1. Introduction
Carbon capture utilization and storage (CCUS) refers to a wide-ranging set of techniques that can be used to mitigate anthropogenic CO
2 emissions. Utilization methods include enhanced oil recovery (EOR), enhanced coal bed methane (ECBM), mineral carbonation, biological algae cultivation, conversion into synthesized fuels and chemicals feedstock. A recent review of the patents being published in field of CCUS concludes that, although the most patents concern utilization of CO
2 in the production of fuels and chemicals, there are also a large number of patents published on algae cultivation, EOR, and ECBM [
1].
The aim of many CCUS technologies is the re-use of CO
2 emissions in the location where they are generated thereby eliminating any need for transportation and driving the development of a more circular economy. However, in the case of EOR and ECBM, a transportation step is usually needed, which can represent a significant challenge to the implementation of these types of CCUS projects [
2,
3]. Although there exists around 8000 km of CO
2 pipeline in the world today, it is estimated that over 200,000 km of pipeline will be required by 2050 [
4]. In addition, as the variety of CO
2 sources considered in CCUS projects becomes more diverse, the challenges associated with transporting CO
2 can be expected to multiply.
The transportation of CO
2 by sea on a small scale has been a commercial practice in Europe for several years, where ships are used to transport food-quality CO
2 from production plants to coastal distribution terminals [
5]. The current commercial vessel sizes vary between 1000 and 1500 m
3 and the transport pressure is in the range 14–20 bara [
6]. Although the use of shipping in many CCUS projects would require a considerable scale-up in transport capacity, there are no technical barriers and shipping has long been identified as a potential option for the long-distance transport of CO
2. The IPCC special report on CCS [
5], for example, identifies shipping as the lowest cost option for distances over 1700 km. Other studies such as Mallon et al. [
7] and Jakobsen et al. [
8] have found that the trade-off distance for shipping could be much lower. As a result, shipping of CO
2 is a standard feature in the modelling of CCS transportation networks and a significant number of studies have been made into the technical and commercial aspects of the liquefaction processes required, for example, the studies of Mitsubishi in 2004 [
9], Jordal et al. in 2007 [
10], and Roussanaly et al. in 2014 [
11].
When transporting CO
2 in ships, the energy consumption of the liquefaction process is significant, implying high operating costs. As a result, many studies have considered the design of the liquefaction process, particularly with a focus on reducing energy consumption. Hegerland [
6] states that “in principle, there are two process alternatives” and goes on to suggest that when low temperature cooling water is available, CO
2 should be used directly as a cooling medium, but above a trade-off temperature, an in-direct ammonia (NH
3) refrigeration process becomes the best option. Subsequent studies have considered the selection of the optimal process flow scheme for the liquefaction of CO
2 in more detail. Although the majority of work is focused on either open cycle CO
2 processes or closed cycle NH
3 refrigeration processes, others have also studied more novel approaches such as the use of absorption refrigeration [
12], cascade refrigeration [
13], and the application of turbo expanders [
14]. Some have also compared a broad range of schemes. Alabdulkarem et al. [
13], for example, compares simple refrigeration schemes, cascade refrigeration schemes, and absorption refrigeration schemes using waste heat. Most studies, however, focus on the performance of one or two schemes and one set of operating conditions.
In addition to the selection of the process flow scheme, the chosen CO
2 transport pressure represents an important operating parameter for the liquefaction process. Hegerland [
6] states that “to reduce investment costs of storage and ship tanks, it is required to operate as close to the triple point of 5.17 bara and −56.6 °C as practically feasible.” Aspelund et al. [
15] and Lee et al. [
16] looked at 6.5 bara transportation pressure based on the design of current commercial CO
2 transportation by ship and also follow the assumption that the larger vessels used for CCS would operate at lower pressures. Decarre et al. [
17] compared liquefaction at 7 bara and 15 bara, finding that transportation at 15 bara offers both lowest cost and lowest energy consumption. Seo et al. over the course of two papers, [
18] and [
19], also studied the optimum liquefaction pressure conditions finding that the overall cost was lowest for 15 bara cases. More generally, both Seo et al. [
19], Alabdulkarem et al. [
13], and Jackson et al. [
20] found the optimum liquefaction pressure for the transportation of CO
2 by pipeline to be around 50 bara, which is well above the practical limits for ship-based transport.
