An Image-Processing Method for Extracting Kinematic Characteristics of Droplets during Pulsed GMAW


Abstract
Featured Application
Abstract
1. Introduction
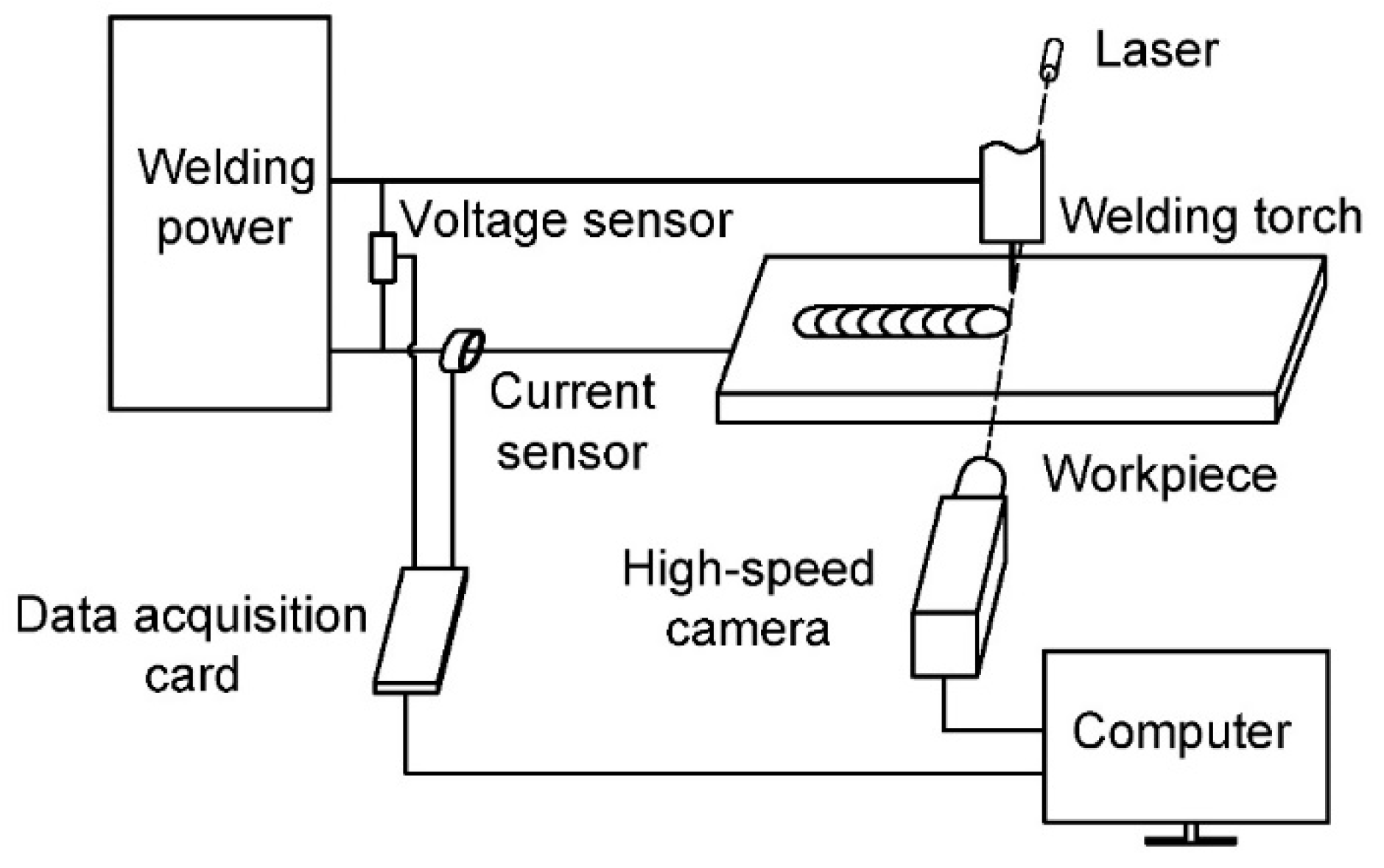
