Compressive Strength Characteristics of Cemented Tailings Backfill with Alkali-Activated Slag





Abstract
:1. Introduction
2. Materials and Methods
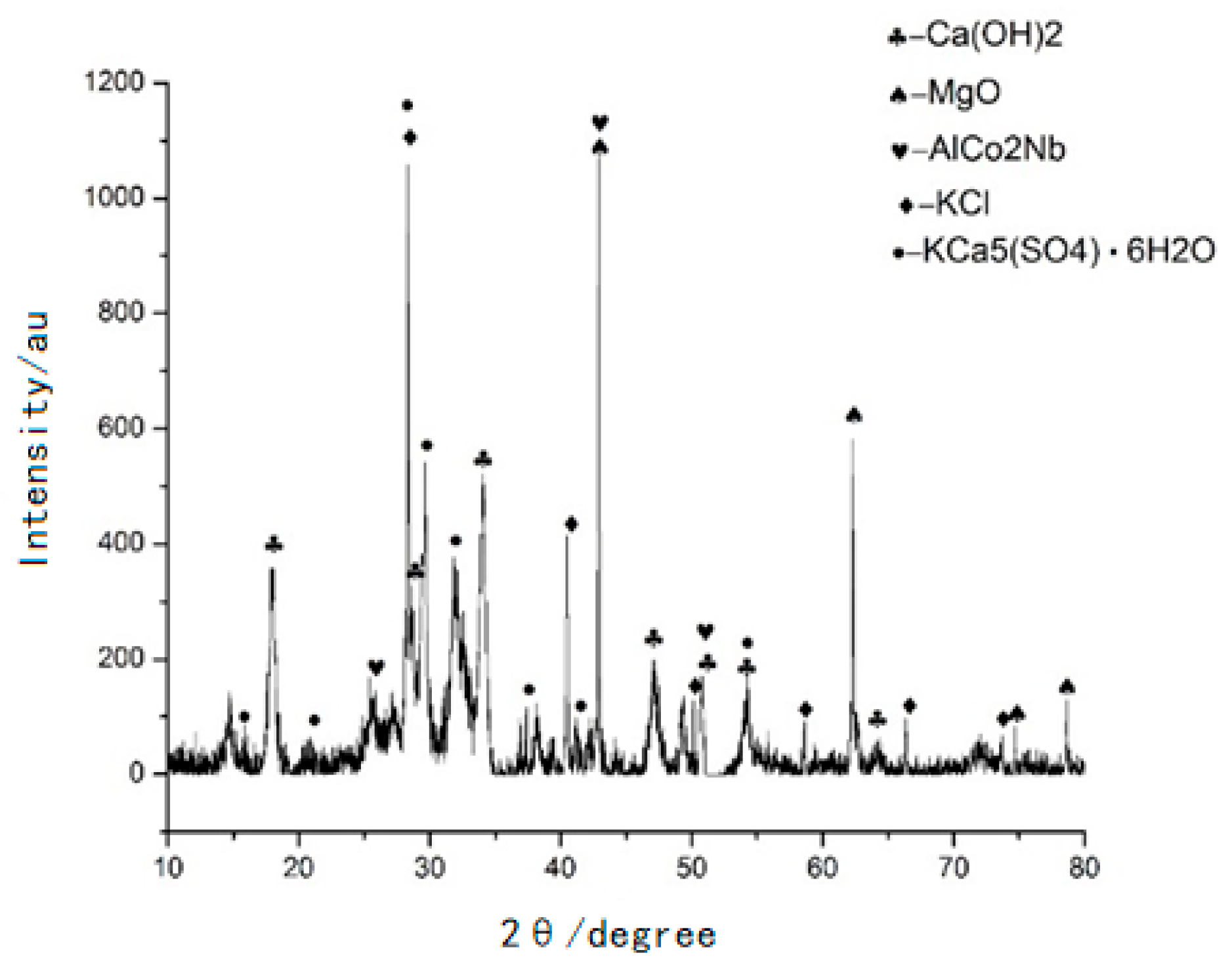
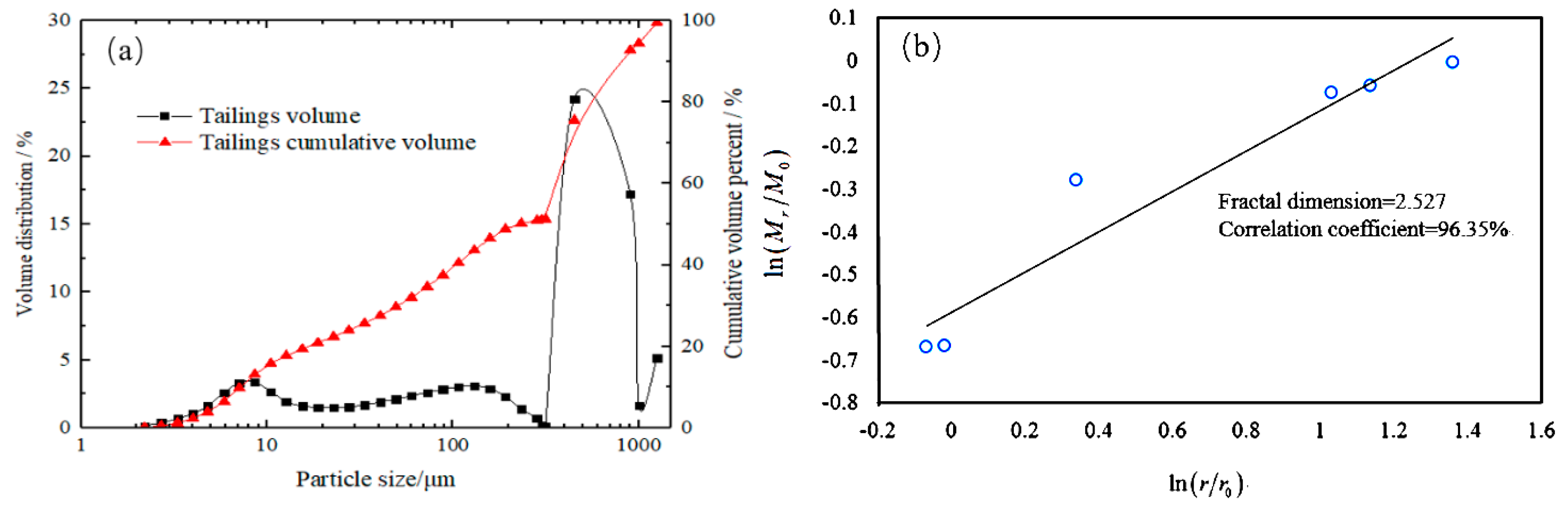
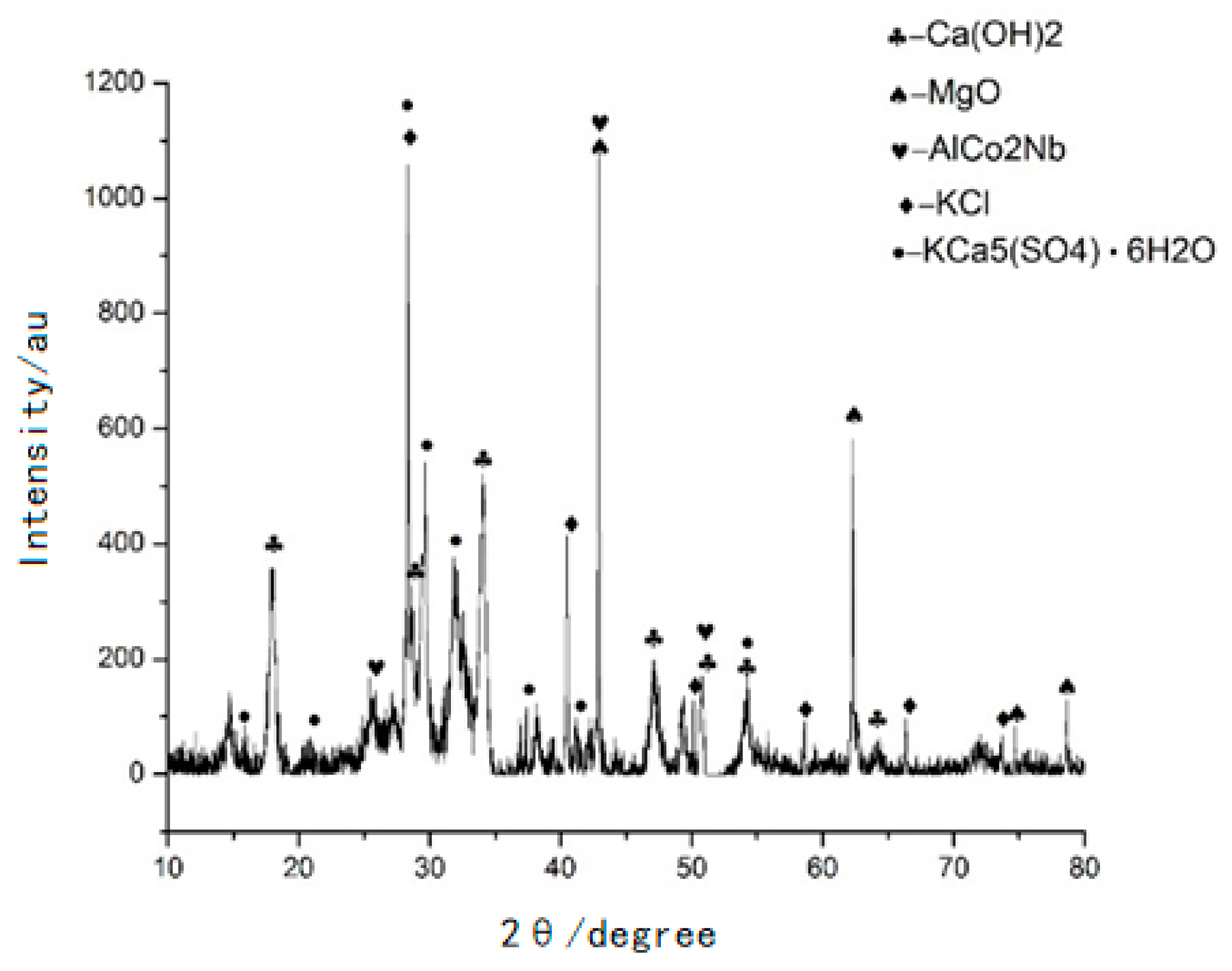
