Low-Cost Rapid Fabrication of Conformal Liquid-Metal Patterns



Abstract
:Featured Application
Abstract

1. Introduction
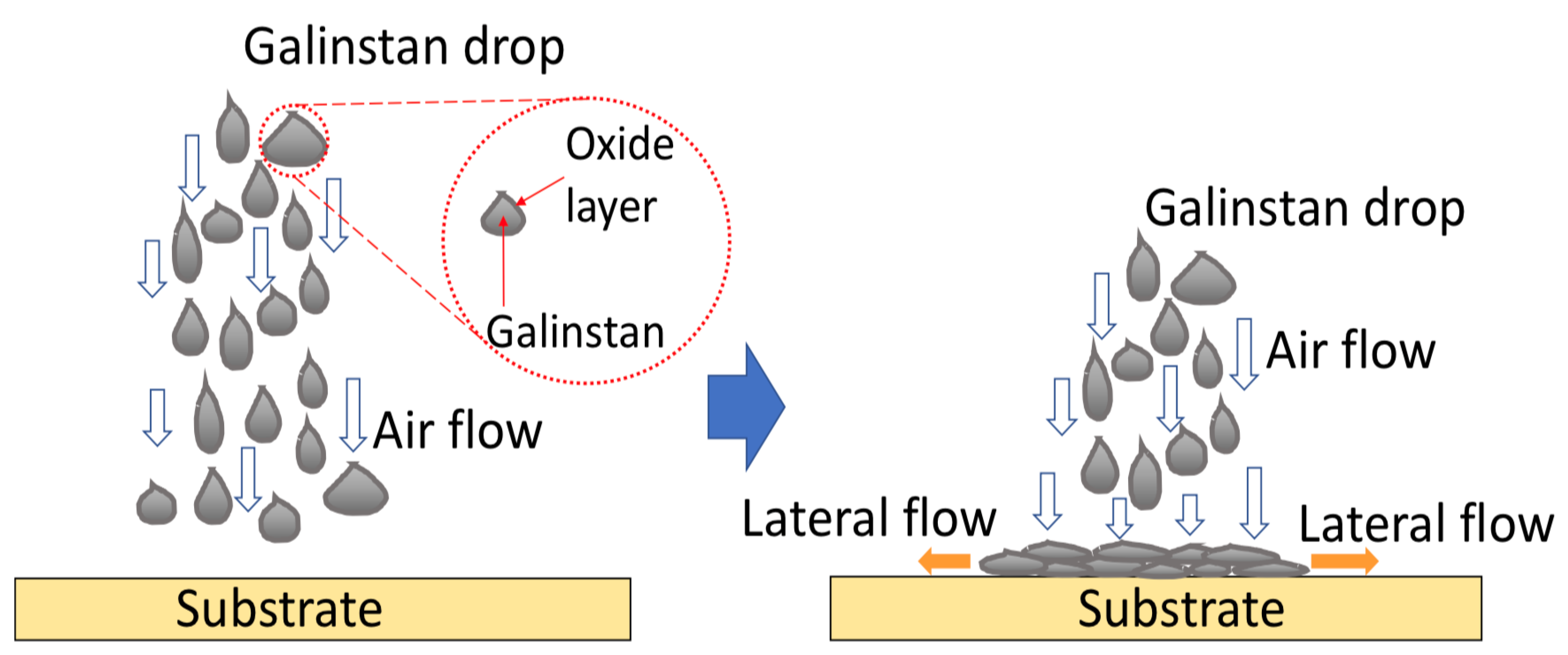
2. Spraying of Galinstan Liquid Metal
3. Results
3.1. Characteristics of Sprayed Galinstan Films
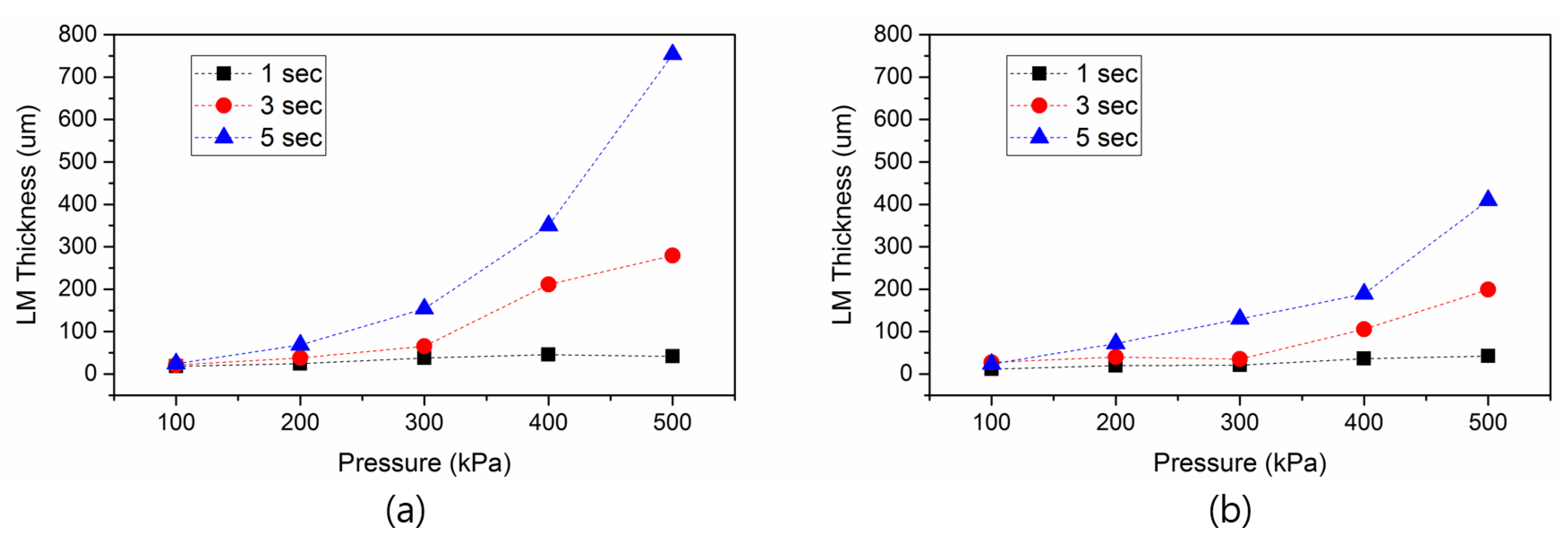
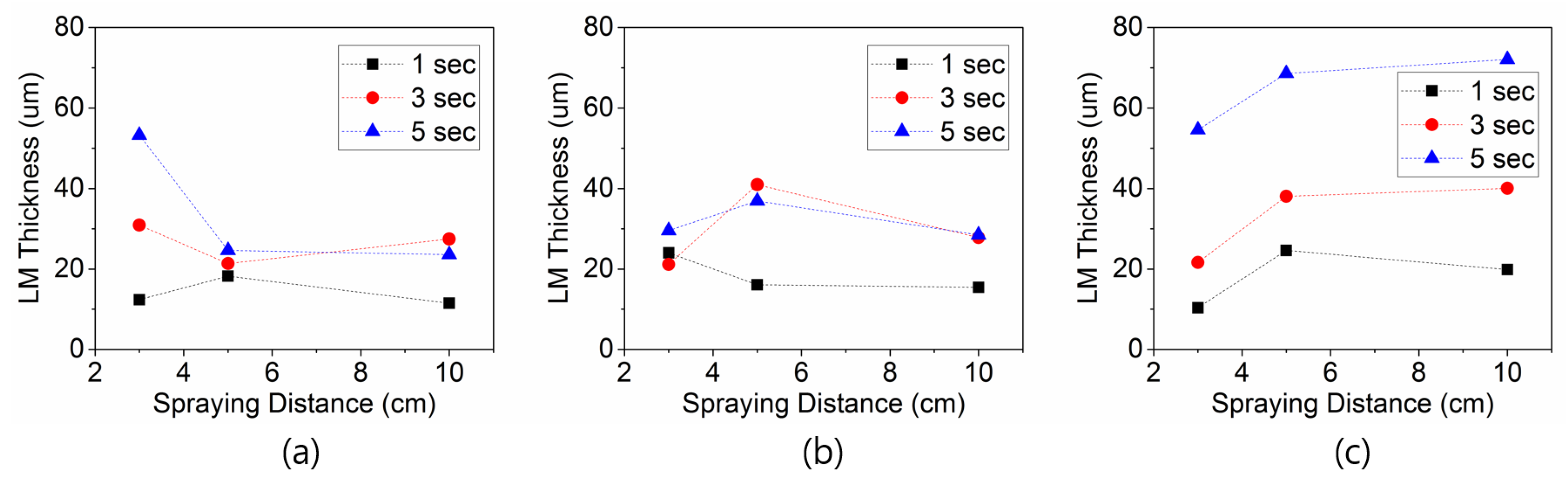
3.1.1. Thickness of LM Films
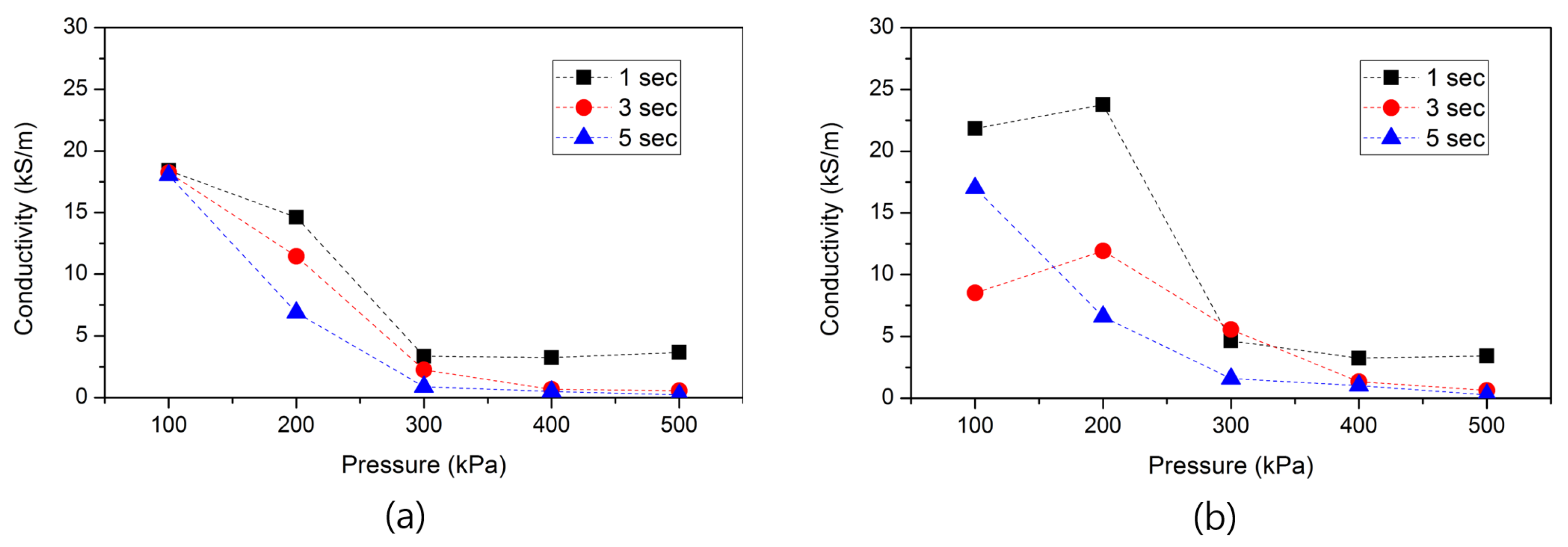
3.1.2. Conductivity of LM Films
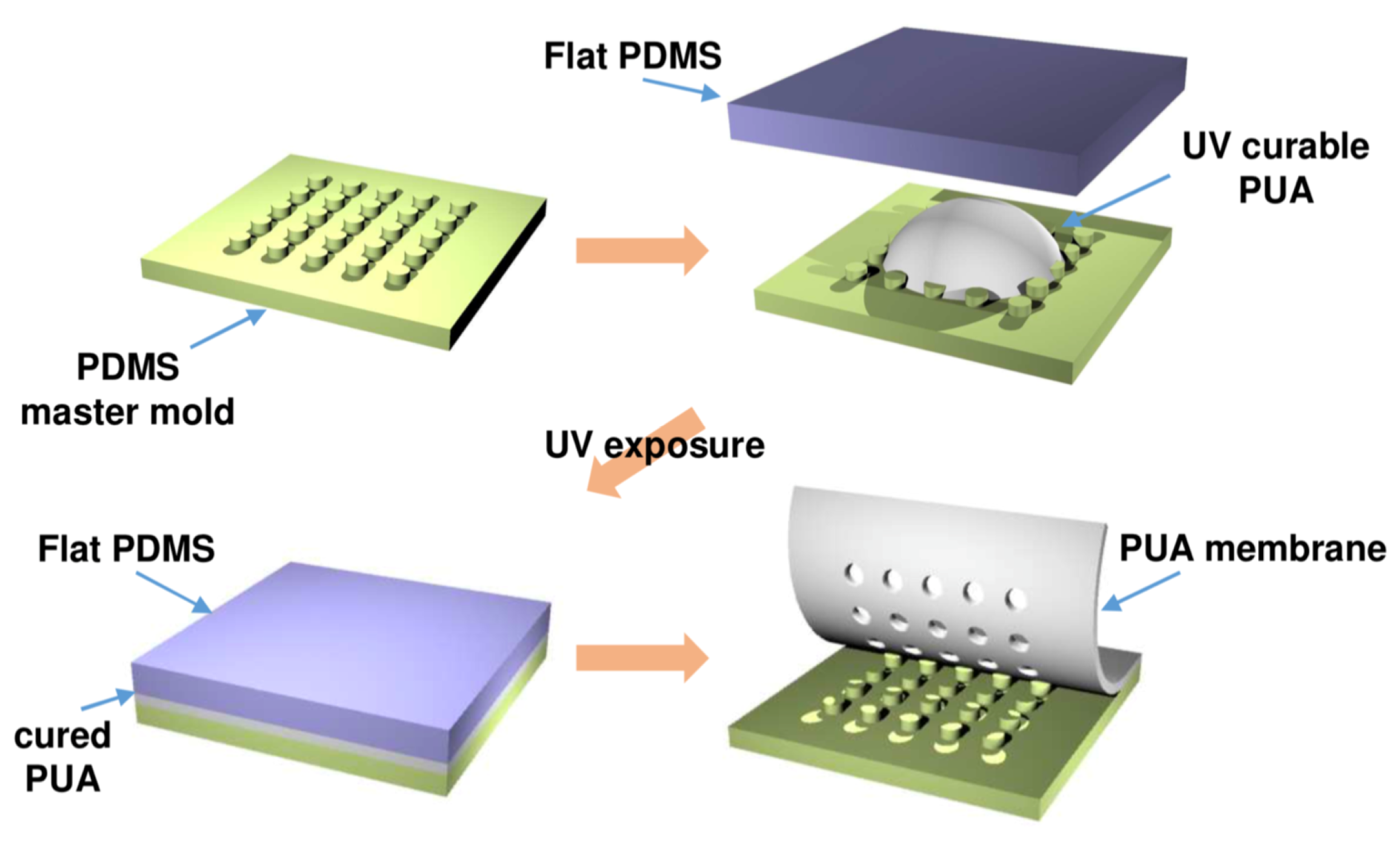
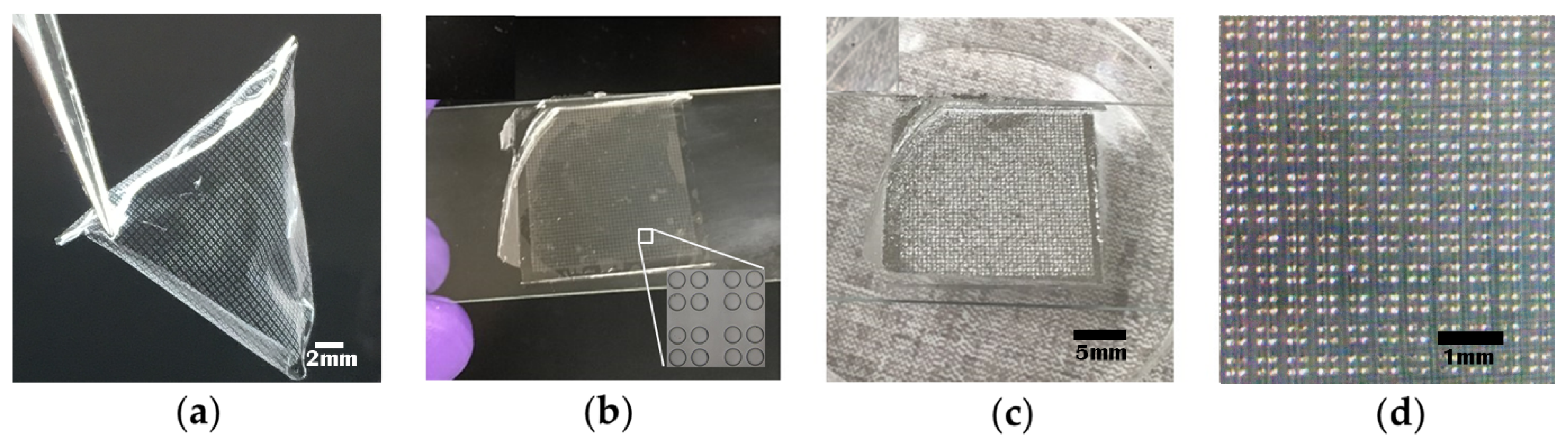
3.2. LM Patterning with a UV-Curable Polymeric Membrane
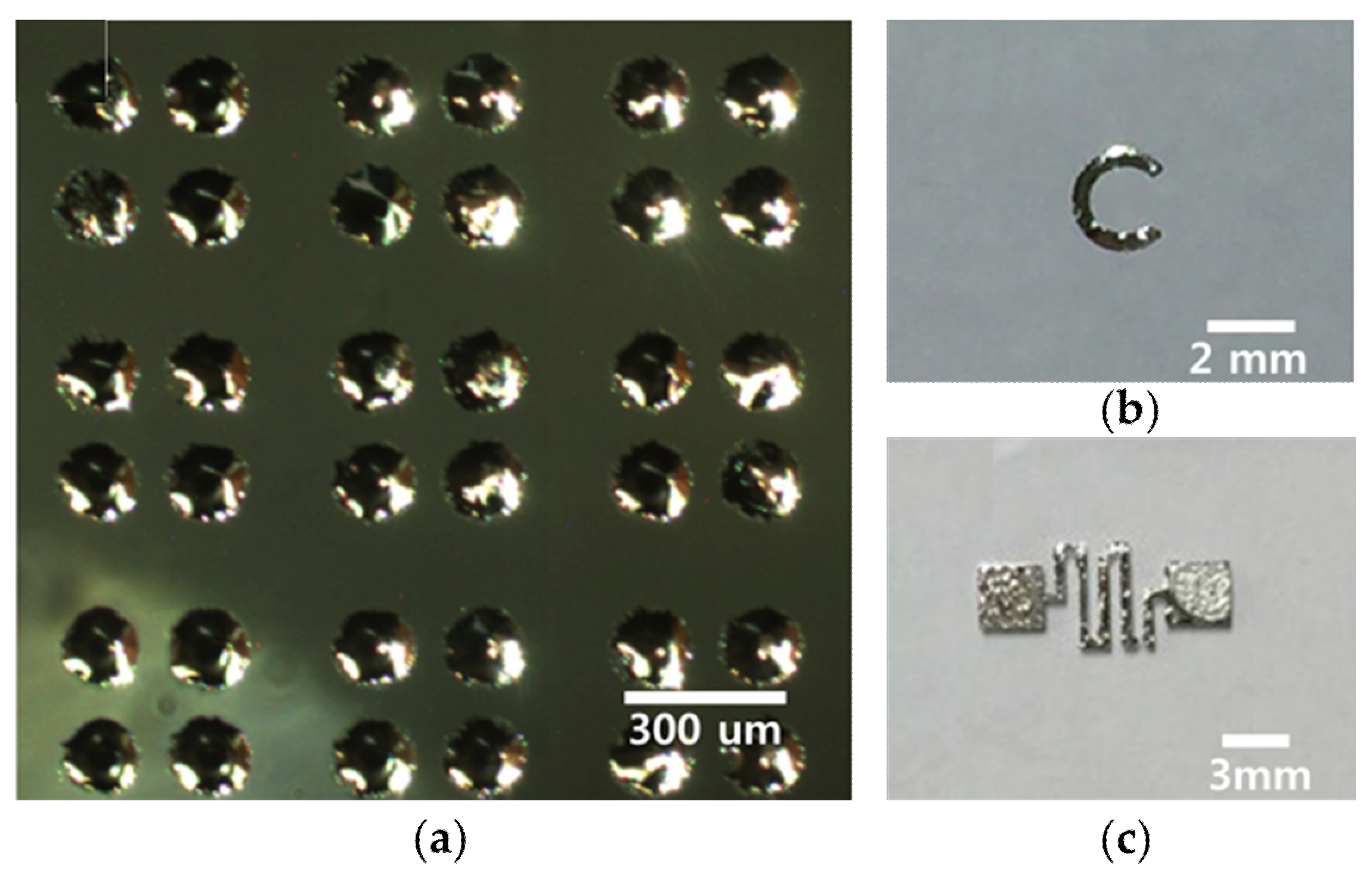
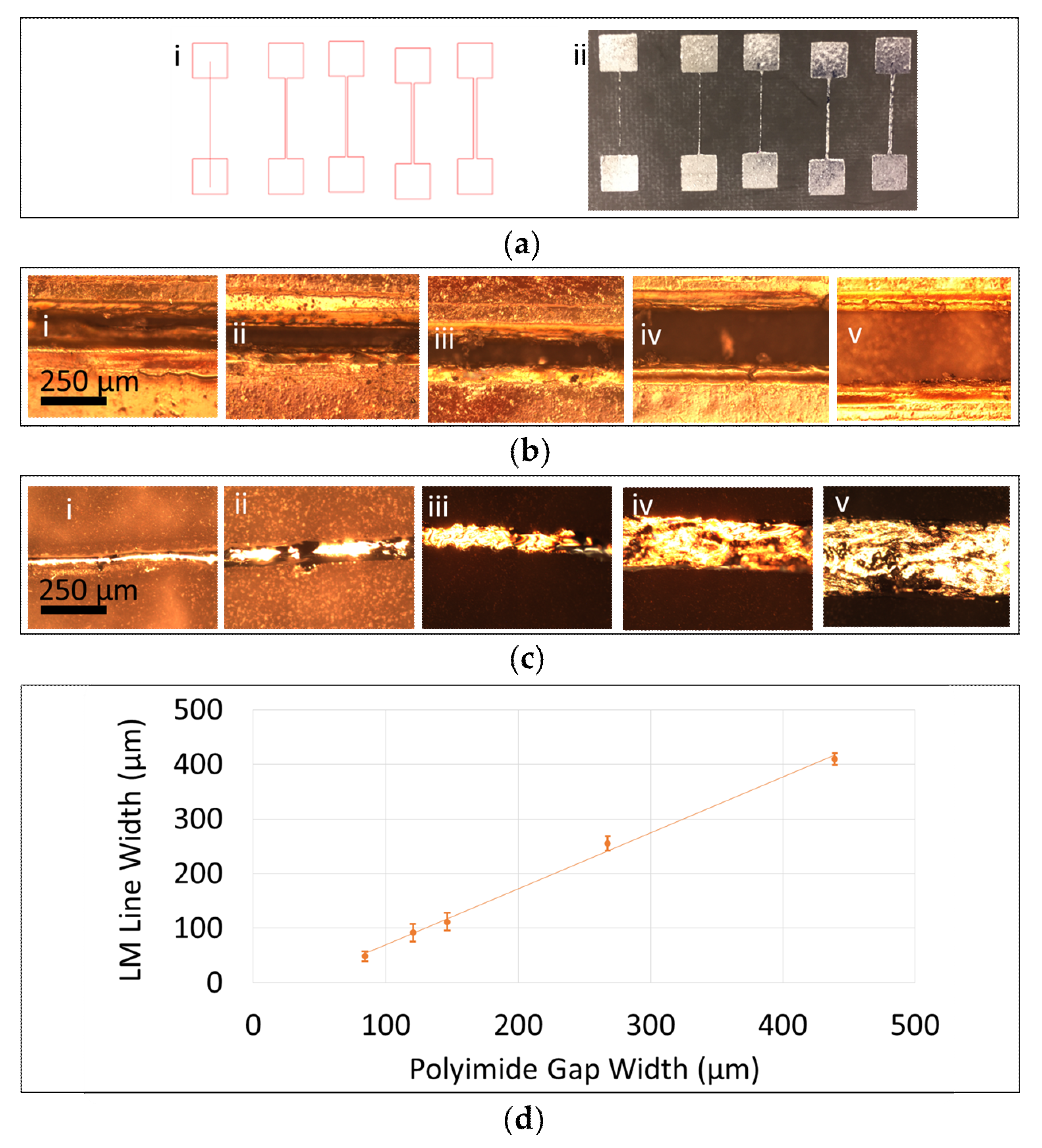
3.3. Minimum Feature Size of Sprayed LM
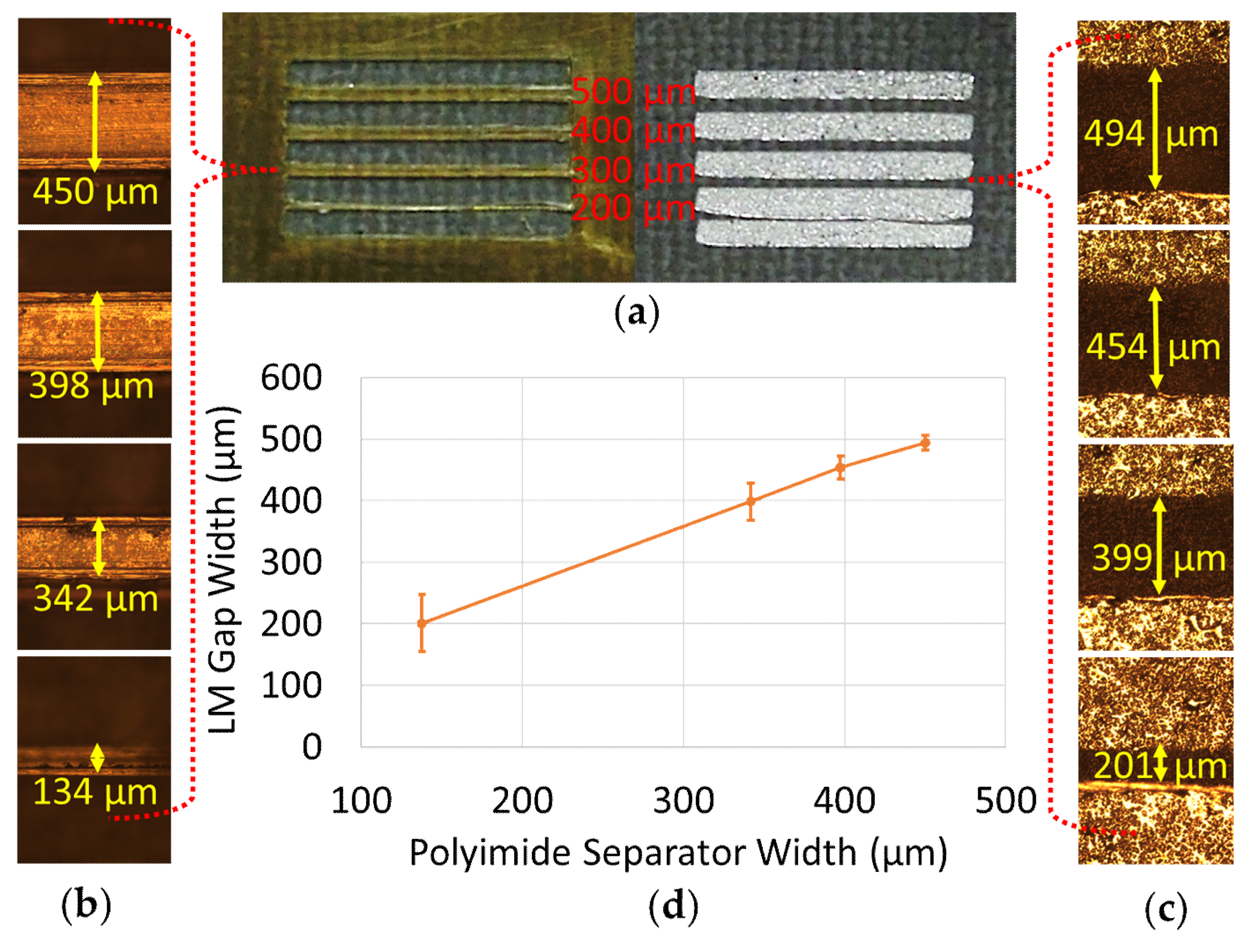
3.4. Minimum LM-Gap Size
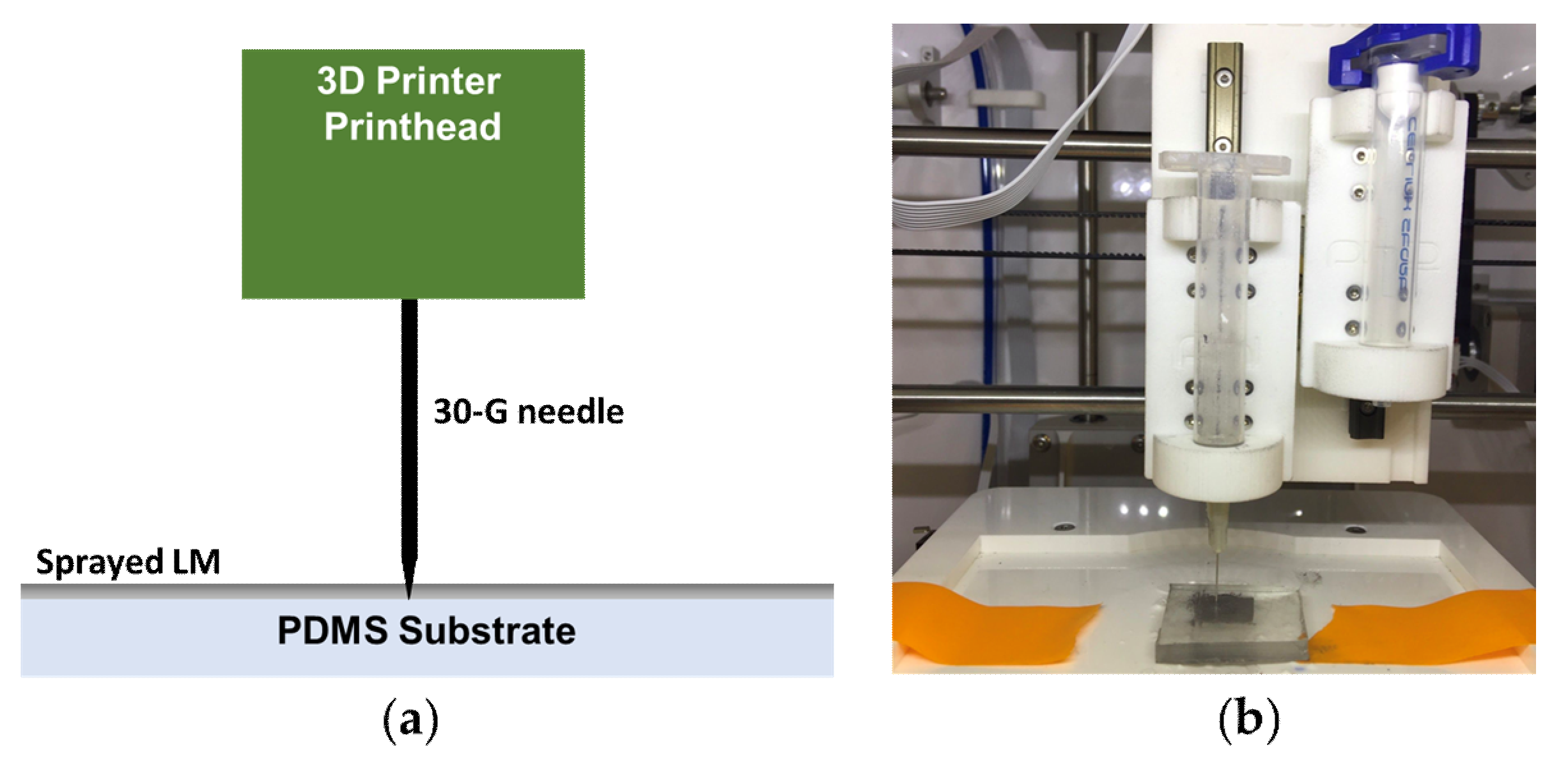
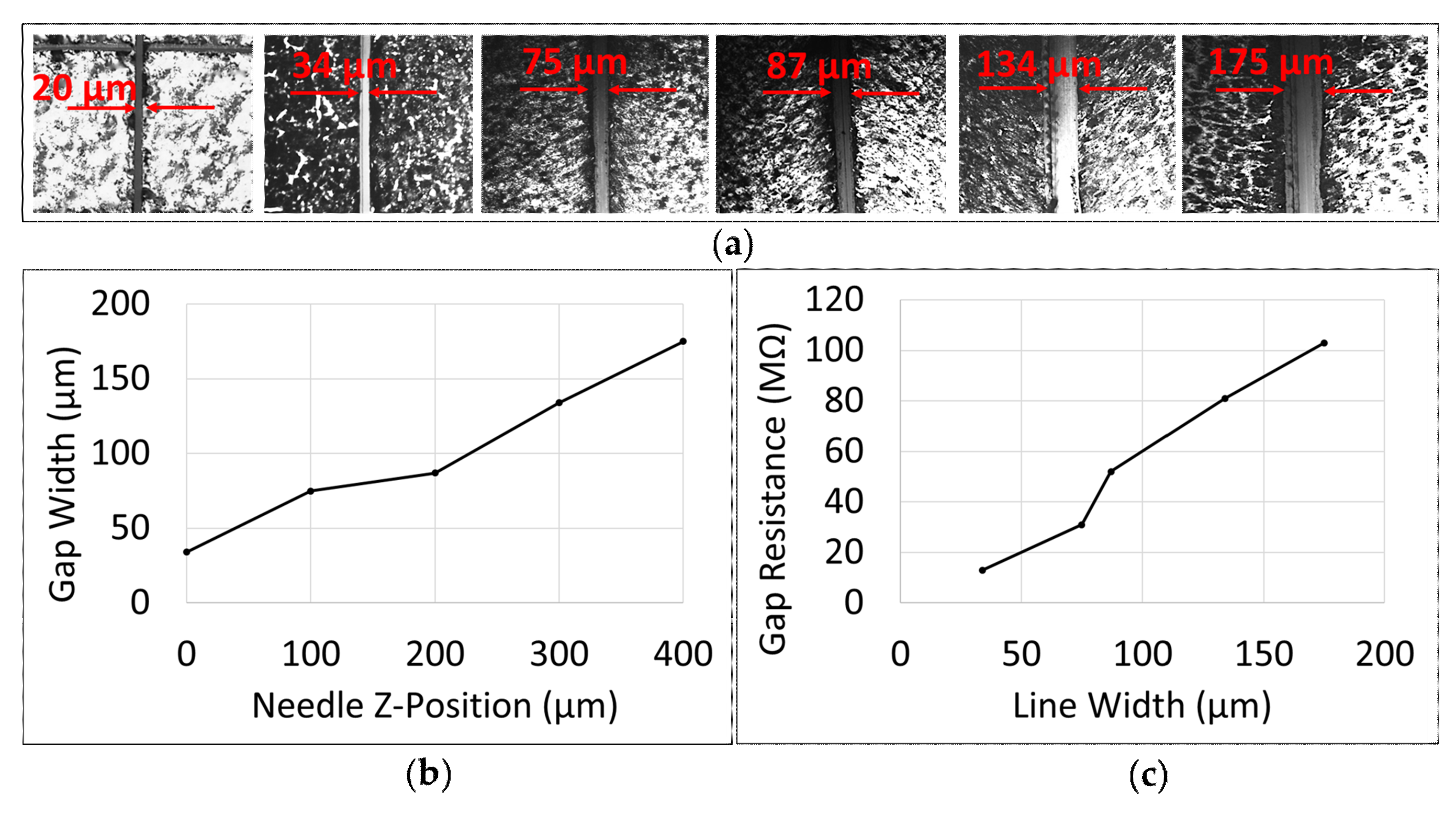
3.5. Subtractive LM Patterning by Physical Scraping
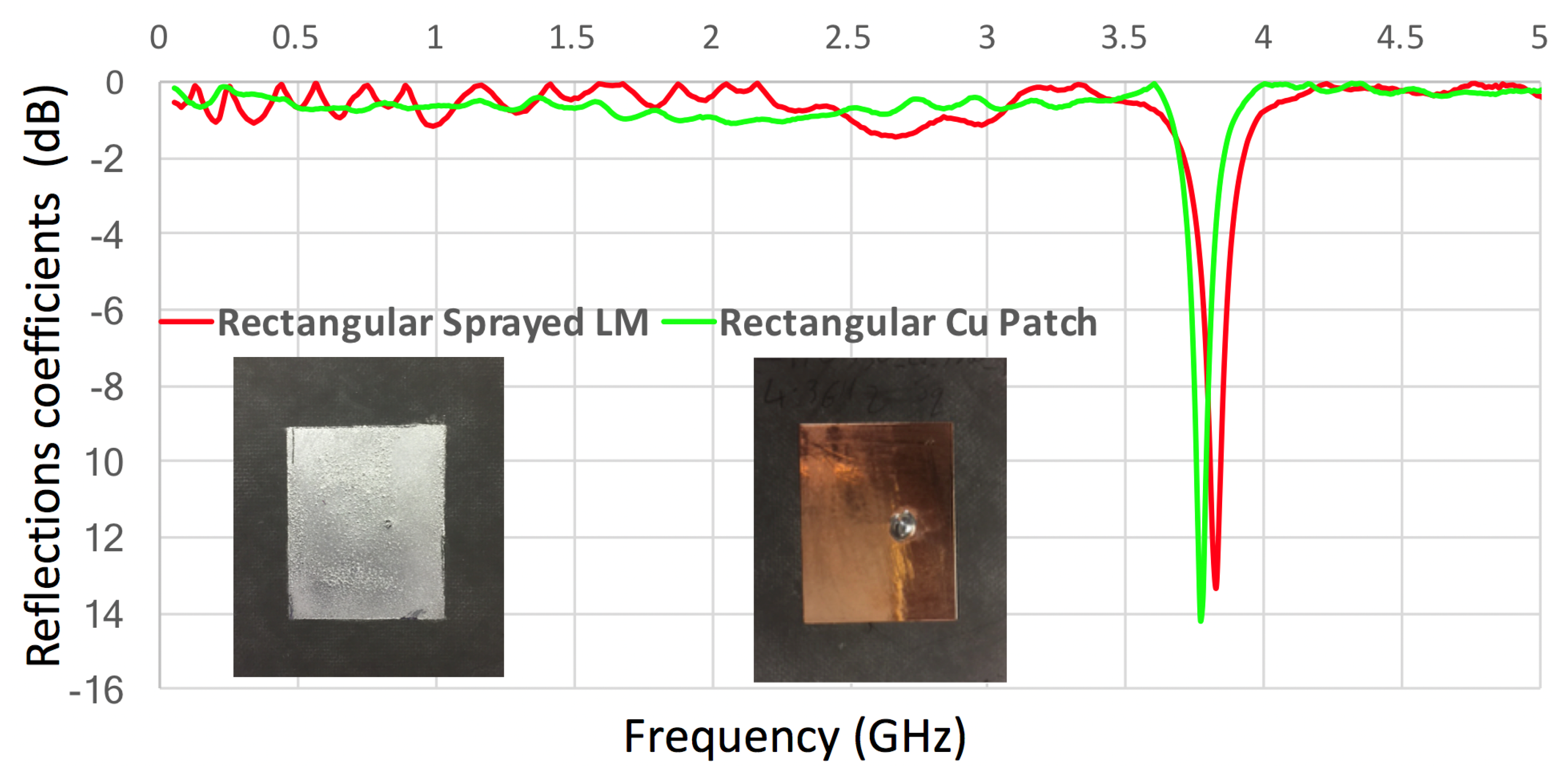
3.6. Sprayed LM Patch Antenna
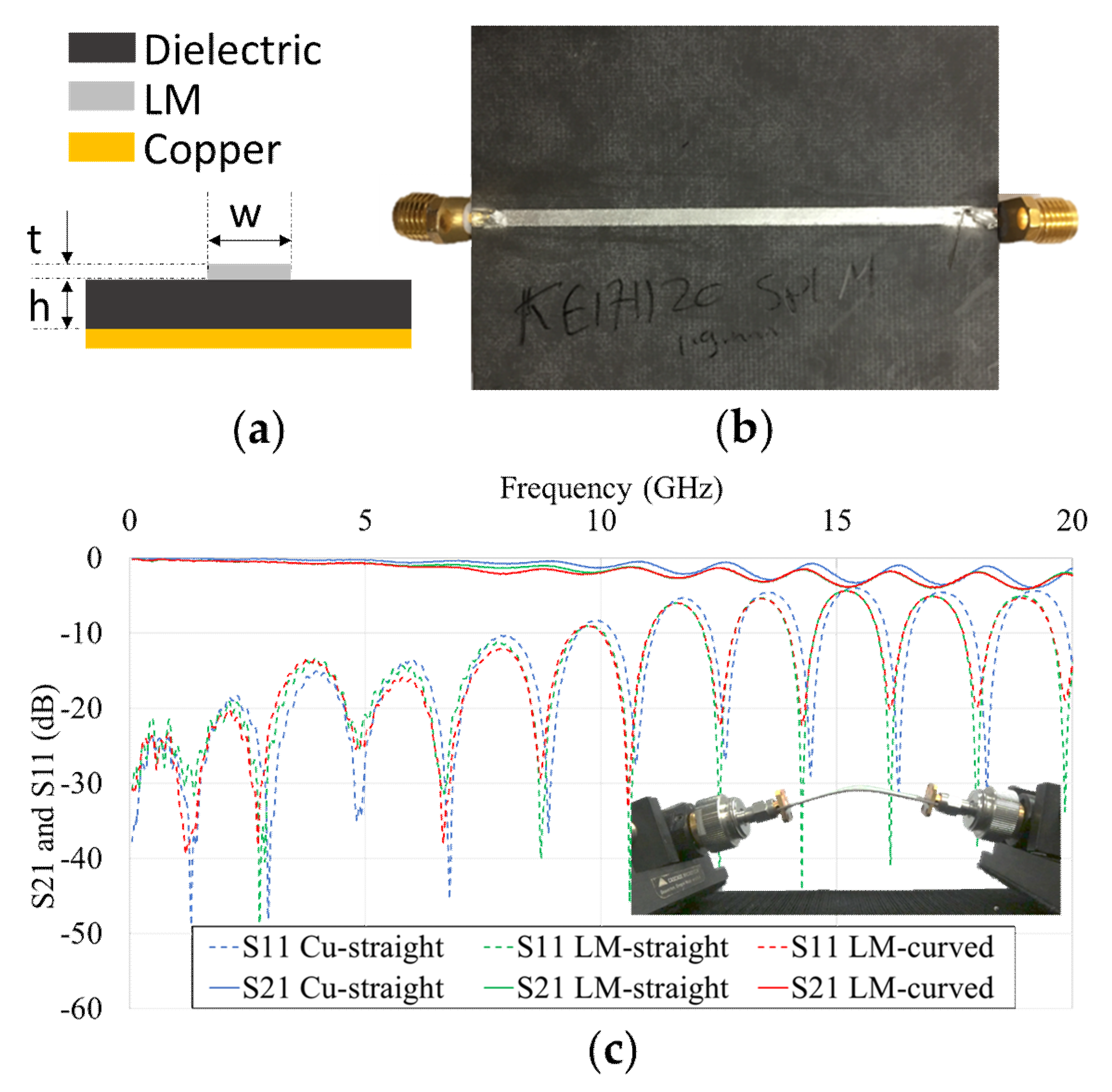