2. Experimental System and Welding Conditions
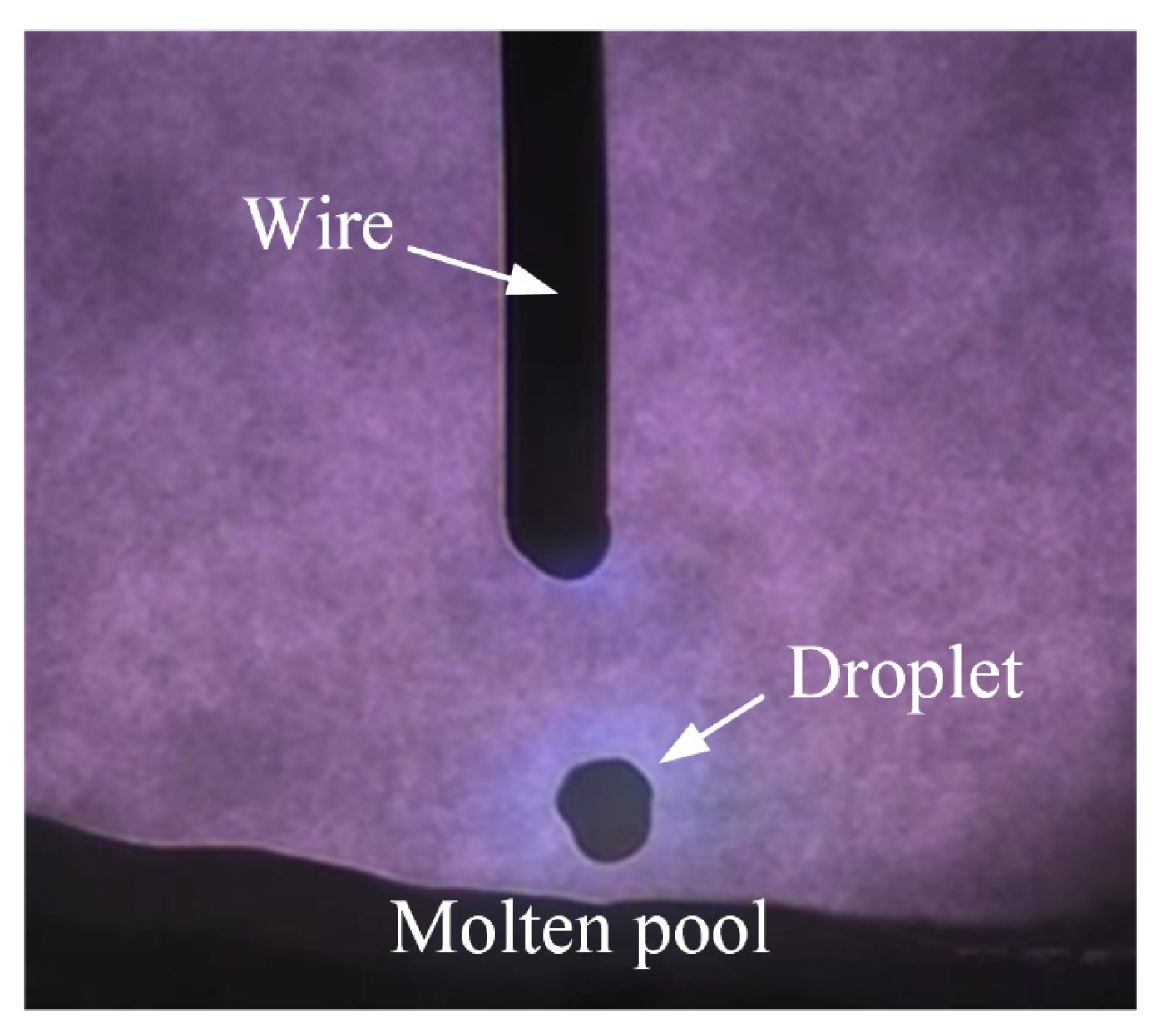
3. Extraction of Droplet Region by Image Processing
- The period with an undetached droplet;
- The period with a detached droplet.
