Methods and Means of Eddy Current Testing of Soldered Lap Joints of Electrical Machines


Abstract
1. Introduction
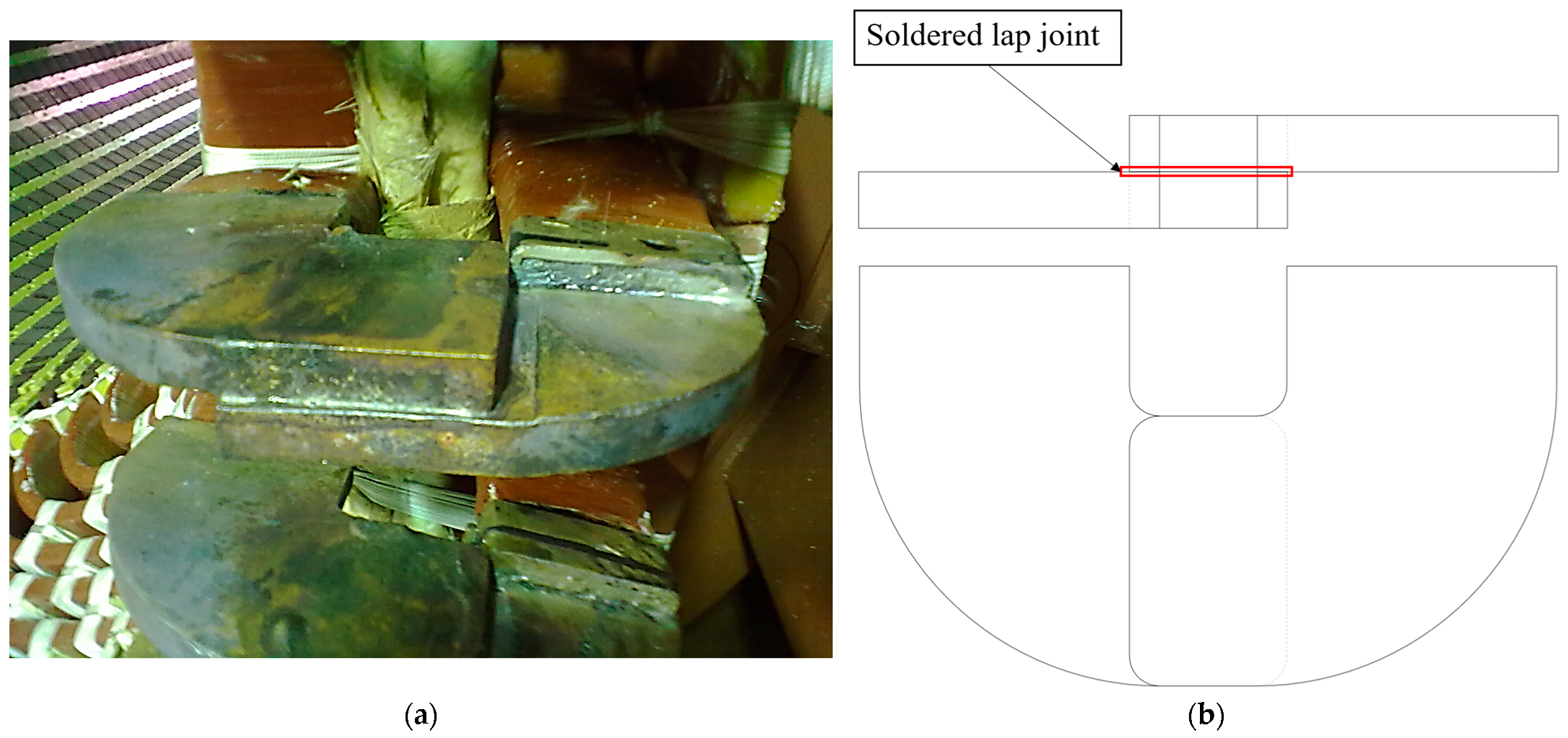
1.1. Description of the Test Object
1.2. Methods of Non-Destructive Testing of Soldered Joints
