
Predicting Relative Density of Pure Magnesium Parts Produced by Laser Powder Bed Fusion Using XGBoost





Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Input Variable Intervals
- Laser power, which represents the energy output of the laser source during the melting process and affects the ability to effectively fuse powder particles [25].
- Scanning speed, which determines the speed at which the laser beam moves across the powder bed, affecting melting efficiency [26].
- Track overlapping, which indicates the degree of overlap between neighbouring laser scan tracks and affects the uniformity of the melt pool and the structural integrity of the part [27].
- Hatch spacing, the distance between parallel scan lines in the powder bed, which affects the energy distribution and consolidation of the material during layer formation [28].
- Layer thickness, the height of each powder layer deposited during the LPBF process, which affects the resolution, build time and thermal behaviour of the part to be produced [29].
2.2. Experimental Work
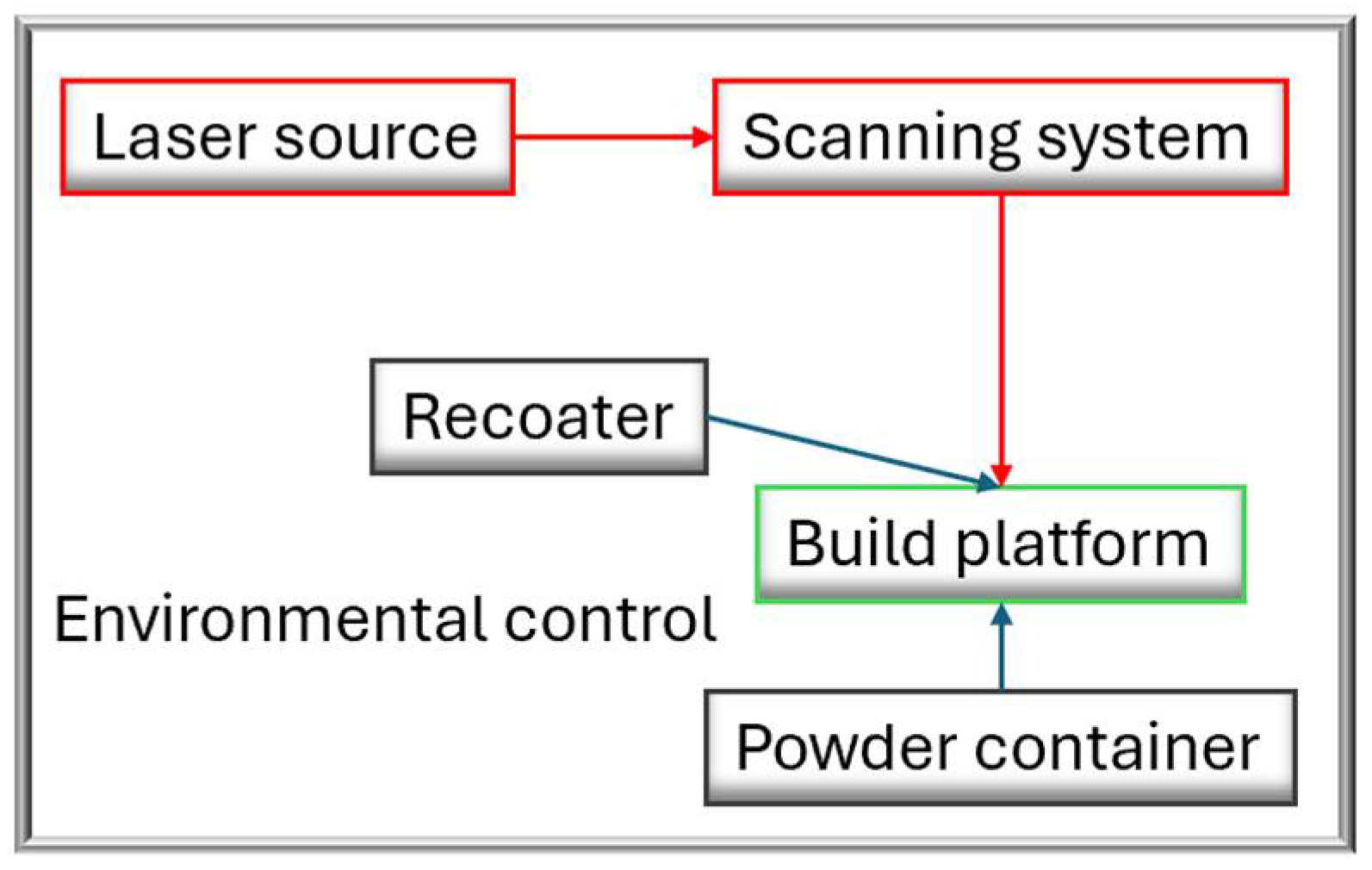
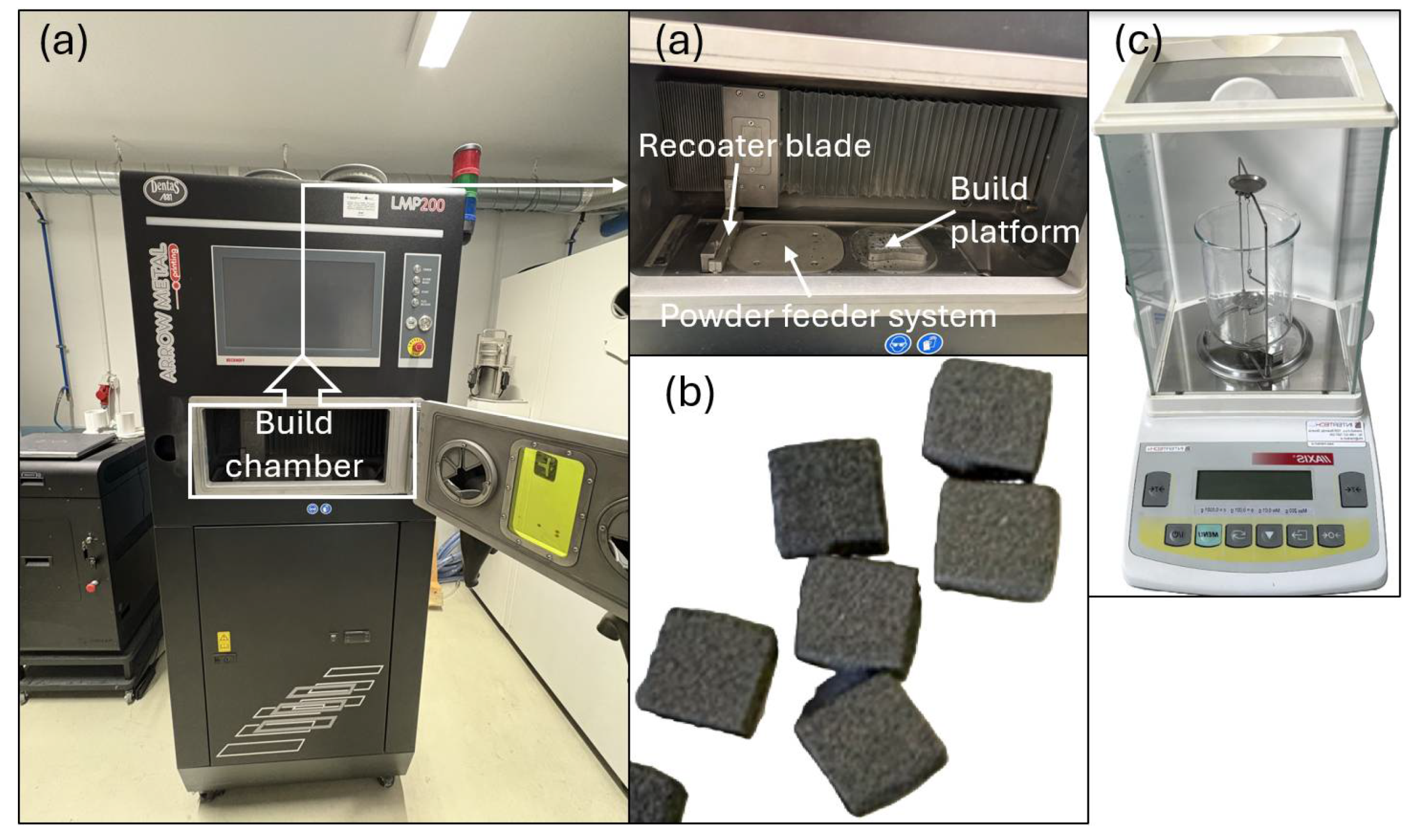
2.2.1. Experimental Setup
2.2.2. Powder Material Properties
2.2.3. Manufacturing Process
2.3. Measurements
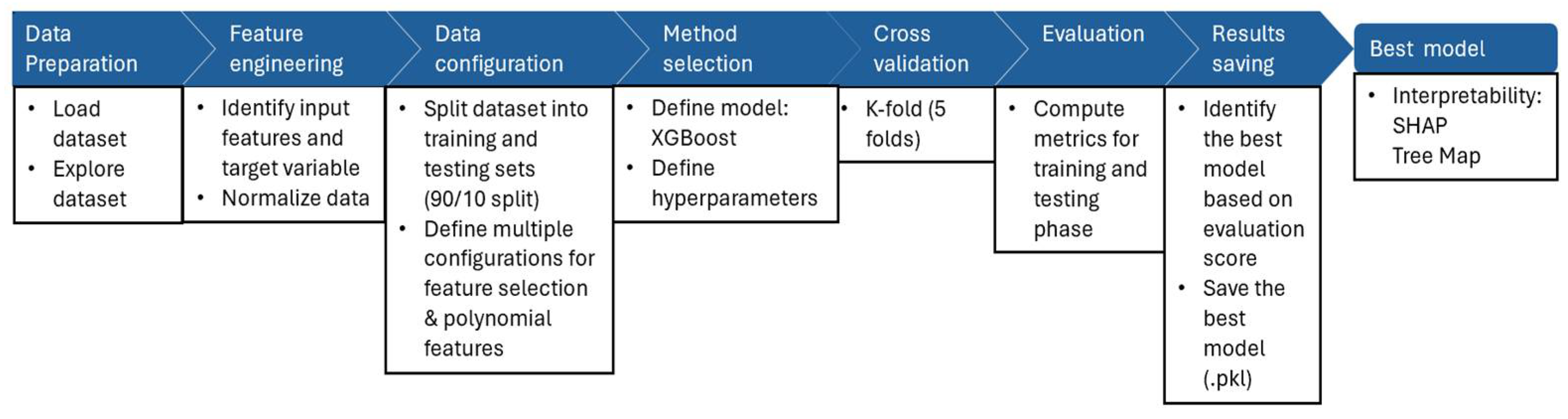
2.4. Modelling Techniques
2.5. Feature Importances Determination Logic
3. Results
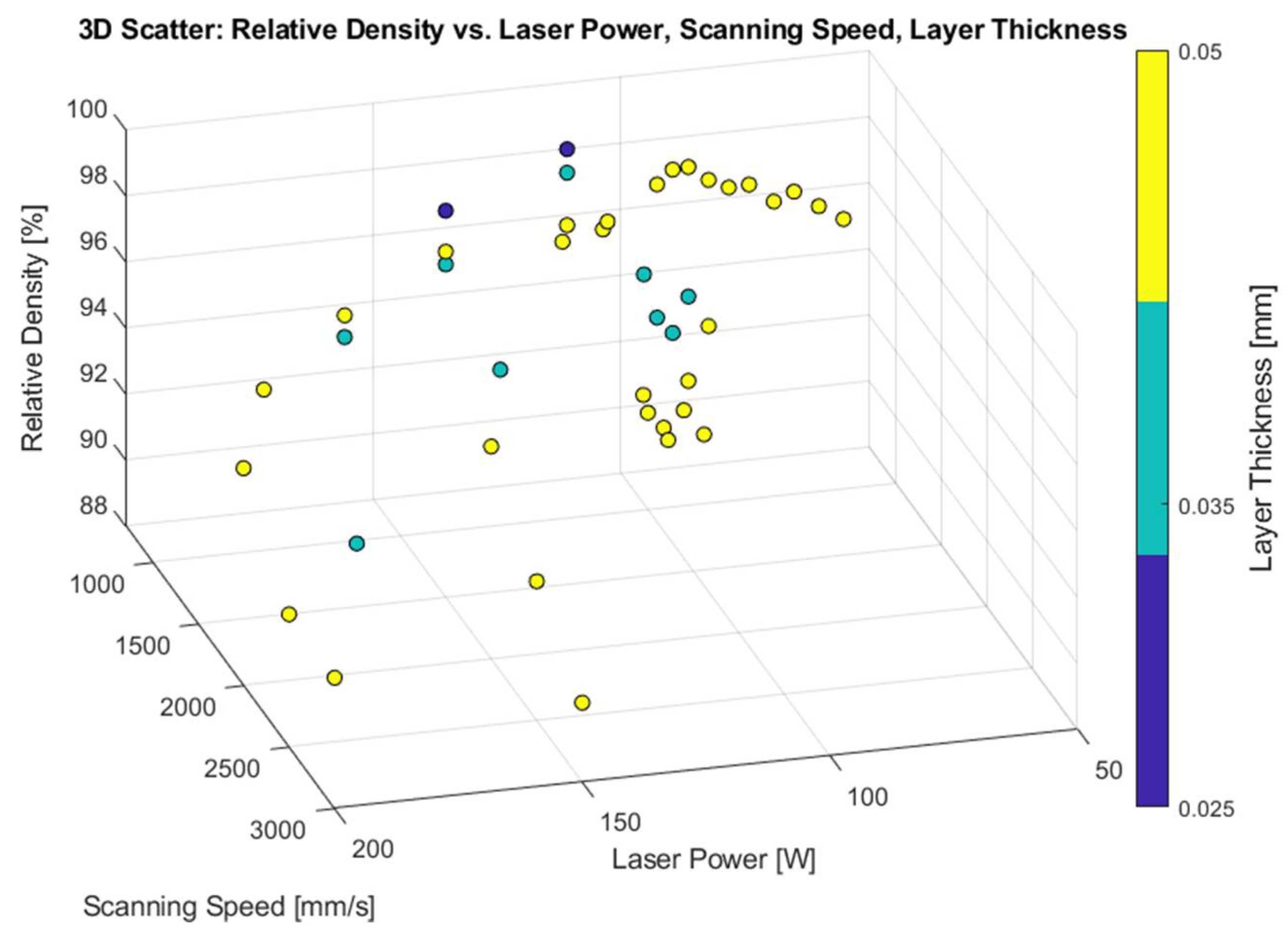
3.1. Measuring Results
