Online Dynamic Balance Technology for High Speed Spindle Based on Gain Parameter Adaption and Scheduling Control


Abstract
:1. Introduction
- (1)
- The influence coefficient method is the common method to calculate the correcting vectors of the correcting faces in online dynamic balance control. In practical application, affected by the precision of signal measurement and analysis, the actual vectors of the influence coefficients are very difficult to measure and calculate. So the dynamic balance accuracy is low and difficult to improve based on the traditional influence coefficient method.
- (2)
- On the other hand, with the transformation of speed, service time, environment condition, temperature field, abrasion, and lubrication condition of supporting components etc., the kinetic parameters of the rotor system may be changed, but the original influence coefficients cannot meet the requirement of high accuracy dynamic balance control.
- (3)
- The gain scheduling control is perfect for the rotor system in which the kinetic parameters transform with the working conditions. Comparing with the influence coefficient method, the actual vectors of the influence coefficients of the dynamic balance system are not necessary to know based on the gain scheduling method, and ideal balancing accuracy can be gained based on the estimated value of influence coefficients and gain parameters.
- (4)
- The traditional gain scheduling control method is based on the fact that the influence coefficient has been estimated and the gain calculated under the offline state. Also, it belongs to open loop control and there is no feedback and compensation mechanism for the inaccurate gain, which could interfere with the online dynamic balance precision.
2. The Online Dynamic Balance System Design for Double-Face Correction
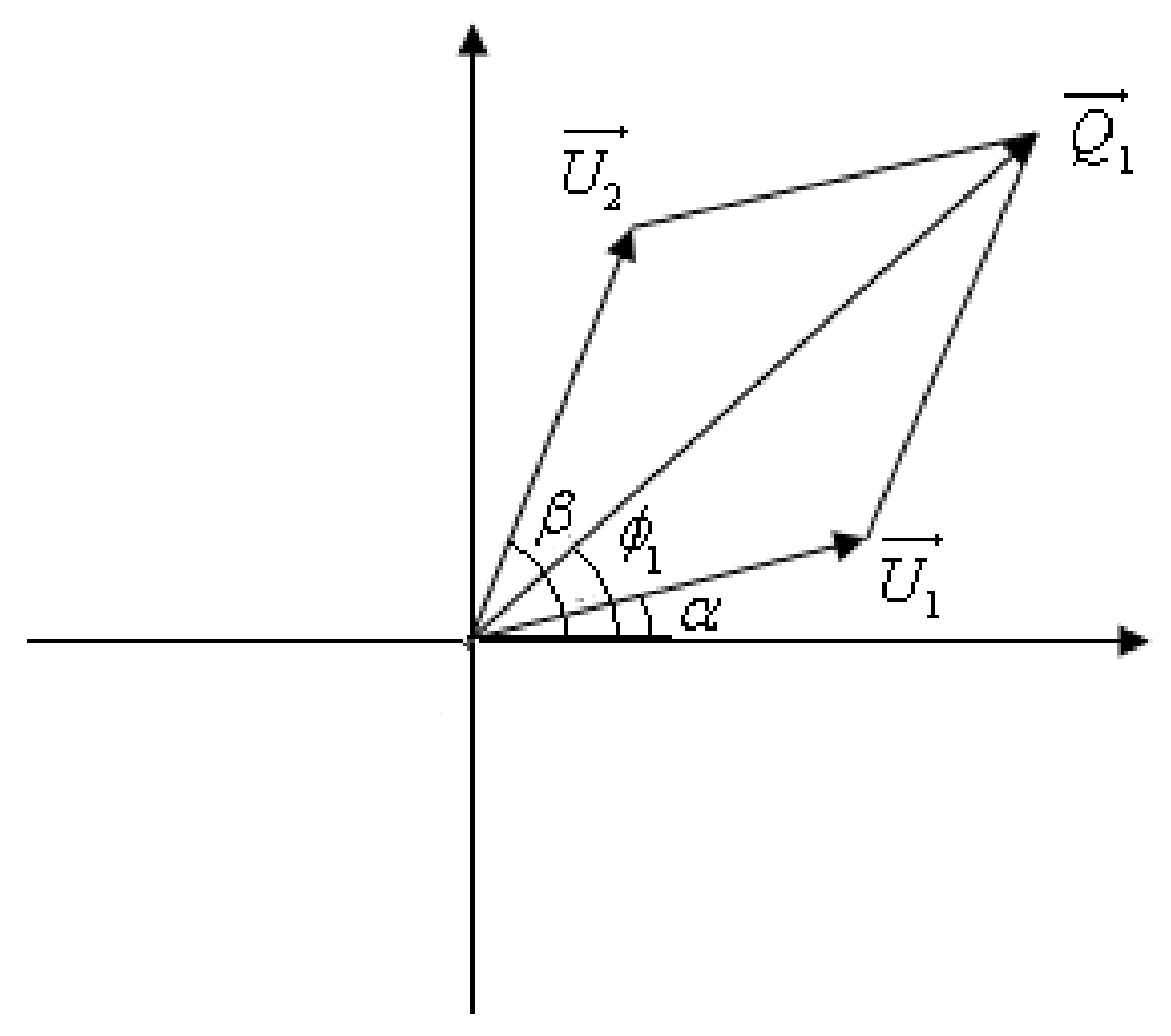
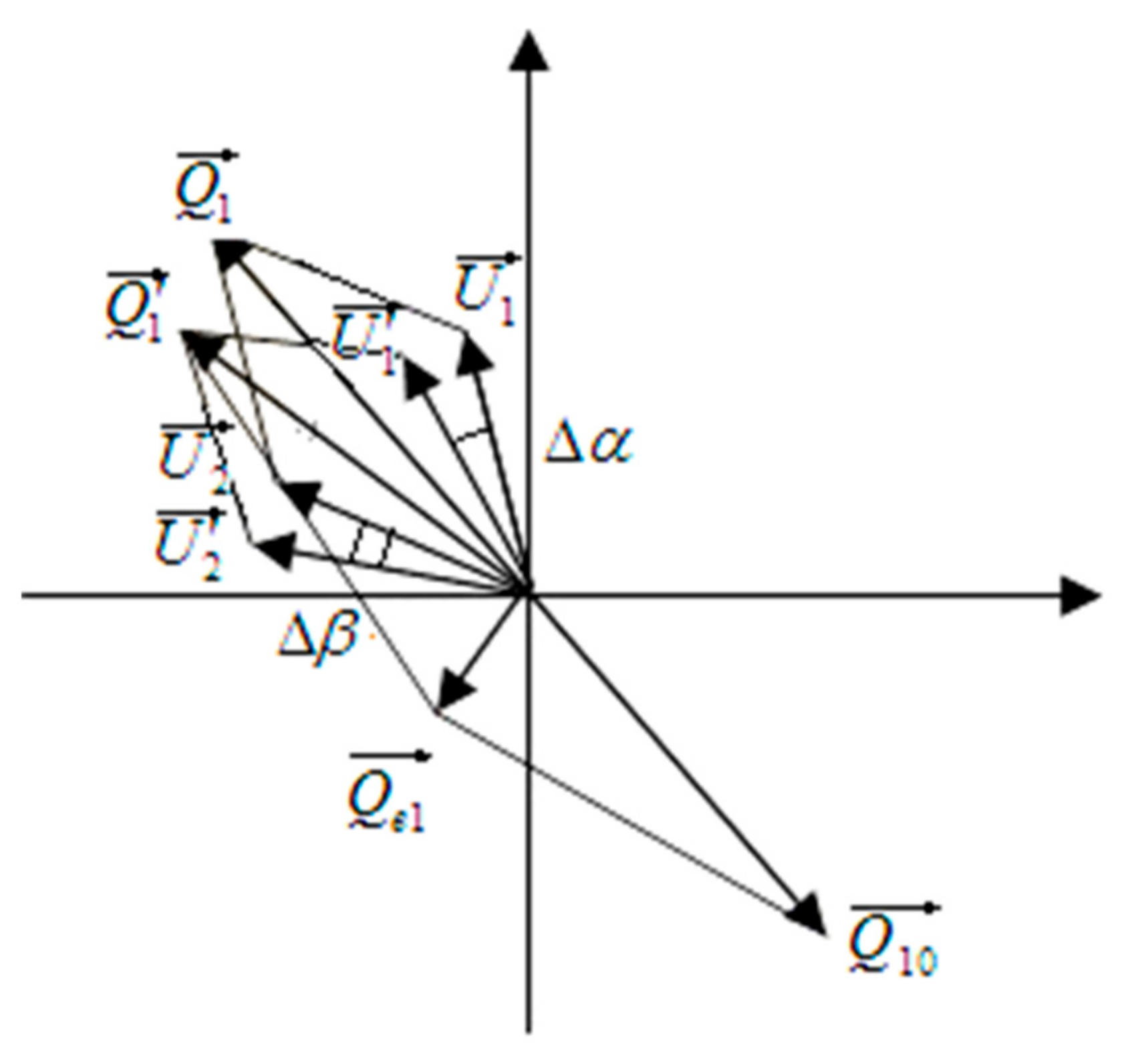
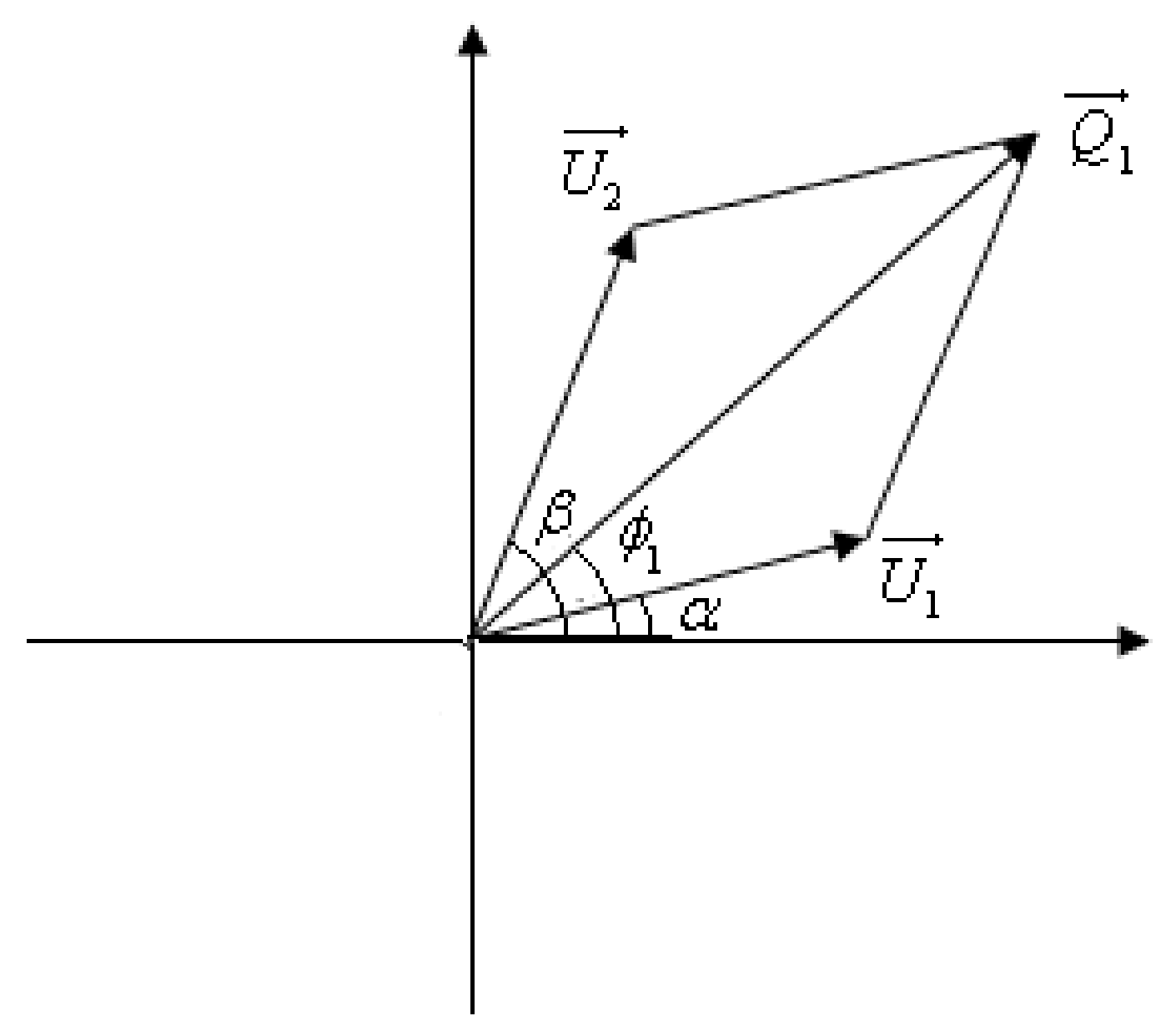
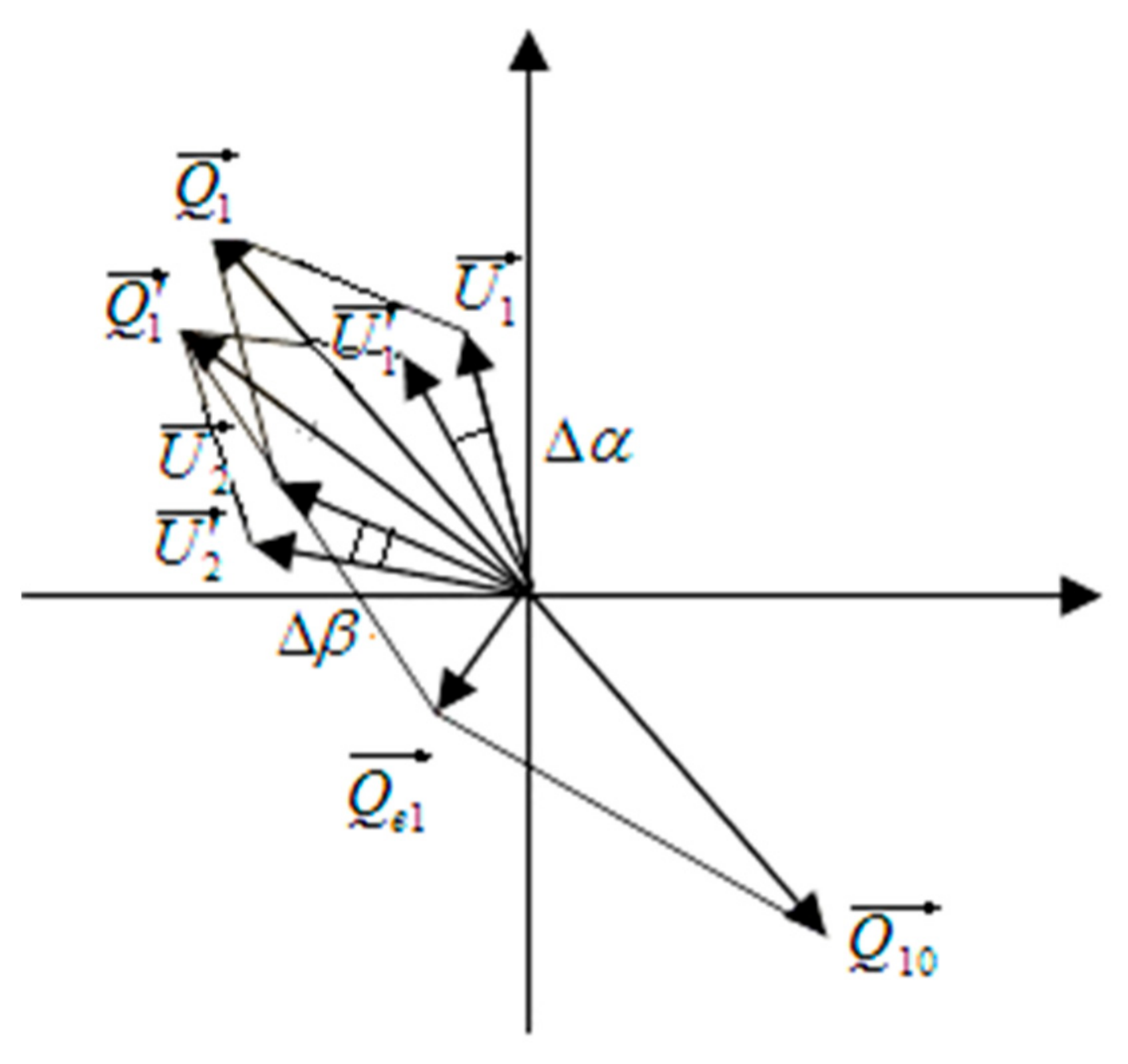
2.1. The Principle of Vector Synthesis