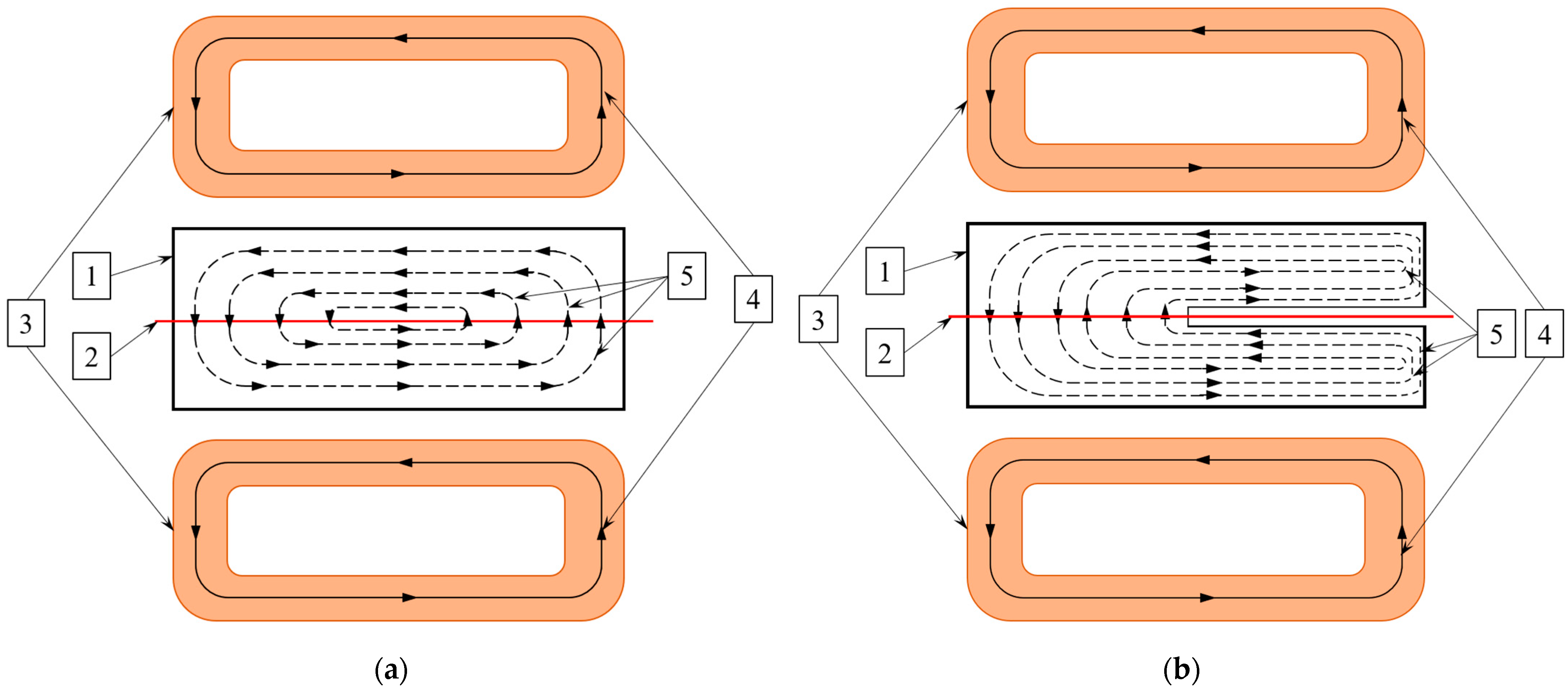
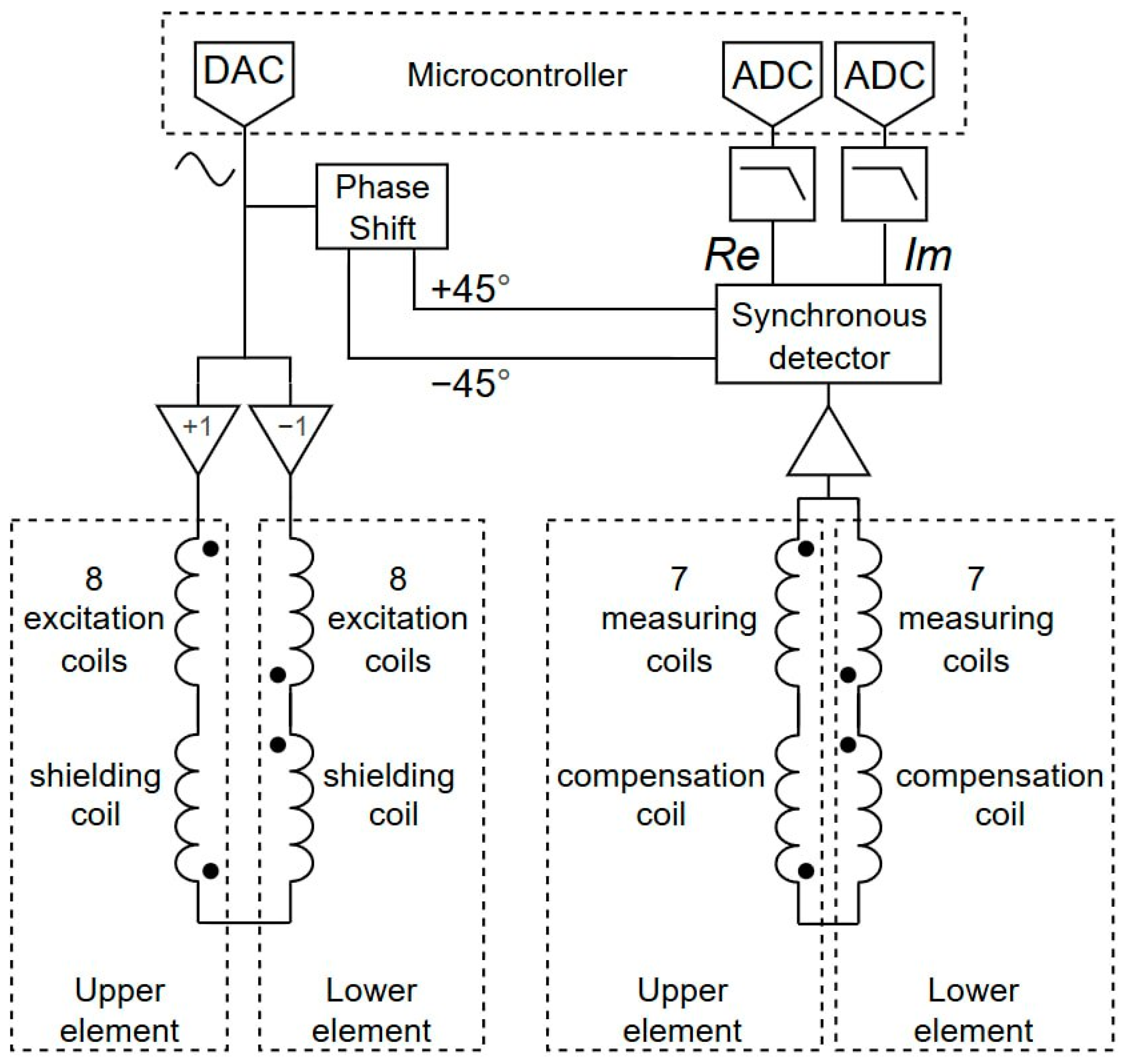
1.3. Probe Design
2. Materials and Methods
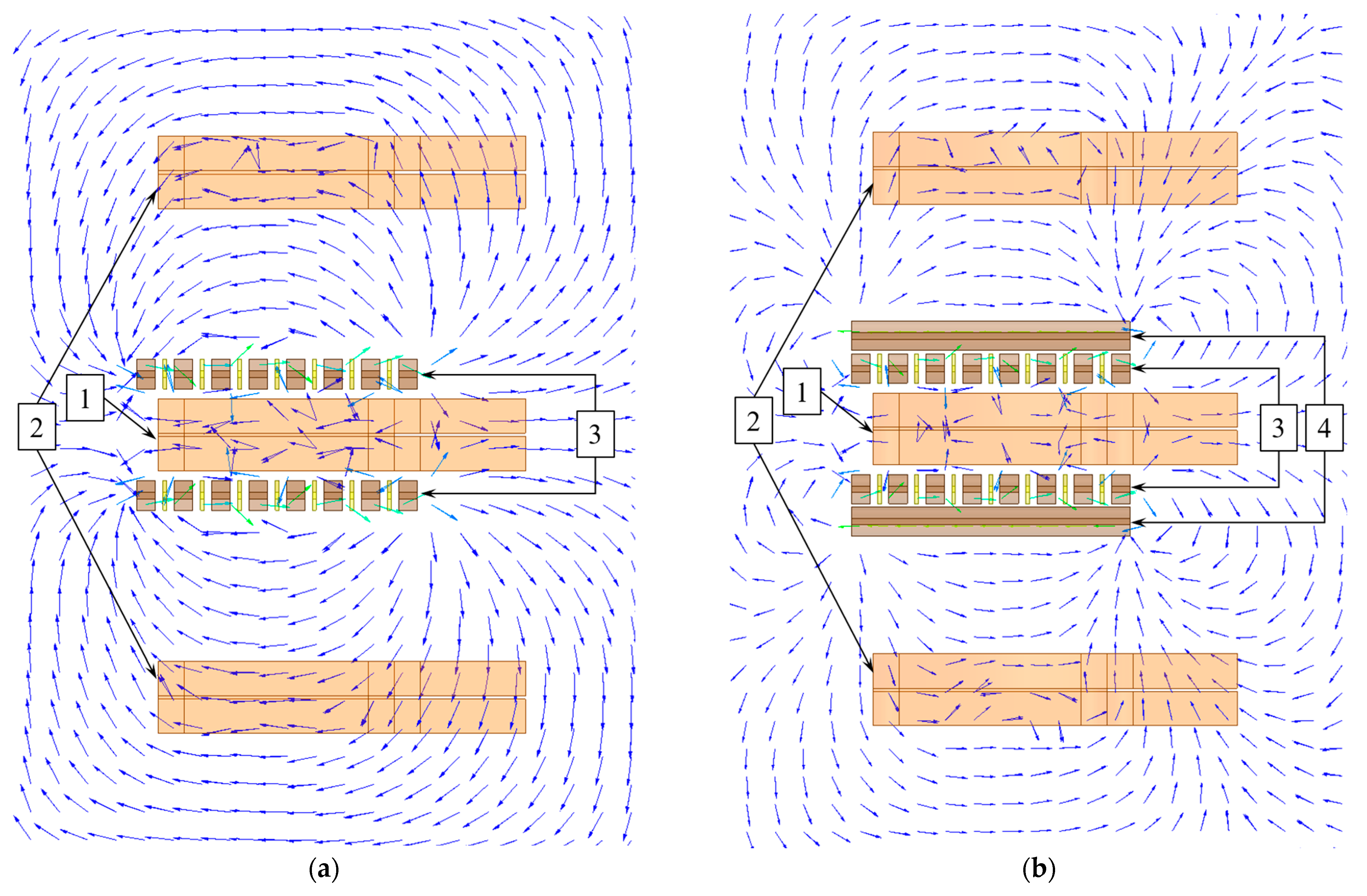
2.1. Idea Description
2.2. Description of Problems in Eddy Current Testing of Soldered Lap Joints
