Automatic Metallic Surface Defect Detection and Recognition with Convolutional Neural Networks



Abstract
1. Introduction
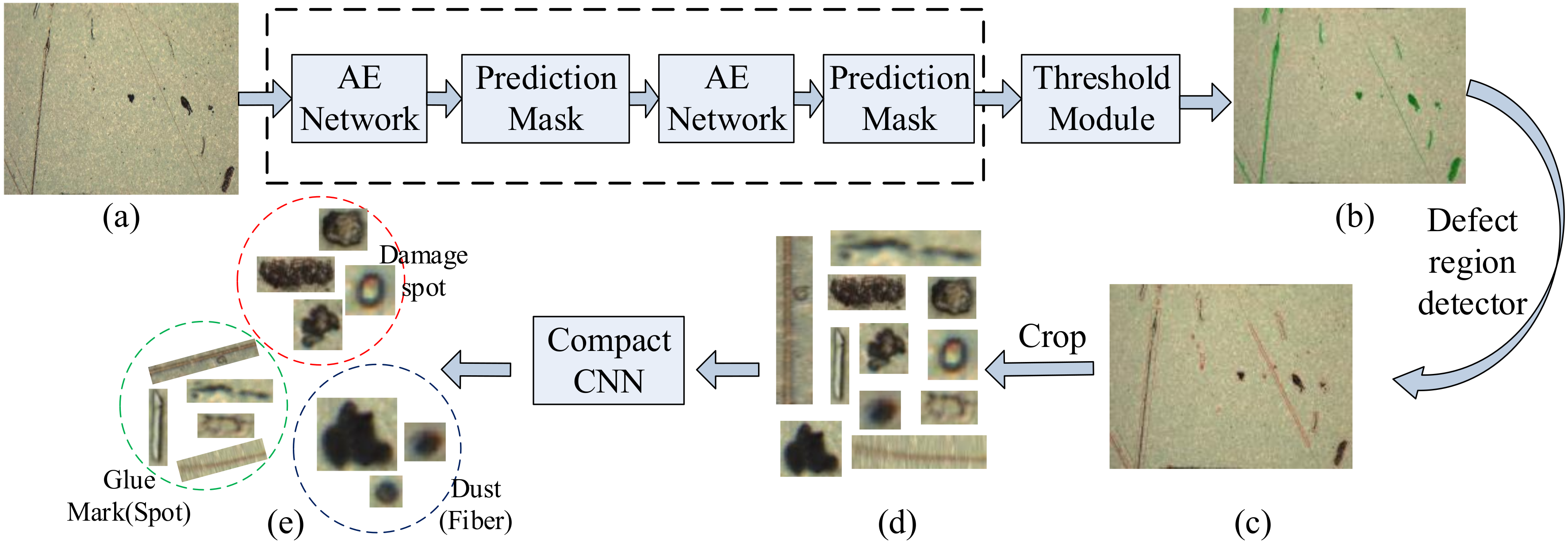
2. System Overview
3. Detection Module
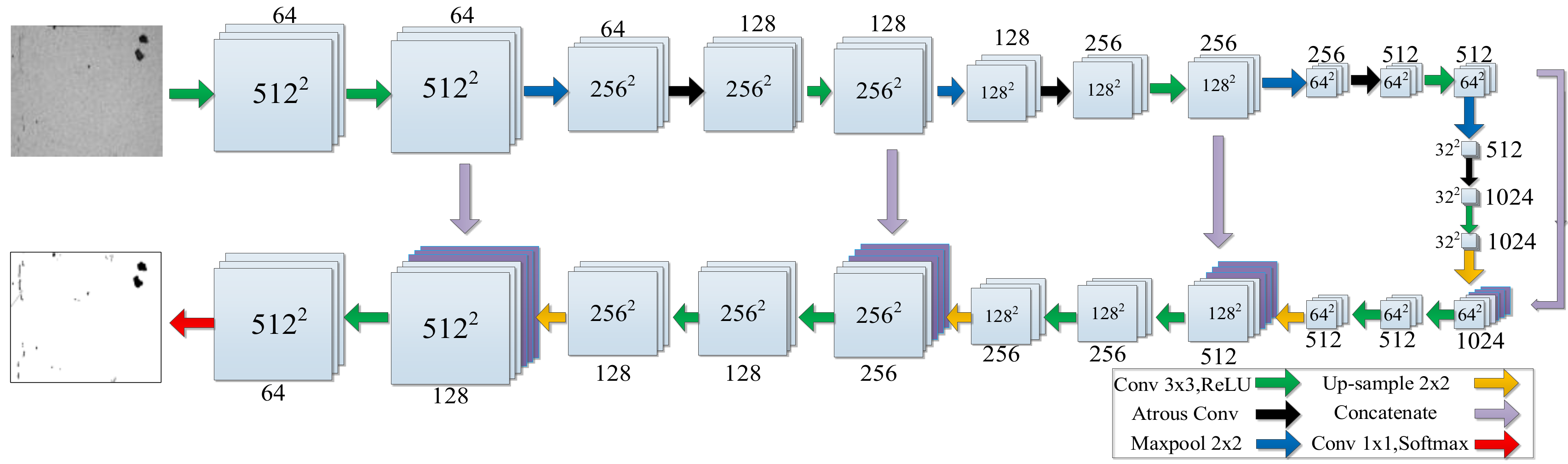
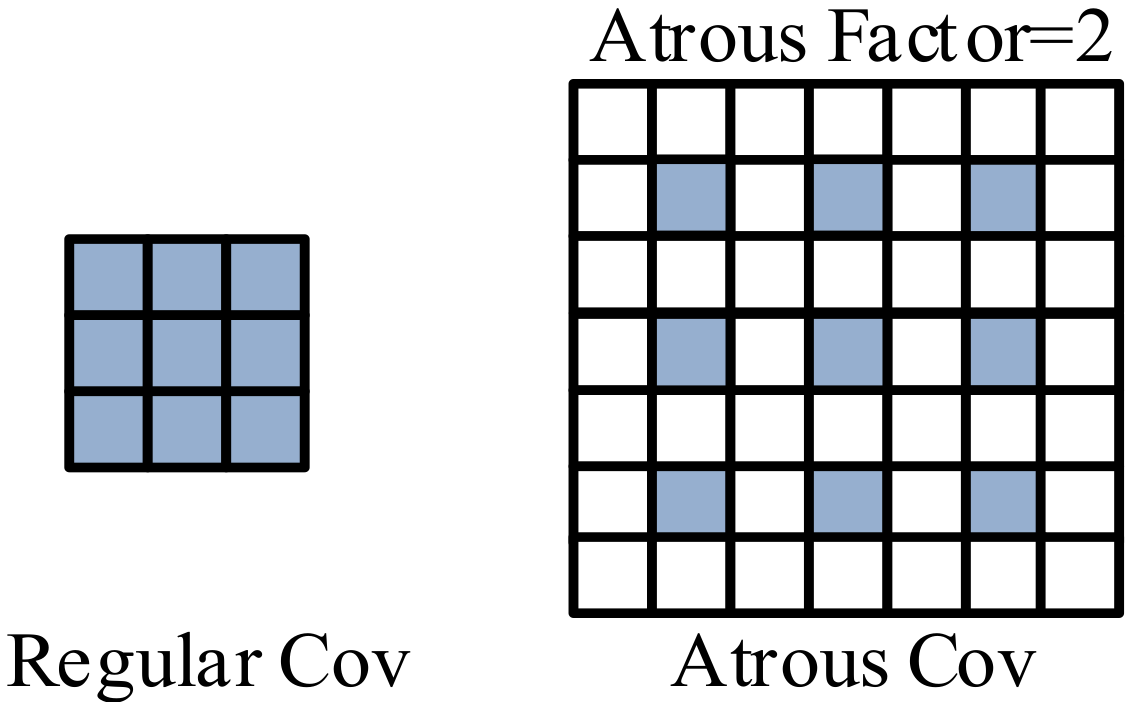
3.1. CASAE Architecture
3.2. Threshold Module
3.3. Defect Region Detector
4. Classification Module
5. Experiments
5.1. Experimental Setup
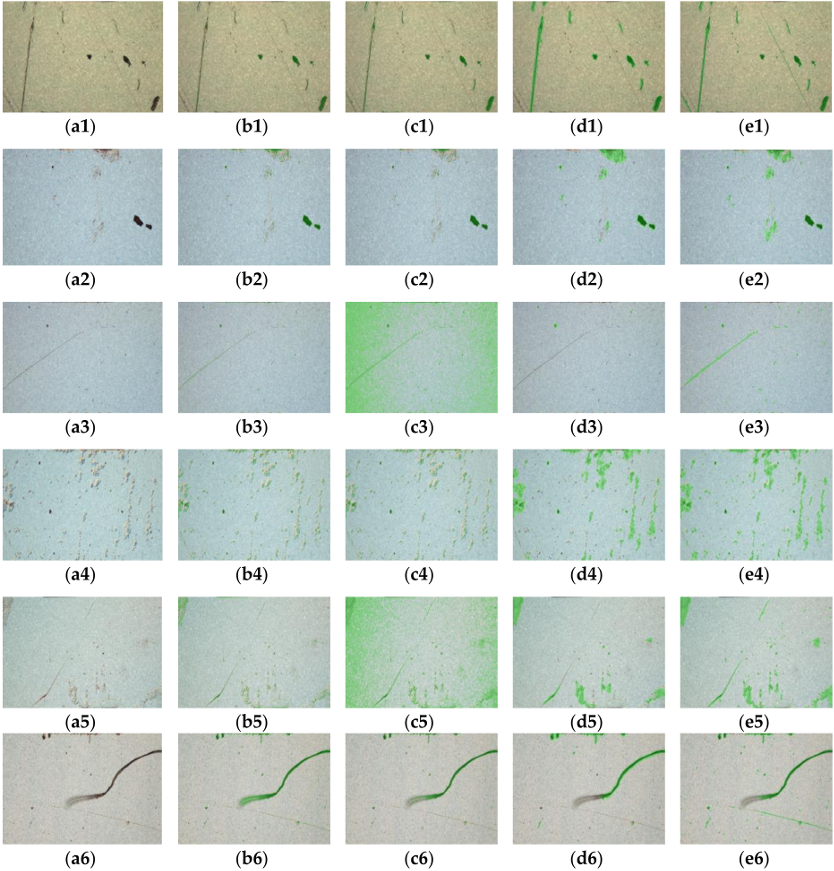
5.2. Performance of CASAE
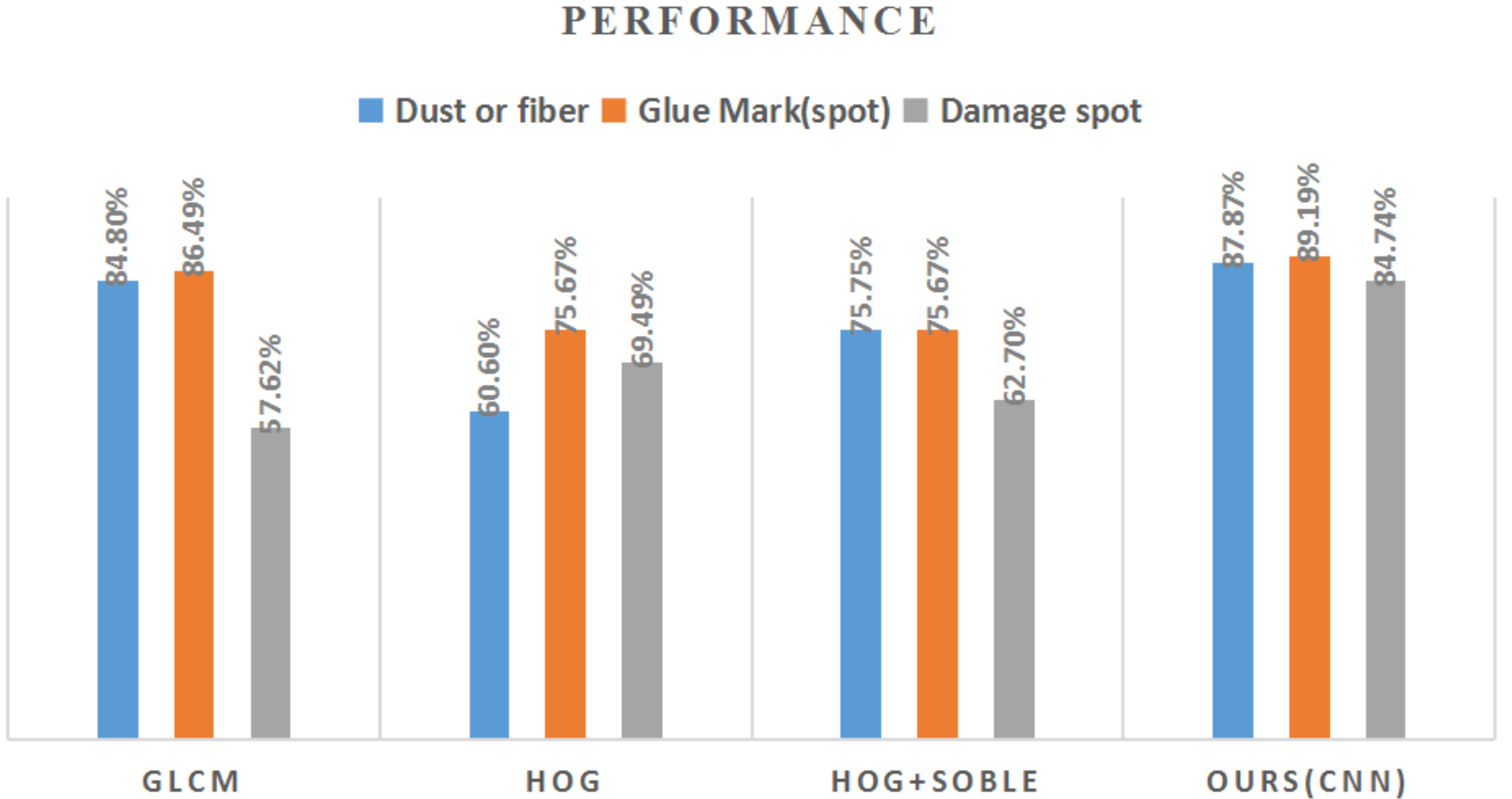
5.3. Performance of Classification Module
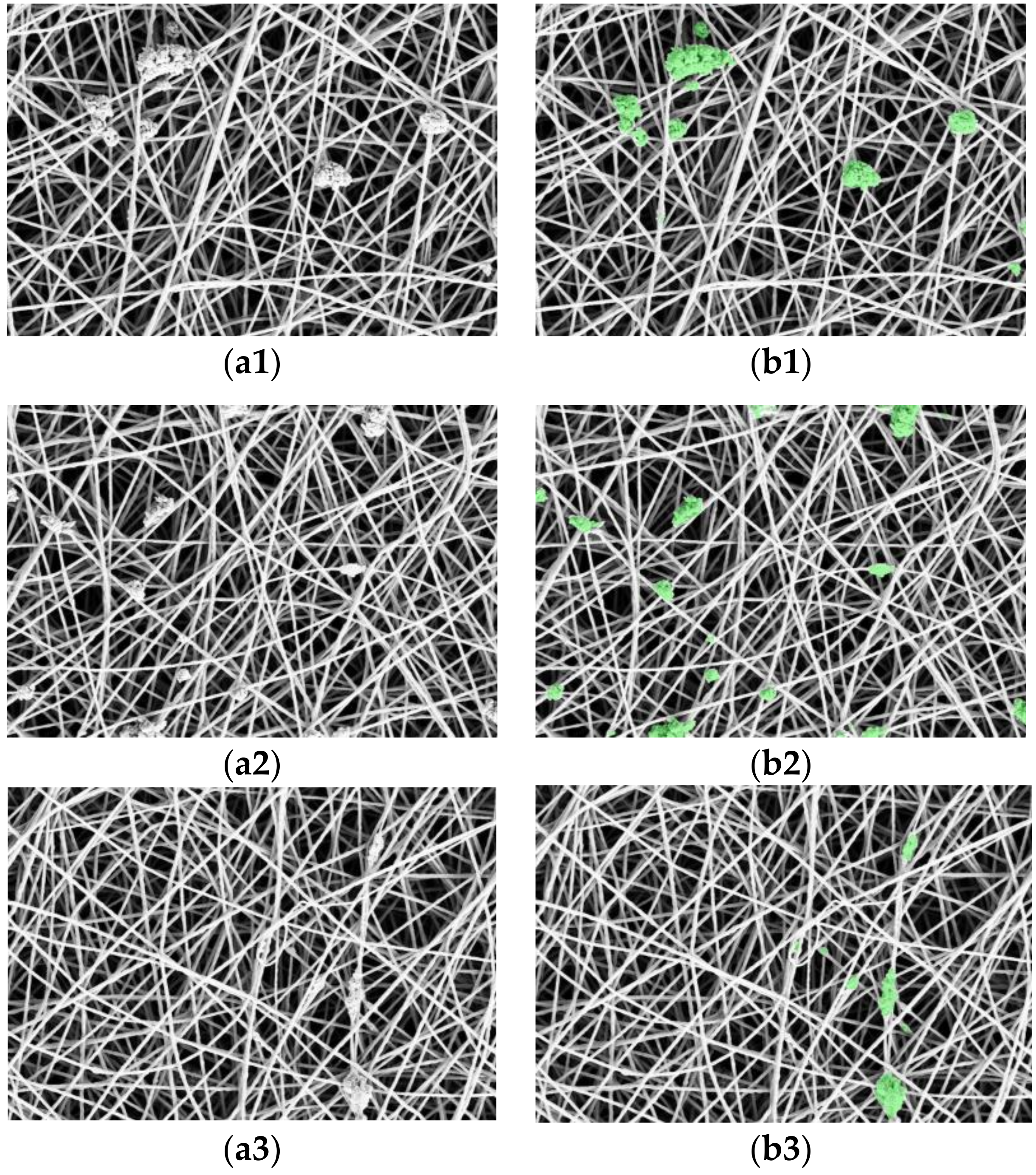
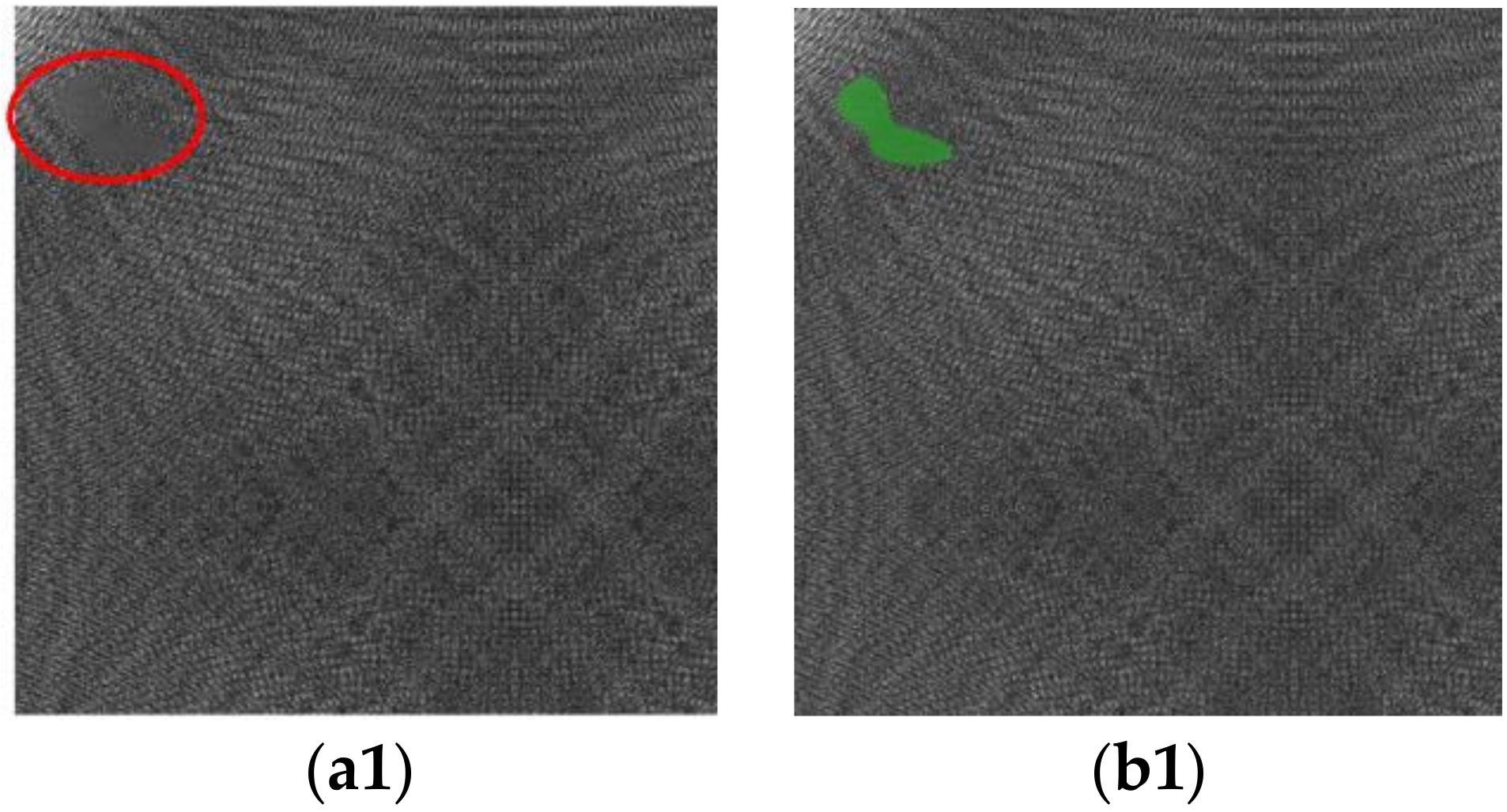
5.4. Effect of Other Application
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kim, S.; Kim, W.; Noh, Y.K.; Park, F.C. Transfer learning for automated optical inspection. In Proceedings of the International Joint Conference on Neural Networks, Anchorage, AK, USA, 14–19 May 2017. [Google Scholar]
- Song, K.; Yan, Y. A noise robust method based on completed local binary patterns for hot-rolled steel strip surface defects. Appl. Surf. Sci. 2013, 285, 858–864. [Google Scholar] [CrossRef]
- Wu, Y.; Qin, Y.; Wang, Z.; Jia, L. A UAV-based visual inspection method for rail surface defects. Appl. Sci. 2018, 8, 1028. [Google Scholar] [CrossRef]
