Ballast Flow Characteristics of Discharging Pipeline in Shield Slurry System


Abstract
1. Introduction
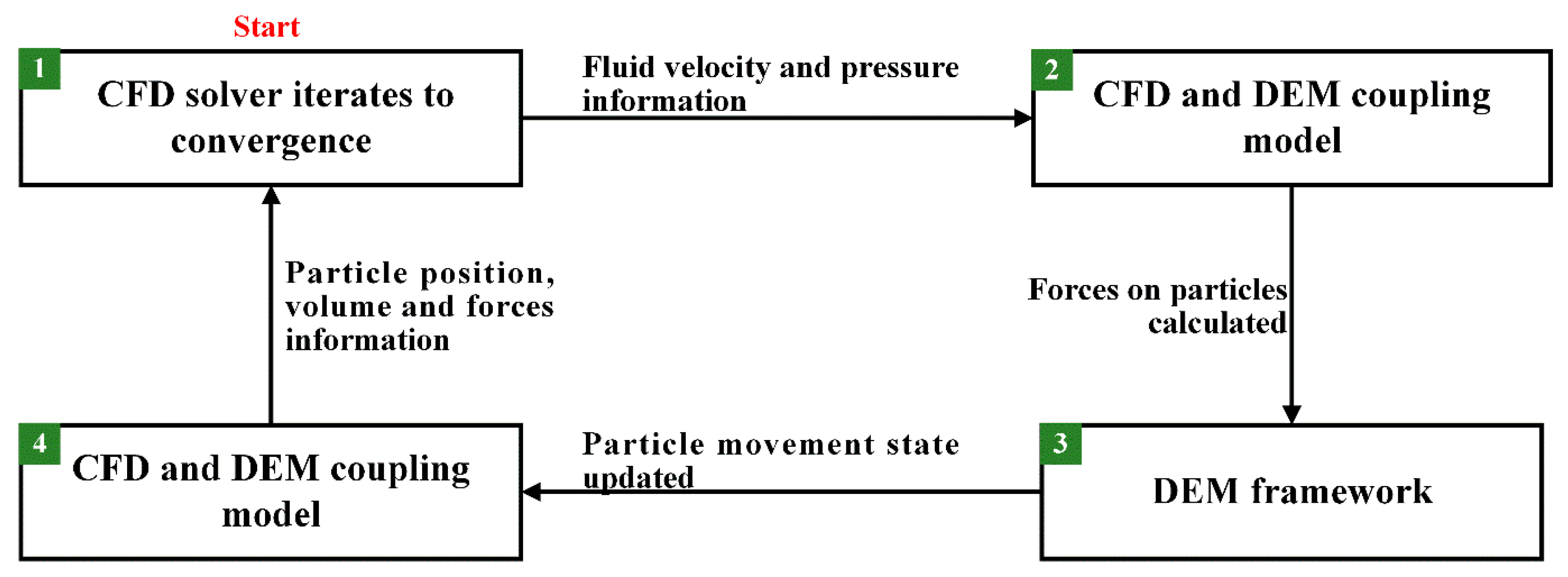
2. Simulation Model of Ballast Motion in Slurry Discharging Pipeline
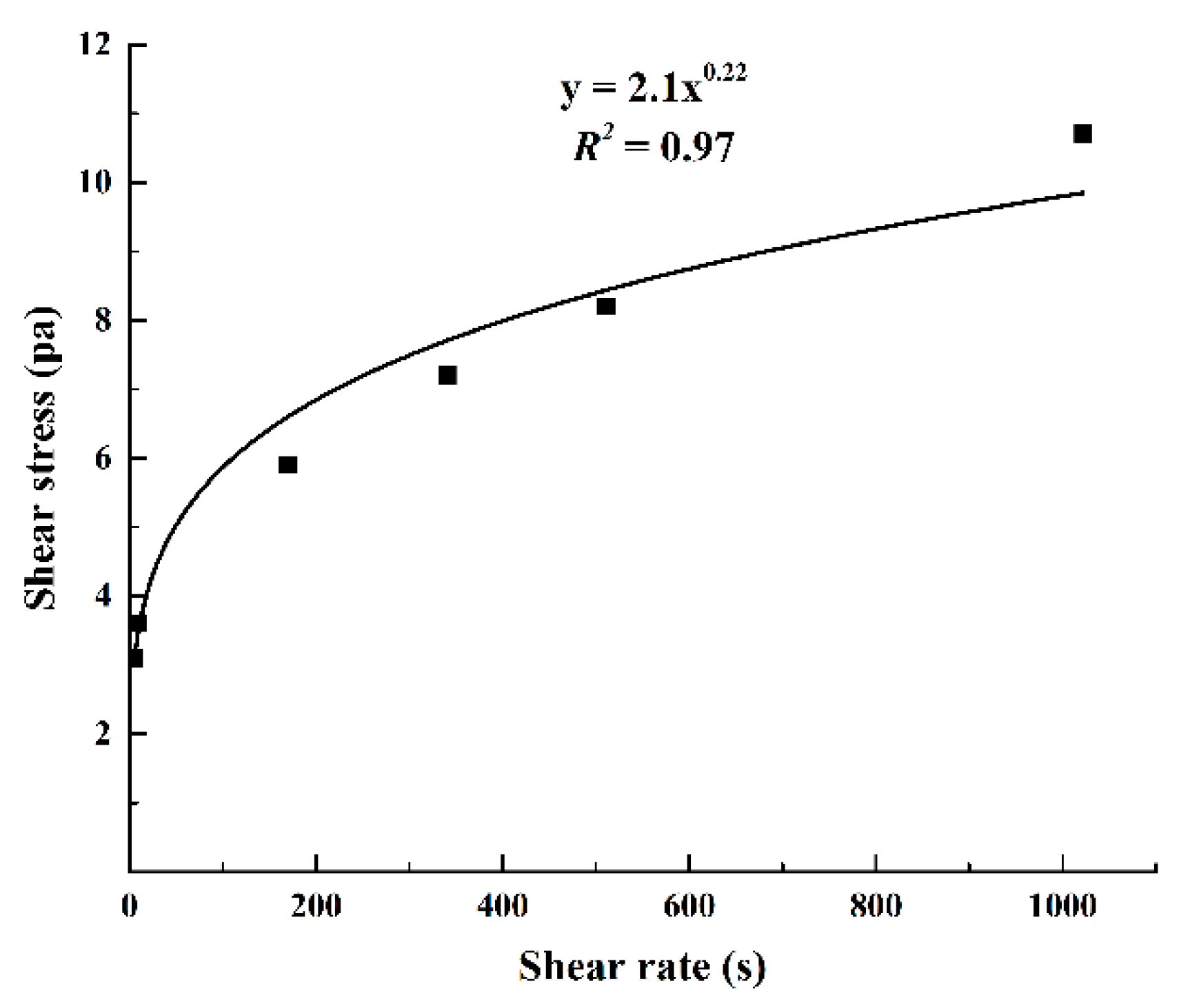
2.1. Slurry Flow Model
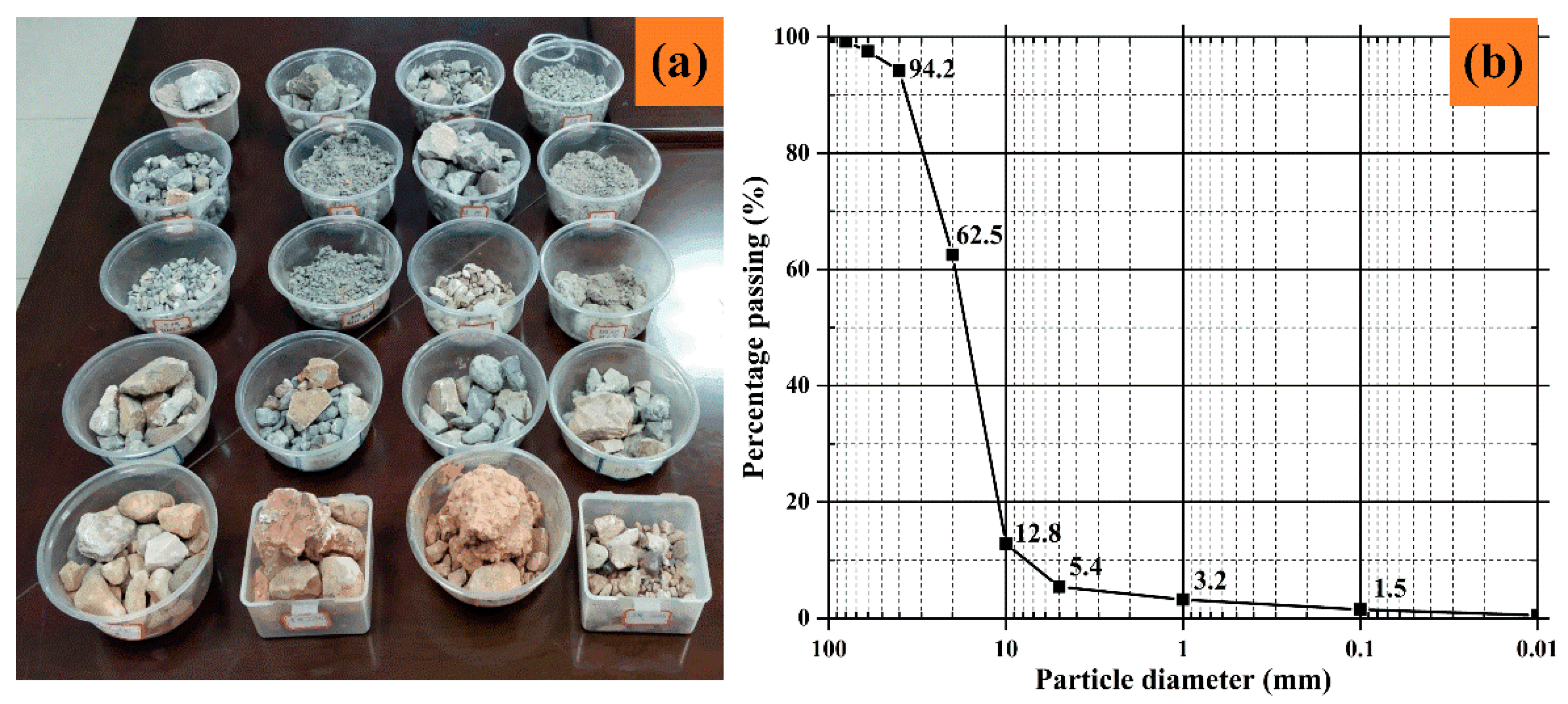
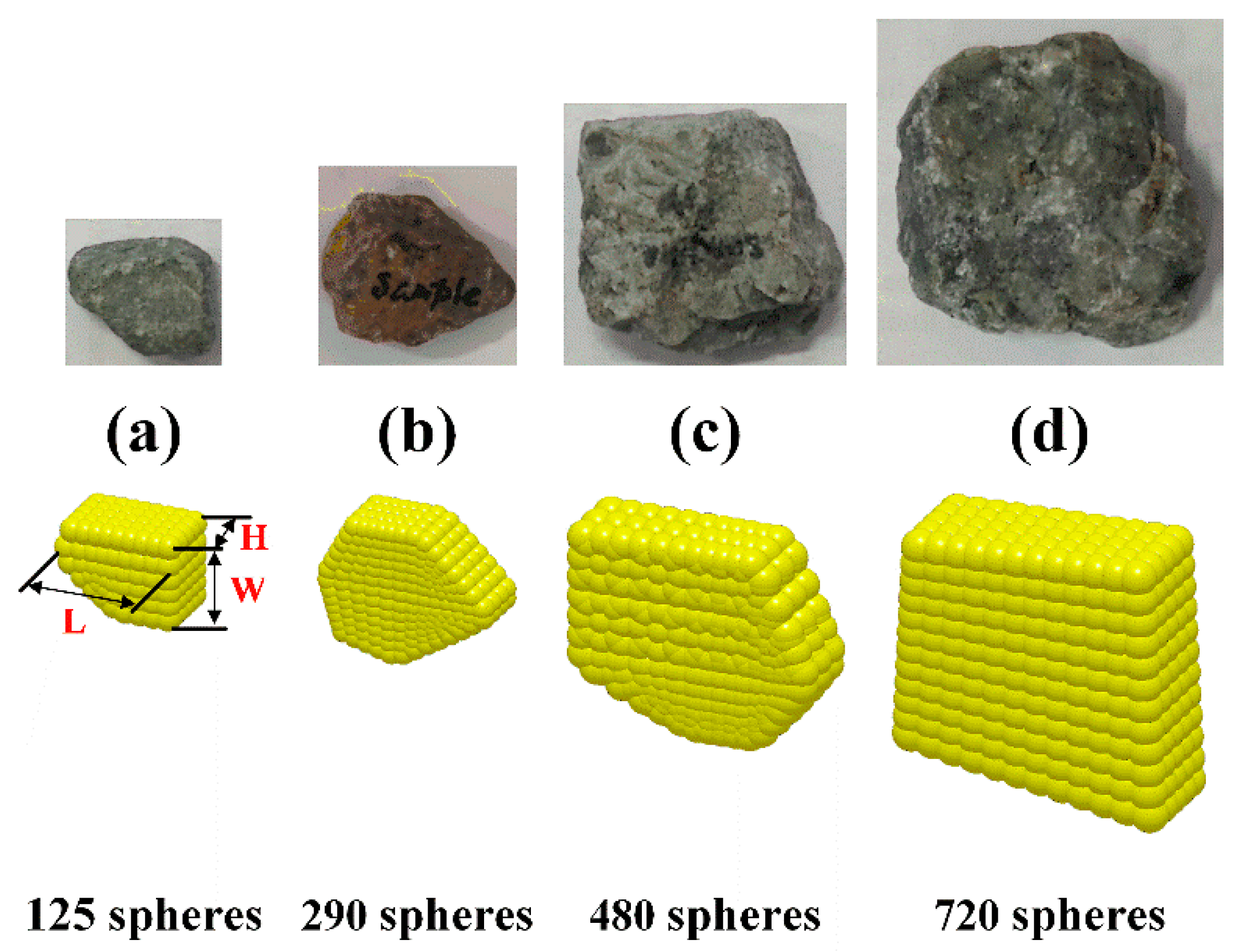
2.2. Ballast Motion Model
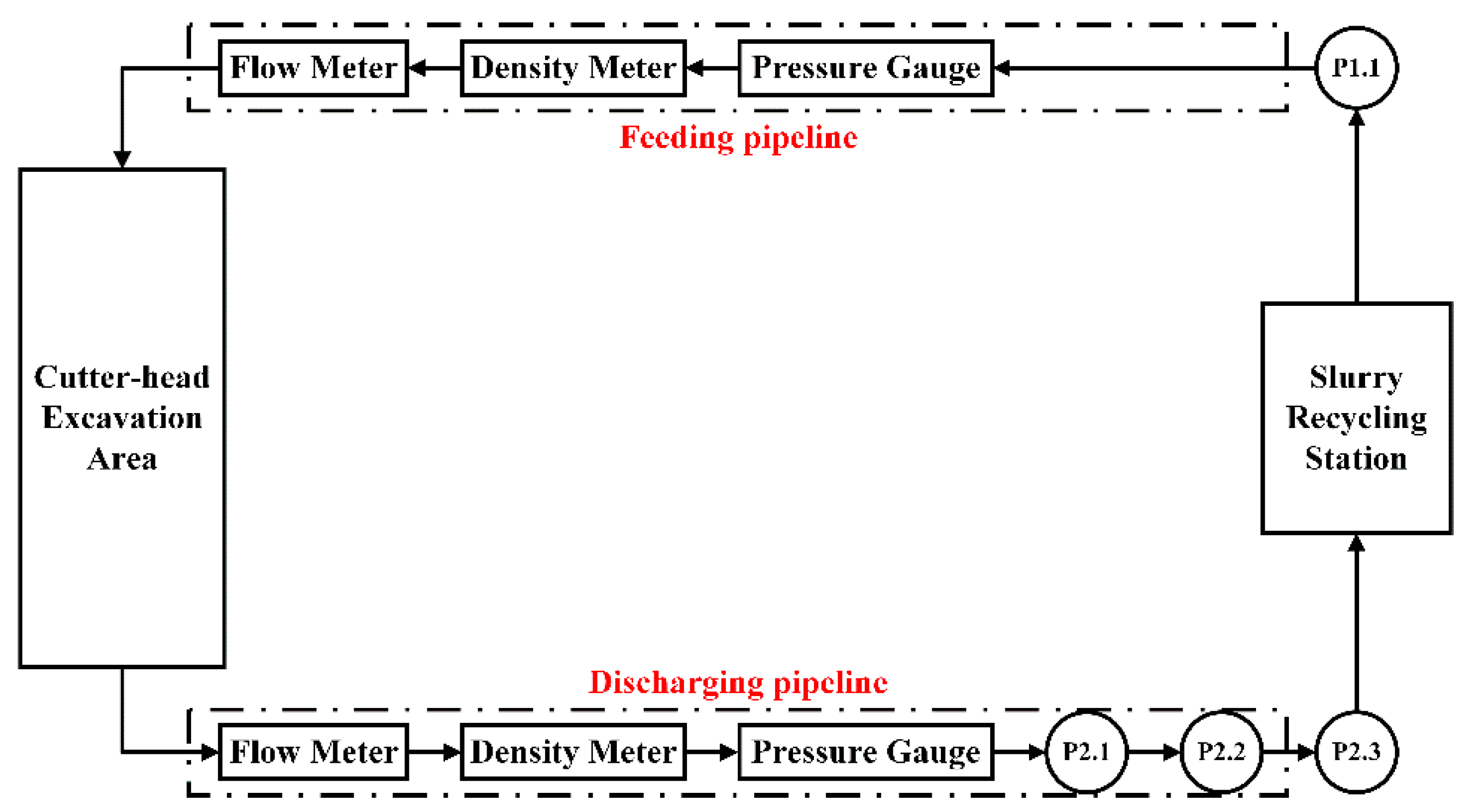
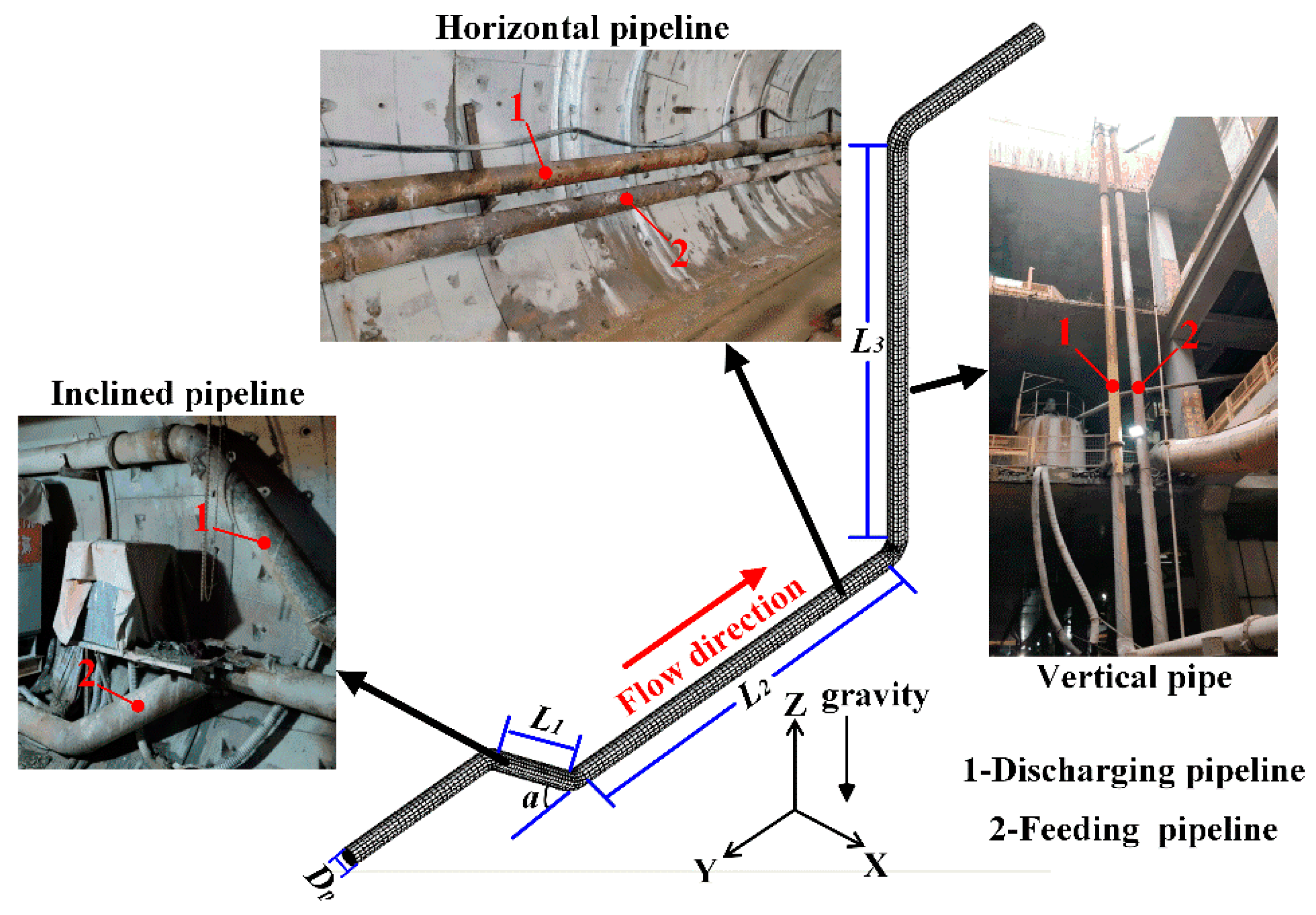
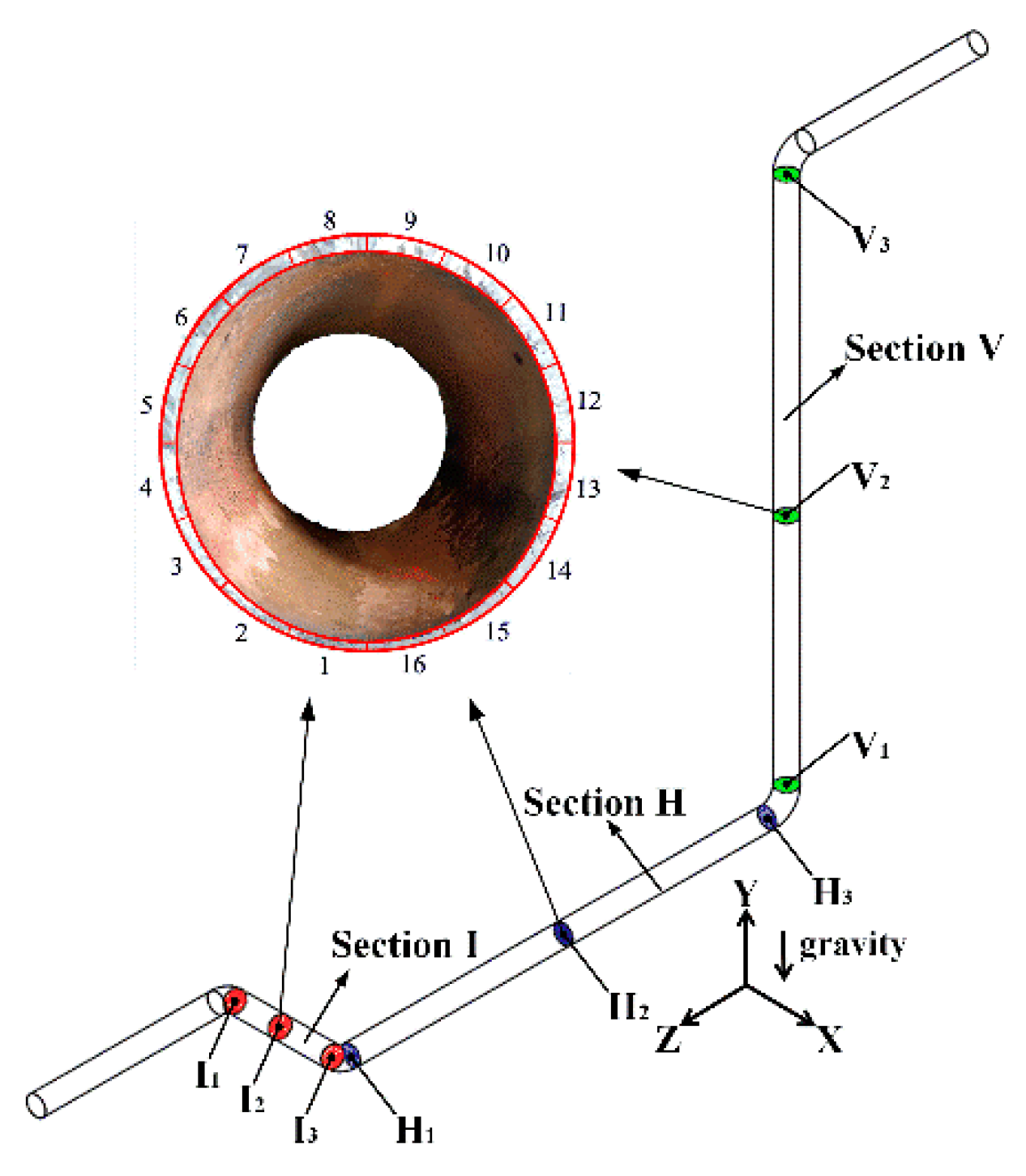
2.3. Numerical Model of Slurry System Pipe
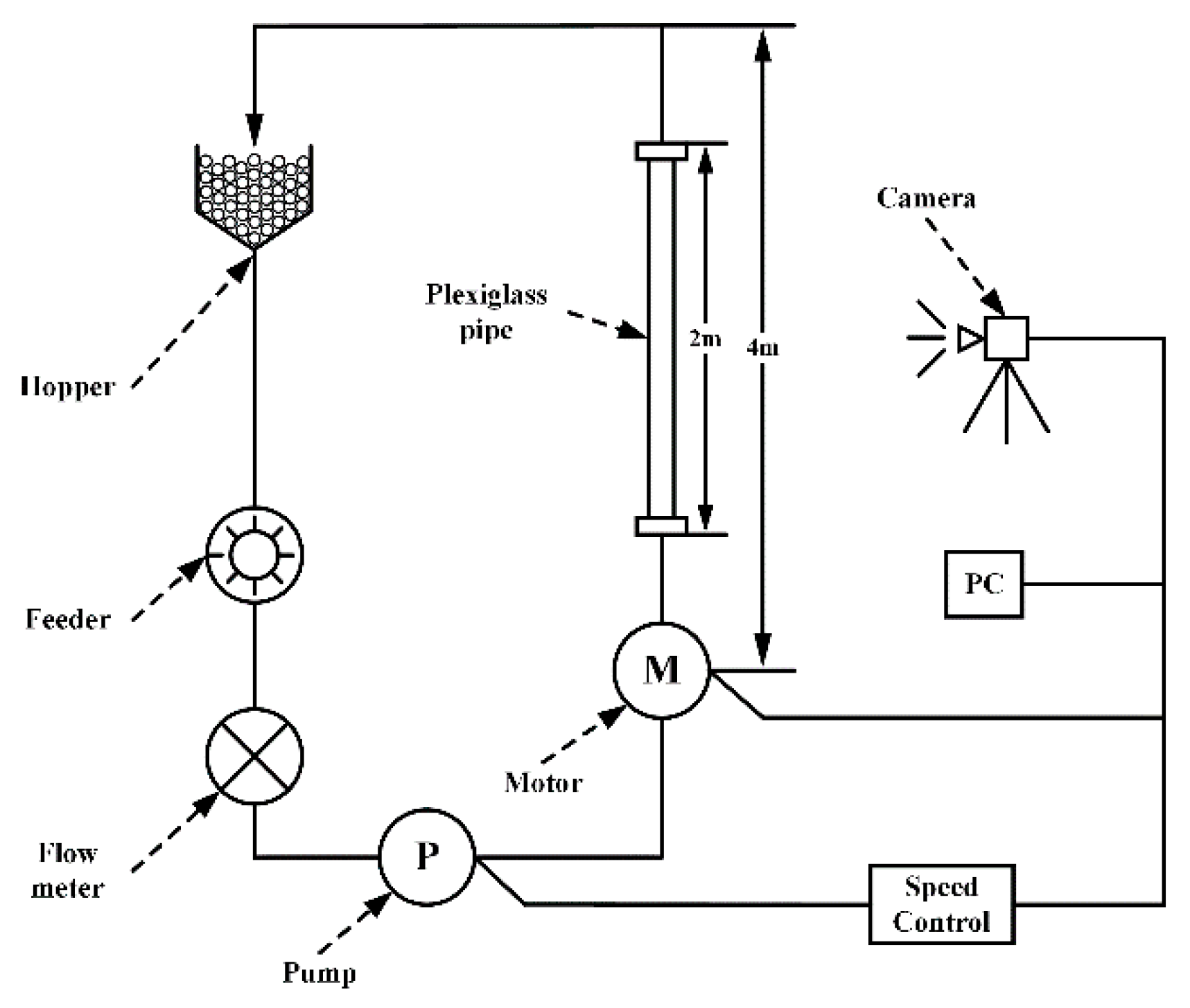
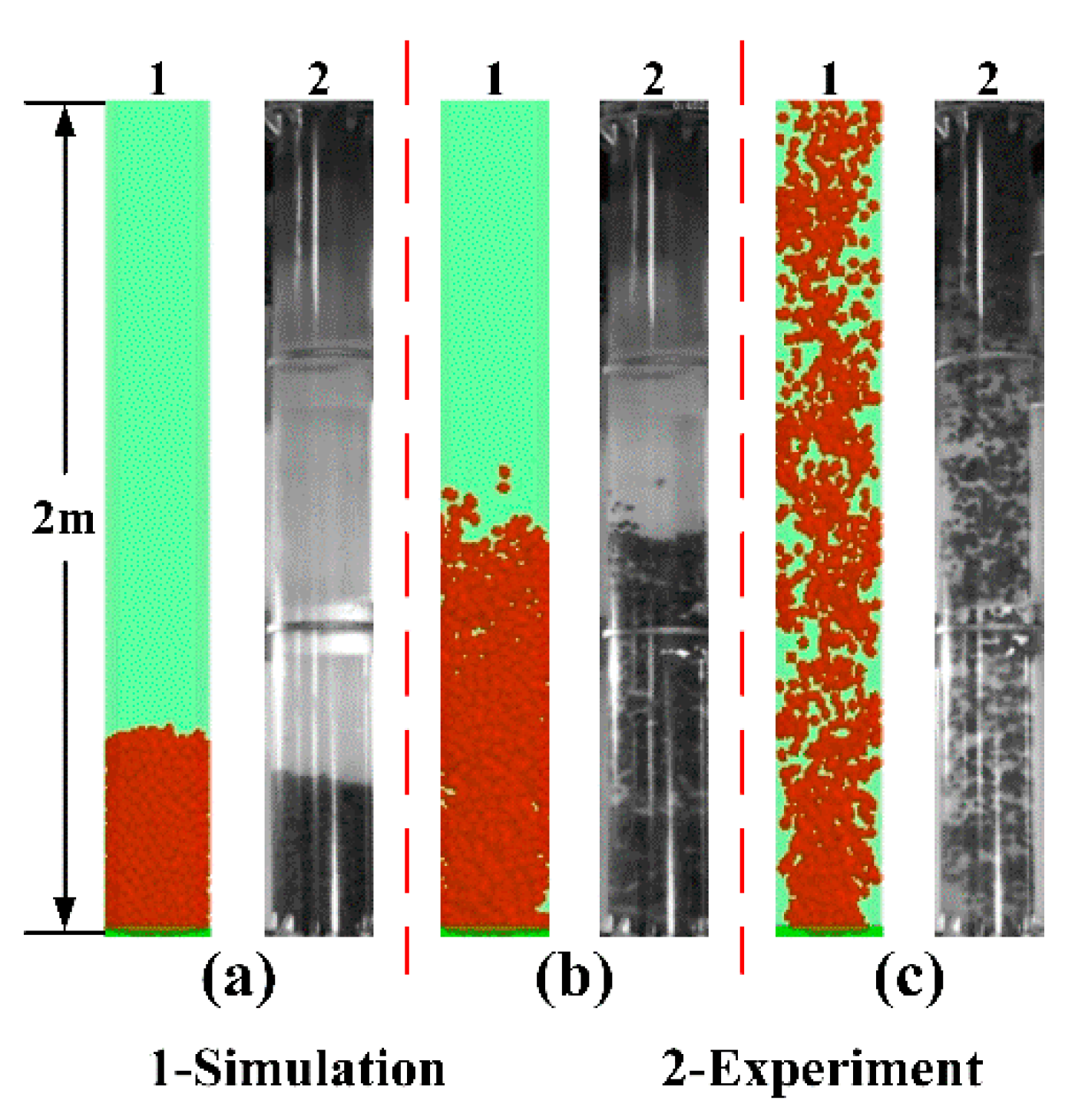
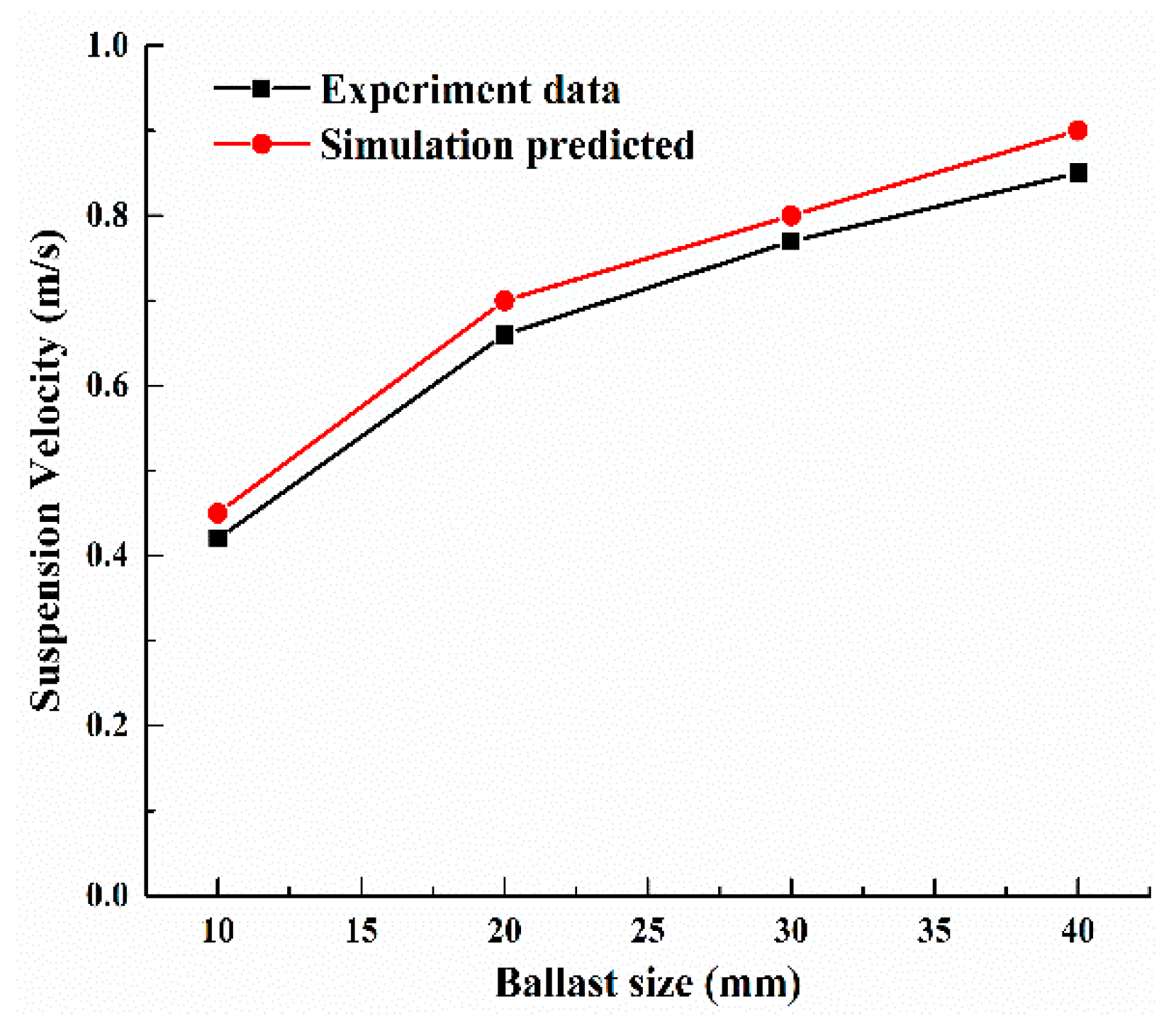
3. Numerical Model Validation
4. Ballast-Carrying Performance and Distribution State in Slurry System
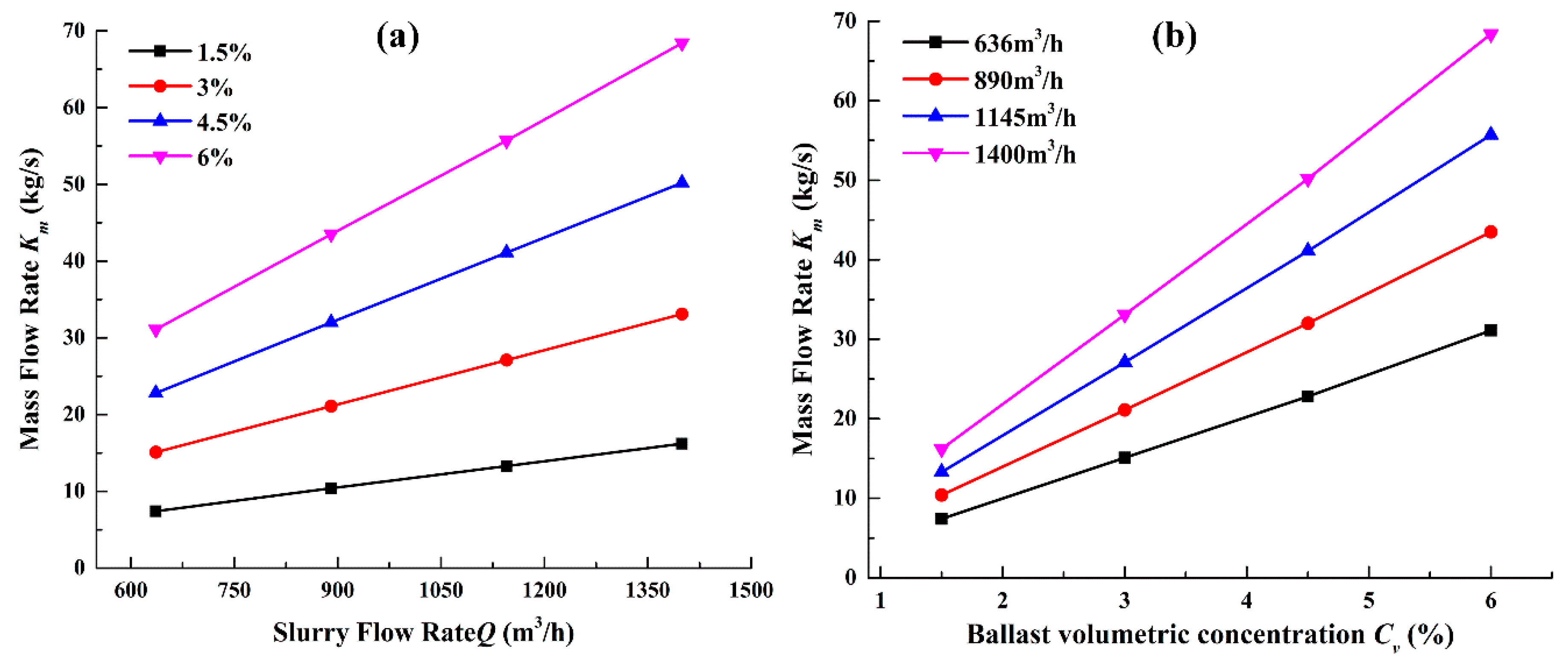
4.1. Influence Law of Ballast Mass Flow Rate
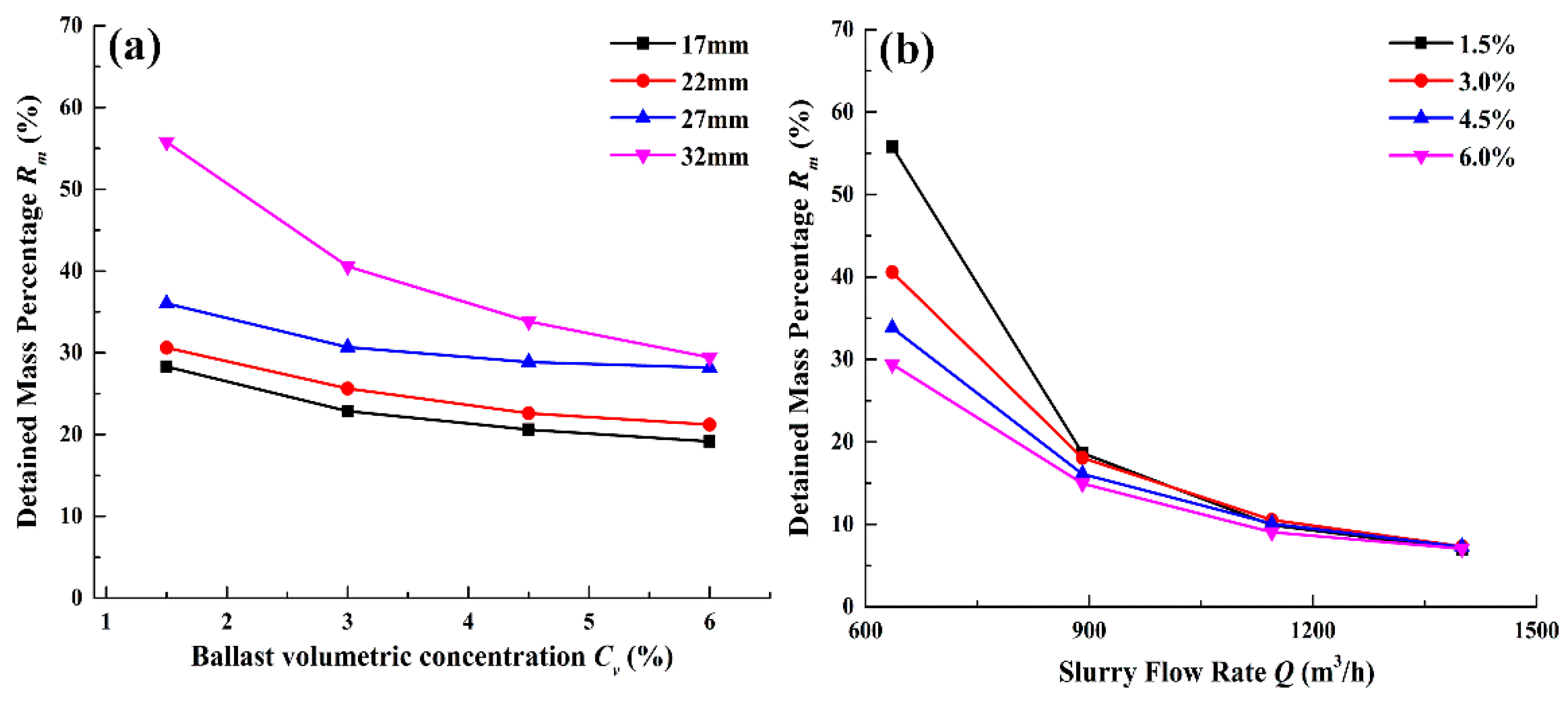
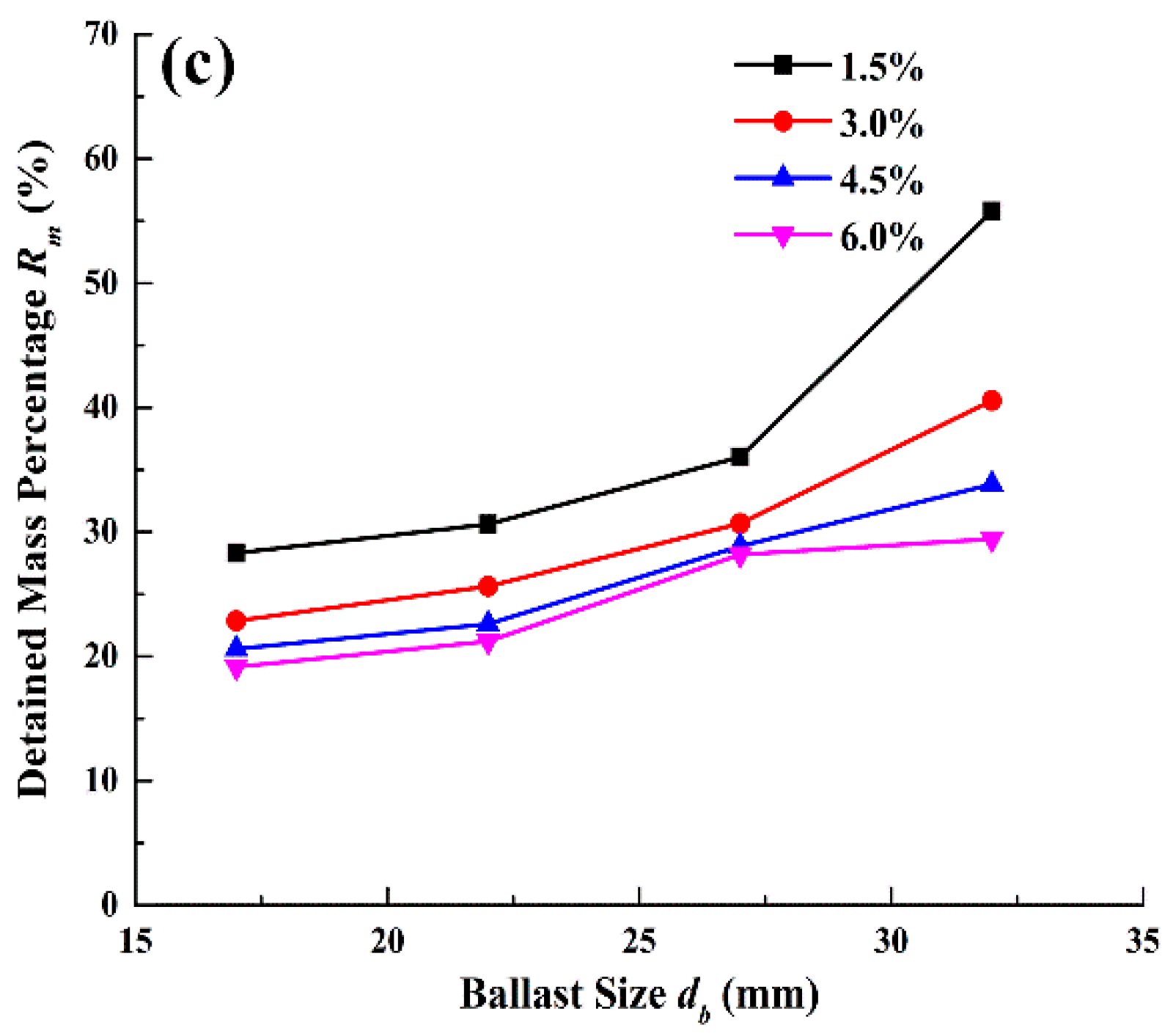
4.2. Influence Law of Ballast Detained Mass Percentage
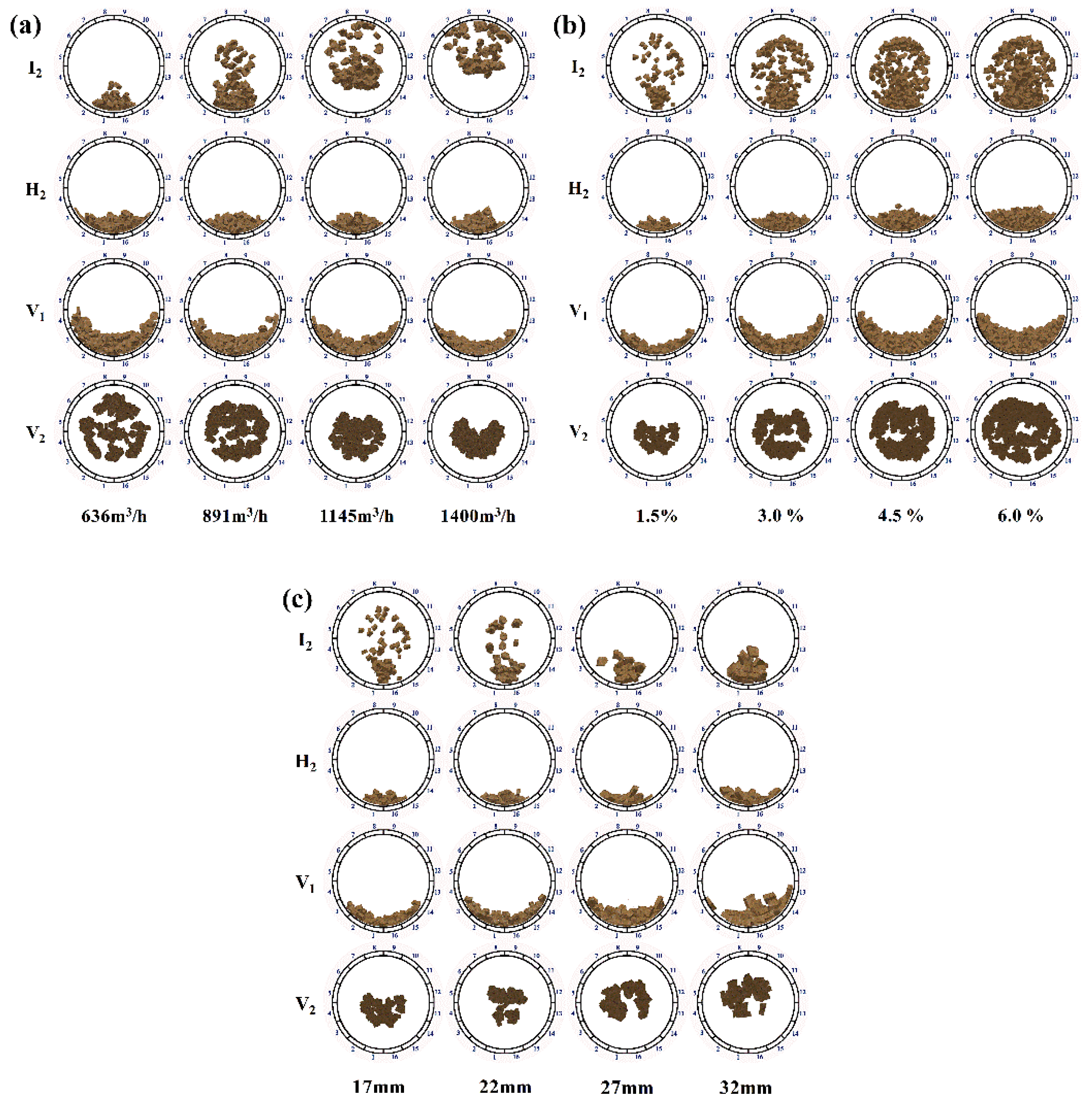
4.3. Influence Law of Ballast Distribution State in Each Pipe Section
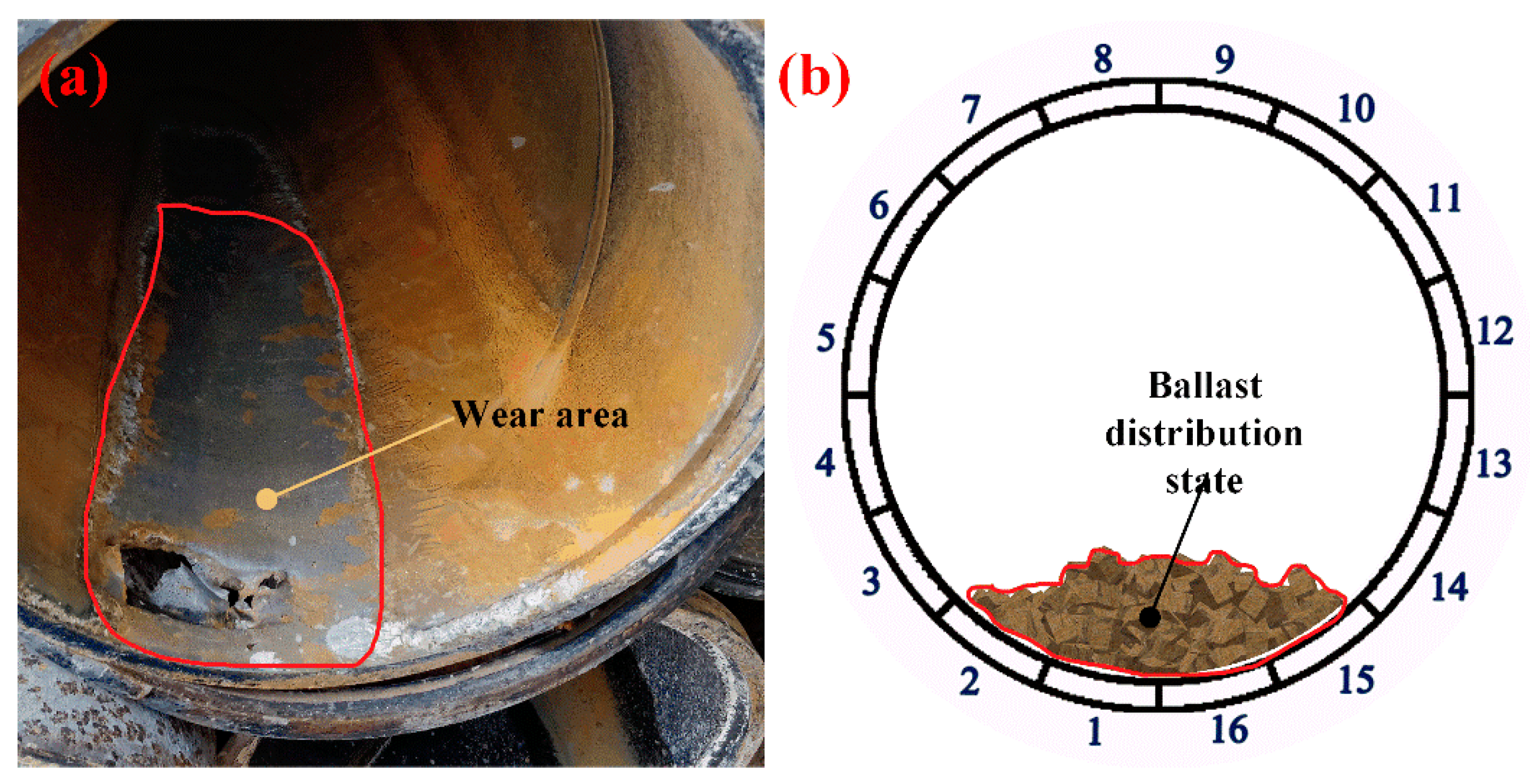
5. Engineering Verification
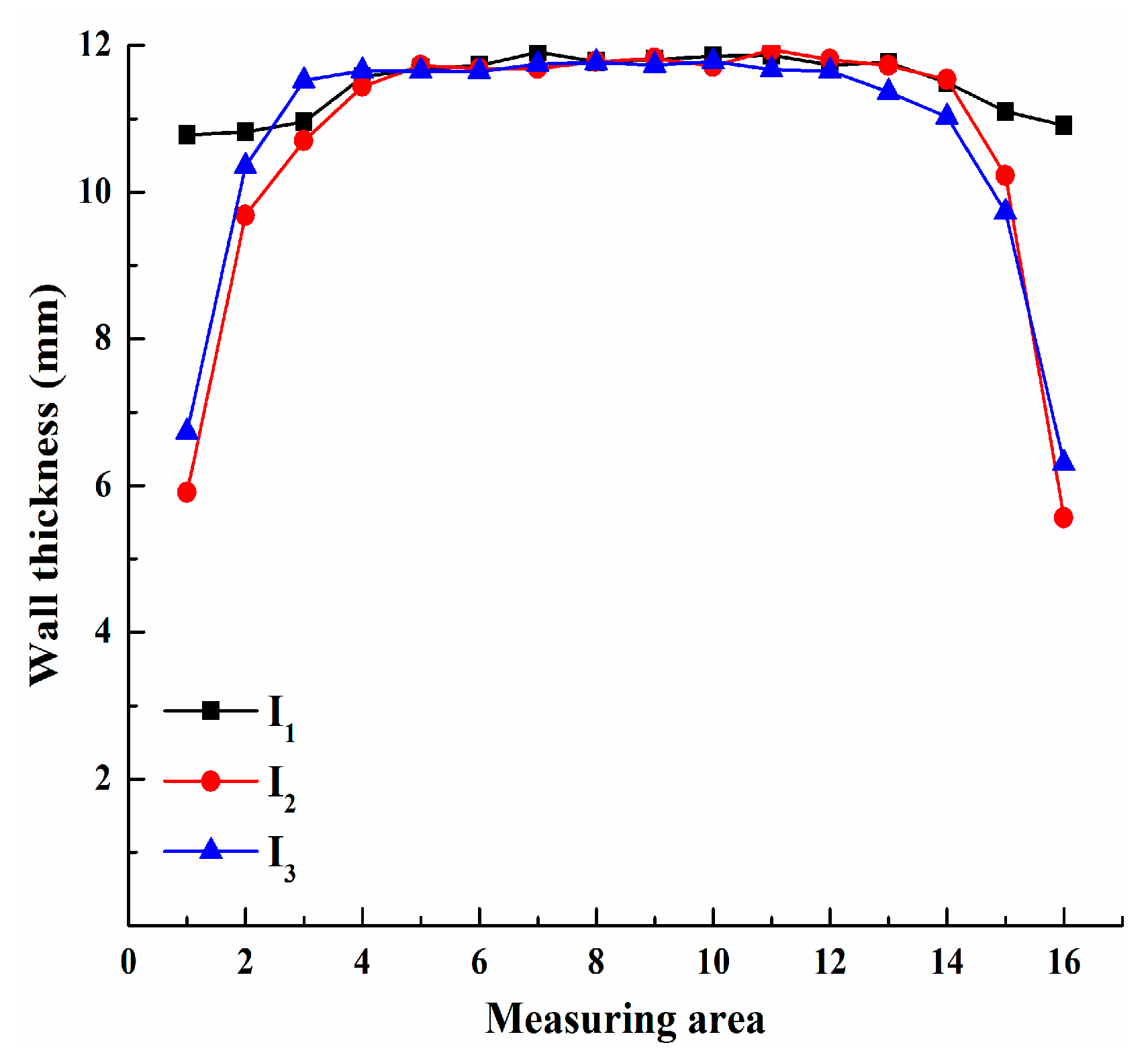
5.1. Ballast Distribution Law in Inclined Pipeline
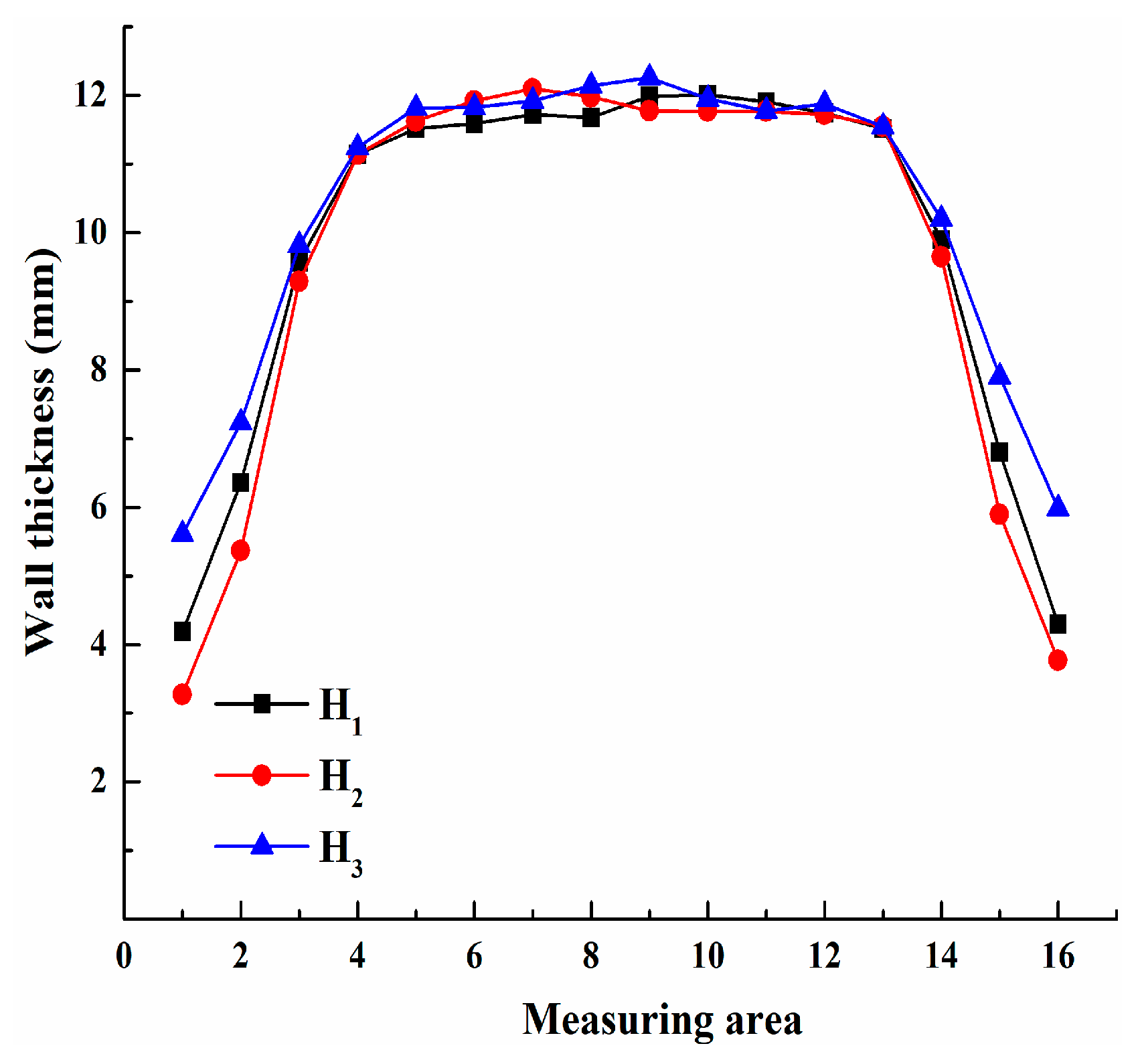
