
Research on Defect Detection of Bare Film in Landfills Based on a Temperature Spectrum Model

Abstract
1. Introduction
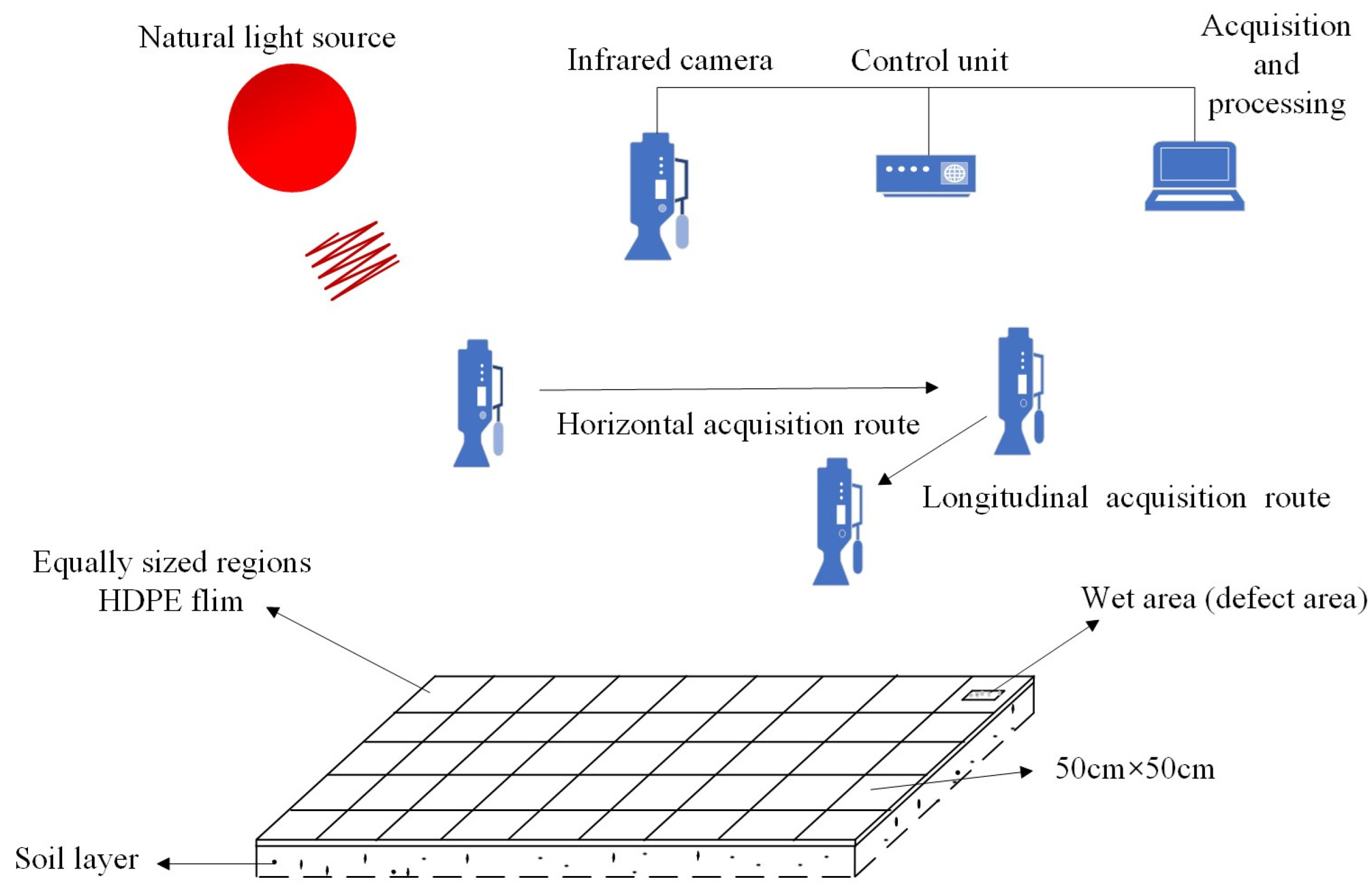
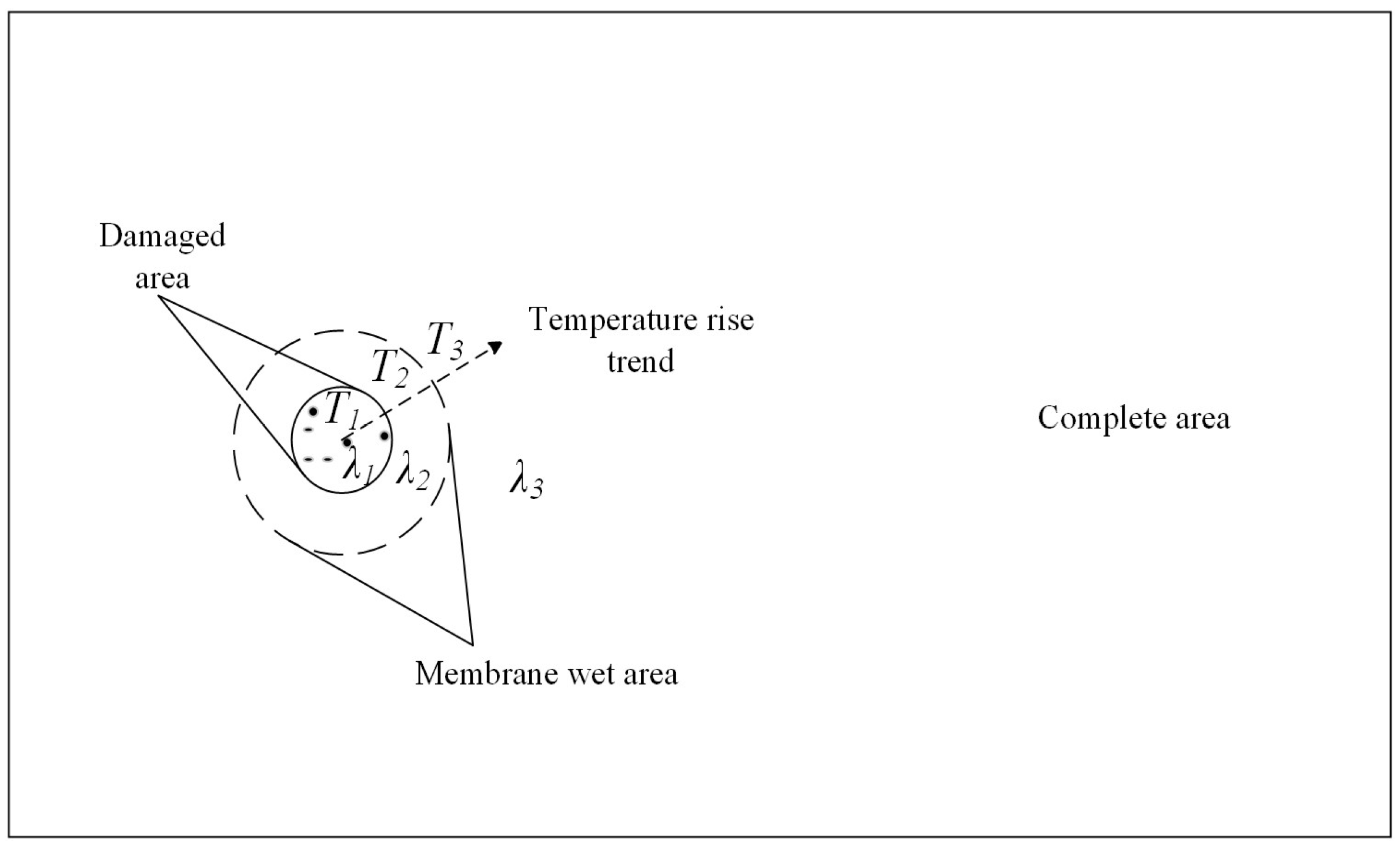
2. Position Detection Principle
3. Defect Detection Experiment
3.1. Experimental Materials and Performance Parameters
3.2. Test Sample Preparation
3.3. Test Analysis of Different Thicknesses of HDPE Film
