Sand Removal Mechanism of a High-Speed Roller Bit with Helical Sealing

Abstract
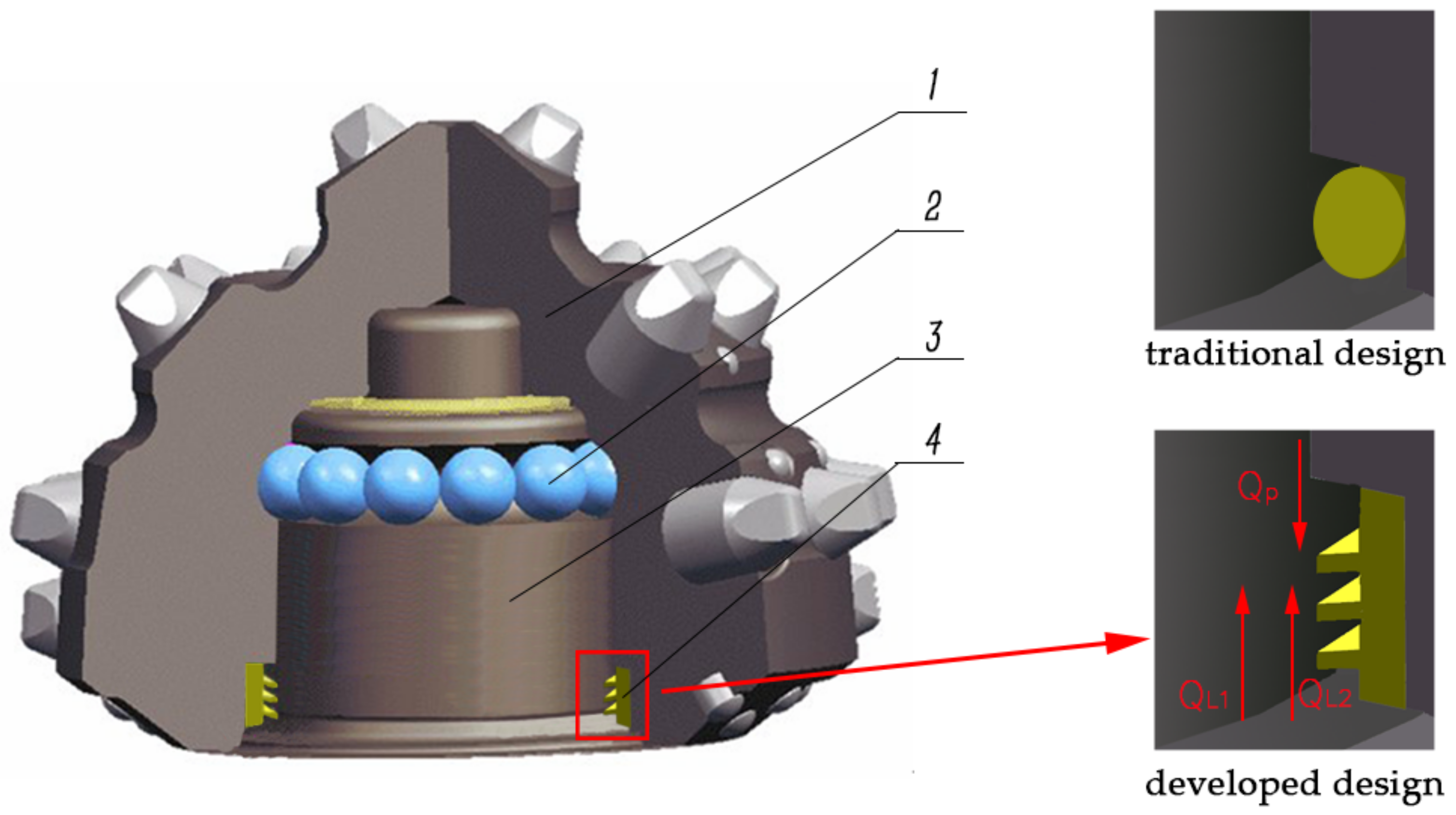
:1. Introduction
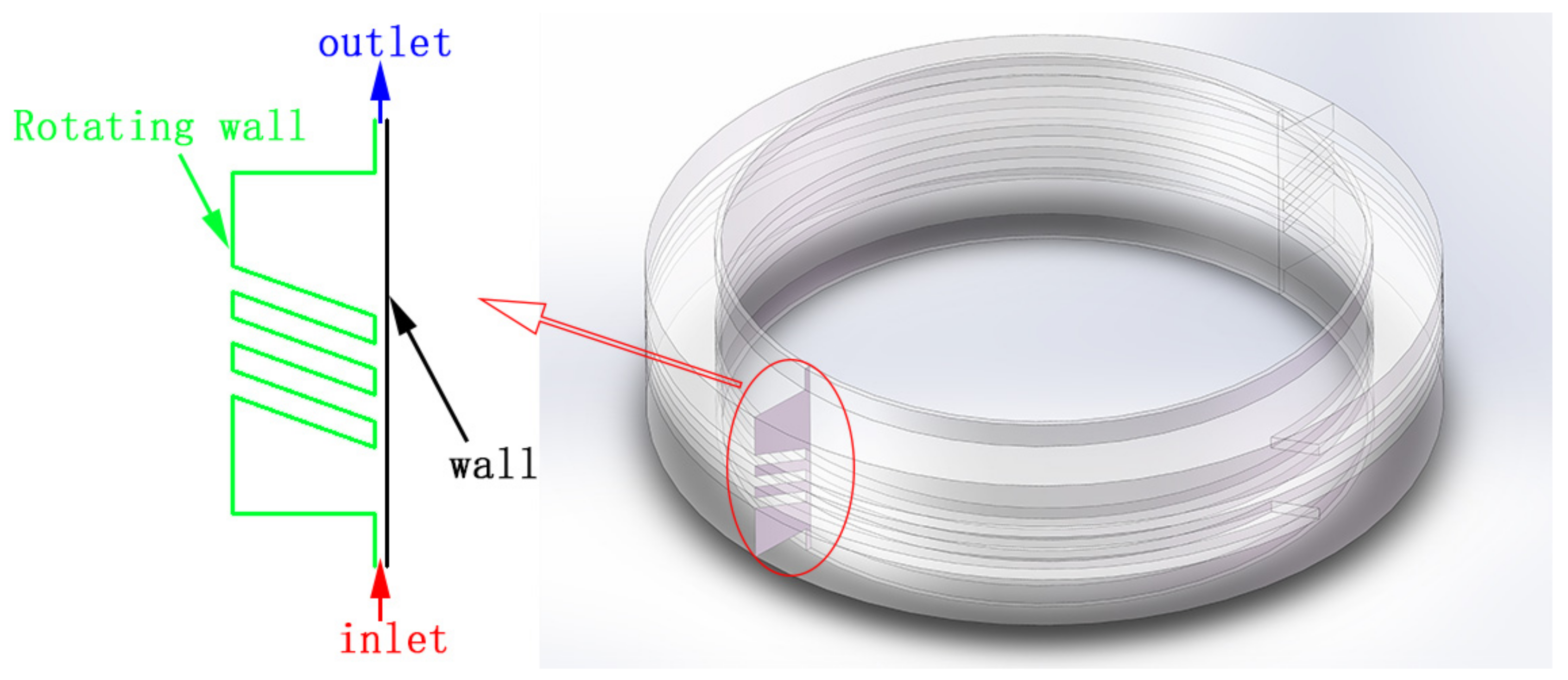
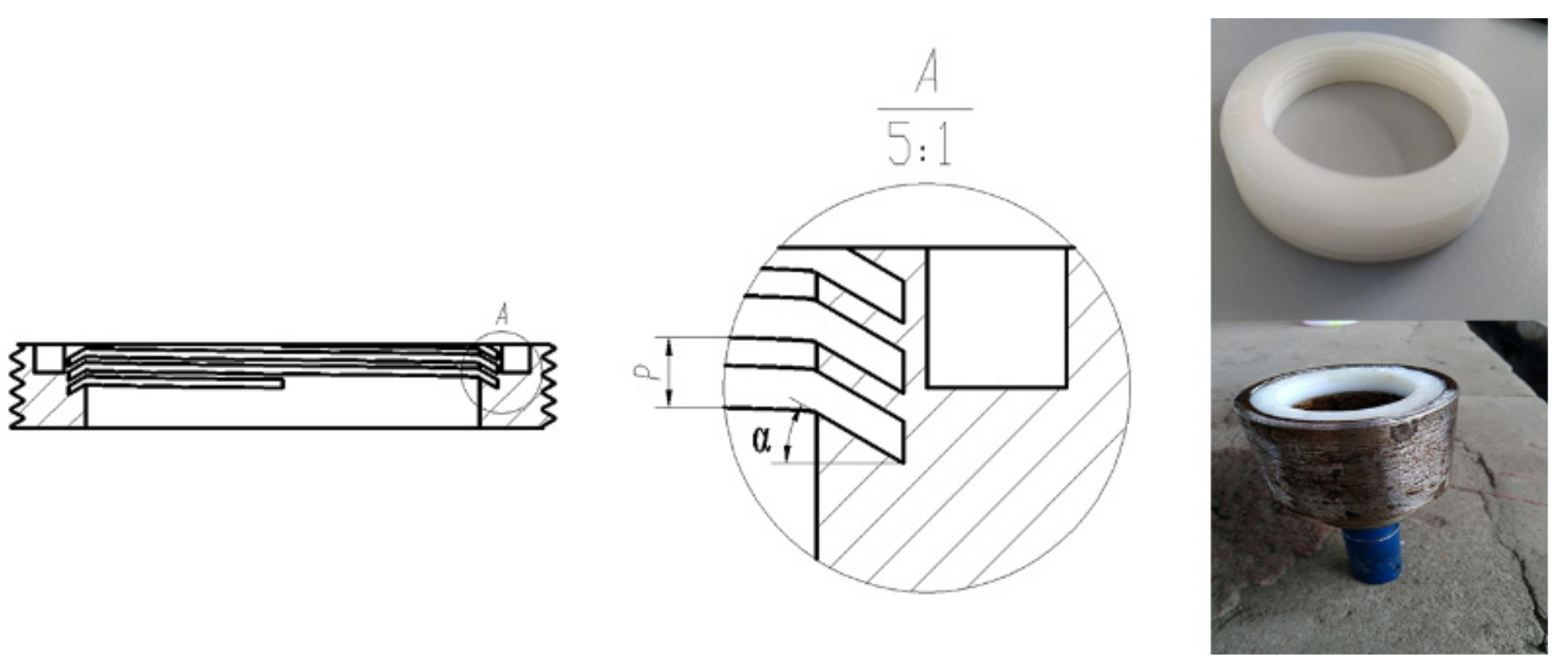
2. Spiral Seal Sealing Theory
3. Methods
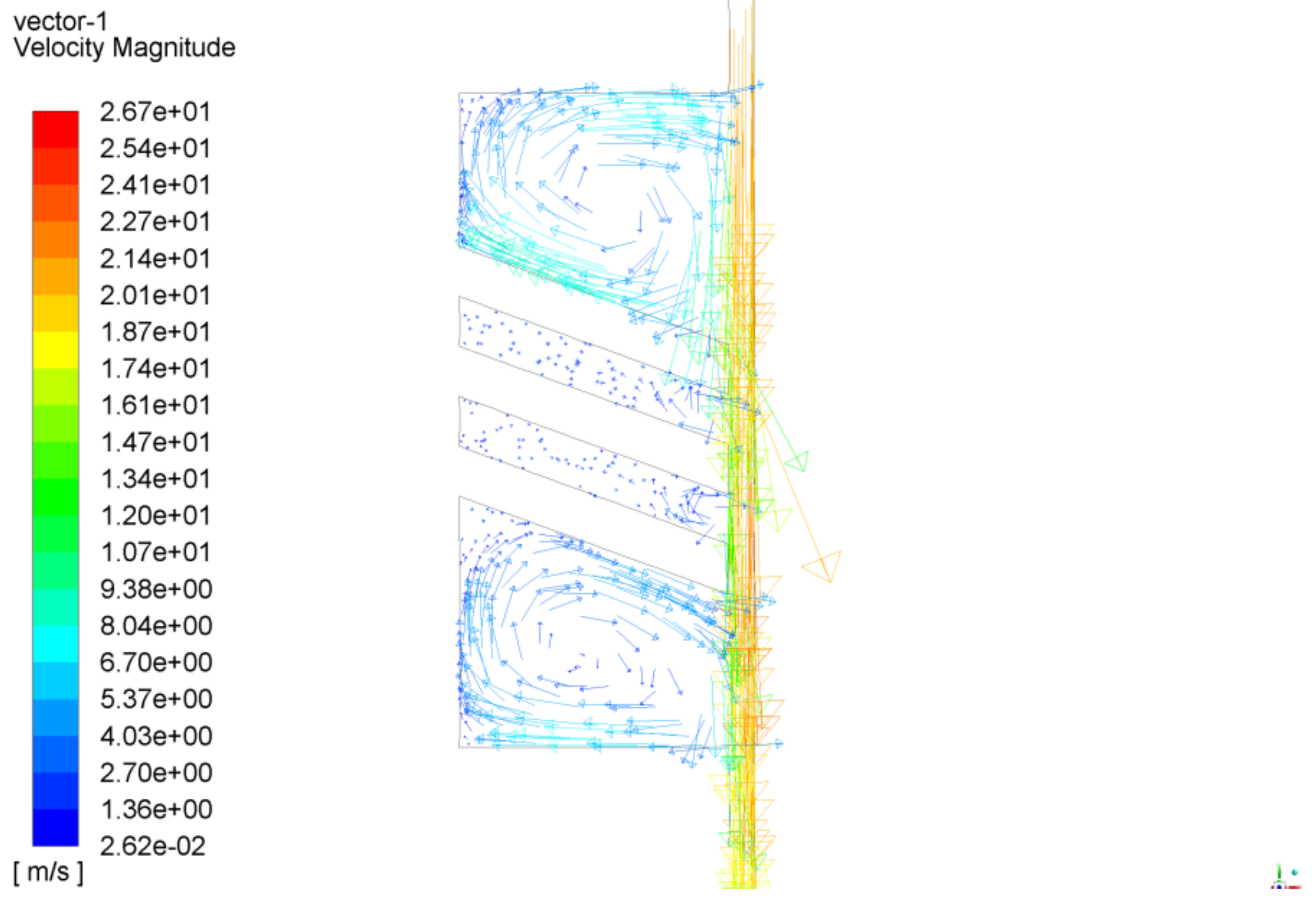
3.1. Numerical Simulation
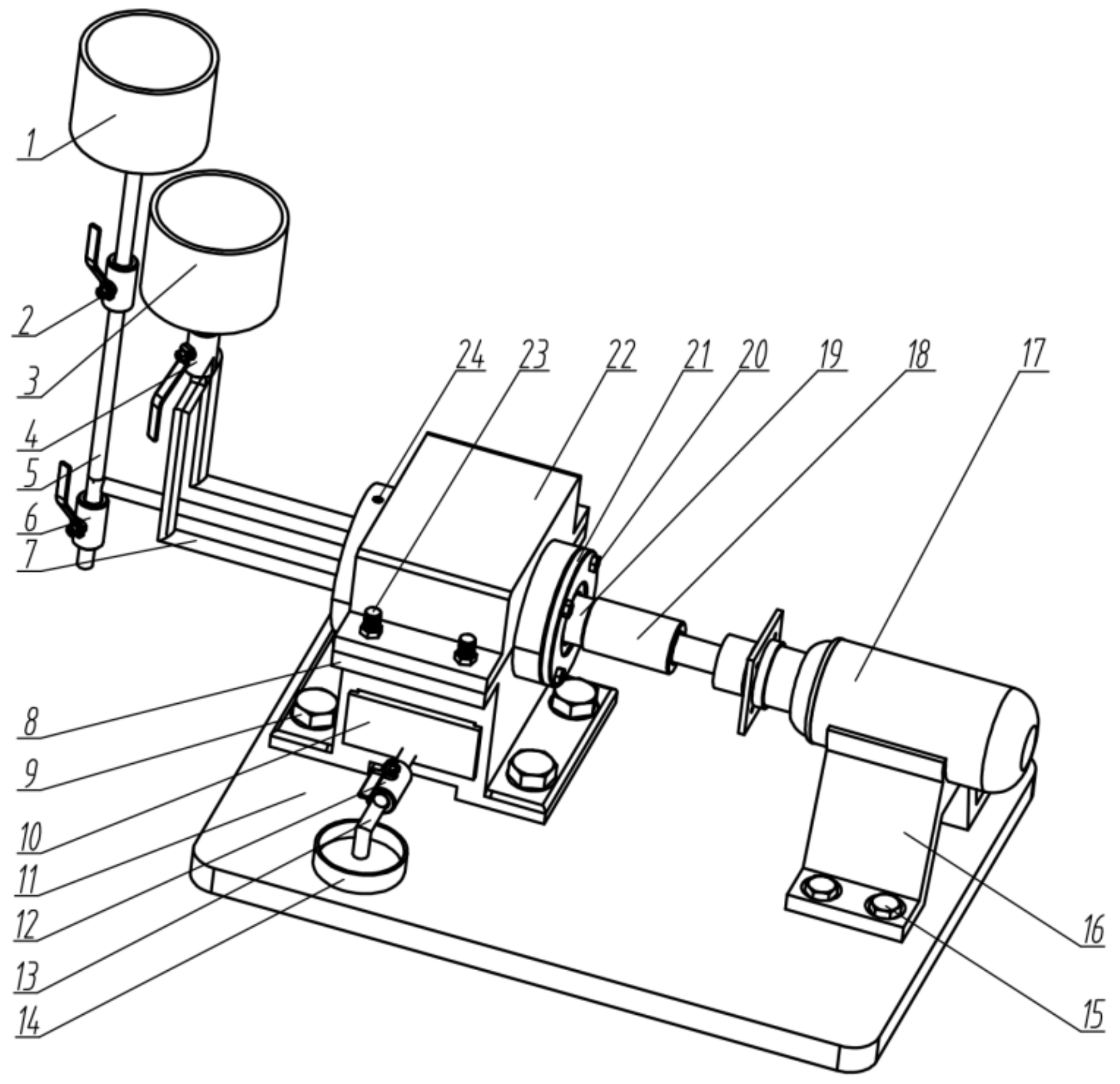
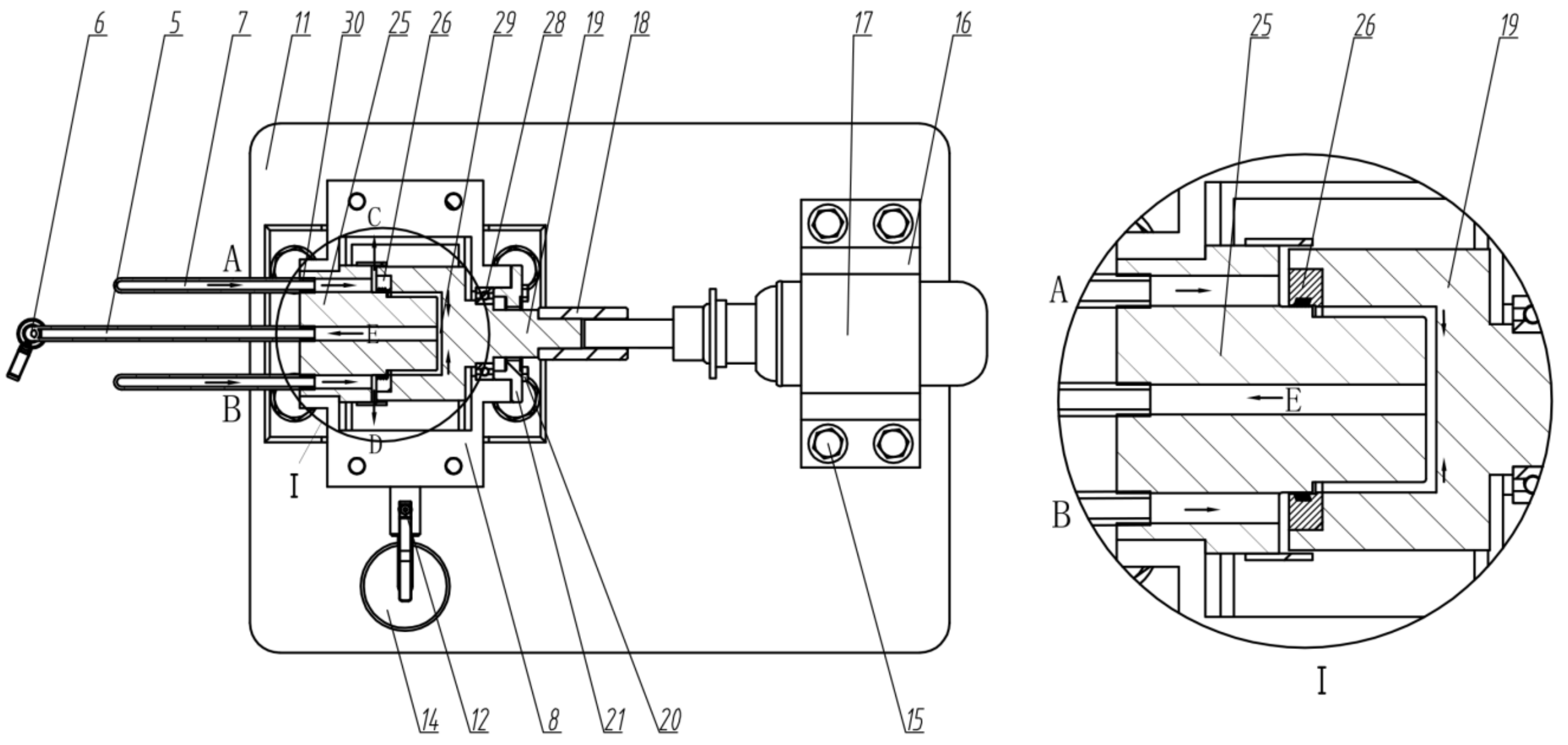
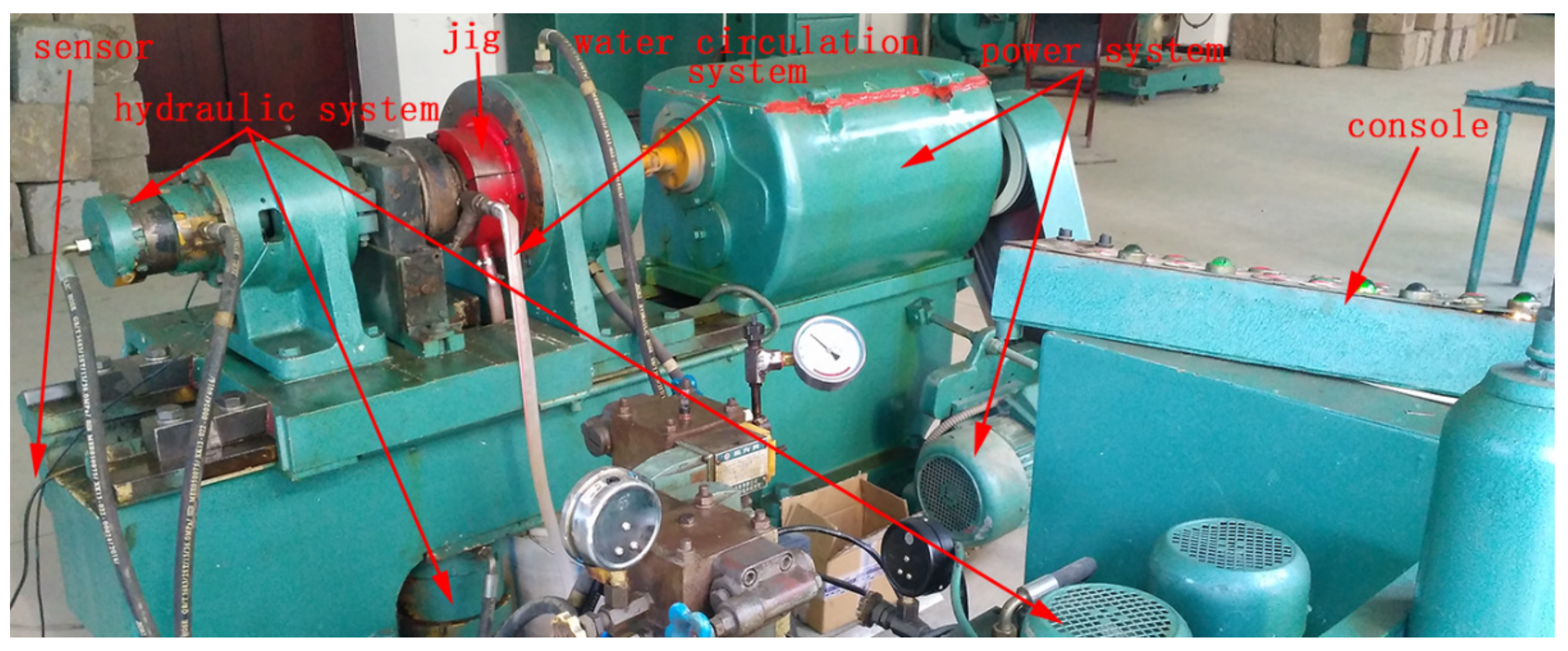
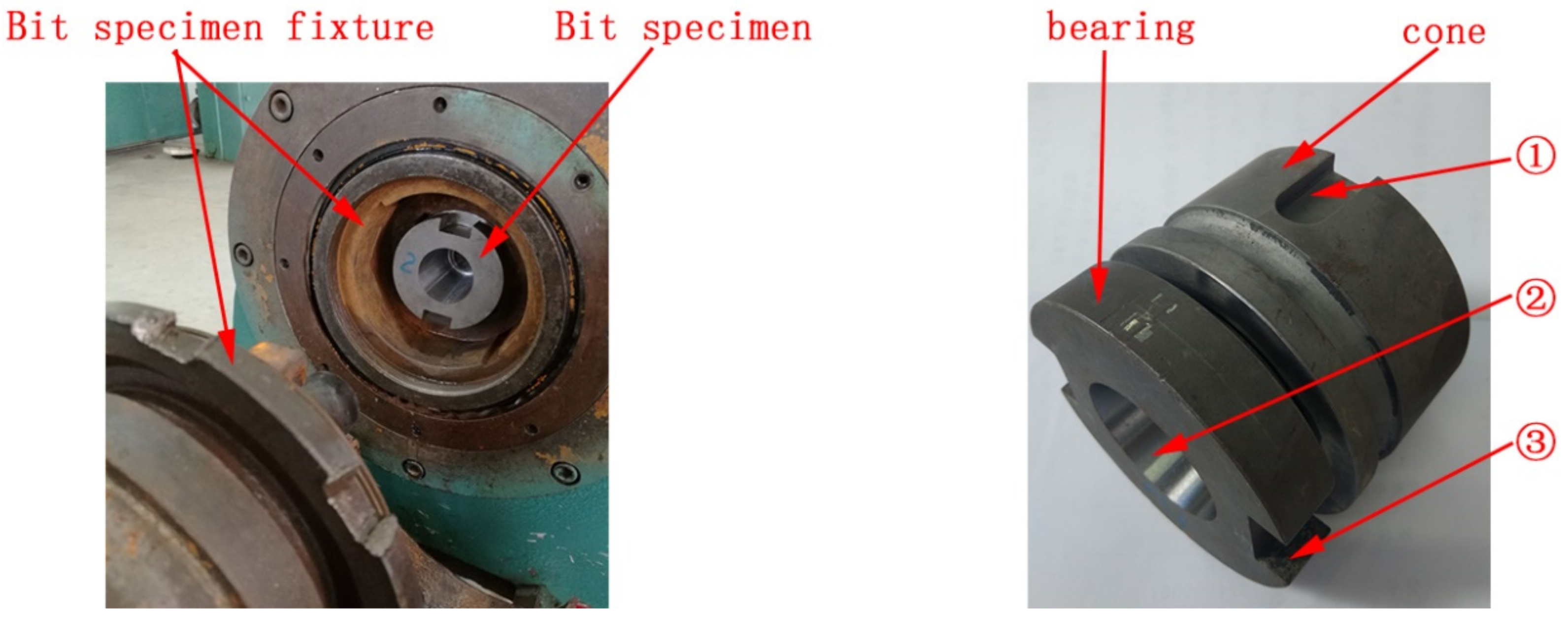
3.2. Experimental Device
3.3. Experimental Procedure
4. Results
4.1. Feasibility Study
4.1.1. Numerical Simulation
4.1.2. Experimental Research
4.1.3. Simulation of a Uniaxial Test Machine
4.2. Optimization of Structural Parameters of the Helical Sealing
4.2.1. Numerical Simulation
4.2.2. Experimental Research
5. Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Xiong, J.Y.; Qian, S.H.; Yan, R.J. New progress in efficient rock breaking in drilling. Nat. Gas Ind. 2004, 24, 27–29. [Google Scholar]