In addition to Hegerland et al. [
6], Lee et al. [
21] also investigated the relationship between cooling temperature and liquefaction process performance. However, both of these studies only consider liquefaction at low pressure and Lee et al. limit their study to the performance of open cycle CO
2 processes. The approach taken by this study is, therefore, novel in as much as it studies how minimum energy consumption for a variety of different CO
2 liquefaction process, operating at up to 15 bara, varies with cooling temperature. The results of this study are used to identify the trade-off point in terms of minimum energy consumption for NH
3 and CO
2-based systems. The main aim of this study is to present a consistent set of data for the variation in the minimum energy consumption of CO
2 liquefaction across a range of ambient temperatures that can be used in the modelling a CCUS transportation systems.
2. Materials and Methods
The study method is set out below in two parts: first, a general description of the study approach is made, which breaks the methods employed into five steps; second, a more detailed description is presented for each of the five steps.
2.1. General Description
To begin with, a survey of previous studies was made to help identify the full range of possible process flow schemes available for the liquefaction process. Based on a review of the studies mentioned in the introduction, three were selected as the basis for further work that covered all of the principle flow scheme alternatives: Alabdulkarem et al. [
13], Seo et al. [
18], and Øi et al. [
14]. From these three studies, four “base” flow schemes were then selected.
In the first phase of the modelling work, each of the four “base” schemes were modelled using the parameters from the study to which they belong. This exercise provided both a verification of the modelling approach and the correct interpretation of the design intent of each scheme. The performance of each scheme was then compared using a new common set of “base” parameters to allow an unambiguous comparison of the performance of each process. Importantly, the operating parameters for each of the process schemes were optimized with the “base” parameters for minimum energy consumption. After this, an additional set of process flow schemes was developed based on the most promising features from the schemes already modelled and finally, the performance of all schemes was compared to identify the best performing schemes to be use in the final phase of modelling work.
