Transmission Performance Analysis of RV Reducers Influenced by Profile Modification and Load

Abstract
:Featured Application
Abstract
1. Introduction
2. Analytical Model of RV Reducer with Tooth Profile Modifications
2.1. Contact Force Calculation
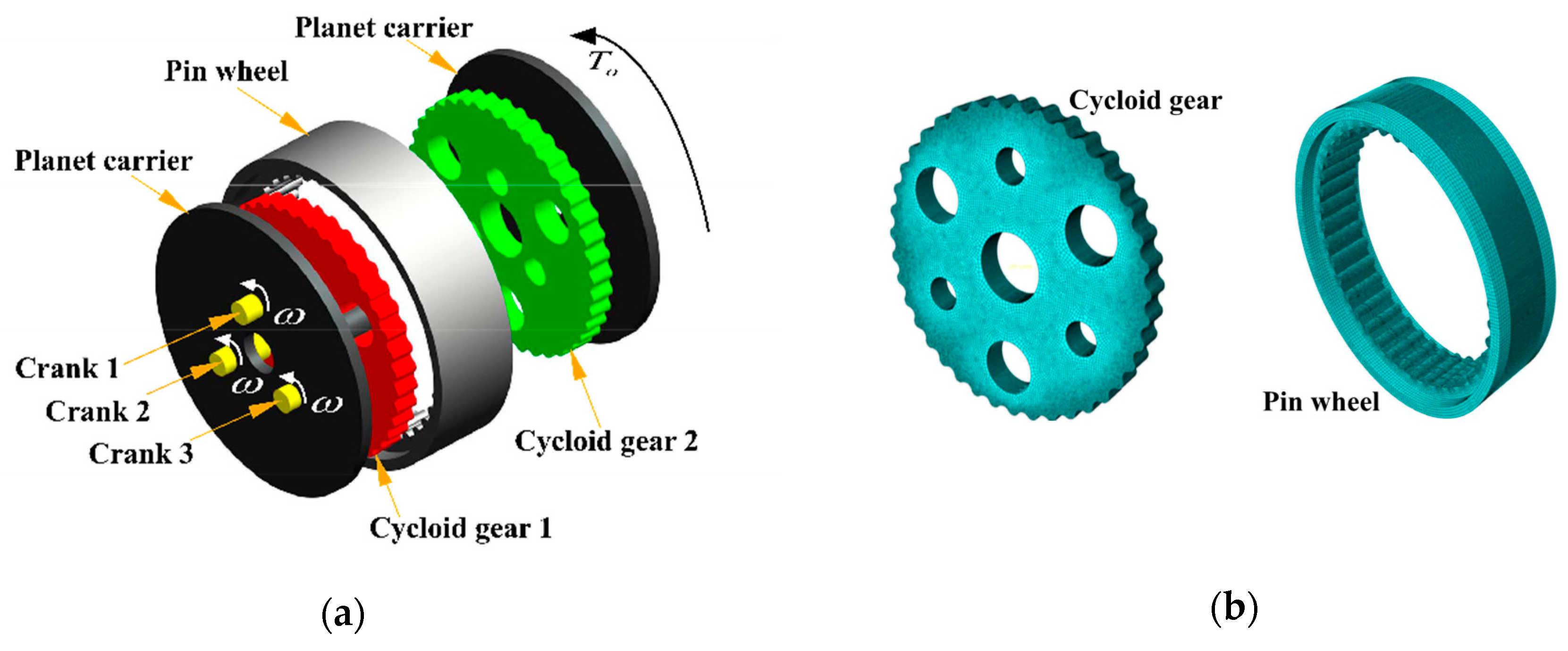
2.1.1. Contact Force Model
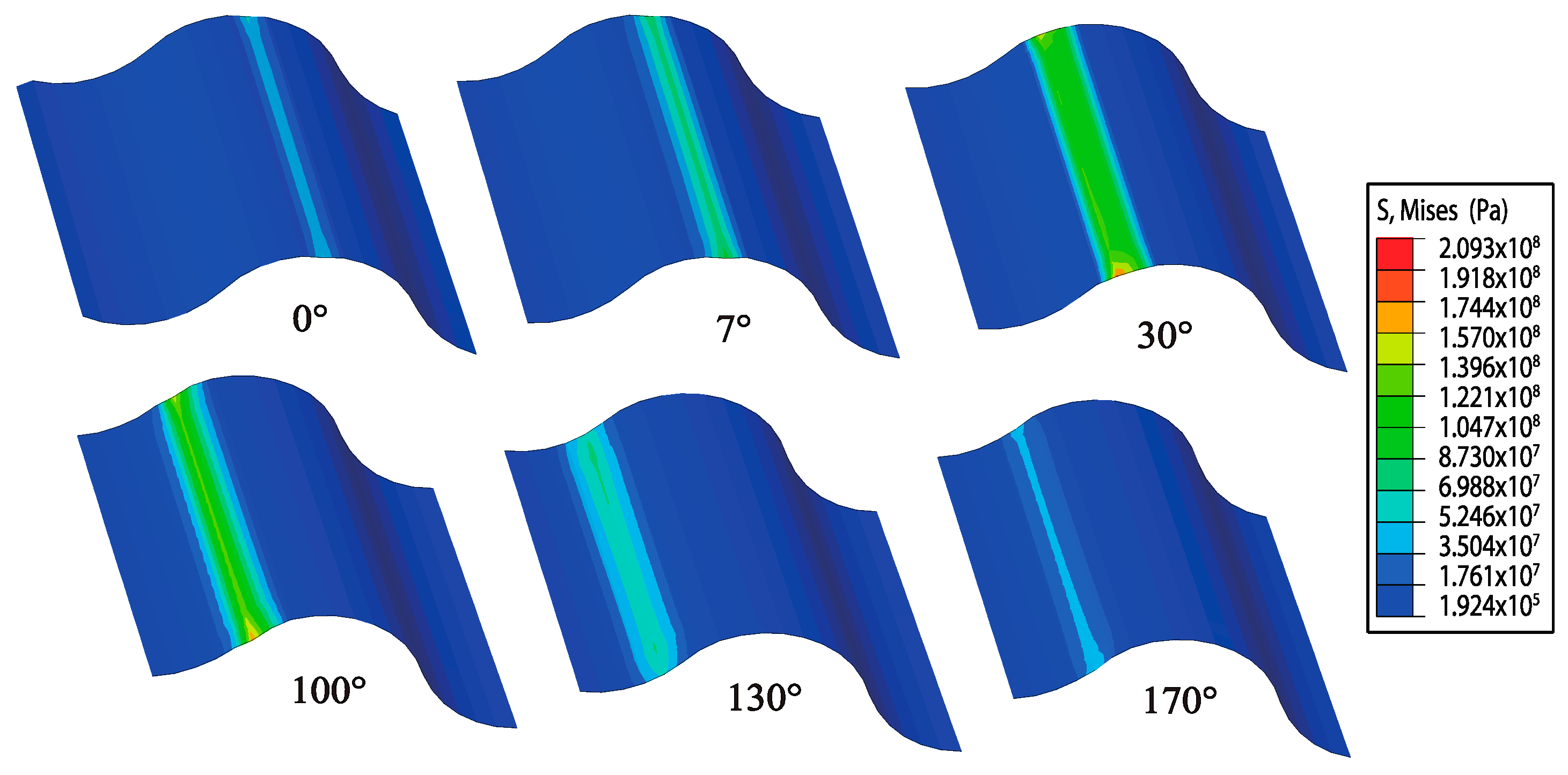
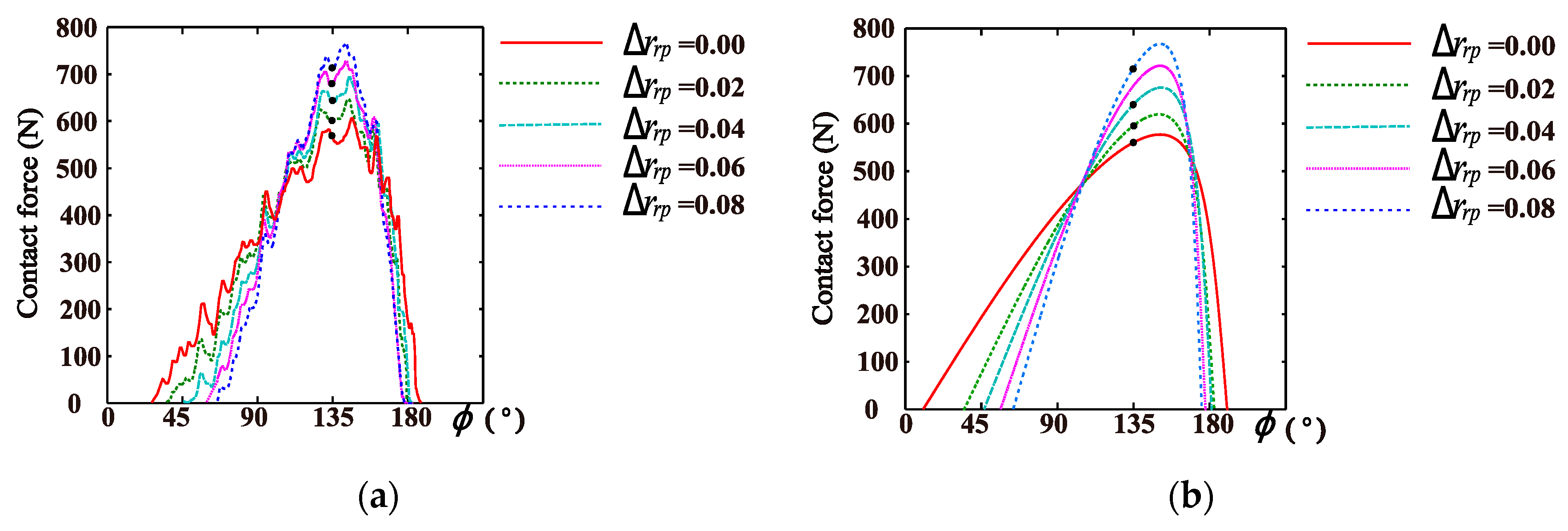
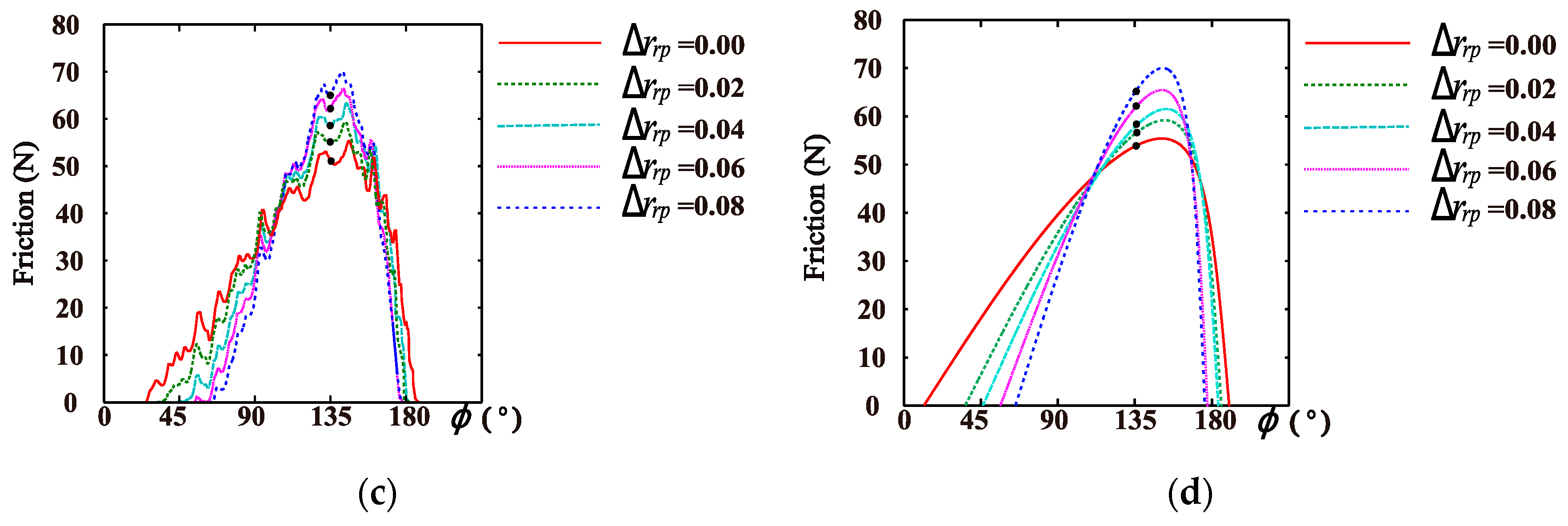
2.1.2. Contact Force Model Verification Using the Finite Element Method
2.2. Tranmission Error Calculation
2.2.1. Transmission Error Model of RV Reducer
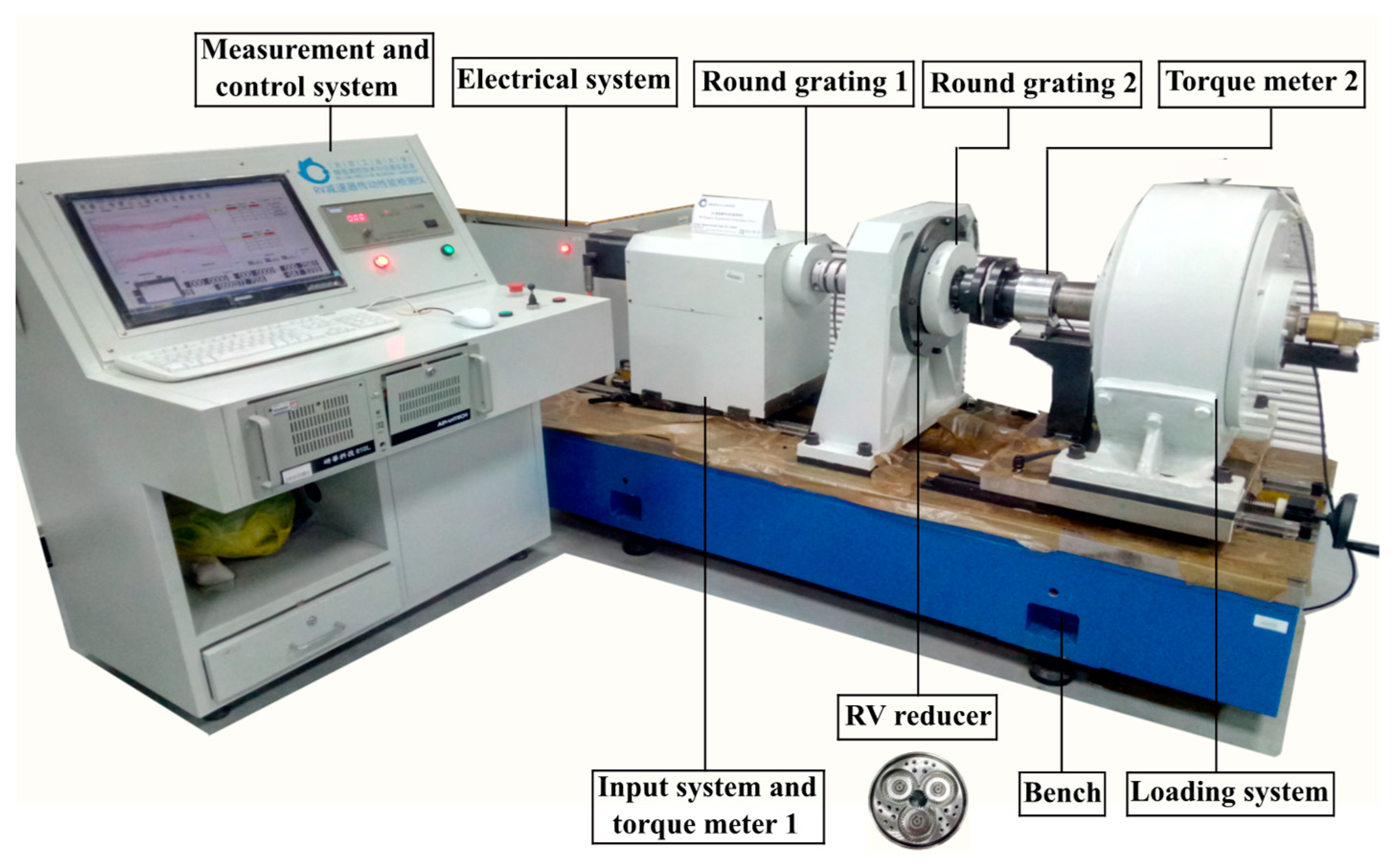
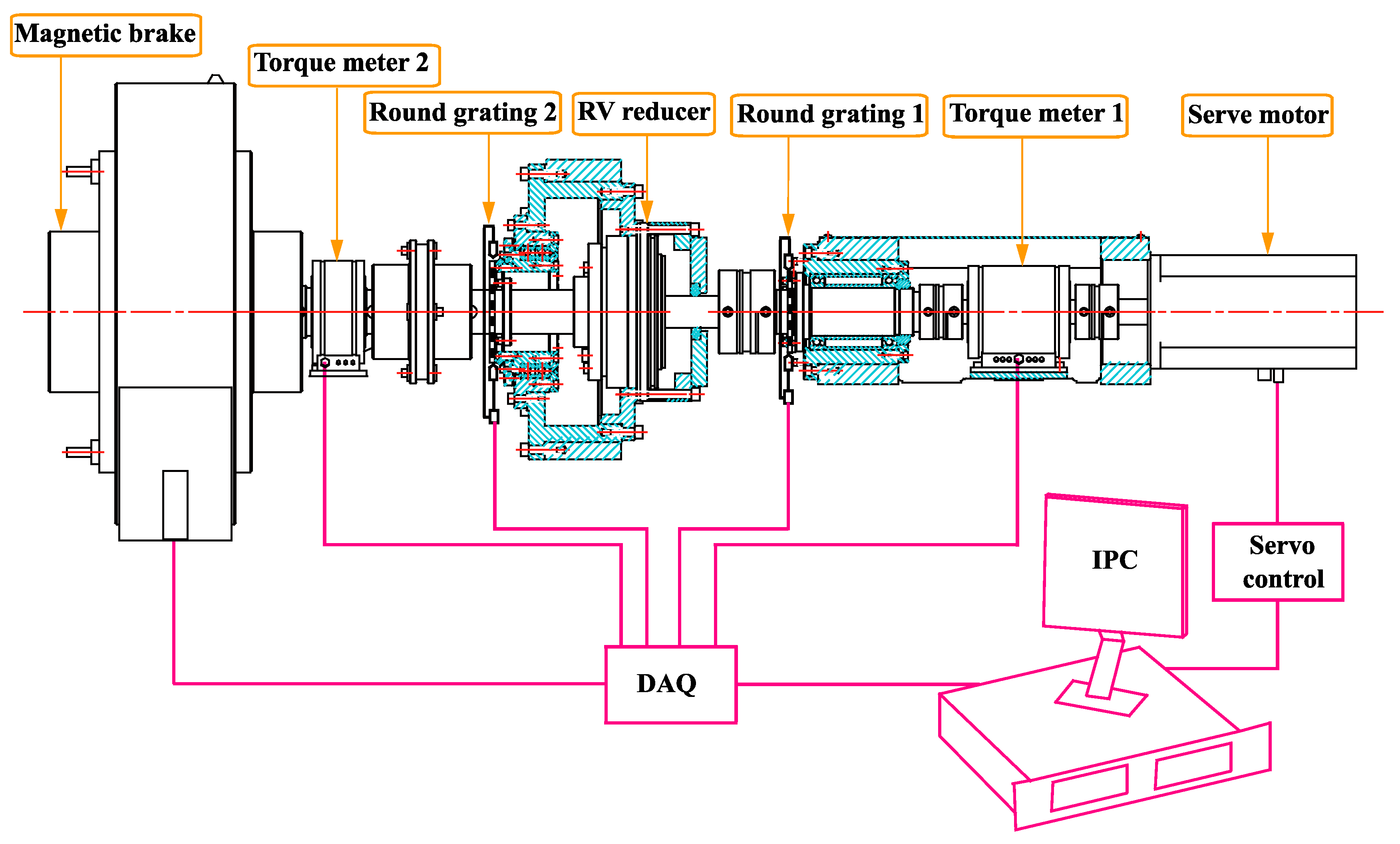
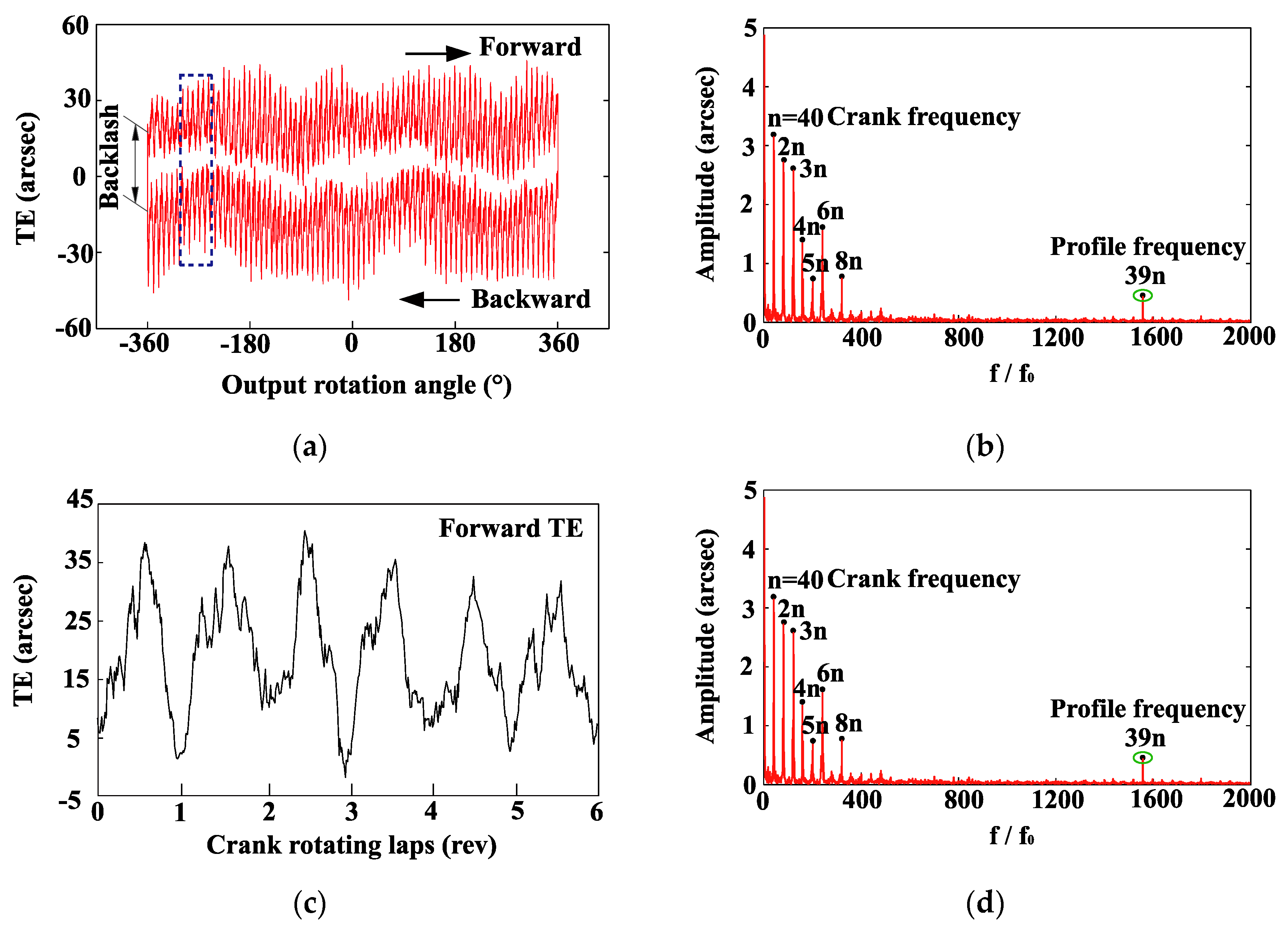
2.2.2. Transmission Error Measurement Experiment
2.3. Transmission Efficiency
2.4. Contact Ratio
3. Effects of Modification Coefficients and Load
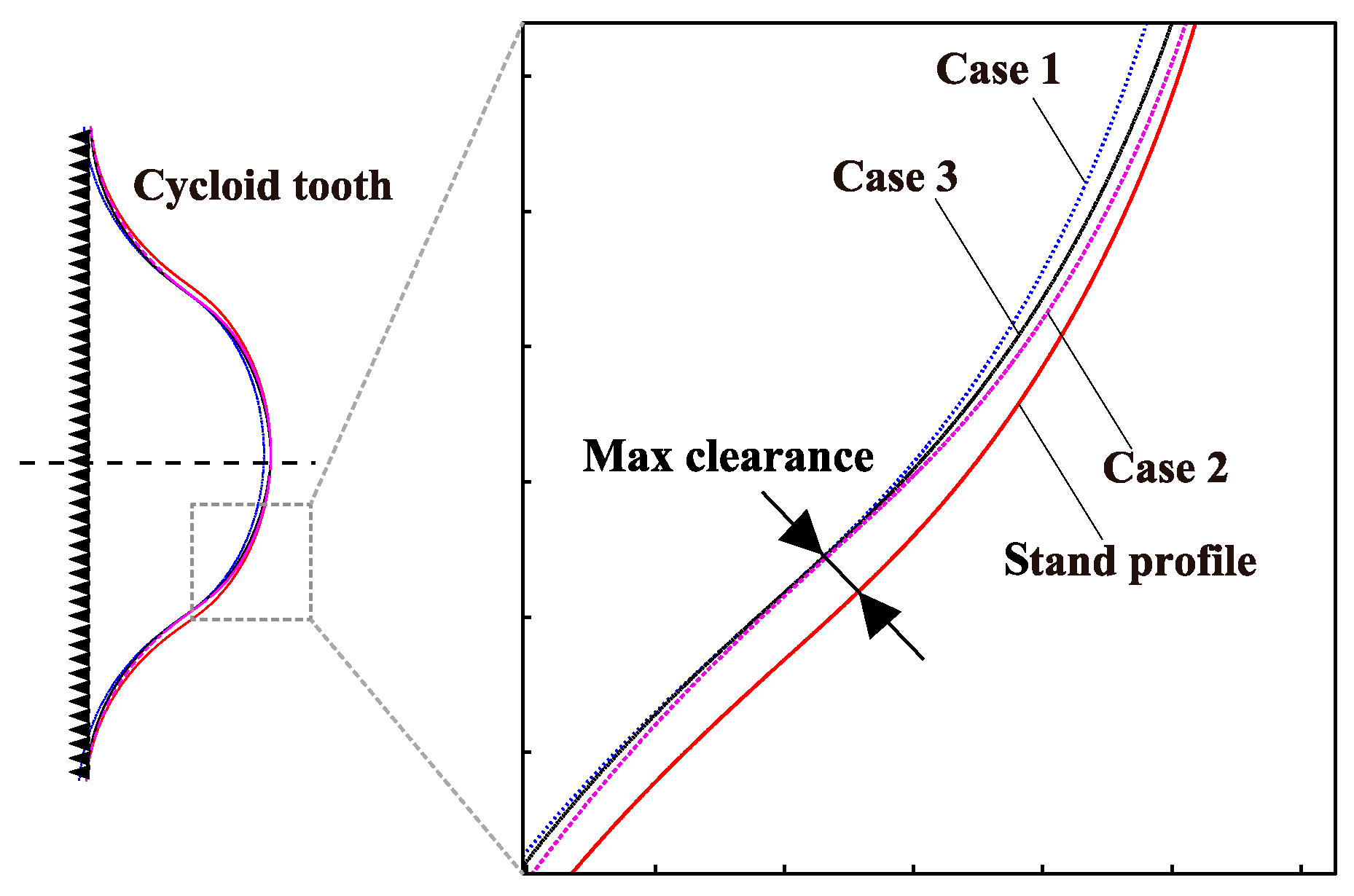
3.1. Tooth Profile Modification Method
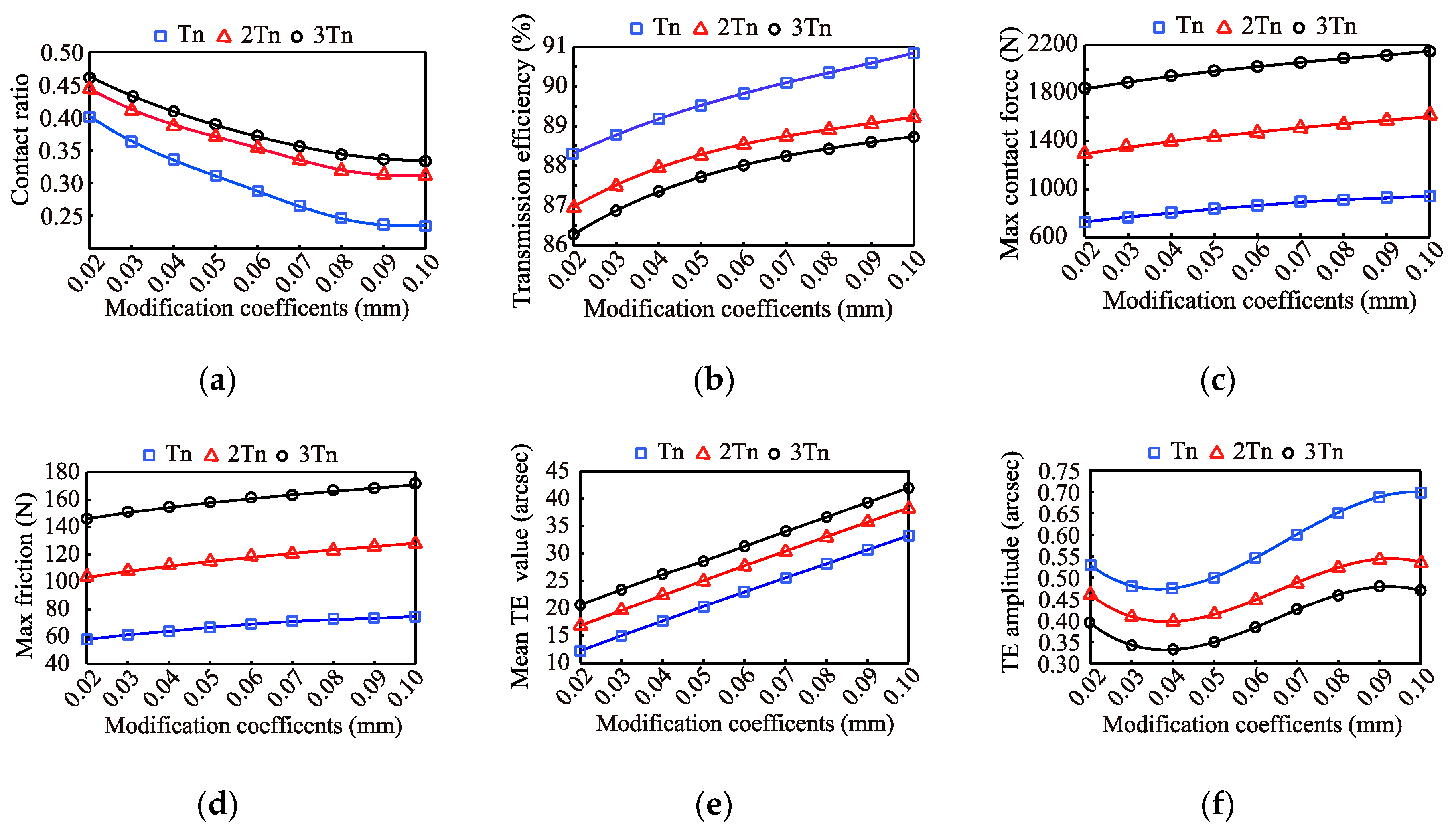
3.2. Influence of Load for Case 1 Modification Method
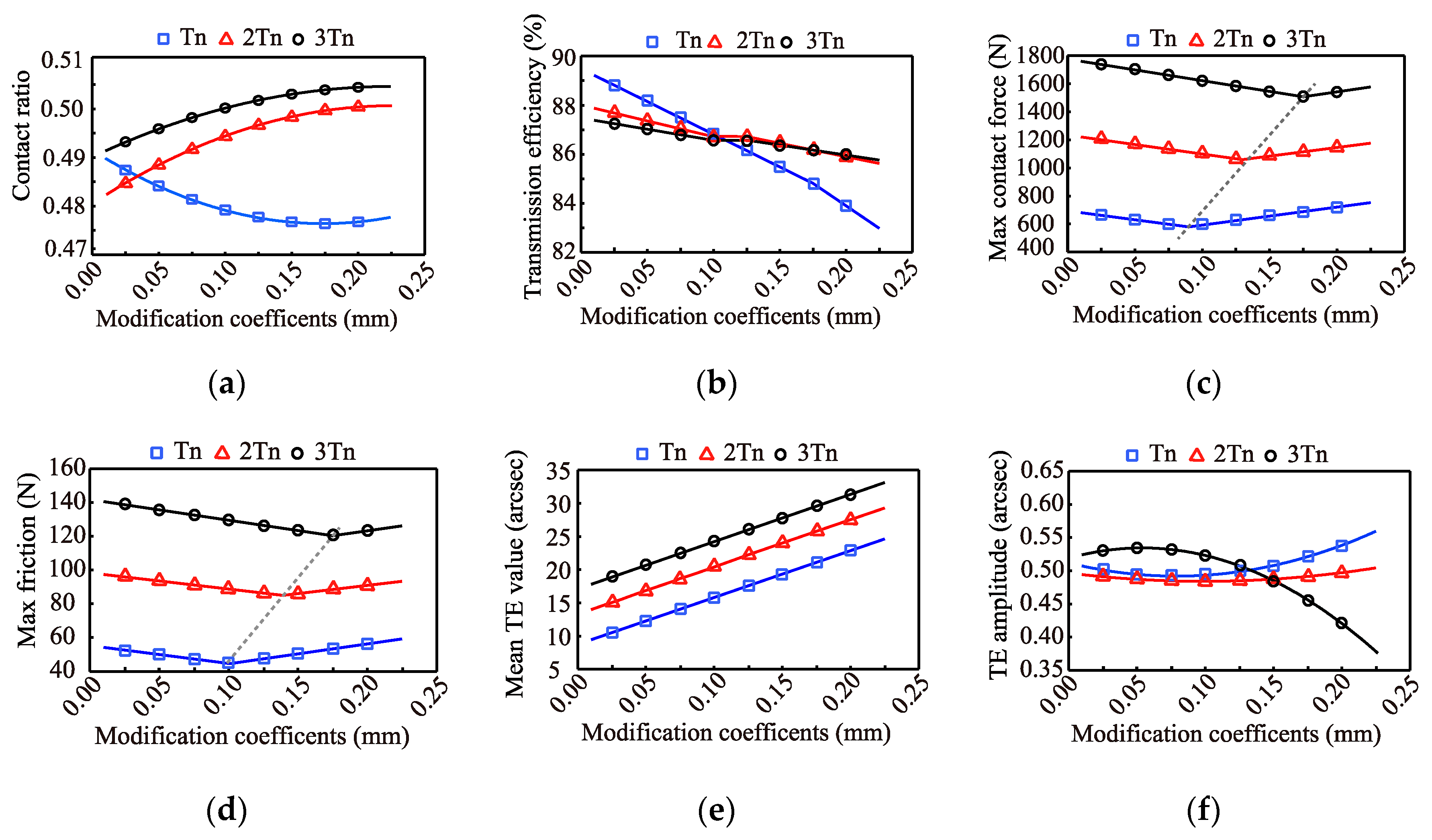
3.3. Influence of Load for Case 2 Modification Method
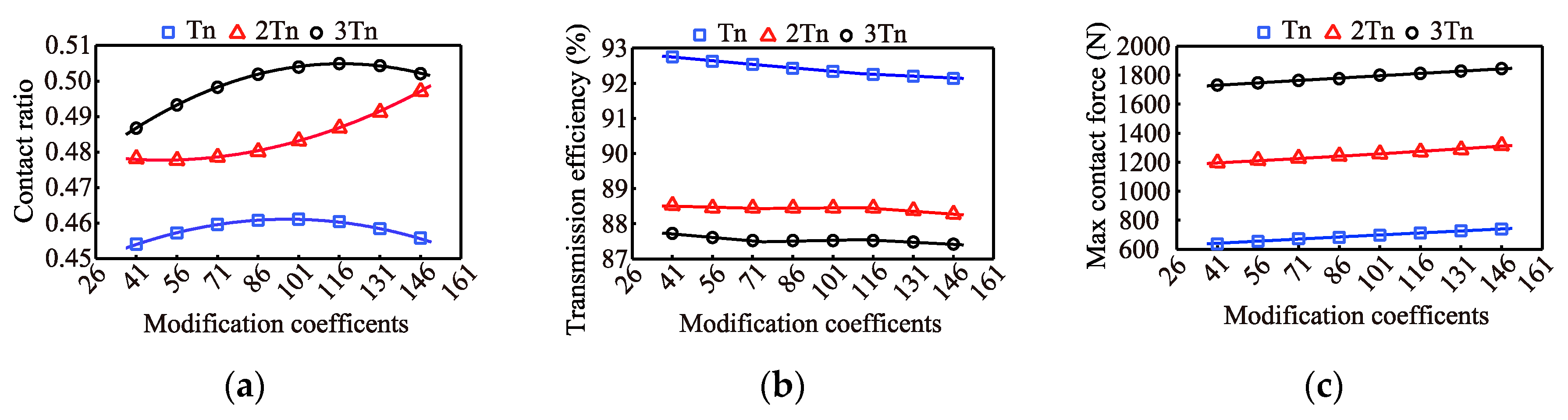
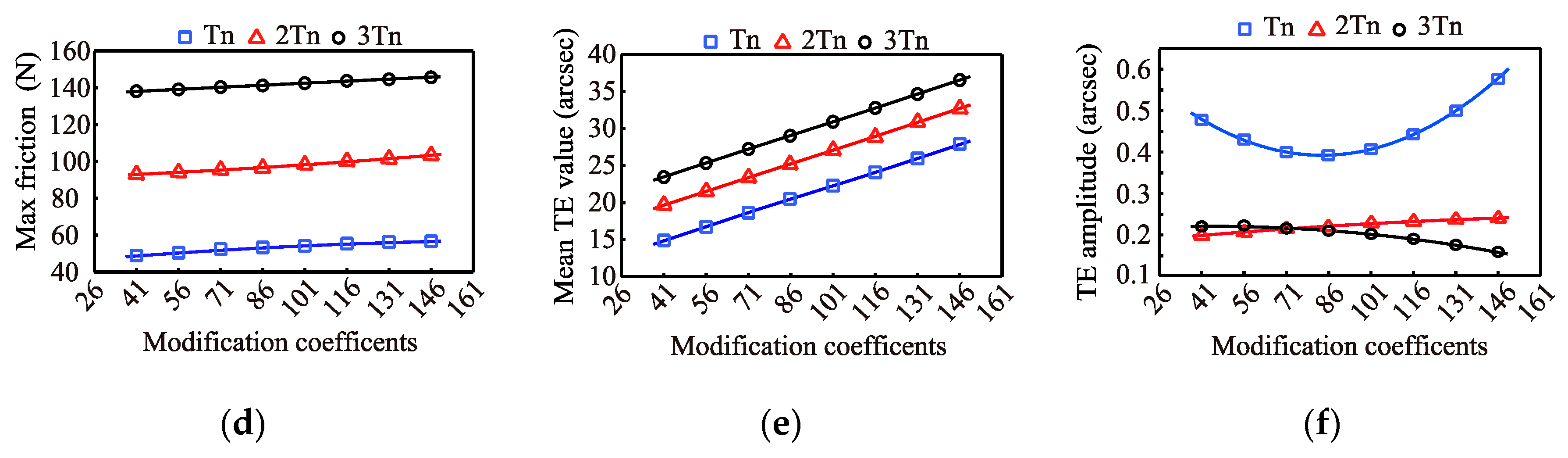
3.4. Influence of Load under Case 3 Modification Method
4. Discussion
5. Conclusions
- (1)