- Li, T.Y. Comparative analysis of drilling characteristics between diamond bit and roller bit. Drill. Prod. Technol. 1999, 22, 58–60. [Google Scholar]
- Shi, X.C.; Tao, Z.W.; Meng, Y.F. Research progress on the mechanism of tooth breaking by cone bits. Geol. Sci. Technol. Inf. 2014, 33, 225–230. [Google Scholar]
- Wang, Z.Y.; Peng, Q.M.; Su, M.R. Failure Analysis of Roller Bit Bearing System. J. Southwest. Pet. Inst. 1987, 3, 72–86. [Google Scholar]
- Flak, R.; Packer, S.; Steel, R.; Russel, M.; Taylor, B. Friction Stirring and Its Application to Drill Bits, Oil Field and Mining Tools, and Components in Other Industrial Applications. U.S. Patent Application 11/136,609, 23 May 2005. [Google Scholar]
- Hall, D.R.; Cross, D.G. Polycrystalline Diamond Bearing System for a Roller Cone Rock Bit. U.S. Patent 4,738,322, 19 April 1988. [Google Scholar]
- Xiao, X.; Chen, B.; Sun, C.M.; Liu, Y.X.; Xu, Y.S. Optimization Analysis of Bimetal Seal Structure for High Speed Cone Bit Bearings. J. China Pet. Mach. 2014, 42, 30–33. [Google Scholar]