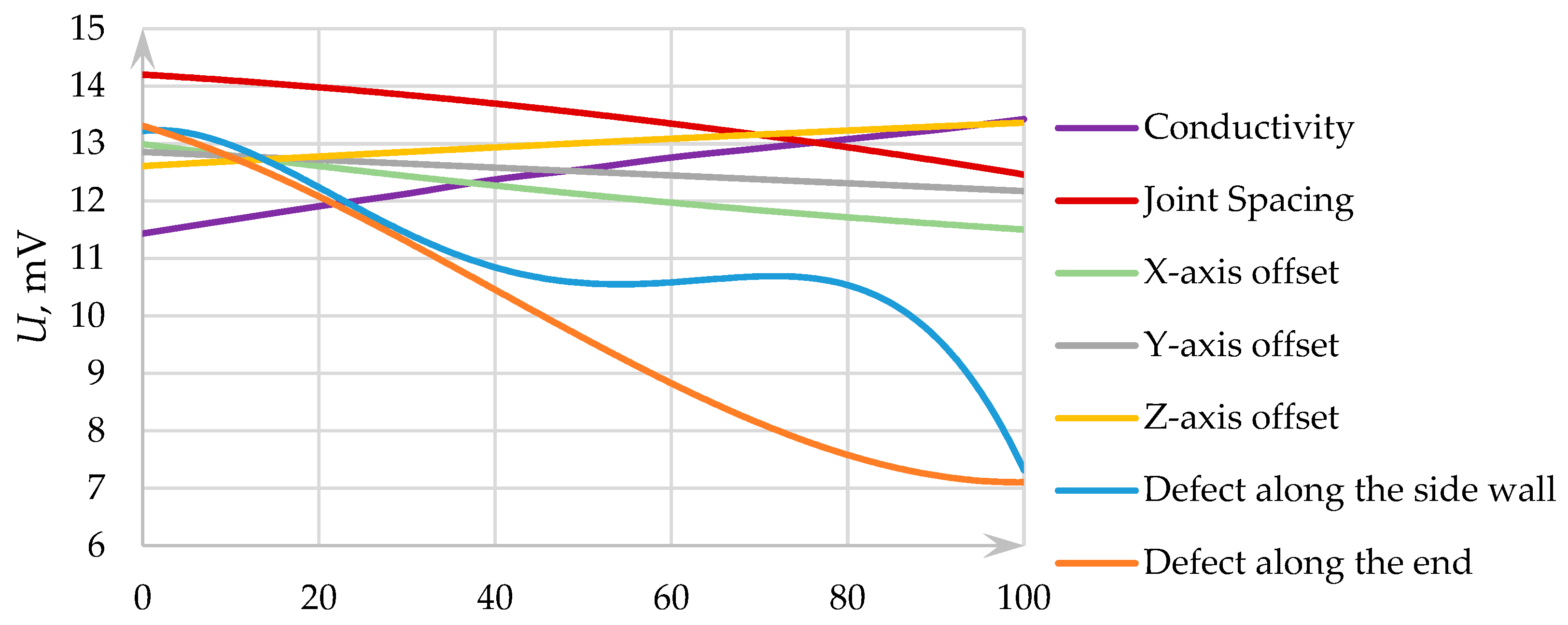
- The mutual arrangement and relative offset of the ECP and TO: the dimensions of the ECP and TO are comparable, so the displacement of the ECP relative to the TO in any of the X, Y, and Z axes noticeably impacts the ECP signal.