- Cen, Y.G.; Zhao, R.Z.; Cen, L.H.; Cui, L.H.; Miao, Z.J.; Wei, Z. Defect inspection for TFT-LCD images based on the low-rank matrix reconstruction. Neurocomputing 2015, 149, 1206–1215. [Google Scholar] [CrossRef]
- Lei, J.; Gao, X.; Feng, Z.; Qiu, H.; Song, M. Scale insensitive and focus driven mobile screen defect detection in industry. Neurocomputing 2018, 294, 72–81. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, W.; Pan, J. Deformable patterned fabric defect detection with Fisher criterion-based deep learning. IEEE Trans. Autom. Sci. Eng. 2017, 14, 1256–1264. [Google Scholar] [CrossRef]
- Chondronasios, A.; Popov, I.; Jordanov, I. Feature selection for surface defect classification of extruded aluminum profiles. Int. J. Adv. Manuf. Technol. 2016, 83, 33–41. [Google Scholar] [CrossRef]
- Gibert, X.; Patel, V.M.; Chellappa, R. Deep multitask learning for railway track inspection. IEEE Trans. Intell. Transp. Syst. 2017, 18, 153–164. [Google Scholar] [CrossRef]
- De Araújo, S.A.; Pessota, J.H.; Kim, H.Y. Beans quality inspection using correlation-based granulometry. Eng. Appl. Artif. Intell. 2015, 40, 84–94. [Google Scholar] [CrossRef]
- Tao, X.; Xu, D.; Zhang, Z.T.; Zhang, F.; Liu, X.L.; Zhang, D.P. Weak scratch detection and defect classification methods for a large-aperture optical element. Opt. Commun. 2017, 387, 390–400. [Google Scholar] [CrossRef]