4. HDPE Film Weld Defect Detection Test
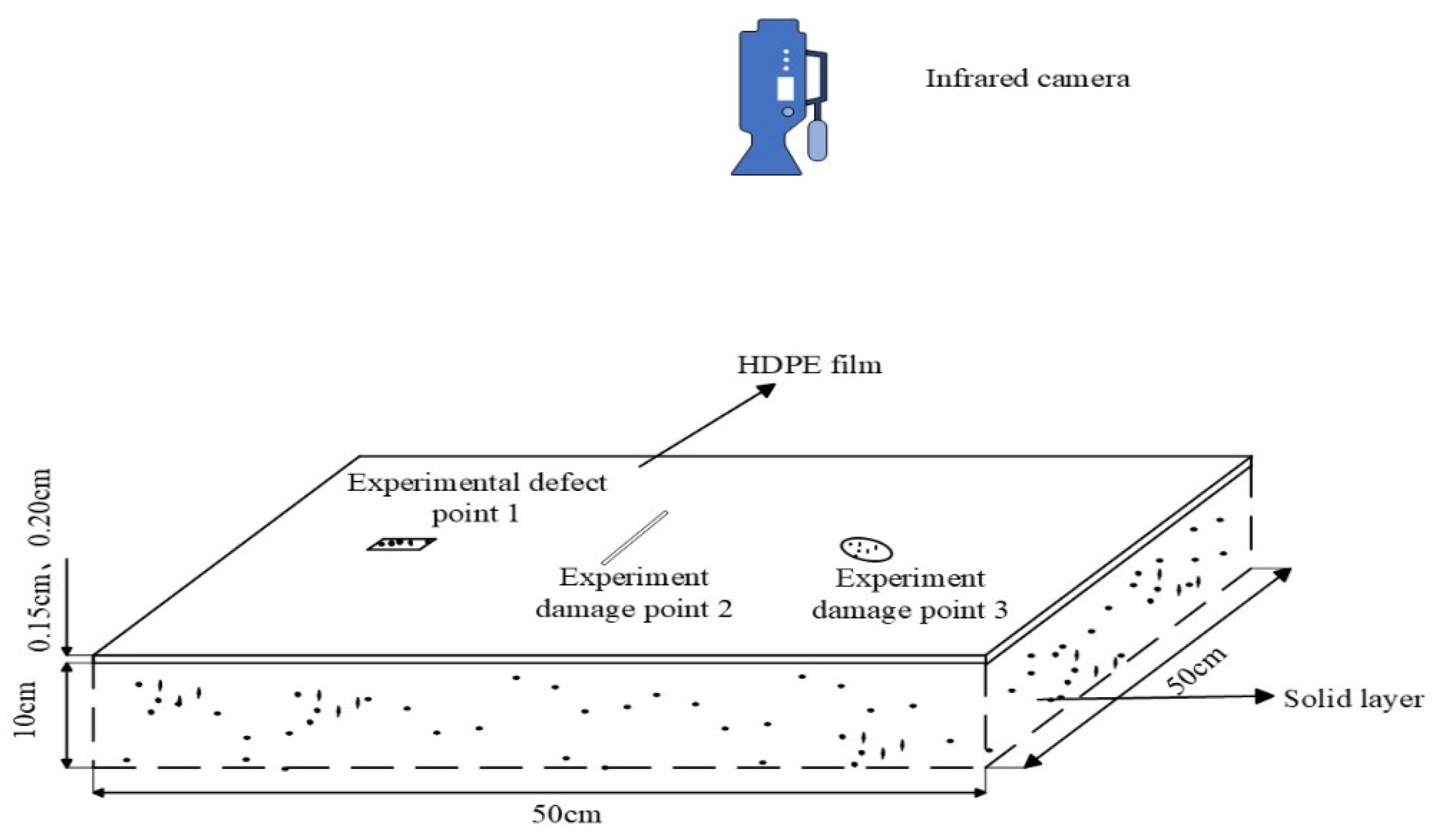
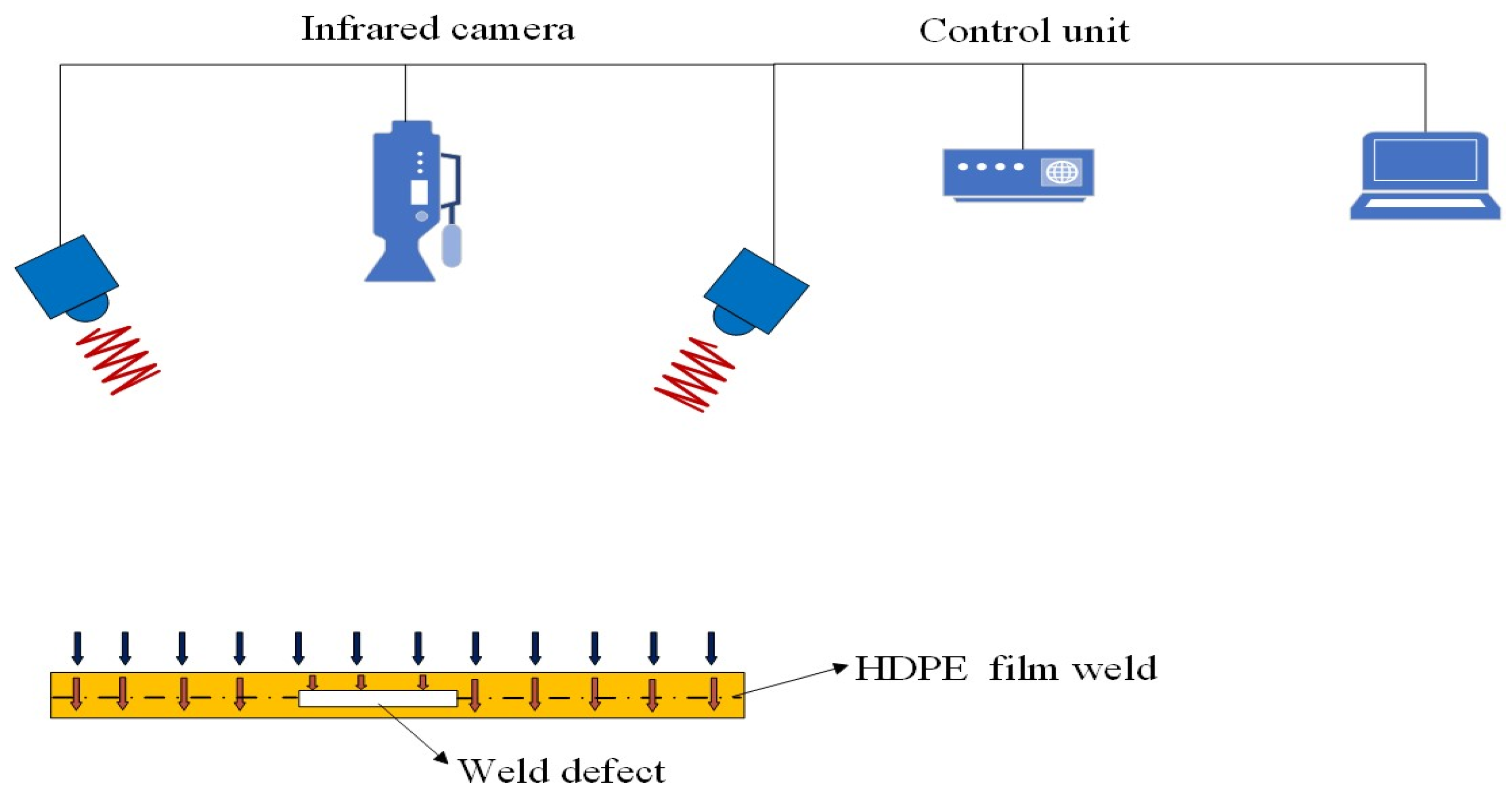
4.1. Improvement of Test Device
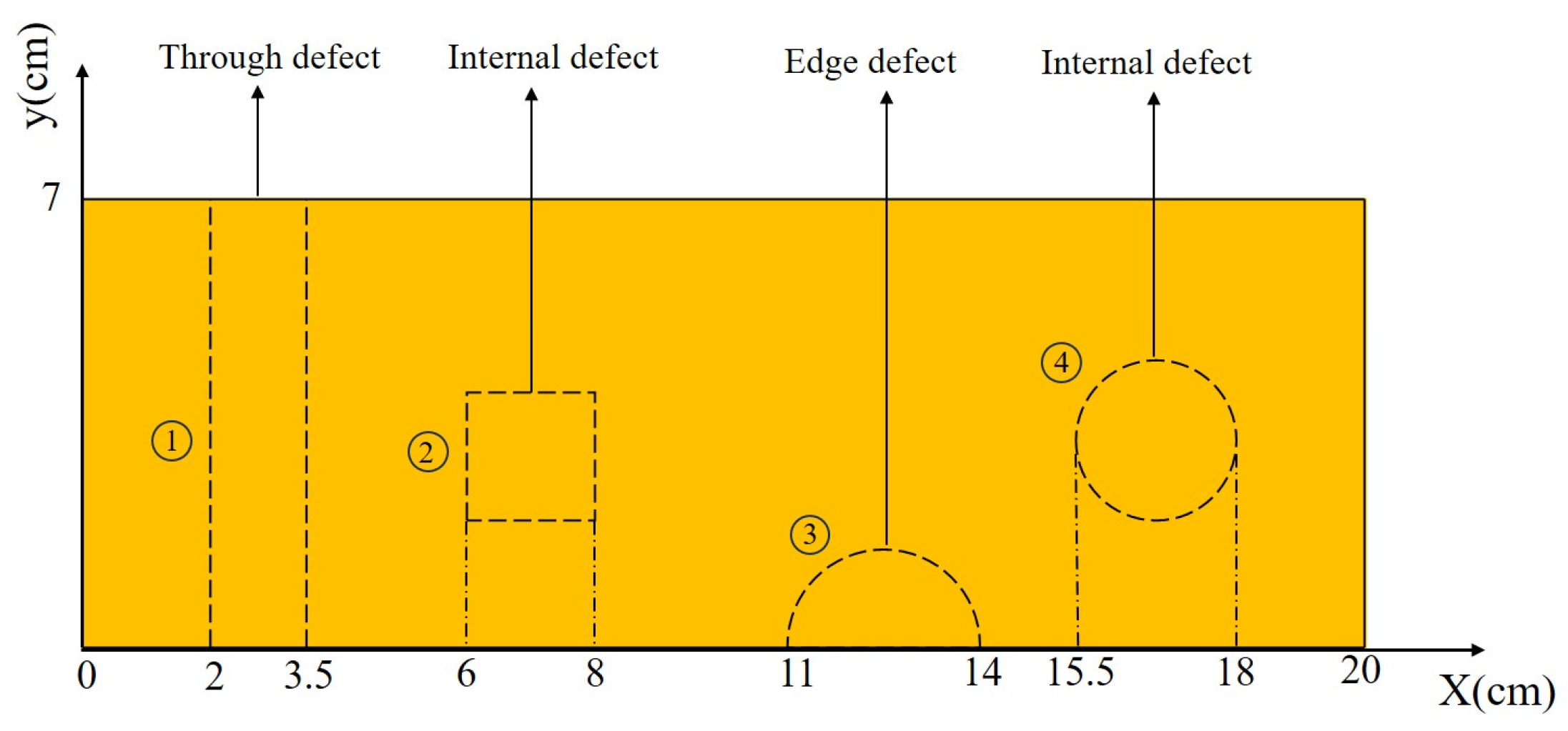
4.2. Preparation of Test Samples
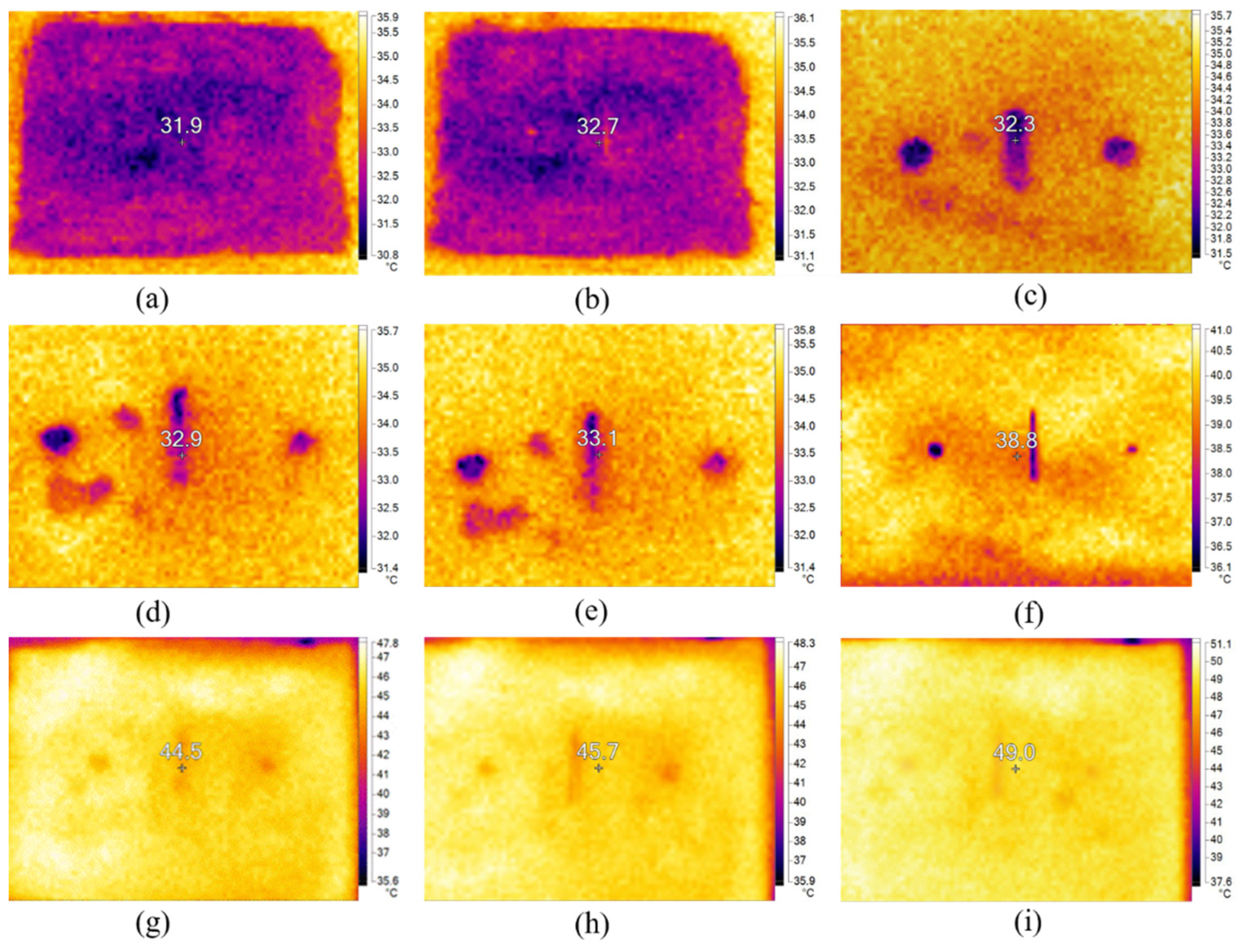
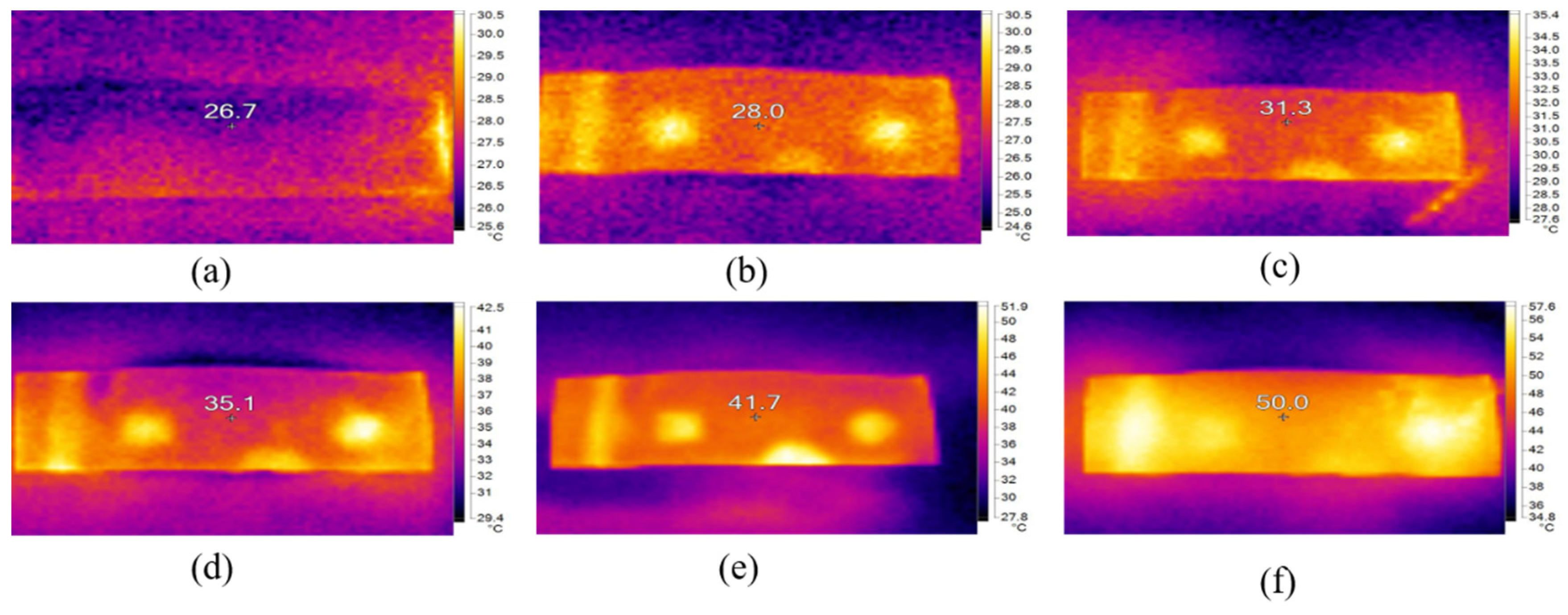
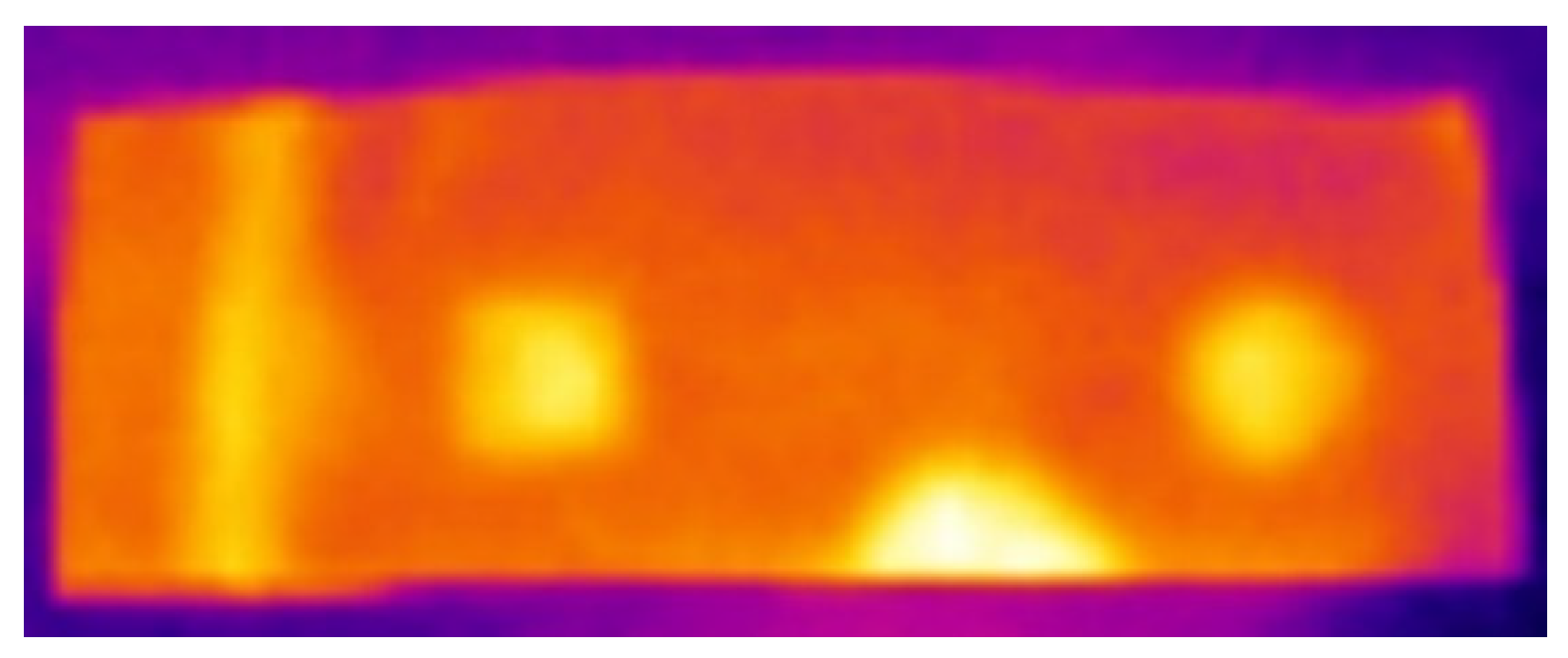
4.3. Analysis of Weld Defect Test Results