- The geometric parameters of the TO: The technological tolerance for the thickness of the tested copper busbars is 1 mm, respectively, and the tolerance for the thickness of the soldered joint is ±2 mm. The measurement results of such joints are affected not only by the thickness of the conductive material in the TO but also by the gap between the TO and the installation plane of the ECP, exponentially reducing the penetration depth of eddy currents. Therefore, the existing geometrical tolerances of the TO impose significant limitations on the probe design [33].
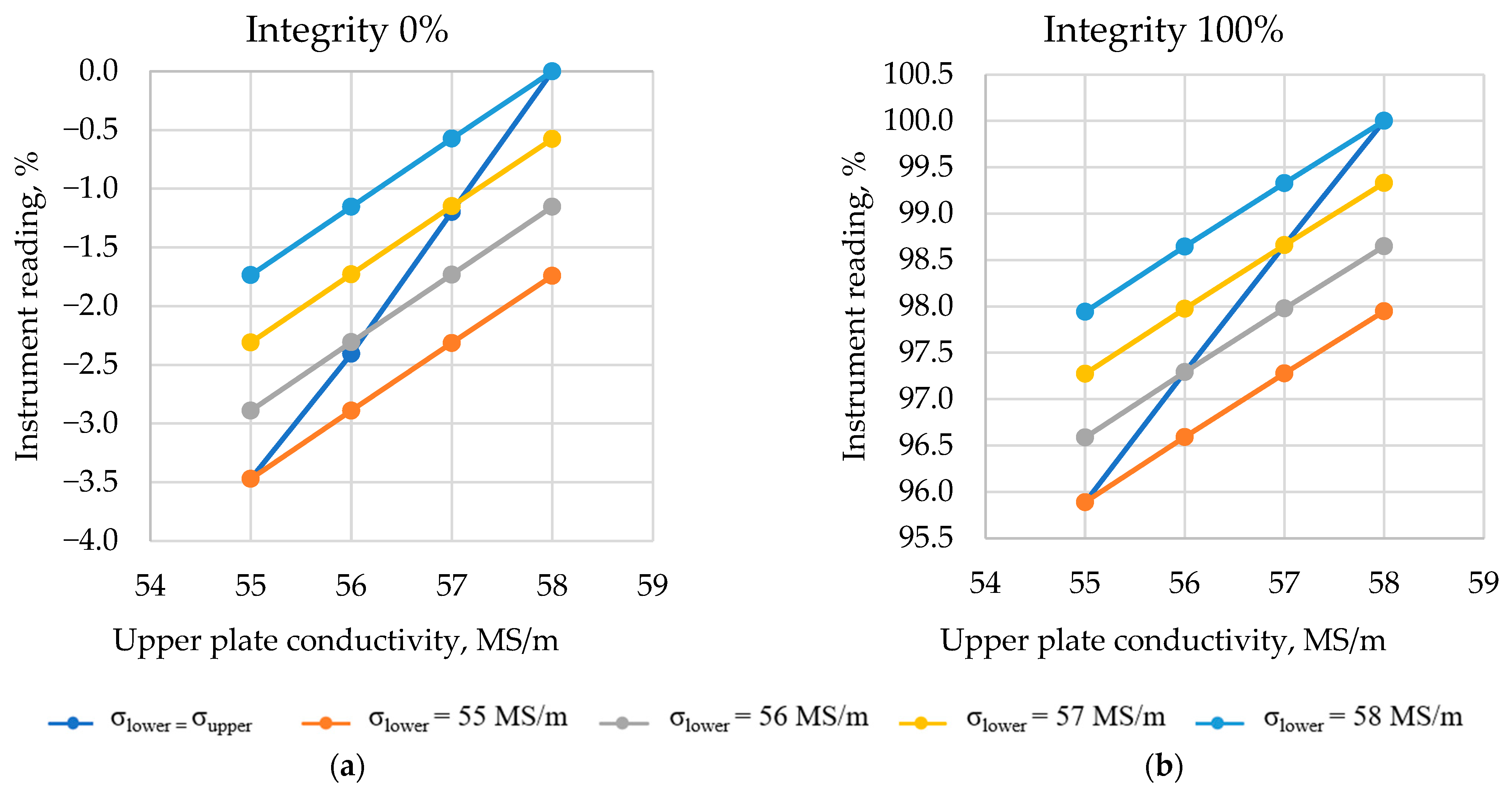
- The electromagnetic parameters of the TO material: ECP signals are sensitive to variations in the electrical conductivity of the TO material. Therefore, a difference in the values of electrical conductivity for the upper and lower copper plates of the TO distorts ECP measurements. The variation in electrical conductivity in the considered application can be caused mainly for two reasons: a technological variation in the electrical conductivity of the upper and lower plates of the TO and temperature changes affecting the electrical conductivity value of the TO metal [36,37,38].
