An Improved MB-LBP Defect Recognition Approach for the Surface of Steel Plates



Abstract
1. Introduction
2. Surface Defects of Steel Plates
2.1. Cracks
2.2. Scratches
2.3. Indentations
2.4. Pits
2.5. Scales
3. Principle of Multi-Block Local Binary Pattern
3.1. Principle of Local Binary Pattern
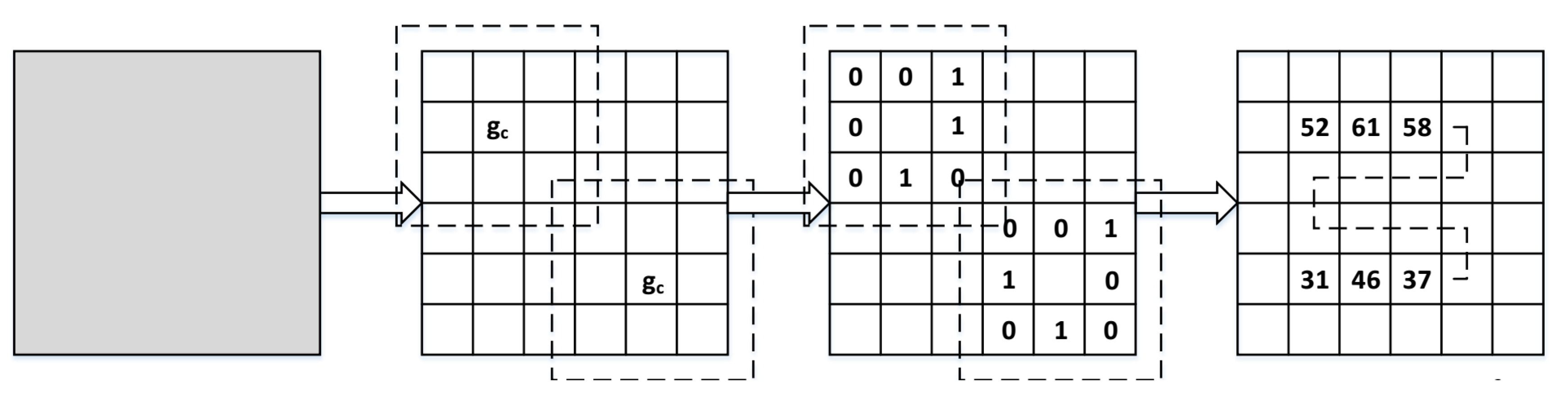
3.2. Principle of MB-LBP
4. Experiment and Analysis of Surface Defects Detection Based on MB-LBP
4.1. Experimental Design
4.1.1. Architecture of Surface Defect Detection System
4.1.2. Algorithms of Image Segmentation in Image Preprocessing
4.1.3. Experiment of Defect Feature Extraction and Defect Classification in this Paper
- (a)
- Select two image classes, i and j in the training set as the positive and negative sample sets;
- (b)
- Extract the MB-LBP features of all images in class i and j, then represent all images by the histogram vector;
- (c)
- Train the classifier between class i and j;
- (d)
- Repeat steps (a)~(c) until the training between any two classes is completed. Obtain the optimal classification surface of all classifiers.