2.1. Material Characterization
2.2. Sample Preparation and Curing Process
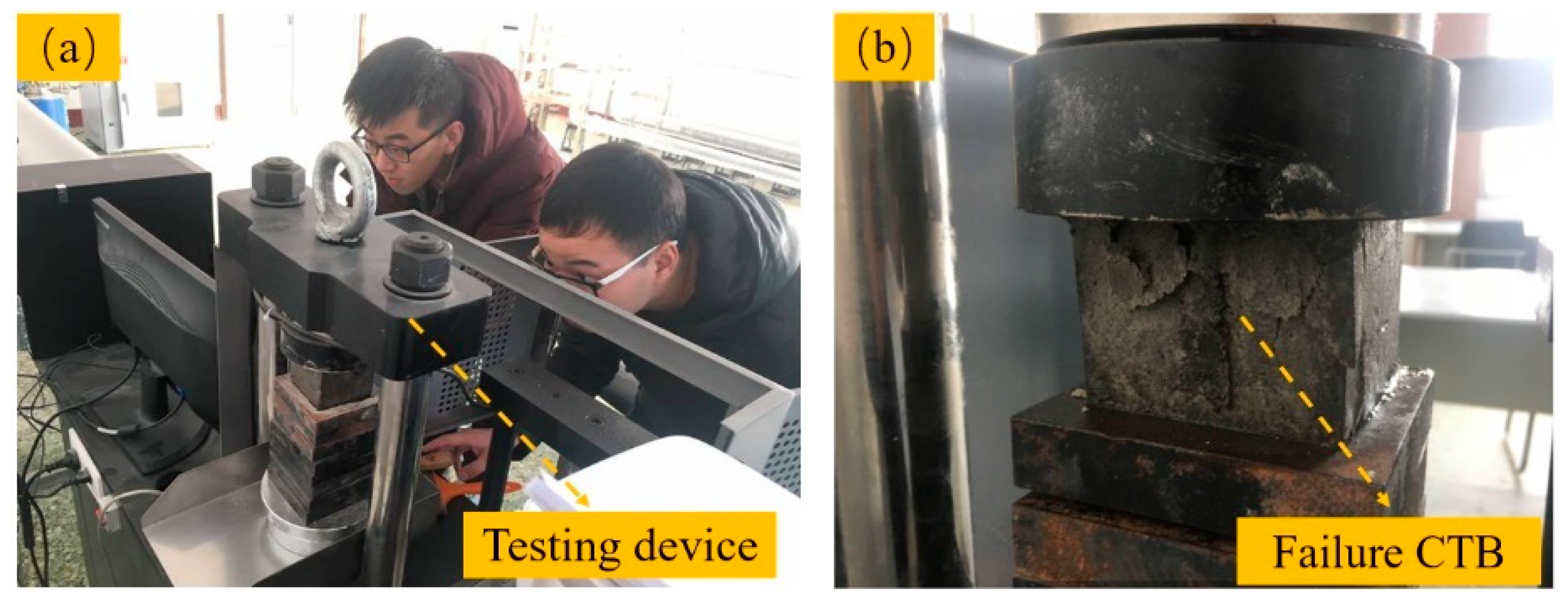
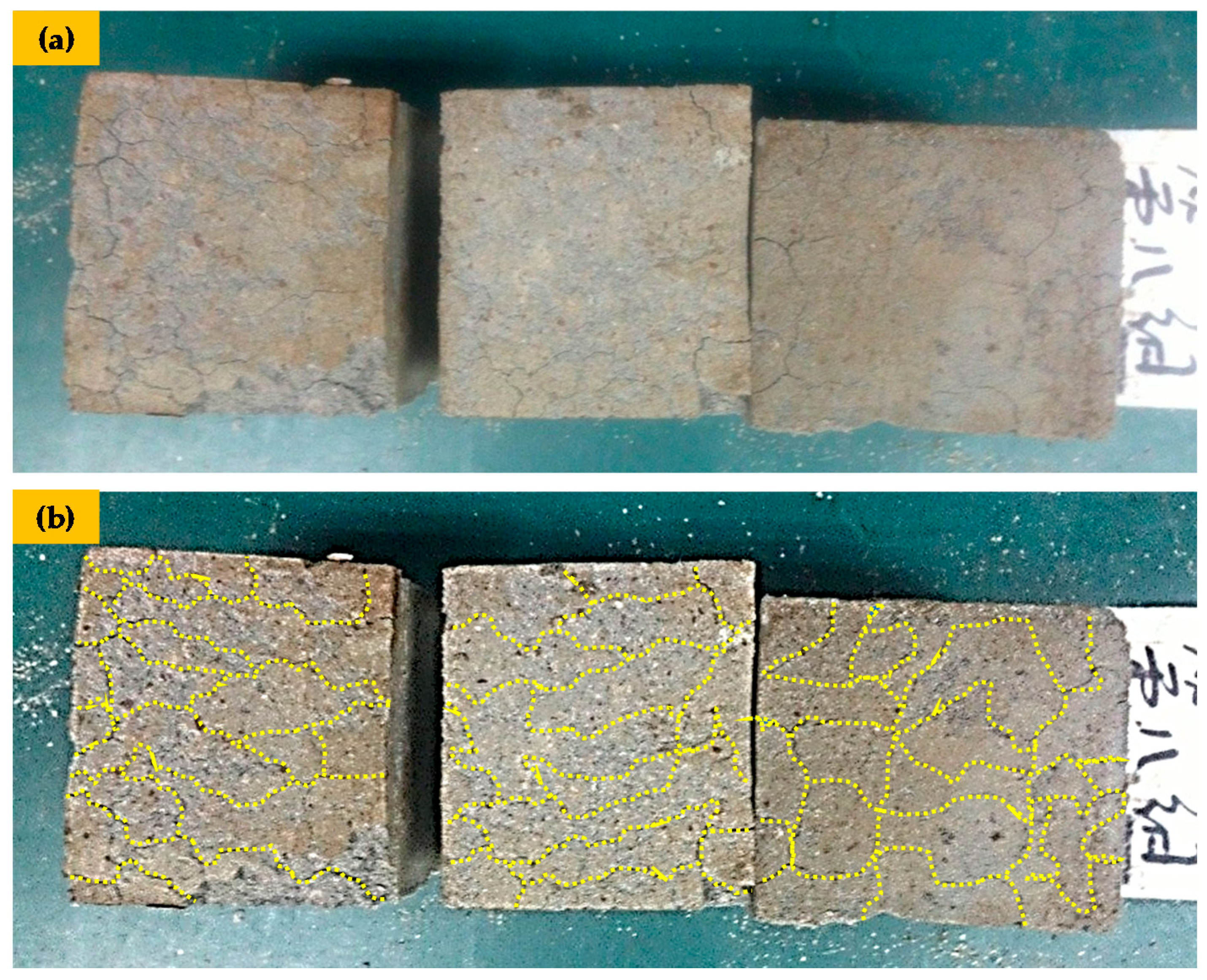
2.3. Uniaxial Compressive Strength Testing
3. Result and Analysis
3.1. Experimental Scheme and Results