3.1. The Period with an Undetached Droplet
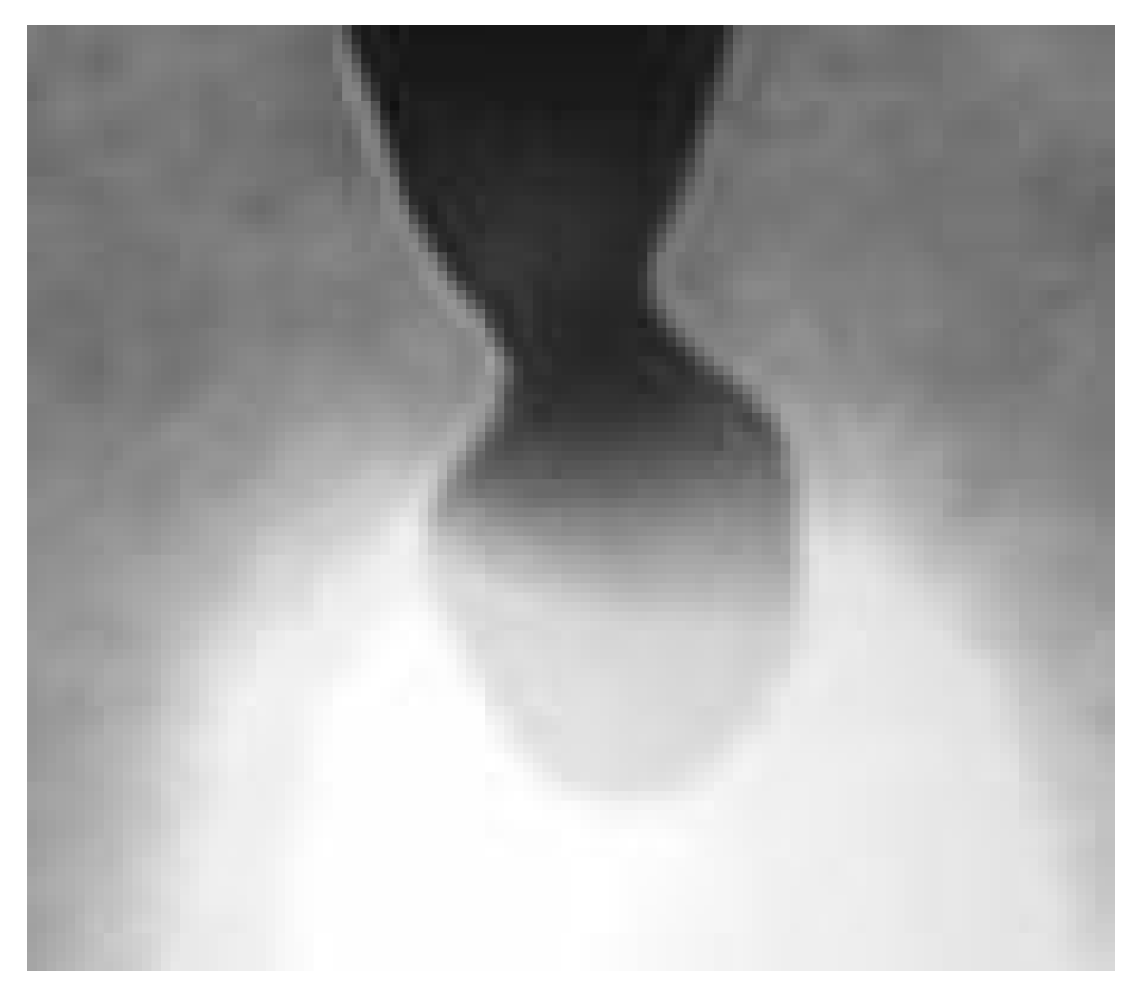
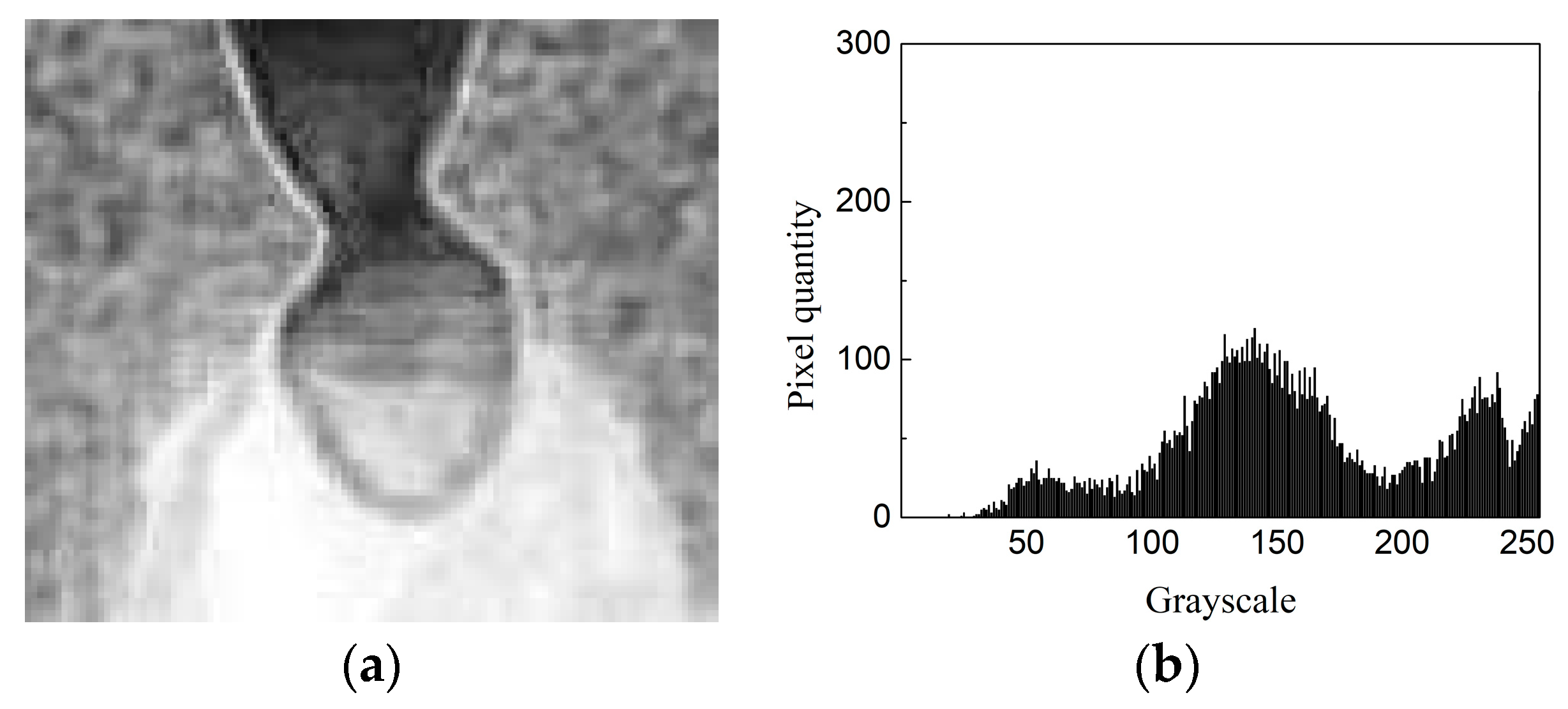
3.1.1. Image Enhancement
- Step 1: Grayscale transformation;
- Step 2: ROI selection;
- Step 3: Edge operator test;
- Step 4: Adaptive histogram equalization;
- Step 5: Gamma transformation;
- Step 6: Edge operator verification.
3.1.2. Position Identification of the Minimum Diameter of the Neck
- Step 1: ROI selection near the neck;
- Step 2: Edge recognition;
- Step 3: Sealing the area of the neck;
- Step 4: Filling the area of the neck;
- Step 5: Neck recognition;
- Step 6: Image inversion;
- Step 7: Identification of the left and right background;
- Step 8: Separation of edges of the neck;
- Step 9: Calculation of the minimum distance between two edges;
- Step 10: Obtaining the coordinates at the minimum necking point;
- Step 11: Coordinate conversion.
