Study of Orientation Error on Robot End Effector and Volumetric Error of Articulated Robot

Abstract
:Featured Application
Abstract
1. Introduction
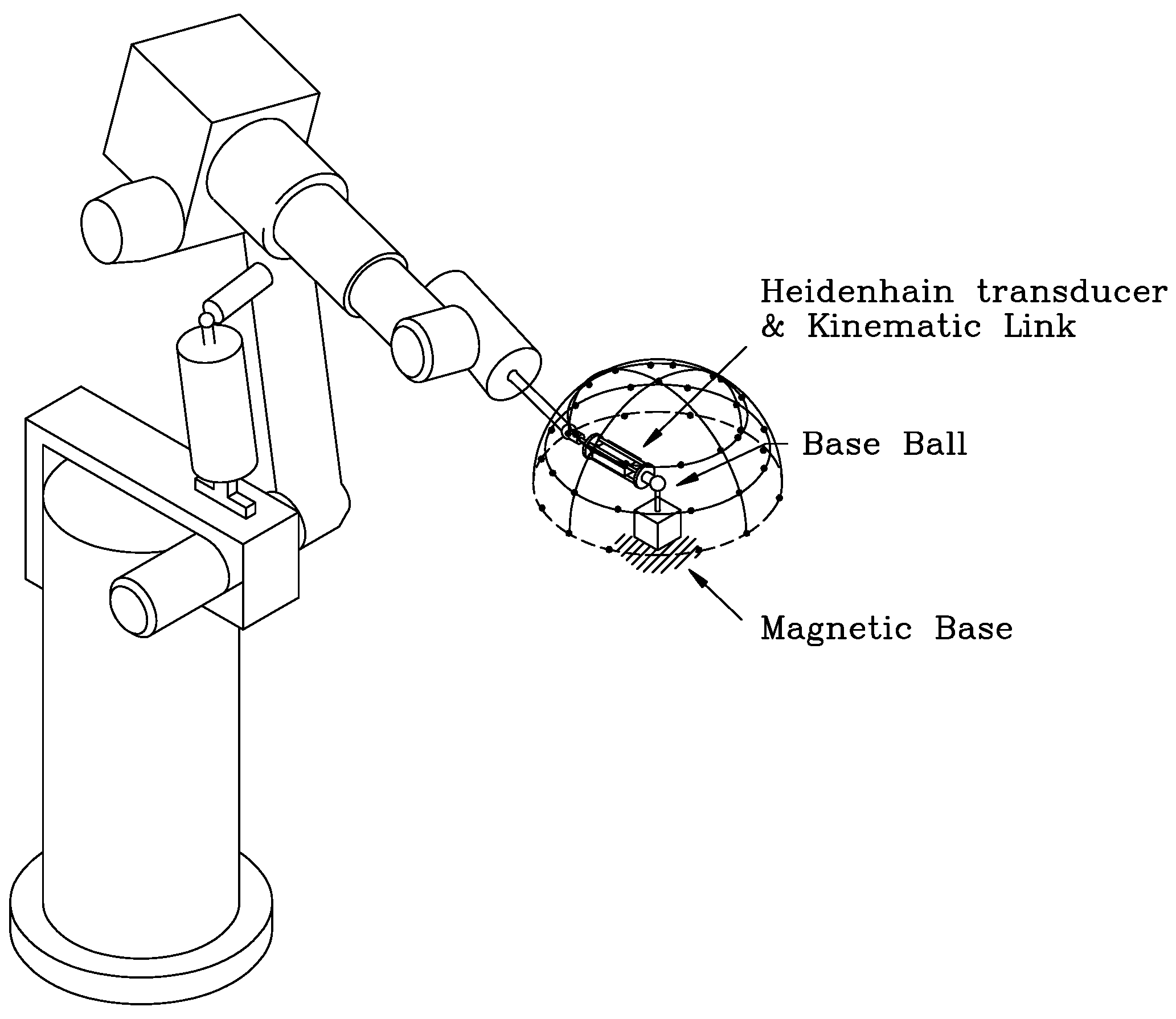
2. Orientation Test of Robot End Effector
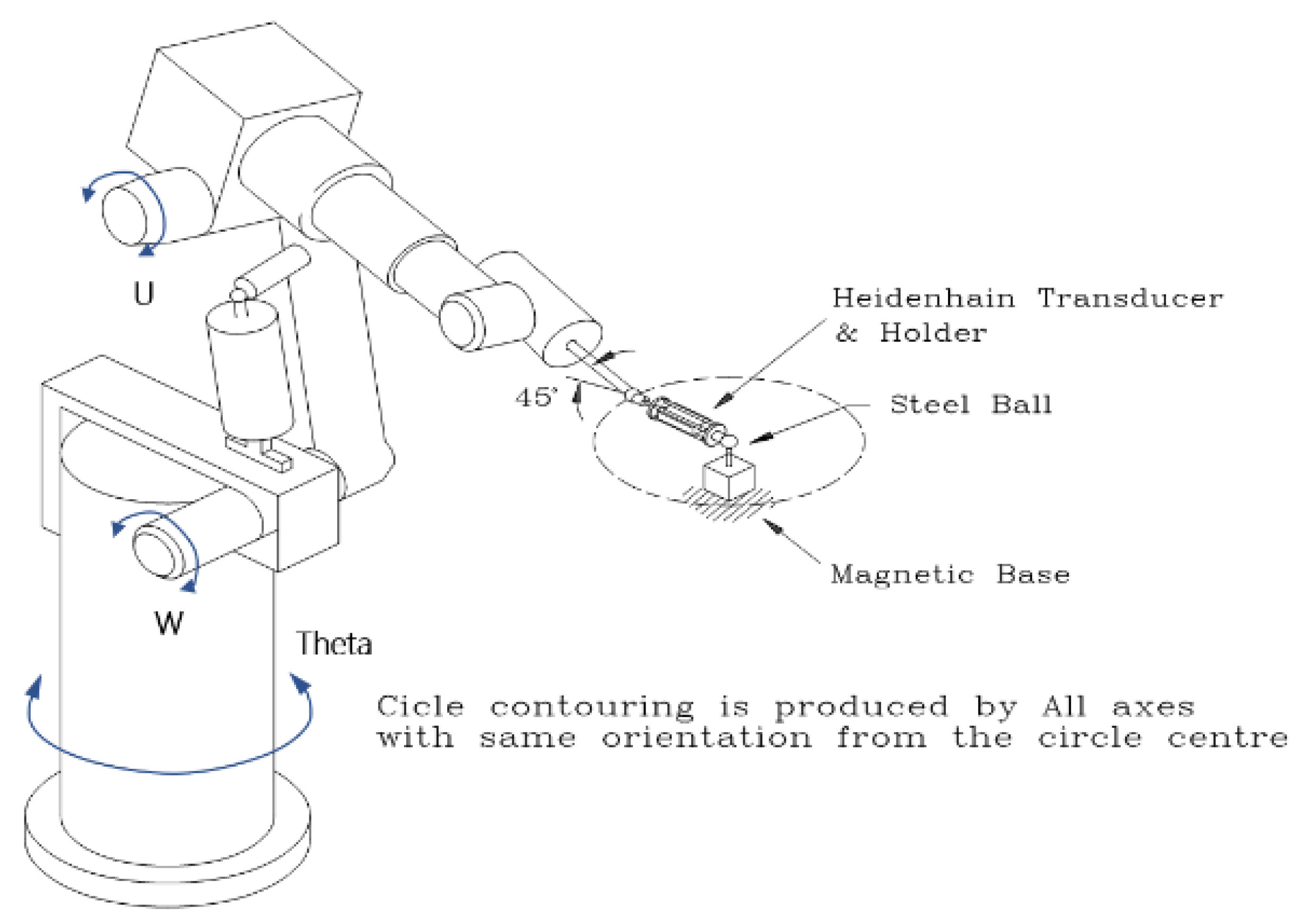
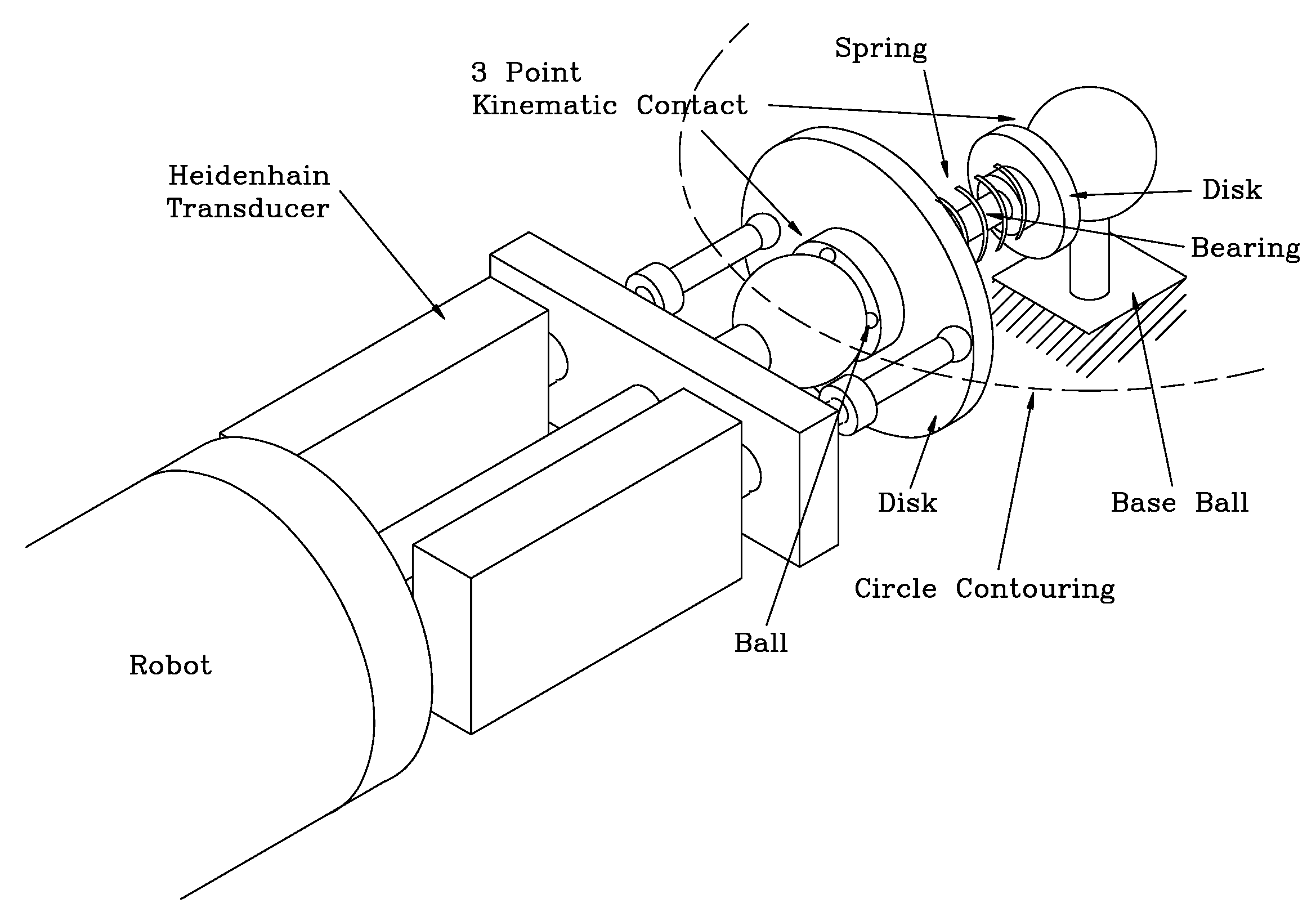
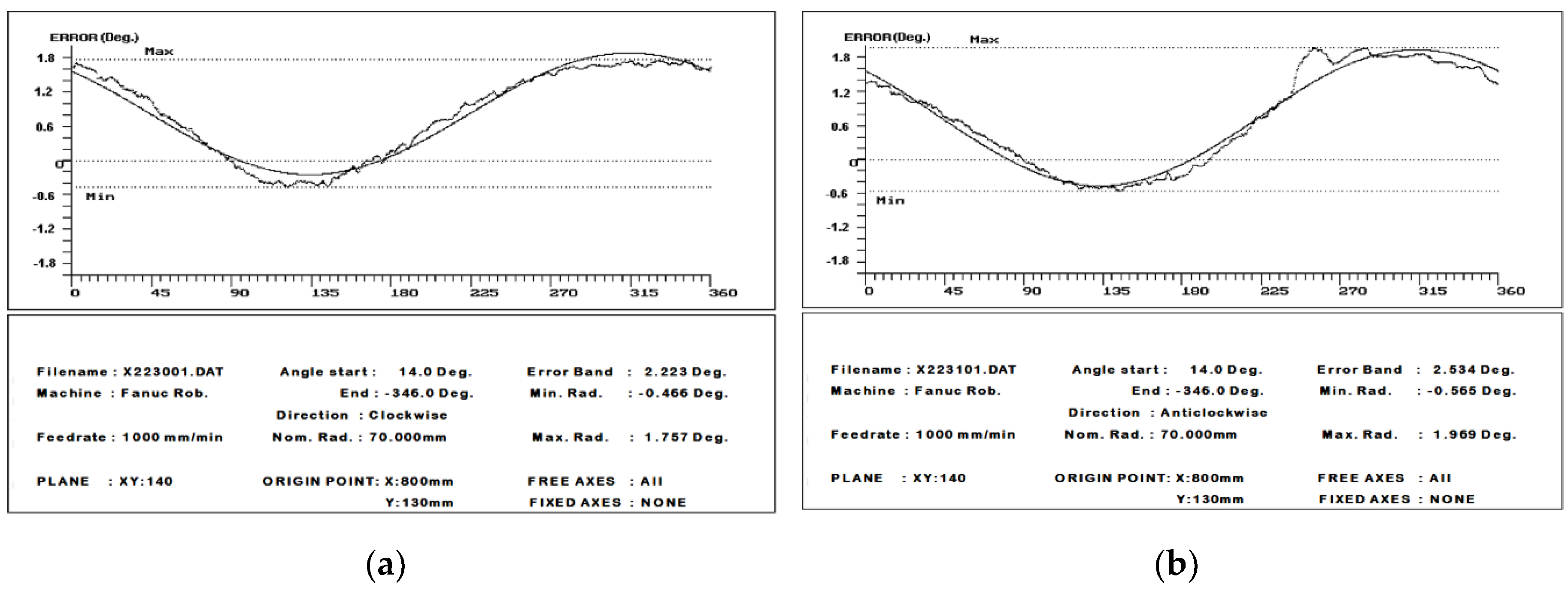
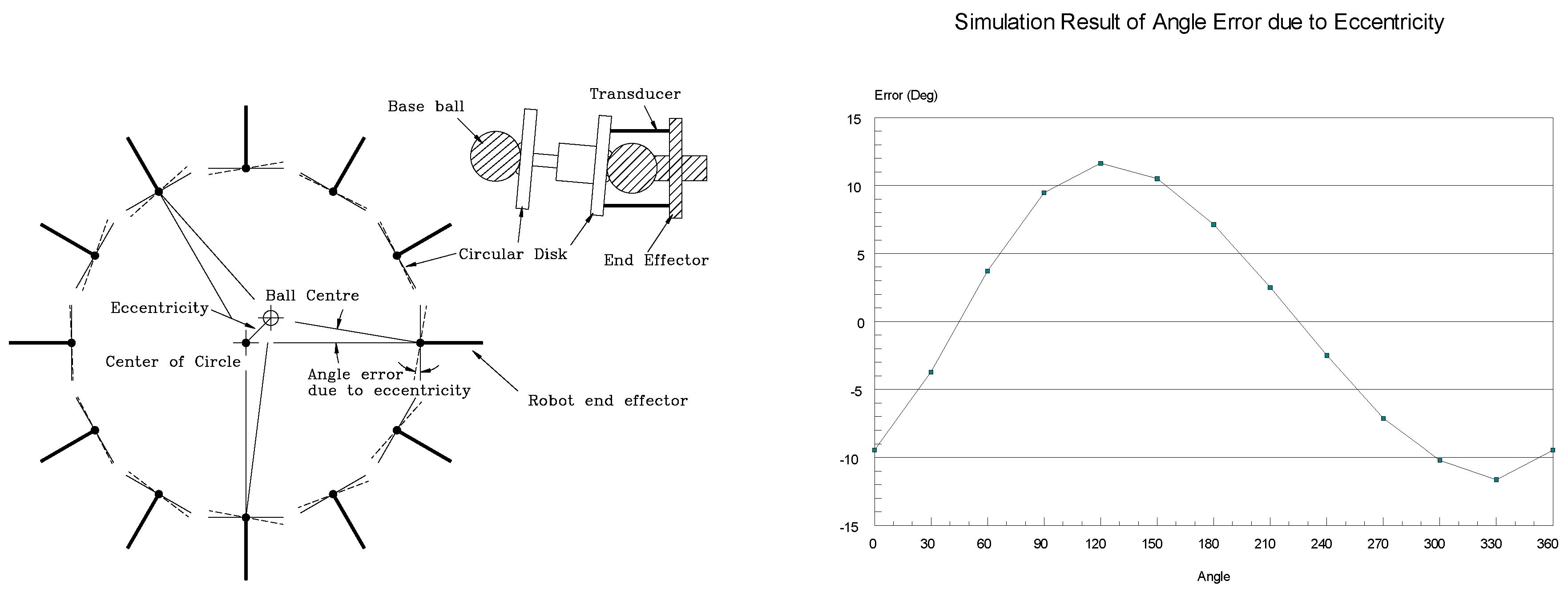
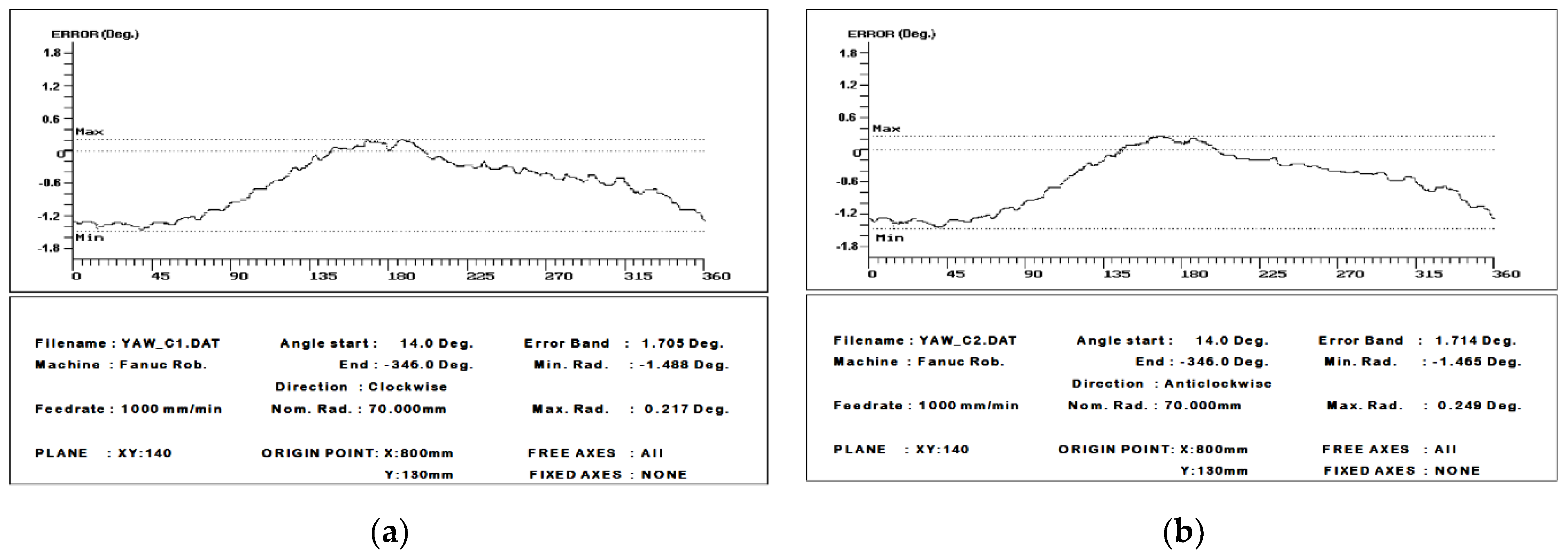
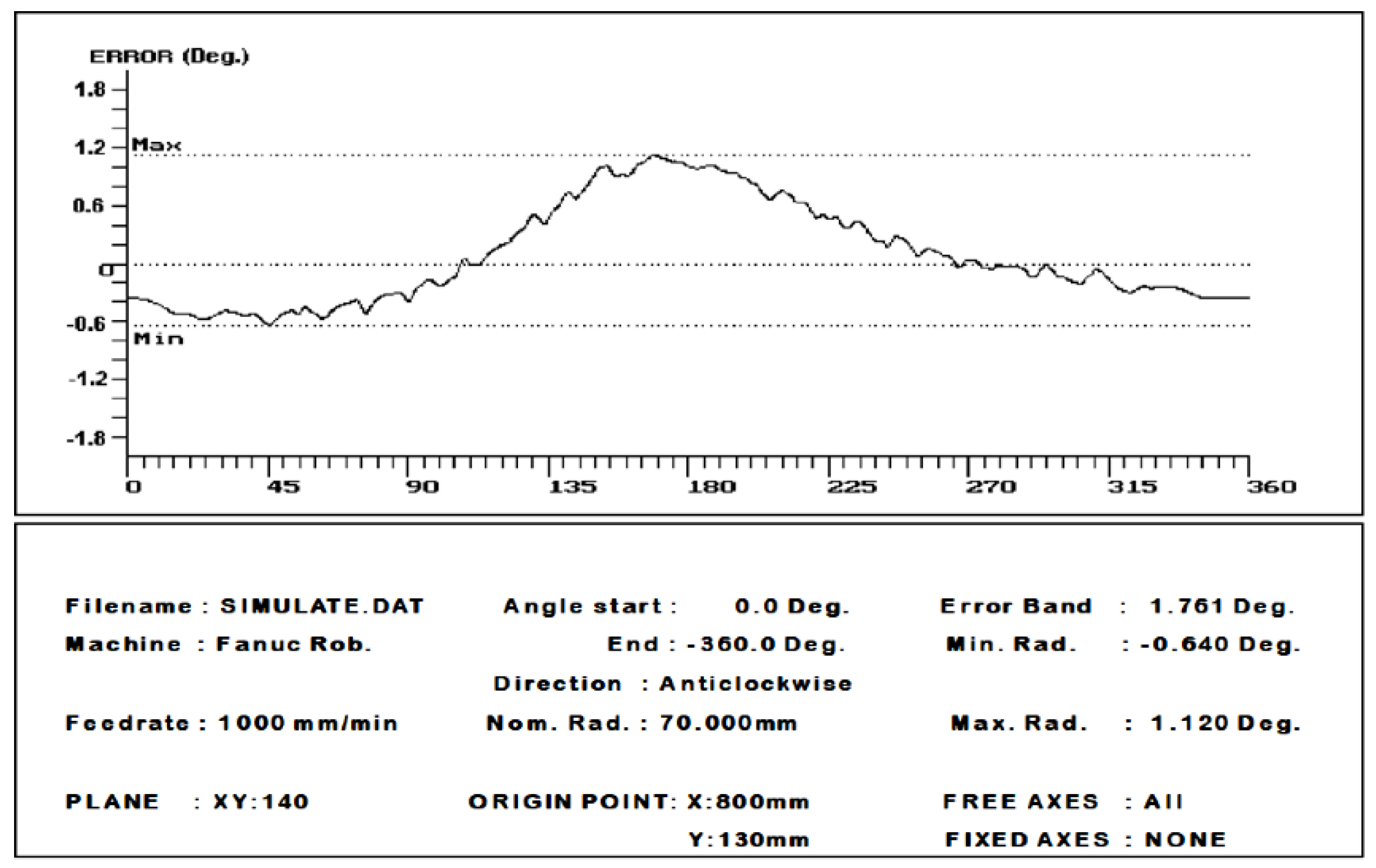
2.1. Orientation Test of Yaw Motion in the Robot End Effector
2.2. Orientation Test of Roll Motion in the Robot end Effector
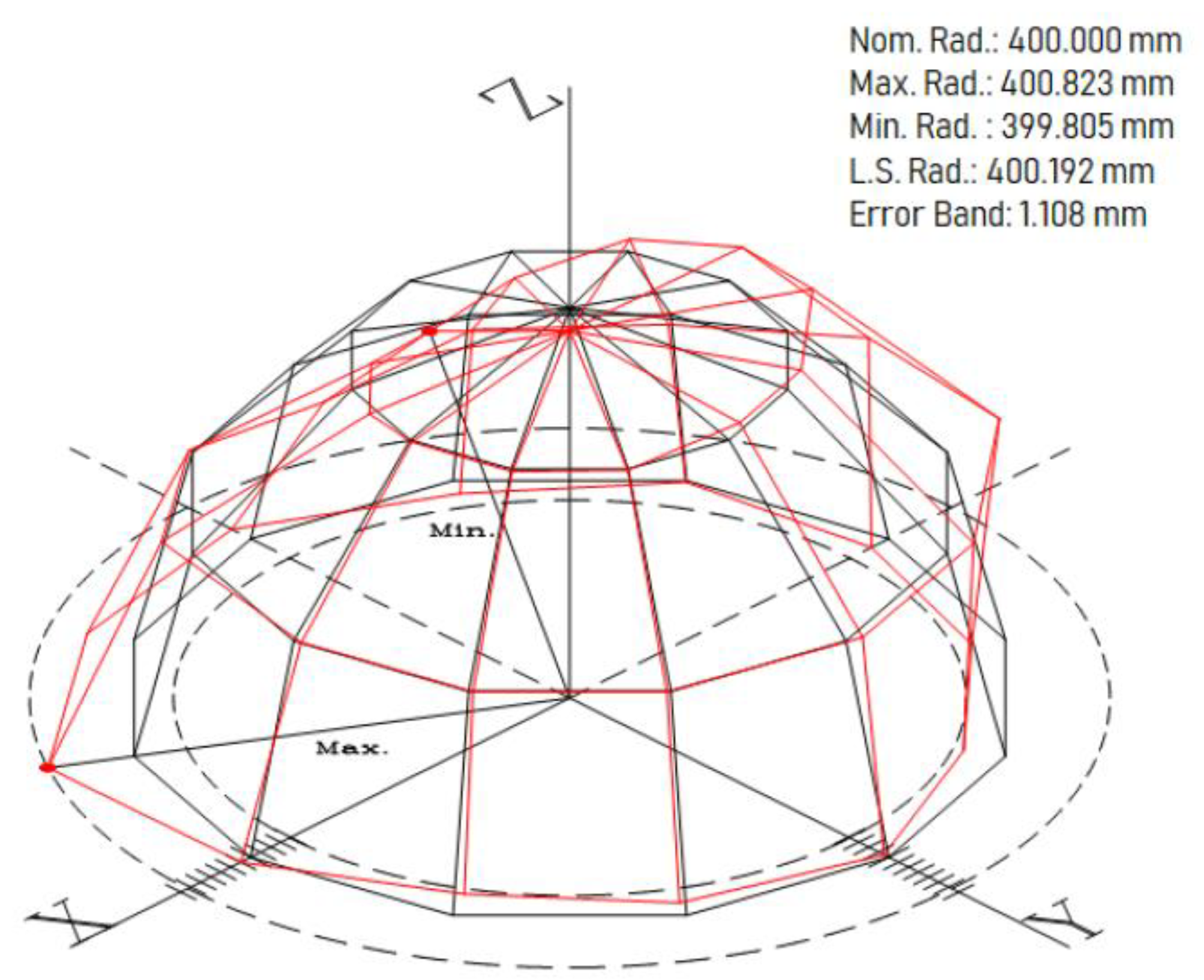
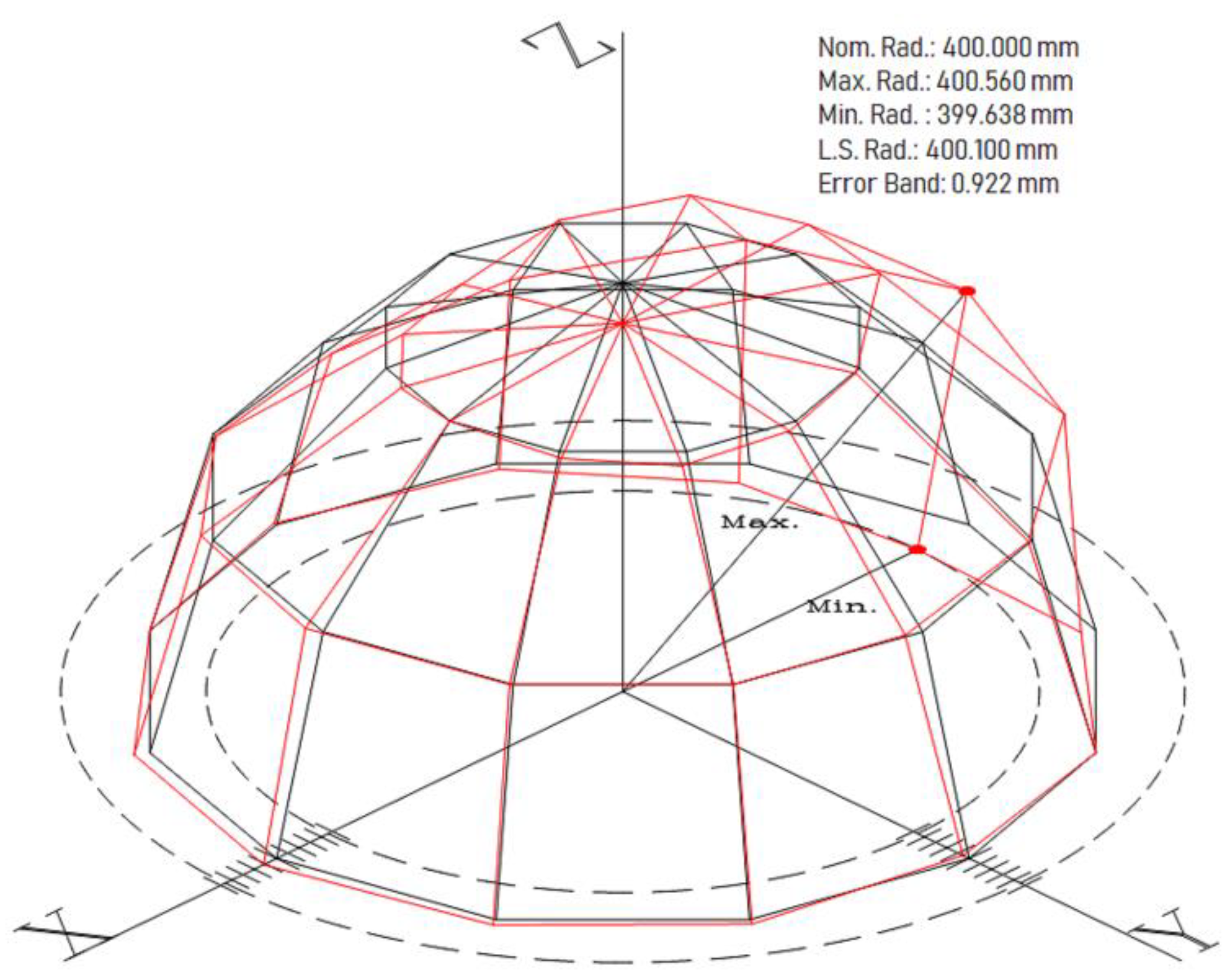
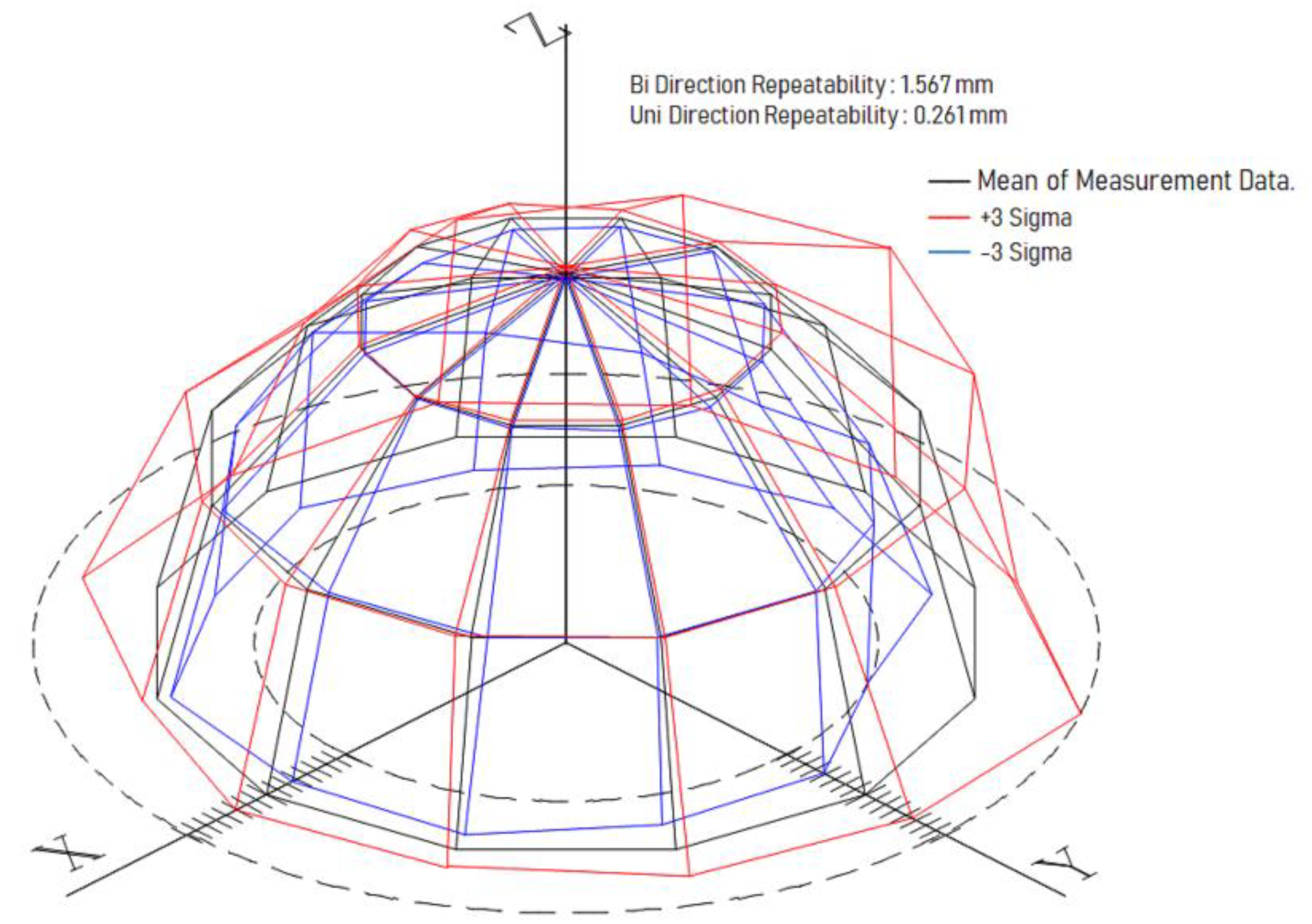
2.3. Radial Position Accuracy and Repeatability Test on a Hemisphere