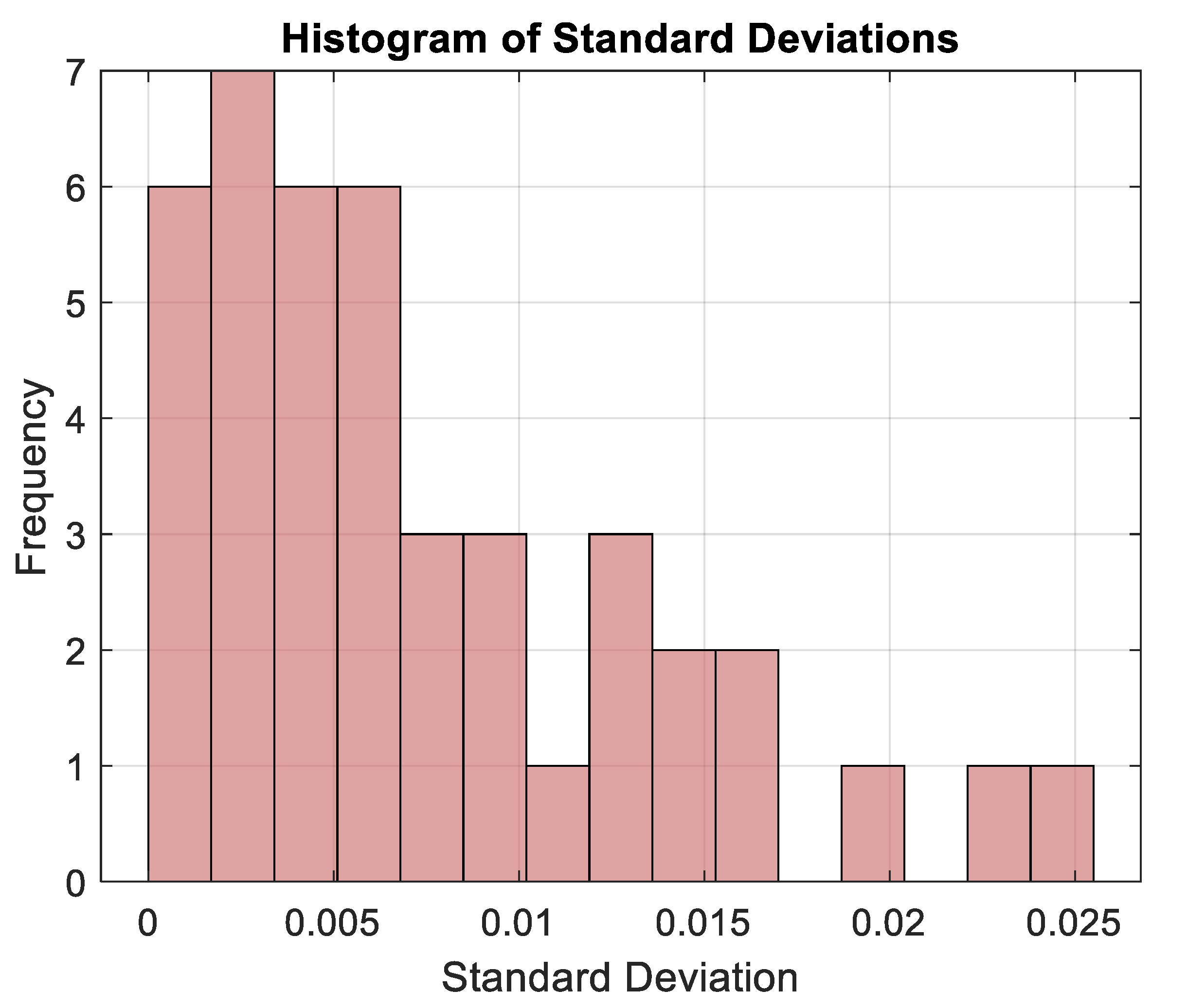
Standard Deviations
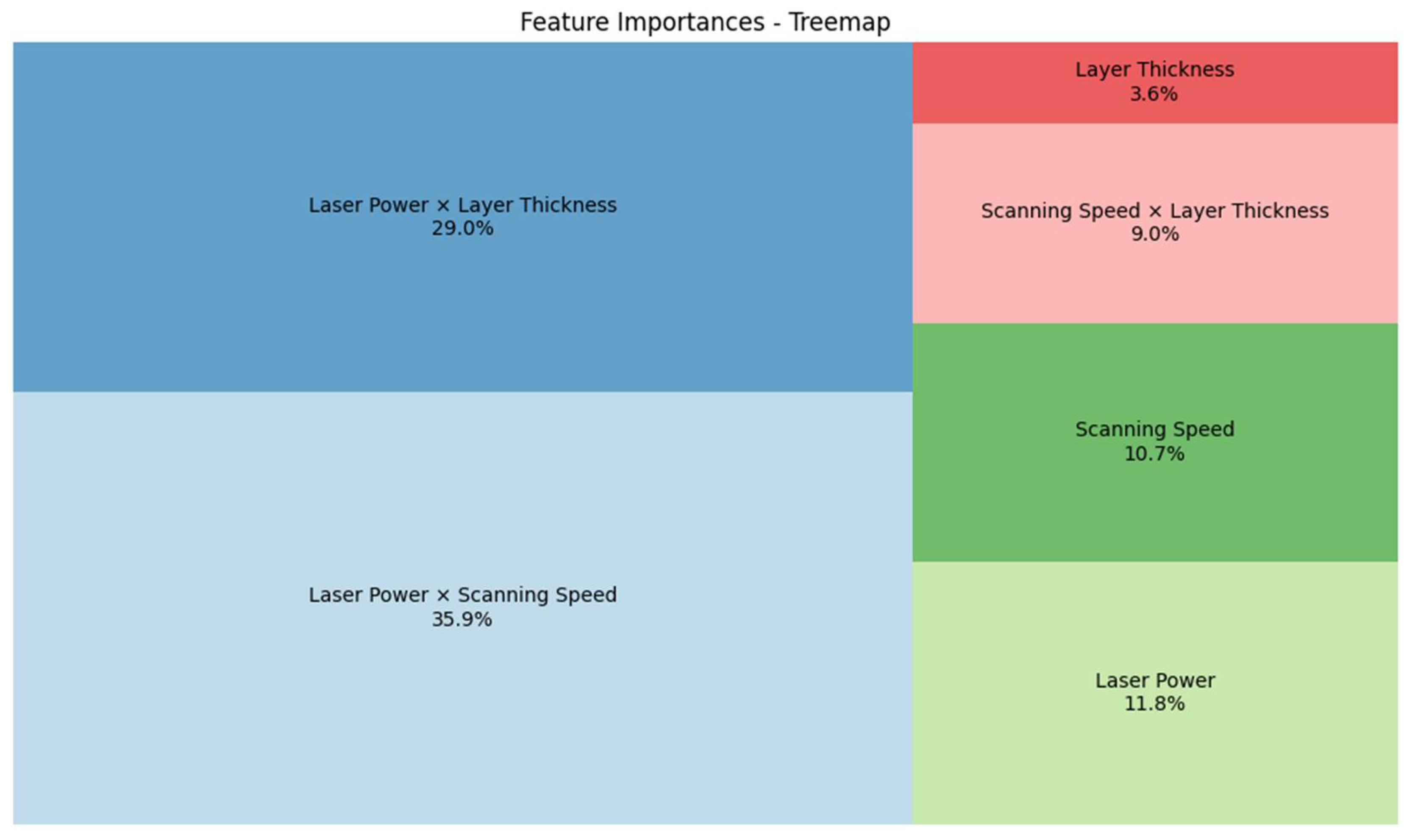
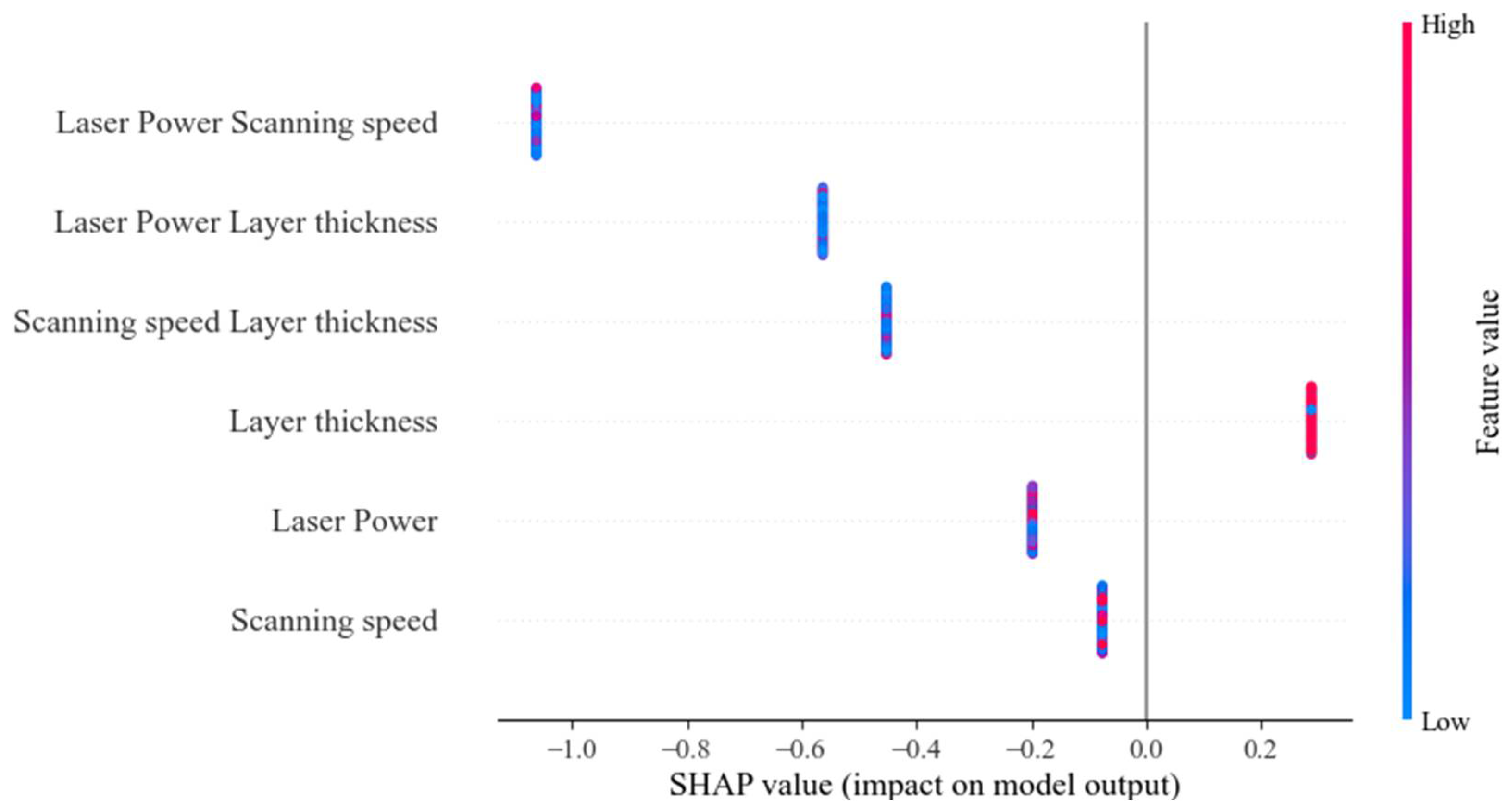
3.2. Feature Importances
- Laser power × scanning speed: 35.9%—proved to be the most influential feature, indicating that this interaction strongly influences the product density;
- Laser power × layer thickness: 29.0%—the second most important relationship, pointing to another critical interaction;
- Laser power: 11.8%—moderate standalone impact;
- Scanning speed: 10.7%—moderate individual contribution;
- Scanning speed × layer thickness: 9.0%—secondary interaction effect;
- Layer thickness: 3.6%—least influential on its own, but relevant in interactions.