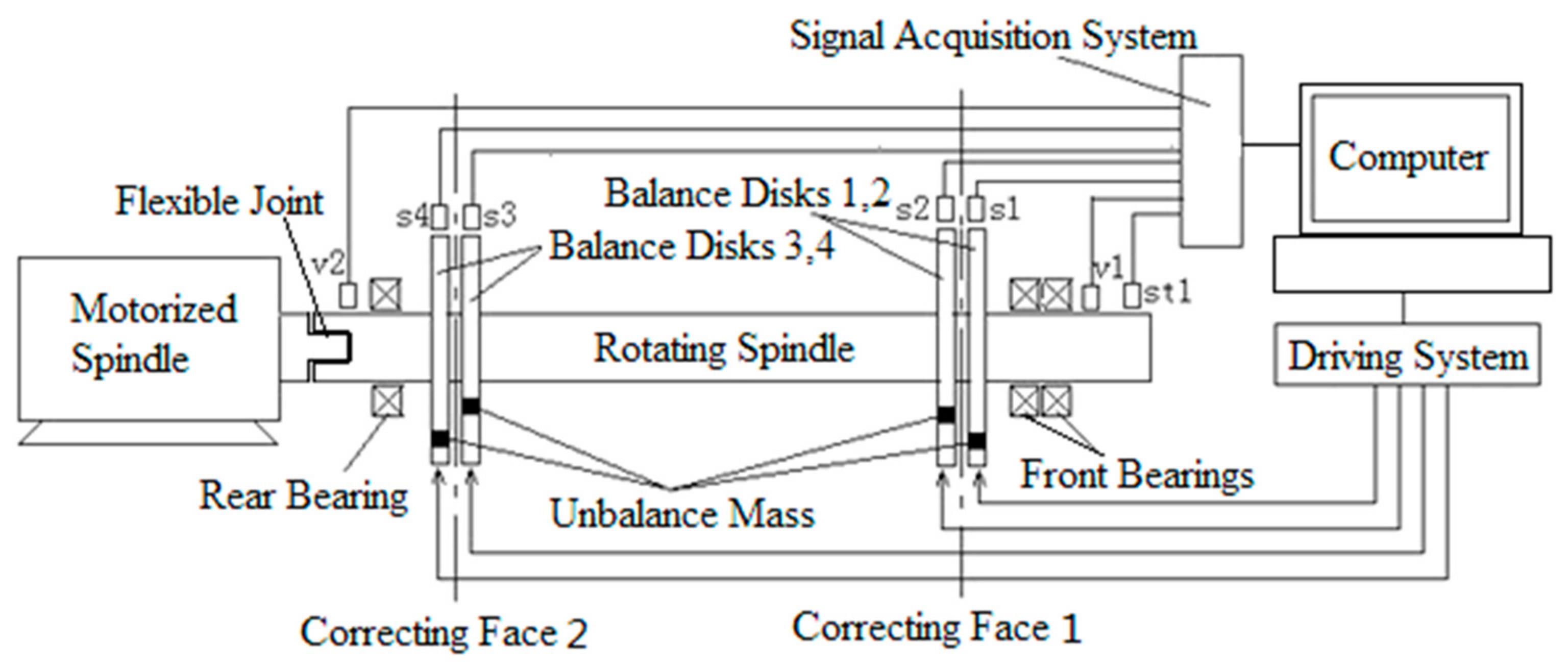
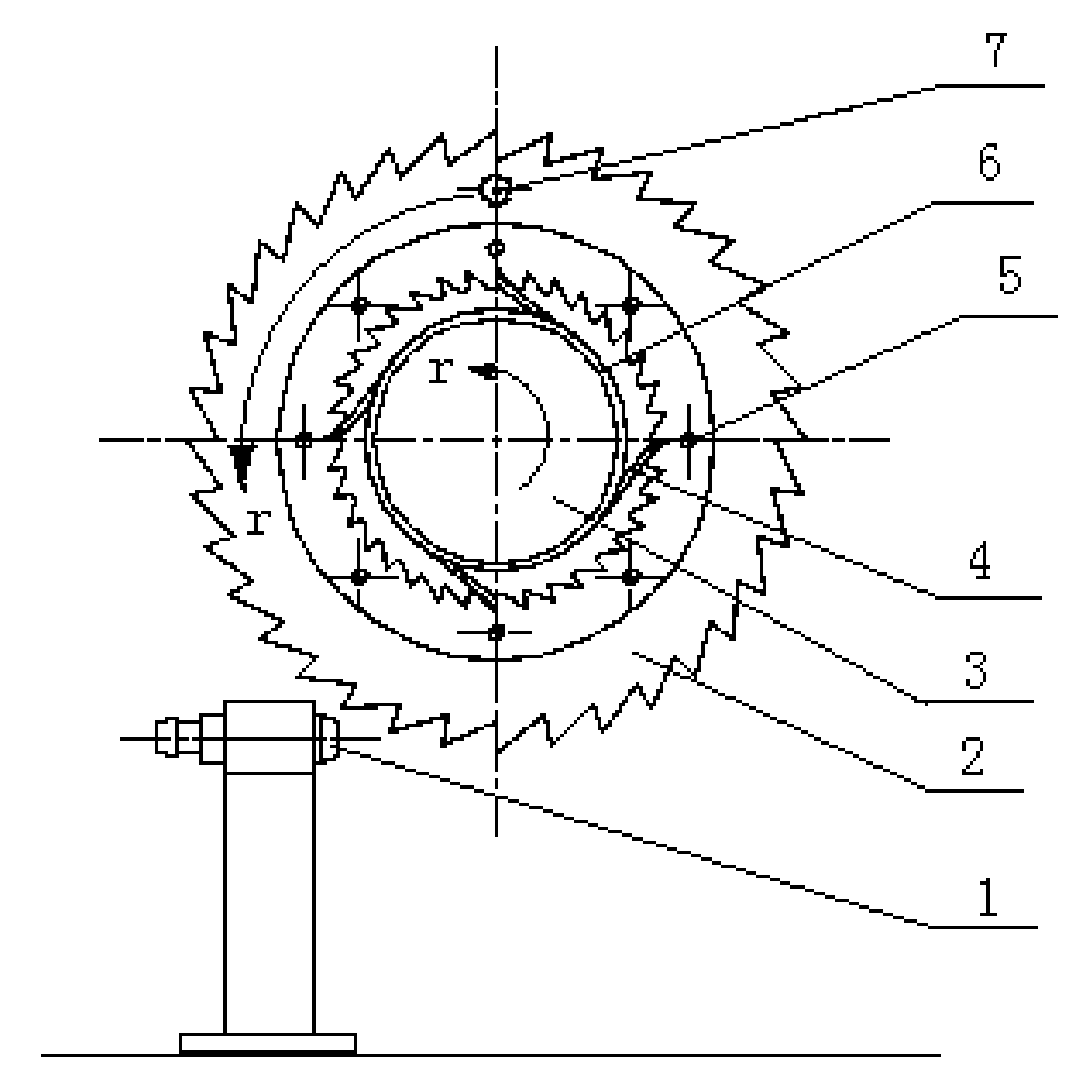
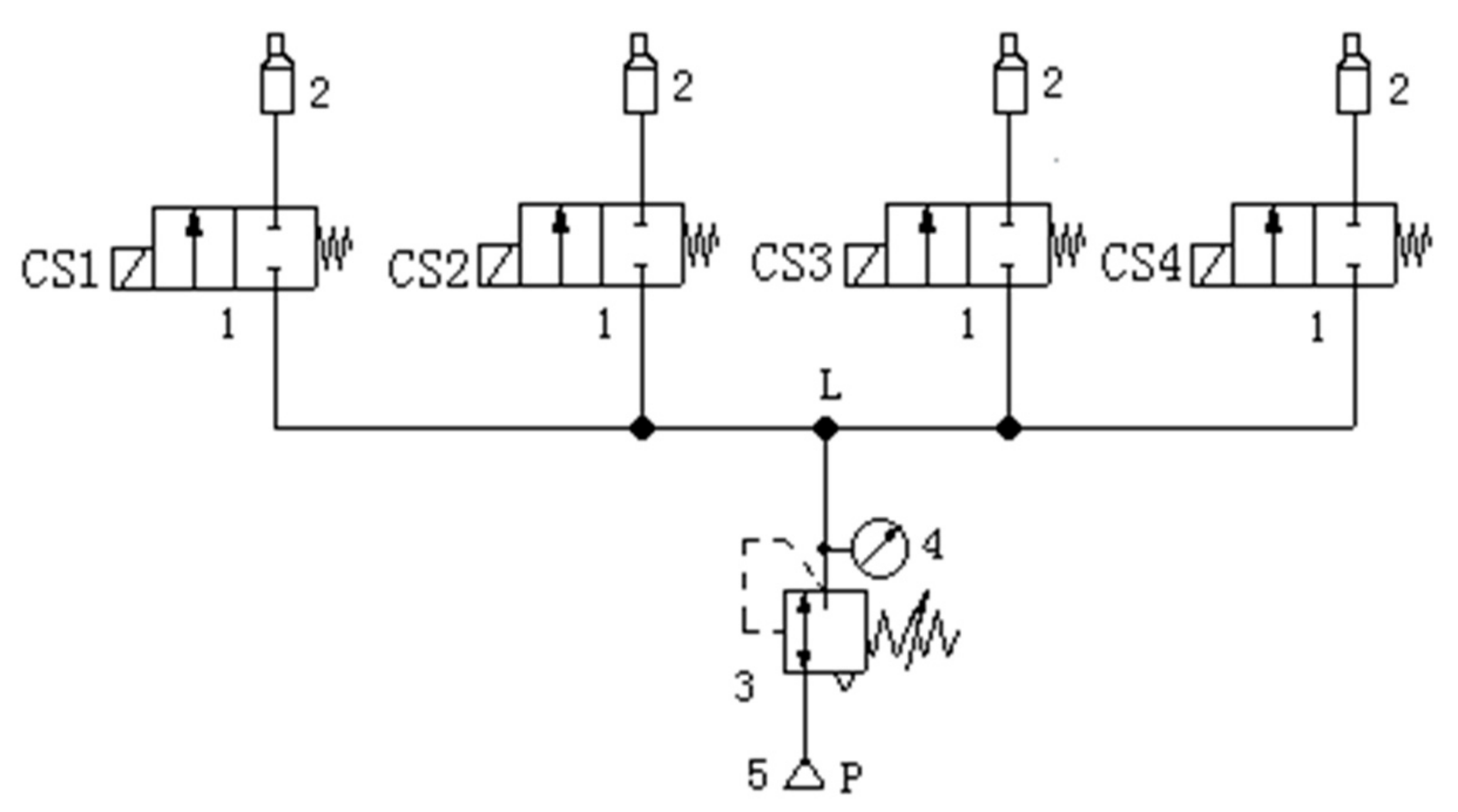
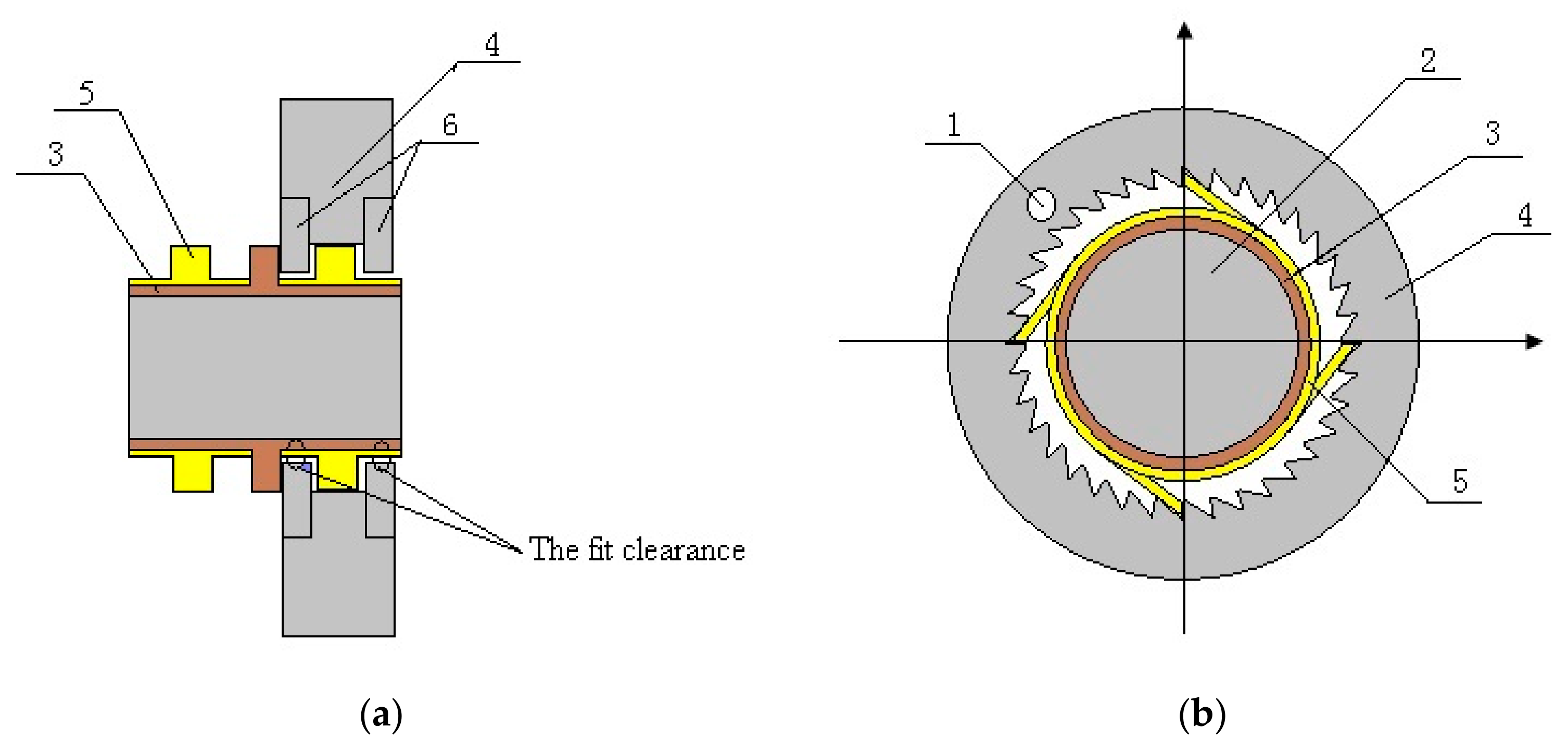
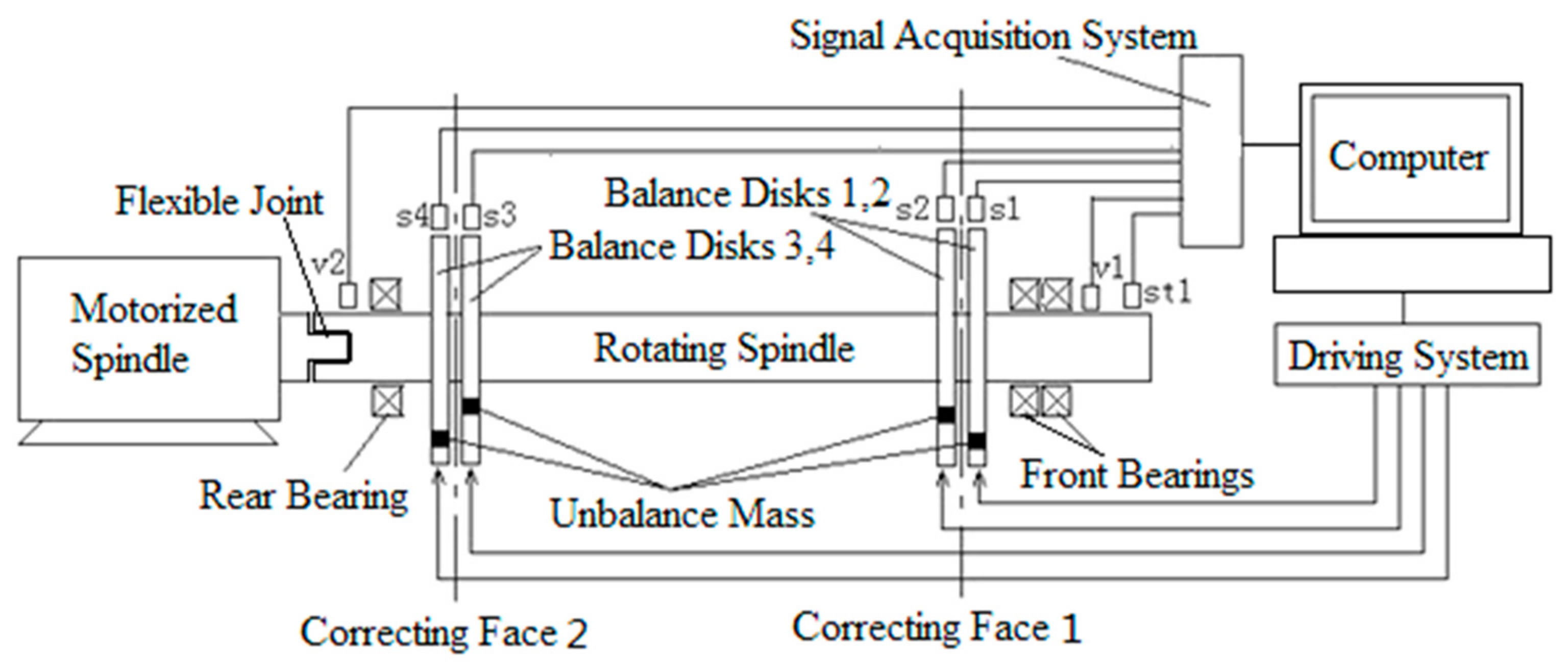
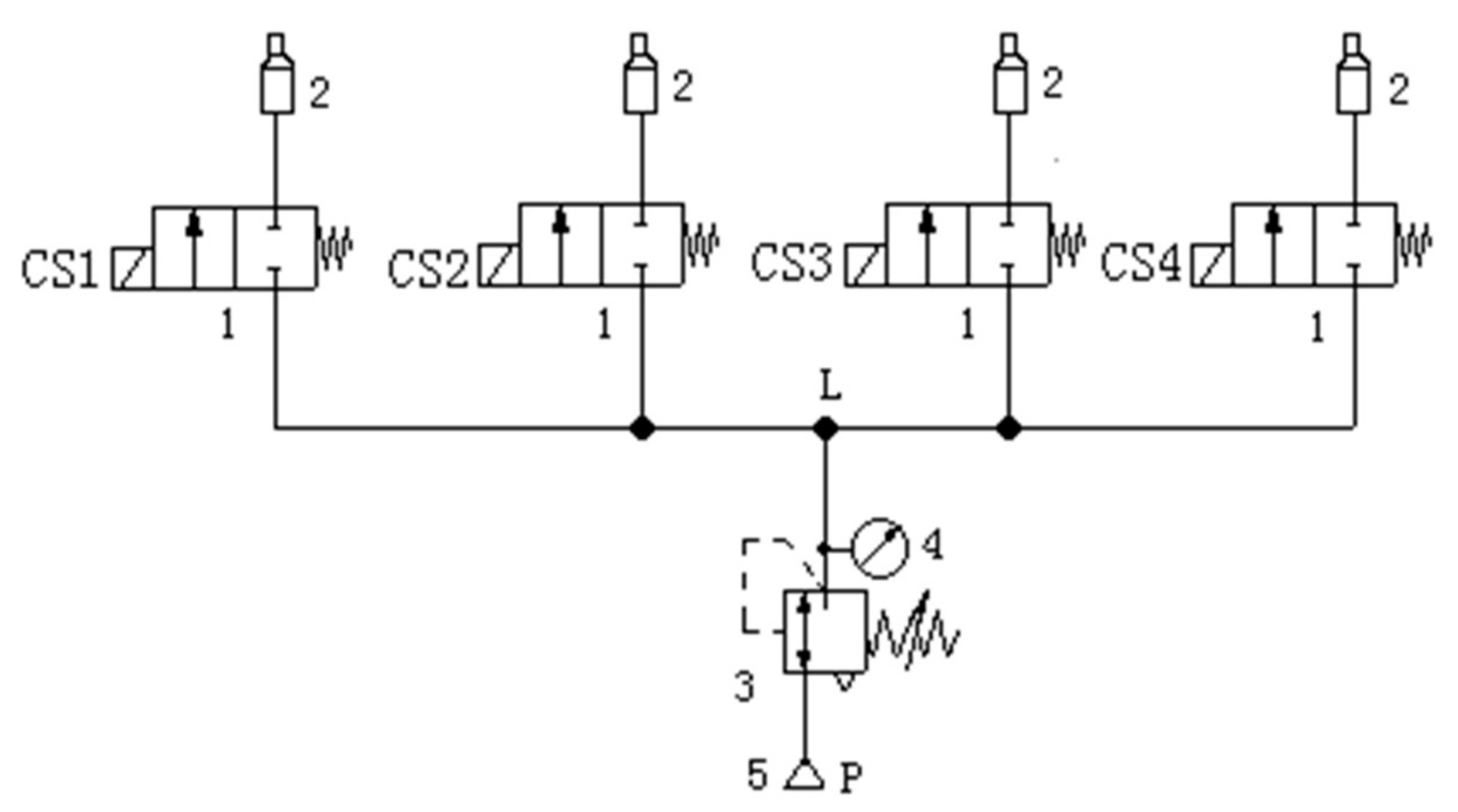
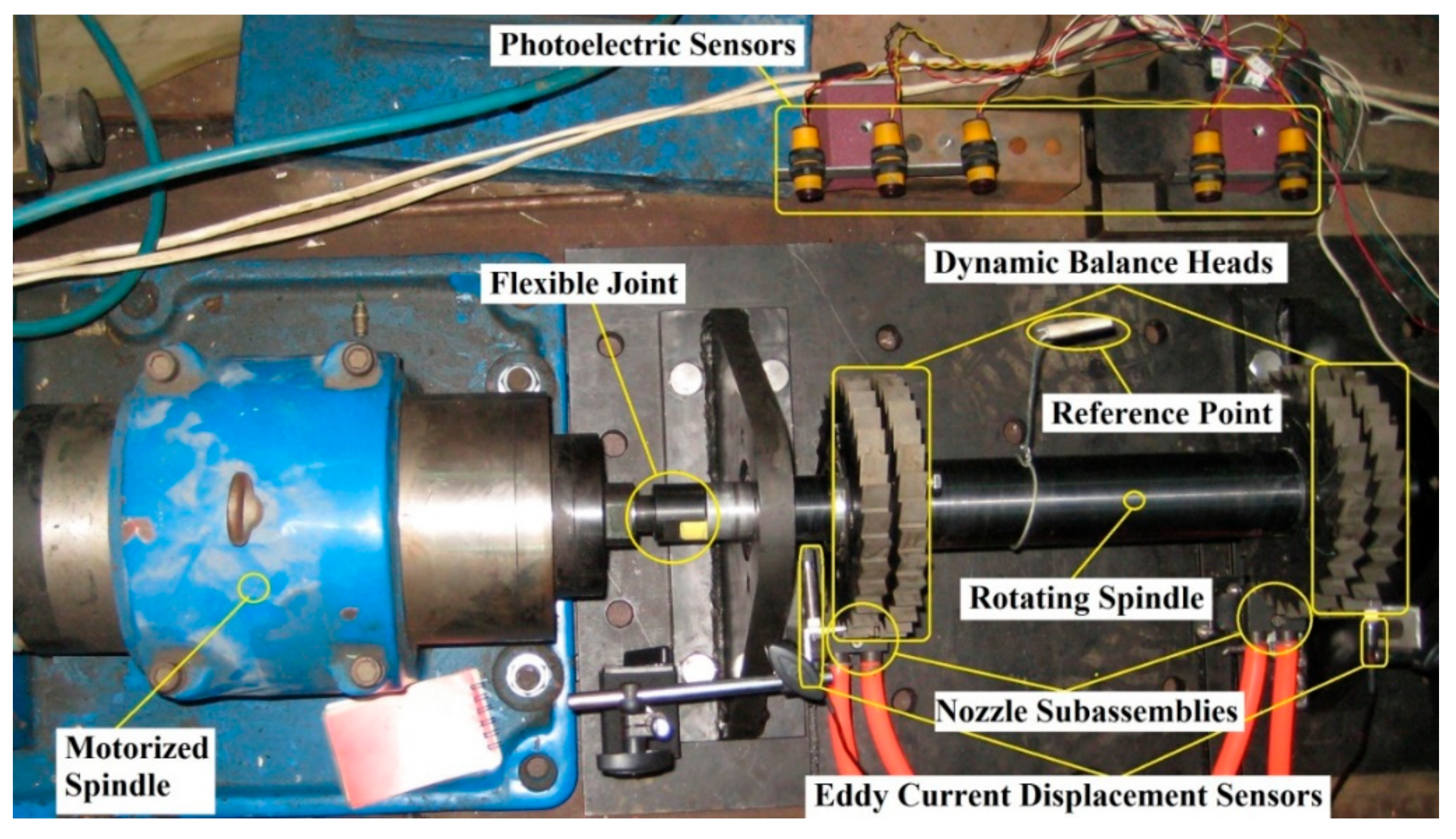
2.2. The Design of the Dynamic Balance Device and Driving System
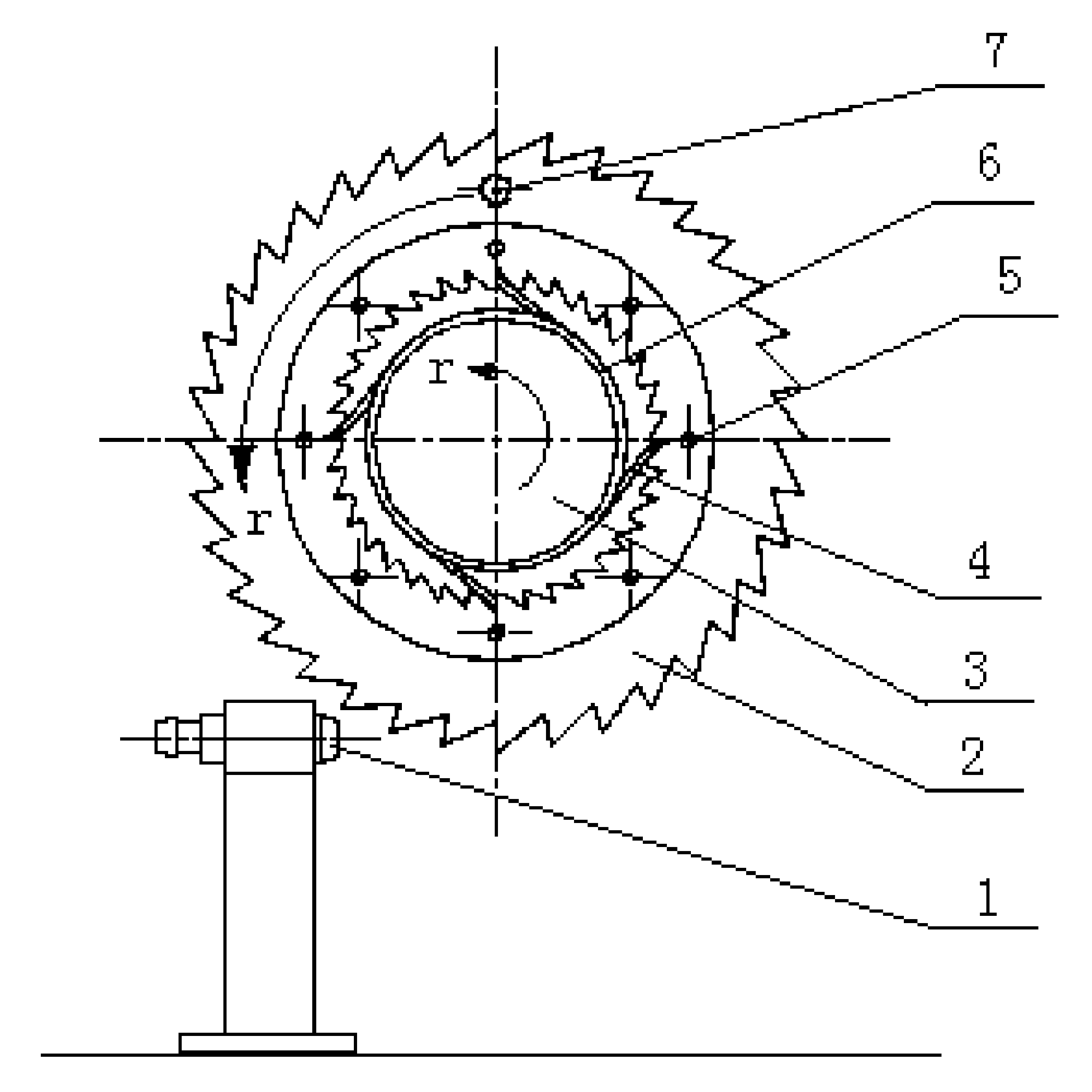
2.3. Discussion on the Balance Accuracy Problem of the Balance Disk Mechanism
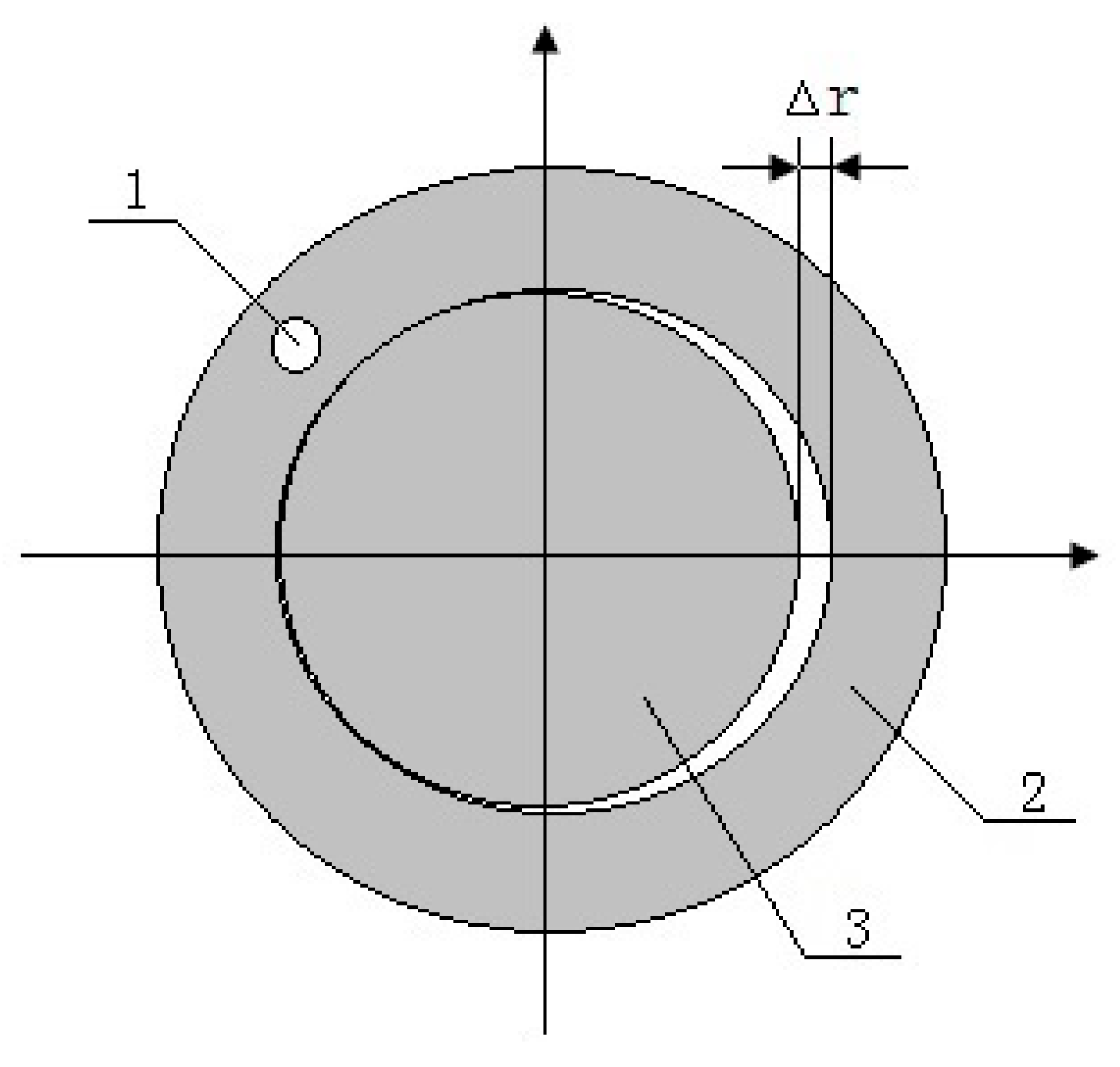
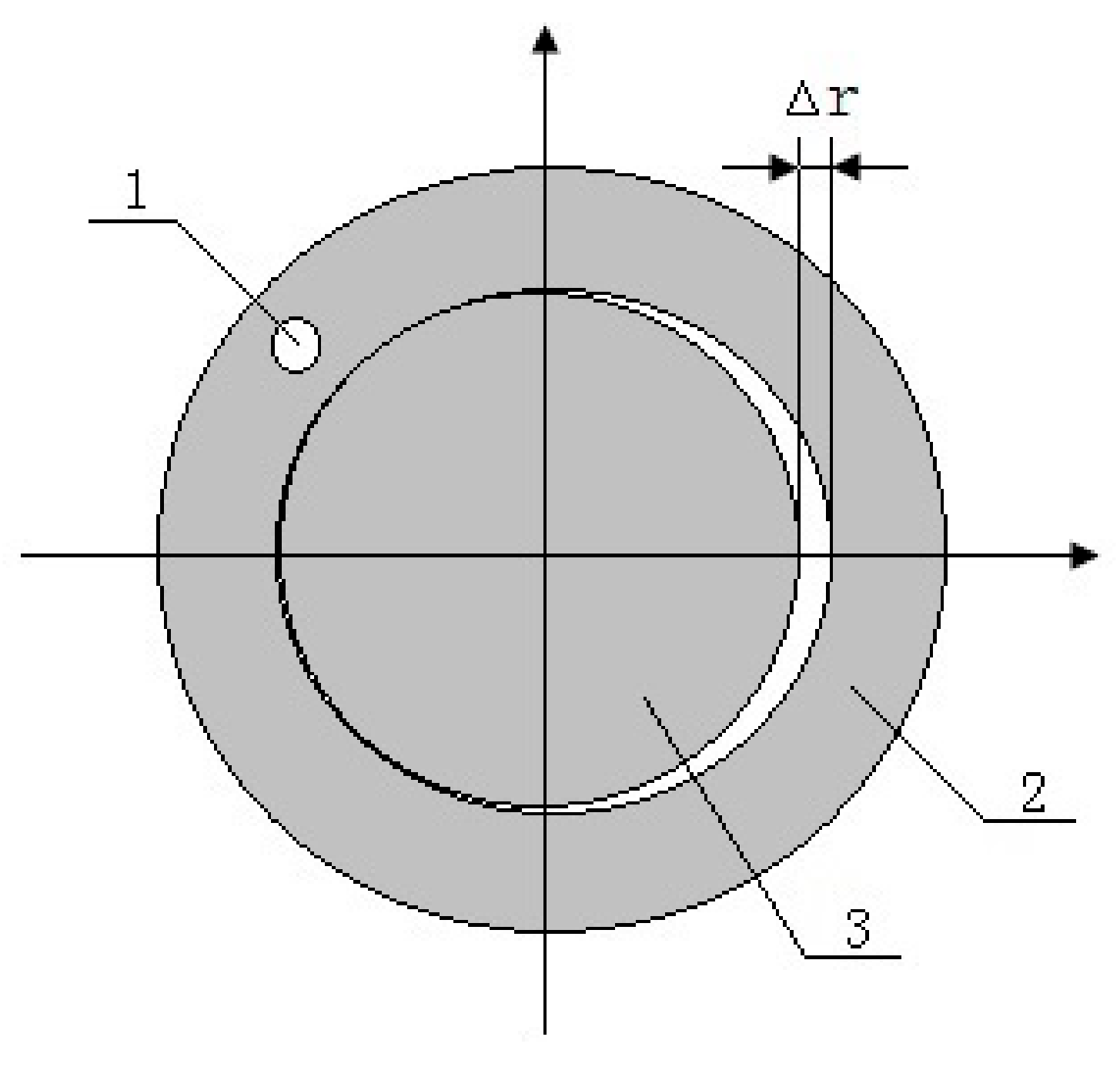
2.3.1. The Position Error Problem
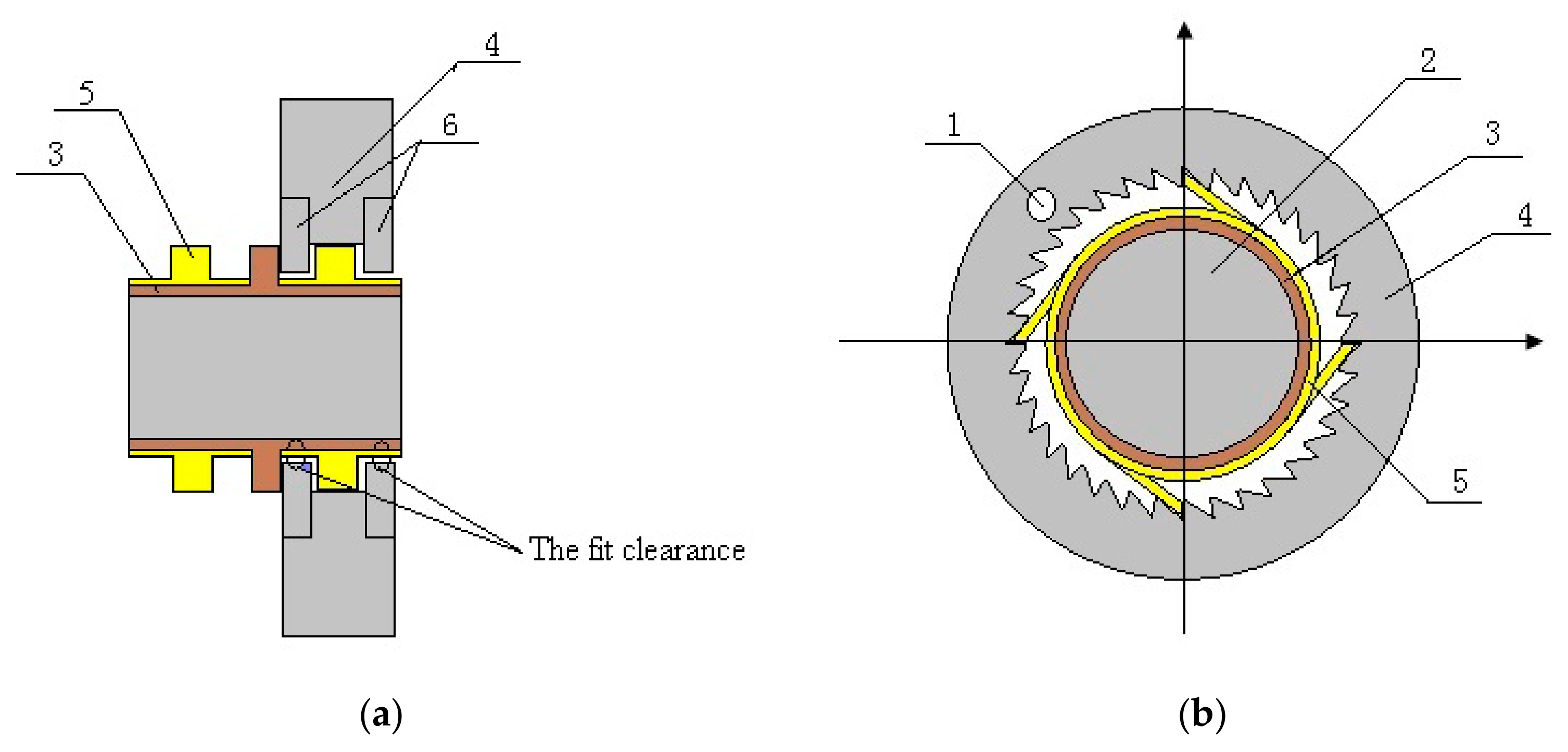
2.3.2. The Fit Clearance Problem