3. Conclusions
Funding
Conflicts of Interest
References
- Brussel, H.V. Evaluation and testing of robots. CIRP Annals-Manufacturing Technology 1990, 39, 657–664. [Google Scholar] [CrossRef]
- Lau, K.; Hocken, J.A. Survey of current robot metrology methods. CIRP Annals-Manufacturing Technology 1984, 32, 485–488. [Google Scholar] [CrossRef]
- Warnecke, H.J.; Weck, M.; Brodbeck, B.; Engel, G. Assessment of industrial robots. CIRP Annals-manufacturing Technology 1980, 29, 391–396. [Google Scholar] [CrossRef]
- Chen, H.; Fuhlbrigge, T.; Choi, S.; Wang, J.; Li, X. Practical industrial robot zero offset calibration. In Proceedings of the 2008 IEEE International Conference on Automation Science and Engineering, Piscataway, NJ, USA, 23–26 Augst 2018; pp. 516–521. [Google Scholar]
- Lei, S.; Jingtai, L.; Weiwei, S.; Shuihua, W.; Xingbo, H. Geometry-based robot calibration method. In Proceedings of the 2004 IEEE International Conference on Robotics and Automation, ICRA ’04, New Orleans, LA, USA, 26 April–1 May 2004; pp. 1907–1912. [Google Scholar]
- Nubiola, A.; Bonev, I.A. Absolute Robot Calibration with Single Telescoping Ballbar. Precis. Eng. 2014, 38, 472–480. [Google Scholar] [CrossRef]
- Nguyen, H.N.; Zhou, J.; Kang, H.J. A new full pose measurement method for robot calibration. Sensors 2013, 13, 9132–9147. [Google Scholar] [CrossRef]
- Oh, Y.T. Robot accuracy evaluation using a ball-bar link system. Robotica 2011, 29, 917–927. [Google Scholar] [CrossRef]