5.2. Ballast Distribution Law in Horizontal Pipeline
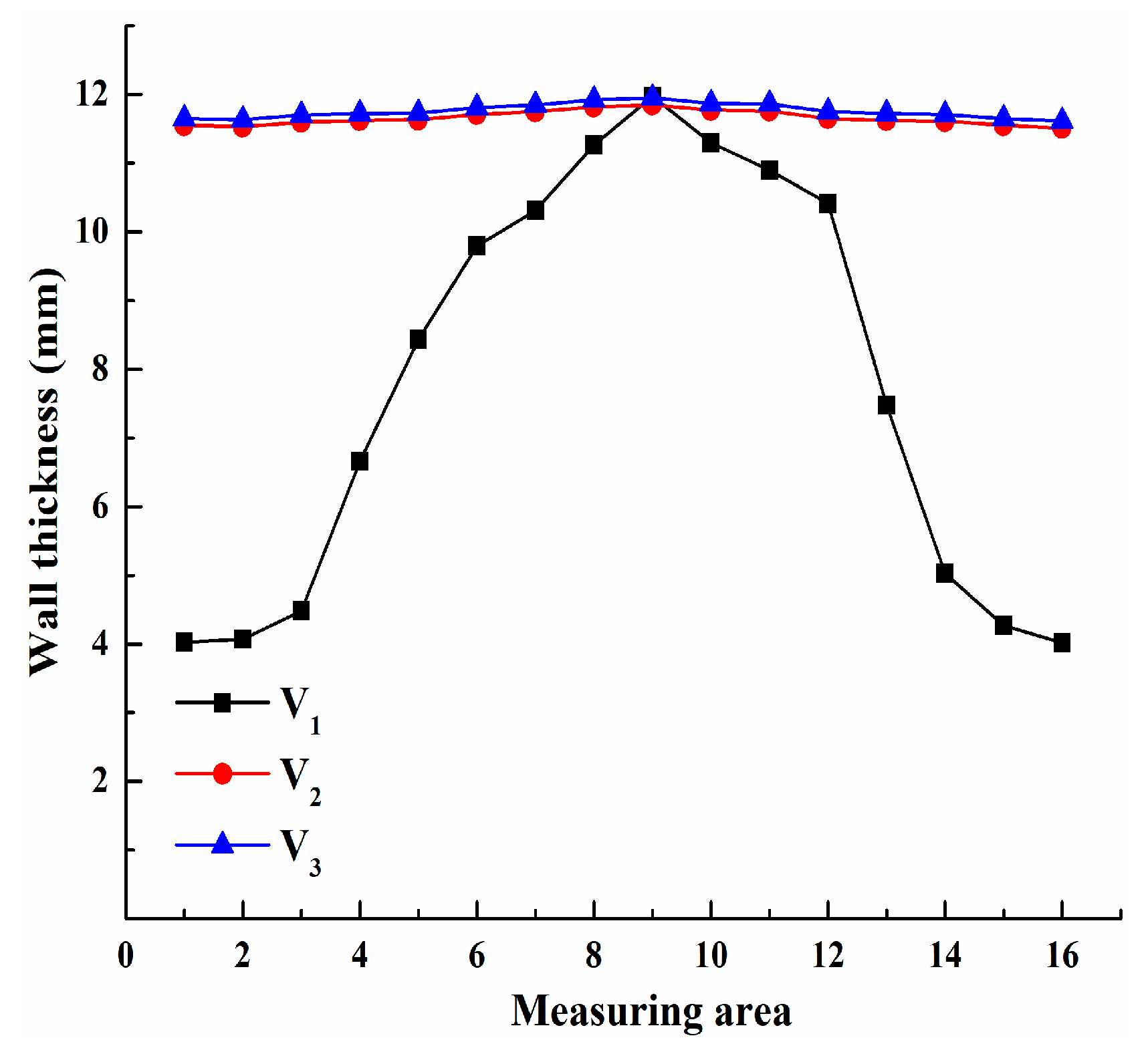
5.3. Ballast Distribution Law in Vertical Pipeline
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| Symbol | Description |
| slurry volume fraction | |
| slurry density | |
| slurry flow velocity | |
| slurry shear stress | |
| slurry pressure | |
| acceleration of gravity | |
| ballast and slurry interaction force | |
| slurry viscosity coefficient | |
| power law exponent | |
| ballast shape coefficient | |
| sphere surface area | |
| ballast surface area | |
| L | length |
| W | width |
| H | height |
| ballast equivalent diameter | |
| ballast volume | |
| sphere surface area | |
| ballast surface area | |
| ballast shape coefficient | |
| ballast mass | |
| ballast translational velocity | |
| ballast rotational velocity | |
| ballast inertial mass | |
| contact force | |
| viscoelastic force | |
| torque | |
| ballast motion moment | |
| drag force | |
| pressure gradient force | |
| virtual mass force | |
| Magnus rotating lifting force | |
| slurry–ballast exchange coefficient | |
| virtual mass factor | |
| rotational lift coefficient | |
| relative angular velocity | |
| projected ballast surface area | |
| pipeline diameter | |
| L1 | inclined pipeline length |
