Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
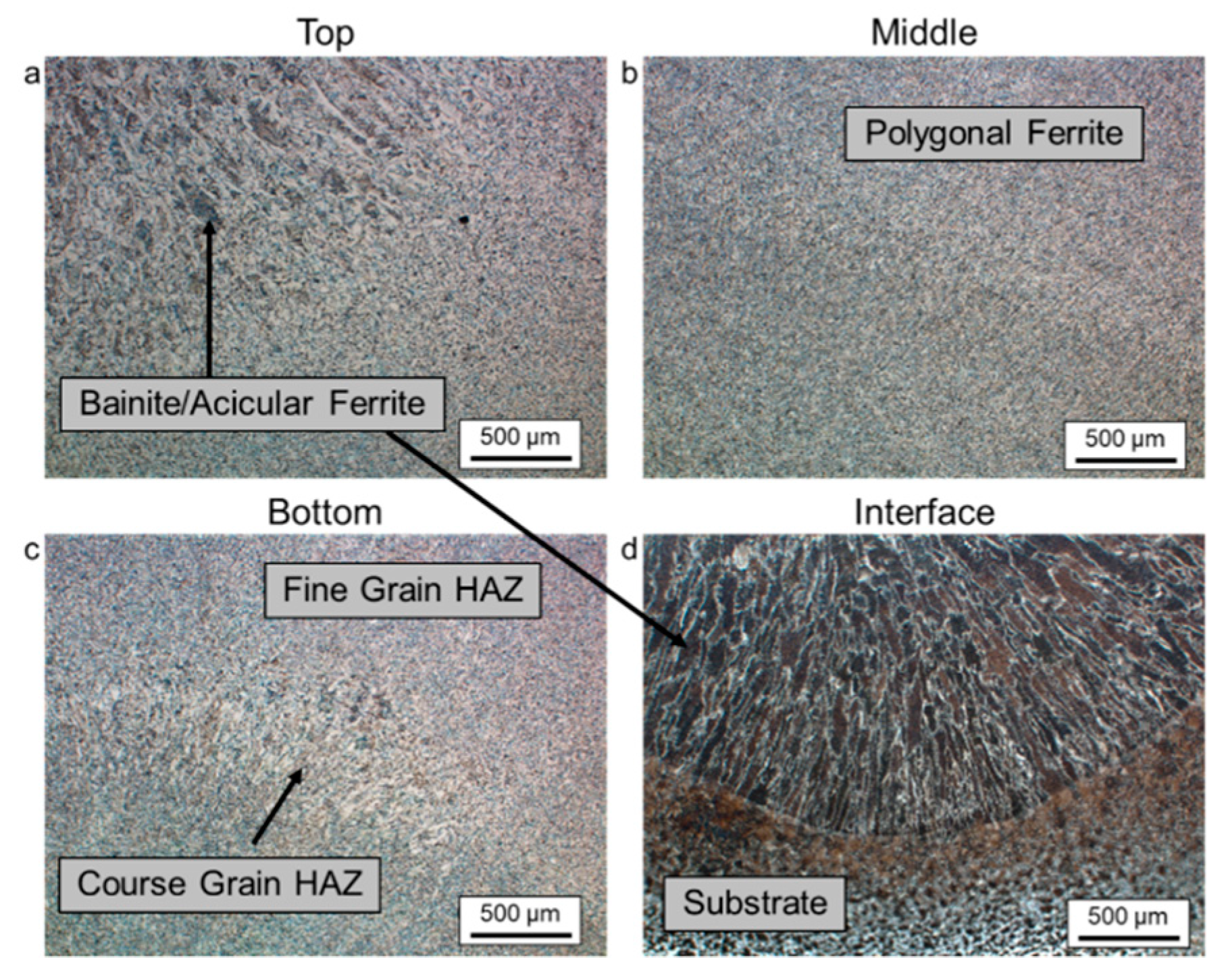
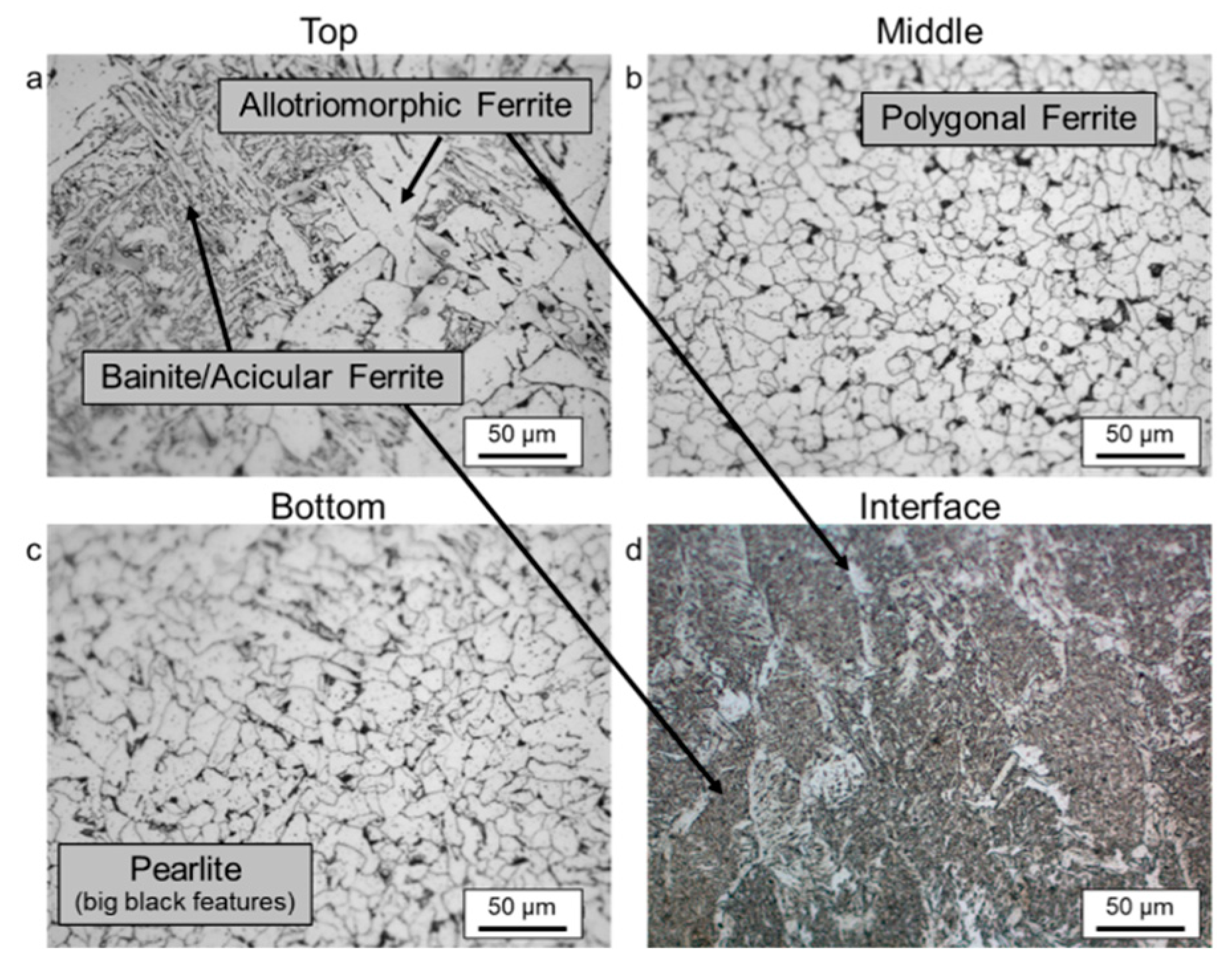
- Grain boundary nucleated primary ferrite forms between 800 °C and 650 °C at the prior austenite grain boundaries when cooling is moderate.
- Ferrite side plates (or often referred as Widmanstätten ferrite) form between 750 °C and 650 °C at the prior austenite grain boundaries when cooling rates increase.
- Fine-grained acicular ferrite forms below approximately 650 °C within the prior austenite grains
- A lath structure with a significant dislocation substructure forms below 500 °C; this structure is hypothesized to be Bainite when cooling rates are fast (>50 °C/s)
- In highly alloyed steels, cooling below 400 °C often leads to a martensitic microstructure.
2. Methods
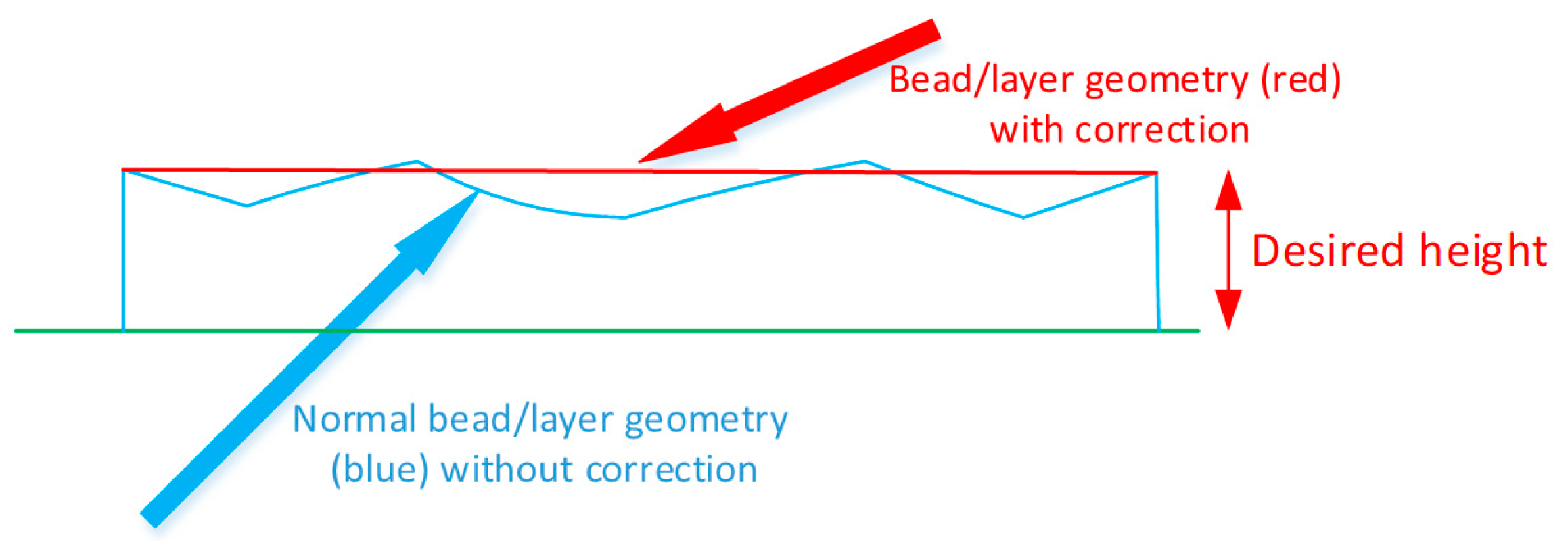
2.1. Compensation Based Controls Approach
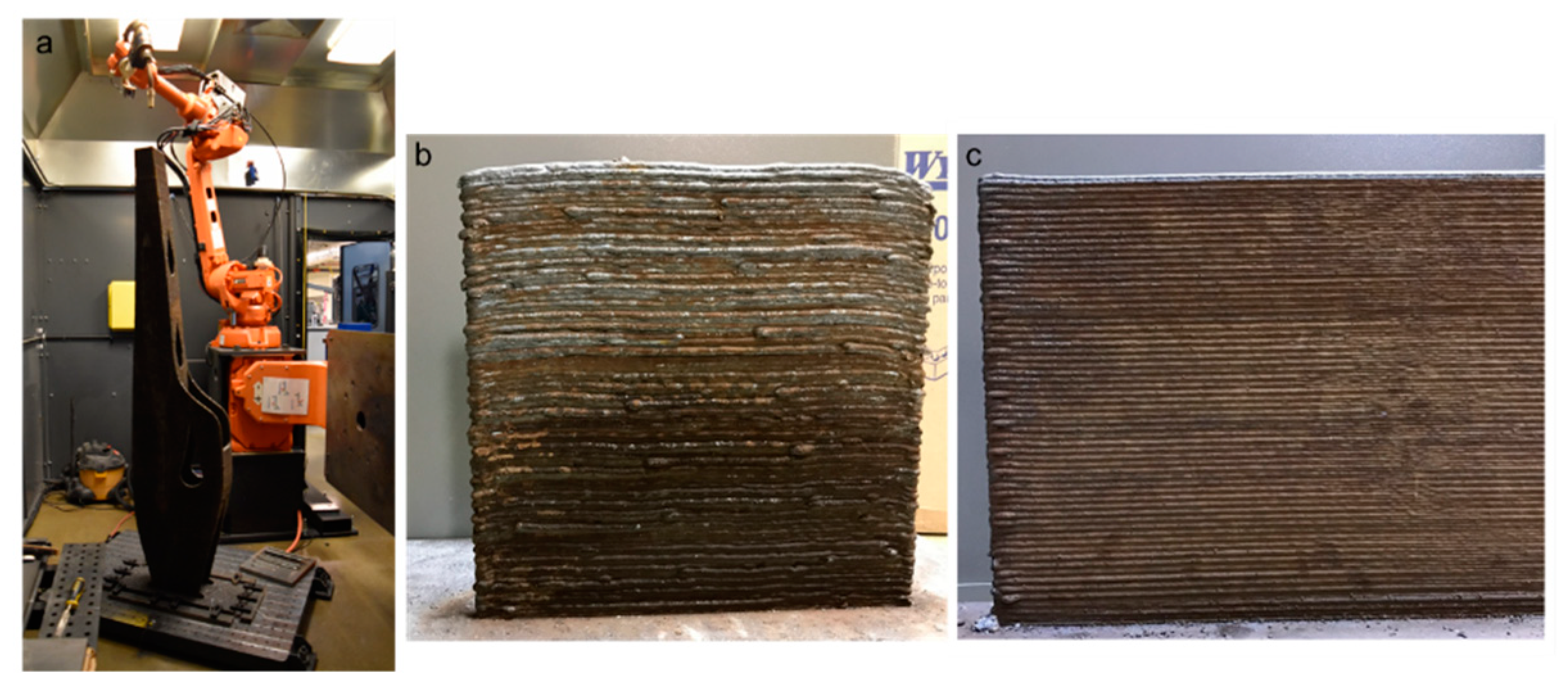
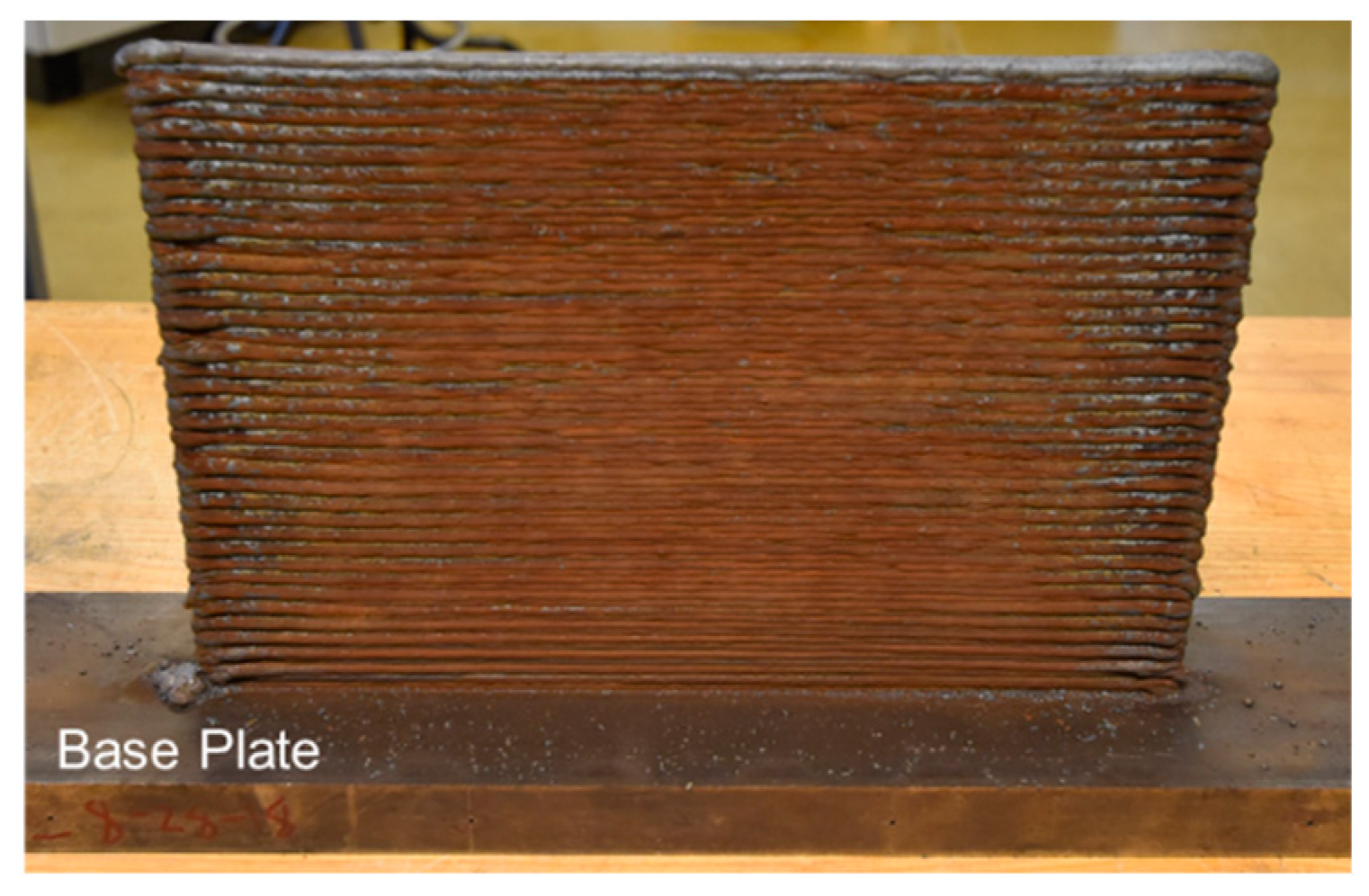
2.2. Metal Big Area Additive Manufacturing Process
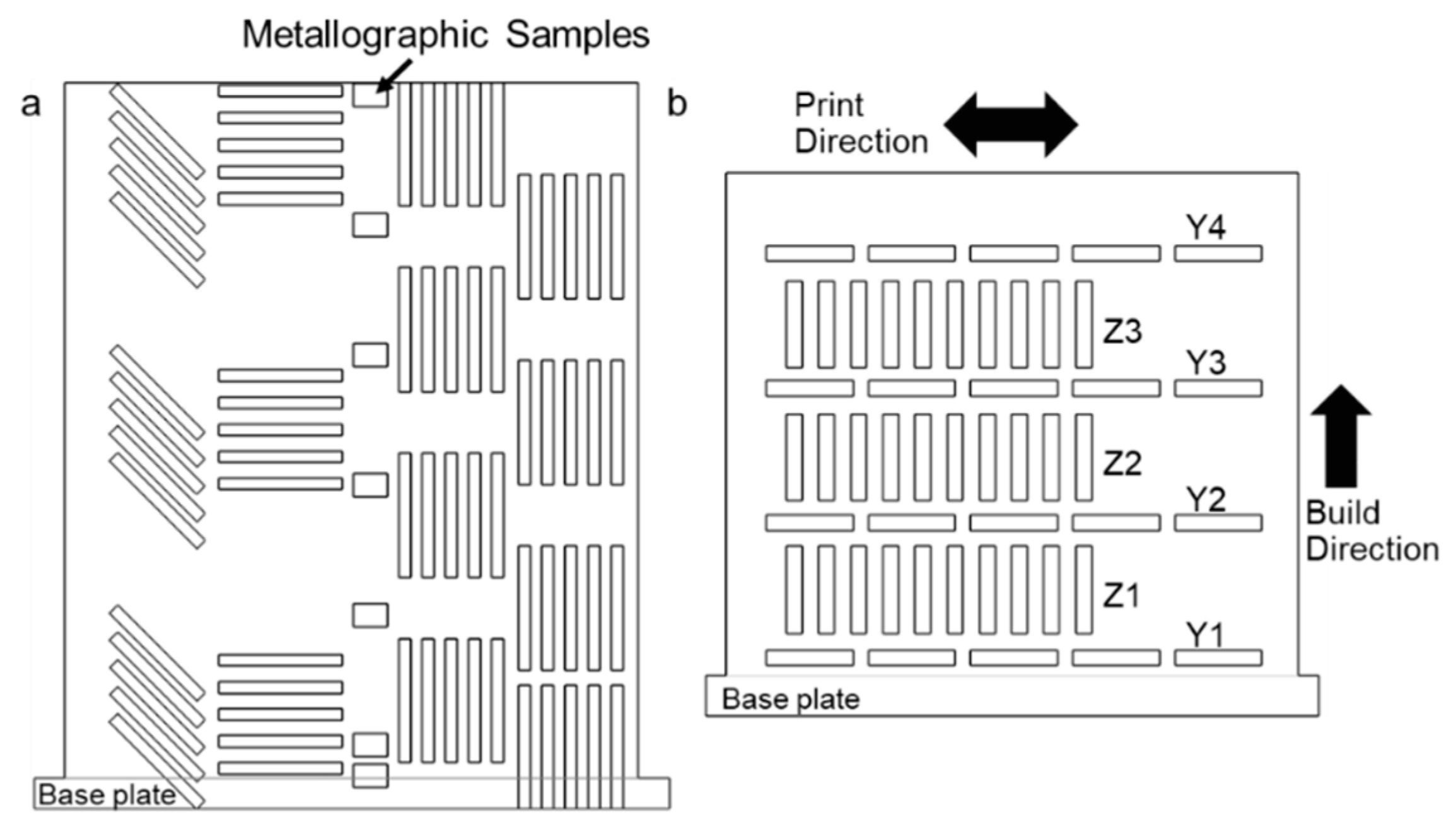
2.3. Mechanical Testing
2.4. Microstructural Characterization