- The accuracies of the contact force model and the transmission error model were validated by comparing the calculation results of the FEM and the test results of the RV reducer prototype, respectively.
- (2)
- In general, a tooth profile modification and load have a comprehensive effect on an RV reducer. Both the modification and load increase the mean value of the transmission error, although the appropriate modification amount can be selected to minimize the amplitude of the transmission error under different loads. With modification method 2, the contact force and friction can be minimized under the optimal modification amount, which increases linearly with the load. When the load is large, increasing the modification amount will increase the contact ratio for modification methods 2 and 3.
- (3)
- Modification method 1 will significantly reduce the contact ratio and increase the contact force, although the friction torque will be reduced, thus improving the transmission efficiency. In general, modification method 2 achieves a good performance and is suitable for common modification occasions. The transmission efficiency and contact ratio of modification method 3 are almost unaffected by the modification, and thus the method is suitable when a large clearance and load are needed.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Pham, A.D.; Ahn, H.J. High precision reducers for industrial robots driving 4th industrial revolution: state of arts, analysis, design, performance evaluation and perspective. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 519–533. [Google Scholar] [CrossRef]
- GB/T 37718-2019. Precision Planetary Cycloidal Reducers for Robot; Standardization Administration of the People’s Republic of China: Beijing, China, 2019. [Google Scholar]
- Xu, H.; Shi, Z.Y.; Yu, B.; Wang, H. Optimal measurement speed and its determination method in the transmission precision evaluation of precision reducers. Appl. Sci. 2019, 9, 2146. [Google Scholar] [CrossRef]
- Xu, H.; Shi, Z.Y.; Yu, B.; Wang, H. Dynamic measurement of the lost motion of precision reducers in robots and the determination of optimal measurement speed. J. Adv. Mech. Des. Syst. 2019, 13, JAMDSM0044. [Google Scholar] [CrossRef]
- Yang, Y.H.; Zhang, J.; Xu, L.X. Precision analysis of RV transmission mechanism. J. Tianjin Univ. 2013, 46, 623–628. [Google Scholar]
- Li, B.; Du, J.W.; Chen, L.; Xu, H.J.; Hou, C.Y. Transmission error analysis for industrial robot RV reducer. J. Xi’an Jiaotong Univ. 2017, 10, 1–6. [Google Scholar]
- Zhang, L.Y.; Zhou, H.K.; Wang, C.L.; Qiao, X.T. Analysis of meshing characteristics and return clearance of precision cycloid transmission for robot. J. Mech. Trans. 2017, 3, 50–53. [Google Scholar]