| L2 | horizontal pipeline length |
| L3 | vertical pipeline length |
| inclined angle | |
| CFD | computational fluid dynamics |
| DEM | discrete element method |
| ballast size | |
| ballast density | |
| Q | slurry flow rate |
| ballast volumetric concentration | |
| ballast mass flow rate | |
| detained mass percentage | |
| ballast remaining quality | |
| ballast total quality |
References
- Xiongyao, X.; Qiang, W.; Zhonghui, H.; Yong, Q. Parametric analysis of mixshield tunnelling in mixed ground containing mudstone and protection of adjacent buildings: Case study in Nanning metro. Eur. J. Environ. Civ. Eng. 2018, 22, s130–s148. [Google Scholar]
- Shunhua, Z.; Xue, L.; Chang, J.; Junhua, X. Back-fill grout experimental test for discharged soils reuse of the large-diameter size slurry shield tunnel. KSCE J. Civ. Eng. 2017, 21, 725–733. [Google Scholar]
- Lavasan, A.A.; Chenyang, Z.; Barciaga, T.; Schaufler, A.; Steeb, H.; Schanz, T. Numerical investigation of tunneling in saturated soil: The role of construction and operation periods. Acta Geotech. 2018, 13, 671–691. [Google Scholar] [CrossRef]
- Li-an, Z.; Ronghuan, C.; Tieli, W. Influence of Coal Slurry Particle Composition on Pipeline Hydraulic Transportation Behavior; IOP Conference Series: Earth and Environmental Science, 2018; IOP Publishing: Bristol, UK, 2018; p. 012163. [Google Scholar]