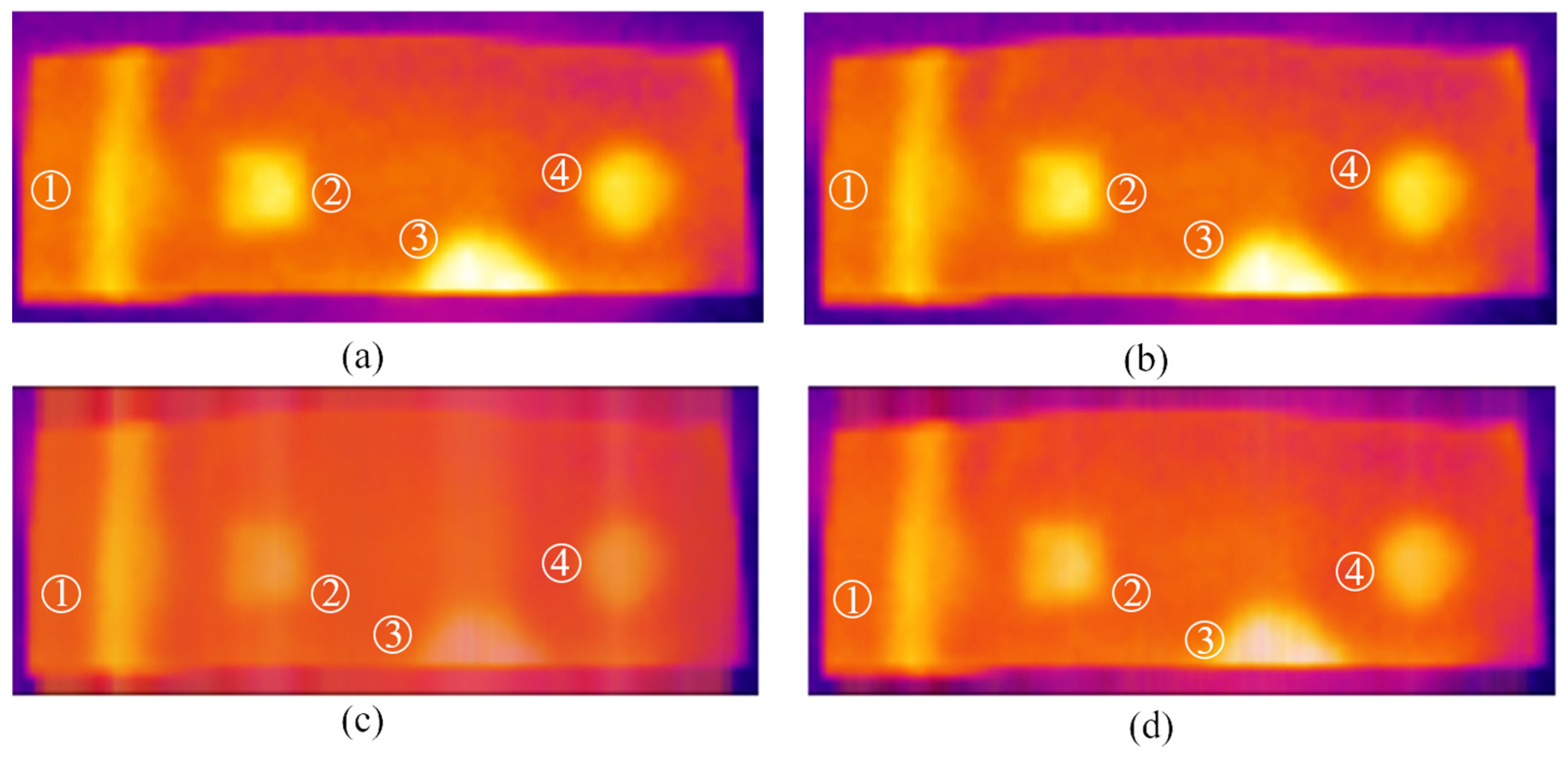
5. Image Analysis
5.1. Preprocessing Algorithm
5.2. Improved Guided Image Filtering
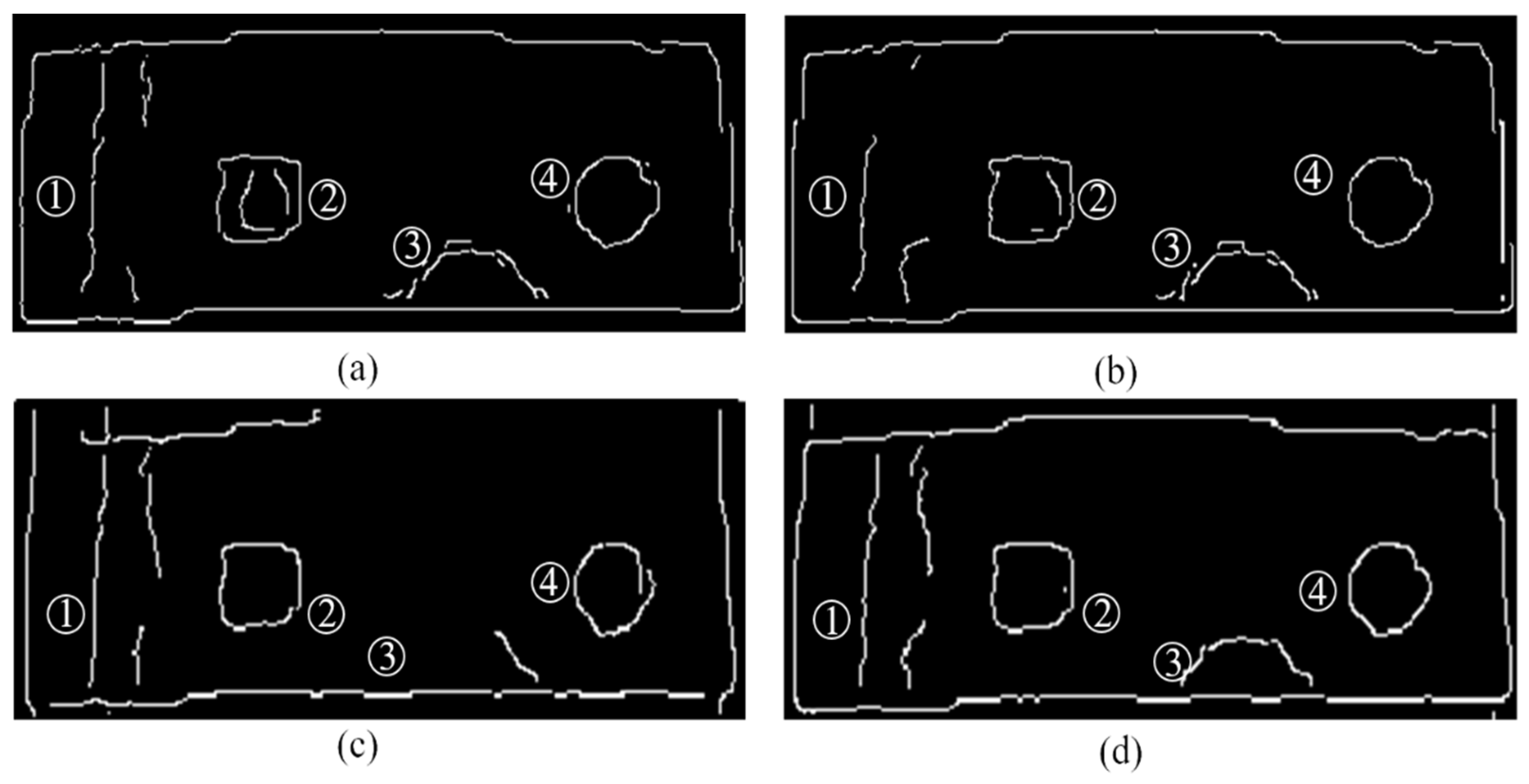
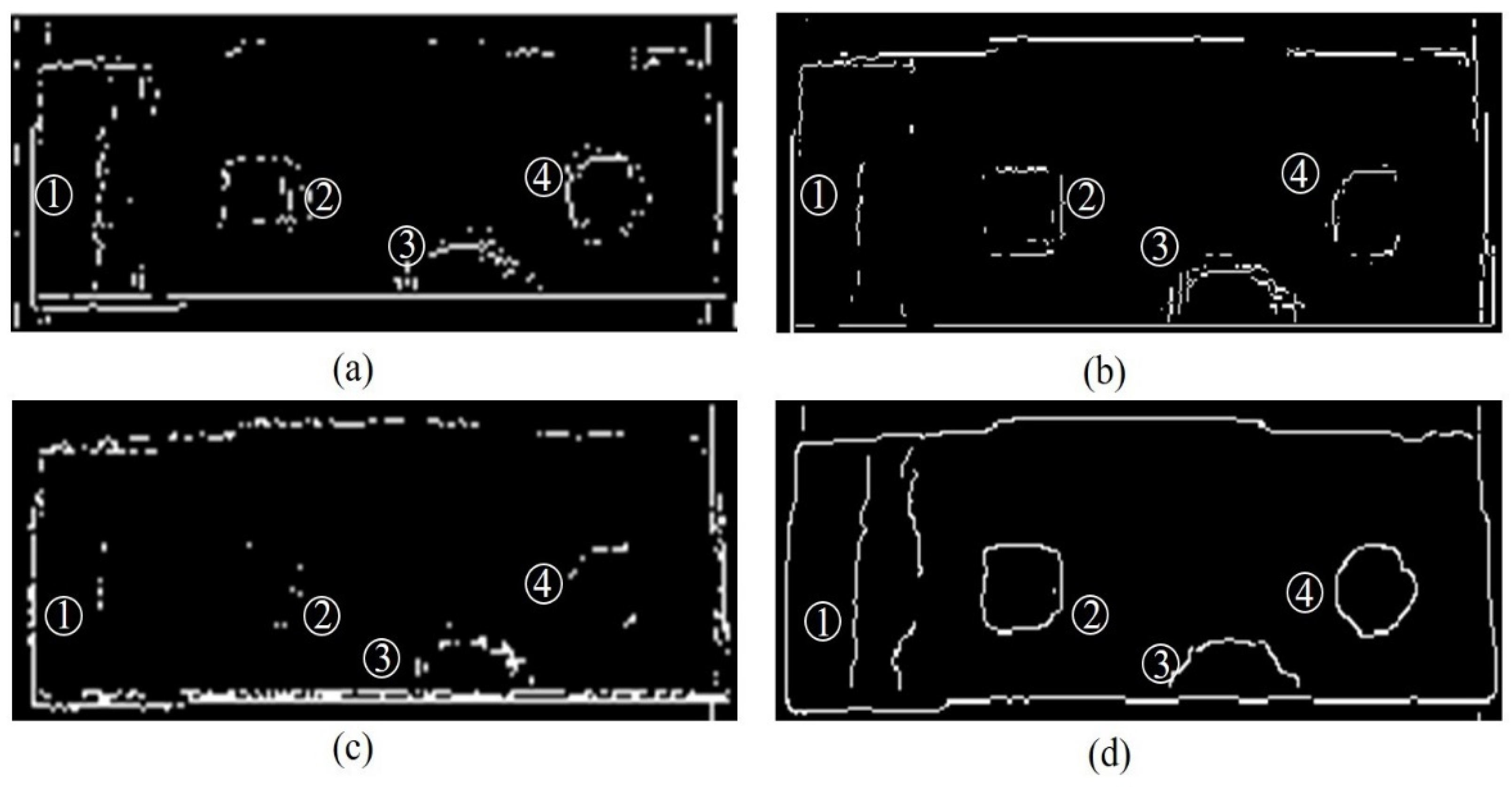
5.3. Canny Algorithm Analysis
- Reprocessing the infrared image using a Gaussian filter;
- Calculation of gradient magnitude and direction;
- Nonmaximal value suppression;
- Dual thresholding algorithm to detect and connect edges;