3. Results
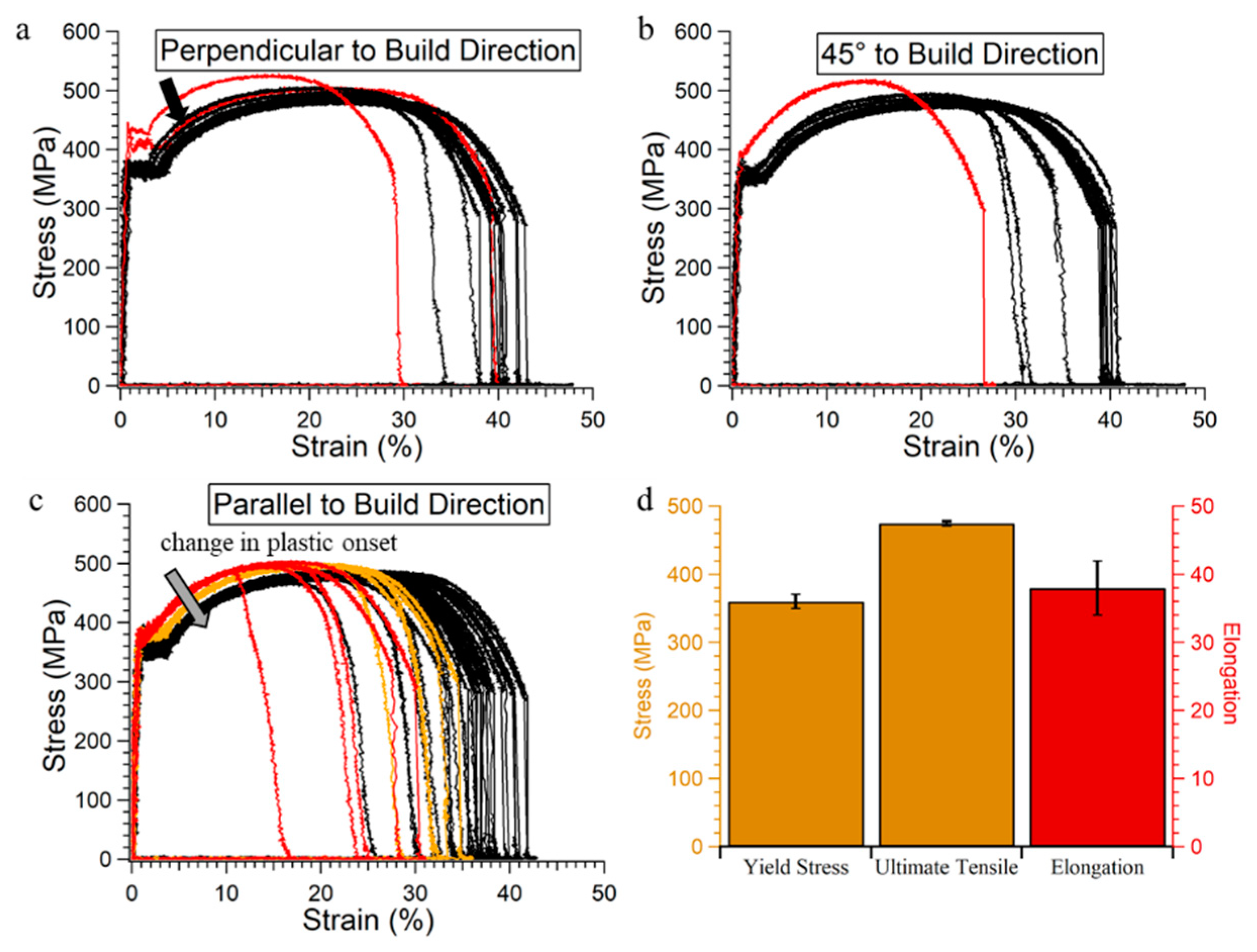
3.1. Tensile Testing
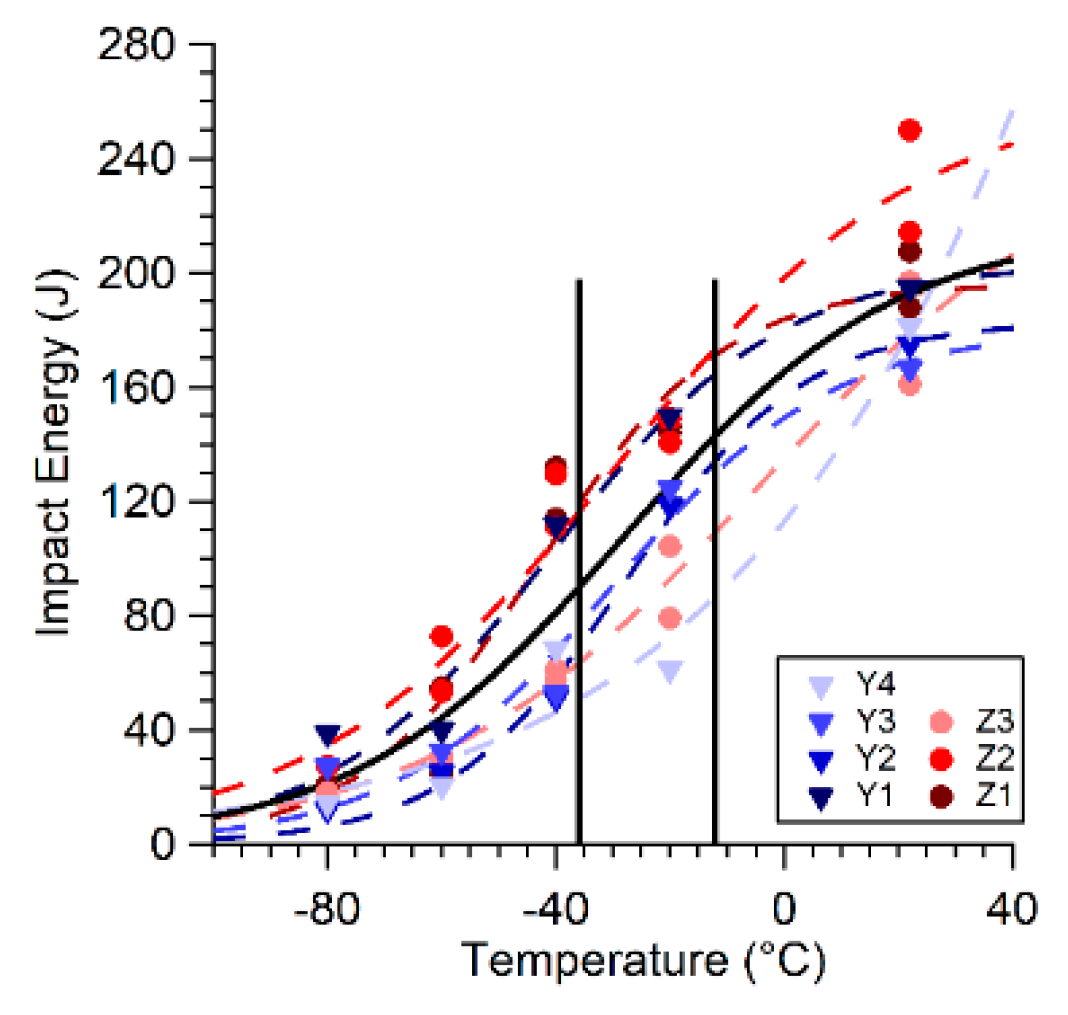
3.2. Charpy Impact Toughness
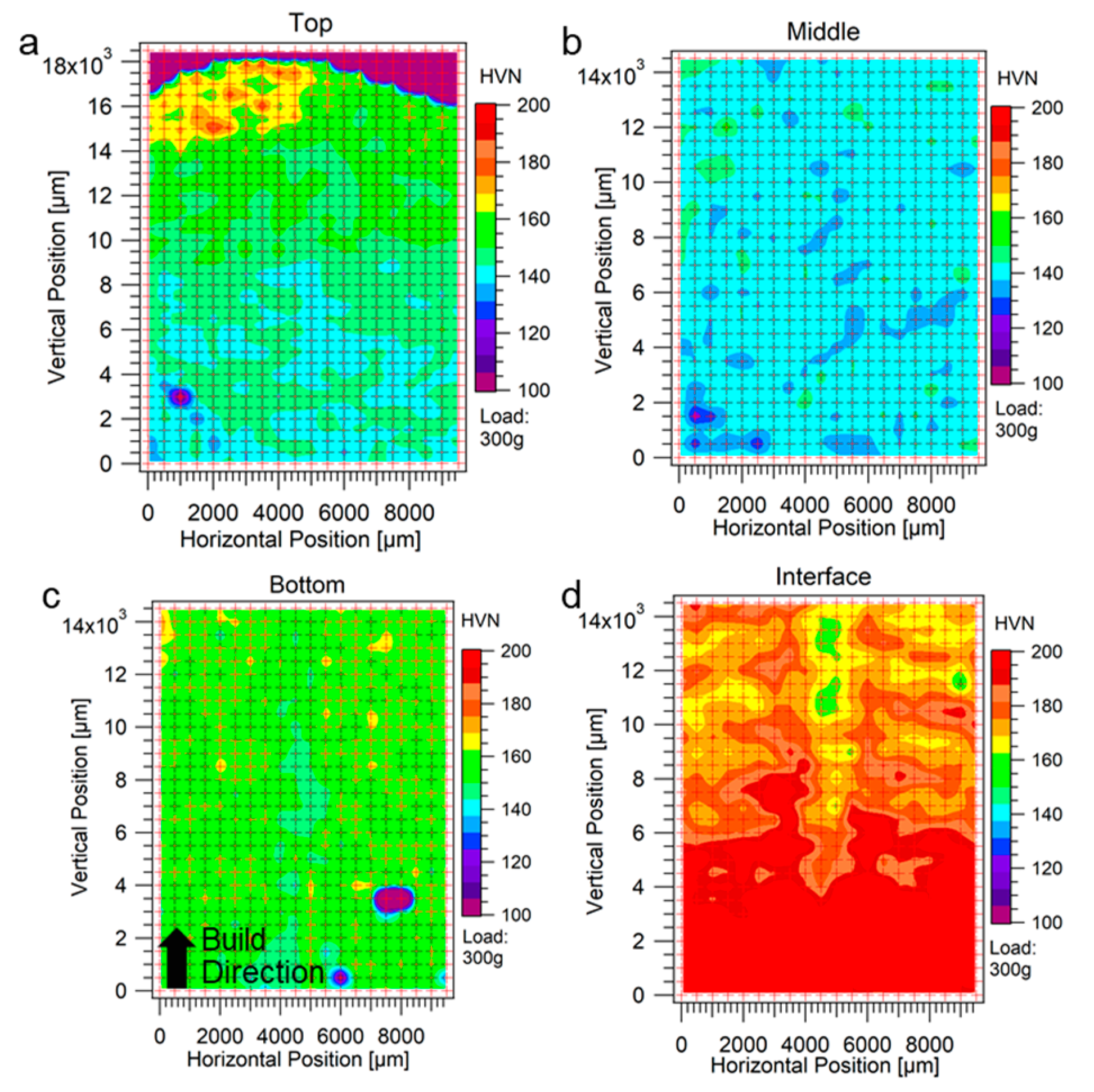
3.3. Hardness Mapping
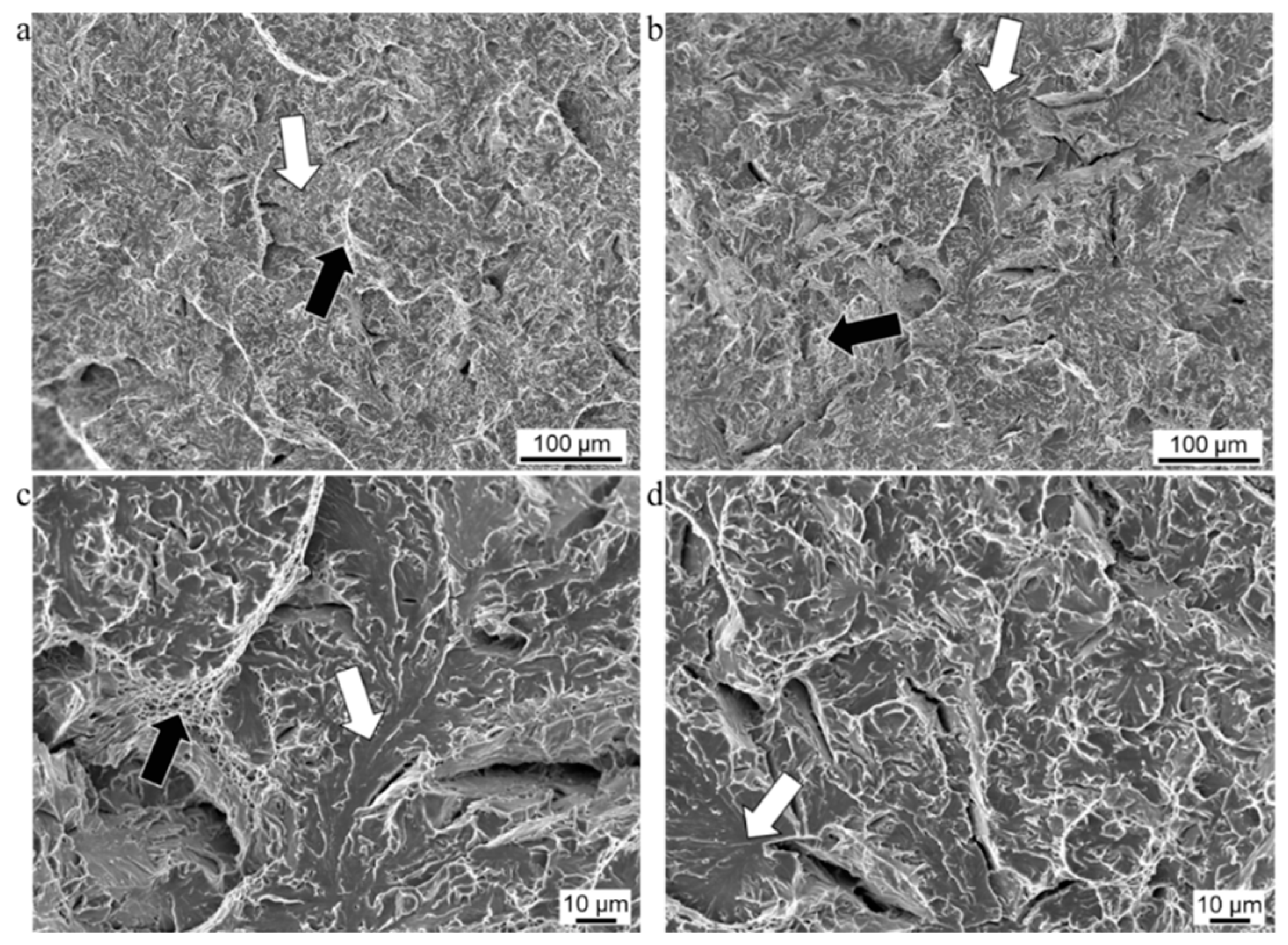
3.4. Microstructure Characterization
4. Discussion
4.1. Correlation of Tensile Properties to the Microstructure
4.2. Correlation of Charpy Impact Toughness to the Microstructure
5. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Proceedings of the 4th International Conference and Exhibition on Additive Manufacturing Technologies-AM-2014, Bangalore, India, 1–2 September 2014; pp. 1–2. [Google Scholar]
- Baufeld, B.; Van der Biest, O.; Gault, R. Additive manufacturing of Ti–6Al–4V components by shaped metal deposition: Microstructure and mechanical properties. Mater. Des. 2010, 31, S106–S111. [Google Scholar] [CrossRef]
- Dehoff, R.; Kirka, M.; Sames, W.; Bilheux, H.; Tremsin, A.; Lowe, L.; Babu, S. Site specific control of crystallographic grain orientation through electron beam additive manufacturing. Mater. Sci. Technol. 2015, 31, 931–938. [Google Scholar] [CrossRef]