- Van Wijk, J.; Talmon, A.; Van Rhee, C. Stability of vertical hydraulic transport processes for deep ocean mining: An experimental study. Ocean. Eng. 2016, 125, 203–213. [Google Scholar] [CrossRef]
- Zouaoui, S.; Djebouri, H.; Mohammedi, K.; Khelladi, S.; Aider, A.A. Experimental study on the effects of big particles physical characteristics on the hydraulic transport inside a horizontal pipe. Chin. J. Chem. Eng. 2016, 24, 317–322. [Google Scholar] [CrossRef]
- Ravelet, F.; Bakir, F.; Khelladi, S.; Rey, R. Experimental study of hydraulic transport of large particles in horizontal pipes. Exp. Therm. Fluid Sci. 2013, 45, 187–197. [Google Scholar] [CrossRef]
- Najmi, K.; McLaury, B.S.; Shirazi, S.A.; Cremaschi, S. Experimental study of low concentration sand transport in wet gas flow regime in horizontal pipes. J. Nat. Gas Sci. Eng. 2015, 24, 80–88. [Google Scholar] [CrossRef]
- Edelin, D.; Czujko, P.-C.; Castelain, C.; Josset, C.; Fayolle, F. Experimental determination of the energy optimum for the transport of floating particles in pipes. Exp. Therm. Fluid Sci. 2015, 68, 634–643. [Google Scholar] [CrossRef]
