Results of the Likert scale questions (Questions 4–6) are listed in tables, ranked and analyzed in detail, outlining technical and economic barriers as well as opportunities of the DSP concept. Each chapter gives results from additional questions to analyze specific aspects (e.g., materials, surface roughness, and build sizes) further.
4.1. Technical Feasibility
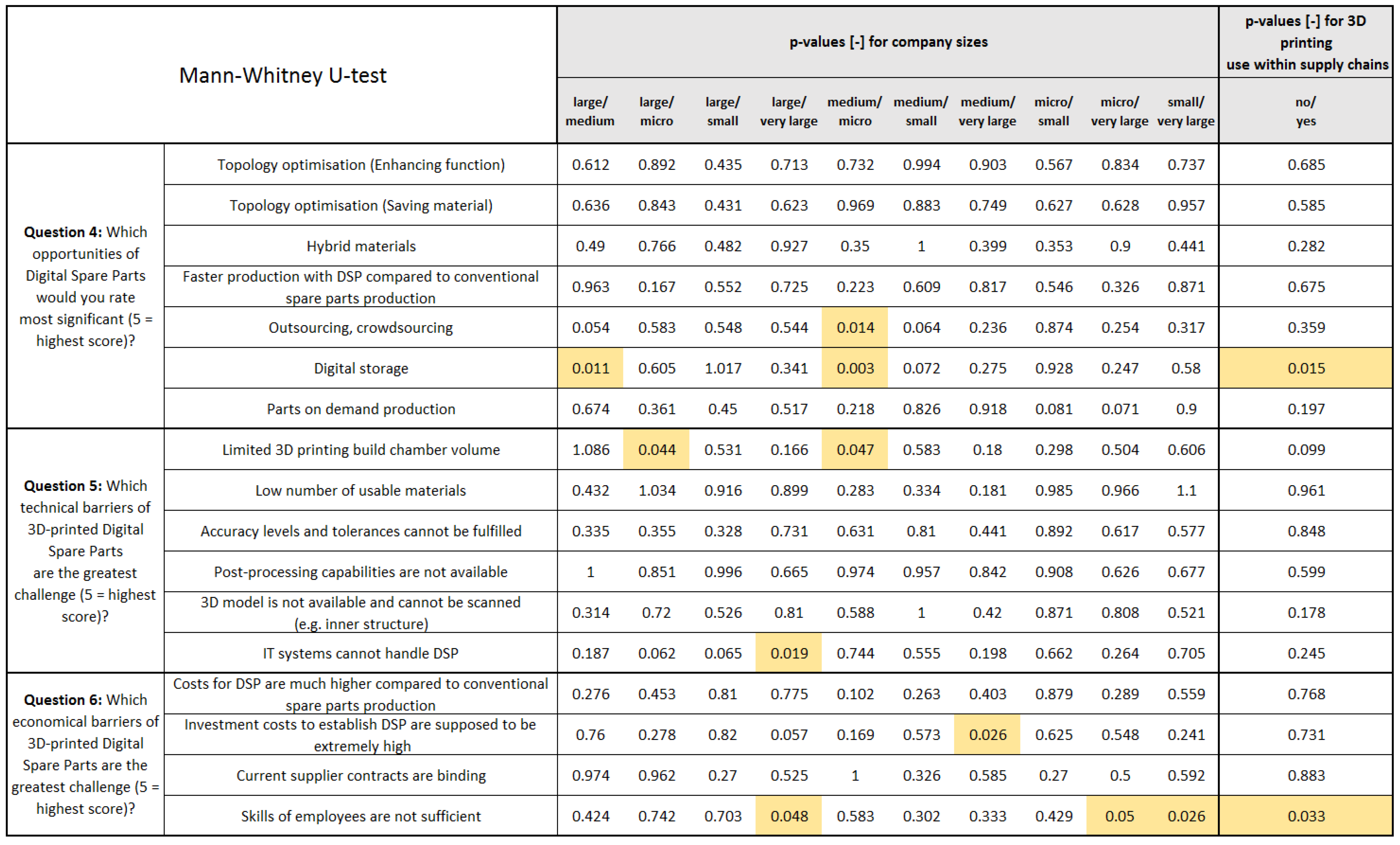
The greatest technical concerns according to
Table 2 were that the number of commercially and readily available materials for AM was low (3.31 out of 5), the accuracy levels and tolerances could not be fulfilled (3.2 out of 5), and the AM build chamber volume (3 out of 5) was too small.