In the final phase of work, the performance of the best performing schemes was investigated over a range of ambient temperature conditions. At each temperature condition the operating parameters of each scheme were optimized to provide an accurate reflection of how performance varies with ambient temperature.
The method described above is summarized below as a five-step process. More detail on each of the individual steps is then presented below under separate sub-headings.
Selection of “base” flow schemes and parameters
Validation of the modelling basis
Optimization and comparison of the “base” schemes
Development and selection of the study basis
Performance variation with cooling temperature
2.2. Selection of “Base” Flow Schemes and Parameters
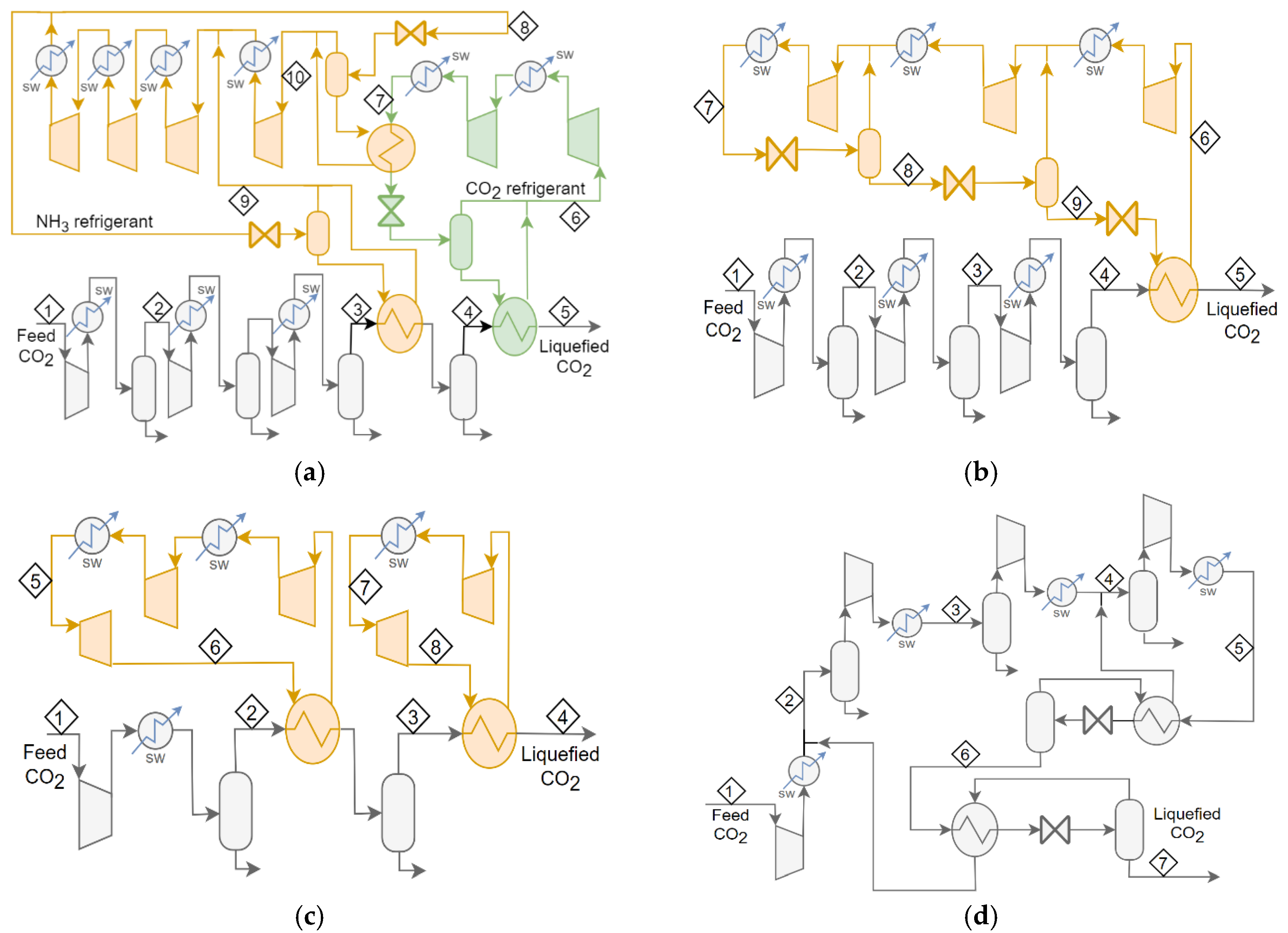
The “base” schemes selected for this study were: a CO
2-NH
3 closed-loop refrigerant cascade scheme as Case 1 from Alabdulkarem et al. [
13]; an NH
3 based refrigeration scheme as Case 2 from Seo et al. [
18] and as Case 3 from Øi et al. [
14]; and an open-cycle CO
2 scheme as Case 4, also from Øi et al. [
14]. A process flow diagram for each of these schemes is presented in
Figure 1.
Although each of these schemes was developed by the original study authors to achieve low energy consumption, each was developed based on a different set of modelling assumptions. A summary of the parameters used in each case is made below in
Table 1.
To select a process scheme as the basis for this work, it was determined that the performance of each of the four “base” case schemes (Cases 1 to 4) should be compared on a consistent basis. This basis was selected based on a review of the range of the original operating parameters used in Cases 1 to 4. A review of the earlier work carried out by Jackson et al. [
22] was also used to ensure compatibility with other related study work. The resulting “base” parameters are also summarized in
Table 1.
Omitted from
Table 1 is a summary of the CO
2 compositions used as the basis in each of the cases. This is partly for the sake of brevity and partly because the composition of the CO
2 stream used is not a focus of this study. For validation purposes, the CO
2 feed stream compositions used in Cases 1 to 4 corresponded to the original study basis; in all subsequent work a pure stream of CO
2 was used as the basis.
2.3. Process Modelling and Validation
A process model for each of the schemes was developed using Aspen HYSYS [
23]. Operating conditions and energy flows were calculated using the Peng Robinson equation of state. Earlier studies have confirmed that the Peng Robinson equation of state generally provides reasonable accuracy in predicting the relevant properties for pure CO
2 apart from the region immediately around the critical point [
24,
25].