- Zahradnik, A.F.; Nguyen, D.Q.; Mccormick, R.D.; Koltermann, T.J.; Veasey, M.J. Seal Replace Ring for Roller Cone Bits. Seal. Technol. 2008, 2007, 15. [Google Scholar]
- Jiang, R.C. Preliminary analysis of factors affecting the life of roller cone bits. Min. Process. Equip. 1981, 1, 10–16. [Google Scholar]
- Wang, S.L.; Jin, B. Prospective study on improving the life and reliability of roller cone bits. Foreign Oilfield Eng. 2003, 10, 27–29. [Google Scholar]
- Zhou, Y.; Huang, Z.Q.; An, X.B. Failure Analysis and Improvement of Bimetal Seal of High Speed Roller Bit Bearing. Oil Field Equip. 2011, 40, 50–53. [Google Scholar]
- Deng, M.K. Finite Element Simulation Analysis of Single Metal Seal Ring of Roller Bit. China Pet. Chem. Stand. Qual. 2013, 20, 124–125. [Google Scholar]
- Wu, S.X. O-ring and its mould. Oil Field Equip. 1985, 6, 51–64. [Google Scholar]
- González-Ciordia, B.; Fernández, B.; Artola, G.; Muro, M.; Sanz, A.; de Lacalle, L.N.L. Failure-Analysis Based Redesign of Furnace Conveyor System Components: A Case Study. Metals 2019, 98, 816. [Google Scholar] [CrossRef]
- Zhang, F.Y.; Liu, H.; Zhang, L.J. Research on the theory of hydraulic reciprocating sealing, technology and application. Lubr. Eng. 2007, 32, 198–201. [Google Scholar]
- Li, Z.C.; Yang, X.Q. Nonlinear Finite Element Analysis of Bearing Sealing Ring Deformation. Bear 2004, 11, 20–23. [Google Scholar]
- Wang, W.; Zhang, S. Nonlinear Finite Element Analysis of Rubber O-sealing Ring. Lubr. Eng. 2005, 4, 64–70. [Google Scholar]
- Zuo, Z.; Liao, R. Finite Element Analysis of Rubber Sealing Ring for Model 12150 Diesel Engine. Chin. Intern. Combust. Engine Eng. 1996, 2, 11–18. [Google Scholar]
- Denton, R.; Keshavan, M.K.; Peterson, S.W. O-Ring Seal for Rock Bit Bearings. U.S. Patent 5,456,327, 10 October 1995. [Google Scholar]
- Chen, F.; Chen, J.Q.; Liu, P.C. Study on Wear Resistance of WC-Co Coating on the Surface of Metal Ring of Roller Bit. Surf. Technol. 2009, 38, 1–2. [Google Scholar]