3.2. Influence of Weight of Each Activator
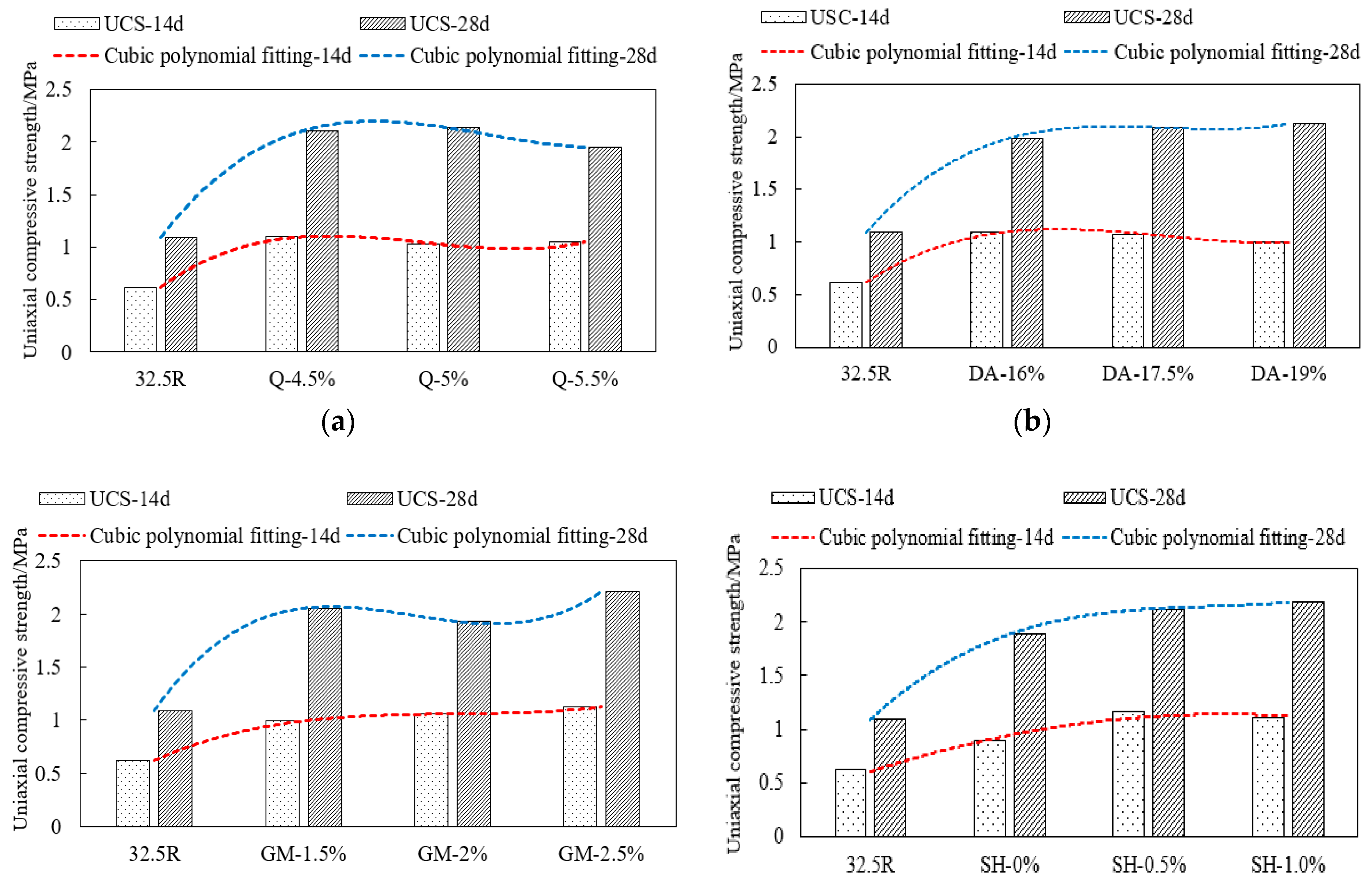
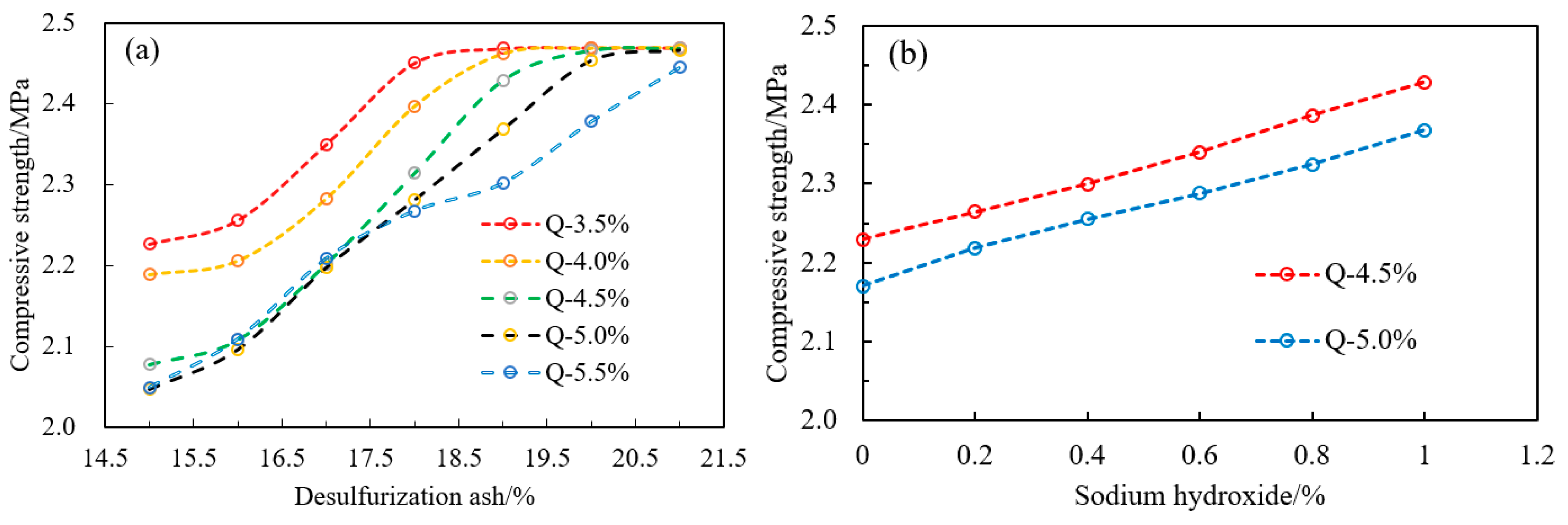
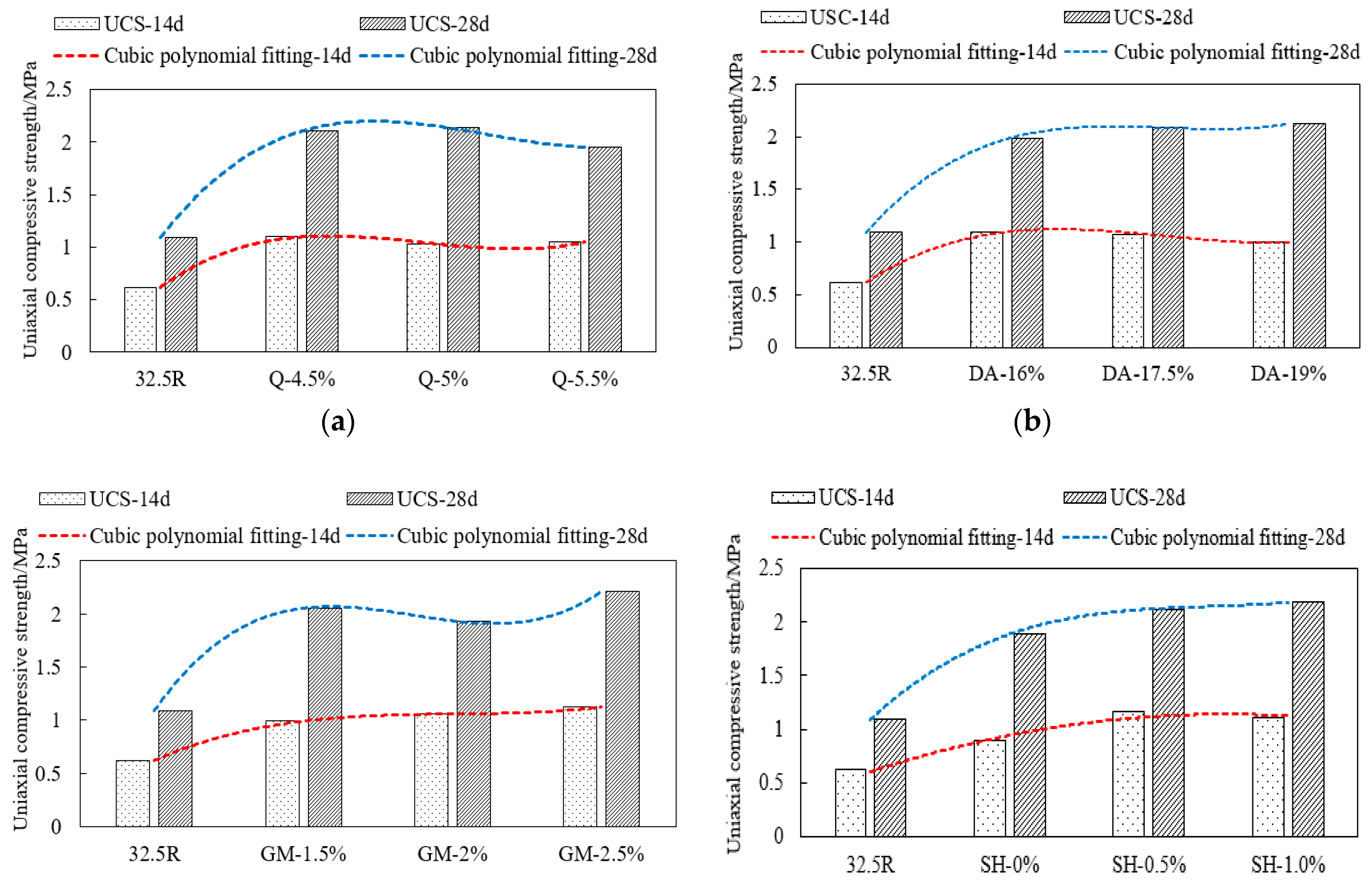
3.3. Influence of Each Activator on Compressive Strength of Testing Piece
3.4. Initial Determination of Activator Dosage
- (1)
- Results of regression analysis of 14-day cured CTB strengthThe optimum ratio was Q 5.5%, DA 17%, GM 2.5%, SH 1.0%; Y14d is 1.404 MPa.
- (2)
- Results of regression analysis of 28-day CTB strengthThe optimum ratio was: Q 4.5%, DA 19%, GM 2.5%, SH 1.0%; Y28d is 2.43 MPa.