- Leporini, M.; Marchetti, B.; Corvaro, F.; di Giovine, G.; Polonara, F.; Terenzi, A. Sand transport in multiphase flow mixtures in a horizontal pipeline: An experimental investigation. Petroleum 2019, 5, 161–170. [Google Scholar] [CrossRef]
- Duan, Y.; Yimin, X.; Dun, W.; Peng, C.; Guiying, Z.; Xianqiong, Z. Numerical investigation of pipeline transport characteristics of slurry shield under gravel stratum. Tunn. Undergr. Space Technol. 2018, 71, 223–230. [Google Scholar]
- Onokoko, L.; Poirier, M.; Galanis, N.; Poncet, S. Experimental and numerical investigation of isothermal ice slurry flow. Int. J. Therm. Sci. 2018, 126, 82–95. [Google Scholar] [CrossRef]
- Uzi, A.; Levy, A. Flow characteristics of coarse particles in horizontal hydraulic conveying. Powder Technol. 2018, 326, 302–321. [Google Scholar] [CrossRef]
- Parsi, M.; Kara, M.; Agrawal, M.; Kesana, N.; Jatale, A.; Sharma, P.; Shirazi, S. CFD simulation of sand particle erosion under multiphase flow conditions. Wear 2017, 376, 1176–1184. [Google Scholar] [CrossRef]
- Kaushal, D.; Thinglas, T.; Tomita, Y.; Kuchii, S.; Tsukamoto, H. CFD modeling for pipeline flow of fine particles at high concentration. Int. J. Multiph. Flow 2012, 43, 85–100. [Google Scholar] [CrossRef]
- Yadav, S.K.; Ziyad, D.; Kumar, A. Numerical investigation of isothermal and non-isothermal ice slurry flow in horizontal elliptical pipes. Int. J. Refrig.-Rev. Int. Froid 2019, 97, 196–210. [Google Scholar] [CrossRef]
