A Hybrid Ultrasonic Guided Wave-Fiber Optic System for Flaw Detection in Pipe

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
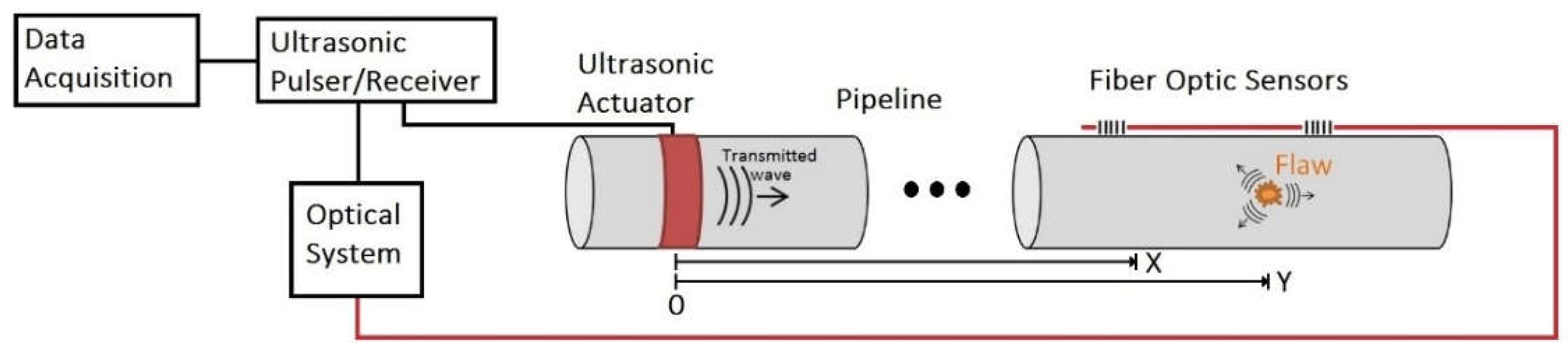
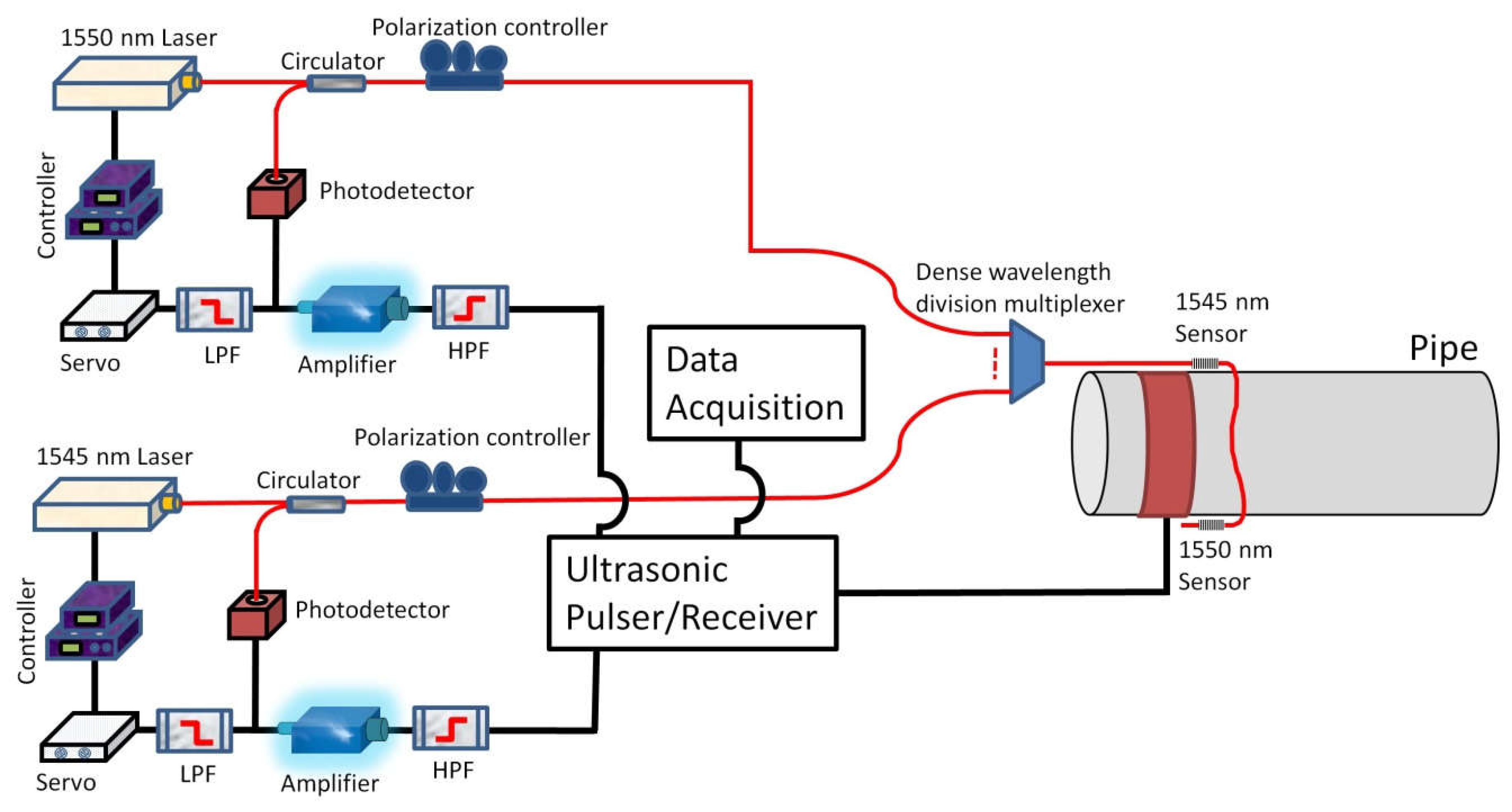
2. Hybrid Ultrasonic—Fiber Optic System Concept
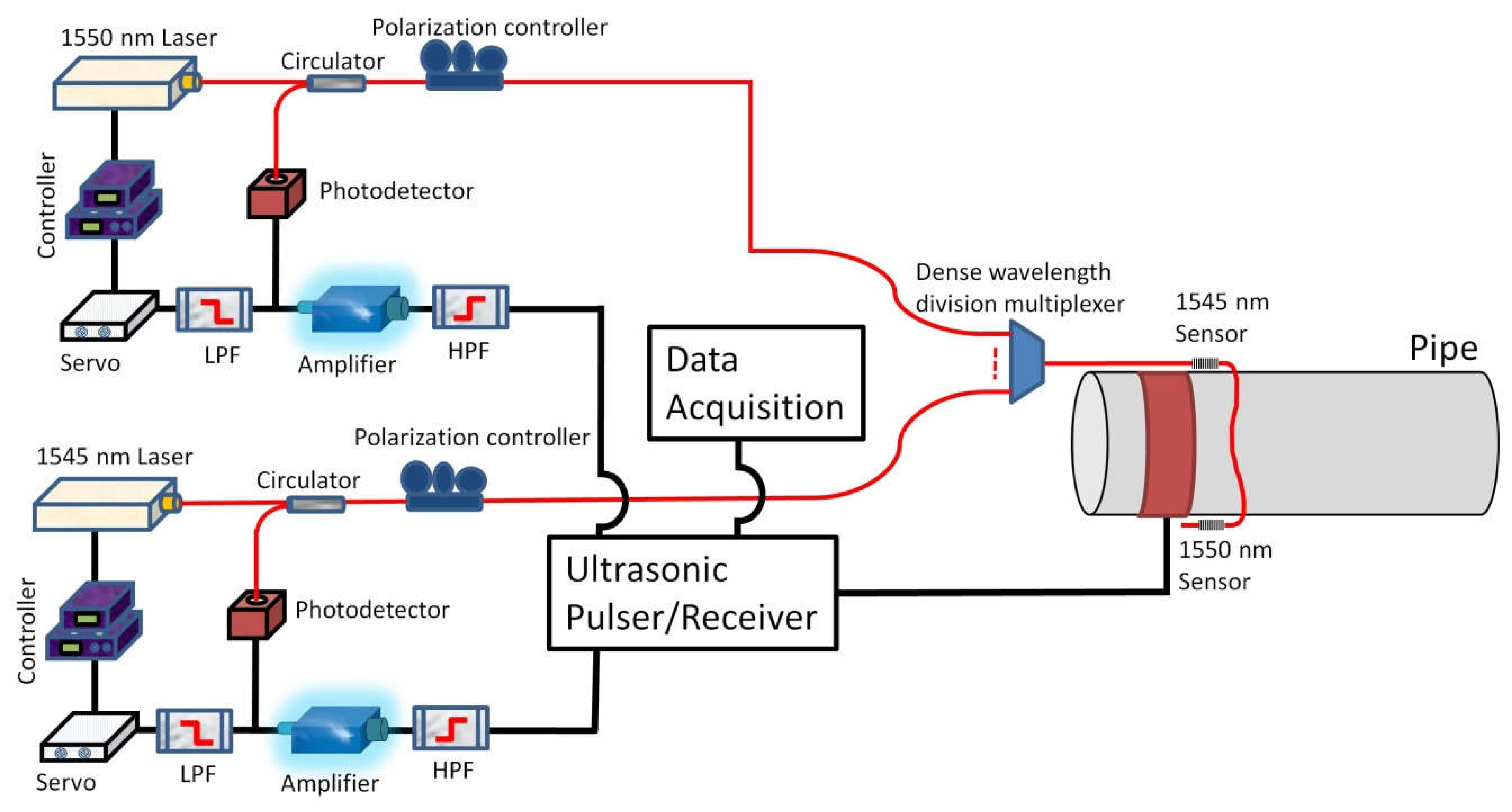
3. Materials and Methods
4. Results
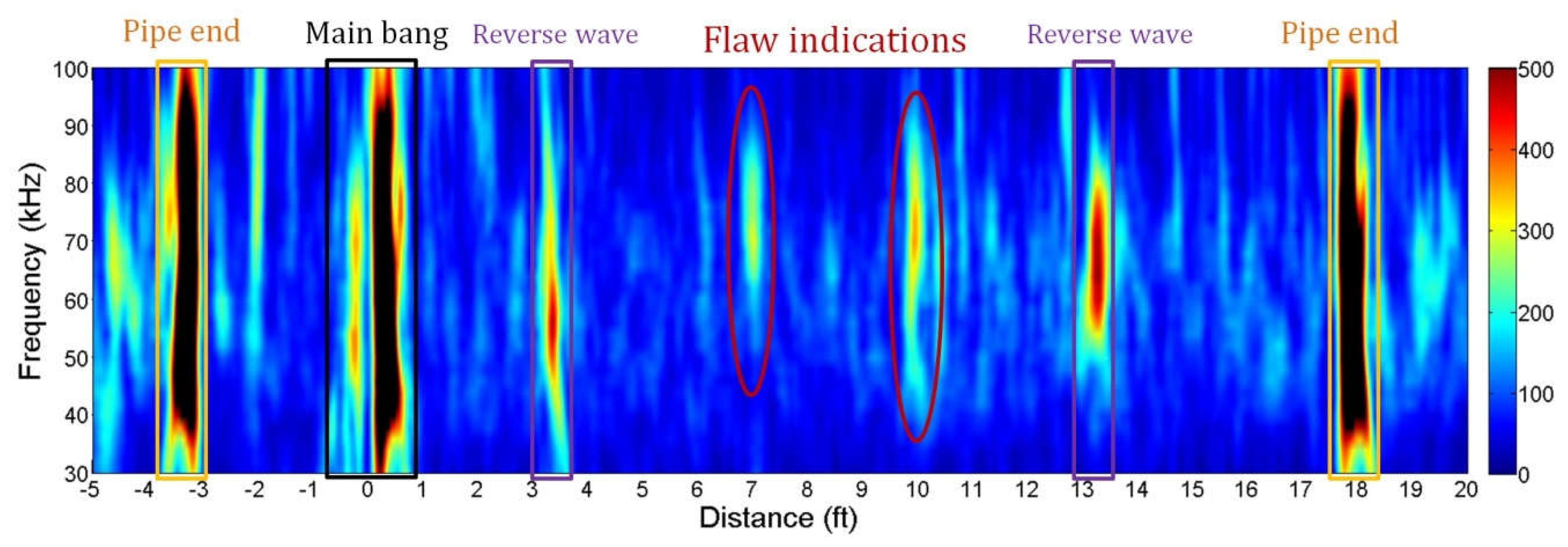
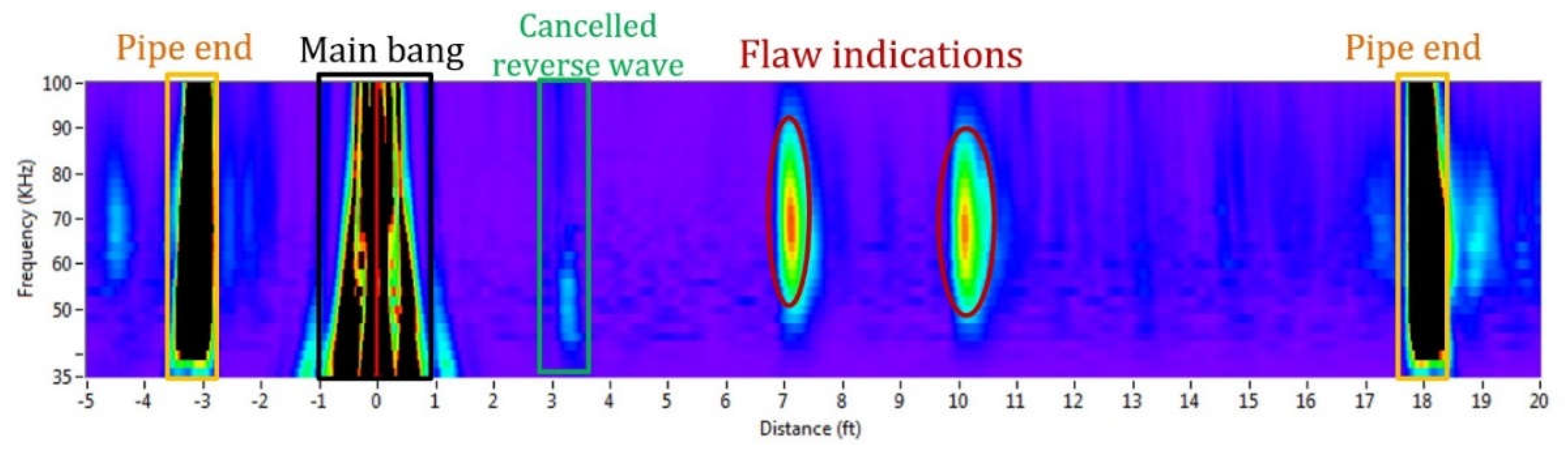
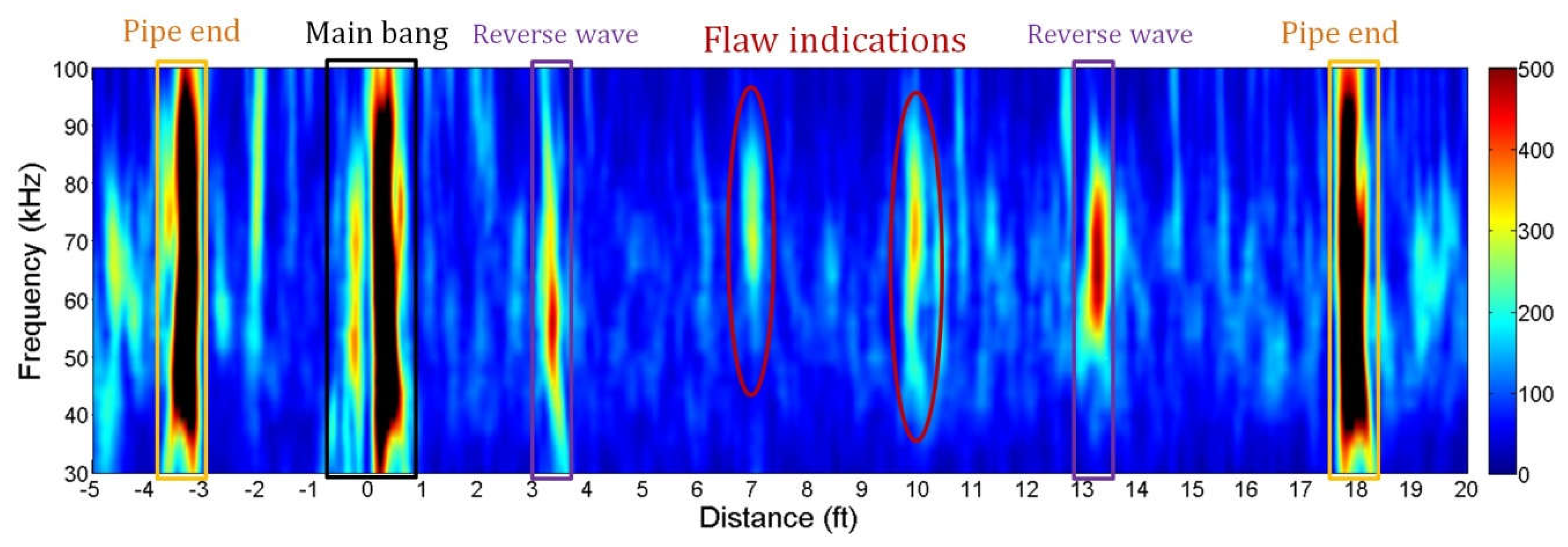
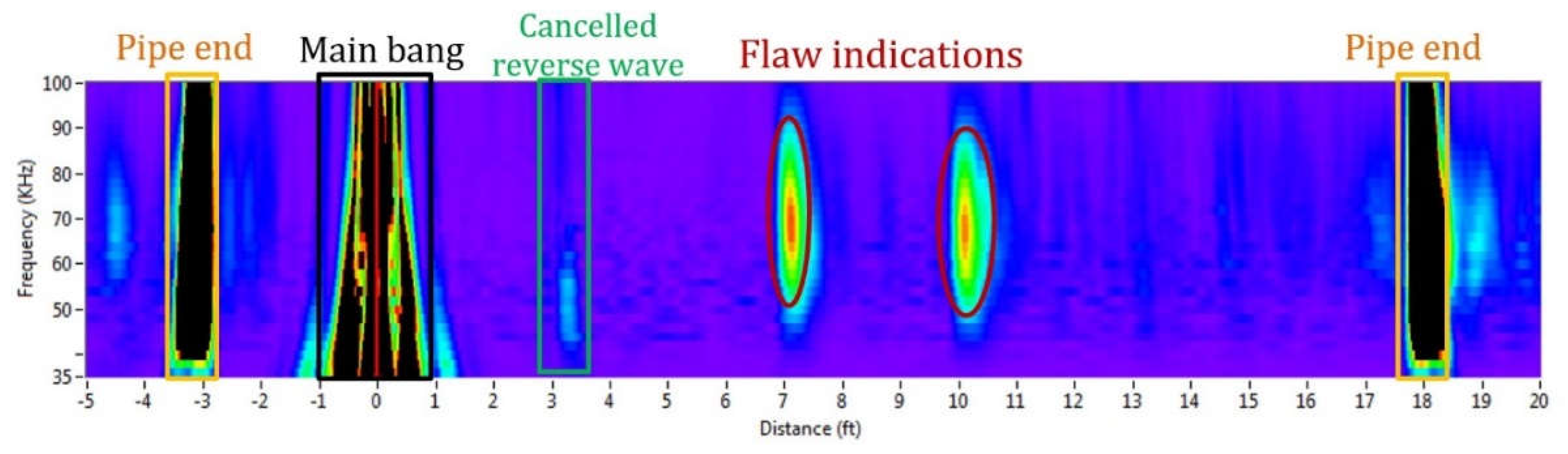
4.1. Confirmation of Torsional Mode and Flaw Detection
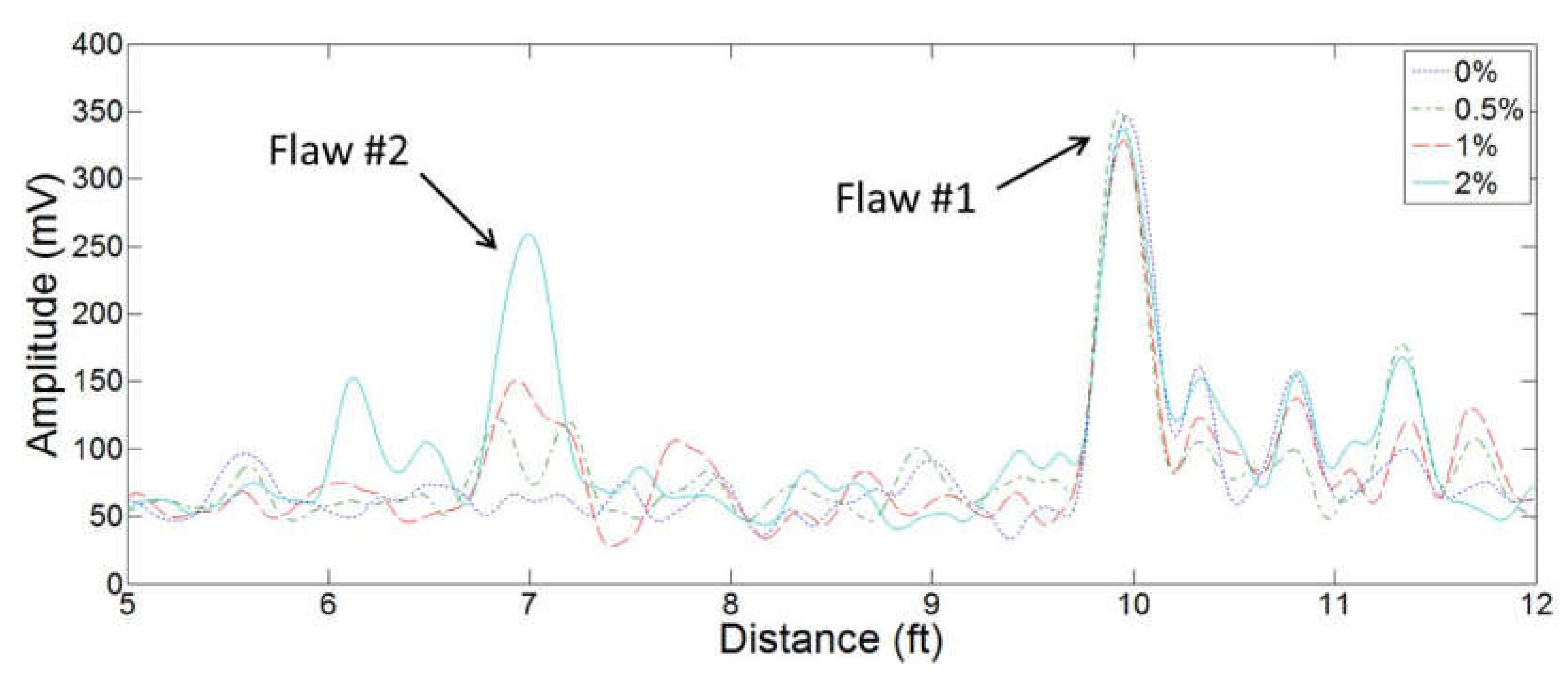
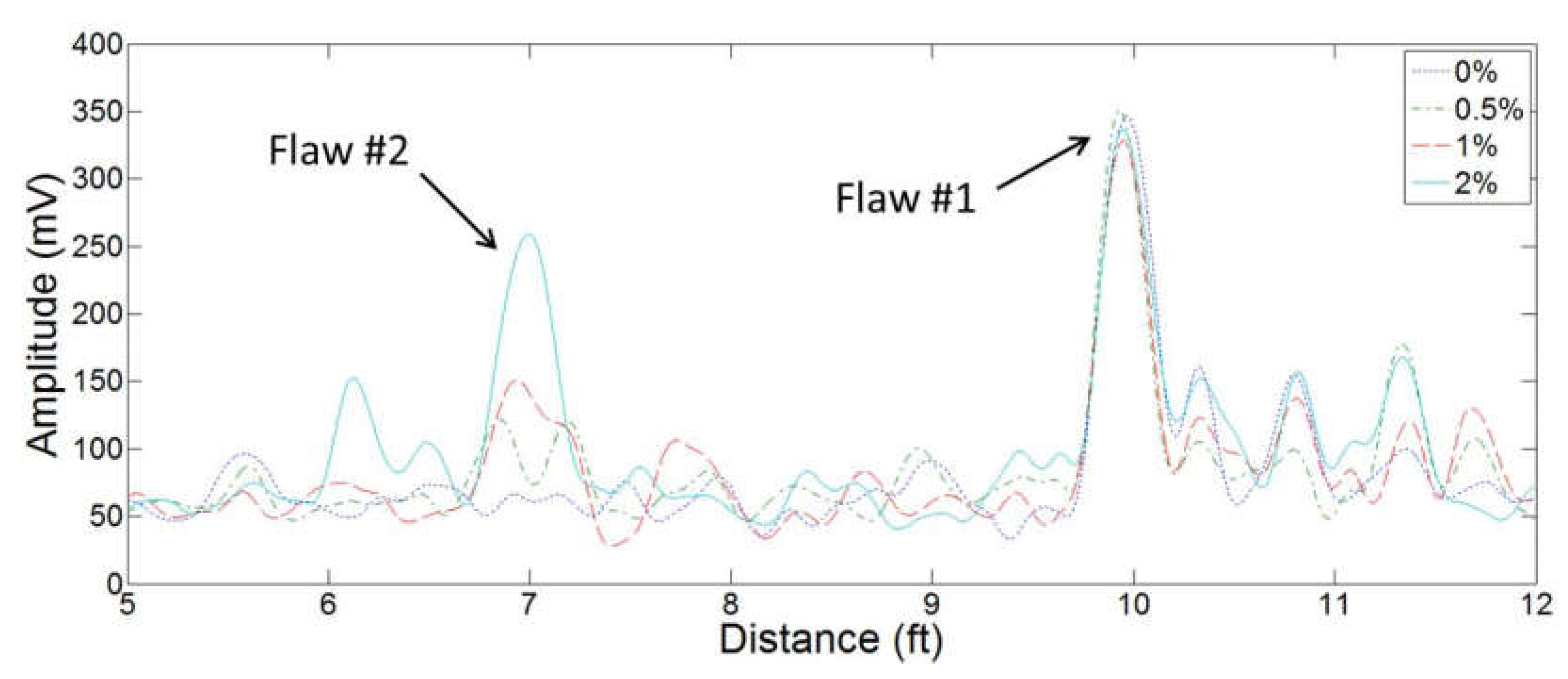
4.2. Progressive Damage Test in SHM Mode
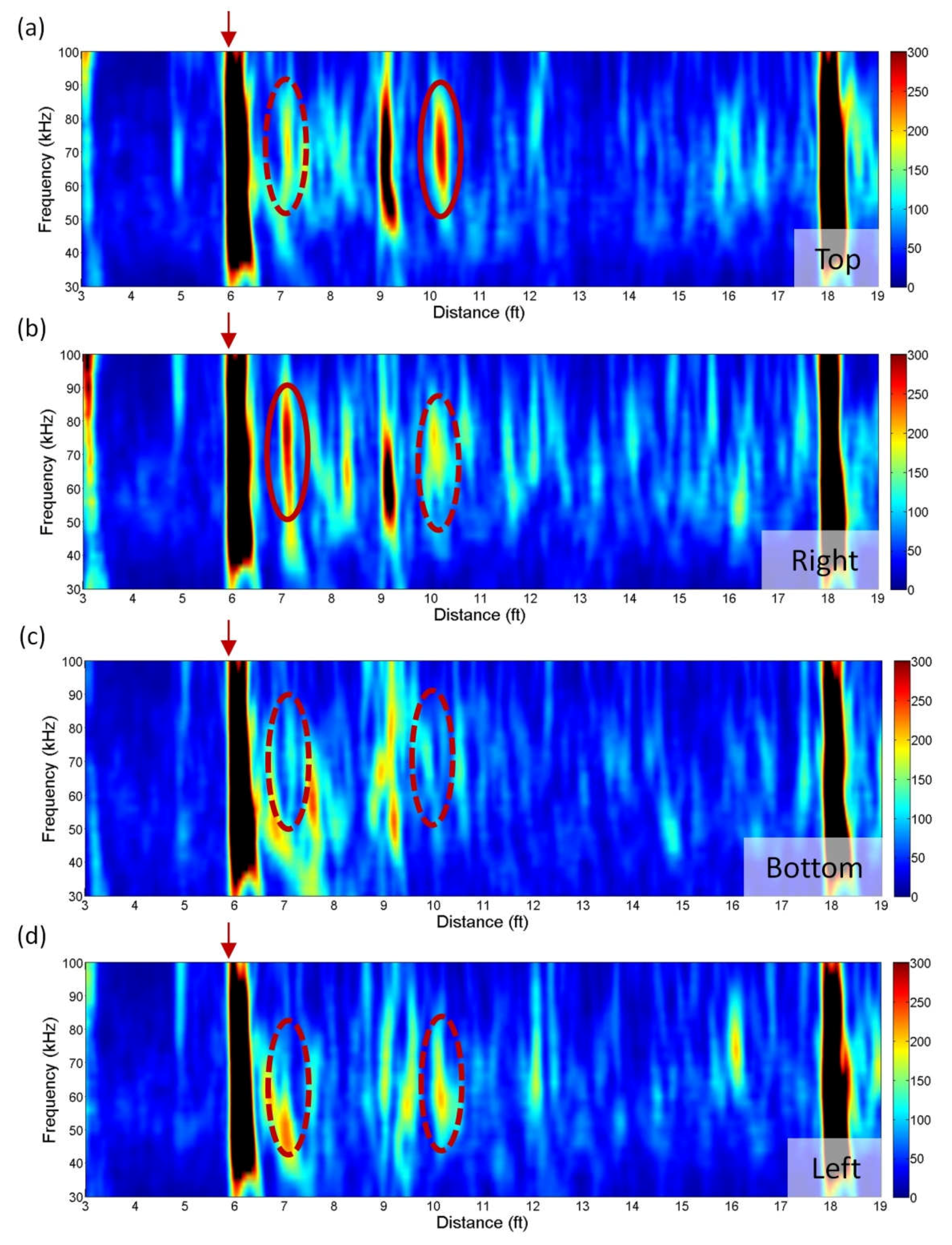
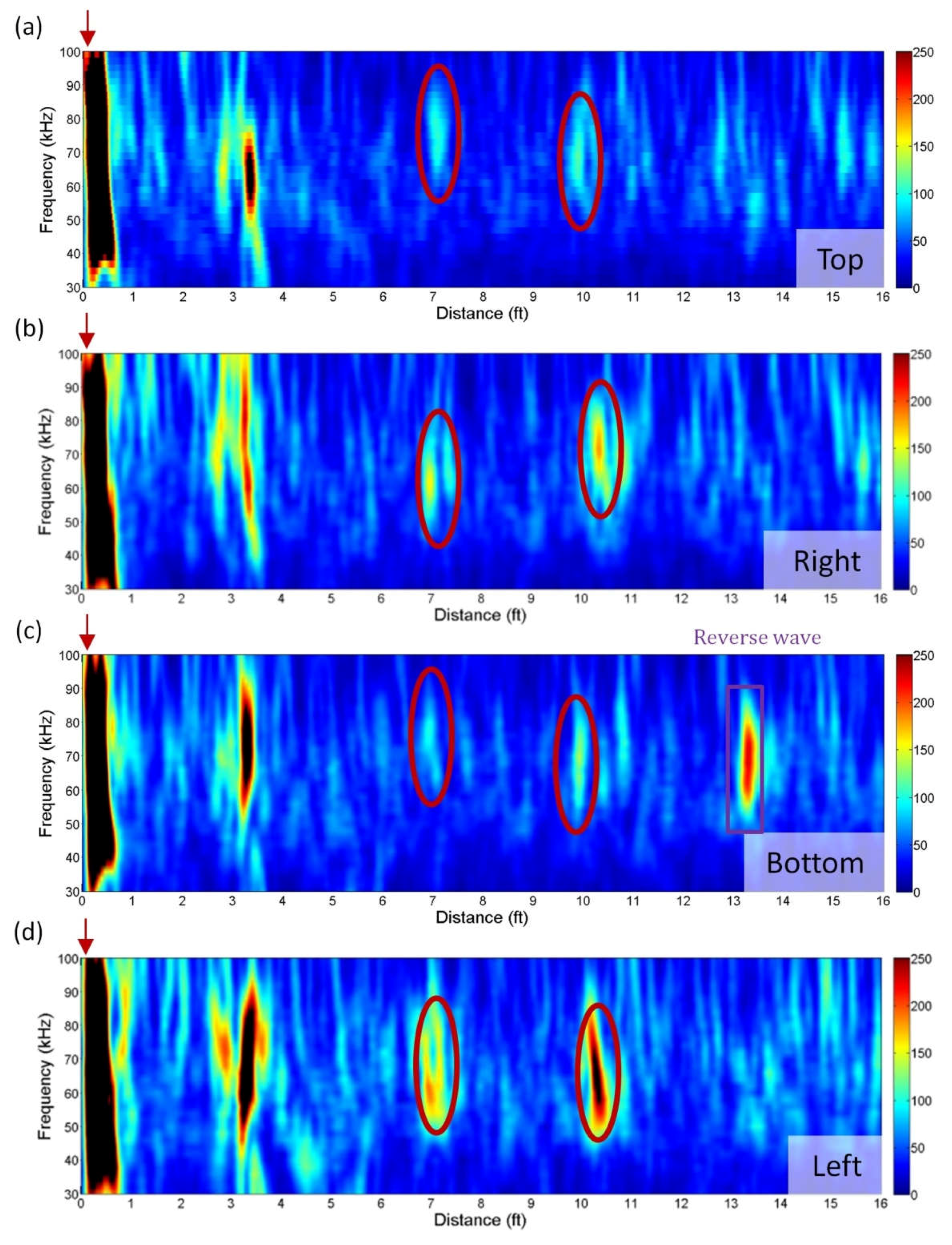
4.3. Individual FBG Sensor NDT
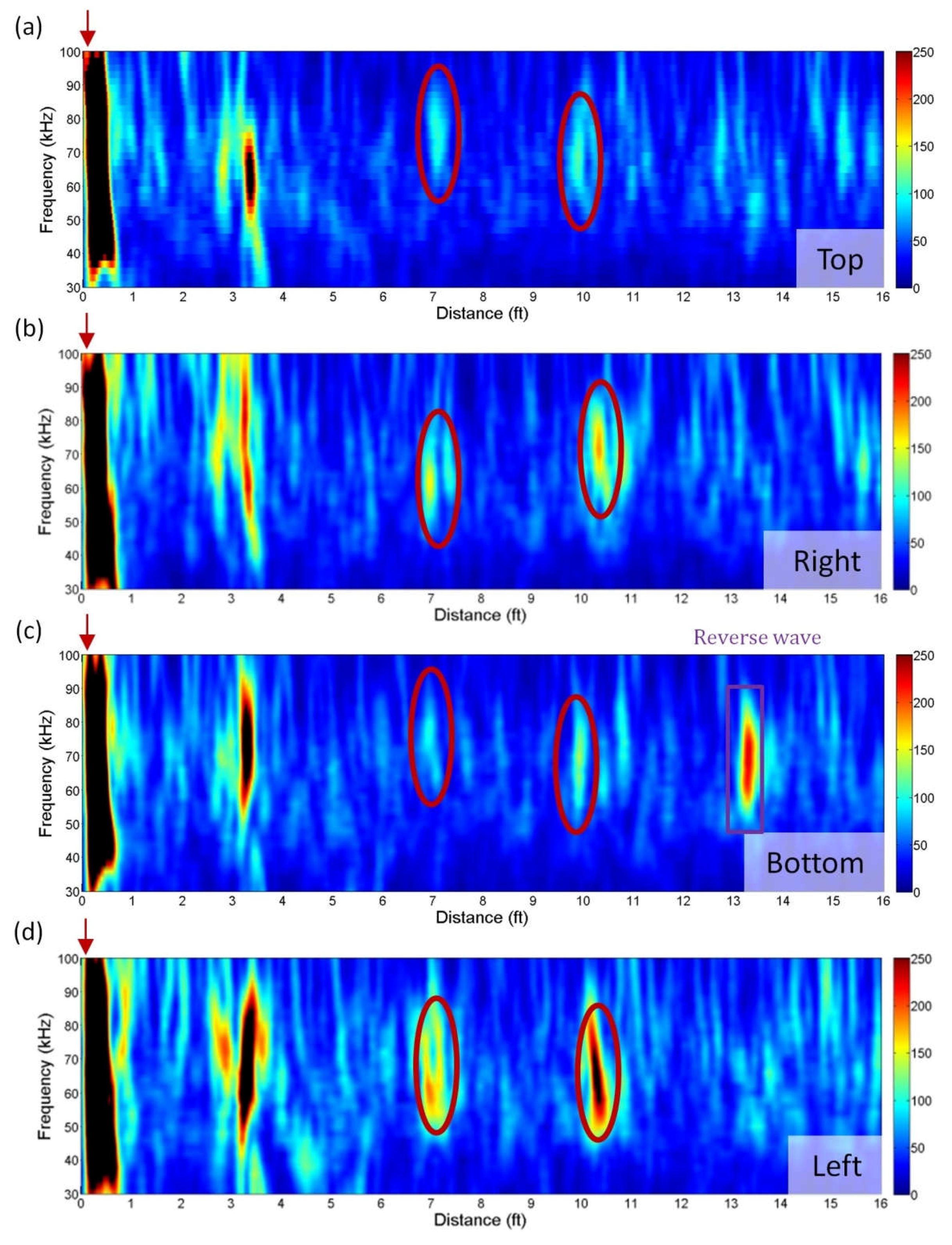
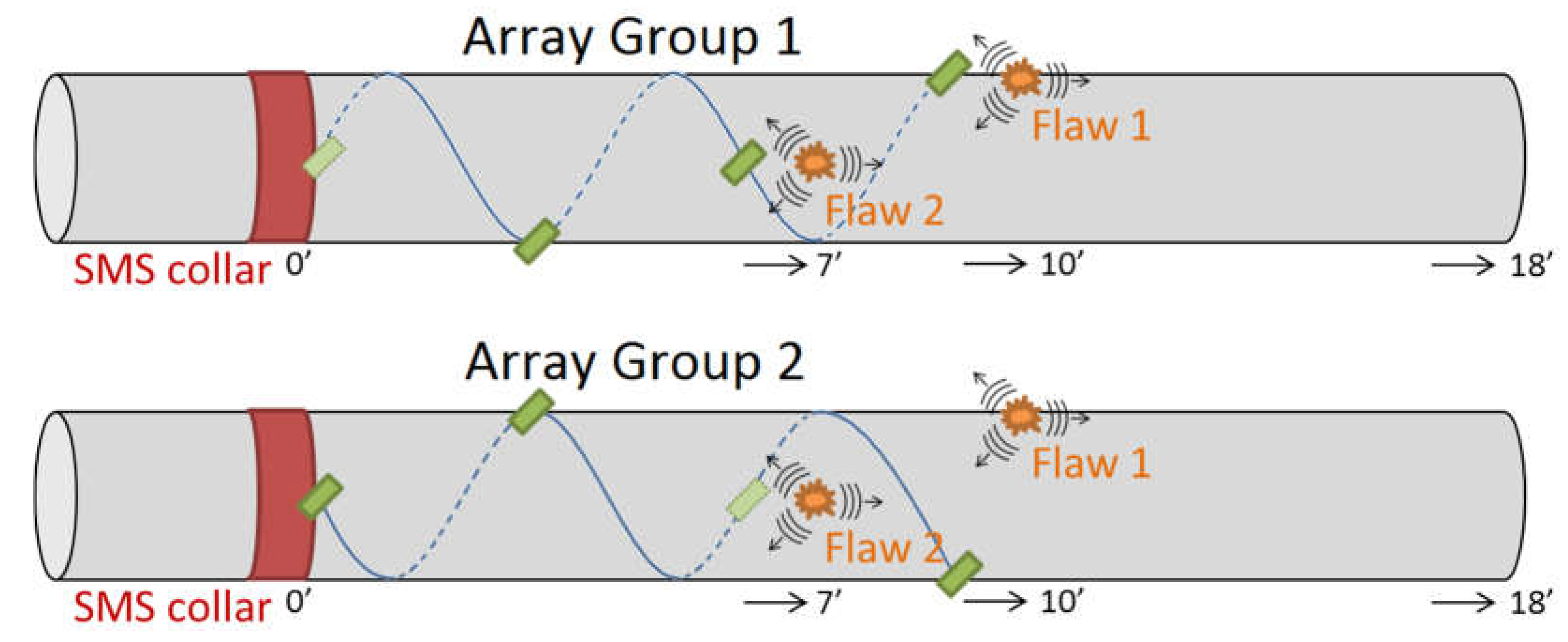
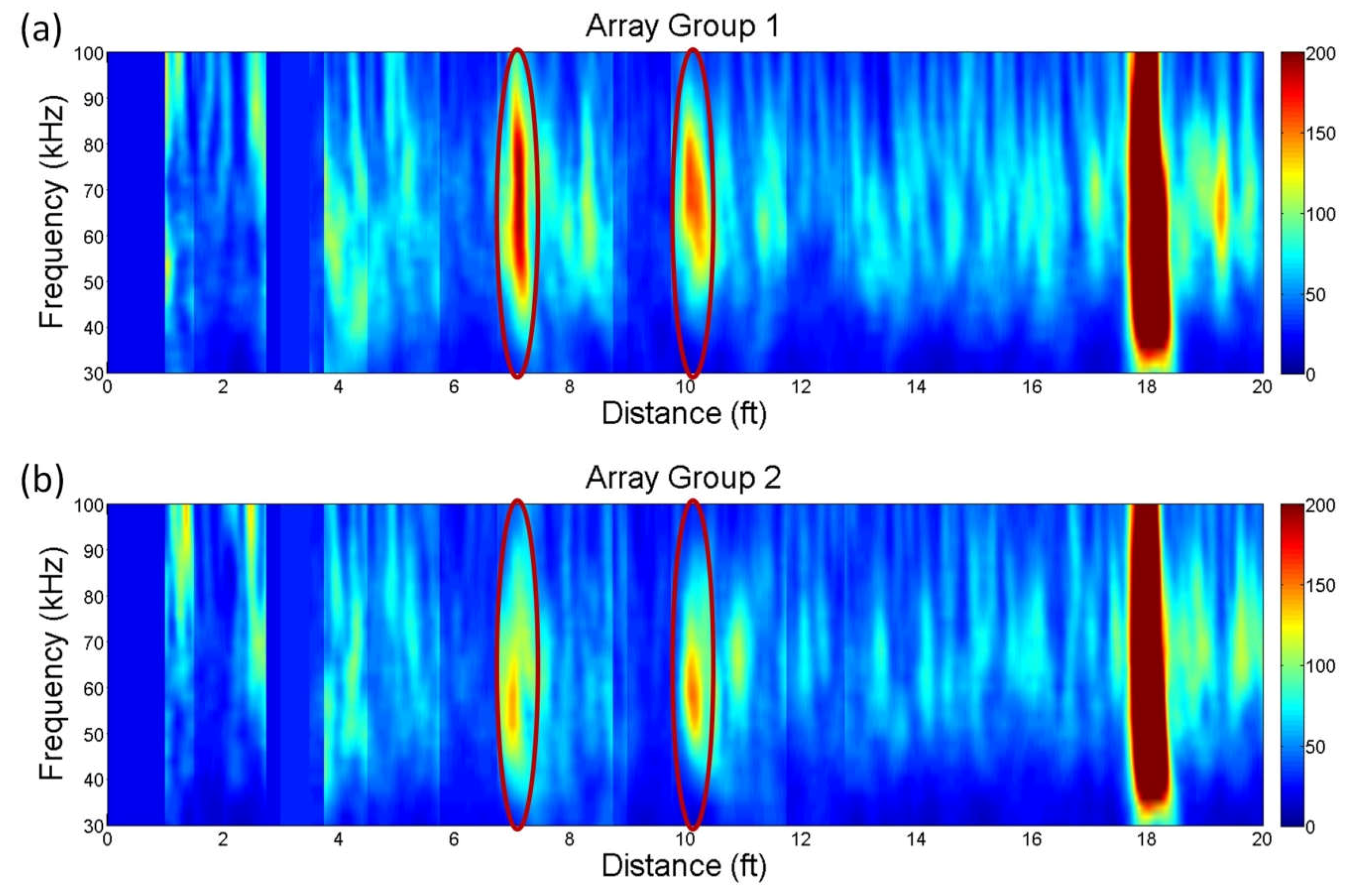