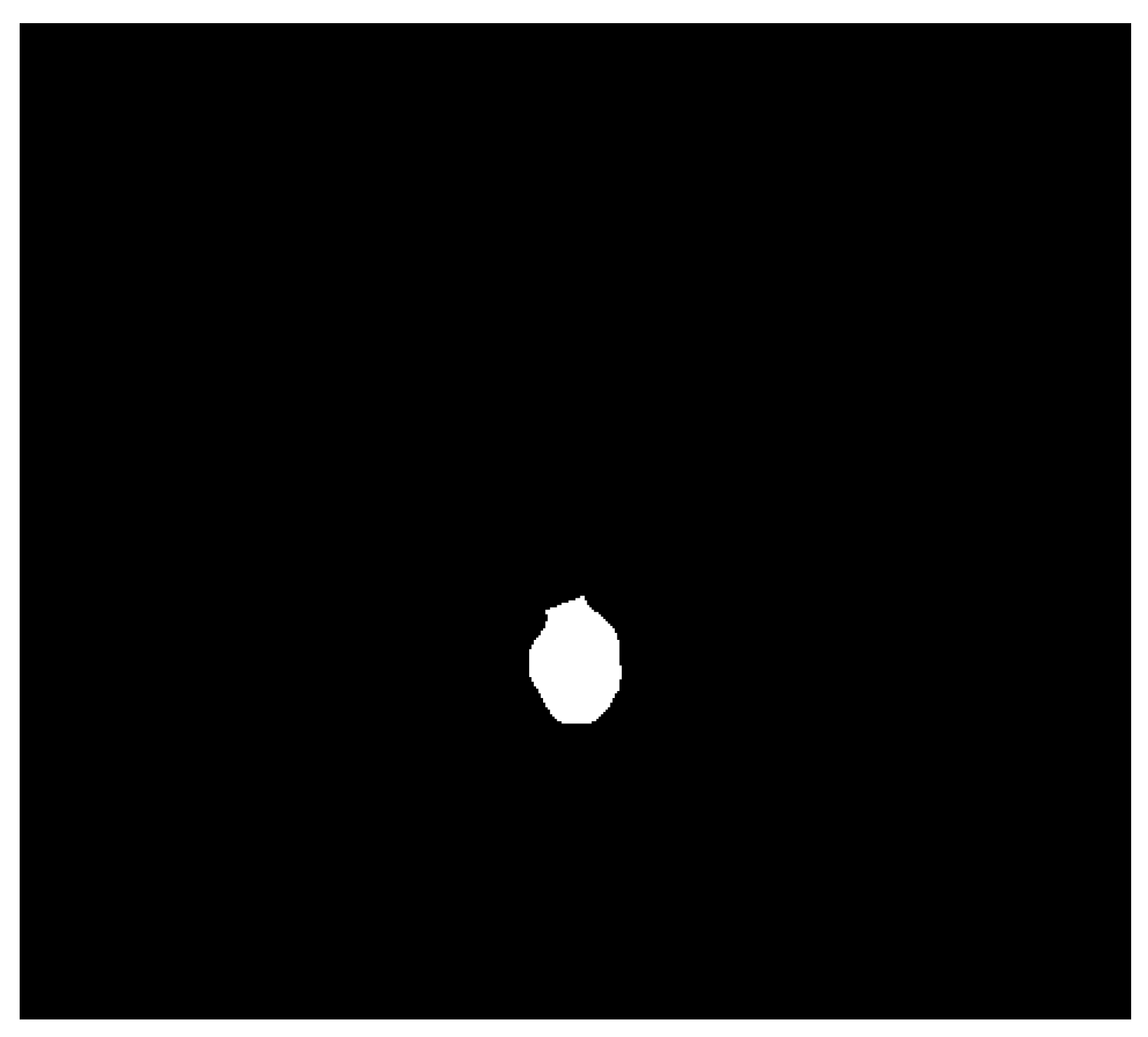
3.1.3. Droplet Cutting and Recognition
- Step 1: Sealing the target droplet;
- Step 2: Detaching the target droplet;
- Step 3: Filling hollow areas;
- Step 4: Recognition of the target droplet.
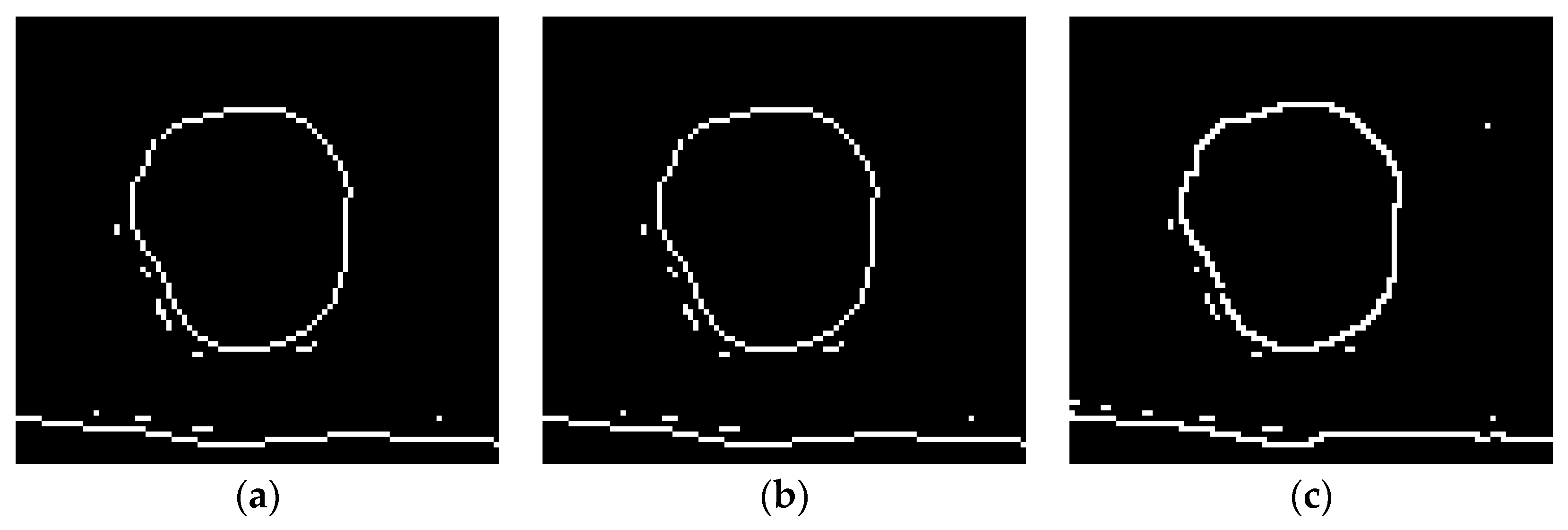
3.2. The Period with a Detached Droplet
- Step 1: Grayscale transformation;
- Step 2: Edge operator test;
- Step 3: Filling hollow areas;
- Step 4: Recognition of the droplet.
4. Extraction of Droplet Kinematic Characteristics
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kim, Y.S.; Eagar, T.W. Analysis of Metal Transfer in Gas Metal Arc Welding. Weld. J. 1993, 72, 269–278. [Google Scholar]
- Palani, P.K.; Murugan, N. Selection of parameters of pulsed current gas metal arc welding. J. Mater. Process. Technol. 2006, 172, 1–10. [Google Scholar] [CrossRef]
- Joseph, A.; Farson, D.; Harwig, D.; Richardson, R. Influence of GMAW-P current waveforms on heat input and weld bead shape. Sci. Technol. Weld. Join. 2013, 10, 311–318. [Google Scholar] [CrossRef]
- Praveen, P.; Yarlagadda, P.K.D.V.; Kang, M.J. Advancements in pulse gas metal arc welding. J. Mater. Process. Technol. 2005, 164–165, 1113–1119. [Google Scholar] [CrossRef]
- Wu, C.S.; Chen, M.A.; Li, S.K. Analysis of excited droplet oscillation and detachment in active control of metal transfer. Comput. Mater. Sci. 2004, 31, 147–154. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Dorn, L.; Devakumaran, K.; Hofmann, F. Pulsed Current Gas Metal Arc Welding under Different Shielding and Pulse Parameters; Part 1: Arc Characteristics. ISIJ Int. 2009, 49, 251–260. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Dorn, L.; Devakumaran, K.; Hofmann, F. Pulsed Current Gas Metal Arc Welding under Different Shielding and Pulse Parameters; Part 2: Behaviour of Metal Transfer. ISIJ Int. 2009, 49, 261–269. [Google Scholar] [CrossRef][Green Version]
- Thamodharan, M.; Beck, H.P.; Wolf, A. Steady and pulsed direct current welding with a single converter. Weld. J. 1999, 78, 75–79. [Google Scholar]
- Cai, X.Y.; Lin, S.B.; Fan, C.L.; Yang, C.L.; Zhang, W.; Wang, Y.W. Molten pool behaviour and weld forming mechanism of tandem narrow gap vertical GMAW. Sci. Technol. Weld. Join. 2016, 21, 124–130. [Google Scholar] [CrossRef]