- Blais, B.; Bertrand, F. CFD-DEM investigation of viscous solid-liquid mixing: Impact of particle properties and mixer characteristics. Chem. Eng. Res. Des. 2017, 118, 270–285. [Google Scholar] [CrossRef]
- Viduka, S.; Yuqing, F.; Hapgood, K.; Schwarz, P. CFD-DEM investigation of particle separations using a sinusoidal jigging profile. Adv. Powder Technol. 2013, 24, 473–481. [Google Scholar] [CrossRef]
- Akhshik, S.; Behzad, M.; Rajabi, M. CFD–DEM model for simulation of non-spherical particles in hole cleaning process. Part. Sci. Technol. 2015, 33, 472–481. [Google Scholar] [CrossRef]
- Wadell, H. Sphericity and roundness of rock particles. J. Geol. 1933, 41, 310–331. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D. A discrete numerical model for granular assemblies. Geotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Mindlin, R.D.; Deresiewicz, H. Elastic spheres in contact under varying oblique forces. J. Appl. Mech. Asme 1953, 20, 327–344. [Google Scholar]
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol. 1989, 58, 63–70. [Google Scholar] [CrossRef]
- Jackson, R. A fluid mechanical description of fluidized beds. Equations of motion. Fluid Mech. Descr. Fluid. Beds. Equ. Motion 1967, 6, 527–539. [Google Scholar]