- Kirka, M.; Unocic, K.; Raghavan, N.; Medina, F.; Dehoff, R.; Babu, S. Microstructure development in electron beam-melted Inconel 718 and associated tensile properties. JOM 2016, 68, 1012–1020. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Mudge, R.P.; Wald, N.R. Laser engineered net shaping advances additive manufacturing and repair. Weld. J. 2007, 86, 44. [Google Scholar]
- Sahasrabudhe, H.; Harrison, R.; Carpenter, C.; Bandyopadhyay, A. Stainless steel to titanium bimetallic structure using LENS™. Addit. Manuf. 2015, 5, 1–8. [Google Scholar] [CrossRef]
- Babu, S.S.; Love, L.; Dehoff, R.; Peter, W.; Watkins, T.R.; Pannala, S. Additive manufacturing of materials: Opportunities and challenges. MRS Bull. 2015, 40, 1154–1161. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of wire and arc additive layer manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Robot. Comput.-Integr. Manuf. 2015, 31, 101–110. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire+ arc additive manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Nycz, A.; Adediran, A.; Noakes, M.W.; Love, L.J. Large scale metal additive techniques review. In Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium 2016—An Additive Manufacturing Conference, Austin, TX, USA, 8–10 August 2016. [Google Scholar]
- Quintana, M.A.; Babu, S.S.; Major, J.; Dallam, C.; James, M. Weld Metal Toughness: Sources of Variation. In Proceedings of the 2010 8th International Pipeline Conference, Calgary, AB, Canada, 27 September–1 October 2010; pp. 599–608. [Google Scholar] [CrossRef]
- Tweed, J.H.; Knott, J.F. Effect of reheating on microstructure and toughness of C–Mn weld metal. Met. Sci. 1983, 17, 45–54. [Google Scholar] [CrossRef]
- Davis, C.L.; King, J.E. Cleavage initiation in the intercritically reheated coarse-grained heat-affected zone: Part I. Fractographic evidence. Metall. Mater. Trans. A 1994, 25, 563–573. [Google Scholar] [CrossRef]
- Svensson, L.; Gretoft, B. Microstructure and impact toughness of C–Mn weld metals. Weld. J. 1990, 69, 454. [Google Scholar]
- Choi, C.; Hill, D. A study of microstructural progression in as-deposited weld metal. Weld. J. 1978, 57, 232. [Google Scholar]