- Zhang, Y.; Kovacevic, R.; Li, L. Adaptive control of full penetration gas tungsten arc welding. IEEE Trans. Contr. Syst. Technol. 1996, 4, 394–403. [Google Scholar] [CrossRef]
- Tsai, C.; Hou, K.; Chuang, H. Fuzzy control of pulsed GTA welds by using real-time root bead image feedback. J. Mater. Process. Technol. 2006, 176, 158–167. [Google Scholar] [CrossRef]
- Saeed, G.; Zhang, Y.M. Mathematical formulation and simulation of specular reflection based measurement system for gas tungsten arc weld pool surface. Meas. Sci. Technol. 2003, 14, 1671–1682. [Google Scholar] [CrossRef]
- Fu, G.; Tian, F.; Wang, H. Studies on softening of heat-affected zone of pulsed-current GMA welded Al-Zn-Mg alloy. J. Mater. Process. Technol. 2006, 180, 216–220. [Google Scholar] [CrossRef]
- Wang, G.; Huang, P.G.; Zhang, Y.M. Numerical analysis of metal transfer in gas metal arc welding under modified pulsed current conditions. Metall. Mater. Trans. B 2004, 35, 857–866. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Dorn, L.; Hübner, M.; Goyal, V.K. Arc characteristics and behaviour of metal transfer in pulsed current GMA welding of aluminium alloy. J. Mater. Process. Technol. 2007, 194, 163–175. [Google Scholar] [CrossRef]
- Lin, Q.; Li, X.; Simpson, S.W. Metal transfer measurements in gas metal arc welding. J. Phys. D Appl. Phys. 2001, 34, 347–353. [Google Scholar] [CrossRef]
- Agapiou, G.; Kasiouras, C.; Serafetinides, A.A. A detailed analysis of the MIG spectrum for the development of laser-based seam tracking sensors. Opt. Laser Technol. 1999, 31, 157–161. [Google Scholar] [CrossRef]
- Hecht, E. Optics, 5th ed.; Pearson: New York, NY, USA, 2017. [Google Scholar]
- Van der Laan, J.D.; Scrymgeour, D.A.; Kemme, S.A.; Dereniak, E.L. Detection range enhancement using circularly polarized light in scattering environments for infrared wavelengths. Appl. Opt. 2015, 54, 2266–2274. [Google Scholar] [CrossRef]
- Dos Santos, E.B.F.; Pistor, R.; Gerlich, A.P. Pulse profile and metal transfer in pulsed gas metal arc welding: Droplet formation, detachment and velocity. Sci. Technol. Weld. Join. 2017, 22, 627–641. [Google Scholar] [CrossRef]
