [Google Scholar] [CrossRef]
- Bandaru, V.V.R.; Somalanka, S.R.; Mendu, D.R.; Madicherla, N.R.; Chityala, A. Optimization of fermentation conditions for the production of ethanol from sago starch by co-immobilized amyloglucosidase and cells of Zymomonas mobilis using response surface methodology. Enzym. Microb. Technol. 2006, 38, 209–214. [Google Scholar] [CrossRef]
- Suresh, K.; Pugazhenthi, G.; Uppaluri, R. Fly ash based ceramic microfiltration membranes for oil-water emulsion treatment: Parametric optimization using response surface methodology. J. Water Process. Eng. 2016, 13, 27–43. [Google Scholar] [CrossRef]
- Belgada, A.; Charik, F.Z.; Achiou, B.; Ntambwe Kambuyi, T.; Alami Younssi, S.; Beniazza, R.; Dani, A.; Benhida, R.; Ouammou, M. Optimization of phosphate/kaolinite microfiltration membrane using Box–Behnken design for treatment of industrial wastewater. J. Environ. Chem. Eng. 2021, 9, 104972. [Google Scholar] [CrossRef]
- Sheikhi, M.; Arzani, M.; Mahdavi, H.R.; Mohammadi, T. Kaolinitic clay-based ceramic microfiltration membrane for oily wastewater treatment: Assessment of coagulant addition. Ceram. Int. 2019, 45, 17826–17836. [Google Scholar] [CrossRef]
- Adam, M.R.; Othman, M.H.D.; Sheikh Abdul Kadir, S.H.; Puteh, M.H.; Jamalludin, M.R.; Md Nordin, N.A.H.; Ab Rani, M.A.; Mustafa, A.; Rahman, M.A.; Jaafar, J. Fabrication, performance evaluation, and optimisation of adsorptive ammonia removal using hollow fibre ceramic membrane: Response surface methodology approach. Microporous Mesoporous Mater. 2021, 316, 110932. [Google Scholar] [CrossRef]
- Banik, A.; Biswal, S.K.; Bandyopadhyay, T.K. Development of Box Behnken Design to Predict the Optimum Operating Condition of Rectangular Sheet Membrane to Increase Permeate Flux. In Handbook of Research on Smart Technology Models for Business and Industry; Thomas, J., Ed.; IGI Global: Hershey, PA, USA, 2020; pp. 399–413. [Google Scholar]
- Raji, Y.O.; Othman, M.H.D.; Nordin, N.A.H.S.M.; Kurniawan, T.A.; Ismail, A.F.; Rahman, M.A.; Jaafar, J.; Adam, M.R.B.; Alftessi, S.A.; El-badawy, T.; et al. Wettability improvement of ceramic membrane by intercalating nano-Al2O3 for oil and water separation. Surf. Interfaces 2021, 25, 101178. [Google Scholar] [CrossRef]
- Raji, Y.O.; Othman, M.H.D.; Sapiaa Md Nordin, N.A.H.; Adam, M.R.; Mohd Said, K.A.; Ismail, A.F.; Rahman, M.A.; Jaafar, J.; Farag, T.M.; Alftessi, S.A. Synthesis and characterization of superoleophobic fumed alumina nanocomposite coated via the sol-gel process onto ceramic-based hollow fibre membrane for oil-water separation. Ceram. Int. 2021, 47, 25883–25894. [Google Scholar] [CrossRef]
- Shen, Z.; Chen, W.; Xu, H.; Yang, W.; Kong, Q.; Wang, A.; Ding, M.; Shang, J. Fabrication of a Novel Antifouling Polysulfone Membrane with in Situ Embedment of Mxene Nanosheets. Int. J. Environ. Res. Public Health 2019, 16, 4659. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vatanpour, V.; Madaeni, S.S.; Moradian, R.; Zinadini, S.; Astinchap, B. Novel antibifouling nanofiltration polyethersulfone membrane fabricated from embedding TiO2 coated multiwalled carbon nanotubes. Sep. Purif. Technol. 2012, 90, 69–82. [Google Scholar] [CrossRef]
- Cao, E. Heat Transfer in Process Engineering; McGraw Hill: New York, NY, USA, 2010; p. 568. [Google Scholar]
