1. Introduction
Ti–6AL–4V is one of most popular titanium alloys in many engineering applications. It is an important material for modern mechanical components and equipment, especially in biomedical and aerospace systems, since it not only has superb corrosion resistance, but also has a high strength to weight ratio. Machining of Ti–6AL–4V workpieces, however, is tricky, and it is very difficult to produce the desired components with the required shape and high-quality surface finishing. Cutting is the most popular and important way to fabricate titanium components. As the technology advances, more and higher requirements are necessary for cutting the titanium alloy, especially for quality surfaces. Surface roughness, as an effective measure to evaluate the quality of a surface, is affected by different settings of cutting parameters such as different cutting speed, rake angle and feed [
1]. Thus, investigation of the effects and subsequent optimization of the cutting parameters on surface roughness is crucial and, currently, the Taguchi method is one of the most popular methods used. [
2,
3,
4]. It first establishes orthogonal experiment to decrease the number of experiments and, further, to reduce experimental time. The surface roughness is then measured and recorded in these experiments, according to which the effectiveness of each combination of cutting parameters is evaluated and confirmed by Taguchi
S/N ratios and the variance analysis (ANOVA) [
4]. Finally, an optimal set of cutting parameters is found to achieve the lowest surface roughness. Previous research has conducted experiments to optimize cutting parameters to minimize the surface roughness value based on the Taguchi method [
5,
6,
7,
8,
9,
10,
11,
12,
13]. Sahoo and Pradhan studied the influence of process parameters using the Taguchi method and provided optimized parameters by applying an uncoated tungsten carbide tool in the machining Al/SiCp metal matrix composite without adding cutting fluid [
5]. Rao and Padmanabhan applied the Taguchi method to study the influence of cutting parameters on the metal removal rate [
6]. Motorcu studied the influence of cutting parameters on surface roughness, such as feed rate, cutting speed, and drill bit angle, and then the optimum levels of control factors are defined to reduce the surface roughness by applying S/N ratios [
7].
Measuring surface roughness by conducting experiments is the current practice to study the effects of cutting parameters on surface roughness. It is, however, costly as well as time-consuming, involving a substantial waste of materials. This problem is not negligible especially for some material which is very expensive and very hard to cut such as titanium alloy. Even though the number of experiments can be decreased substantially by applying an orthogonal array of the Taguchi method, the costs and time taken for the experiments may not be acceptable. With the rapid development of computer technology, the advantages of numerical simulation of cutting processes attracts a lot of attention and has become an important means for analyzing the mechanism of cutting processes. This paper proposes an approach to investigate the effects of cutting parameters on surface roughness by combining the numerical simulation of the cutting process and the Taguchi method. Compared to other experiments, our approach is applicable to investigate the effects of cutting parameters with substantially reduced costs and time.
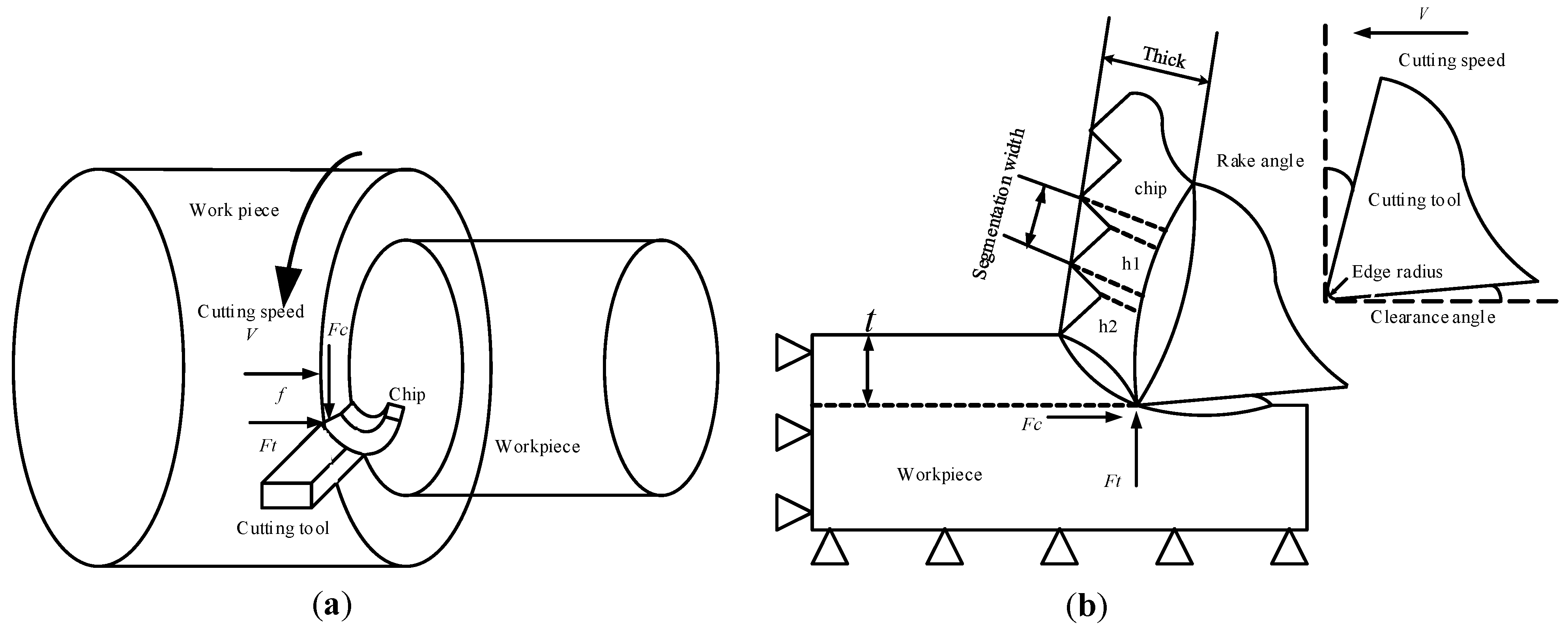
This paper gives an example of turning to show how our method works. First, a cutting model is simplified as the orthogonal cutting model. Then a numerical simulation based on the SPH method is applied to simulate the cutting process as an alternative to the real cutting experiment. Furthermore, the surface roughness of this simulation model is calculated and the variation trend of surface roughness with different cutting parameters is evaluated. After that, we employ the Taguchi method which involves establishing an orthogonal simulation array, applying an S/N ratio and ANOVA to investigate the effects of cutting parameters on surface roughness. Finally, we compare our result with experiments and make evaluations.