4.1.4. Samples Sets of Experiment
4.1.5. Parameter Selection of MB-LBP
4.1.6. Hardware Configuration of Experimental Platform
4.2. Comparison of Experiment Result between MB-LBP and Other Algorithms
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Suresh, B.R.; Fundakowski, R.A.; Levitt, T.S.; Overland, J.E. A real-time automated visual inspection system for hot steel slabs. IEEE Trans. Pattern Anal. Mach. Intell. 1983, PAMI–5, 563–572. [Google Scholar] [CrossRef]
- Yun, J.P.; Choi, S.H.; Kim, J.W.; Kim, S.W. Automatic detection of cracks in raw steel block using Gabor filter optimized by univariate dynamic encoding algorithm for searches (uDEAS). NDT E Int. 2009, 42, 389–397. [Google Scholar] [CrossRef]
- Xu, K.; Yang, C.L.; Zhou, P.; Yang, C.; Li, X.G. On-line detection technique of surface cracks for continuous casting billets based on linear lasers. J. Univ. Sci. Technol. Beijing 2009, 31, 1620–1624. [Google Scholar]
- Pan, E.; Ye, L.; Shi, J.; Chang, T.S. On-line bleeds detection in continuous casting processes using engineering-driven rule-based algorithm. J. Manuf. Sci. Eng. 2009, 131, 061008. [Google Scholar] [CrossRef]
- Yu, J.; Wang, Z.; Li, P. Continuous casting slab surface feature classification method based on complex Contourlet feature vectors. J. Comput. Appl. 2014, 34, 3660–3664. [Google Scholar]
- Miyamoto, R.; Mizutani, K.; Wakatsuki, N.; Ebihara, T. Defect Detection in Billet Using Plane-Wave and Time-of-Flight Deviation with Transmission Method. In Proceedings of the 2018 IEEE International Ultrasonics Symposium (IUS), Kobe, Japan, 22–25 October 2018; pp. 1–4. [Google Scholar]
- Yan, J.; Li, Z.; Wang, Z. Research on surface defects of continuous casting billets based on mathematical morphology. Opt. Tech. 2018, 44, 8. [Google Scholar]
- Lin, J.; Yao, Y.; Ma, L.; Wang, Y. Detection of a casting defect tracked by deep convolution neural network. Int. J. Adv. Manuf. Technol. 2018, 97, 573–581. [Google Scholar] [CrossRef]
- He, D.; Xu, K.; Zhou, P.; Zhou, D. Surface defect classification of steels with a new semi-supervised learning method. Opt. Lasers Eng. 2019, 117, 40–48. [Google Scholar]
- Jiang, X.; Wang, X.; Chen, D. Research on Defect Detection of Castings Based on Deep Residual Network. In Proceedings of the 2018 11th International Congress on Image and Signal Processing, BioMedical Engineering and Informatics (CISP-BMEI), Beijing, China, 13–15 October 2018; pp. 1–6. [Google Scholar]
- Vascotto, M. High Speed Surface Defect Identification on Steel Strip. Metall. Plant Technol. Int. 2005, 4, 70–73. [Google Scholar]
- Maki, H.; Tsunozaki, Y.; Matsufuji, Y. Magnetic On-Line Defect Inspection System for Strip Steel. Iron Steel Eng. 1989, 66, 26–33. [Google Scholar]
- Ojala, T.; Pietikäinen, M.; Harwood, D. A Comparative Study of Texture Measures with Classification Based on Feature Distributions. Pattern Recognit. 1996, 3, 51–59. [Google Scholar] [CrossRef]
- Ojala, T.; Pietikäinen, M.; Maenpaa, T. Multiresolution grayscale and rotation invariant texture analysis with local binary patterns. IEEE Trans. Pattern Anal. Mach. Intell. 2002, 7, 971–987. [Google Scholar] [CrossRef]
- Xu, Q.; Yang, J.; Ding, S. Texture segmentation using LBP embedded region competition. ELCVIA Electron. Lett. Comput. Vis. Image Anal. 2005, 5, 41–47. [Google Scholar] [CrossRef][Green Version]
- Pietikaeinen, M.; Ojala, T.; Nisula, J.; Heikkinen, J. Experiments with two industrial problems using texture classification based on feature distributions. Proc. SPIE 1994, 2354, 197–205. [Google Scholar]
- Marzabal, A.; Torrens, C.; Grau, A. Texture-based characterization of defects in automobile engine valves. In Proceedings of the Ninth Symposium on Pattern Recognition and Image Processing, Ed. Univ. Jaume I Castellón, Spain, 2001; pp. 267–272. [Google Scholar]