- Oda, M.; Iwashita, K. Study on couple stress and shear band development in granular media based on numerical simulation analyses. Int. J. Eng. Sci. 2000, 38, 1713–1740. [Google Scholar] [CrossRef]
- Schwarzkopf, J.D.; Sommerfeld, M.; Crowe, C.T.; Tsuji, Y. Multiphase Flows with Droplets and Particles; CRC press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Vlasak, P.; Kysela, B.; Chara, Z. Flow structure of coarse-grained slurry in a horizontal pipe. J. Hydrol. Hydromech. 2012, 60, 115–124. [Google Scholar] [CrossRef]
- Põdra, P.; Andersson, S. Wear simulation with the Winkler surface model. Wear 1997, 207, 79–85. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| k | 2.10 |
| n | 0.22 |
| Sample | L (mm) | W (mm) | H (mm) | ||||
|---|---|---|---|---|---|---|---|
| a | 19 | 14 | 11.5 | 17 | 2.51 × 10−6 | 4.58 × 10−4 | 0.8 |
| b | 30 | 24.5 | 11.6 | 22 | 5.57 × 10−6 | 1.12 × 10−3 | 0.78 |
| c | 33.5 | 25 | 13 | 27 | 1.04 × 10−5 | 3.0 × 10−3 | 0.77 |
| d | 37 | 37 | 15 | 32 | 1.68 × 10−5 | 4.29 × 103 | 0.75 |
| Force | Symbol | Correlation | References |
|---|---|---|---|
| Drag | Haider and Levenspiel [23] | ||
| Pressure Gradient | Jackson [24] | ||
| Virtual Mass | Oda and Iwashita [25] | ||