- Huang, C.S. On the Surface Design, Tooth Contact Analysis, and Optimum Design of Cycloidal Drives with Modified Tooth Profiles. Master’s Thesis, National Cheng Kung University, Tainan, Taiwan, 2006. [Google Scholar]
- Lin, W.; Shih, Y.; Lee, J. Design of a two-stage cycloidal gear reducer with tooth modifications. Mech. Mach. Theory 2014, 79, 184–197. [Google Scholar] [CrossRef]
- Ren, Z.Y.; Mao, S.M.; Guo, W.C.; Guo, Z. Tooth modification and dynamic performance of the cycloidal drive. Mech. Syst. Signal Pr. 2017, 85, 857–866. [Google Scholar] [CrossRef]
- Wang, R.; Gao, F.Q.; Liu, T.D. Study on modification and compensation of tooth profile of RV reducer cycloidal gear. Chin. J. Sci. Instrum. 2018, 3, 81–88. [Google Scholar]
- Sun, X.; Han, L.; Ma, K. Lost motion analysis of CBR reducer. Mech. Mach. Theory 2018, 120, 89–106. [Google Scholar] [CrossRef]
- Ma, H.; Pang, X.; Feng, R.J.; Wen, B.C. Evaluation of optimum profile modification curves of profile shifted spur gears based on vibration responses. Mech. Syst. Signal Pr. 2016, 70, 1131–1149. [Google Scholar] [CrossRef]
- Tsai, S.J.; Huang, C.H. A study on loaded tooth contact analysis of a cycloid planetary gear reducer considering friction and bearing roller stiffness. J. Adv. Mech. Des. Syst. 2017, 6, JAMDSM0077. [Google Scholar]