- Bishop, C.M. Neural Networks for Pattern Recognition; Oxford University Press: Oxford, UK, 1995. [Google Scholar]
- Wang, H.; Bell, D.; Murtagh, F. Axiomatic approach to feature subset selection based on relevance. IEEE Trans. Pattern Anal. Mach. Intell. 1999, 21, 271–277. [Google Scholar] [CrossRef]
- Pietikainen, M.; Hadid, A.; Zhao, G.Y.; Ahonen, T. Computer Vision Using Local Binary Patterns; Springer: Berlin/Heidelberg, Germany, 2011; pp. 193–202. [Google Scholar]
- Zhang, L.; Chu, R.; Xiang, S.; Liao, S.; Li, S.Z. Face detection based on multi-block LBP representation. In Proceedings of the Advances in Biometrics, International Conference, ICB 2007, Seoul, Korea, 27–29 August 2007; pp. 11–18. [Google Scholar]
- Song, K.; Yan, Y. A noise robust method based on completed local binary patterns for hot-rolled steel strip surface defects. Appl. Surf. Sci. 2013, 285, 858–864. [Google Scholar] [CrossRef]
- Viola, P.; Jones, M. Rapid Object Detection using a Boosted Cascade of Simple Features. In Proceedings of the IEEE Computer Society Conference on Computer Vision & Pattern Recognition, Kauai, HI, USA, 8–14 December 2001; pp. 511–518. [Google Scholar]
- Nanni, L.; Lumini, A.; Brahnam, S. Survey on Lbp Based Texture Descriptors for Image Classification. Expert Syst. Appl. 2012, 39, 3634–3641. [Google Scholar] [CrossRef]
- Shan, C. Learning Local Binary Patterns for Gender Classification on Real-world Face Images. Pattern Recognit. Lett. 2012, 33, 431–437. [Google Scholar] [CrossRef]
- Huang, X.; Wei, S. An improved K-means clustering algorithm. In Proceedings of the World Automation Congress, Xi’an, China, 27–29 May 2016. [Google Scholar]
- Li, Y.; Liu, W.; Li, X.; Huang, Q.; Li, X. GA-SIFT: A new scale invariant feature transform for multispectral image using geometric algebra. Inf. Sci. 2014, 281, 559–572. [Google Scholar] [CrossRef]
- Bay, H.; Ess, A.; Tuytelaars, T.; Tuytelaars, T.; Van Gool, L. Speeded-up robust features (SURF). Comput. Vis. Image Underst. 2008, 110, 346–359. [Google Scholar] [CrossRef]
- Mohanaiah, P.; Sathyanarayana, P.; GuruKumar, L. Image texture feature extraction using GLCM approach. Int. J. Sci. Res. Publ. 2013, 3, 1. [Google Scholar]
- He, X.; Niyogi, P. Locality preserving projections. In Proceedings of the Advances in neural information processing systems, Whistler, BC, Canada, 9–11 December 2003; pp. 153–160. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Crack | Scratch | Indentation | Pit | Scale | total | |
|---|---|---|---|---|---|---|
| Training | 318 | 117 | 100 | 30 | 511 | 1076 |
| Testing | 296 | 175 | 174 | 139 | 913 | 1697 |
| Feature Dimension | Recognition Accuracy | Time Efficiency (ms/image) | |
|---|---|---|---|
| SIFT | 128 | 91.43% | 583 |
| SURF | 128 | 86.89% | 142 |
| GLCM | 20 | 84.27% | 248 |
| LBP | 256 | 89.05% | 41 |
| MB-LBP | 59 | 94.40% | 63 |
| CAE-SGAN | 224 × 224 (original image) | 96.21% | 434 |
| Defects | Recognition Accuracy with MB-LBP |
|---|---|
| Crack | 95.61% |
| Scratch | 94.29% |
| Indentation | 94.25% |
| Pit | 95.68% |
| Scale | 93.87% |
| Total | 94.40% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Xu, K.; Xu, J. An Improved MB-LBP Defect Recognition Approach for the Surface of Steel Plates. Appl. Sci. 2019, 9, 4222. https://doi.org/10.3390/app9204222
Liu Y, Xu K, Xu J. An Improved MB-LBP Defect Recognition Approach for the Surface of Steel Plates. Applied Sciences. 2019; 9(20):4222. https://doi.org/10.3390/app9204222
Chicago/Turabian StyleLiu, Yang, Ke Xu, and Jinwu Xu. 2019. "An Improved MB-LBP Defect Recognition Approach for the Surface of Steel Plates" Applied Sciences 9, no. 20: 4222. https://doi.org/10.3390/app9204222
APA StyleLiu, Y., Xu, K., & Xu, J. (2019). An Improved MB-LBP Defect Recognition Approach for the Surface of Steel Plates. Applied Sciences, 9(20), 4222. https://doi.org/10.3390/app9204222