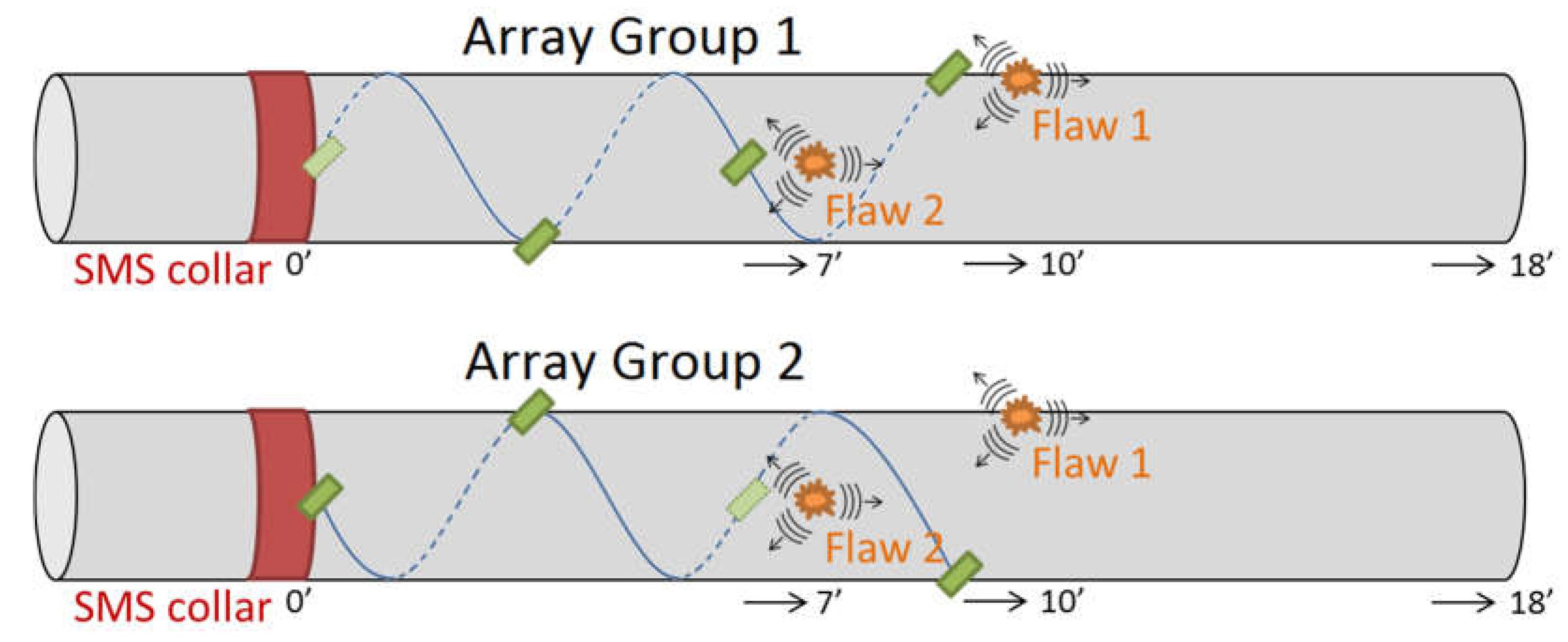
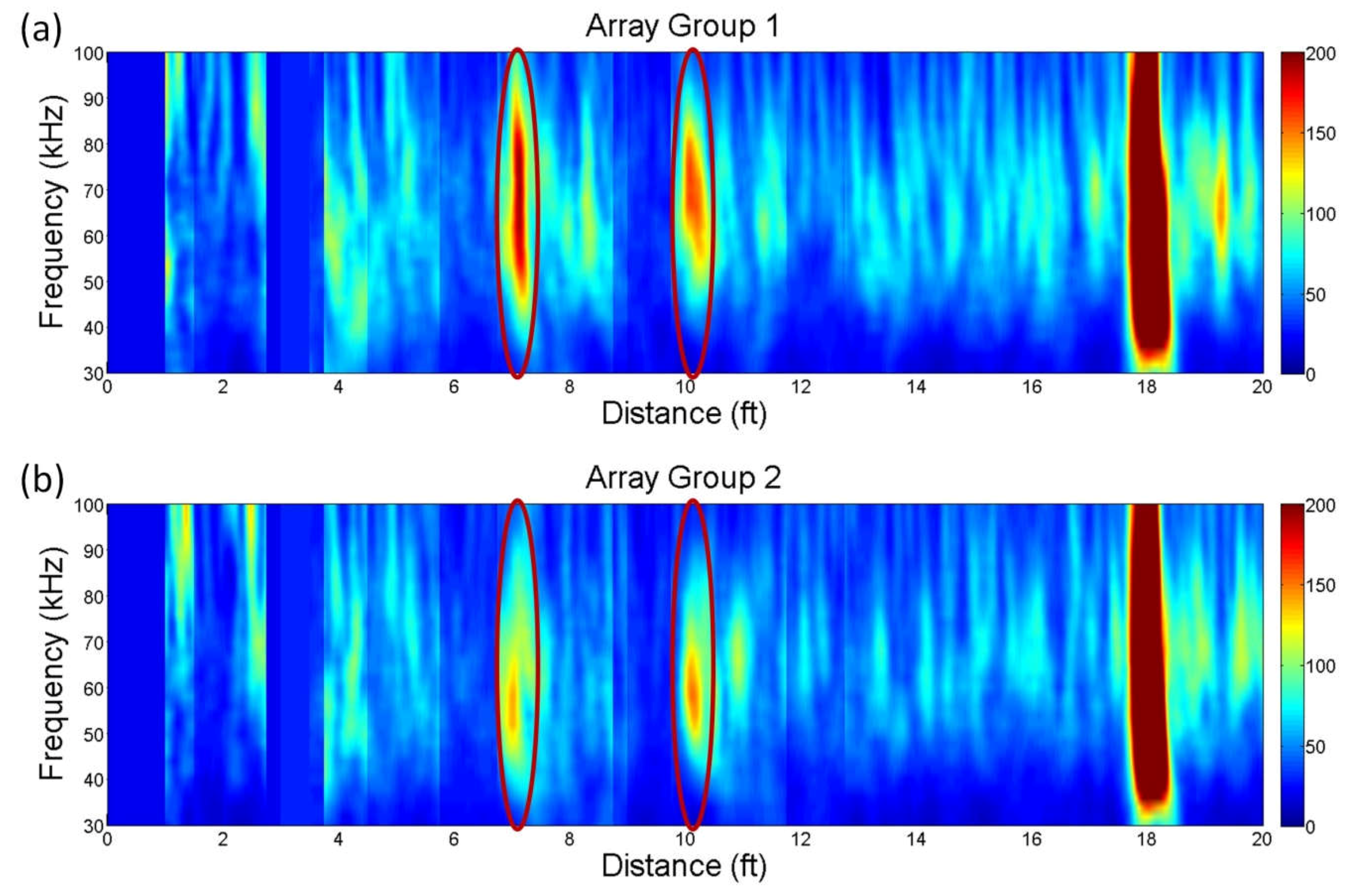
4.4. Sparse Array NDT
5. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rose, J.L. Ultrasonic Waves in Solid Media; Cambridge University Press: New York, NY, USA, 1999. [Google Scholar]
- Rose, J.L. Ultrasonic Guided Waves in Solid Media; Cambridge University Press: New York, NY, USA, 2014. [Google Scholar]
- Ditri, J.J.; Rose, J.L.; Chen, G. Mode Selection Guidelines for Defect Detection Optimization Using Lamb Waves. In Proceedings of the 18th Annual Review of Progress in Quantitative NDE, Brunswick, ME, USA, 28 July–2 August 1991; Plenum: New York, NY, USA, 1991; Volume 11, pp. 2109–2115. [Google Scholar]
- Pilarski, A.; Ditri, J.J.; Rose, J.L. Remarks on Symmetric Lamb Waves with Dominant Longitudinal Displacements. J. Acoust. Soc. Am. 1993, 93, 2228–2230. [Google Scholar] [CrossRef]