Shapiro Wilk and Chi-square indicate that the null hypothesis is not fulfilled (results are not normally distributed). The Mann-Whitney testing (
Appendix A,
Figure A1) points out that the limited 3D-printing build chamber volume is a significantly larger challenge for large (
p = 0.044, mean 3.67) and medium-sized (
p = 0.047, mean 3.71) companies than for micro companies (mean 2.53). Another observation is related to the IT system needed to realize the DSP concept: Large companies (
p = 0.019, mean 3.38) consider this aspect to be a greater challenge than very large companies (mean 1.5).
An explanation for these results could arise from the demand from large- and medium-sized companies for larger components and higher batch sizes in general. Costs per part are decreasing by fitting as many parts as possible into a single print. Thus, enlarged build chambers are advantageous, if a company produces large numbers of components. Moreover, very large companies do not seem to be troubled by the IT-system related obstacles of the realization of the DSP concept, because larger and better equipped IT resources could be available.
To analyze if the concern regarding the low number of commercially usable materials in AM can be confirmed, results of Question 12 (
Appendix A,
Table A1) are shown in
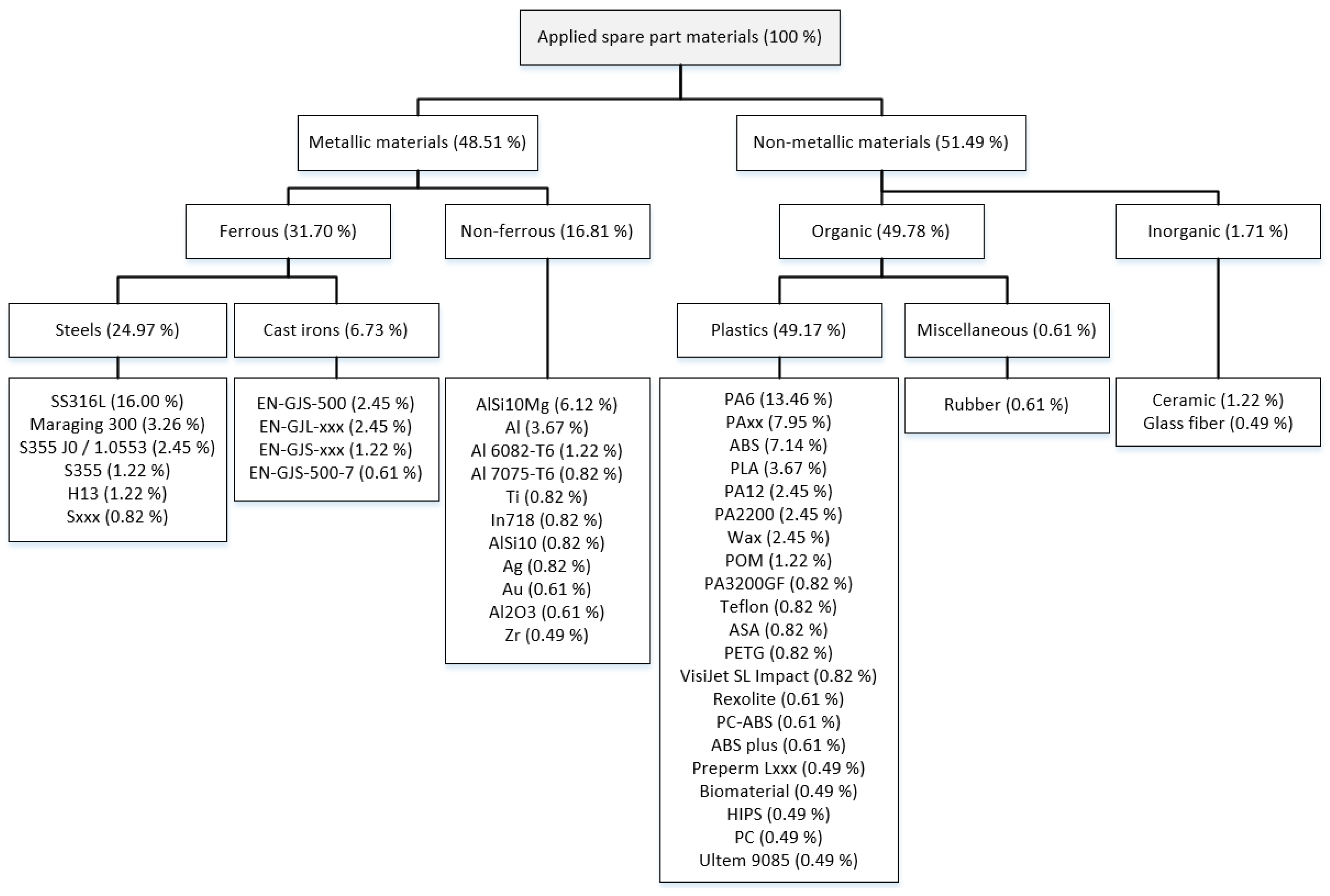
Figure 2. Participants were asked to rank (1 to 5) applied spare part materials in descending order. The material rank is inverted and normalized, determining weighting factors for all ranks (rank 1: 0.438; rank 2: 0.219; rank 3: 0.146; rank 4: 0.110; rank 5: 0.088). Consequently, materials are grouped in categories and their absolute shares (%) are calculated.
According to
Figure 2, 49% of applied spare part materials are classified as metallic materials and 51% as non-metallic materials. Most metal materials belong to the group of ferrous materials (32%), a smaller share (17%), is listed as non-ferrous metallic materials. Ferrous materials were further divided into steels (25%) and cast irons (7%). Non-metallic materials are mainly represented by organic plastics (49%), especially by polyamides. SS316L (16%), AlSi10Mg (6%), PA6 (13%), PAxx (8%), and ABS (7%) describe