3.7. Sprayed LM Transmission Line
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Huang, S.; Liu, Y.; Zhao, Y.; Ren, Z.; Guo, C.F. Flexible electronics: Stretchable electrodes and their future. Adv. Funct. Mater. 2019, 29, 1805924. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, H.; Zhao, W.; Zhang, M.; Qin, H.; Xie, Y. Flexible, stretchable sensors for wearable health monitoring: Sensing mechanisms, materials, fabrication strategies and features. Sensors 2018, 18, 645. [Google Scholar] [CrossRef] [PubMed]
- Rajan, K.; Garofalo, E.; Chiolerio, A. Wearable intrinsically soft, stretchable, flexible devices for memories and computing. Sensors 2018, 18, 367. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Cheng, H. Recent development of flexible and stretchable antennas for bio-integrated electronics. Sensors 2018, 18, 4364. [Google Scholar] [CrossRef] [PubMed]
- Koo, J.H.; Kim, D.C.; Shim, H.J.; Kim, T.H.; Kim, D.H. Flexible and stretchable smart display: Materials, fabrication, device design, and system integration. Adv. Funct. Mater. 2018, 28, 1801834. [Google Scholar] [CrossRef]
- Park, M.; Im, J.; Shin, M.; Min, Y.; Park, J.; Cho, H.; Park, S.; Shim, M.-B.; Jeon, S.; Chung, D.-Y.; et al. Highly stretchable electric circuits from a composite material of silver nanoparticles and elastomeric fibres. Nat. Nanotechnol. 2012, 7, 803–809. [Google Scholar] [CrossRef] [PubMed]
- Zuazola, I.J.G.; Sharma, A.; Batchelor, J.C.; Angulo, I.; Perallos, A.; Elmirghani, J.M.H. Sprayed antenna on cans for WLAN-RFID tags. Microw. Opt. Technol. Lett. 2013, 55, 773–775. [Google Scholar] [CrossRef]
- Shen, W.; Li, M.; Wang, B.; Liu, J.; Li, Z.; Jiang, L.; Song, Y. Hierarchical optical antenna: Gold nanoparticle-modified photonic crystal for highly-sensitive label-free DNA detection. J. Mater. Chem. 2012, 22, 8127–8133. [Google Scholar] [CrossRef]
- Guo, C.; Yu, Y.; Liu, J. Rapidly patterning conductive components on skin substrates as physiological testing devices via liquid metal spraying and pre-designed mask. J. Mater. Chem. B 2014, 2, 5739–5745. [Google Scholar] [CrossRef]