- Rose, J.L.; Soley, L.E. Ultrasonic Guided Waves for Anomaly Detection in Aircraft Components. Mater. Eval. 2000, 50, 1080–1086. [Google Scholar]
- Rose, J.L.; Sun, Z.; Mudge, P.J.; Avioli, M.J. Guided Wave Flexural Mode Tuning and Focusing for Pipe Inspection. Mater. Eval. 2003, 61, 162–167. [Google Scholar]
- Hayashi, T.; Song, W.J.; Rose, J.L. Guided Wave Dispersion Curves for a Bar with an Arbitrary Cross-section, a Rod and Rail Example. Ultrasonics 2003, 41, 175–183. [Google Scholar] [CrossRef]
- Gao, H.; Shi, Y.; Rose, J.L. Guided Wave Tomography on an Aircraft Wing with Leave in Place Sensors. In Review of Quantitative Nondestructive Evaluation; AIP: New York, NY, USA, 2005; Volume 24, pp. 1788–1794. [Google Scholar]
- Lee, C.M.; Rose, J.L.; Cho, Y. A Guided Wave Approach to Defect Detection under Shelling in Rail. NDT E Int. 2008, 42, 174–180. [Google Scholar] [CrossRef]
- Puthillath, P.; Rose, J.L. Ultrasonic Guided Wave Inspection of a Titanium Repair Patch Bonded to an Aluminum Aircraft Skin. Int. J. Adhes. Adhes. 2010, 30, 566–573. [Google Scholar] [CrossRef]
- Van Velsor, J.; Royer, R.; Owens, S.; Rose, J.L. A Magnetostrictive Phased Array System for Guided Wave Testing and Structural Health Monitoring of Pipe. Mater. Eval. 2013, 71, 1296–1301. [Google Scholar]
- Philtron, J.H.; Rose, J.L. Mode Perturbation Method for Optimal Guided Wave Mode and Frequency Selection. Ultrasonics 2014, 54, 1817–1824. [Google Scholar] [CrossRef] [PubMed]
- Rose, J.L.; Borigo, C.; Owens, S.; Reese, A. Rapid Large Area Inspection from a Single Sensor Position: A Guided Wave Phased Array Scan. Mater. Eval. 2017, 75, 671–678. [Google Scholar]
- Chen, L.; Choi, W.R.; Lee, J.G.; Kim, Y.G.; Moon, H.S.; Bae, Y.C. Oil-Tank Weld Detection Using EMAT. Int. J. Hum. Robot. 2017, 14, 1750008. [Google Scholar] [CrossRef]