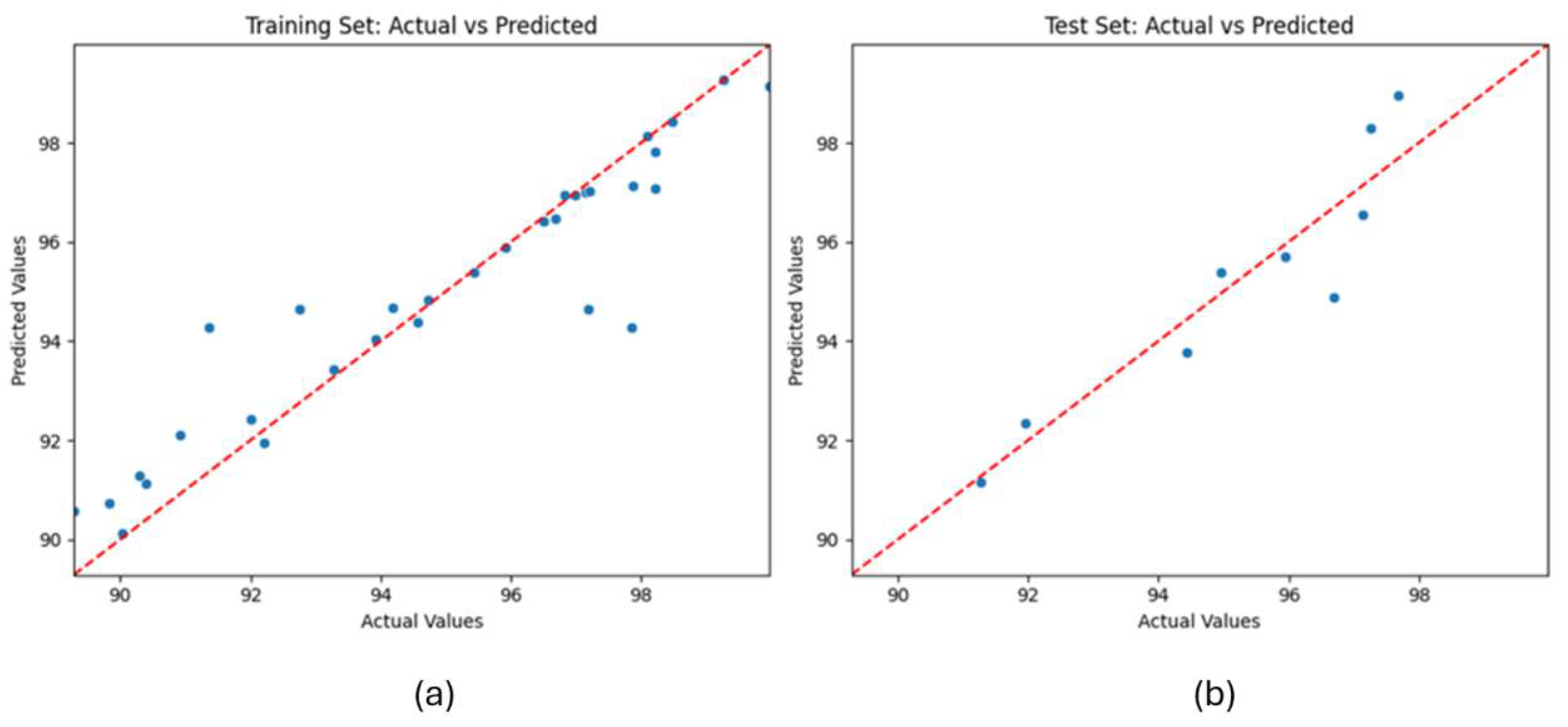
3.3. Model Performance Results
4. Discussion
Study Limitations
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Data Used for Training | |||
| Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [mm] | Relative Density [%] |
| 120 | 1200 | 0.035 | 99.263 |
| 80 | 800 | 0.05 | 96.689 |
| 100 | 1000 | 0.05 | 90.929 |
| 100 | 1100 | 0.035 | 94.183 |
| 85 | 800 | 0.05 | 89.29 |
| 200 | 2000 | 0.05 | 94.573 |
| 110 | 1050 | 0.05 | 96.829 |
| 150 | 1500 | 0.035 | 98.084 |
| 90 | 900 | 0.05 | 97.841 |
| 70 | 750 | 0.05 | 95.917 |
| 150 | 3000 | 0.05 | 90.399 |
| 190 | 2700 | 0.035 | 94.737 |
| 120 | 1150 | 0.05 | 96.987 |
| 95 | 1000 | 0.05 | 98.213 |
| 150 | 2500 | 0.05 | 92.211 |
| 110 | 1500 | 0.035 | 97.14 |
| 85 | 850 | 0.05 | 92.759 |
| 175 | 1750 | 0.035 | 97.211 |
| 90 | 900 | 0.035 | 93.918 |
| 75 | 750 | 0.05 | 96.51 |
| 120 | 1200 | 0.025 | 99.975 |
| 60 | 700 | 0.05 | 95.43 |
| 95 | 900 | 0.05 | 90.027 |
| 100 | 1100 | 0.05 | 98.215 |
| 200 | 2500 | 0.05 | 92.016 |
| 85 | 850 | 0.05 | 97.183 |
| 95 | 950 | 0.05 | 89.841 |
| 150 | 1500 | 0.05 | 98.469 |
| 90 | 850 | 0.05 | 90.29 |
| 90 | 900 | 0.05 | 91.363 |
| 175 | 1750 | 0.05 | 97.87 |
| 95 | 1000 | 0.035 | 93.268 |
| Data Used for Testing | |||
| Laser Power [W] | Scanning Speed [mm/s] | Layer Thickness [mm] | Relative Density [%] |
| 110 | 1100 | 0.05 | 97.251 |
| 150 | 2100 | 0.035 | 97.125 |
| 120 | 1200 | 0.05 | 97.674 |
| 55 | 700 | 0.05 | 94.959 |
| 200 | 3000 | 0.05 | 91.956 |
| 150 | 2000 | 0.05 | 94.428 |
| 65 | 700 | 0.05 | 95.952 |
| 100 | 950 | 0.05 | 91.283 |
| 195 | 1950 | 0.05 | 96.687 |
References
- Chowdhury, S.; Yadaiah, N.; Prakash, C.; Ramakrishna, S.; Dixit, S.; Gupta, L.R.; Buddhi, D. Laser Powder Bed Fusion: A State-of-the-Art Review of the Technology, Materials, Properties & Defects, and Numerical Modelling. J. Mater. Res. Technol. 2022, 20, 2109–2172. [Google Scholar] [CrossRef]
- Wang, C.; Shuai, Y.; Yang, Y.; Zeng, D.; Liang, X.; Peng, S.; Shuai, C. Amorphous Magnesium Alloy with High Corrosion Resistance Fabricated by Laser Powder Bed Fusion. J. Alloys Compd. 2022, 897, 163247. [Google Scholar] [CrossRef]
- Wu, X.; Liu, J.; Yang, Y.; Bai, J.; Shuai, C.; Buhagiar, J.; Ning, X. Laser Powder Bed Fusion of Biodegradable Magnesium Alloys: Process, Microstructure and Properties. Int. J. Extrem. Manuf. 2025, 7, 022007. [Google Scholar] [CrossRef]