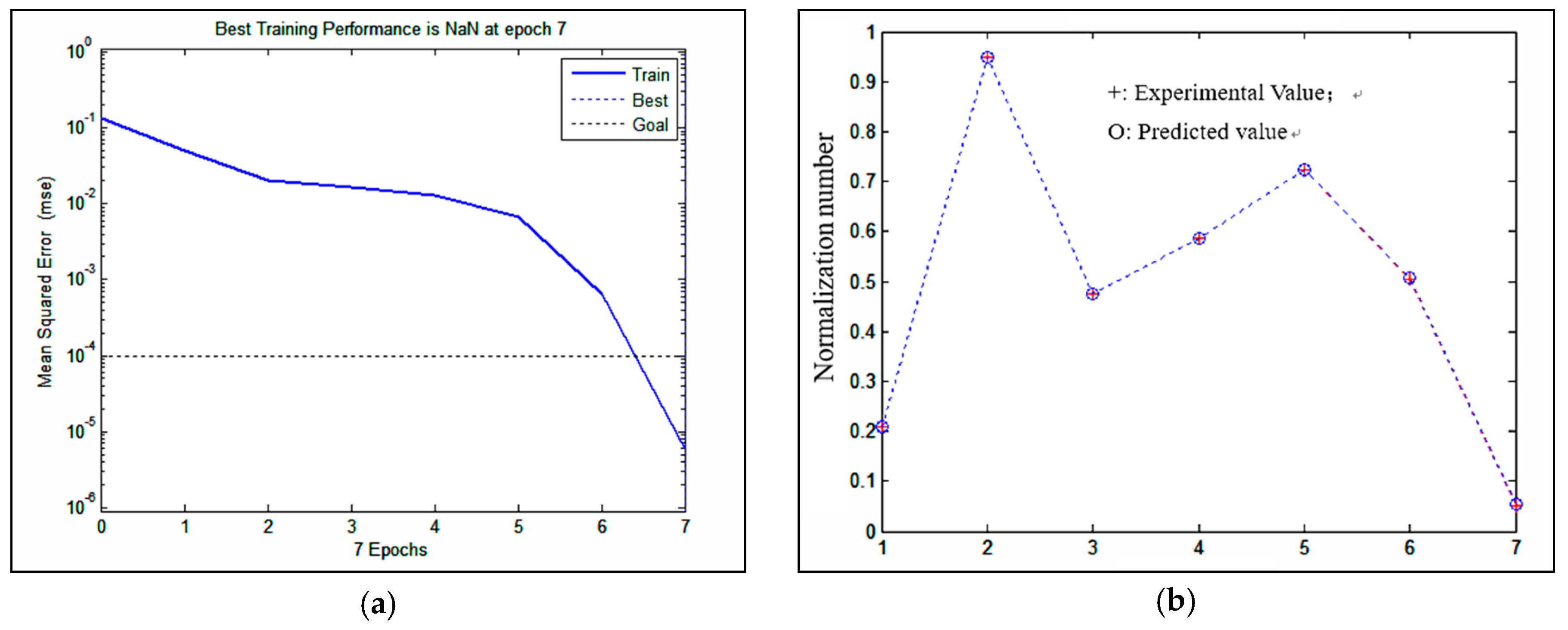
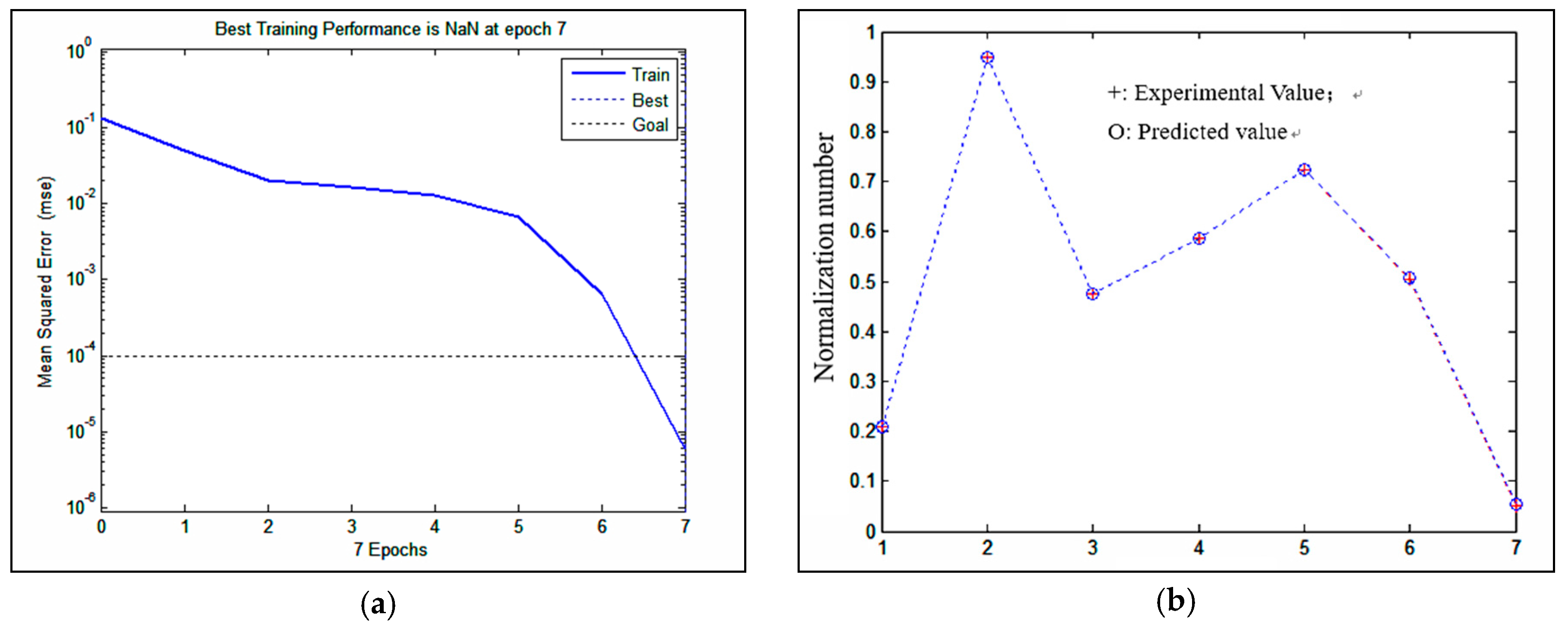
4. Improved Neural Network Prediction
4.1. Model Selection
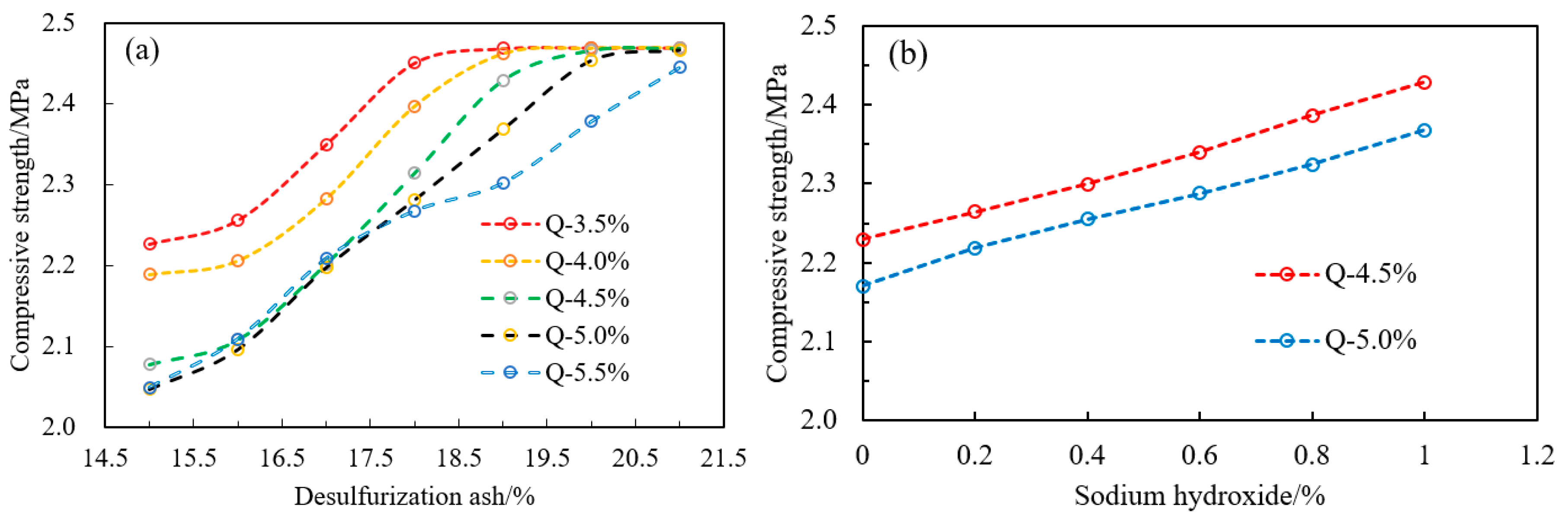
4.2. Optimization Prediction of Cementing Material Ratio
5. Conclusions
- (1)
- The compressive strength of 14-day and 28-day cured CTB samples stimulated by DA reached 1.259 and 2.429 MPa, which were 2.03 and 2.23 times that of the OPC 32.5 R cement sample, respectively. Thus, the samples met the requirements for safe and high-efficiency mining.