- Varga, M.; Ladd, C.; Ma, S.; Holbery, J.; Tröster, G. On-skin liquid metal inertial sensor. Lab Chip 2017, 17, 3272–3278. [Google Scholar] [CrossRef]
- Arumugam, S.; Li, Y.; Senthilarasu, S.; Torah, R.; Kanibolotsky, A.L.; Inigo, A.R.; Skabara, P.J.; Beeby, S.P. Fully spray-coated organic solar cells on woven polyester cotton fabrics for wearable energy harvesting applications. J. Mater. Chem. A 2016, 4, 5561–5568. [Google Scholar] [CrossRef]
- Kang, J.S.; Kim, H.S.; Ryu, J.; Thomas Hahn, H.; Jang, S.; Joung, J.W. Inkjet printed electronics using copper nanoparticle ink. J. Mater. Sci. Mater. Electron. 2010, 21, 1213–1220. [Google Scholar] [CrossRef]
- Hösel, M.; Krebs, F.C. Large-scale roll-to-roll photonic sintering of flexo printed silver nanoparticle electrodes. J. Mater. Chem. 2012, 22, 15683–15688. [Google Scholar] [CrossRef]
- Zhang, Q.; Gao, Y.; Liu, J. Atomized spraying of liquid metal droplets on desired substrate surfaces as a generalized way for ubiquitous printed electronics. Appl. Phys. A Mater. Sci. Process. 2014, 116, 1091–1097. [Google Scholar] [CrossRef]
- Jeong, S.H.; Hjort, K.; Wu, Z. Tape transfer atomization patterning of liquid alloys for microfluidic stretchable wireless power transfer. Sci. Rep. 2015, 5, 8419. [Google Scholar] [CrossRef]
- Wang, L.; Liu, J. Pressured liquid metal screen printing for rapid manufacture of high resolution electronic patterns. RSC Adv. 2015, 5, 57686–57691. [Google Scholar] [CrossRef]
- Liu, T.; Sen, P.; Kim, C.J. Characterization of nontoxic liquid-metal alloy Galinstan for applications in microdevices. J. Microelectromech. Syst. 2012, 21, 443–450. [Google Scholar] [CrossRef]
- Yuen, P.K.; Goral, V.N. Low-cost rapid prototyping of flexible microfluidic devices using a desktop digital craft cutter. Lab Chip 2010, 10, 384–387. [Google Scholar] [CrossRef] [PubMed]