- Kim, Y.G.; Chen, L.; Moon, H.S. Numerical Simulation and Experimental Investigation of Propagation of Guided Waves on Pipe with Discontinuities in Different Axial Angles. Mater. Eval. 2016, 74, 1168–1175. [Google Scholar]
- Chen, L.; Kim, Y.G.; Bae, Y.C. Long Range Displacement Measurements Systems Using Guided Wave. Int. J. Fuzzy Log. Intell. Syst. 2017, 17, 154–161. [Google Scholar] [CrossRef]
- Perez, I.; Cui, H.-L.; Udd, E. Acoustic emission detection using fiber Bragg gratings. In Proceedings of the SPIE’s 8th Annual International Symposium on Smart Structures and Materials, Newport Beach, CA, USA, 4–8 March 2001; International Society for Optics and Photonics: Bellingham, WA, USA, 2001. [Google Scholar]
- Wild, G.; Hinckley, S. Acousto-ultrasonic optical fiber sensors: Overview and state-of-the-art. IEEE Sens. J. 2008, 8, 1184–1193. [Google Scholar] [CrossRef]
- Li, F.; Murayama, H.; Kageyama, K.; Shirai, T. Guided wave and damage detection in composite laminates using different fiber optic sensors. Sensors 2009, 9, 4005–4021. [Google Scholar] [CrossRef] [PubMed]
- Harish, A.V.; Ray, P.; Rajagopal, P.; Balasubramaniam, K.; Srinivasan, B. Detection of fundamental shear horizontal mode in plates using fibre Bragg gratings. J. Intel. Mater. Syst. Struct. 2016, 27, 2229–2236. [Google Scholar] [CrossRef]
- Ray, P.; Rajagopal, P.; Srinivasan, B.; Balasubramaniam, K. Feature-guided wave-based health monitoring of bent plates using fiber Bragg gratings. J. Intel. Mater. Syst. Struct. 2017, 28, 1211–1220. [Google Scholar] [CrossRef]
- Liu, G.; Philtron, J.H.; Zhu, Y.; Rose, J.L.; Han, M. Detection of Fundamental Shear Horizontal Guided Waves Using a Surface-bonded Chirped-fiber-Bragg-grating Fabry-Perot Interferometer. IEEE J. Lightwave Technol. 2018, 36, 2286–2294. [Google Scholar] [CrossRef]