- Liang, S.F.; Den, X.Z.; Li, T.X.; Wang, C.L.; Yang, J.Z. Tooth contact analysis of cycloidal pinwheel drive in RV reducer of robot. J. Mech. Trans. 2017, 11, 17–22. [Google Scholar]
- XU, L.; YANG, Y. Dynamic modeling and contact analysis of a cycloidal-pin gear mechanism with a turning arm cylindrical roller bearing. Mech. Mach. Theory 2016, 104, 327–349. [Google Scholar] [CrossRef]
- Xu, L.X.; Chen, B.K.; Li, C.Y. Dynamic modelling and contact analysis of bearing-cycloid-pinwheel transmission mechanisms used in joint rotate vector reducers. Mech. Mach. Theory 2019, 137, 432–458. [Google Scholar] [CrossRef]
- Lin, K.S.; Chan, K.Y.; Lee, J.J. Kinematic error analysis and tolerance allocation of cycloidal gear reducers. Mech. Mach. Theory 2018, 124, 73–91. [Google Scholar] [CrossRef]
- Ma, J.; Qian, L.F.; Chen, G.S. Dynamic analysis of mechanical systems with planar revolute joints with clearance. Mech. Mach. Theory 2015, 94, 148–164. [Google Scholar] [CrossRef]
- Editorial Board of Machinery Handbook. Machinery Handbook. (Gear Train); China Machine Press: Beijing, China, 2007. [Google Scholar]
- Shin, J.H.; Kwon, S.M. On the lobe profile design in a cycloid reducer using instant velocity center. Mech. Mach. Theory 2006, 41, 596–616. [Google Scholar] [CrossRef]