- Khondoker, M.A.H.; Sameoto, D. Fabrication methods and applications of microstructured gallium based liquid metal alloys. Smart Mater. Struct. 2016, 25, 093001. [Google Scholar] [CrossRef]
- Wu, H.; Kong, D.; Ruan, Z.; Hsu, P.C.; Wang, S.; Yu, Z.; Carney, T.J.; Hu, L.; Fan, S.; Cui, Y. A transparent electrode based on a metal nanotrough network. Nat. Nanotechnol. 2013, 8, 421–425. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Hong, S.; Lee, J.; Suh, Y.D.; Kwon, J.; Moon, H.; Kim, H.; Yeo, J.; Ko, S.H. Highly stretchable and transparent supercapacitor by Ag–Au Core–Shell nanowire network with high electrochemical stability. ACS Appl. Mater. Interfaces 2016, 8, 15449–15458. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.H.; Hong, S.H.; Seong, K.D.; Seo, S. Fabrication of organic thin-film transistors on three-dimensional substrates using free-standing polymeric masks based on soft lithography. Adv. Funct. Mater. 2014, 24, 2404–2408. [Google Scholar] [CrossRef]
- Cheng, S.; Rydberg, A.; Hjort, K.; Wu, Z. Liquid metal stretchable unbalanced loop antenna. Appl. Phys. Lett. 2009, 94, 92–95. [Google Scholar] [CrossRef]