- Ren, R.; Hung, T.; Tan, K.C. A generic deep-learning-based approach for automated surface inspection. IEEE Trans. Cybern. 2018, 48, 929–940. [Google Scholar] [PubMed]
- Tsanakas, J.A.; Chrysostomou, D.; Botsaris, P.N.; Gasteratos, A. Fault diagnosis of photovoltaic modules through image processing and Canny edge detection on field thermographic measurements. Int. J. Sustain. Energy 2015, 34, 351–372. [Google Scholar] [CrossRef]
- Tastimur, C.; Yetis, H.; Karaköse, M.; Akin, E. Rail defect detection and classification with real time image processing technique. Int. J. Comput. Sci. Softw. Eng. 2016, 5, 283. [Google Scholar]
- Jian, C.; Gao, J.; Ao, Y. Automatic surface defect detection for mobile phone screen glass based on machine vision. Appl. Soft Comput. 2017, 52, 348–358. [Google Scholar] [CrossRef]
- Mak, K.L.; Peng, P.; Yiu, K.F. Fabric defect detection using morphological filters. Image Vis. Comput. 2009, 27, 1585–1592. [Google Scholar] [CrossRef]
- Li, X.; Gao, B.; Woo, W.L.; Tian, G.Y.; Qiu, X.; Gu, L. Quantitative surface crack evaluation based on eddy current pulsed thermography. IEEE Sens. J. 2017, 17, 412–421. [Google Scholar] [CrossRef]