- Almojjly, A.; Johnson, D.J.; Mandale, S.; Hilal, N. Optimisation of the removal of oil in water emulsion by using ceramic microfiltration membrane and hybrid coagulation/sand filter-MF. J. Water Process. Eng. 2019, 27, 15–23. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Long, Y.; Xu, C.; Tian, H.; Wu, Y.; Zha, F. Continuous, high-flux and efficient oil/water separation assisted by an integrated system with opposite wettability. Appl. Surf. Sci. 2018, 433, 374–380. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S/N | Notation | Factor | Response | Unit | Lower Limit | Upper Limit |
|---|---|---|---|---|---|---|
| 1 | A | Feed concentration | ppm | 10 | 10,000 | |
| 2 | B | Inlet pressure | bar | 0 | 3 | |
| 3 | C | pH | 4 | 10 | ||
| 4 | Y | Oil rejection | % | |||
| 5 | Z | Water flux | L/m2·h |
| Run No. | A | B | C | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 10,000 | 3.00 | 4 | 40.00 | 41.92 | −4.80 | 80.00 | 75.50 | 5.63 |
| 2 | 10,000 | 0.00 | 10 | 46.46 | 48.38 | −4.13 | 56.00 | 70.70 | −26.25 |
| 3 | 10,000 | 3.00 | 10 | 45.00 | 42.99 | 4.47 | 72.00 | 78.70 | −9.31 |
| 4 | 10 | 0.00 | 10 | 99.03 | 99.82 | −0.80 | 144.00 | 150.70 | −4.65 |
| 5 | 10 | 3.00 | 10 | 98.75 | 98.05 | 0.71 | 168.00 | 174.70 | −3.99 |
| 6 | 10 | 3.00 | 4 | 96.43 | 97.22 | −0.82 | 176.00 | 171.50 | 2.56 |
| 7 | 10 | 1.50 | 7 | 98.72 | 98.54 | 0.18 | 152.00 | 147.60 | 2.89 |
| 8 | 10 | 0.00 | 4 | 99.70 | 99.00 | 0.70 | 136.00 | 131.50 | 3.31 |
| 9 | 5005 | 3.00 | 7 | 55.00 | 55.00 | 0.00 | 160.00 | 155.60 | 2.75 |
| 10 | 5005 | 1.50 | 7 | 87.22 | 85.70 | 1.74 | 128.00 | 98.10 | 23.36 |
| 11 | 10,000 | 0.00 | 4 | 49.33 | 47.32 | 4.07 | 56.00 | 51.50 | 8.03 |
| 12 | 10,000 | 1.50 | 7 | 45.00 | 45.18 | −0.40 | 64.00 | 59.60 | 6.88 |
| 13 | 5005 | 1.50 | 7 | 78.92 | 85.70 | −8.59 | 104.00 | 98.10 | 5.67 |
| 14 | 5005 | 1.50 | 7 | 86.00 | 85.70 | 0.35 | 80.00 | 98.10 | −22.65 |
| 15 | 5005 | 1.50 | 7 | 87.35 | 85.70 | 1.89 | 72.00 | 98.10 | −36.25 |
| 16 | 5005 | 0.00 | 7 | 90.69 | 90.69 | 0.00 | 64.00 | 59.60 | 6.88 |
| 17 | 5005 | 1.50 | 4 | 49.65 | 49.65 | 0.00 | 64.00 | 98.10 | −53.28 |
| 18 | 5005 | 1.50 | 7 | 87.35 | 85.70 | 1.89 | 120.00 | 98.10 | 18.25 |
| 19 | 5005 | 1.50 | 10 | 85.00 | 85.00 | 0.00 | 112.00 | 98.10 | 12.41 |
| 20 | 5005 | 1.50 | 7 | 87.35 | 85.35 | 2.29 | 104.00 | 98.10 | 5.67 |
| Source | Sum of Squares | Df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 9321.30 | 11 | 847.39 | 91.20 | <0.0001 (significant) |
| A-Feed concentration | 7120.36 | 1 | 7120.36 | 766.32 | <0.0001 |
| B-Pressure | 636.81 | 1 | 636.81 | 68.54 | <0.0001 |
| C-pH | 624.81 | 1 | 624.81 | 67.24 | <0.0001 |
| AB | 6.55 | 1 | 6.55 | 0.71 | 0.4254 |
| AC | 0.03 | 1 | 0.03 | 0.00 | 0.9570 |
| A2 | 287.25 | 1 | 287.25 | 30.91 | 0.0005 |
| B2 | 247.81 | 1 | 247.81 | 26.67 | 0.0009 |
| C2 | 506.37 | 1 | 506.37 | 54.50 | <0.0001 |
| A2B | 412.29 | 1 | 412.29 | 44.37 | <0.0002 |
| A2C | 473.48 | 1 | 473.48 | 50.96 | <0.0001 |
| A2B2 | 424.89 | 1 | 424.89 | 45.73 | 0.0001 |
| Residual | 74.33 | 8 | 9.29 | ||
| Lack of Fit | 17.80 | 3 | 5.93 | 0.52 | 0.68 (not significant) |
| Pure Error | 56.54 | 5 | 11.31 | ||
| Cor Total | 9395.63 | 19 |
| Source | Sum of Squares | Df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 26,605.60 | 10 | 2660.56 | 5.71 | 0.0075 (significant) |
| A-Feed concentration | 3872.00 | 1 | 3872.00 | 8.31 | 0.0181 |
| B-Pressure | 4608.00 | 1 | 4608.00 | 9.90 | 0.0118 |
| C-pH | 313.60 | 1 | 313.60 | 0.67 | 0.4331 |
| AB | 128.00 | 1 | 128.00 | 0.27 | 0.6128 |
| BC | 128.00 | 1 | 128.00 | 0.27 | 0.6128 |
| A2 | 96.80 | 1 | 96.80 | 0.21 | 0.6592 |
| B2 | 288.80 | 1 | 288.80 | 0.62 | 0.4512 |