- Edge connection.
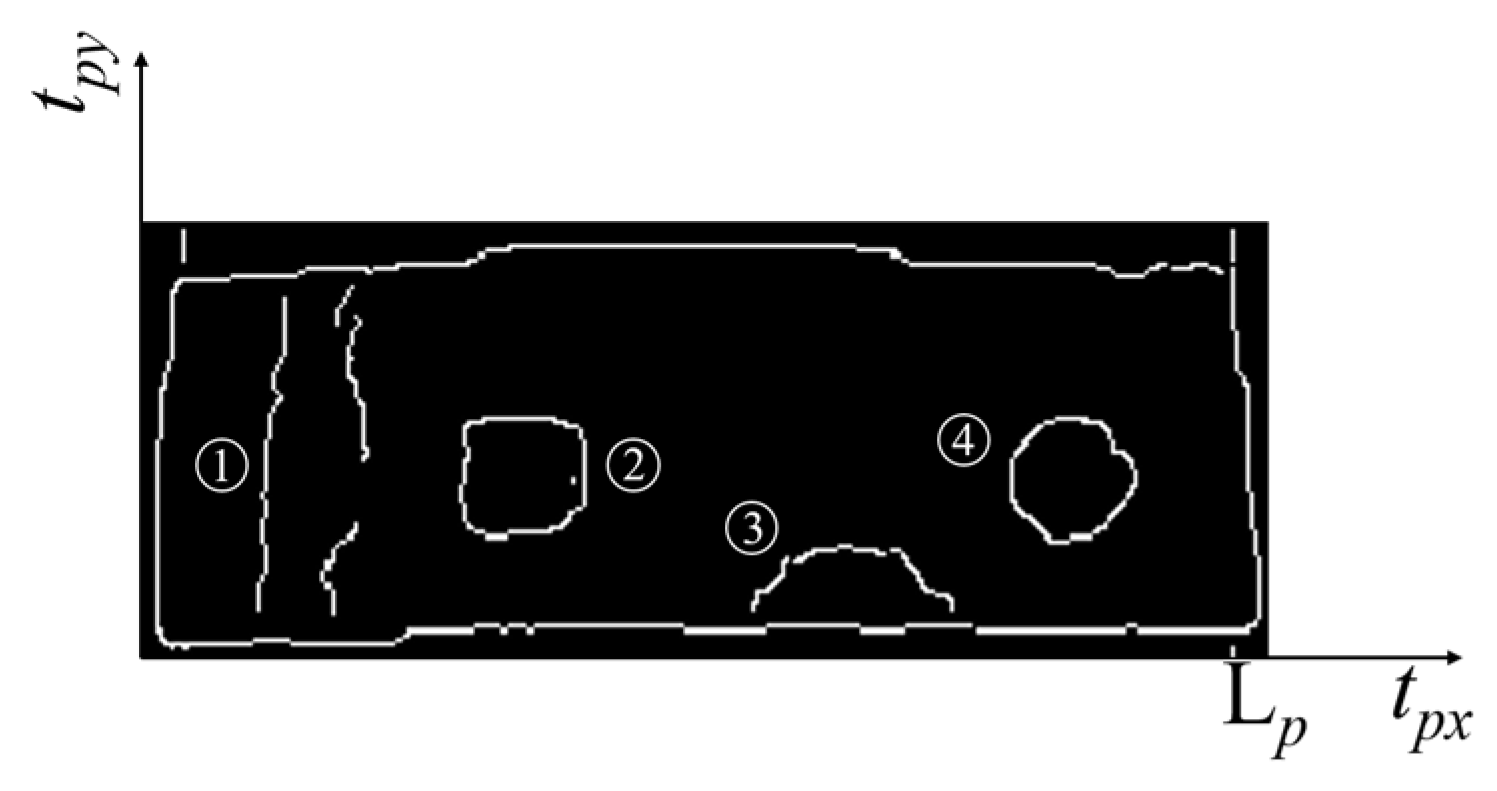
5.4. Calculation of Defect Length and Size Based on Edge Detection
6. Conclusions
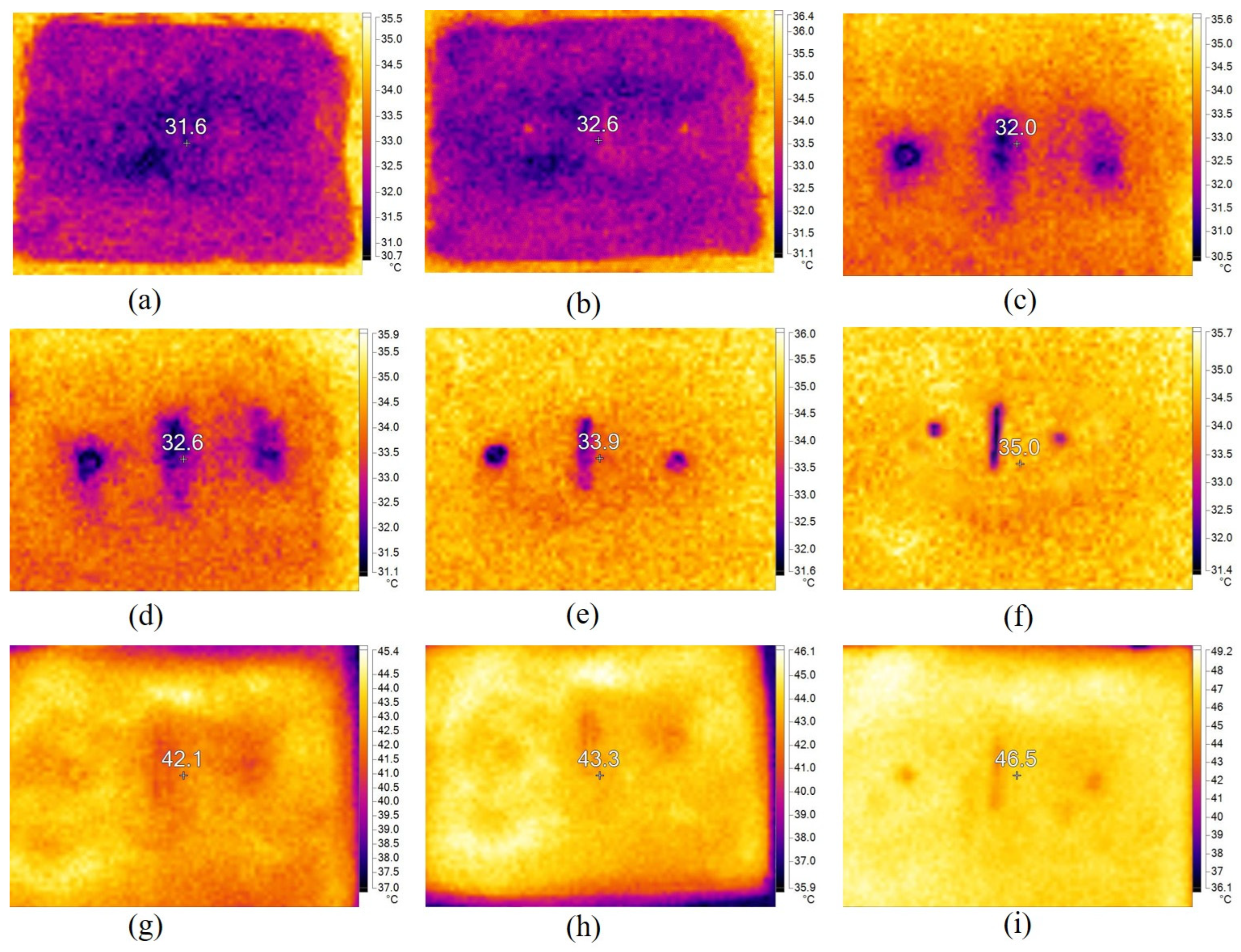
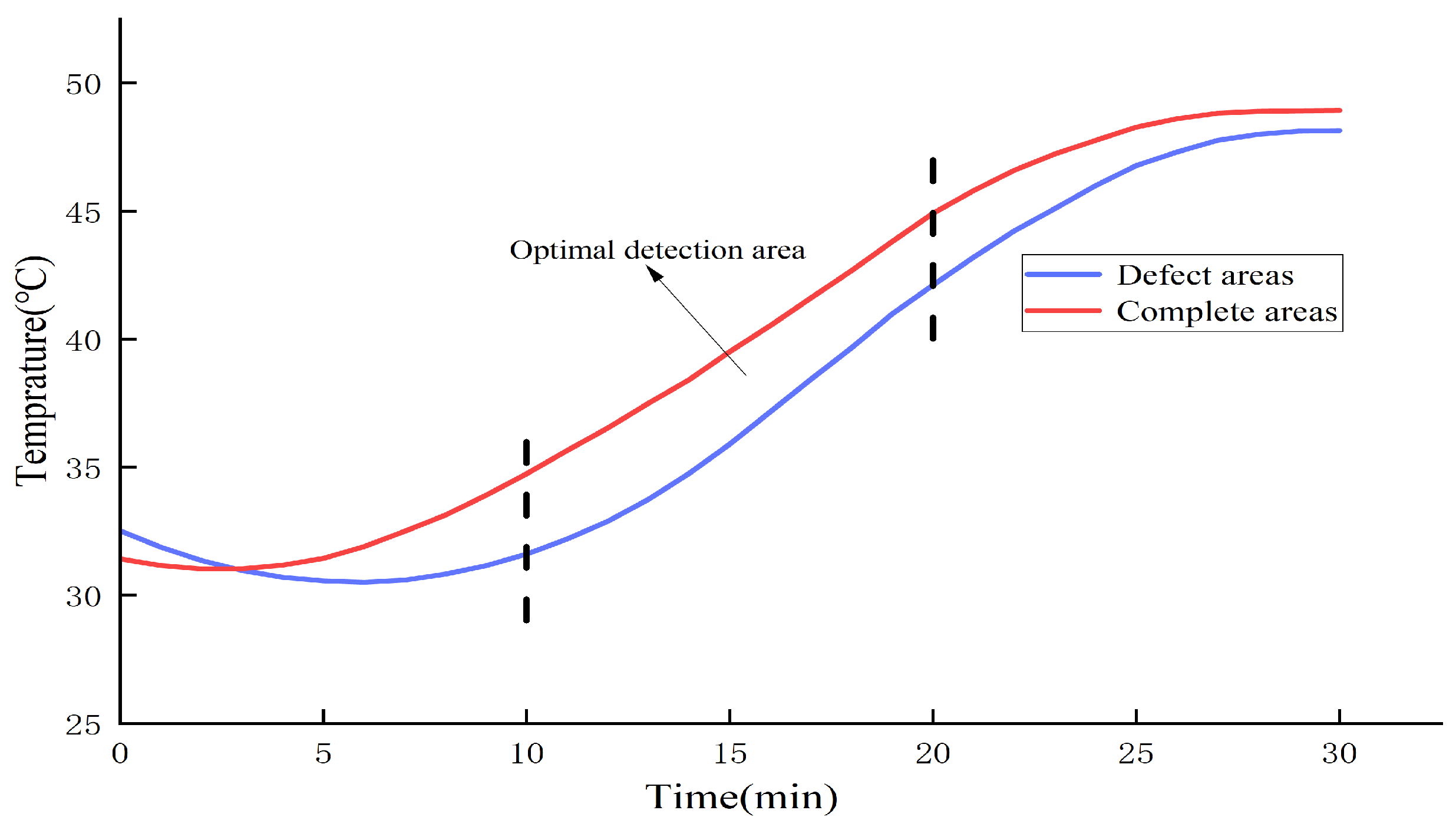
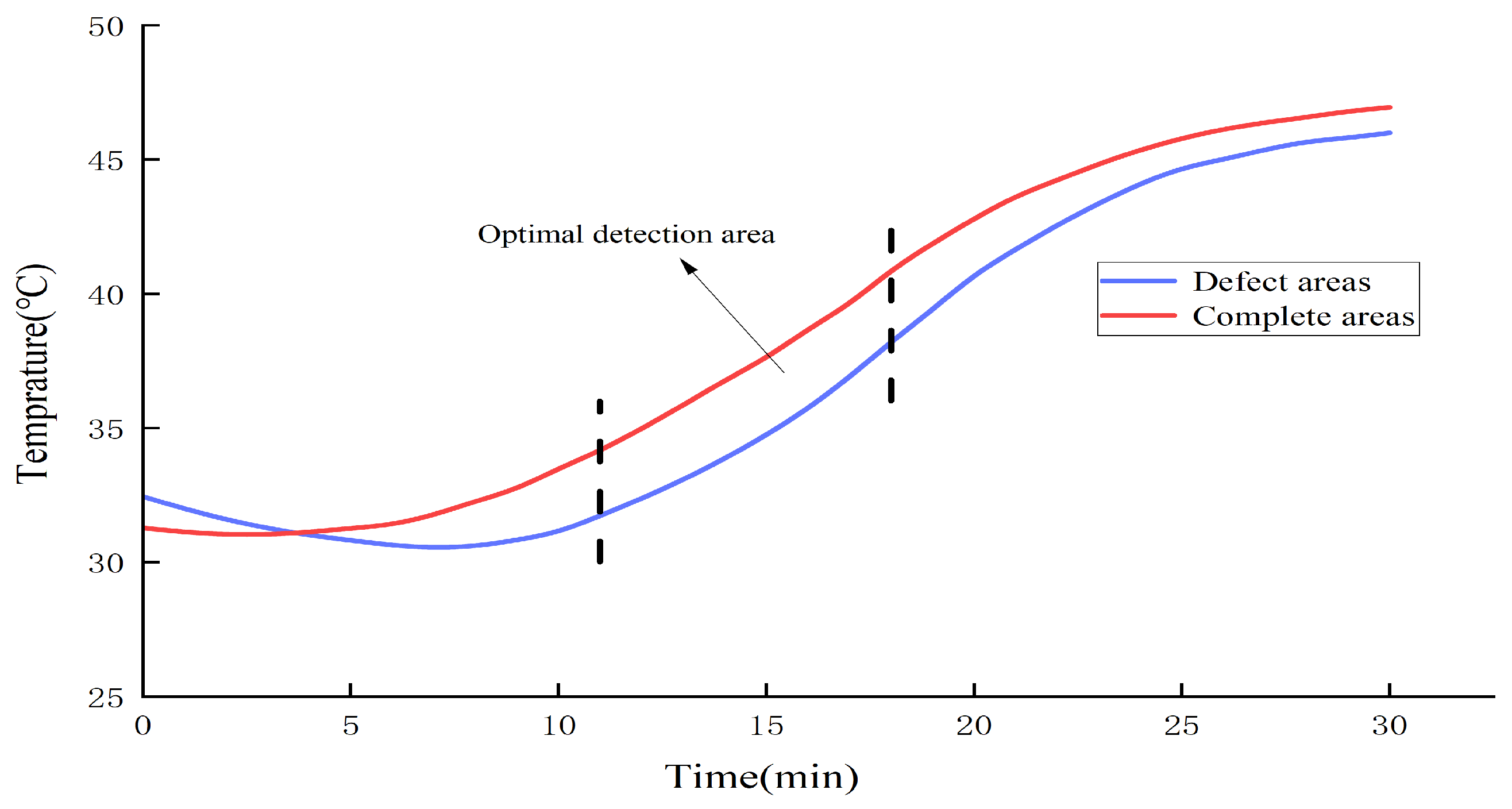
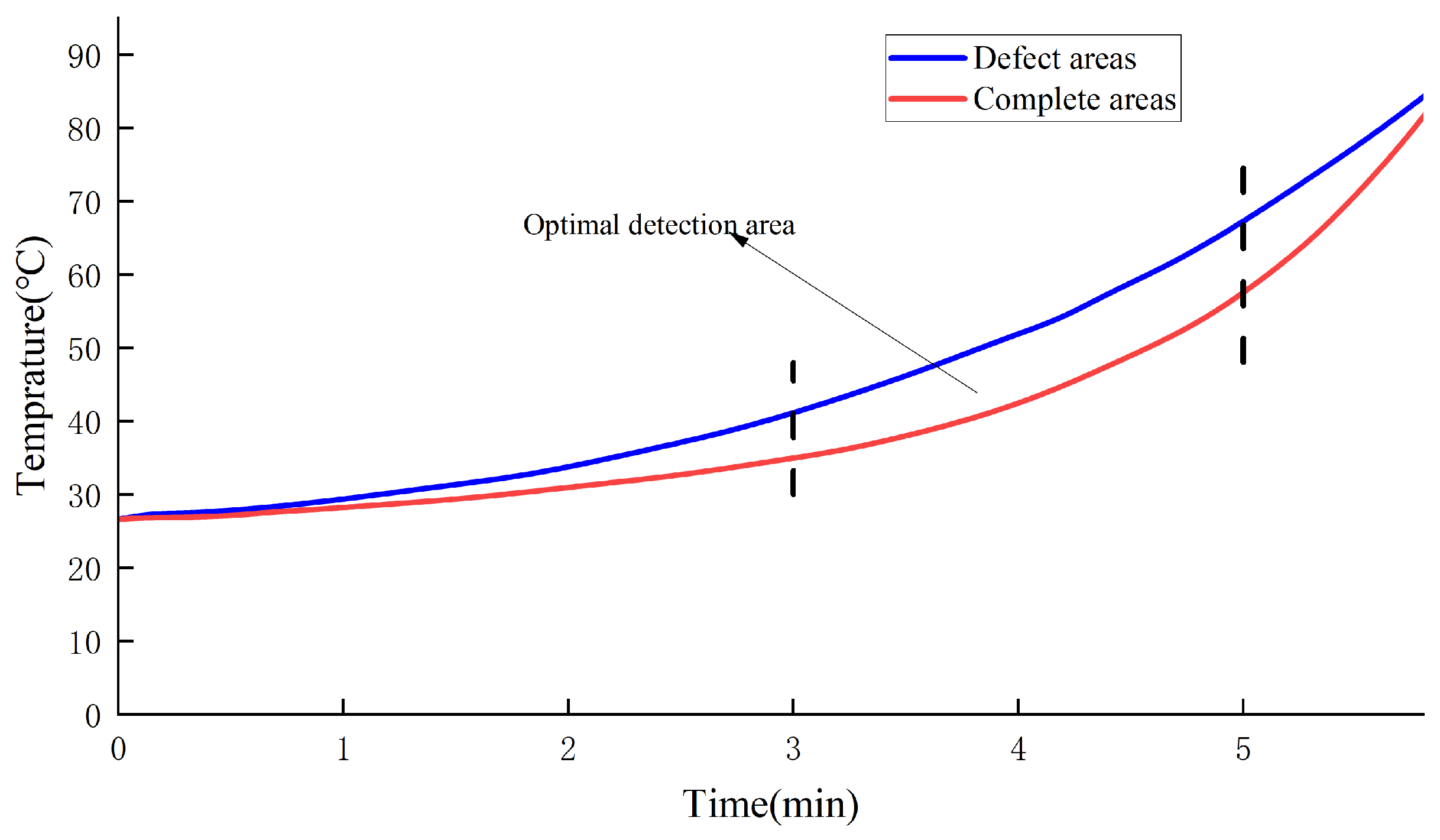
- Using temperature difference model can detect defects of the HDPE film in the state of bare film. Under the action of a continuous natural heat source, when the HDPE film is fully covered and tested, the continuous heating time is controlled at 10–20 min. The temperature difference between the defect area and complete area is obvious at the same time, which can be used as the best detection time domain for the whole film defect. For the detection of defects in the welding seam area, under the action of an active heating source, at 3–5 min, the temperature difference between defects in the welding seam area of the HDPE film and complete area is obvious. This period can be considered the optimal time for detecting defects in the weld area.
- Based on the research object of HDPE film infrared images, the recognition effect and characteristics of traditional classic edge detection algorithms are analyzed, and an HDPE defect edge detection algorithm combining improved guide image filtering and Canny is proposed. By performing denoising and edge retention on the collected image, the edge of the defect of the final image can be improved. Based on edge extraction, the defect size is estimated. The recognition error between defect size and actual size is not greater than 10%.