- Abramowitz, M.; Stegun, I.A. Handbook of Mathematical Functions with Formulas, Graphs, and Mathematical Tables; Doves Publications: New York, NY, USA, 1974. [Google Scholar]
- Lankarani, H.M.; Nikravesh, P.E. A contact force model with hysteresis damping for impact analysis of multibody systems. ASME J. Mech. Des. 1990, 112, 369–376. [Google Scholar] [CrossRef]
- Qin, Z.; Lu, Q. Analysis of impact process model based on restitution coefficient. J. Dyn. Control 2006, 4, 294–298. [Google Scholar]
- Flores, P.; Ambrósio, J.; Claro, J.C.; Lankarani, H.M. Translational joints with clearance in rigid multibody systems. J. Comput. Nonlinear Dyn. 2008, 3, 011007. [Google Scholar] [CrossRef]
- Hsieh, C.F. Dynamics analysis of cycloidal speed reducers with pinwheel and nonpinwheel designs. ASME J. Mech. Des. 2014, 136, 091008. [Google Scholar] [CrossRef]
- Wang, H.; Ishida, T.; Hidaka, T.; Hashimoto, M. Rotational transmission error of K-H-V planetary gears with cycloid gear (3rd report, Mutual effects of errors of the elements on the rotational transmission error). JSME Trans. 1994, 60, 286–293. [Google Scholar]
- Concli, F.; Maccioni, L.; Gorla, C. Lubrication of gearboxes: CFD analysis of a cycloidal gear set. WIT Trans. Eng. Sci. 2019, 123, 101–112. [Google Scholar]