- Hu, Y.; Zhao, M.; Li, S. Pipeline Defect Detection Based on Ultrasonic Guided Wave Technique Using Fiber Bragg Gratings. In Proceedings of the International Conference on Pipelines and Trenchless Technology (ICPTT), Wuhan, China, 19–22 October 2012; pp. 996–1010. [Google Scholar]
- Ray, P.; Srinivasan, K.; Rajagopal, P. Fiber Bragg Grating-based Detection of Cross Sectional Irregularities in Metallic Pipes. In Proceedings of the SPIE, 25th International Conference on Optical Fiber Sensors, Jeju, South Korea, 24–28 April 2017; pp. 1–4. [Google Scholar]
- Trémolet de Lacheisserie, E. Magnetostriction: Theory and Applications of Magnetoelasticity; CRC Press: Boca Raton, FL, USA, 1993; Volumes 339–352, pp. 359–361. [Google Scholar]
- Zhang, Q.; Zhu, Y.; Luo, X.; Liu, G.; Han, M. Acoustic Emission Sensor System Using a Chirped Fiber-Bragg-grating Fabry-Perot Interferometer and Smart Feedback Control. Opt. Lett. 2017, 42, 631–634. [Google Scholar] [CrossRef] [PubMed]



© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rose, J.L.; Philtron, J.; Liu, G.; Zhu, Y.; Han, M. A Hybrid Ultrasonic Guided Wave-Fiber Optic System for Flaw Detection in Pipe. Appl. Sci. 2018, 8, 727. https://doi.org/10.3390/app8050727
Rose JL, Philtron J, Liu G, Zhu Y, Han M. A Hybrid Ultrasonic Guided Wave-Fiber Optic System for Flaw Detection in Pipe. Applied Sciences. 2018; 8(5):727. https://doi.org/10.3390/app8050727
Chicago/Turabian StyleRose, Joseph L., Jason Philtron, Guigen Liu, Yupeng Zhu, and Ming Han. 2018. "A Hybrid Ultrasonic Guided Wave-Fiber Optic System for Flaw Detection in Pipe" Applied Sciences 8, no. 5: 727. https://doi.org/10.3390/app8050727
APA StyleRose, J. L., Philtron, J., Liu, G., Zhu, Y., & Han, M. (2018). A Hybrid Ultrasonic Guided Wave-Fiber Optic System for Flaw Detection in Pipe. Applied Sciences, 8(5), 727. https://doi.org/10.3390/app8050727