- Yuan, X.; Wu, L.; Peng, Q. An improved Otsu method using the weighted object variance for defect detection. Appl. Surf. Sci. 2015, 349, 472–484. [Google Scholar] [CrossRef]
- Win, M.; Bushroa, A.R.; Hassan, M.A.; Hilman, N.M.; Ide-Ektessabi, A. A contrast adjustment thresholding method for surface defect detection based on mesoscopy. IEEE Trans. Ind. Inform. 2015, 11, 642–649. [Google Scholar] [CrossRef]
- Kalaiselvi, T.; Nagaraja, P. A rapid automatic brain tumor detection method for MRI images using modified minimum error thresholding technique. Int. J. Imaging Syst. Technol. 2015, 1, 77–85. [Google Scholar]
- Wang, L.; Zhao, Y.; Zhou, Y.; Hao, J. Calculation of flexible printed circuit boards (FPC) global and local defect detection based on computer vision. Circ. World 2016, 42, 49–54. [Google Scholar] [CrossRef]
- Bai, X.; Fang, Y.; Lin, W.; Wang, L.; Ju, B.F. Saliency-based defect detection in industrial images by using phase spectrum. IEEE Trans. Ind. Inform. 2014, 10, 2135–2145. [Google Scholar] [CrossRef]
- Borwankar, R.; Ludwig, R. An Optical Surface Inspection and Automatic Classification Technique Using the Rotated Wavelet Transform. IEEE Trans. Instrum. Meas. 2018, 67, 690–697. [Google Scholar] [CrossRef]
- Hu, G.H. Automated defect detection in textured surfaces using optimal elliptical Gabor filters. Optik 2015, 126, 1331–1340. [Google Scholar] [CrossRef]