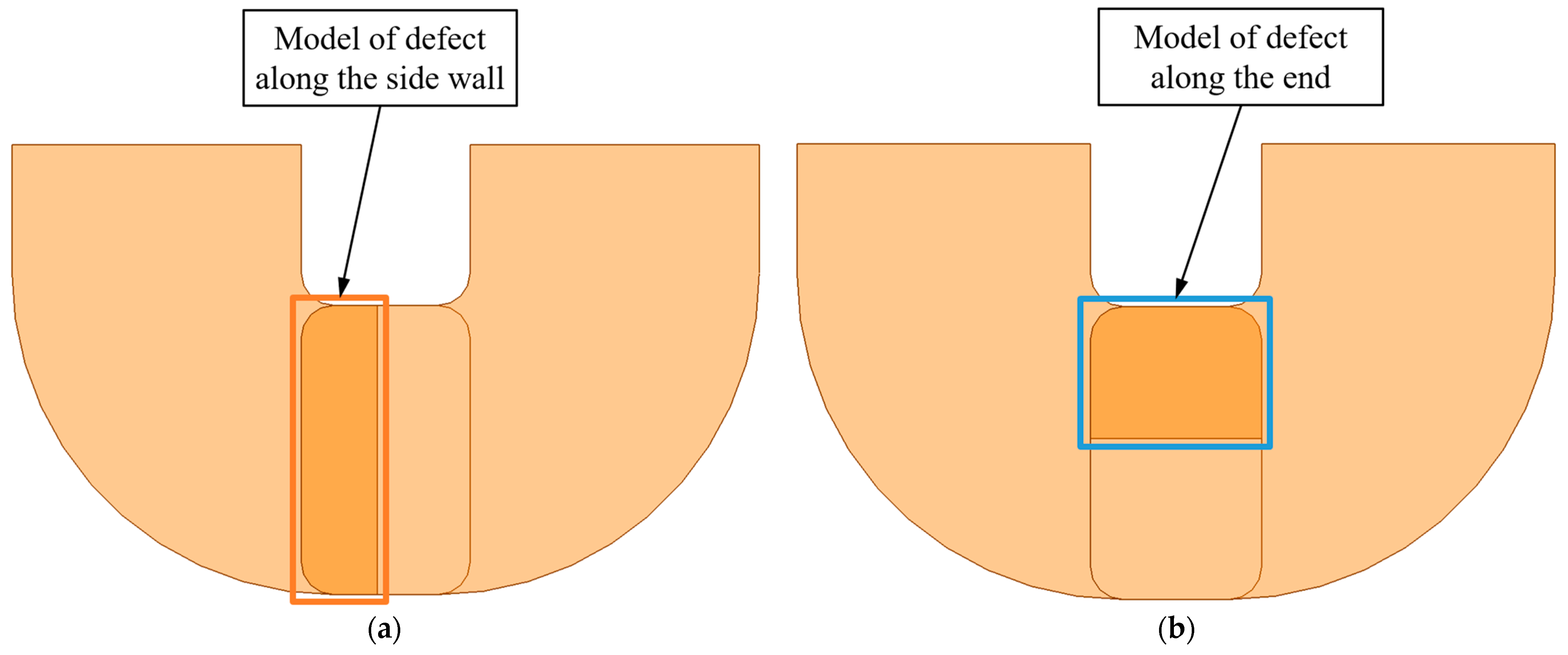
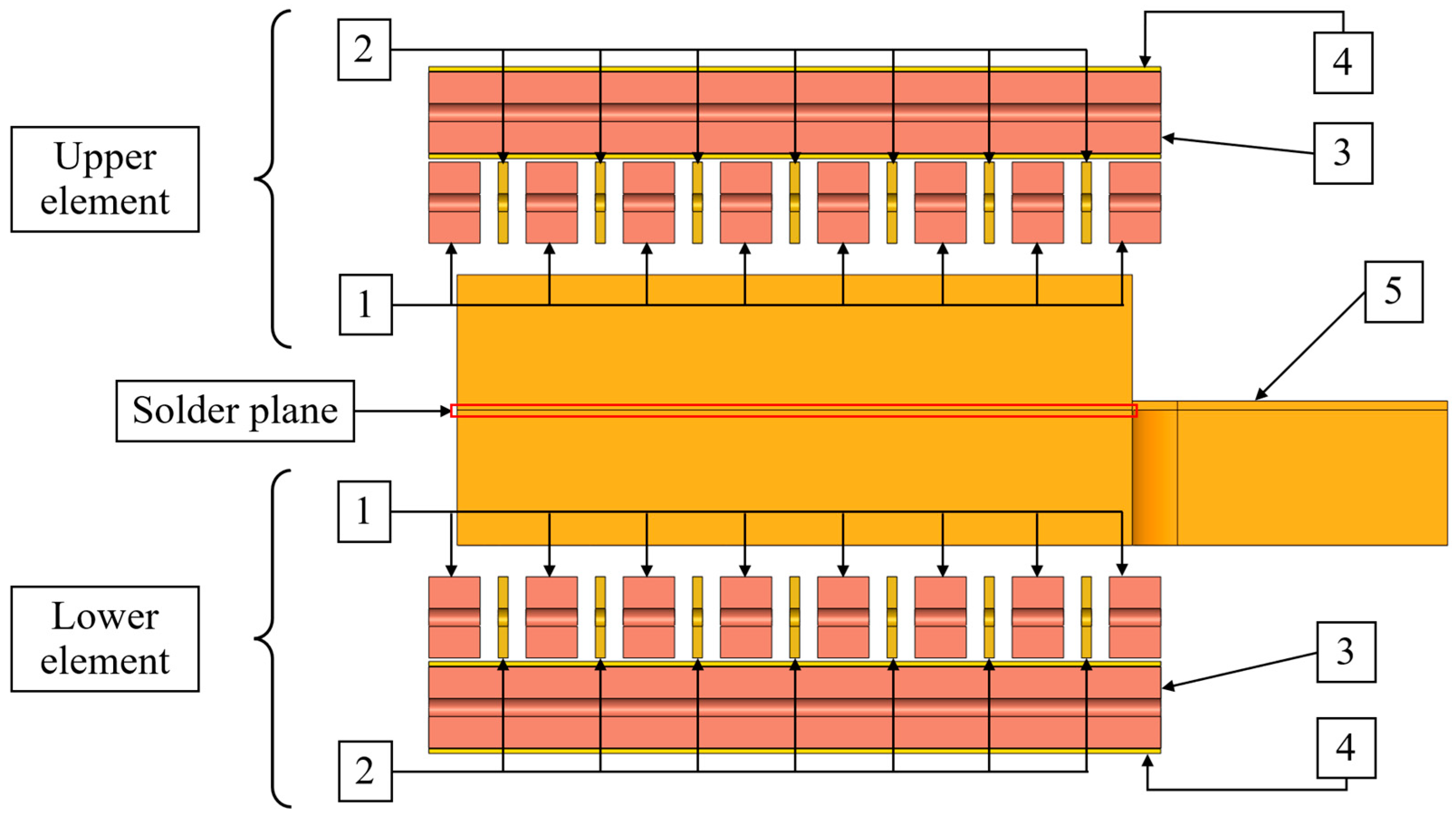
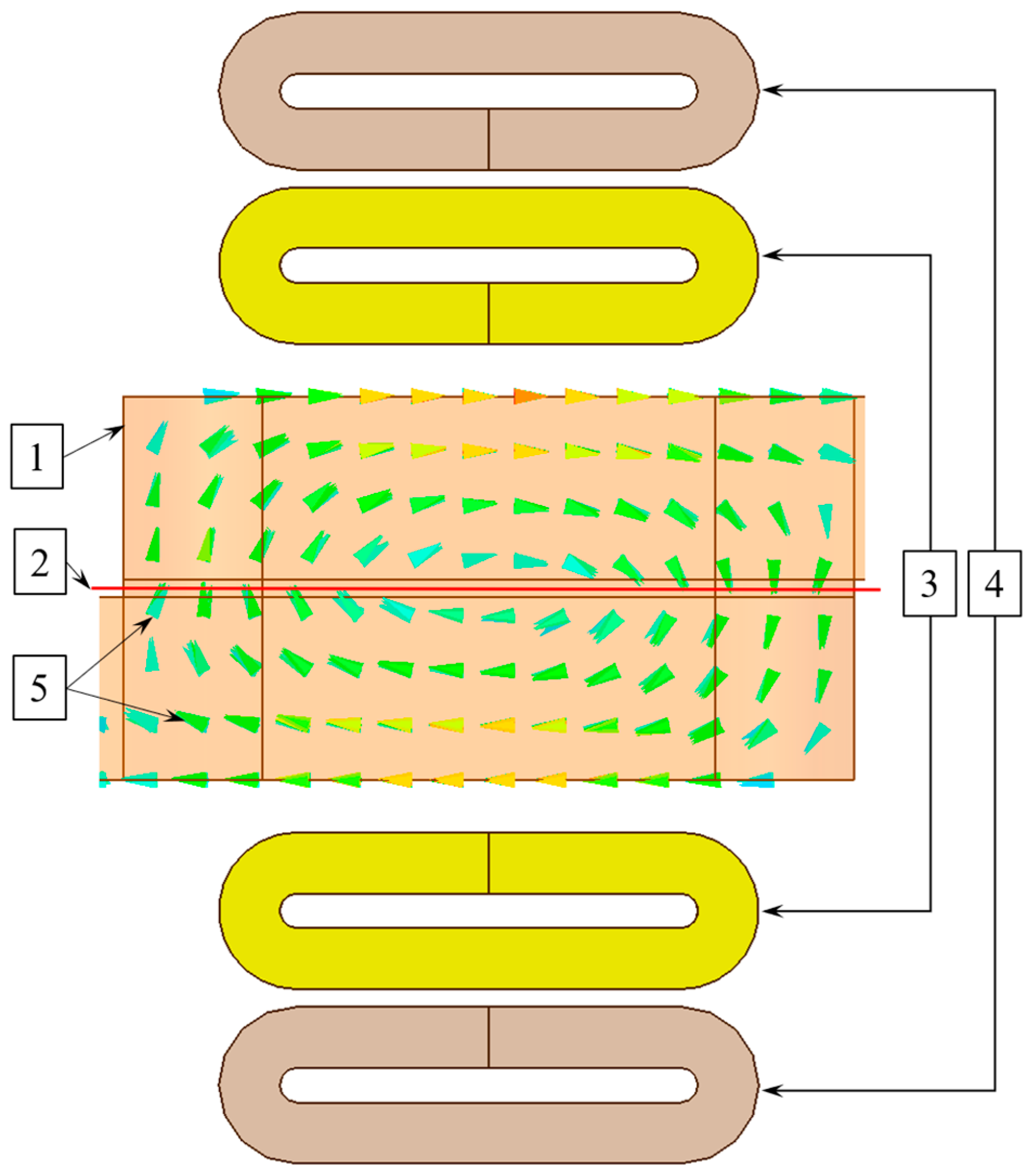
2.3. Finite Element Model of ECP and TO Interaction
- Test parameters:
- Stray parameters, the deviation ranges of which are given in Table 1:
- The suppression of the influence of the TO material’s electrical conductivity is provided by adjusting the measurement results based on the electrical conductivity of the upper and lower plates of the TO. The details of this procedure are given in the next section.
- A reduction in the influence of the relative orientation of the ECP and TO is provided by probe design features based on calculations of the geometry and required stiffness for fixing the probe position relative to the TO [4].
2.4. Development of Means of Metrological Assurance for Measuring the Soldering Integrity
- Testing conditions: Testing is carried out at least 3 h after soldering the copper busbars of the turbine generator. The RBs should be kept together with the TO for at least 1 h.
- Before soldering testing, the conductivity meter is calibrated with conductivity calibration blocks.
- The conductivity values of the 0% and 100% RBs are measured.
- The electrical conductivity values of the upper and lower plates of the solder joint are measured, and the arithmetic mean value of the electrical conductivity of the solder joint is calculated from the two values and then recorded in the protocol.
- A suitable probe is connected to the instrument; zero setting is performed in air; and 0% and 100% are set for the respective RBs without setting the screening threshold level.
- The soldering integrity of each joint is measured. The measurement results are recorded in the protocol.
- The protocol data are compared, and the actual value of the soldering integrity of each solder joint is calculated using Formula (1).
- In accordance with the screening threshold defined earlier, a list of defective joints and joints with suspected defects is compiled.