- Chen, F.; Chen, J.Q.; Yang, Y.G. Research progress on surface strengthening technology of metal end face of roller cone bit. New Technol. New Process 2009, 2009, 98–102. [Google Scholar]
- Wu, K.; Chen, X. Optimized Design of the Floating Bushing for the Sliding Bearing of Roller Bit. China Pet. Mach. 2013, 2, 57–64. [Google Scholar]
- Sun, J.; Chi, K.W.; Feng, M.L. Performance Analysis of Floating Face Seal Structure. Oil Field Equip. 2006, 35, 14–18. [Google Scholar]
- Zhang, B.S.; Chen, J.Q.; Liu, Z.Y. Improvement of single metal floating seal structure of roller cone bit SEMS2. China Pet. Mach. 2010, 8, 5–7. [Google Scholar]
- Zhang, B.S.; Chen, J.Q. Research on single metal floating sealing technology. Lubr. Eng. 2008, 3, 99–103. [Google Scholar]
- Li, B.; Liu, J.; Lu, D.W.; Chen, H.Y. Study on single metal sealing structure optimization of cone bit. Lubr. Eng. 2019, 44, 98–102. [Google Scholar]
- Wang, D.; Zhang, W.; Zhang, X.; Zhao, G.; Zuo, R.; Ni, J.; Yang, G.; Jia, J.; Yang, K.; Zhu, Y.; et al. Reaming Drilling Techniques of Hard Crystalline Rock. In The China Continental Scientific Drilling Project; Springer: Berlin/Heidelberg, Germany, 2015; pp. 211–232. [Google Scholar]
- Han, Z.Y.; Wen, L.R.; Zhang, J.L.; Li, Z.D. Judging the condition of the drill bit by using the comprehensive index method of the drill bit capacity. West China Explor. Eng. 1996, 2, 4–5. [Google Scholar]
- Crease, A.B. Windbackseals-a simple theory and design method and the main Pratical limitations. In Proceedings of the Seventh International Conference on Fluid Sealing, Nottingham, UK, 1975. [Google Scholar]
- Zhou, Z.A.; Ou, Y.X. Spiral sealing and sealing ability and its improvement. Chem. Equip. Technol. 1991, 5, 1–8. [Google Scholar]
- Chen, J.Q.; Luo, W. Structure Conception and Parameter Determination of Fluid Dynamic Pressure Seal of Roller Bit. Oil Field Equip. 1995, 24, 5–8. [Google Scholar]