- (1)
- The axial size of the balance device is small, and the synthetic vector of the two closer balance disks can be taken as in a face. In practical application, the structure of the machine tool spindle is very compact, and the balance device is difficult to apply in the actual machine tool if its axial size is larger.
- (2)
- According to the analysis in Section 2.3, the proposed balance device in the paper has symmetrical radial clearance between the balance disk and spindle whether it is in a stopping or running state, and the additional unbalance caused by the balance device is small.
- (3)
- The proposed balance device is a pure mechanical structure, and there is no electromagnetic interference in the motorized spindle system.
- (4)
- Location error may exist in the process of the radical position of the balance disk adjusted, but the maximum error can be accepted in application.
3. The Gain Parameter Adaption and Scheduling Control Method
3.1. The Double-Face Influence Coefficient Principle
3.2. The Gain Scheduling Control Principle
3.3. The Adaptive Principle of the Influence Coefficient and Gain
3.3.1. The Self-Adaption Methods of the Influence Coefficient
3.3.2. The Self-Adaption Methods of the Gain Parameters
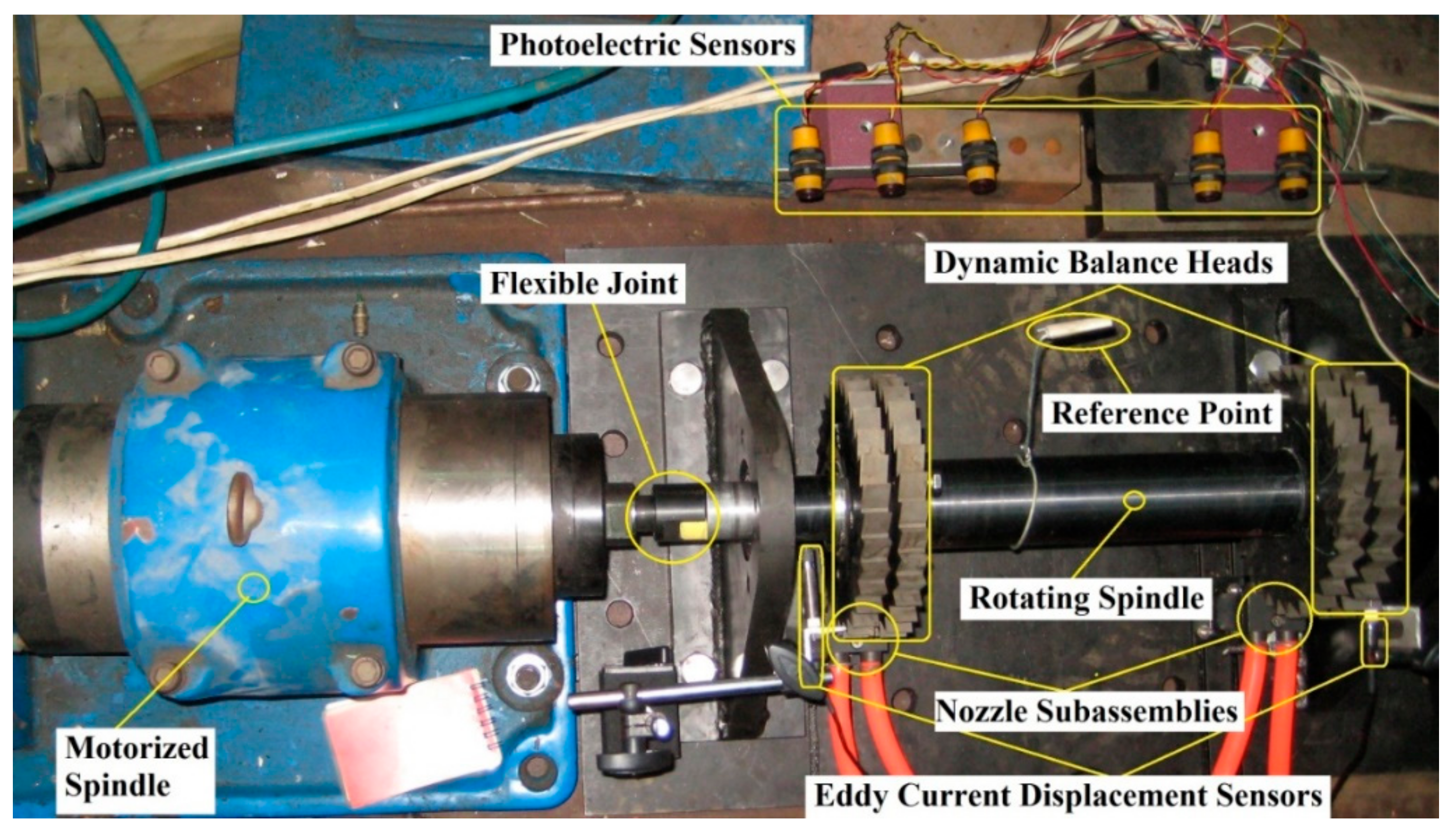
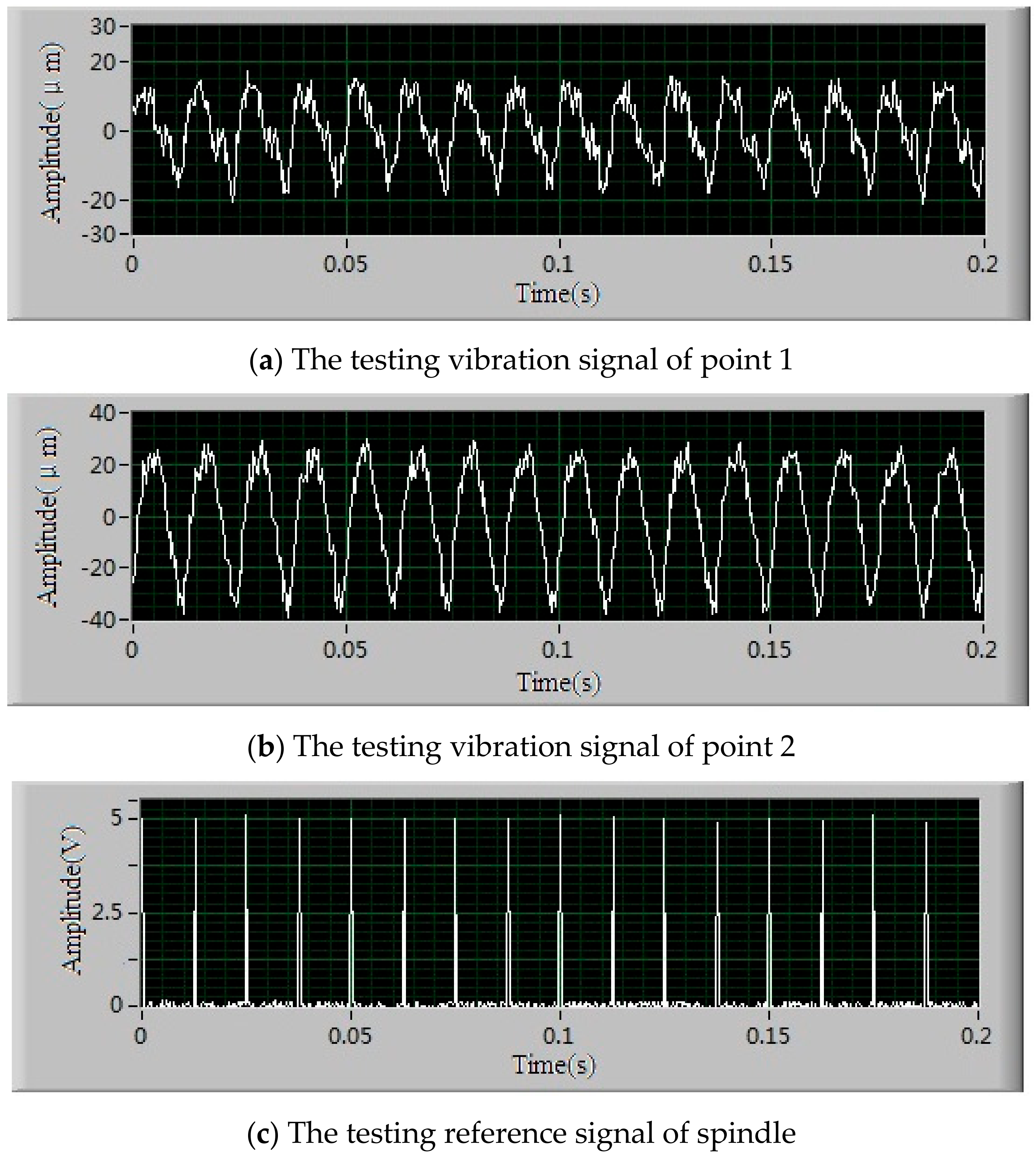