There are two key components in our work. The first one is to establish a reliable and accurate numerical cutting model, and the second one is to come up with a method to evaluate the variation trend of surface roughness with different cutting parameters. As for the first component, most of the traditional numerical models apply the Finite Element Method (FEM) which bears problems in handling with large deformations and material fragmentations during the cutting process and sometimes leads to simulation breakdowns caused by excessive mesh distortion [
8,
9,
10,
11]. At the same time, the simulation result is sensitive to different ways of generating the mesh, which affect the accuracy of the simulation [
14]. Another problem of FEM is that it is not capable of deriving the surface roughness from the simulated surface since FEM simulates the cutting process, including chips formation, through setting chip separation criteria and deleting elements [
9]. To avoid these problems, we applied Smoothed Particles Hydrodynamic (SPH) method, a Lagrangian meshfree method, to establish the numerical cutting model.
SPH divides material into individual particles with independent properties, such as density, mass and speed, in the process of simulation instead of generating mesh for materials and cutting tools. Compared with FEM, its adaptivity can be obtained at the early stage of approximation of field variables, and its formula is not affected by the distribution of particles. Thus, SPH is capable of handling large deformation, which always occurs during the cutting process, and at the same time, naturally simulates the process of chip separation. Previous studies have proven that SPH can simulate cutting processes effectively [