- Susan, S.; Sharma, M. Automatic texture defect detection using Gaussian mixture entropy modeling. Neurocomputing 2017, 239, 232–237. [Google Scholar] [CrossRef]
- Shumin, D.; Zhoufeng, L.; Chunlei, L. Adaboost learning for fabric defect detection based on hog and SVM. In Proceedings of the International Conference on Multimedia Technology, Hangzhou, China, 26–28 July 2011. [Google Scholar]
- Jia, F.; Lei, Y.; Lu, N.; Xing, S. Deep normalized convolutional neural network for imbalanced fault classification of machinery and its understanding via visualization. Mech. Syst. Signal Process. 2018, 110, 349–367. [Google Scholar] [CrossRef]
- Glowacz, A. Acoustic based fault diagnosis of three-phase induction motor. Appl. Acoust. 2018, 137, 82–89. [Google Scholar] [CrossRef]
- Tadeusiewicz, R. Neural networks in mining sciences—General overview and some representative examples. Arch. Min. Sci. 2015, 60, 971–984. [Google Scholar] [CrossRef]
- Ganovska, B.; Molitoris, M.; Hosovsky, A.; Pitel, J.; Krolczyk, J.B.; Ruggierio, A.; Krolczyk, G.M.; Hloch, S. Design of the model for the on-line control of the AWJ technology based on neural networks. Indian J. Eng. Mater. Sci. 2016, 23, 279–287. [Google Scholar]