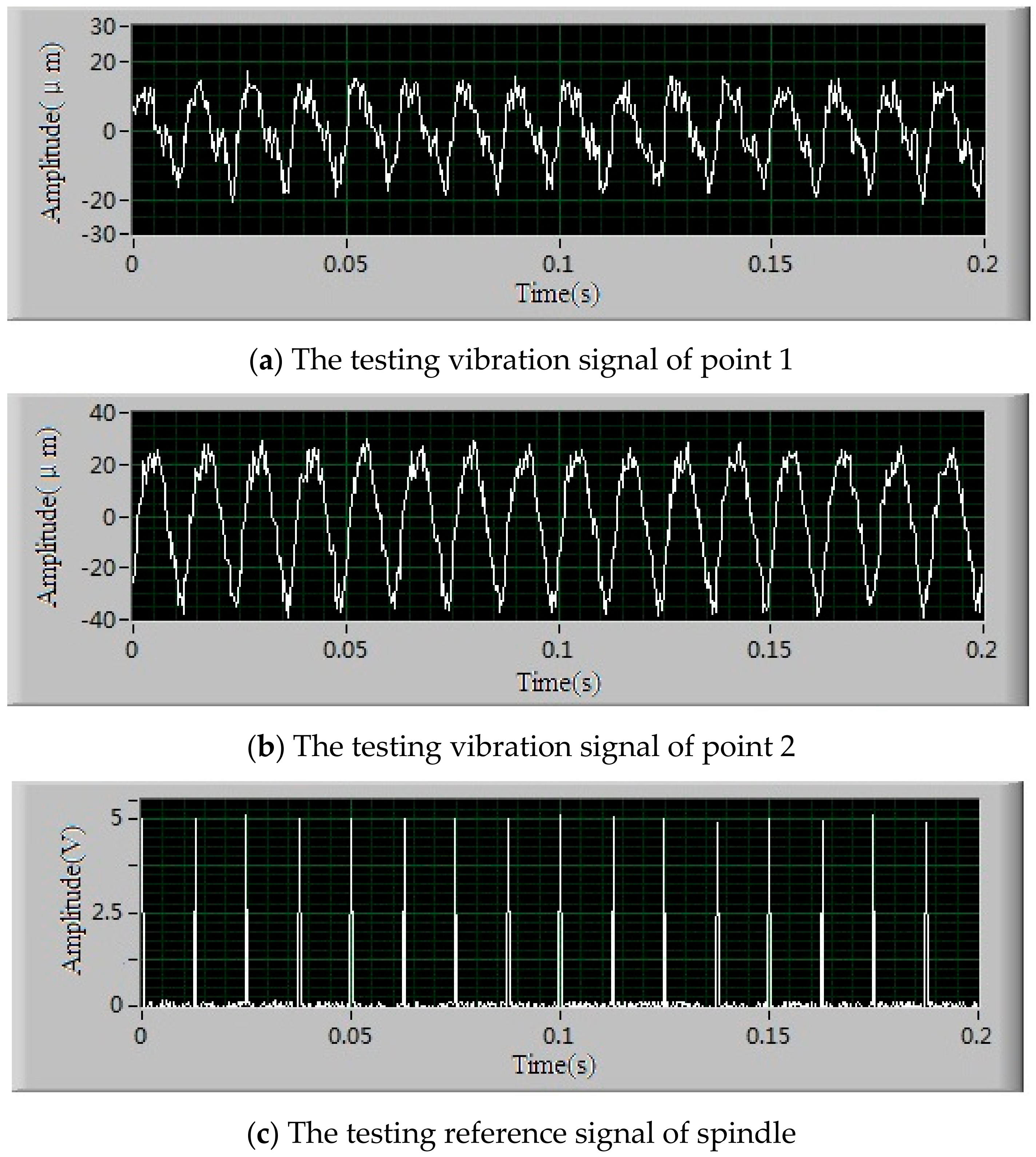
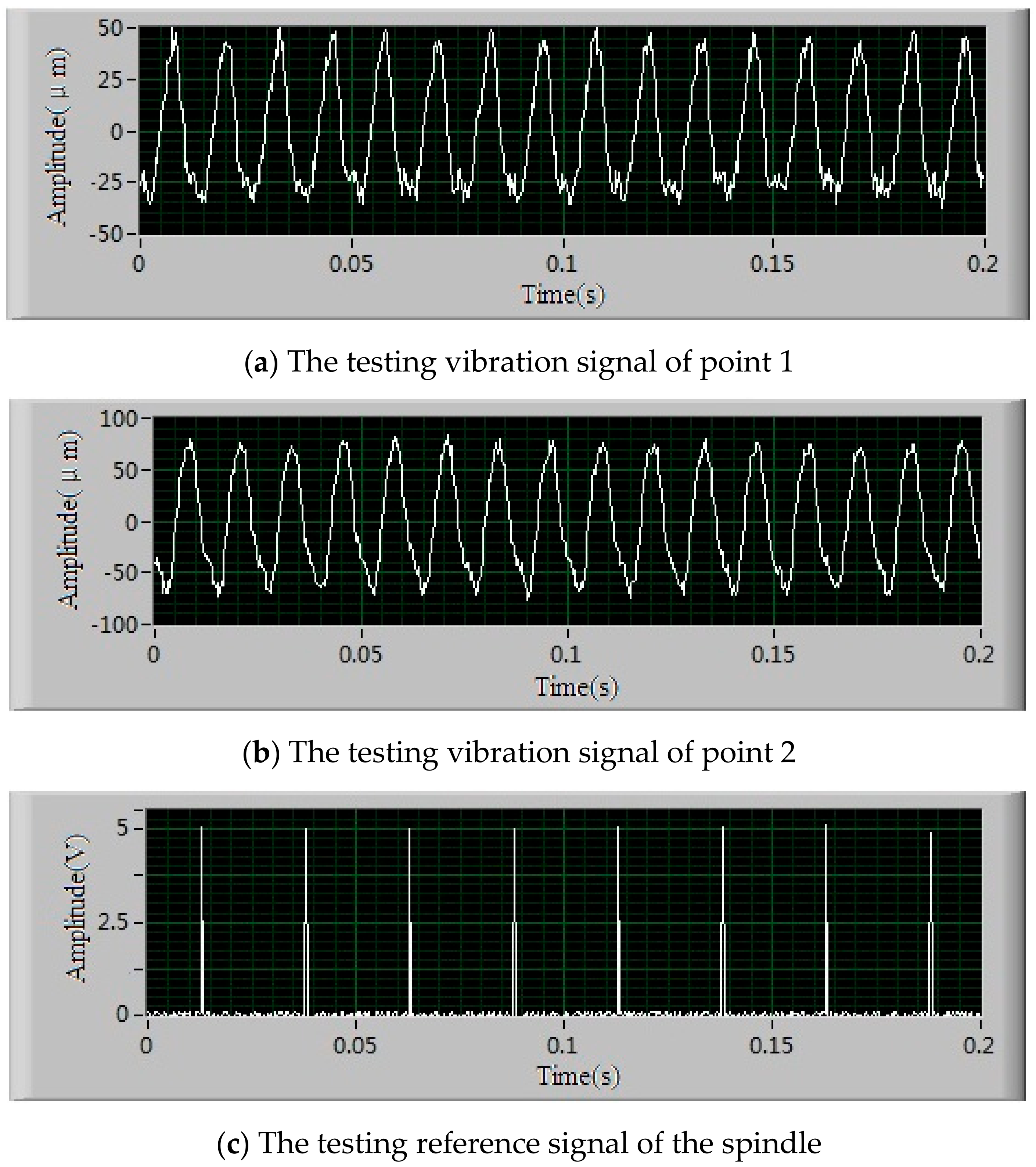
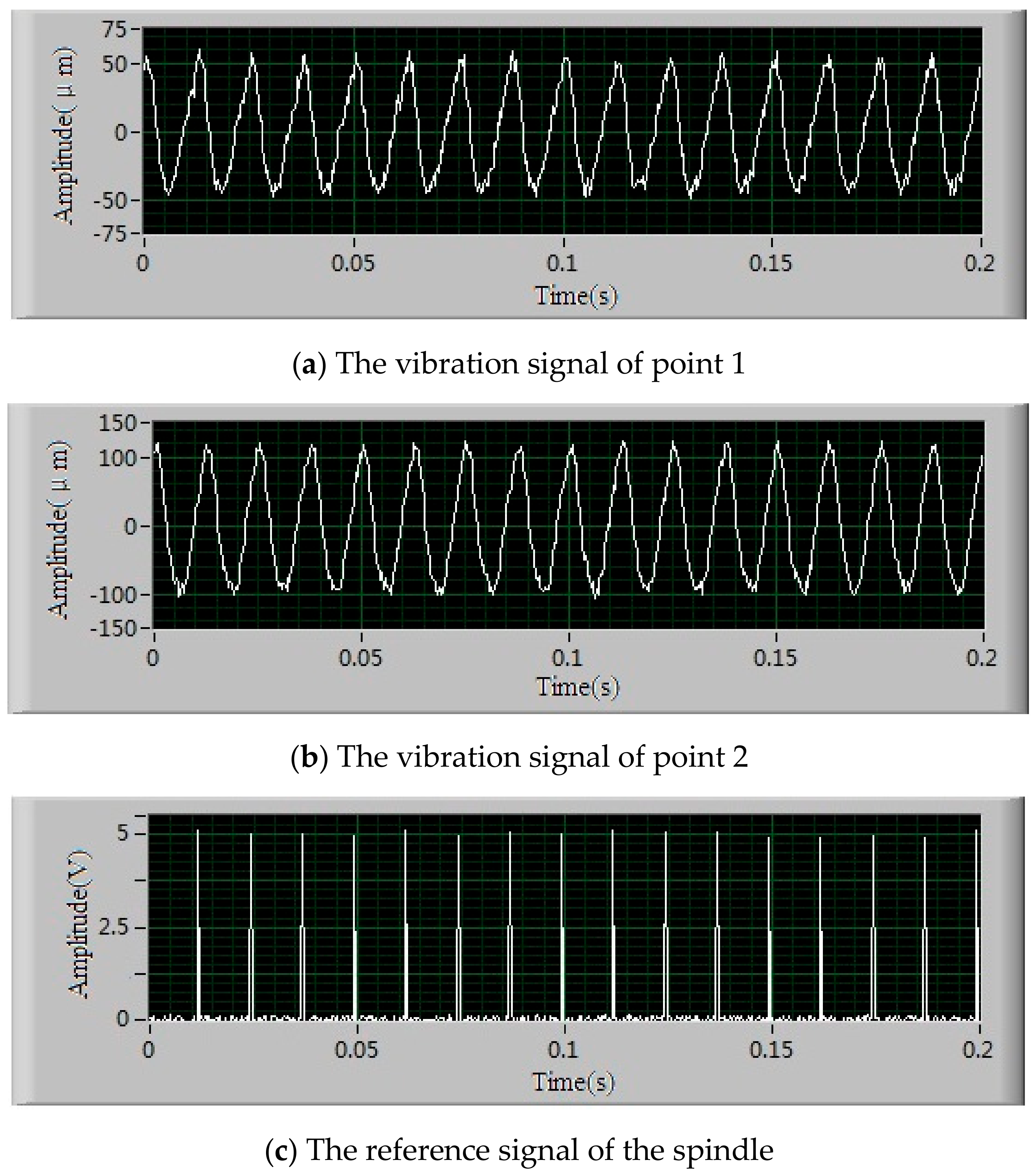
4. The Dynamic Balance Experiment and Its Result Analysis
5. Conclusions
- (1)
- The influence coefficient method is the common method for rotor online dynamic balance. The experiments proved that the precision of influence coefficient can be affected by transformation of speed, service time, environment condition, temperature field, abrasion, and lubrication condition of the supporting components, signal measurement and calculation accuracy etc. The accuracy of the influence coefficient has a big effect on the accuracy of online dynamic balance.