single materials with the largest share used as spare part materials. The “xx” or “xxx” in addition to the material name indicates that the specific material type is not mentioned (e.g., PAxx or Sxxx) and hence not considered to be commercially 3D printable. The share of applied metals and plastics is distributed almost evenly (49% versus 51%) and steels and plastics represent the main subgroups. Regarding the printability of materials mentioned in
Figure 2, the following aspects need to be considered:
The majority of listed materials are available as 3D printing materials (i.e., for SS316L, AlSi10Mg, Ti, PLA, etc.), but not necessarily offered by 3D printing service providers.
Some materials can directly be traced back to materials of 3D printing service suppliers (PA2200, PA3200GF, VisiJet SL Impact, and Ultem 9085), representing a share of 5%.
The euqivalent in 3D printing can differ slightly from the original material (e.g., ABS-like resins in Stereolithography), which often results in modified and/or inferior material properties.
Cast irons (e.g., EN-GJS-500), special alloys (e.g., Al 7075-T6), specific plastics (e.g., Teflon), and inorganic materials such as glass-fibers are not available as materials for 3D printing.
An overall share of 3D printable materials of 70% regarding commonly applied spare part materials (TOP 5 materials of companies’ spare part production) is obtained through exclusion of unspecified materials such as PAxx and by neglecting the possibility to substitute some of the mentioned materials with others (e.g., for cast irons). This value is based on a comparison of materials from
Figure 2 with a material data base from 3D hubs [
41] and additional sources. The following materials are considered 3D printable: SS316L (16%), Maraging 300 (3%), H13 (1%) [
42], AlSi10Mg (6%), Ti (less than 1%), In718 (less than 1%), Ag (less than 1%) [
43], Au (less than 1%), PA6 (13%) [
44], ABS (7%), PLA (4%), PA12 (2%), PA2200 (2%), Wax (2%), POM (1%), PA3200GF (less than 1%), ASA (less than 1%), PETG (less than 1%), VisiJet SL Impact (less than 1%), PC-ABS (less than 1%), ABS plus (less than 1%), HIPS (less than 1%), PC (less than 1%), Ultem 9085 (less than 1%), and ceramics (1%).