- The re-testing of joints with suspected defects is performed, and their defectiveness/non-defectiveness is confirmed.
3. Results
3.1. Development and Testing of the ECP Operational Prototype
3.2. On-Site Testing
- -
- Suppression of the influence of electrical conductivity, temperature, and technological variations in the geometry of the tested zone for both the TO and RBs;
- -
- The required reliability in the measurement results without strict requirements regarding the deviation in the electromagnetic and geometrical parameters of the TO and RB from their nominal values;
- -
- The detection of defects and the measurement of the degree of soldering integrity in the soldered lap joints with a relative error of measurement of no more than 5%.
4. Discussions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Correction Statement
References
- Klempner, G.; Kerszenbaum, I. Maintenance. In Handbook of Large Turbo Generator Operation and Maintenance, 2nd ed.; Klempner, G., Kerszenbaum, I., Eds.; Wiley-IEEE Press: Piscataway, NJ, USA, 2008; pp. 923–974. [Google Scholar] [CrossRef]
- Andreev, D.A.; Nazarychev, A.N.; Folvarchuk, A.S. Justification of the Prospects for Selecting the Main Electrical Equipment in the Generator Circuit of High-Power Nuclear Power Plant Units. Power Technol. Eng. 2023, 57, 438–444. [Google Scholar] [CrossRef]
- ISO 1190-1:1982; Copper and Copper Alloys-Code of Designation—Part 1 Designation of Materials. International Standard Organization: Geneva, Switzerland, 1982.
- Gorbunov, A.E.; Solomenchuk, P.V.; Umanskii, A.S. Modeling a Two-Element Tangential Eddy Current Probe with Active Shielding for Soldered Joint Testing. Russ. J. Nondestruct. Test. 2024, 60, 912–920. [Google Scholar] [CrossRef]
- GOST R 56542-2019; Non-Destructive Testing. Classification of Types and Methods. Federal Agency for Technical Regulation and Metrology: Moscow, Russia, 2019.