| Rotation Lift (Magnus) | Schwarzkopf et al. [26] |
| Parameter | Value | Unit |
|---|---|---|
| 0.3 | m | |
| L1 | 2.5 | m |
| L2 | 30 | m |
| L3 | 21 | m |
| 45 | ° |
| Parameter | Value | Unit |
|---|---|---|
| L3 | 4 | m |
| 200 | mm | |
| 10, 20, 30, 40 | mm | |
| 1860 | ||
| 980 |
| Variable | Values | Unit |
|---|---|---|
| Q | 636, 891, 1145, 1400 | m3/h |
| 17, 22, 27, 32 | mm | |
| 1.5, 3, 4.5, 6 | % |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Xia, Y.; Xiao, X.; Xu, H.; Chen, P.; Zeng, G. Ballast Flow Characteristics of Discharging Pipeline in Shield Slurry System. Appl. Sci. 2019, 9, 5402. https://doi.org/10.3390/app9245402
Wang Y, Xia Y, Xiao X, Xu H, Chen P, Zeng G. Ballast Flow Characteristics of Discharging Pipeline in Shield Slurry System. Applied Sciences. 2019; 9(24):5402. https://doi.org/10.3390/app9245402
Chicago/Turabian StyleWang, Yang, Yimin Xia, Xuemeng Xiao, Huiwang Xu, Peng Chen, and Guiying Zeng. 2019. "Ballast Flow Characteristics of Discharging Pipeline in Shield Slurry System" Applied Sciences 9, no. 24: 5402. https://doi.org/10.3390/app9245402
APA StyleWang, Y., Xia, Y., Xiao, X., Xu, H., Chen, P., & Zeng, G. (2019). Ballast Flow Characteristics of Discharging Pipeline in Shield Slurry System. Applied Sciences, 9(24), 5402. https://doi.org/10.3390/app9245402