The overall share of printable materials could be increased if a substitution of original materials was taken into account, potentially leading to inclines in costs and varying mechanical properties. Additionally, the printability of some special materials is demonstrated in research environments but is not (yet) available for industrial usage. In this regard, it can be expected that a larger share of materials is 3D printable in the future.
The perceived second most crucial technical barrier arises from the non-fulfillment of accuracy levels and tolerances. To address this topic, Question 13 (
Appendix A,
Table A1) asks for minimum roughness values Ra (µm) for selected materials from Question 12 (
Appendix A,
Table A1). In
Table 3, all gathered surface roughnesses for printable materials are listed, classified into material categories and analyzed by comparing surface roughness values of applicable AM machines/processes to figure out if post-processing is required. For some materials, e.g., SS316L, several surface roughness values are mentioned, showing that multiple participants require deviating values for the same material.
The vast majority of materials (e.g., SS316 L, H13, AlSi10Mg) demand for post-processing after being printed and does not fulfill the required minimum surface roughnesses directly. According to identified literature sources, only PLA (1 out of 14 cases, 7%) would fulfill the requirements without post-processing.
However, it must be mentioned that surface qualities and achievable accuracy levels are significantly dependent on applied print settings, the AM machine/process, the placement (e.g., in PBF processes), and the orientation of the part in the build chamber, as well as the curvature of the part being manufactured [
8,