To validate the modelling approach the flow schemes shown in
Figure 1 were recreated with the parameters used in their original development. Where modelling parameters could not be determined directly by reference to the published data, assumptions were made. In Case 1 the temperature out of the NH
2/CO
2 exchanger was unknown and was, therefore, selected in this work to provide minimum overall power. In the study data published for Case 2, the compressor stage pressure ratios are not reported and, therefore, in this work a constant pressure ratio (equal to 2.1) was assumed. In Case 3, the number of compressor stages used in the LP ammonia refrigeration is unclear and in this work two compression stages are used to limit maximum temperature to 150 °C.
The detailed modelling results for each of the four validation cases are presented in
Appendix A and a summary of the reported and modelled energy consumption is presented below in
Table 2, which shows good agreement between the reported and modelled values.
It is worth noting that in Case 1, the energy consumption associated with pumping the CO2 product up to 150 bara is included in the model validation work although this is not needed for liquefaction at low pressure.
2.4. Optimization and Comparison of the “Base” Schemes
To ensure a consistent basis for the comparison of the four “base” flow schemes, the fixed set of “base” parameters shown in
Table 1 were used in each of the cases. To ensure that the comparison was a fair one, the variable operating parameters for each case were optimized to achieve the minimum energy consumption for each case.
2.4.1. Implications of the “Base” Parameters
Implementation of the “base” parameters shown in
Table 1 in the “base” flow schemes for Cases 1 to 4 (illustrated in
Figure 1) has an impact on the flow scheme design in some cases. In Case 1, a cooling temperature of 25 °C and a maximum temperature of 150 °C requires one fewer stages in each of the three compressors compared to the “base” flow scheme illustrated in
Figure 1a. In Case 2, the CO
2 feed compressor also required one fewer stages for the 8.9 bara case compared to the scheme shown in
Figure 1, but the NH
3 compressor remained unchanged compared to the original design. In Case 3, due to a lower CO
2 feed pressure, an extra stage is needed in the CO
2 feed compressor. The low-pressure NH
3 refrigeration compressors associated with Case 3 also require an additional stage to meet the 150 °C limit, but the high-pressure compressor is unchanged. In Case 4, the CO
2 feed compressor also needs an additional stage, but the scheme is otherwise unchanged. Each of these modifications was implemented in the models developed for the “base” case flow schemes when making the comparisons of process performance for each case in this part of the study.
2.4.2. Optimization
The approach to optimization used in this study was to conduct the optimization outside of HYSYS using a link to MATLAB [
26]. This link allowed the two-way transfer of process parameters between MATLAB and HYSYS and the implementation of the optimization algorithms directly in MATLAB.
The optimization algorithms used in MATLAB were fminsearch and GA. fminsearch uses a simplex algorithm that is suitable for unconstrained, multi-variable, non-linear optimization problems. A benefit of this method is that it will usually quickly converge to a solution; a downside is that in some cases a local minimum may be obtained. A drawback specific to the application of this algorithm in this study is that an unconstrained search can also lead HYSYS to non-viable solutions (e.g., where temperature crossing is inevitable in heat exchangers), which pauses the HYSYS solver and requires a time-consuming re-set of the optimization process. The GA algorithm can solve smooth or non-smooth optimization problems with or without constraints. It is a stochastic, population-based, algorithm, which is generally slower than fminsearch to reach a solution, but more reliable in solving the global minimum.
The objective of the optimization work was to minimize the energy consumption, which can be expressed as the sum of all compressor and expander stage energy consumptions:
where
is the compressor discharge pressure level that is optimized,
is the compression stage energy flows (CO
2 and NH
3 compressor stages are not differentiated here),
is the expander stage energy flows (only relevant where an expander forms part of the process scheme), and
is the number of variable pressure specifications, which varies from case-to-case, as described in more detail below.
In Case 1, the condensing pressure in the CO2 refrigeration loop is set by the NH3 refrigeration process and the evaporating pressure is set by the liquefaction process; the maximum pressure in the NH3 refrigeration loop is set by the condensing temperature; and the discharge pressure from the first NH3 compressor stage is set by the liquefaction process. This leaves the two remaining pressure levels in the NH3 refrigeration compressor and the inter-stage pressure for the CO2 feed compressor as variables that can be optimized, giving .