- Zhengzhou Institute of Technology. Cycloid-Pin Planetary Transmission; Science Press: Beijing, China, 1978. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Transmission ratio | 81 |
| Pin center circle radius (mm) | 114.5 |
| Crank center circle radius (mm) | 70 |
| Pin radius (mm) | 5 |
| Eccentricity (mm) | 2.2 |
| Pin number | 40 |
| Number of cycloid disc teeth | 39 |
| Width of cycloid disc (mm) | 18 |
| Rated output torque (N·m) | 784 |
| Elasticity modulus of pin (MPa) | 2.19 × 105 |
| Poisson’s ratio of pin | 0.3 |
| Elasticity modulus of cycloid disc (MPa) | 2.11 × 105 |
| Poisson’s ratio of cycloid disc | 0.292 |
| Modification parameter (mm) | 0.05 |
| Modification parameter (mm) | 0.05 |
| Modification Parameter | Contact Force (N) | Relative Difference (%) | Friction (N) | Relative Difference (%) | ||
|---|---|---|---|---|---|---|
| Analytical Method | FE Method | Analytical Method | FE Method | |||
| 0 | 550 | 575 | 4.54 | 53 | 51 | 3.77 |
| 0.02 | 582 | 603 | 3.61 | 56 | 55 | 1.78 |
| 0.04 | 625 | 655 | 4.81 | 58 | 59 | 1.72 |
| 0.06 | 673 | 685 | 1.78 | 62 | 61 | 1.61 |
| 0.08 | 701 | 725 | 3.42 | 65 | 66 | 1.53 |
| Name | Type | Range | Accuracy |
|---|---|---|---|
| Torque sensors | HY-G33/HY-G32 | ±10 N·m/±1500 N·m | ±0.25% Fs |
| Round gratings | REXM | 360° | ±2″/±1″ |
| Harmonic Components | Amplitudes (Arcsec) | Harmonic Components | Amplitudes (Arcsec) | Harmonic Components | Amplitudes (Arcsec) |