- Morishita, A.M.; Kitamura, C.K.Y.; Shiroma, W.A.; Ohta, A.T. Two-octave tunable liquid-metal monopole antenna. Electron. Lett. 2013, 50, 19–20. [Google Scholar] [CrossRef]
- Hartl, D.J.; Frank, G.J.; Huff, G.H.; Baur, J.W. A liquid metal-based structurally embedded vascular antenna: I. Concept and multiphysical modeling. Smart Mater. Struct. 2017, 26, 025001. [Google Scholar] [CrossRef]
- Zhou, Y.; Fang, S.; Liu, H.; Fu, S. A Liquid metal conical helical antenna for circular polarization-reconfigurable antenna. Int. J. Antennas Propag. 2016, 2016, 3782373. [Google Scholar] [CrossRef]
- Melcher, J.; Elassy, K.; Ordonez, R.; Hayashi, C.; Ohta, A.; Garmire, D.; Melcher, J.L.; Elassy, K.S.; Ordonez, R.C.; Hayashi, C.; et al. Spray-on liquid-metal electrodes for graphene field-effect transistors. Micromachines 2019, 10, 54. [Google Scholar] [CrossRef] [PubMed]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Zo (target impedance) | 50 Ω |
| t (trace thickness) | 0.06 mm |
| h (dielectric thickness) | 0.787 mm |
| Ɛr (relative dielectric constant) | 2.2 |
| w (trace width) | 1.9 mm |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elassy, K.S.; Akau, T.K.; Shiroma, W.A.; Seo, S.; Ohta, A.T. Low-Cost Rapid Fabrication of Conformal Liquid-Metal Patterns. Appl. Sci. 2019, 9, 1565. https://doi.org/10.3390/app9081565
Elassy KS, Akau TK, Shiroma WA, Seo S, Ohta AT. Low-Cost Rapid Fabrication of Conformal Liquid-Metal Patterns. Applied Sciences. 2019; 9(8):1565. https://doi.org/10.3390/app9081565
Chicago/Turabian StyleElassy, Kareem S., Tyler K. Akau, Wayne A. Shiroma, Soonmin Seo, and Aaron T. Ohta. 2019. "Low-Cost Rapid Fabrication of Conformal Liquid-Metal Patterns" Applied Sciences 9, no. 8: 1565. https://doi.org/10.3390/app9081565
APA StyleElassy, K. S., Akau, T. K., Shiroma, W. A., Seo, S., & Ohta, A. T. (2019). Low-Cost Rapid Fabrication of Conformal Liquid-Metal Patterns. Applied Sciences, 9(8), 1565. https://doi.org/10.3390/app9081565