- Oh, Y.T. Robot accuracy evaluation using a ball-bar link system. Int. J. Eng. Technol. (IJET) 2015, 7, 833–843. [Google Scholar] [CrossRef]
- Roth, Z.V.I.S.; Mooring, B.; Ravani, B. An overview of robot calibration. IEEE J. Robot. Autom. 1987, 3, 377–385. [Google Scholar] [CrossRef]
- Ginani, L.S.; Motta, J.M.S.T. Theoretical and practical aspects of robot calibration with experimental verification. J. Braz. Soc. Mech. Sci. Eng. 2011, 33, 15–21. [Google Scholar] [CrossRef]
- Dumas, C.; Caro, S.; Cherif, M.; Garnier, S.; Furet, B. A methodology for joint stiffness identification of serial robots. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–22 October 2010. [Google Scholar]
- Khalil, W.; Besnard, S. Geometric calibration of robots with flexible joints and links. J. Intell. Robot. Syst. 2002, 34, 357–379. [Google Scholar] [CrossRef]
- Ota, H.; Shibukawa, T.; Tooyama, T.; Uchiyama, M. Forward kinematic calibration and gravity compensation for parallel-mechanism-based machine tools. Proc. Inst. Mech. Eng. Part K J. Multi Body Dyn. 2002, 216, 39–49. [Google Scholar] [CrossRef]
- Beyer, L.; Wulfsberg, J. Practical robot calibration with ROSY. Robotica 2004, 22, 505–512. [Google Scholar] [CrossRef]
- Stone, H.; Sanderson, A. A prototype arm signature identification system. In Proceedings of the IEEE International Conference on Robotics and Automation, Raleigh, NC, USA, 31 March–3 April 1987. [Google Scholar]
- Nubiola, A.; Slamani, M.; Joubair, A.; Bonev, I.A. Comparison of two calibration meth-ods for a small industrial robot based on an optical CMM and a laser tracker. Robot. 2013, 32, 447–466. [Google Scholar] [CrossRef]