- (2)
- SH is the most significant activator that affects the strength gain of CTB samples. The order of the influence of different activator types for both 14-day and 28-day CTB samples was as follows: SH > GM > DA > Q and SH > GM > Q > DA, respectively. When the SH content gradually increased to 1%, the strength gain of 14-day and 28-day cured CTB samples showed a gradually increasing trend. DA affected the early strength of CTB samples, but it had no obvious effect on long-term strength gains.
- (3)
- The growth law of CTB’s strength gain at different activator dosages followed the function y = ax3 − bx2 + cx − d. The minimum strength growth factor was 1.45, and the maximum reached 2.03. Thus, the DA formula was significantly better than the cement activator.
- (4)
- The constructed neural network model can grasp the nonlinear mapping relationship between CTB strength and different activator dosages, and it clearly demonstrated a certain reliability. The optimal decision-making results for the DA formula were as follows: the number of the hidden layer nodes of 5, Q 4.5% or 5%, DA 19%, GM 2.5%, and SH 0.7%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cao, S.; Song, W.D.; Xue, G.L.; Ma, R.W.; Zhu, P.R. Mechanical characteristics variation of stratified cemented tailing backfilling and its failure modes. J. Chin. Univ. Min. Technol. 2016, 45, 717–722. [Google Scholar]
- Sun, W.; Wang, H.J.; Hou, K.P. Control of waste rock-tailings paste backfill for active mining subsidence areas. J. Clean Prod. 2018, 171, 567–579. [Google Scholar] [CrossRef]
- Fall, M.; Benzaazoua, M.; Saa, E.G. Mix proportioning of underground cemented tailings backfill. Tunn. Undergr. Space Technol. 2008, 23, 80–90. [Google Scholar] [CrossRef]
- Yilmaz, E.; Benzazoua, M.; Busiere, B.; Pouliot, S. Influence of disposal configurations on hydrogeological behaviour of surface paste disposal: A field experimental study. Int. J. Miner. Process. 2014, 131, 12–25. [Google Scholar] [CrossRef]
- Yilmaz, E.; Fall, M. Paste Tailings Management, 1st ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 1–303. ISBN 978-3-319-39680-4. [Google Scholar]
- Cao, S.; Song, W.D.; Yilmaz, E. Influence of structural factors on uniaxial compressive strength of cemented tailings backfill. Constr. Build. Mater. 2018, 174, 190–201. [Google Scholar] [CrossRef]
- Cao, S.; Song, W.D. Effect of filling interval time on the mechanical strength and ultrasonic properties of cemented coarse tailing backfill. Int. J. Miner. Process. 2017, 166, 62–68. [Google Scholar] [CrossRef]
- Aldhafeeri, Z.; Fall, M. Sulphate induced changes in the reactivity of cemented tailings backfill. Int. J. Miner. Process. 2017, 16, 13–23. [Google Scholar] [CrossRef]
- Yilmaz, E. Stope depth effect on field behaviour and performance of cemented paste backfills. Int. J. Min. Reclam. Environ. 2018, 32, 273–296. [Google Scholar] [CrossRef]
- Cao, S.; Yilmaz, E.; Song, W.D. Dynamic response of cement-tailings matrix composites under SHPB compression load. Constr. Build. Mater. 2018, 186, 892–903. [Google Scholar]
- Yilmaz, E. One-dimensional consolidation parameters of cemented paste backfills. Miner. Resour. Manag. 2012, 28, 29–45. [Google Scholar]
- Yilmaz, E.; Belem, T.; Benzaazoua, M.; Kesimal, A.; Ercikdi, B. Evaluation of the strength properties of deslimed tailings paste backfill. Miner. Resour. Eng. 2007, 12, 129–144. [Google Scholar]
- Yilmaz, E.; Kesimal, A.; Ercikdi, B. The factors affecting the strength and stability of paste backfill. Yerbilimleri Bull. Earth Sci. 2003, 28, 155–169. [Google Scholar]
- Belem, T.; Benzaazoua, M. Design and application of underground mine paste backfill technology. Geotech. Geol. Eng. 2008, 26, 147–174. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B.; Alp, I.; Yumlu, M.; Ozdemir, B. Paste backfill technology in underground mining: A case study. Turk. J. Earth Sci. Rev. 2003, 16, 45–53. [Google Scholar]
- Koohestani, B.; Darban, A.K.; Darezerehki, E.; Mokhtari, P.; Yilmaz, E.; Yilmaz, E. The influence of sodium and sulfate ions on total solidification and encapsulation potential of iron-rich acid mine drainage in silica gel. J. Environ. Chem. Eng. 2018, 6, 3520–3527. [Google Scholar] [CrossRef]
- Yang, L.; Yilmaz, E.; Li, J.W.; Liu, H.; Jiang, H.Q. Effect of superplasticizer type and dosage on fluidity and strength behavior of cemented tailings backfill with different solid contents. Constr. Build. Mater. 2018, 187, 290–298. [Google Scholar] [CrossRef]
- Ercikdi, B. Effect of Pozzolanic Mineral and Chemical Admixtures on Paste Backfill Performance. Ph.D. Thesis, Karadeniz Technical University, Trabzon, Turkey, 2009; pp. 1–142. [Google Scholar]
- Hewlett, P. Lea’s Chemistry of Cement and Concrete, 5th ed.; Butterworth-Heinemann: Saint Louis, MO, USA, 2018; pp. 1–1092. ISBN 978-0-081-00773-0. [Google Scholar]
- Cincotto, M.A.; Melo, A.A.; Repette, L. Effect of different activators type and dosages and relation to autogenous shrinkage of activated blast furnace slag cement. In Proceedings of the 11th International Congress on the Chemistry of Cement, Durban, South Africa, 11–16 May 2003; pp. 1878–1888. [Google Scholar]
- Cihangir, F. Investigation of Utilisation of Alkali Activated Blast Furnace Slag as Binder in Paste Backfill. Ph.D. Thesis, Karadeniz Technical University, Trabzon, Turkey, 2011; pp. 1–207. [Google Scholar]
- Cihangir, F.; Ercikdi, B.; Kesimal, A.; Ocak, S.; Akyol, Y. Effect of sodium-silicate activated slag at different silicate modulus on the strength and microstructural properties of full and coarse sulphidic tailings paste backfill. Constr. Build. Mater. 2018, 185, 555–566. [Google Scholar] [CrossRef]
- Kermani, M.; Hassani, F.P.; Aflaki, E.; Benzaazoua, M.; Nokken, M. Evaluation of the effect of sodium silicate addition to mine backfill, Gelfill: Part 1. J. Rock Mech. Geotech. Eng. 2015, 7, 266–272. [Google Scholar] [CrossRef]
- Kermani, M.; Hassani, F.P.; Aflaki, E.; Benzaazoua, M.; Nokken, M. Evaluation of the effect of sodium silicate addition to mine backfill, Gelfill: Part 2: Effects of mixing time and curing temeprature. J. Rock Mech. Geotech. Eng. 2015, 7, 668–673. [Google Scholar] [CrossRef]