- Song, H.Y.; Evans, G.M.; Babu, S.S. Effect of microstructural heterogeneities on scatter of toughness in multi-pass weld metal of C–Mn steels. Sci. Technol. Weld. Join. 2014, 19, 376–384. [Google Scholar] [CrossRef]
- Murugananth, M.; Babu, S.S.; David, S.A. Optimization of shielded metal arc weld metal composition for Charpy toughness. Weld. J. 2004, 83, 267–276. [Google Scholar]
- Sridharan, N.; Noakes, M.W.; Nycz, A.; Love, L.J.; Dehoff, R.R.; Babu, S.S. On the toughness scatter in low alloy C-Mn steel samples fabricated using wire arc additive manufacturing. Mater. Sci. Eng. A 2018, 713, 18–27. [Google Scholar] [CrossRef]
- Grong, O.; Matlock, D.K. Microstructural development in mild and low-alloy steel weld metals. Int. Met. Rev. 1986, 31, 27–48. [Google Scholar] [CrossRef]
- Babu, S.S. In pursuit of optimum welding system design for steels. Sci. Technol. Weld. Join. 2011, 16, 306–312. [Google Scholar] [CrossRef]
- Babu, S.S.; Bhadeshia, H.K.D.H. Transition from bainite to acicular ferrite in reheated Fe–Cr–C weld deposits. Mater. Sci. Technol. 1990, 6, 1005–1020. [Google Scholar] [CrossRef]