8,
9,
10,
11,
15,
16]
It is well known that the Johnson–Cook (JC) model [
17] and Johnson–Cook damage [
18,
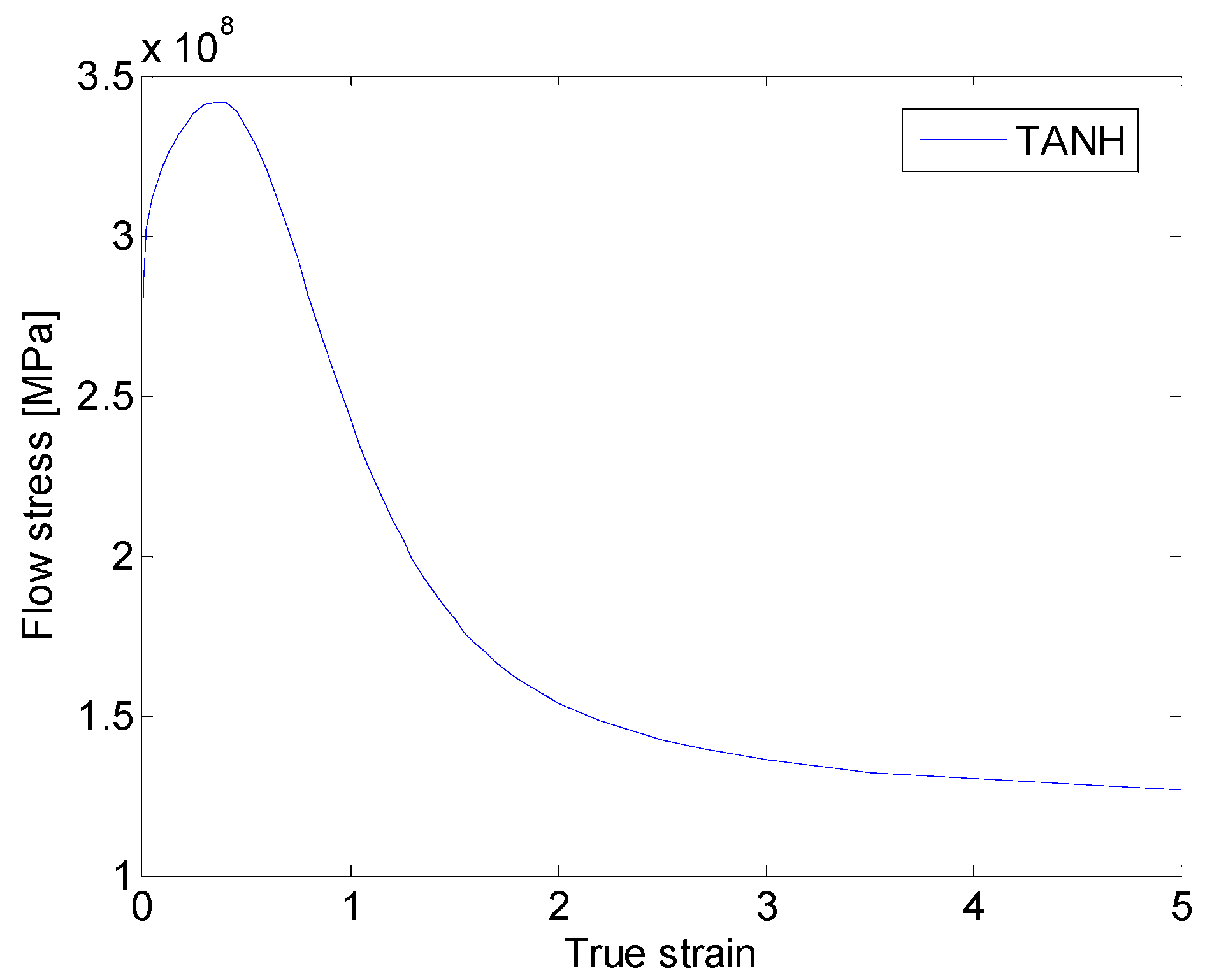
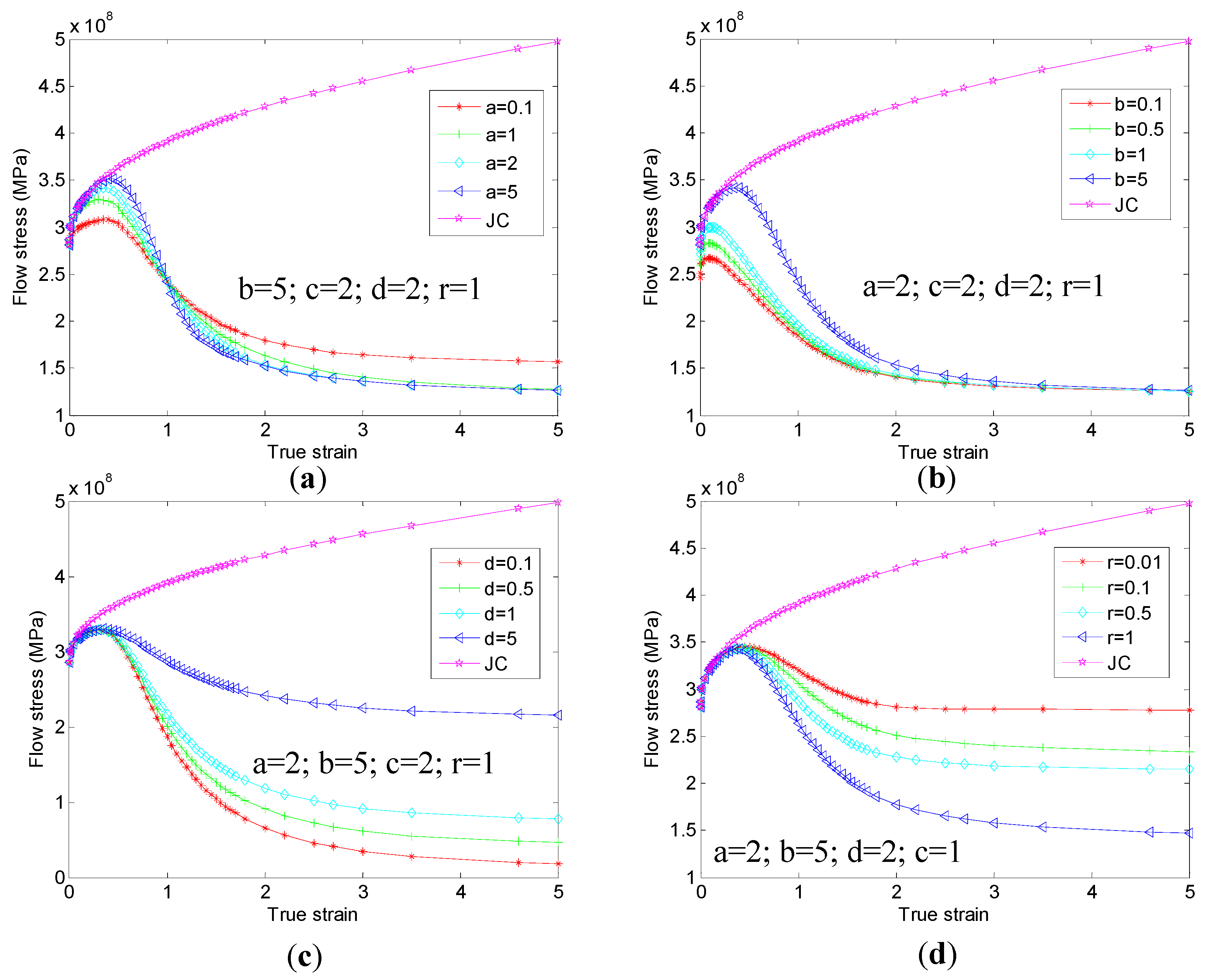
19] model are the most popular constitutive material laws in describing metal behavior. High strain and high strain rates, however, always occur in Ti–6AL–4V machining process, and under this condition, the dynamic mechanical properties of the material, such as strain softening and dynamic recrystallization mechanisms of Ti–6AL–4V materials, cannot be exactly described by JC law. This paper, hence, applies Hyperbolic Tangent (TANH) constitutive law, which was proposed by Calamaz [
20] and later further developed by the Sima M and Özel T [
21] to describe dynamic mechanical properties of Ti–6AL–4V material. The TANH constitutive model not only considers those problems which are mentioned above, but also describes the process of dynamic recrystallization mechanisms which also always occurs in the cutting Ti–6Al–4V process [
22]. In addition, an improved SPH algorithm is adopted through adding modified schemes for approximating density (density correction) and kernel gradient approximation (kernel gradient correction) in this work, which has been proven to be very efficient in improving the accuracy of a cutting model [
15]. Since the traditional SPH cannot exactly reproduce linear functions in the entire problem domain, in its initial form particle summation formulation, the SPH does not exactly reproduce a constant near the boundary because of the loss of symmetry in the smoothing operation.