- Manjunath, R.; Narasimhan, M.C. An experimental investigation on self-compacting alkali activated slag concrete mixes. J. Build. Eng. 2018, 17, 1–12. [Google Scholar] [CrossRef]
- Gebregziabiher, B.S.; Thomas, R.; Peethamparan, S. Very early-age reaction kinetics and microstructural development in alkali-activated slag. Cem. Concr. Compos. 2015, 55, 91–102. [Google Scholar] [CrossRef]
- Islam, S.; Hague, A.; Bui, H.H. 1-D compression behaviour of acid sulphate soils treated with alkali-activated slag. Materials 2016, 9, 289. [Google Scholar] [CrossRef] [PubMed]
- Ahmari, S.; Parameswaran, K.; Zhang, L. Alkali activation of copper mine tailings and low-calcium flash-furnace copper smelter slag. J. Mater. Civ. Eng. 2015, 27, 1–15. [Google Scholar] [CrossRef]
- Kiventerä, J.; Golek, L.; Yliniemi, J.; Ferreira, V.; Deja, J.; Illikainen, M. Utilization of sulphidic tailings from gold mine as a raw material in geopolymerization. Int. J. Miner. Process. 2016, 149, 104–110. [Google Scholar] [CrossRef]
- Pan, Z.H.; Zhang, J.; Liu, W.Q. Solidification/stabilization of zinc-lead tailings by alkali activated slag cement. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2015, 30, 105–108. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Deng, H.W.; Liu, J.X. Rational utilization of fine unclassified tailings and activated blast furnace slag with high calcium. Minerals 2017, 7, 48. [Google Scholar] [CrossRef]
- Razavi, M.; Hassani, F.P. Strength development and characteristics of sodium silicate-fortified sand pastefill/The effect of binder content-sodium silicate concentration, and pulp density. In Proceedings of the 9th International Symposium on Mining with Backfill, Montreal, QC, Canada, 2007; pp. 1–12. [Google Scholar]
- Barnett, S.J.; Soutsos, M.N.; Millard, S.G.; Bungey, J.H. Strength development of mortars containing ground granulated blast-furnace slag: Effect of curing temperature and determination of apparent activation energies. Cem. Concr. Res. 2006, 36, 434–440. [Google Scholar] [CrossRef]
- Zhao, F.Q.; Ni, W.; Wang, H.J.; Liu, H.J. Activated fly ash/slag blended cement. Resour. Conserv. Recycl. 2007, 52, 303–313. [Google Scholar] [CrossRef]
- Chi, M.; Huang, R. Binding mechanism and properties of alkali-activated fly ash/slag mortars. Constr. Build. Mater. 2013, 40, 291–298. [Google Scholar] [CrossRef]
- Thomas, R.J.; Gebregziabiher, B.S.; Giffin, A.; Peethamparan, S. Micromechanical properties of alkali-activated slag cement binders. Cem. Concr. Compos. 2018, 90, 241–256. [Google Scholar] [CrossRef]
- Liu, R.G.; Ding, S.D.; Yan, P.Y. Influence of hydration environment on the characteristics of ground granulated blast furnace slag hydration products. Bull. Chin. Ceram. Soc. 2015, 34, 1594–1599. [Google Scholar]
- Li, M.H.; Yang, Z.Q.; Wang, Y.T.; Gao, Q. Experiment study of compressive strength and mechanical property of filling body for fly ash composite cementitious materials. J. China Univ. Min. Technol. 2015, 44, 650–655, 695. [Google Scholar]
- Ren, A.; Feng, G.R.; Guo, Y.X.; Qi, T.Y.; Guo, J.; Zhang, M.; Kang, L.X.; Han, Y.L.; Zhang, P.L. Influence on performance of coal mine filling paste with fly ash. J. Chin. Coal Soc. 2014, 39, 2374–2380. [Google Scholar]
- Yao, Z.G. Investigation on the Interaction Mechanism of Backfill and Aluminum Matrix Composites Cogulation Material for Filling Mines. Ph.D. Thesis, Central South University, Hunan, China, 2010; pp. 1–304. [Google Scholar]
- Wang, X.M.; Xue, X.L.; Zhang, Q.L.; Hu, Y.; Yang, L. Optimum ratio and application of joint cemented backfill with crushed rock and phosphogypsum. J. Cent. South Univ. 2015, 46, 3767–3773. [Google Scholar]
- Guo, X.L.; Shi, H.S. Influence of thermally treated flue gas desulfurization (FGD) gypsum on performance of the slag powder concrete. J. Wuhan Univ. Technol. (Mater. Sci. Ed.) 2013, 28, 1122–1127. [Google Scholar] [CrossRef]
- Wang, C.Q.; Tan, K.F.; Dai, C.B.; Wang, P.X. Research status on the comprehensive utilization of Desulphurized ash in China. Fly Ash Compre. Utilization 2014, 2, 51–56. [Google Scholar]
- Yang, Z.Q.; Xiong, L.F.; Fang, L.; Gao, Q.; Tian, L.P. Preparation of new filling cementing materials with sintering desulphurized ash. Nonferrous Met. Sci. Eng. 2015, 6, 8–12. [Google Scholar]
- Wang, C.C. Modelling of the compressive strength development of cement mortar with furnace slag and desulfurization slag from the early strength. Constr. Build. Mater. 2016, 128, 108–117. [Google Scholar] [CrossRef]
- Li, M.H.; Yang, Z.Q.; Gao, Q.; Wang, Y.T. The orthogonal test and optimal decision for the development of new backfill cementing materials based on the rod milling sand. Adv. Mater. Res. 2014, 962–965, 1100–1105. [Google Scholar] [CrossRef]
- Wang, C.Q.; Tan, K.F.; Xu, X.X.; Wang, P.X. Effect of activators, admixtures and temperature on the early hydration performance of desulphurized ash. Constr. Build. Mater. 2014, 70, 322–331. [Google Scholar] [CrossRef]
- Chen, Z.W.; Wu, S.P.; Li, F.Z.; Chen, J.Y.; Qin, Z.H.; Pang, L. Recycling of flue gas desulfurization residues in gneiss based hot mix asphalt: materials characterization and performances evaluation. Constr. Build. Mater. 2014, 73, 137–144. [Google Scholar] [CrossRef]
- ASTM Standard D421-85. Standard Practice for Dry Preparation of Soil Samples for Particle Size Analysis and Determination of Soil Constants; Annual Book of ASTM Standards, 04.08; American Society of Testing Material International: West Conshohocken, PA, USA, 2007; pp. 8–9. Available online: www.astm.org (accessed on 15 August 2018). [CrossRef]
- Shi, W.X.; Lin, C.; Chen, W.; Hong, J.L.; Chang, J.C.; Dong, Y.; Zhang, Y.L. Environmental effect of current desulfurization technology on fly ash dust emission in China. Renew. Sustain. Energy Rev. 2017, 72, 1–9. [Google Scholar] [CrossRef]
- Babu, K.G.; Kumar, V.S.R. Efficiency of GGBS in concrete. Cem. Concr. Res. 2000, 30, 1031–1036. [Google Scholar] [CrossRef]
- Zhu, X.L.; Zhou, M.R. Water quenching blast furnace slag comprehensive utilization route. Chin. Resour. Compr. Utilization 2005, 7, 8–10. [Google Scholar]