- Ren, C.H.; Wei, J.T.; Li, Y.C.; Xu, Y.H. Sealing ability and parameter optimization of spiral seal. J. Northeast. Univ. (Nat. Sci. ). 2016, 37, 1755–1758. [Google Scholar]
- Zhou, Y.; Huang, Z.Q.; Li, Q.; Peng, S.J. Finite Element Analysis of Bimetal Seal of High Speed Cone Bit Bearing. Sci. Technol. Inf. 2011, 3, 423–424. [Google Scholar]
- Wu, G.Z.; Song, T.T.; Zhang, Y. FLUENT-Basic Entry and Case Proficiency, 1rd ed.; Electronic Industry Press: Beijing, China, 2012; Volume 3, pp. 280–312. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Numerical Simulation Results | Test Results | |||||
|---|---|---|---|---|---|---|
| Structural Parameters | The Averaged Pressure Change Rate (Mpa/mm) | Maximum Retention Time of Debris Particles (s) | Optimization Results | Weight Difference (g) | Test Results | |
| Pitch (mm) | 1.6 | −0.201 | 0.0546 | 2.4 | 7.5 | 2 |
| 2.0 | −0.22533 | 0.0498 | 6.25 | |||
| 2.4 | −0.26567 | 0.0448 | 8.75 | |||
| Sealing gap (mm) | 0.5 | −0.22533 | 0.0209 | 0.5 | 6.25 | 0.5 |