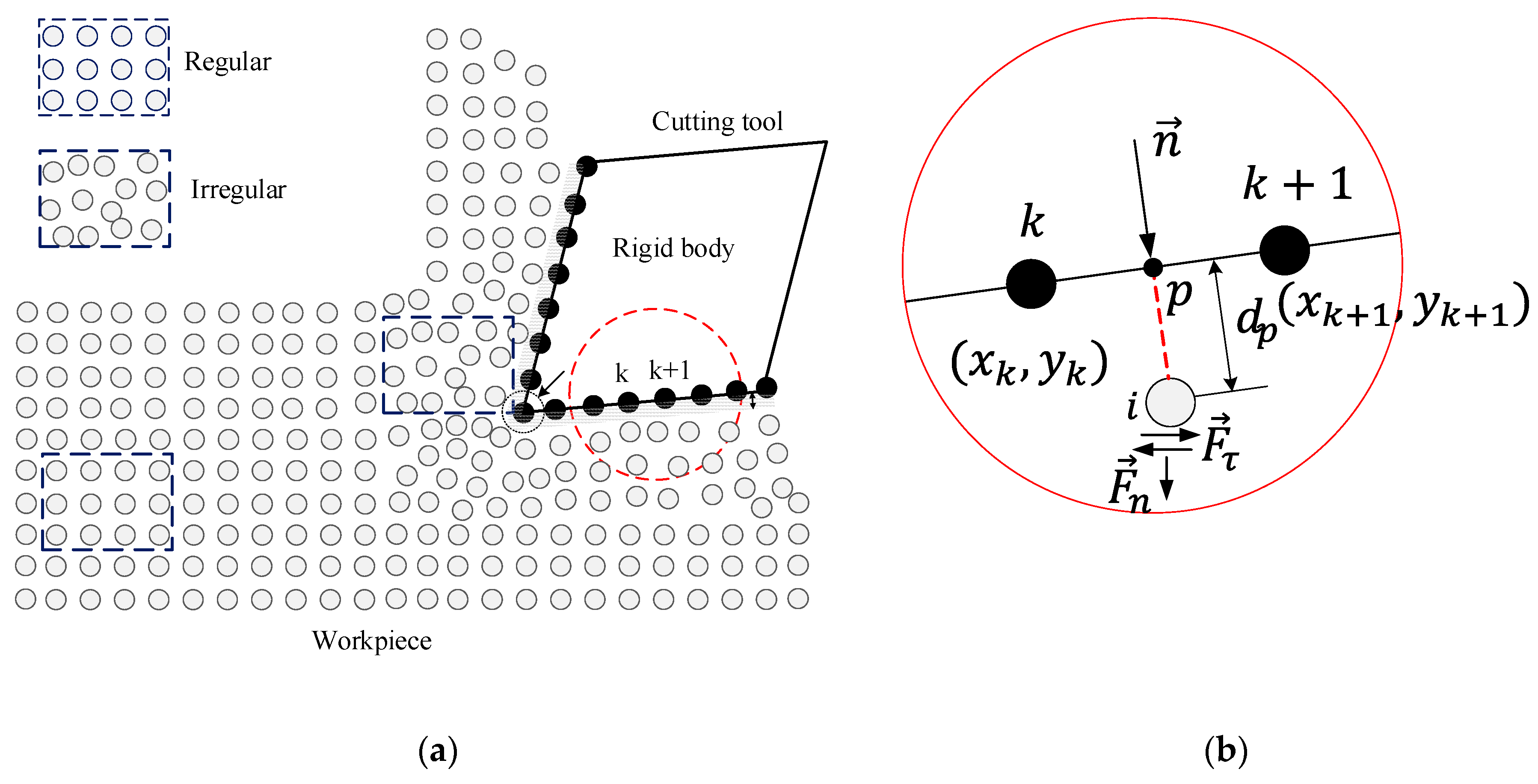
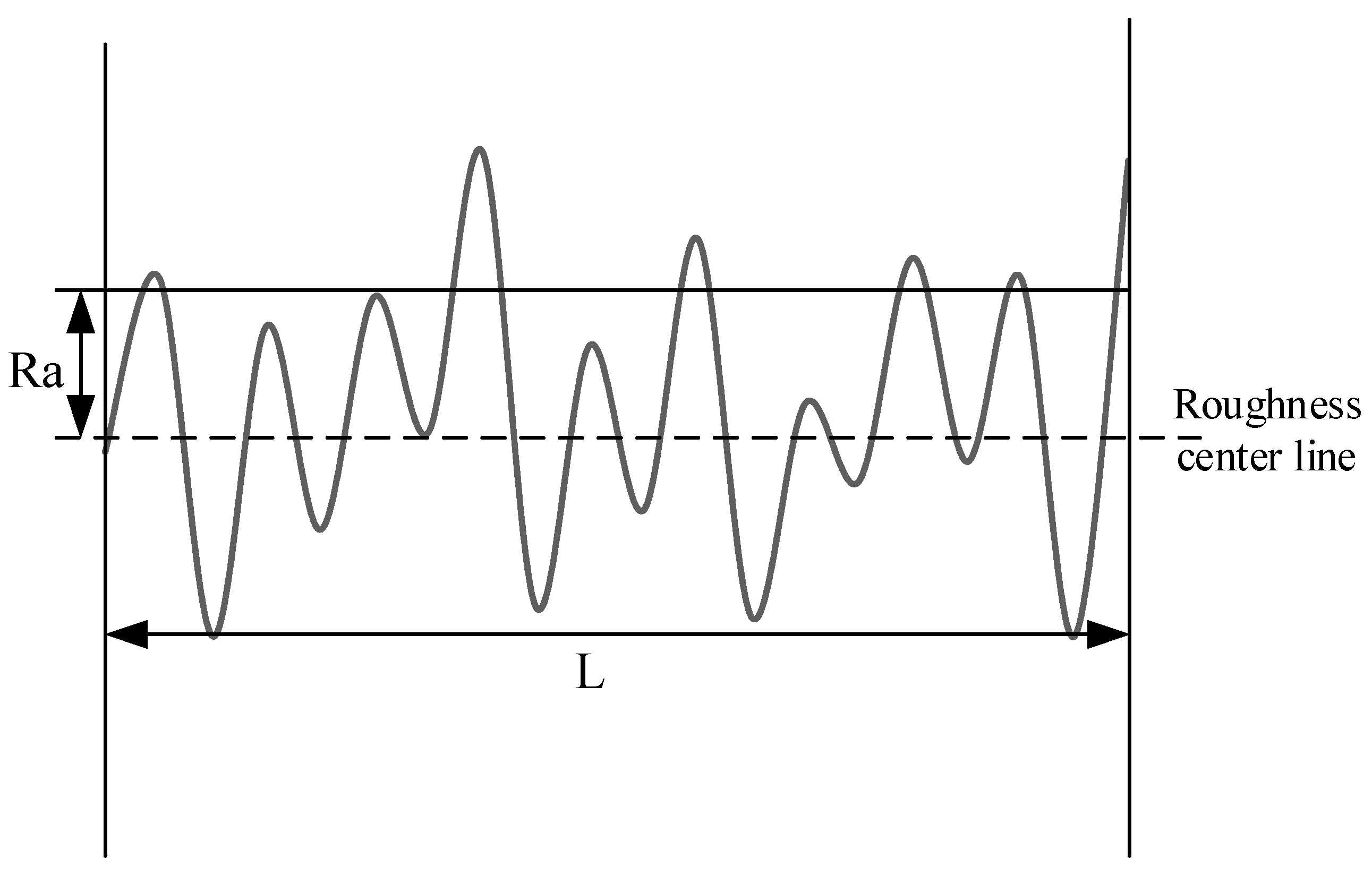
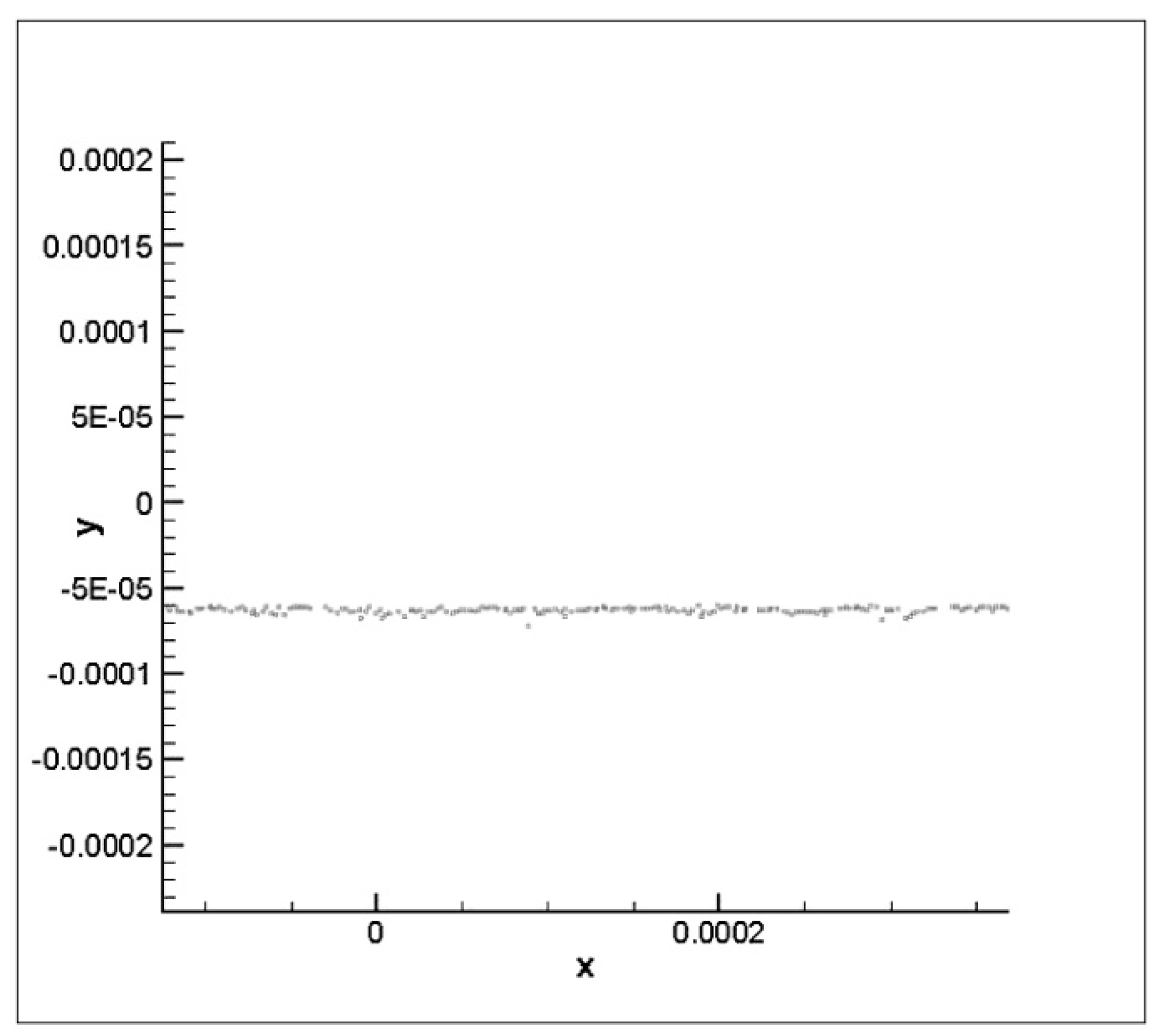
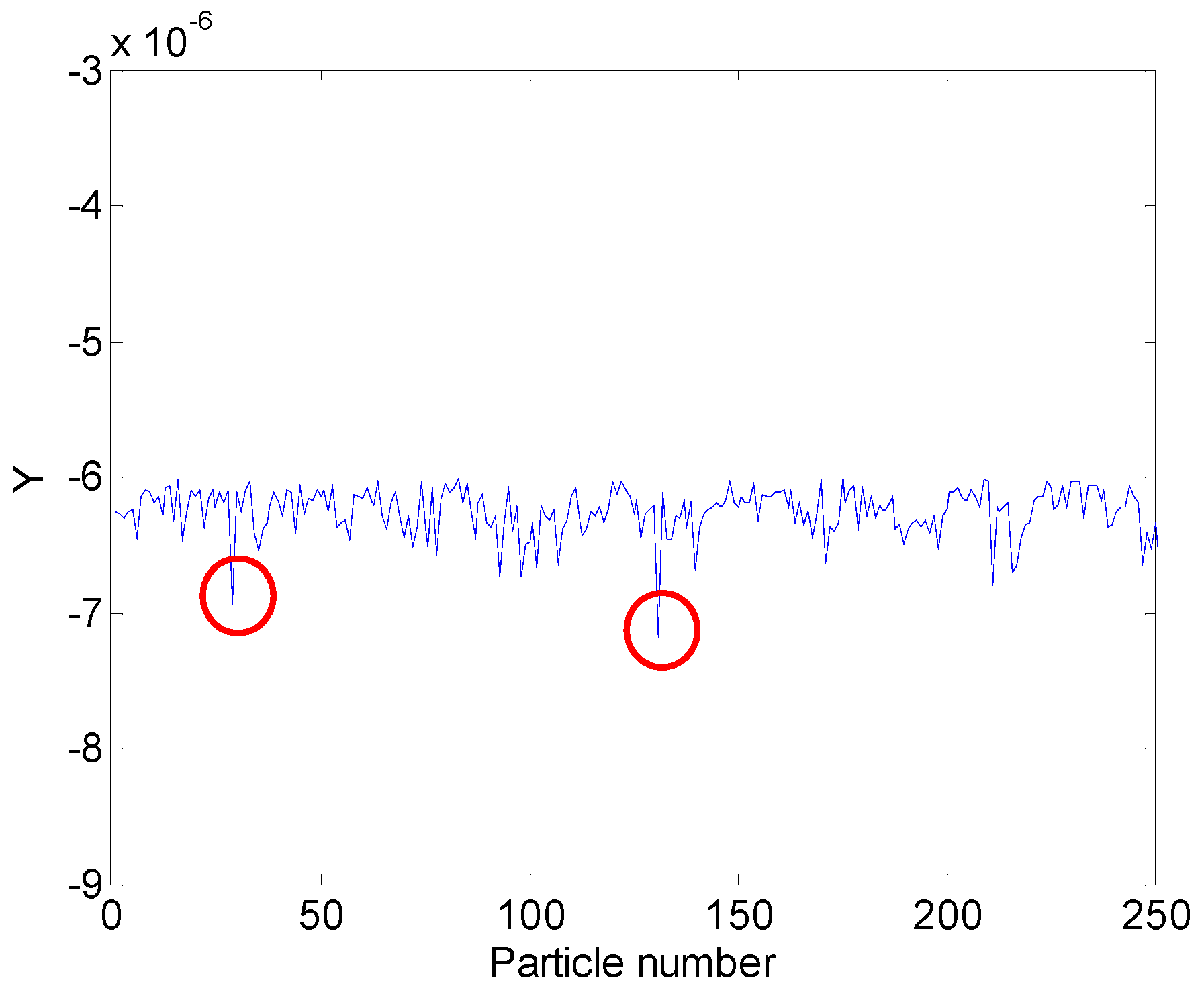
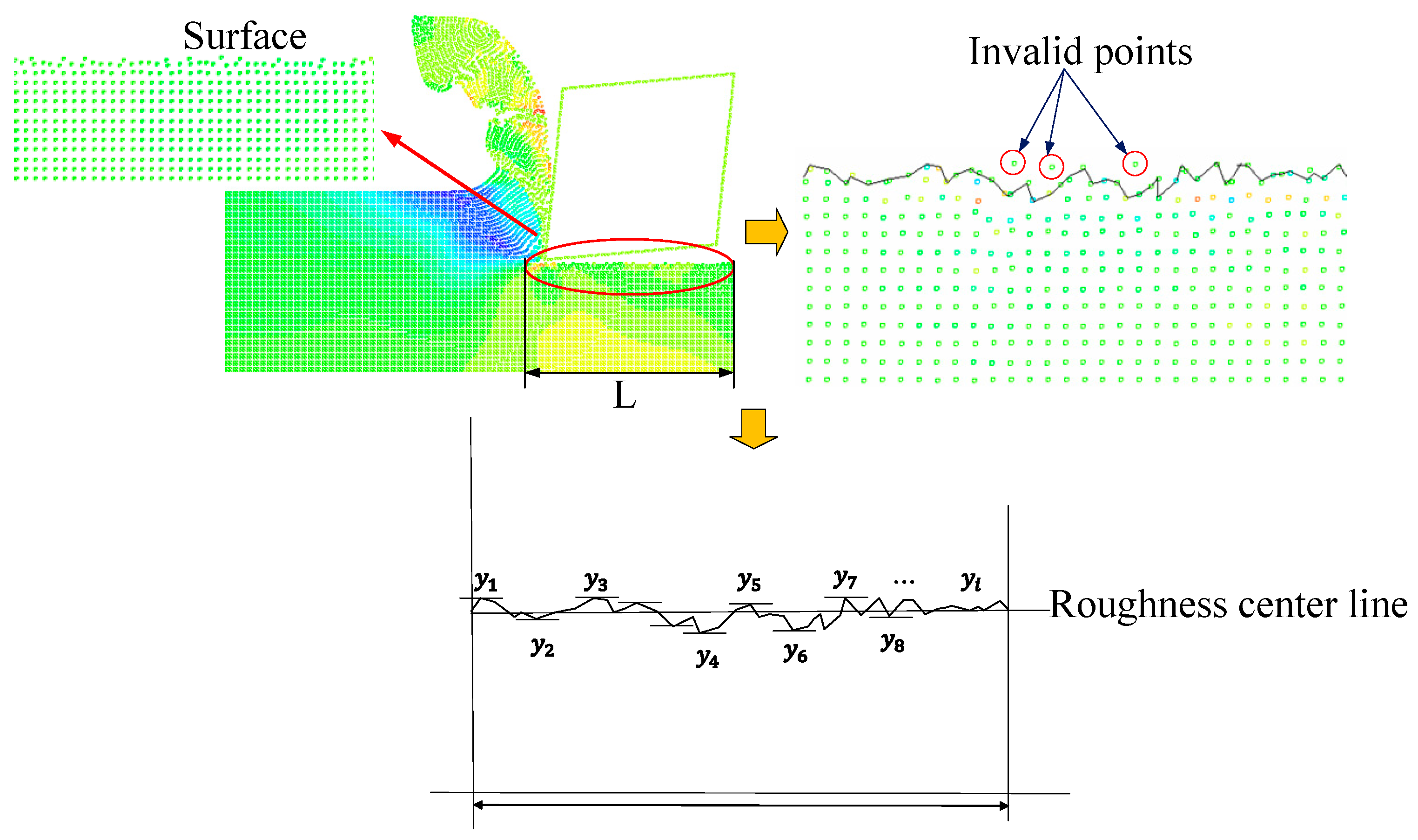
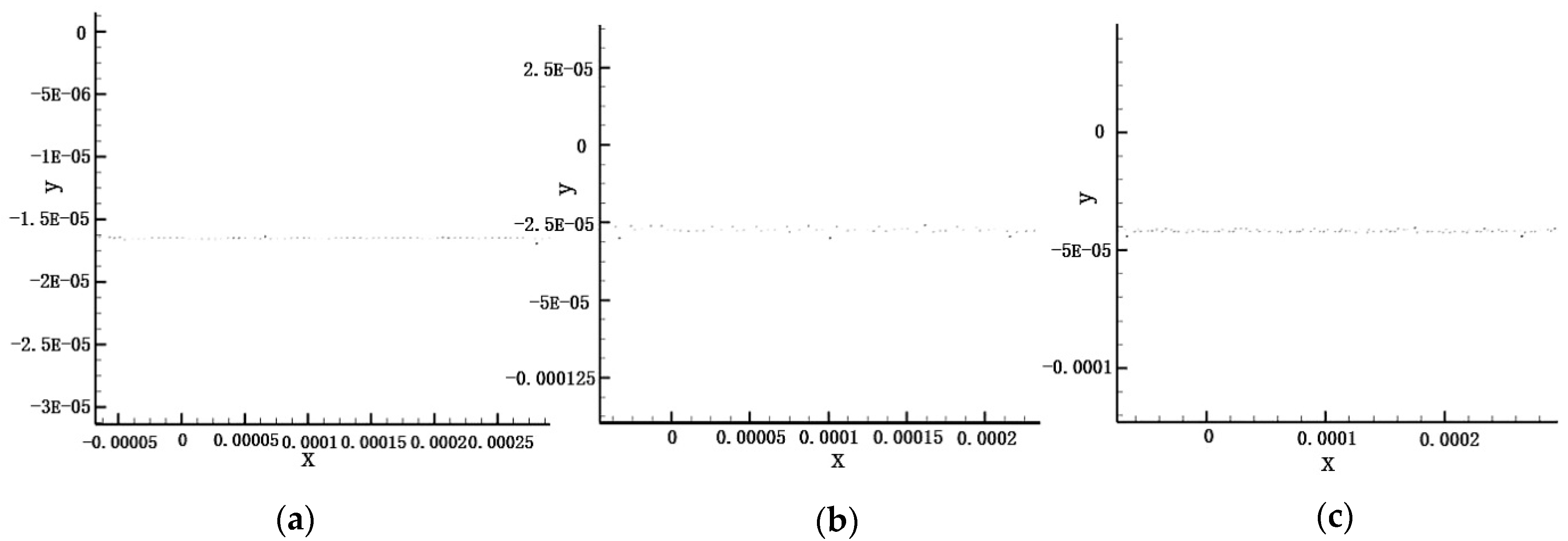
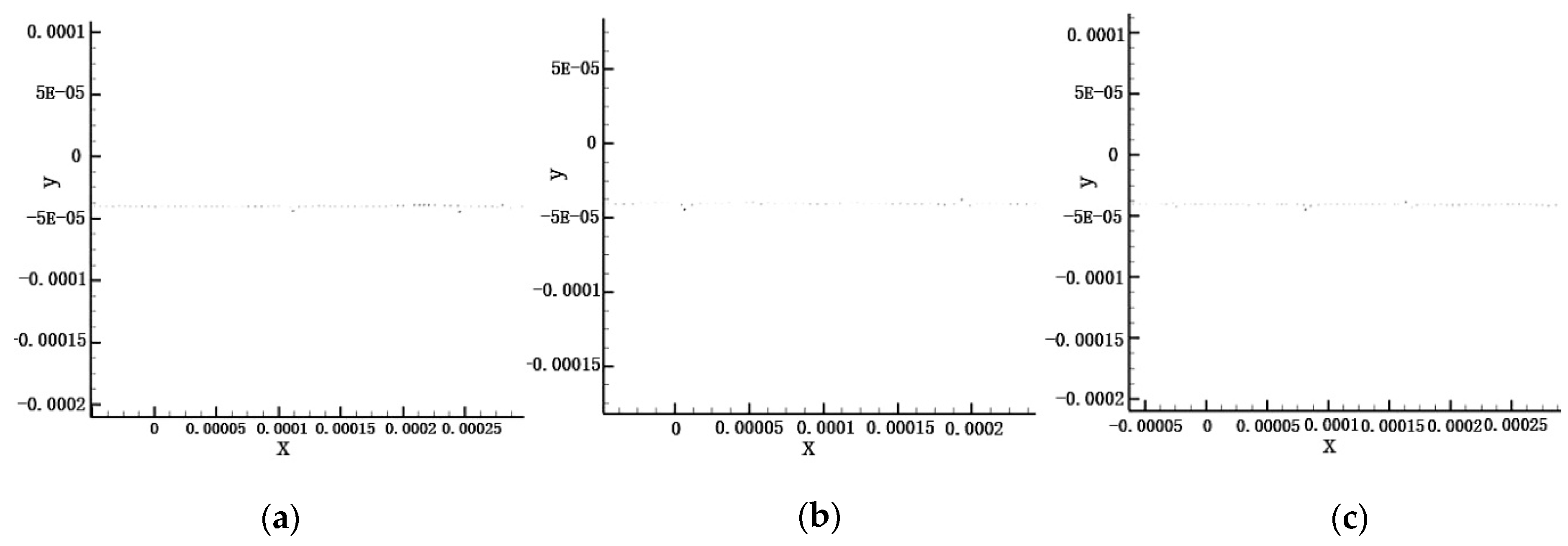
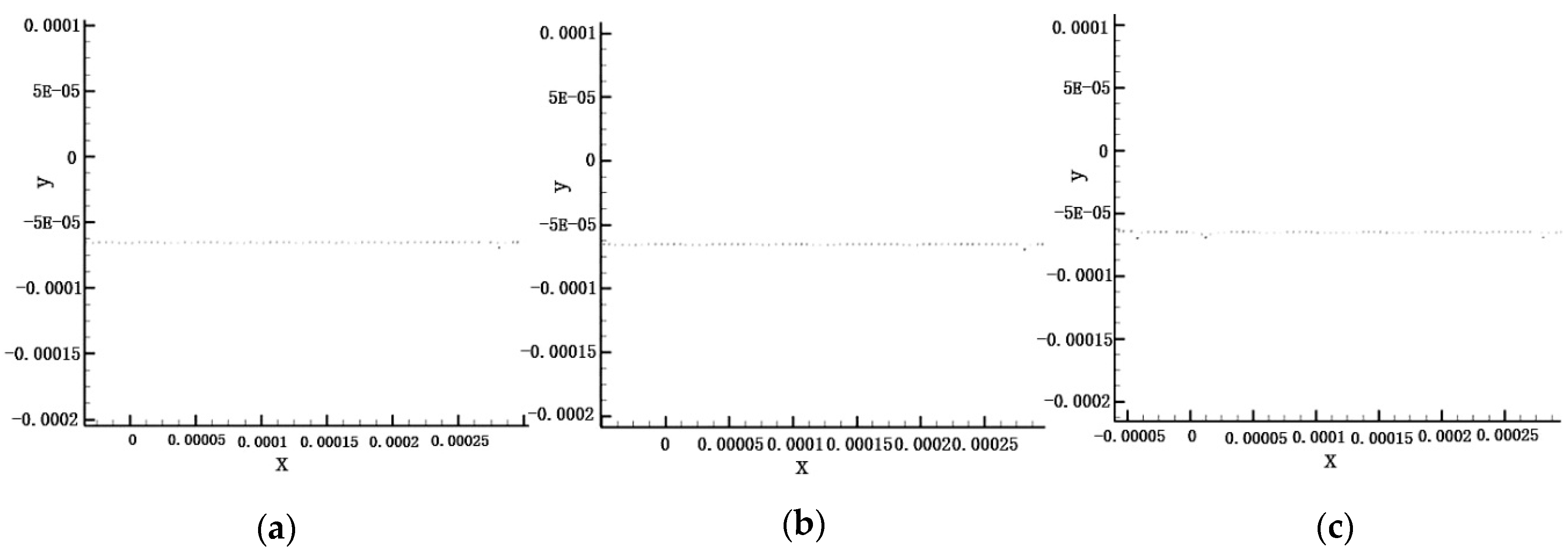
The second component involves the evaluation of the variation trend of surface roughness with different cutting parameters. The SPH algorithm adopted in this paper naturally simulates the separation of chips from the workpiece. Each individual particle carries independent attributes, such as density, mass, speed, and location. After examining the location of each individual particle of the workpiece surface and incorporating it into the definition and calculation of surface roughness, this paper proposes a method, Surface Particles Method (SPM), to calculate the surface roughness of the SPH model. Then we evaluate the variation trend of surface roughness based on the surface roughness of the SPH cutting model by changing the cutting parameters during the simulation of the cutting process.
To summarize, this paper (1) adopts an improved SPH algorithm and the TANH constitutive law to establish an improved SPH cutting model and make the simulation cutting model more accurate; (2) proposes a Surface Particles Method (SPM) to evaluate the variation trend of surface roughness with different parameters instead of the real experiments for cutting Ti–6AL–4V and substantially reduces work time and cost; (3) investigates the influence of cutting parameters on surface roughness during cutting by the Taguchi method and avoids the laborious experimental process; and 4) finally, compares our simulation results with experimental results to testify the effectiveness. The comparison shows that our method is reliable and effective to investigate the effects of cutting parameters on surface roughness.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}