- Li, C. Research on the Glass Phase of Slag, High Calcium Fly Ash and Low Calcium Fly Ash and Their Hydration Mechanism. Ph.D. Thesis, Tsinghua University, Beijing, China, 2011; pp. 1–21. [Google Scholar]
- Dong, L.; Gao, Q.; Nan, S.Q.; Du, J.Q. Performance and hydration mechanism of new super fine cemented whole-tailings backfilling materials. J. Cent. South Univ. 2013, 44, 1571–1577. [Google Scholar]
- ASTM Standard C109/C109M-16a. Standard Test Method for Compressive Strength of Hydralic Cement Mortars (using 2-in. or (50-mm) Cube Specimens; Annual Book of ASTM Standards, 04.08; American Society of Testing Material International: West Conshohocken, PA, USA, 2016; pp. 1–9. Available online: www.astm.org (accessed on 15 August 2018). [CrossRef]
- Yilmaz, E.; Belem, T.; Benzaazoua, M. Specimen size effect on strength behavior of cemented paste backfills subjected to different placement conditions. Eng. Geol. 2014, 185, 52–62. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B. Evaluation of paste backfill test results obtained from different size slumps with varying cement contents for sulphur-rich mill tailings. Cem. Concr. Res. 2004, 34, 1817–1822. [Google Scholar] [CrossRef]
- Yilmaz, E.; Belem, T.; Benzaazoua, M.; Bussière, B. Assessment of the modified CUAPS apparatus to estimate in situ properties of cemented paste backfill. Geotech. Test. J. 2010, 33, 351–362. [Google Scholar]
- Yilmaz, E.; Benzaazoua, M.; Belem, T.; Bussière, B. Effect of curing under pressure on compressive strength development of cemented paste backfill. Miner. Eng. 2009, 22, 772–785. [Google Scholar] [CrossRef]
- Yilmaz, E.; Belem, T.; Bussière, B.; Benzaazoua, M. Relationships between microstructural properties and compressive strength of consolidated and unconsolidated cemented paste backfills. Cem. Concr. Compos. 2011, 33, 702–715. [Google Scholar] [CrossRef]
- Cao, S.; Yilmaz, E.; Song, W.D. Evaluation of viscosity, strength and microstructural properties of cemented tailings backfill. Minerals 2018, 8, 352. [Google Scholar] [CrossRef]
- Ji, Y.P. The method of rock mass in-situ stress inversion based on stepwise multiple regression. J. Lanzhou Jiaotong Technol. 2016, 35, 52–57. [Google Scholar]
- Sahoo, B.K.; De, S.; Meikap, B.C. Artifical neural network approach for rheological characteristics of coal-water slurry using microwave pre-treatment. Int. J. Min. Sci. Technol. 2017, 27, 379–386. [Google Scholar] [CrossRef]
- Zhou, Y.; Meng, Q.; Lin, B.Q.; Qin, J.L.; Zhou, G.P. A simple method for solving unidirectional methane gas flow in coal seam based on similarity solution. Int. J. Min. Sci. Technol. 2018, 28, 331–334. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturer | CaO (%) | MgO (%) | CaCO3 (%) | Ca(OH)2 (%) | Others (%) |
|---|---|---|---|---|---|
| Yongshun | 39.02 | 8.52 | 15.84 | 35.54 | 1.08 |
| Yinshui | 73.05 | 9.88 | 8.27 | 8.79 | 0.01 |
| Test No. | Q/% | DA/% | GM/% | SH/% | Slag Powder/% | Stress/MPa | 28-d Sinking Rate/% | |
|---|---|---|---|---|---|---|---|---|
| 14-d | 28-d | |||||||
| DA-1 | 4.5 | 16 | 1.5 | 0 | 78 | 0.912 | 1.830 | 5.20 |
| DA-2 | 4.5 | 17.5 | 2.0 | 0.5 | 75.5 | 1.222 | 2.056 | 5.12 |
| DA-3 | 4.5 | 19 | 2.5 | 1.0 | 73 | 1.156 | 2.429 | 4.85 |
| DA-4 | 5.0 | 16 | 2.0 | 1.0 | 76 | 1.119 | 2.045 | 4.36 |
| DA-5 | 5.0 | 17.5 | 2.5 | 0 | 75 | 0.948 | 2.135 | 6.07 |
| DA-6 | 5.0 | 19 | 1.5 | 0.5 | 74 | 1.005 | 2.245 | 4.21 |
| DA-7 | 5.5 | 16 | 2.5 | 0.5 | 75.5 | 1.259 | 2.068 | 4.88 |
| DA-8 | 5.5 | 17.5 | 1.5 | 1.0 | 74.5 | 1.053 | 2.087 | 6.17 |
| DA-9 | 5.5 | 19 | 2.0 | 0 | 73.5 | 0.830 | 1.701 | 3.16 |
| OPC 32.5R cement type | 0.619 | 1.091 | 3.56 | |||||
| Curing Period | Activator | Range Analysis Weights | Variance Analysis | |||
|---|---|---|---|---|---|---|
| Sum of Squares | Degree of Freedom | Mean Square Error | Significance | |||
| 14d | Q | 1 | 0.0083 | 2 | 0.0041 | SH > GM > DA > Q |
| DA | 1.37 | 0.0164 | 2 | 0.0082 | ||
| GM | 1.79 | 0.0257 | 2 | 0.0129 | ||
| SH | 3.63 | 0.1184 | 2 | 0.0592 | ||
| 28d | Q | 1.32 | 0.0607 | 2 | 0.0304 | SH > GM > Q > DA |
| DA | 1 | 0.0343 | 2 | 0.0171 | ||
| GM | 1.92 | 0.1155 | 2 | 0.0577 | ||
| SH | 2.07 | 0.1480 | 2 | 0.0740 | ||
| Activator | 14-d Stress/MPa | K * | 28-d Stress/MPa | K * | Activator/% | 14-d Stress/MPa | K * | 28-d Stress/MPa | K * |
|---|---|---|---|---|---|---|---|---|---|
| 32.5R | 0.619 | - | 1.091 | - | |||||
| Q-4.5% | 1.097 | 1.77 | 2.105 | 1.93 | DA-16.0% | 1.097 | 1.77 | 1.981 | 1.82 |
| Q-5.0% | 1.024 | 1.65 | 2.142 | 1.96 | DA-17.5% | 1.074 | 1.74 | 2.093 | 1.92 |
| Q-5.5% | 1.047 | 1.69 | 1.952 | 1.79 | DA-19.0% | 0.997 | 1.61 | 2.125 | 1.95 |
| GM-1.5% | 0.99 | 1.60 | 2.054 | 1.88 | SH-0.0% | 0.897 | 1.45 | 1.889 | 1.73 |
| GM-2.0% | 1.057 | 1.71 | 1.934 | 1.77 | SH-0.5% | 1.162 | 1.88 | 2.123 | 1.95 |
| GM-2.5% | 1.121 | 1.81 | 2.211 | 2.03 | SH-1.0% | 1.109 | 1.79 | 2.187 | 2.00 |
| Test No. | Experimental Value/MPa | Predicted Value/MPa | Relative Error/% |
|---|---|---|---|
| DA-1 | 1.83 | 1.8297 | −0.02 |
| DA-2 | 2.429 | 2.4288 | −0.01 |
| DA-3 | 2.045 | 2.0457 | 0.04 |
| DA-4 | 2.135 | 2.1346 | −0.02 |
| DA-5 | 2.245 | 2.2450 | 0.00 |
| DA-6 | 2.068 | 2.0716 | 0.18 |
| DA-7 | 1.701 | 1.7043 | 0.19 |
| DA-8 | 2.056 | 2.0898 | 1.64 |
| DA-9 | 2.087 | 2.1055 | 0.89 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, G.; Yilmaz, E.; Song, W.; Cao, S. Compressive Strength Characteristics of Cemented Tailings Backfill with Alkali-Activated Slag. Appl. Sci. 2018, 8, 1537. https://doi.org/10.3390/app8091537
Xue G, Yilmaz E, Song W, Cao S. Compressive Strength Characteristics of Cemented Tailings Backfill with Alkali-Activated Slag. Applied Sciences. 2018; 8(9):1537. https://doi.org/10.3390/app8091537
Chicago/Turabian StyleXue, Gaili, Erol Yilmaz, Weidong Song, and Shuai Cao. 2018. "Compressive Strength Characteristics of Cemented Tailings Backfill with Alkali-Activated Slag" Applied Sciences 8, no. 9: 1537. https://doi.org/10.3390/app8091537
APA StyleXue, G., Yilmaz, E., Song, W., & Cao, S. (2018). Compressive Strength Characteristics of Cemented Tailings Backfill with Alkali-Activated Slag. Applied Sciences, 8(9), 1537. https://doi.org/10.3390/app8091537