- Olenev, L.A.; Zakieva, R.R.; Smirnova, N.N.; Shichiyakh, R.A.; Ershov, K.A.; Geetha, N. Accurate composition dependent thermo mechanical lifetime estimation of hour glass type solder joint in electronic assemblies. Solder. Surf. Mt. Technol. 2022, 34, 8–15. [Google Scholar] [CrossRef]
- Andreev, D.A.; Nazarychev, A.N.; Folvarchuk, A.S. Methods for Reducing Short-Circuit Currents in the Generator Circuit When Designing High-Power Units in Nuclear Power Plants. Power Technol. Eng. 2023, 56, 711–717. [Google Scholar] [CrossRef]
- ISO 15549:2019; Non-Destructive Testing—Eddy Current Testing—General Principles. International Standard Organization: Geneva, Switzerland, 2019.
- Muratov, K.R.; Gashev, E.A.; Ablyaz, T.R.; Maksimov, P.V.; Permyakov, M.S.; Lekomtsev, A.V.; Ilyushin, P.Y.; Korobov, G.Y. Determining the Actual Contact Area in Mutual Lapping of Surfaces. Russ. Engin. Res. 2021, 41, 437–438. [Google Scholar] [CrossRef]
- Mustafaev, A.S.; Sukhomlinov, V.S.; Bazhin, V.Y.; Bukovetskiy, N.A.; Surov, A.V. Plasma technology for producing ultrapure corundum. Tsvetnye Met. 2024, 4, 21–29. [Google Scholar] [CrossRef]
- Gromyka, D.S.; Gogolinskiy, K.V. Method of State and Residual Resource Assessment of Excavator Bucket Tooth Caps. Russ. J. Nondestruct. Test. 2022, 58, 381–390. [Google Scholar] [CrossRef]
- Potapov, A.I.; Syasko, V.A. Non-Destructive Methods and Means of Coating Thickness and Products Testing. Scientific, Guidance, Reference Manual Methodic; Gumanistika: Saint-Petersburg, Russia, 2009; Volume 1, p. 904. (In Russian) [Google Scholar]
- Syasko, V.A.; Roitgarts, M.B.; Koroteev, M.Y.; Solomenchuk, P.V. Quality control of soldered joints of the rods of stator windings of turbogenerators on “Elektrosila” plant. V Mire Nerazrush. Kontrolya 2010, 2, 40–43. [Google Scholar]
- Potapov, A.I.; Syasko, V.A.; Koroteev, M.Y.; Solomenchuk, P.V. A Finite-element modeling of a probe of eddy-current quality testing of soldered joints in turbogenerator windings. Russ. J. Nondestruct. Test. 2014, 50, 264–273. [Google Scholar] [CrossRef]
- Koroteev, M.Y. Calculation of eddy current probe parameters for quality control of turbine generators rods winding soldering. Estestvennye i Tekhnicheskie Nauki 2014, 2, 195–204. (In Russian) [Google Scholar]
- Koroteev, M.Y. Eddy Current Quality Control of Soldered Joints of Stator Winding of Turbo Generators. Thesis for the degree of Candidate of Sciences in Technology, National Mineral Resource University (University of Mines), Saint-Petersburg, Russia, 2014. [Google Scholar]
- Potapov, A.I.; Syasko, V.A.; Koroteev, M.Y.; Solomenchuk, P.V. Method to Assess Quality of Soldered Joint in Windings of Electric Machines. RF Patent No. 2572791C2, 20 January 2016. [Google Scholar]
- Fashchuk, V.I. Device for Quality Monitoring of Soldered Connection of Windings of Electrical Machines. RF Patent No. 2704011, 23 October 2019. [Google Scholar]
- Kogan, L.; Nichipuruk, A.; Savary, F.; Principe, R.; Datskov, V.; Rozenfel’d, E.; Khudjakov, B. Eddy current quality of soldered current-carrying bas-bar splices of superconducting magnets. Insight 2015, 57, 697. [Google Scholar] [CrossRef]
- Kogan, L.K.; Nichipuruk, A.P.; Rosenfel’d, E.V.; Khudyakov, B.A. A Method for Nondestructive Quality Assurance of Soldering in Current-Carrying Joints. RF Patent No. 2567736, 10 November 2015. [Google Scholar]
- Kogan, L.K.; Stashkov, A.N.; Nichipuruk, A.P. Improving the Reliability of Eddy-Current Quality Control of Soldering in Current-Carrying Copper Joints and Expanding the Nomenclature of Inspected Joints in Energy Equipment. Russ. J. Nondestruct. Test. 2018, 54, 784–791. [Google Scholar] [CrossRef]
- Kogan, L.K.; Stashkov, A.N.; Nichipuruk, A.P. Eddy Current Quality Control of Soldering in Superconducting Current-Carrying Joints with Allowance for the Effect of Cross Section Variations on Testing Results. Russ. J. Nondestruct. Test. 2019, 55, 654–662. [Google Scholar] [CrossRef]
- Kogan, L.H.; Stashkov, A.N. Method for Eddy Current Quality Control of Soldering Joints of Current-Carrying Bars of Superconducting Electromagnets. RF Patent No. 2726910, 16 July 2020. [Google Scholar]
- Kogan, L.K.; Stashkov, A.N. Capabilities of Eddy Current NDT of Soldered Current-Carrying Joints in Submersible Electrical Equipment for Oil and Gas Industry. Diagn. Resour. Mech. Mater. Struct. 2023, 4, 47–59. [Google Scholar] [CrossRef]
- Koyama, K.; Hoshikawa, H.; Hirano, T. Investigation of impact damage carbon fiber reinforced plastic (CEPR) by eddy current non-destructive testing. In Proceedings of the International Conference NDT, Montreal, QC, Canada, 4 November 2011. [Google Scholar]
- Mizukami, K.; Mizutani, Y.; Kimura, K.; Sato, A.; Todoroki, A.; Suzuki, Y. Detection of in-plane fiber waviness in cross-ply CFRP laminates using layer selectable eddy current method. Compos. Part A Appl. Sci. Manuf. 2016, 82, 108–118. [Google Scholar] [CrossRef]
- Syas’ko, V.A.; Chertov, D.N. Detection of delaminations in carbon composite materials using tangential eddy-current sensors. V Mire NK 2012, 2, 19–21. (In Russian) [Google Scholar]