- Otsu, N. A threshold selection method from gray-level histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Sobel, I. Camera Models and Machine Perception. Ph.D. Thesis, Stanford University, Stanford, CA, USA, 1970. [Google Scholar]
- Prewitt, J.M. Object Enhancement and Extraction; Academic Press: New York, NY, USA, 1970. [Google Scholar]
- Roberts, L.G. Machine Perception of Three-Dimensional Solids. In Optical and Electro-Optical Information Processing; MIT Press: Cambridge, MA, USA, 1965. [Google Scholar]
- Marr, D.; Hildreth, E. Theory of edge detection. Proc. R. Soc. Lond. B Biol. Sci. 1980, 207, 187–217. [Google Scholar] [PubMed]
- Canny, J. A computational approach to edge detection. IEEE Trans. Pattern Anal. 1986, PAMI-8, 679–698. [Google Scholar] [CrossRef]
- Gonzalez, R.C.; Woods, R.E. Digital Image Processing, 4th ed.; Pearson: New York, NY, USA, 2017. [Google Scholar]
- Soille, P. Morphological Image Analysis: Principles and Applications; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Average Current (A) | Average Voltage (V) | Welding Speed (mm/s) | Gas Type | Flow Rate of Gas (L/min) |
|---|---|---|---|---|
| 110 | 24 | 4 | 82% Ar + 18% CO2 | 18 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhai, P.; Xue, S.; Chen, T.; Wang, J.; Tao, Y. An Image-Processing Method for Extracting Kinematic Characteristics of Droplets during Pulsed GMAW. Appl. Sci. 2019, 9, 5481. https://doi.org/10.3390/app9245481
Zhai P, Xue S, Chen T, Wang J, Tao Y. An Image-Processing Method for Extracting Kinematic Characteristics of Droplets during Pulsed GMAW. Applied Sciences. 2019; 9(24):5481. https://doi.org/10.3390/app9245481
Chicago/Turabian StyleZhai, Peizhuo, Songbai Xue, Tao Chen, Jianhao Wang, and Yu Tao. 2019. "An Image-Processing Method for Extracting Kinematic Characteristics of Droplets during Pulsed GMAW" Applied Sciences 9, no. 24: 5481. https://doi.org/10.3390/app9245481
APA StyleZhai, P., Xue, S., Chen, T., Wang, J., & Tao, Y. (2019). An Image-Processing Method for Extracting Kinematic Characteristics of Droplets during Pulsed GMAW. Applied Sciences, 9(24), 5481. https://doi.org/10.3390/app9245481