10]. The necessity of post-processing was to be expected since functional interfaces require low surface roughnesses to meet high tolerances. To address this issue, common post-processing process-specific practices include shoot peening, machining (milling and turning), polishing, and vapor smoothing, for which additional resources such as labor cost and machine capabilities must be expended. Moreover, these additional production steps lead to extended lead times and can require design modifications for fixtures.
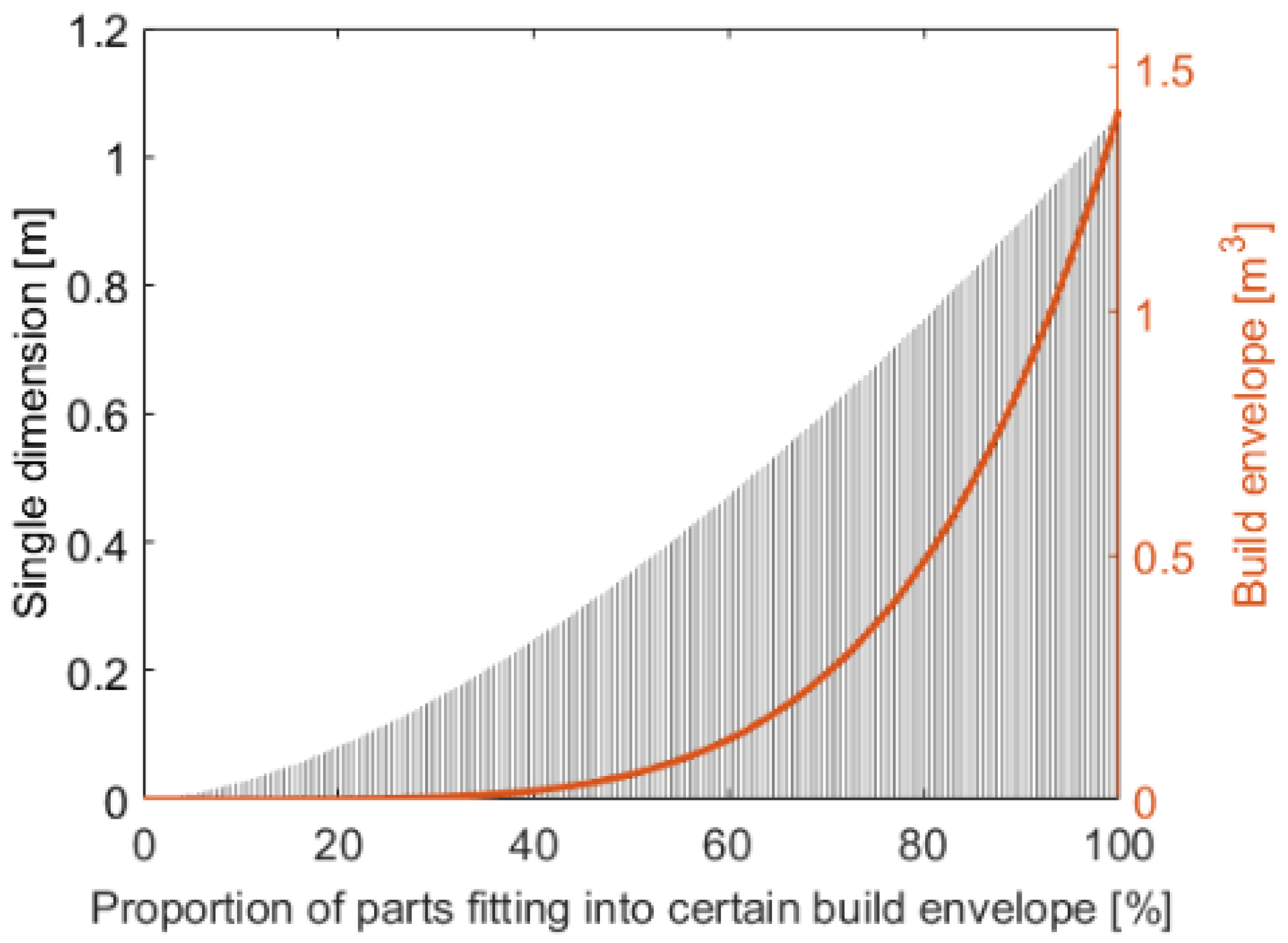
To gather more detailed insights into the third most crucial technical barrier, the restriction arising from limited build chamber volumes on the size of components, Question 14 (
Appendix A,
Table A1) asked for the percentage of parts which fit into certain build chamber volumes ranging from less than 0.001 m
3 (less than 0.1 m for a single dimension of the build chamber) to more than 0.729 m
3 (more than 0.9 m for a single dimension). The results are displayed in
Figure 3, showing that more than 20% of the corporate components fit into a build chamber volume of less than 0.001 m
3 and more than 80% of components into 0.729 m
3.
Results are consequently compared to the best-in-class AM machines regarding their build envelopes and locally-based AM machines of service providers in Finland (year 2018) according to the Finnish Rapid Prototyping Association [
52]. Local spare part production gains from short lead times in the sense of distributed manufacturing. Differences between best-in-class and local AM machines are outlined in
Table 4, focusing on the most relevant direct AM processes in production.
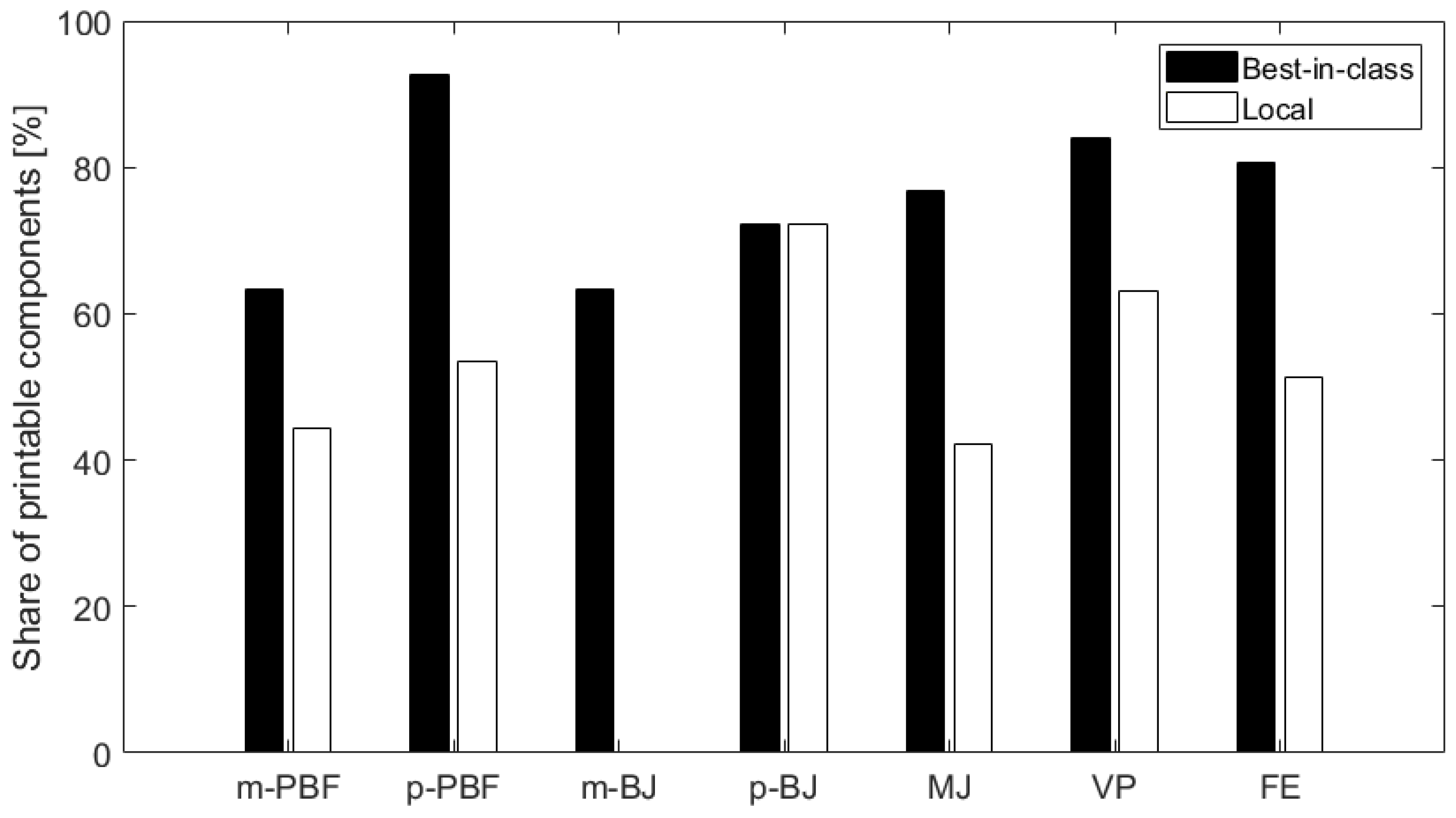
In
Figure 4, the percentages of components, which can currently be manufactured as one component in build envelopes of AM machines are shown. Thus, build envelope values for all listed AM processes are taken from
Table 4 and transferred to the build envelope graph in
Figure 3 (single dimensions are calculated by assuming cubic build envelopes). As a result, the proportions of parts fitting into the specific build chambers can be identified.