In Case 2, the pressure level used in the second and third stages of the NH3 compressor are optimization variables along with the inter-stage pressure of the CO2 feed compressor, also giving .
In Case 3, the inter-stage pressure of the low pressure NH3 compressor is an optimization variable along with the inter-stage pressure of the CO2 feed compressor, making .
In Case 4, the discharge pressure for each of the CO2 compression stages is an optimization variable apart from the stage that occurs at the liquefaction pressure level, making .
When using the GA routine, the compressor stage outlet temperature was set as a constraint in the optimization algorithm for all cases:
where
is the temperature at each of the compressor discharge pressure levels that can be optimized. When fminsearch was used,
was checked manually and constrained, when necessary, by applying an appropriate constraint to an individual stage pressure level.
Table 3 presents the results of the optimization work for the “base” process schemes (Cases 1 to 4).
2.5. Development and Selection of the Study Basis
The performance comparisons made using the “base” parameters as shown in
Table 1 allowed the best performing processes to be identified from Cases 1 to 4 using the methods described above. The comparisons also helped—in some cases—to identify the potential improvements in the flow schemes. In particular, the use of expanders in place of valves in Case 4 was identified as a potential improvement along with the possibility of an additional stage of cooling in Cases 2 and 4.
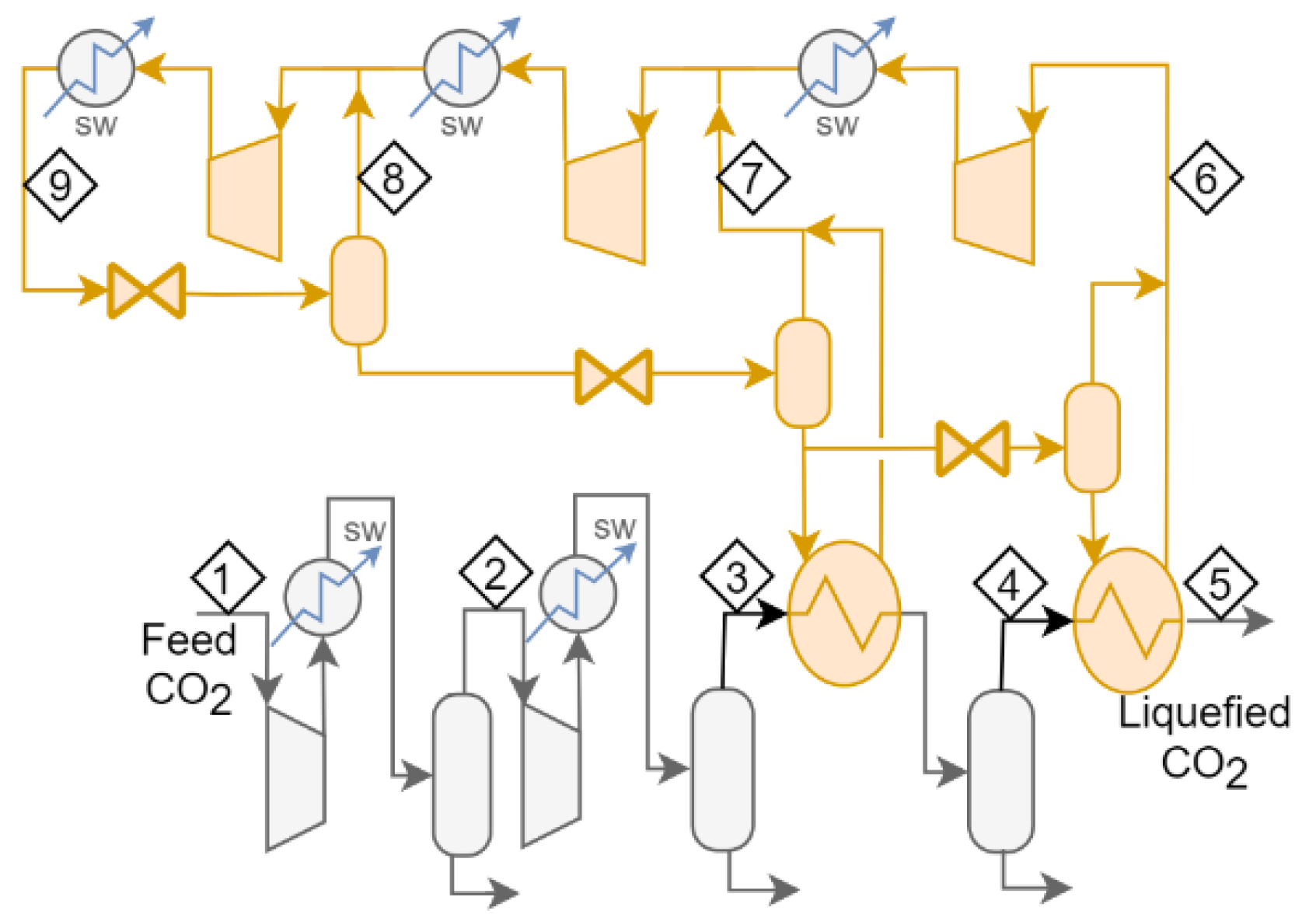
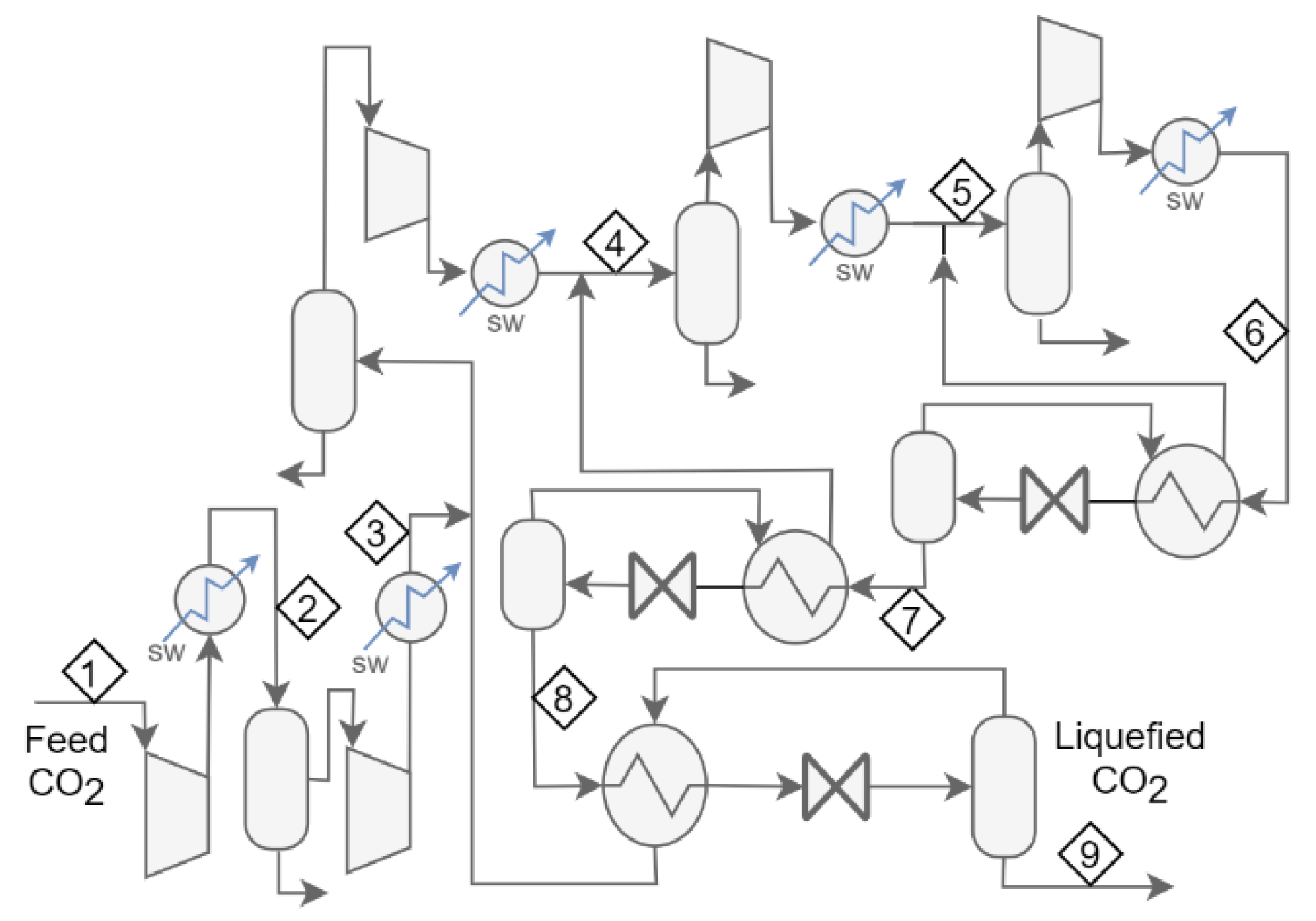
The application of these features in the flow schemes for Cases 1 to 4 leads to the development of five new cases. The new cases as called Case 4b, which is Case 4 with expanders replacing valves; Cases 5a and 5b, which are developed from Case 2 by adding an extra cooling stage (5a with valves and 4b with expanders); and Case 6, which is developed from Case 4 by adding an additional stage and valves or expanders.
Figure 2 and
Figure 3 present the flow scheme for Cases 5 and 6.
Each of these new cases were optimized following the same procedure as Cases 1 to 4. The number of optimization variables,
, for Cases 5a and b are each less than Case 2 because the pressure level in the second stage of the NH
3 compressor in Cases 5a and b is set by the temperature in the CO
2 cooler (i.e., just above 0 °C). This gives
for Cases 5a and 5b. Cases 6a and b have the same number of optimization variables as Case 4 (
).
Table 4 presents the results of the optimization work for Case 5 and Case 6.
Once the optimization process was complete, the best performing schemes were selected for the final part of the modelling work: the investigation of the impact of ambient temperature on energy consumption.
2.6. Performance Variation with Cooling Temperature