- (2)
- The accuracy of the influence coefficient can be improved by the self-adaptive method proposed in this paper. The experiments have proved that the balance accuracy can be improved and the trial weight times can be reduced.
- (3)
- In theory, we do not need to know the real influence coefficient when the gain scheduling method is applied in online dynamic balance, but the gain schelduling control method belongs to the open loop control and no feedback and compensation mechanism for the inaccurate gain. Based on the self-adaptive method of the influence coefficient, a self-adaptive method for gain parameters is proposed in the paper. The experiments prove that the balance accuracy can be improved based on the gain parameters self-adaptive method, and the residual unbalance vibration differences between the testing points can be reduced by adjusting the parameters of the weighting matrix.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Jung, D.Y.; DeSmidt, H. A new hybrid observer based rotor imbalance vibration control via passive auto-balancer and active bearing actuation. J. Sound Vib. 2018, 415, 1–24. [Google Scholar] [CrossRef]
- Xiang, M.; Wei, T. Auto-balancing of high-speed rotors suspended by magnetic bearings using LMS adaptive feed-forward compensation. J. Vib. Control 2014, 20, 1428–1436. [Google Scholar] [CrossRef]
- Zheng, S.Q.; Han, B.C.; Feng, R.; Jiang, Y.X. Vibration Suppression Control for AMB-Supported Motor Driveline System Using Synchronous Rotating Frame Transformation. IEEE Trans. Ind. Electron. 2015, 62, 5700–5708. [Google Scholar] [CrossRef]
- Choi, W.H.; Yang, B.S.; Joo, H.J. Optimum field balancing of ratating machinery using genetic algorithm. Trans. Korean Soc. Mech. 1996, 20, 1819–1826. [Google Scholar]
- Hu, B.; Fang, Z.C. Gain-scheduling control of steady-state active balancing system of speed-varying rotor. Chin. J. Appl. Mech. 2006, 23, 137–141. [Google Scholar]
- Koo, J.H.; Kim, I.H.; Hur, N.S. A study on balancing of high speed spindle using influence coefficient method. J. Korean Soc. Manuf. Process Eng. 2012, 11, 104–110. [Google Scholar]
- Bin, G.F.; Li, X.J.; Shen, Y.P.; Wang, W.M. Development of whole-machine high speed balance approach for turbomachinery shaft system with N+1 supports. Measurement 2018, 122, 368–379. [Google Scholar] [CrossRef]
- Carbajal, F.B.; Navarro, G.S.; Montiel, M.A. Active unbalance control of rotor systems using on-line algebraic identification methods. Asian J. Control 2013, 15, 1627–1637. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, S.H. The stability of active balancing control using influence coefficients for a variable rotor system. Int. J. Adv. Manuf. Technol. 2003, 22, 562–567. [Google Scholar] [CrossRef]
- Moon, J.D.; Kim, B.S.; Lee, S.H. Development of the active balancing device for high-speed spindle system using influence coefficients. Int. J. Mach. Tools Manuf. 2006, 46, 978–987. [Google Scholar] [CrossRef]
- Hannoun, H.; Hilairet, M.; Marchand, C. High performance current control of a switched reluctance machine based on a gain-scheduling PI controller. Control Eng. Pract. 2011, 19, 1377–1386. [Google Scholar] [CrossRef]
- Wang, S.J.; Liao, M.F. A method for online control of sudden unbalanced vibration response of rotor. Mech. Sci. Technol. Aerosp. Eng. 2012, 233, 77–80. [Google Scholar]
- Fang, J.; Xu, X.; Xie, J. Active vibration control of rotor imbalance in active magnetic bearing systems. J. Vib. Control 2013, 21, 684–700. [Google Scholar] [CrossRef]
- Xu, J.; Zhao, Y.; Jia, Z.; Zhang, J. Rotor dynamic balancing control method based on fuzzy auto-tuning single neuron PID. IEICE Electron. Express 2017, 14, 20170130. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, L.; Xu, J. An improved adaptive control method for active balancing control of rotor with time-delay. IEICE Electron. Express 2017, 14, 20171069. [Google Scholar] [CrossRef]
- Knospe, C.R.; Hope, R.W.; Tamer, W.M. Robustness of adaptive unbalance control of rotors with magnetic bearings. J. Vib. Control 1996, 2, 33–52. [Google Scholar] [CrossRef]
- Zhang, S.H.; Cai, Y.J. A new double-face online dynamic balance device and its control system for high speed machine tool spindle. J. Vib. Control 2016, 22, 1037–1048. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Testing Times | The Influence Coefficient (μm/(g·cm)∠°) | The Correcting Vector (g·cm∠°) | Residual Unbalance Vibration Vector (μm∠°) |
|---|---|---|---|
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 |
| Times | The Self-Adaptive Influence Coefficient (μm/(g·cm)) | The Self-Adaptive Gain Parameter | |
|---|---|---|---|
| K1 | K2 | ||
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 | |||
| Testing Times | The Balance Effect of Influence Coefficient Method | The Balance Effect of Gain Scheduling Method | ||
|---|---|---|---|---|
| The Correcting Vectors (g·cm∠°) | The Residual Unbalance Vibration vector (μm∠° ) | The Correcting Vectors (g·cm∠°) | The Residual Unbalance Vibration Vector (μm∠°) | |
| 1 | ||||
| 2 | ||||
| 3 | ||||
| 4 | ||||
| 5 | ||||
| Testing Times | The Balance Speed: 5200 rpm The Initial Unbalance Vibration: | The Balance Speed: 5600 rpm The Initial Unbalance Vibration: | ||
|---|---|---|---|---|
| The Correcting Vectors (g·cm∠°) | The Residual Unbalance Vibration Vector (μm∠°) | The Correcting Vectors (g·cm∠°) | The Residual Unbalance Vibration Vector (μm∠°) | |
| 1 | 218.07∠−72.2 136.9∠144.8 | 6.82∠−69.9 8.41∠89.6 | 240.02∠−99.2 173.38∠121.1 | 8.46∠−99.9 9.66∠120.5 |
| 2 | 227.74∠−71.2 140.26∠139.7 | 6.21∠−64.6 7.69∠75.3 | 236.66∠−76.4 171.91∠115.1 | 8.6∠−18.1 10.2∠108.1 |
| 3 | 227.12∠−59.2 139.16∠135.8 | 5.9∠−70.7 6.56∠106.5 | 211.03∠−60.2 122.5∠144.9 | 8.27∠−31.2 9.62∠121.2 |
| 4 | 228.91∠−58.9 139.65∠134.7 | 5.05∠−63.4 6.75∠175.8 | 222.48∠−65.3 123.3∠141.5 | 8.35∠−35 10.01∠126 |
| 5 | 231.56∠−58.5 140.28∠132.8 | 5.87∠−53.2 6.26∠158.1 | 192.7∠−70.2 166.2∠145.8 | 8.59∠−39.8 9.88∠130.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Wang, Y.; Zhang, Z. Online Dynamic Balance Technology for High Speed Spindle Based on Gain Parameter Adaption and Scheduling Control. Appl. Sci. 2018, 8, 917. https://doi.org/10.3390/app8060917
Zhang S, Wang Y, Zhang Z. Online Dynamic Balance Technology for High Speed Spindle Based on Gain Parameter Adaption and Scheduling Control. Applied Sciences. 2018; 8(6):917. https://doi.org/10.3390/app8060917
Chicago/Turabian StyleZhang, Shihai, Yanshuang Wang, and Zimiao Zhang. 2018. "Online Dynamic Balance Technology for High Speed Spindle Based on Gain Parameter Adaption and Scheduling Control" Applied Sciences 8, no. 6: 917. https://doi.org/10.3390/app8060917
APA StyleZhang, S., Wang, Y., & Zhang, Z. (2018). Online Dynamic Balance Technology for High Speed Spindle Based on Gain Parameter Adaption and Scheduling Control. Applied Sciences, 8(6), 917. https://doi.org/10.3390/app8060917