- Under the action of a heat source, HDPE film will have a temperature difference characteristic in the defect and complete area in the same time period. Based on this characteristic, the temperature difference model can detect HDPE film defect placement. It avoids contact damage to the film and realizes nondestructive testing of HDPE film.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Y.Y.; Sun, H.Y.; Zhang, W.; Huang, X.S. Using Stress Wave Technology for Leakage Detection in a Landfill Impervious Layer. Environ. Sci. Pollut. Res. 2019, 26, 32050–32064. [Google Scholar] [CrossRef] [PubMed]
- Velenturf, A.P.M.; Purnell, P. Principles for a sustainable circular economy. Sustain. Prod. Consum. 2021, 27, 1437–1457. [Google Scholar] [CrossRef]
- Pandey, L.M.S.; Shukla, S.K. An Insight into Waste Management in Australia with a Focus on Landfill Technology and Liner Leak Detection. J. Clean. Prod. 2019, 225, 1147–1154. [Google Scholar] [CrossRef]
- Yuan, M.H.; Chiueh, P.T.; Lo, S.L. Understanding Synergies and Trade-Offs between Water and Energy Production at Landfill Sites. Sci. Total Environ. 2019, 687, 152–160. [Google Scholar] [CrossRef]
- Sun, X.C.; Xu, Y.; Liu, Y.Q.; Nai, C.X.; Dong, L.; Liu, J.C.; Huang, Q.F. Evolution of Geomembrane Degradation and Defects in a Landfill: Impacts on Long-Term Leachate Leakage and Groundwater Quality. J. Clean. Prod. 2019, 224, 335–345. [Google Scholar] [CrossRef]
- Spencer, M.W.; Cui, L.; Yoo, Y.; Paul, D.R. Morphology and Properties of Nanocomposites Based on HDPE/HDPE-g-MA Blends. Polymer 2010, 51, 1056–1070. [Google Scholar] [CrossRef]
- Abdelaal, F.B.; Morsy, M.S.; Rowe, R.K. Long-term performance of a HDPE geomembrane stabilized with HALS in chlorinated water. Geotext. Geomembr. 2019, 47, 815–830. [Google Scholar] [CrossRef]
- Abdelaal, F.B.; Rowe, R.K.; Islam, M.Z. Effect of leachate composition on the long-term performance of a HDPE geomembrane. Geotext. Geomembr. 2014, 42, 348–362. [Google Scholar] [CrossRef]
- Zhuang, Y.; Seong, H.J.; Jang, Y.S. Environmental toxicity and decomposition of polyethylene. Ecotoxicol. Environ. Saf. 2022, 242, 113933. [Google Scholar] [CrossRef]
- Huang, Y.X.; Meng, X.C.; Xie, Y.; Wan, L.; Lv, Z.L.; Cao, J.; Feng, J.C. Friction Stir Welding/Processing of Polymers and Polymer Matrix Composites. Compos. Part A Appl. Sci. Manuf. 2018, 105, 235–257. [Google Scholar] [CrossRef]
- Peggs, I.D. Destructive Testing of Polyethylene Geomembrane Seams: Various Methods to Evaluate Seam Strength. Geotext. Geomembr. 1990, 9, 405–414. [Google Scholar] [CrossRef]
- Casado, I.; Mahjoub, H.; Lovera, R.; Fernández, J.; Casas, A. Use of electrical tomography methods to determinate the extension and main migration routes of uncontrolled landfill leachates in fractured areas. Sci. Total Environ. 2015, 506–507, 546–553. [Google Scholar] [CrossRef] [PubMed]
- Gilson-Beck, A. Controlling Leakage through Installed Geomembranes Using Electrical Leak Location. Geotext. Geomembr. 2019, 47, 697–710. [Google Scholar] [CrossRef]
- Chen, Y.Y.; MA, T.H.; Chen, Y.; Bi, S.J.; Li, W.J.; Chen, X.Y.; Meng, C.R. Ultrasonic monitoring method of anti-seepage layer. Tech. Acoust. 2023, 4, 213–218. [Google Scholar] [CrossRef]
- Avdelidis, N.P.; Moropoulou, A.; Marioli Riga, Z.P. The technology of composite patches and their structural reliability inspection using infrared imaging. Prog. Aerosp. Sci. 2003, 39, 317–328. [Google Scholar] [CrossRef]
- Hassani, S.; Dackermann, U. A Systematic Review of Advanced Sensor Technologies for Non-Destructive Testing and Structural Health Monitoring. Sensors 2023, 23, 2204. [Google Scholar] [CrossRef]
- Qu, Z.; Jiang, P.; Zhang, W. Development and Application of Infrared Thermography Non-Destructive Testing Techniques. Sensors 2020, 20, 3851. [Google Scholar] [CrossRef]
- Ma, Y.; Rose, F.; Wong, L.; Vien, B.S.; Kuen, T.; Rajic, N.; Kodikara, J.; Chiu, W. Detection of Defects in Geomembranes Using Quasi-Active Infrared Thermography. Sensors 2021, 21, 5365. [Google Scholar] [CrossRef]
- Liu, J.Y.; Tang, Q.J.; Wang, Y.; Lu, Y.M.; Zhang, Z.P. Defects’ Geometric Feature Recognition Based on Infrared Image Edge Detection. Infrared Phys. Technol. 2014, 67, 387–390. [Google Scholar] [CrossRef]
- Zeng, J.L.; Chang, B.H.; Du, D.; Hong, Y.X.; Zou, Y.R.; Chang, S.H. A Visual Weld Edge Recognition Method Based on Light and Shadow Feature Construction Using Directional Lighting. J. Manuf. Process. 2016, 24, 19–30. [Google Scholar] [CrossRef]
- Dong, S.H.; Sun, X.; Xie, S.Y.; Wang, M.F. Automatic Defect Identification Technology of Digital Image of Pipeline Weld. Nat. Gas Ind. B 2019, 4, 399–403. [Google Scholar] [CrossRef]
- Han, J.; Yue, J.; Zhang, Y.; Bai, L.F. Salient Contour Extraction from Complex Natural Scene in Night Vision Image. Infrared Phys. Technol. 2014, 63, 165–177. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Wang, H.F.; Wang, H.C.; Tseng, K.K. Automatic Extraction of Face Contours in Images and Videos. Future Gener. Comput. Syst. 2012, 28, 322–335. [Google Scholar] [CrossRef]
- Rong, S.H.; Zhou, H.X.; Qin, H.L.; Lai, R.; Qian, K. Guided Filter and Adaptive Learning Rate Based Non-Uniformity Correction Algorithm for Infrared Focal Plane Array. Infrared Phys. Technol. 2016, 76, 691–697. [Google Scholar] [CrossRef]
- Liu, N.; Zhang, Y.Y.; Xie, J.; Yu, J.H.; Xiao, H.Y.; Min, T.Y. A Novel High Dynamic Range Image Enhancement Algorithm Based on Guided Image Filter. Optik 2015, 126, 4581–4585. [Google Scholar] [CrossRef]
- Geethu, H.; Shamna, S.; Kizhakkethottam, J.J. Weighted Guided Image Filtering and Haze Removal in Single Image. Procedia Technol. 2016, 24, 1475–1482. [Google Scholar] [CrossRef]
- Li, Z.G.; Zheng, J.H.; Zhu, Z.J.; Yao, W.; Wu, S.Q. Weighted Guided Image Filtering. IEEE Trans. Image Process. 2015, 24, 120–129. [Google Scholar] [CrossRef]
- Chen, B.; Wu, S.Q. Weighted aggregation for guided image filtering. Signal Image Video Process. 2019, 14, 491–498. [Google Scholar] [CrossRef]
- Biswas, R.; Sil, J. An Improved Canny Edge Detection Algorithm Based on Type-2 Fuzzy Sets. Procedia Technol. 2012, 4, 820–824. [Google Scholar] [CrossRef]
- Zhang, X.F.; Zhang, Y.; Zheng, R. Image Edge Detection Method of Combining Wavelet Lift with Canny Operator. Procedia Eng. 2011, 15, 1335–1339. [Google Scholar] [CrossRef]
- Liu, C.; Shirowzhan, S.; Sepasgozar, S.M.E.; Kaboli, A. Evaluation of Classical Operators and Fuzzy Logic Algorithms for Edge Detection of Panels at Exterior Cladding of Buildings. Buildings 2019, 9, 40. [Google Scholar] [CrossRef]
- Zhang, A.A.; Li, Q.J.; Wang, K.C.P.; Shi, Q. Matched Filtering Algorithm for Pavement Cracking Detection. Transp. Res. Rec. 2013, 2367, 30–42. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time/min | Defect Areas Average Temperature/°C | Complete Area Average Temperature/°C | Temperature Difference/°C |
|---|---|---|---|
| 0 | 32.6 | 31.9 | 0.7 |
| 10 | 31.6 | 34.8 | −3.2 |
| 11 | 32.5 | 35.6 | −3.1 |
| 12 | 33.1 | 36.5 | −3.4 |
| 13 | 33.7 | 37.5 | −3.8 |
| 20 | 44.4 | 46.3 | −1.9 |
| 25 | 47.3 | 49.0 | −1.7 |
| Time/min | Defect Areas Average Temperature/°C | Complete Area Average Temperature/°C | Temperature Difference/°C |
|---|---|---|---|
| 0 | 32.3 | 31.7 | 0.6 |
| 10 | 31.4 | 33.4 | −2 |
| 11 | 31.7 | 34.1 | −2.4 |
| 12 | 32.3 | 34.9 | −2.6 |
| 13 | 32.8 | 35.4 | −2.6 |
| 20 | 40.8 | 42.7 | −1.9 |
| 25 | 45.5 | 46.5 | −1.0 |
| Time/min | Defect Areas Average Temperature/°C | Complete Area Average Temperature/°C | Temperature Difference/°C |
|---|---|---|---|
| 0 | 26.6 | 26.6 | 0 |
| 1 | 30.1 | 28.1 | 2 |
| 2 | 33.9 | 31.1 | 2.8 |
| 3 | 40.7 | 35.6 | 5.1 |
| 4 | 49.8 | 41.7 | 8.1 |
| 5 | 58.7 | 50.8 | 7.9 |
| Defect Number | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| True size/cm | 1.50 | 2.00 | 3.00 | 2.50 |
| Calculate size/cm | 1.56 | 2.20 | 3.19 | 2.33 |
| Recognition error/% | 4.6 | 10.0 | 6.3 | 6.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, F.; Chen, Y.; Hao, W. Research on Defect Detection of Bare Film in Landfills Based on a Temperature Spectrum Model. Appl. Sci. 2025, 15, 4774. https://doi.org/10.3390/app15094774
Jia F, Chen Y, Hao W. Research on Defect Detection of Bare Film in Landfills Based on a Temperature Spectrum Model. Applied Sciences. 2025; 15(9):4774. https://doi.org/10.3390/app15094774
Chicago/Turabian StyleJia, Feixiang, Yayu Chen, and Wei Hao. 2025. "Research on Defect Detection of Bare Film in Landfills Based on a Temperature Spectrum Model" Applied Sciences 15, no. 9: 4774. https://doi.org/10.3390/app15094774
APA StyleJia, F., Chen, Y., & Hao, W. (2025). Research on Defect Detection of Bare Film in Landfills Based on a Temperature Spectrum Model. Applied Sciences, 15(9), 4774. https://doi.org/10.3390/app15094774