- Masci, J.; Meier, U.; Fricout, G.; Schmidhuber, J. Multi-scale pyramidal pooling network for generic steel defect classification. In Proceedings of the International Joint Conference on Neural Networks, Dallas, TX, USA, 4–9 August 2013. [Google Scholar]
- Natarajan, V.; Hung, T.Y.; Vaikundam, S.; Chia, L.T. Convolutional networks for voting-based anomaly classification in metal surface inspection. In Proceedings of the IEEE International Conference on Industrial Technology, Toronto, ON, Canada, 22–25 March 2017. [Google Scholar]
- Wang, T.; Chen, Y.; Qiao, M.; Snoussi, H. A fast and robust convolutional neural network-based defect detection model in product quality control. Int. J. Adv. Manuf. Technol. 2018, 94, 3465–3471. [Google Scholar] [CrossRef]
- Cha, Y.J.; Choi, W.; Suh, G.; Mahmoudkhani, S.; Büyüköztürk, O. Autonomous structural visual inspection using region—Based deep learning for detecting multiple damage types. Comput.-Aided Civ. Infrastruct. Eng. 2018, 33, 731–747. [Google Scholar] [CrossRef]
- Lin, H.; Li, B.; Wang, X.; Shu, Y.; Niu, S. Automated defect inspection of LED chip using deep convolutional neural network. J. Intell. Manuf. 2018, 29, 1–10. [Google Scholar] [CrossRef]