The share of 3D printable components of best-in-class machines for all investigated AM processes varies between 63% (i.e., metal-based PBF, metal-based Binder Jetting (BJ)) and 93% (i.e., plastic-based PBF). For locally produced components, a range of 0% (i.e., metal-based BJ) and 72% (i.e., plastic-based BJ) is calculated. Differences in the share of printable components are identified for all AM processes except for p-BJ, in this case, the locally installed AM system represents the best-in-class machine in terms of build envelopes. On average, a share of 47% for local printability and 76% for best-in-class machines is obtained.
Obviously, the average share of printable components is significantly lower in the case of local production compared to all best-in-class machines; these machines are only reasonable for high manufacturing throughput, for which the demand for additively manufactured components is currently not present. A limitation in the approach of calculating the share of printable components for specific AM processes from a general demand curve for part sizes must be seen in material dependencies. For some materials, a large share of small parts might be needed, while others demand larger dimensions. This limitation was taken into account because questions regarding size distributions of specific materials would have been too challenging to be answered by the participants in this survey.
Summarized, in this study, 70% of requested materials are considered as additively manufacturable. In 1 out of 14 investigated cases, the underlying process and machine-related surface roughness met the requested values, 47% and 76% of components fit into largest local and best-in-class build envelopes. This leads us to believe that all mentioned technical barriers imply real obstacles in specific cases since special materials and very large single parts cannot be manufactured today (especially not locally). Additionally, post-processing is considered mandatory for high-quality design features.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