- Nycz, A.; Noakes, M.W.; Richardson, B.; Messing, A.; Post, B.; Paul, J.; Flamm, J.; Love, L. Challenges in making complex metal large-scale parts for additive manufacturing: A case study based on the additive manufacturing excavator. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference 2017, Austin, TX, USA, 7–9 August 2017. [Google Scholar]
- ASTM. E8/E8M-16a Standard Test Methods for Tension Testing of Metallic Materials; ASTM: West Conshohocken, PA, USA, 2016. [Google Scholar] [CrossRef]
- ASTM. E23-09: Standard Test Method for Notched Bar Impact Testing of Metallic Materials; ASTM: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding; AWS A5.18/A5.18M; American Welding Society: Miami, FL, USA, 2005.
- Bhadeshia, H.; Svensson, L.-E.; Gretoft, B. A model for the development of microstructure in low-alloy steel (Fe-Mn-Si-C) weld deposits. Acta Metall. Mater. 1985, 33, 1271–1283. [Google Scholar] [CrossRef]
- Babu, S.S. The mechanism of acicular ferrite in weld deposits. Curr. Opin. Solid State Mater. Sci. 2004, 8, 267–278. [Google Scholar] [CrossRef]
- Gourgues, A.F.; Flower, H.M.; Lindley, T.C. Electron backscattering diffraction study of acicular ferrite, bainite, and martensite steel microstructures. Mater. Sci. Technol. 2000, 16, 26–40. [Google Scholar] [CrossRef]