- Chen, J.; Liu, Z.; Wang, H.; Núñez, A.; Han, Z. Automatic defect detection of fasteners on the catenary support device using deep convolutional neural network. IEEE Trans. Instrum. Meas. 2018, 67, 257–269. [Google Scholar] [CrossRef]
- Xiao, Z.; Leng, Y.; Geng, L.; Xi, J. Defect detection and classification of galvanized stamping parts based on fully convolution neural network. In Proceedings of the Ninth International Conference on Graphic and Image Processing (ICGIP 2017), Qingdao, China, 14–16 October 2017. [Google Scholar]
- Liu, W.; Wang, Z.; Liu, X.; Zeng, N.; Liu, Y.; Alsaadi, F.E. A survey of deep neural network architectures and their applications. Neurocomputing 2017, 234, 11–26. [Google Scholar] [CrossRef]
- Karen, S.; Andrew, Z. Very deep convolutional networks for large-scale image recognition. In Proceedings of the International Conference On Representation Learning (ICRL 2015), San Diego, CA, USA, 7–9 May 2015. [Google Scholar]
- Islam, M.A.; Rochan, M.; Bruce, N.D.; Wang, Y. Gated feedback refinement network for dense image labeling. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Honolulu, HI, USA, 21–26 July 2017. [Google Scholar]
- Chen, L.C.; Papandreou, G.; Schroff, F.; Adam, H. Rethinking Atrous Convolution for Semantic Image Segmentation. Available online: https://pdfs.semanticscholar.org/efb3/fec61a1433609635f2bd21a18f8b6ef47541.pdf (accessed on 20 August 2018).