The method used to determine the Cases that would be studied in the final part of the modelling work was to first identify the best performing schemes and then second to consider what might represent the natural “next-best” process alternatives taking into consideration the complexity of each of the best performing cases. The selected cases were then optimized for temperatures in the range 15 to 50 °C aftercooler temperature.
4. Discussion
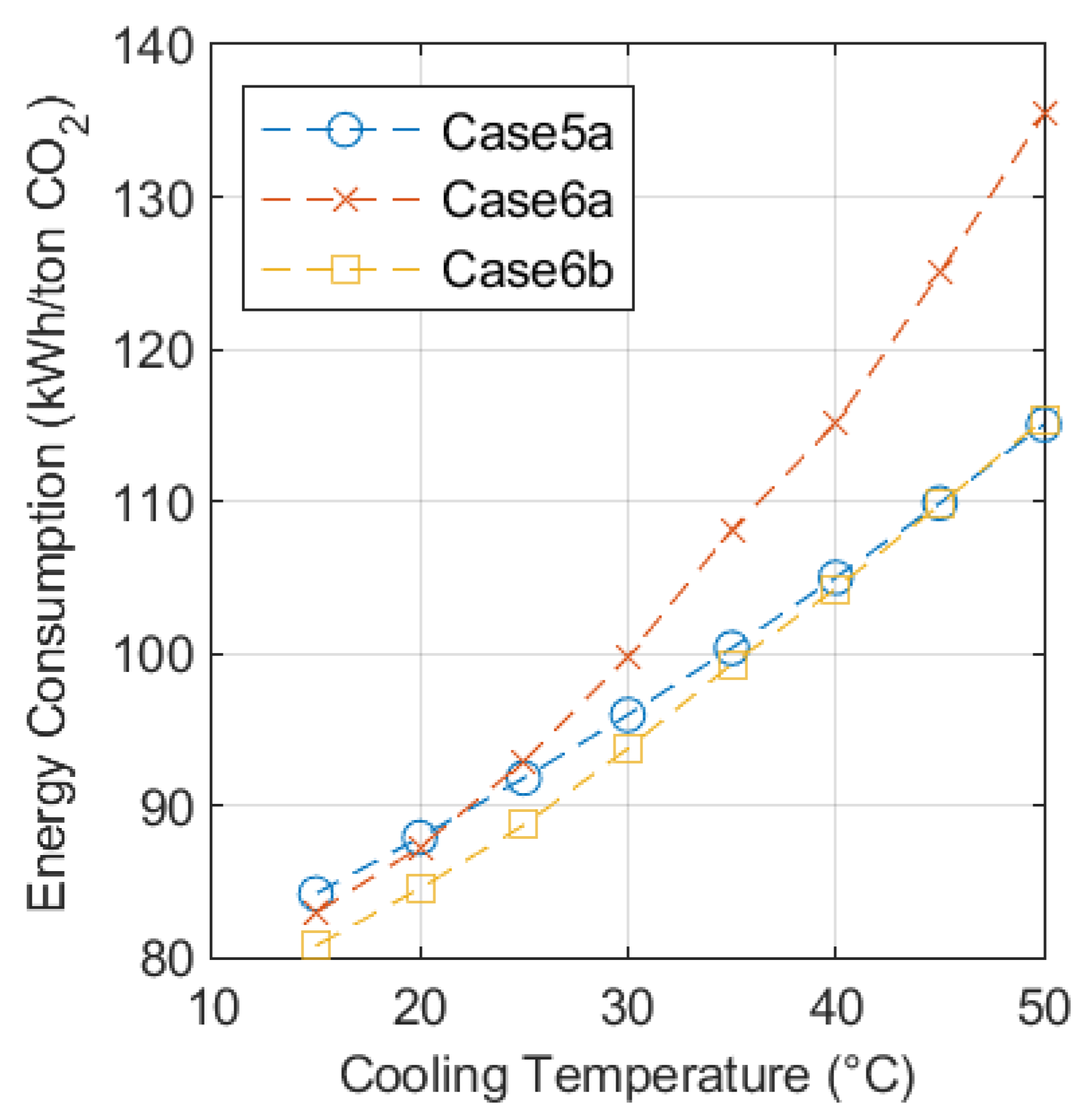
Table 2 shows that the modelling approach used in this study is validated by comparing the results with other similar studies. Additionally, the smoothness of the curves presented in
Figure 4 and
Figure 5 shows that the optimization of the process parameters for Cases 5a, 6a, and 6b has been made on a consistent basis giving confidence in the trends illustrated in the results.
The variation of performance with ambient temperature presented in
Figure 4 shows that Case 6a is the process that consumes the least energy across most of the temperature range studied. There is, however, a trade-off point around 45 °C, where Case 5a becomes the lowest energy consuming case. Case 6a does not offer the minimum energy consumption in any cases, but it does outperform Case 5a when the cooling temperature is below 20 °C. These trends support the original assertion of Hegerland [
6] that open-cycle CO
2-based systems outperform NH
3-based refrigeration at low temperatures.
It is worth noting that the comparison between Case 5a and 6b is not entirely a fair one since the machinery required in Case 6b is significantly more complicated than that required in Case 5a. The potential benefit of a turbo expander-based process would ultimately be determined by the optimum balance between operating and capital costs, which in-turn will vary between projects. Also worth noting is that Case 4b offers similar performance to Case 6b with a small reduction in process complexity. Although the life-cycle costing of these schemes falls outside the scope of this study, the results provided here suggest that all of the Cases 4b, 5a, 6a, and 6b would merit consideration in a techno-economic study of the CO2 liquefaction process.
Cases 5a and 6a could be considered “conventional” and are also similar in the level of process complexity involved. Case 6a does, however, have a potentially significant advantage over Case 5a because of the possibility of condensing water out of the CO2 stream at pressure levels above the final liquefaction pressure. This will reduce, and possibly eliminate, the requirement for an additional dehydration step in the process. Therefore, in Case 5a an additional pressure-drop associated with a dehydration unit located prior to the liquefaction step may be necessary, representing a small additional energy penalty for this process. Again, the level of dehydration required and the energy penalty this represents would be expected to vary on a project-by-project basis.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