- Nubiola, A.; Bonev, I.A. Absolute calibration of an ABB IRB 1600 robot using a laser tracker. Robot. Comput. Integr. Manuf. Robot 2013, 29, 236–245. [Google Scholar] [CrossRef]
- Umetsu, K.; Furutnani, R.; Osawa, S.; Takatsuji, T.; Kurosawa, T. Geometric calibration of a coordinate measuring machine using a laser tracking system. Meas. Sci. Technol. 2005, 15. [Google Scholar] [CrossRef]
- Meng, Y.; Zhuang, H. Self-calibration of camera-equipped robot manipulators. Int. J. Robot Res. 2001, 20, 909–921. [Google Scholar] [CrossRef]
- Yeon Taek, O.H. Influence of the joint angular characteristics on accuracy of industrial robot. Ind. Robot Int. J. 2011, 38, 406–418. [Google Scholar] [CrossRef]
- Evans, J.C.; Taylerson, C.O. Measurement of Angle in Engineering; Her Majesty’s Stationery Office: London, UK, 1986. [Google Scholar]
- Warnecke, H.J.; Schiele, G. Performance characteristics and performance testing industrial robot-state of art. In Proceedings of the 1st Robotics and Europe Conference, Brussels, Belgium; 1984; pp. 5–7. [Google Scholar]
- Yeon Taek, O.H. Evaluation of the Accuracy Performance of Industrial Robot. Ph.D. Thesis, UMIST, Manchester, UK, 1997. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Robot Axes | Upper Backlash Point | Lower Backlash Point |
|---|---|---|
| Theta | 105° | 237° |
| W | 3° | 182° |
| U | 351° | 169° |
| Beta | 0° | 190° |
| Alpha | 82° | 290° |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
OH, Y.T. Study of Orientation Error on Robot End Effector and Volumetric Error of Articulated Robot. Appl. Sci. 2019, 9, 5149. https://doi.org/10.3390/app9235149
OH YT. Study of Orientation Error on Robot End Effector and Volumetric Error of Articulated Robot. Applied Sciences. 2019; 9(23):5149. https://doi.org/10.3390/app9235149
Chicago/Turabian StyleOH, Yeon Taek. 2019. "Study of Orientation Error on Robot End Effector and Volumetric Error of Articulated Robot" Applied Sciences 9, no. 23: 5149. https://doi.org/10.3390/app9235149
APA StyleOH, Y. T. (2019). Study of Orientation Error on Robot End Effector and Volumetric Error of Articulated Robot. Applied Sciences, 9(23), 5149. https://doi.org/10.3390/app9235149