- Szegedy, C.; Liu, W.; Jia, Y.; Sermanet, P.; Reed, S.; Anguelov, D.; Erhan, D.; Vanhoucke, V.; Rabinovich, A. Going deeper with convolutions. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Boston, MA, USA, 8–10 June 2015. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep residual learning for image recognition. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Las Vegas, NV, USA, 26 June–1 July 2016. [Google Scholar]
- Schaefer, S.; McPhail, T.; Warren, J. Image deformation using moving least squares. ACM Trans. Gr. (TOG) 2006, 25, 533–540. [Google Scholar] [CrossRef]
- Abadi, M.; Barham, P.; Chen, J.; Chen, Z.; Davis, A.; Dean, J.; Devin, M.; Ghemawat, S.; Irving, G.; Isard, M.; et al. TensorFlow: A system for large-scale machine learning. OSDI 2016, 16, 265–283. [Google Scholar]
- Consiglio Nazionale Delle Ricerche. Matlab Tool for Analyzing SEM Images of Electrospun Material. Available online: http://www.mi.imati.cnr.it/ettore/NanoTWICE/ (accessed on 3 December 2017).
- Carrera, D.; Manganini, F.; Boracchi, G.; Lanzarone, E. Defect detection in SEM images of nanofibrous materials. IEEE Trans. Ind. Inform. 2017, 13, 551–561. [Google Scholar] [CrossRef]
- DAGM 2007 Datasets. Available online: https://hci.iwr.uni-heidelberg.de/node/3616 (accessed on 27 February 2018).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index of Convolutional Layers | 3 | 5 | 7 | 9 |
| Atrous Factor | 2 | 2 | 4 | 4 |
| Receptive Field Size | 7 × 7 | 7 × 7 | 15 × 15 | 15 × 15 |
| Layers | Kernel Size | Stride | Padding | Output Size |
|---|---|---|---|---|
| Input | - | - | - | 227 × 227 |
| Cov1 | 11 × 11 | 4 | 0 | 55 × 55 × 96 |
| Pool1 | 3 × 3 | 2 | 0 | 27 × 27 × 96 |
| Cov2 | 5 × 5 | 1 | 0 | 23 × 23 × 128 |
| Pool2 | 3 × 3 | 2 | 0 | 11 × 11 × 128 |
| Cov3-1 | 3 × 3 | 1 | 1 | 11 × 11 × 256 |
| Cov3-2 | 3 × 3 | 1 | 1 | 11 × 11 × 256 |
| Cov3-3 | 3 × 3 | 1 | 1 | 11 × 11 × 128 |
| Pool3 | 3 × 3 | 2 | 0 | 5 × 5 × 128 |
| FC1 | 1000 | - | - | - |
| FC2 | 256 | - | - | - |
| Method | IoU |
|---|---|
| FCN [36] | 81.58% |
| Single AE without atrous convolution | 83.40% |
| Single AE | 84.68% |
| CASAE without atrous convolution | 87.30% |
| CASAE | 89.60% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, X.; Zhang, D.; Ma, W.; Liu, X.; Xu, D. Automatic Metallic Surface Defect Detection and Recognition with Convolutional Neural Networks. Appl. Sci. 2018, 8, 1575. https://doi.org/10.3390/app8091575
Tao X, Zhang D, Ma W, Liu X, Xu D. Automatic Metallic Surface Defect Detection and Recognition with Convolutional Neural Networks. Applied Sciences. 2018; 8(9):1575. https://doi.org/10.3390/app8091575
Chicago/Turabian StyleTao, Xian, Dapeng Zhang, Wenzhi Ma, Xilong Liu, and De Xu. 2018. "Automatic Metallic Surface Defect Detection and Recognition with Convolutional Neural Networks" Applied Sciences 8, no. 9: 1575. https://doi.org/10.3390/app8091575
APA StyleTao, X., Zhang, D., Ma, W., Liu, X., & Xu, D. (2018). Automatic Metallic Surface Defect Detection and Recognition with Convolutional Neural Networks. Applied Sciences, 8(9), 1575. https://doi.org/10.3390/app8091575