- Dieter, G.E.; Bacon, D.J. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1986; Volume 3. [Google Scholar]
- Siewert, T.; Trevisan, R.; Purtscher, P. The Effect of Electrode Weave Procedure on HY-80 GMA Welds. Weld. J. 1987, 66, 203. [Google Scholar]
- Sugden, A.; Bhadeshia, H. Microstructural entropy and the scatter in toughness. Recent Trends Weld. Sci. Technol. 1989, 745–748. Available online: https://www.phase-trans.msm.cam.ac.uk/2002/microstructural.entropy.pdf (accessed on 22 February 2019).
- Babu, S.S.; Bhadeshia, H.K.D.H. Mechanism of the Transition from Bainite to Acicular Ferrite. Mater. Trans. JIM 1991, 32, 679–688. [Google Scholar] [CrossRef]
- Kim, B.C.; Lee, S.; Kim, N.J.; Lee, D.Y. Microstructure and local brittle zone phenomena in high-strength low-alloy steel welds. Metall. Trans. A 1991, 22, 139–149. [Google Scholar] [CrossRef]
- Akselsen, O.; Grong, Ø.; Solberg, J. Structure–property relationships in intercritical heat affected zone of low-carbon microalloyed steels. Mater. Sci. Technol. 1987, 3, 649–655. [Google Scholar] [CrossRef]
- Davis, C.L.; King, J.E. Effect of cooling rate on intercritically reheated microstructure and toughness in high strength low alloy steel. Mater. Sci. Technol. 1993, 9, 8–15. [Google Scholar] [CrossRef]











© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shassere, B.; Nycz, A.; Noakes, M.W.; Masuo, C.; Sridharan, N. Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing. Appl. Sci. 2019, 9, 787. https://doi.org/10.3390/app9040787
Shassere B, Nycz A, Noakes MW, Masuo C, Sridharan N. Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing. Applied Sciences. 2019; 9(4):787. https://doi.org/10.3390/app9040787
Chicago/Turabian StyleShassere, Benjamin, Andrzej Nycz, Mark W. Noakes, Christopher Masuo, and Niyanth Sridharan. 2019. "Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing" Applied Sciences 9, no. 4: 787. https://doi.org/10.3390/app9040787
APA StyleShassere, B., Nycz, A., Noakes, M. W., Masuo, C., & Sridharan, N. (2019). Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing. Applied Sciences, 9(4), 787. https://doi.org/10.3390/app9040787