|---|---|---|---|---|---|
| 1 | 4.81 | 3n | 2.44 | 6n | 1.42 |
| n | 3.28 | 4n | 1.56 | 8n | 0.68 |
| 2n | 2.68 | 5n | 0.64 | 39n | 0.47 |
| Parameters | Analytical Method | Test Results | Difference (%) |
|---|---|---|---|
| Backlash (arcsec) | 28.61 | 31.03 | 7.79% |
| TE (arcsec) | 0.49 | 0.47 | 4.08% |
| Case 1 | Case 2 | Case 3 | |
|---|---|---|---|
| 0.01 mm | 0.02 to 0.1 mm | 0.01 to 0.225 mm | 41 to 161 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Shi, Z.-Y.; Yu, B.; Xu, H. Transmission Performance Analysis of RV Reducers Influenced by Profile Modification and Load. Appl. Sci. 2019, 9, 4099. https://doi.org/10.3390/app9194099
Wang H, Shi Z-Y, Yu B, Xu H. Transmission Performance Analysis of RV Reducers Influenced by Profile Modification and Load. Applied Sciences. 2019; 9(19):4099. https://doi.org/10.3390/app9194099
Chicago/Turabian StyleWang, Hui, Zhao-Yao Shi, Bo Yu, and Hang Xu. 2019. "Transmission Performance Analysis of RV Reducers Influenced by Profile Modification and Load" Applied Sciences 9, no. 19: 4099. https://doi.org/10.3390/app9194099
APA StyleWang, H., Shi, Z.-Y., Yu, B., & Xu, H. (2019). Transmission Performance Analysis of RV Reducers Influenced by Profile Modification and Load. Applied Sciences, 9(19), 4099. https://doi.org/10.3390/app9194099