| A2B | 2073.60 | 1 | 2073.60 | 4.45 | 0.0641 |
| Residual | 4191.20 | 9 | 465.69 | ||
| Lack of Fit | 1801.87 | 4 | 450.47 | 0.94 | 0.5091 (not significant) |
| Pure Error | 2389.33 | 5 | 477.87 | ||
| Cor Total | 30,796.80 | 19 |
| Run | Feed Concentration, (Ppm) | Pressure, (Bar) | pH | Oil Rejection, (%) | Water Flux, (L/m2·h) | Desirability |
|---|---|---|---|---|---|---|
| 10 | 1.5 | 8.97 | 98.86 | 152.00 | 0.997 | |
| 10 | 1.5 | 8.97 | 98.72 | 151.30 | ||
| Deviation. (%) | 0.14 | 0.46 |
| Ceramic Material/Process | Experimental Design Method | Factor | Response | Author/Year |
|---|---|---|---|---|
| Nanocomposite membrane UF | CCD | Pressure: 3.0 bar pH: 9.0 Feed concentration: 600 ppm | Water flux: 152 L/m2·h Oil rejection: 98.72% | This work |
| Alumina MF | BBD | Transmembrane pressure: 3 bar; Feed flow rate: 300 L/h; Temperature: (60 °C) | Permeate flux: NA COD: 67% | [41] |
| Phosphate/kaolinite MF | BBD | Kaolinite: 15% Sintering temperature: 1000 °C, Sintering time: 2 h | Turbidity: 98.99%; TOC: 69.39%; COD: 74.00%; BOD: 77.11% | [45] |
| NA/MF | BBD | Pressure: 14.5 Pa; Feed velocity: 0.179 m/s; Pore size: 0.59 µm | Flux: NA | [48] |
| Mullite UF | BBD | pH: 7.2; Feed concentration: 921 mg/L, Coagulant concentration: 207 mg/L | Water flux: 123.85 L/m2·h; Oil rejection: 97.31% | [46] |
| Fly ash MF | CCD | Feed concentration: 176.07 mg/L; Pressure: 345 kPa | Flux: 936 L/m2·h; Oil rejection: 97.0% | [44] |
| Natural zeolite MF | CCD | pH: 7.04, Feed concentration: 75.00 mg/L, HFCM dosage: 0.35 g | Permeability: and ammonia removal: 96.5% | [47] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raji, Y.O.; Othman, M.H.D.; Nordin, N.A.H.S.M.; Adam, M.R.; Said, K.A.M.; Abdulyekeen, K.A.; Ismail, A.F.; Rahman, M.A.; Jaafar, J.; Abu Bakar, S. Optimization of a High-Performance Poly(diallyl dimethylammonium chloride)-alumina-perfluorooctanoate Intercalated Ultrafiltration Membrane for Treating Emulsified Oily Wastewater via Response Surface Methodology Approach. Membranes 2021, 11, 956. https://doi.org/10.3390/membranes11120956
Raji YO, Othman MHD, Nordin NAHSM, Adam MR, Said KAM, Abdulyekeen KA, Ismail AF, Rahman MA, Jaafar J, Abu Bakar S. Optimization of a High-Performance Poly(diallyl dimethylammonium chloride)-alumina-perfluorooctanoate Intercalated Ultrafiltration Membrane for Treating Emulsified Oily Wastewater via Response Surface Methodology Approach. Membranes. 2021; 11(12):956. https://doi.org/10.3390/membranes11120956
Chicago/Turabian StyleRaji, Yusuf Olabode, Mohd Hafiz Dzarfan Othman, Nik Abdul Hadi Sapiaa Md Nordin, Mohd Ridhwan Adam, Khairul Anwar Mohamad Said, Kabir Abogunde Abdulyekeen, Ahmad Fauzi Ismail, Mukhlis A. Rahman, Juhana Jaafar, and Suriani Abu Bakar. 2021. "Optimization of a High-Performance Poly(diallyl dimethylammonium chloride)-alumina-perfluorooctanoate Intercalated Ultrafiltration Membrane for Treating Emulsified Oily Wastewater via Response Surface Methodology Approach" Membranes 11, no. 12: 956. https://doi.org/10.3390/membranes11120956
APA StyleRaji, Y. O., Othman, M. H. D., Nordin, N. A. H. S. M., Adam, M. R., Said, K. A. M., Abdulyekeen, K. A., Ismail, A. F., Rahman, M. A., Jaafar, J., & Abu Bakar, S. (2021). Optimization of a High-Performance Poly(diallyl dimethylammonium chloride)-alumina-perfluorooctanoate Intercalated Ultrafiltration Membrane for Treating Emulsified Oily Wastewater via Response Surface Methodology Approach. Membranes, 11(12), 956. https://doi.org/10.3390/membranes11120956