| 0.8 | −0.06567 | 0.0688 | 13.75 | |||
| 1.1 | 0.003 | 0.0827 | 15 | |||
| Inclination of helical surface (°) | 23 | −0.25133 | 0.0345 | 23 | 6.25 | 23 |
| 27 | −0.21633 | 0.0328 | 26.25 | |||
| 30 | −0.23767 | 0.0563 | 12.5 | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Y.; Tan, B.; Huang, Y. Sand Removal Mechanism of a High-Speed Roller Bit with Helical Sealing. Appl. Sci. 2019, 9, 3830. https://doi.org/10.3390/app9183830
Zhou Y, Tan B, Huang Y. Sand Removal Mechanism of a High-Speed Roller Bit with Helical Sealing. Applied Sciences. 2019; 9(18):3830. https://doi.org/10.3390/app9183830
Chicago/Turabian StyleZhou, Yi, Bin Tan, and Yuxing Huang. 2019. "Sand Removal Mechanism of a High-Speed Roller Bit with Helical Sealing" Applied Sciences 9, no. 18: 3830. https://doi.org/10.3390/app9183830
APA StyleZhou, Y., Tan, B., & Huang, Y. (2019). Sand Removal Mechanism of a High-Speed Roller Bit with Helical Sealing. Applied Sciences, 9(18), 3830. https://doi.org/10.3390/app9183830