- Shkatov, P.N.; Didin, G.A.; Ermolaev, A.A. Advanced Eddy Current Transducer for Non-Destructive Inspection of CFRP Materials. In Proceedings of the Russian STC with International Participation “Innovative Technologies in Electronics and Instrumentation (“RNTK FTI—2020”) “, Physics and Technology Institute RTU MIREA, Moscow, Russia, 16 April 2020. (In Russian). [Google Scholar]
- Shkatov, P.N.; Didin, G.A. Eddy Current Transducer for Quality Control of CFRP Objects. RF Patent No. 2733942C1, 8 October 2020. [Google Scholar]
- Huang, R.; Lu, M.; Chen, Z.; Yin, W. Reduction of Coil-Crack Angle Sensitivity Effect Using a Novel Flux Feature of ACFM Technique. Sensors 2022, 22, 201. [Google Scholar] [CrossRef] [PubMed]
- Shkatov, P.N. Eddy Current Converter for Flaw Detection. RF Patent No. 2796194C1, 17 May 2022. [Google Scholar]
- Shkatov, P.N. Eddy Current Transducer for Flaw Detection. RF Patent No. 2813477C1, 12 February 2024. [Google Scholar]
- Gonchar, A.V.; Klyushnikov, V.A.; Mishakin, V.V.; Anosov, M.S. Ultrasonic and eddy-current fatigue monitoring of austenitic steel welded joints. Russ. J. Nondestruct. Test. 2021, 57, 570–578. [Google Scholar] [CrossRef]
- Syasko, V.; Musikhin, A.; Gnivush, I. Improvement of Methods and Devices for Multi-Parameter High-Voltage Testing of Dielectric Coatings. Coatings 2024, 14, 427. [Google Scholar] [CrossRef]
- Gromyka, D.S.; Gogolinskiy, K.V. Introduction of Evaluation Procedure of Excavator Bucket Teeth into Maintenance and Repair: Prompts. MIAB Min. Inf. Anal. Bull. 2023, 8, 94–111. [Google Scholar] [CrossRef]
- Alekhnovich, V.; Syasko, V.; Umanskii, A. Multi-Parameter Complex Control of Metal Coatings on Ball Plugs of Pipeline Shut-Off Valves. Inventions 2024, 9, 78. [Google Scholar] [CrossRef]
- Teterko, A.Y.; Uchanin, V.M.; Hutnyk, V.I. Improvement of the Accuracy of Eddy-Current Testing of the Electric Conductivity of Materials and the Thickness of Dielectric Coatings of the Shells. Mater. Sci. 2014, 49, 857–865. [Google Scholar] [CrossRef]
- Gendler, S.G.; Kryukova, M.S.; Alferova, E.L. Investigation of thermodynamic parameters of the air environment in subway lines with single-track and double-track tunnels. Min. Sci. Technol. 2024, 9, 250–262. [Google Scholar] [CrossRef]
- Lehikoinen, A.; Arkkio, A.; Belahcen, A. Reduced Basis Finite Element Modeling of Electrical Machines with Multiconductor Windings. IEEE Trans. Ind. Appl. 2017, 53, 4252–4259. [Google Scholar] [CrossRef]
- Gogolinsky, K.V.; Ivkin, A.E.; Alekhnovich, V.V.; Vasiliev, A.Y.; Tyurnina, A.E.; Vasiliev, A.S. Evaluation of the accuracy indicators in determination of the coating thickness by crater grinding method. Industrial laboratory. Diagn. Mater. 2020, 86, 39–44. (In Russian) [Google Scholar] [CrossRef]
- Mustafaev, A.S.; Grabovskiy, A.Y.; Sukhomlinov, V.S.; Shtoda, E.V. Technology for monitoring the surface emission inhomogeneity in plasma electronics devices. J. Appl. Phys. 2024, 20, 203303. [Google Scholar] [CrossRef]
- JCGM 200:2008; International Vocabulary of Metrology—Basic and General Concepts and Associated Terms (VIM3). Joint Committee for Guides in Metrology: Sevres, France, 2008.
- DIN EN 1652-1998; Copper and Copper Alloys—Plate, Sheet, Strip and Circles for General Purposes. German Institute for Standardization: Berlin, Germany, 1998.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | 0% | 100% | Units |
|---|---|---|---|
| Electrical conductivity | 40 | 60 | MS/m |
| Joint spacing | 70 | 90 | mm |
| X-axis offset | 0 | 10 | mm |
| Y-axis offset | 0 | 10 | mm |
| Z-axis offset | 0 | 3 | mm |
| Parameter | PP-37 | PP-42 | PP-58 |
|---|---|---|---|
| Minimum TO thickness, mm | 12.5 | 14 | 20 |
| Maximum TO thickness, mm | 31 | 31.5 | 44.5 |
| Minimum TO length, mm | 30 | 30 | 30 |
| Maximum length of TO tested zone, mm | 96 | 105 | 105 |
| Minimum TO width, mm | 30 | 31 | 38 |
| Maximum width of TO tested zone, mm | 57 | 62 | 78 |
| Range for setting the distance between the probe planks, mm | 22.5–32 | 24–33 | 30–45.5 |
| Frequency of excitation current, Hz | 120 | 120 | 75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gorbunov, A.; Syasko, V.; Solomenchuk, P.; Umanskii, A. Methods and Means of Eddy Current Testing of Soldered Lap Joints of Electrical Machines. Appl. Sci. 2025, 15, 2036. https://doi.org/10.3390/app15042036
Gorbunov A, Syasko V, Solomenchuk P, Umanskii A. Methods and Means of Eddy Current Testing of Soldered Lap Joints of Electrical Machines. Applied Sciences. 2025; 15(4):2036. https://doi.org/10.3390/app15042036
Chicago/Turabian StyleGorbunov, Anton, Vladimir Syasko, Pavel Solomenchuk, and Alexander Umanskii. 2025. "Methods and Means of Eddy Current Testing of Soldered Lap Joints of Electrical Machines" Applied Sciences 15, no. 4: 2036. https://doi.org/10.3390/app15042036
APA StyleGorbunov, A., Syasko, V., Solomenchuk, P., & Umanskii, A. (2025). Methods and Means of Eddy Current Testing of Soldered Lap Joints of Electrical Machines. Applied Sciences, 15(4), 2036. https://doi.org/10.3390/app15042036