- Kurzynowski, T.; Pawlak, A.; Smolina, I. The Potential of SLM Technology for Processing Magnesium Alloys in Aerospace Industry. Arch. Civ. Mech. Eng. 2020, 20, 23. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and Its Alloys Applications in Automotive Industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Wu, C.L.; Xie, W.J.; Man, H.C. Laser Additive Manufacturing of Biodegradable Mg-Based Alloys for Biomedical Applications: A Review. J. Magnes. Alloys 2022, 10, 915–937. [Google Scholar] [CrossRef]
- Haas, F.; Tiefnig, R.; Braun, M.; Taschauer, M.; Steinacker, S. Process Development and Risk Assessment for Processing Magnesium Alloys Using LPBF Technology. BHM Berg- Hüttenmänn. Monatshefte 2025, 170, 132–139. [Google Scholar] [CrossRef]
- Qin, Y.; Wen, P.; Guo, H.; Xia, D.; Zheng, Y.; Jauer, L.; Poprawe, R.; Voshage, M.; Schleifenbaum, J.H. Additive Manufacturing of Biodegradable Metals: Current Research Status and Future Perspectives. Acta Biomater. 2019, 98, 3–22. [Google Scholar] [CrossRef]
- Sharma, S.K.; Grewal, H.S.; Saxena, K.K.; Mohammed, K.A.; Prakash, C.; Davim, J.P.; Buddhi, D.; Raju, R.; Mohan, D.G.; Tomków, J. Advancements in the Additive Manufacturing of Magnesium and Aluminum Alloys through Laser-Based Approach. Materials 2022, 15, 8122. [Google Scholar] [CrossRef]
- Zeng, Z.; Salehi, M.; Kopp, A.; Xu, S.; Esmaily, M.; Birbilis, N. Recent Progress and Perspectives in Additive Manufacturing of Magnesium Alloys. J. Magnes. Alloys 2022, 10, 1511–1541. [Google Scholar] [CrossRef]
- Hwang, Y.J.; Kim, K.S.; AlMangour, B.; Grzesiak, D.; Lee, K.A. A New Approach for Manufacturing Stochastic Pure Magnesium Foam by Laser Powder Bed Fusion: Fabrication, Geometrical Characteristics, and Compressive Mechanical Properties. Adv. Eng. Mater. 2021, 23, 2100483. [Google Scholar] [CrossRef]
- Simson, D.; Subbu, S.K. Effect of Process Parameters on Surface Integrity of LPBF Ti6Al4V. Procedia CIRP 2022, 108, 716–721. [Google Scholar] [CrossRef]
- Shrivastava, A.; Anand Kumar, S.; Rao, S.; Nagesha, B.K. Exploring How LPBF Process Parameters Impact the Interface Characteristics of LPBF Inconel 718 Deposited on Inconel 718 Wrought Substrates. Opt. Laser Technol. 2024, 174, 110571. [Google Scholar] [CrossRef]
- Bergmueller, S.; Gerhold, L.; Fuchs, L.; Kaserer, L.; Leichtfried, G. Systematic Approach to Process Parameter Optimization for Laser Powder Bed Fusion of Low-Alloy Steel Based on Melting Modes. Int. J. Adv. Manuf. Technol. 2023, 126, 4385–4398. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. Formation of Keyhole and Lack of Fusion Pores during the Laser Powder Bed Fusion Process. Manuf. Lett. 2022, 32, 19–23. [Google Scholar] [CrossRef]
- Qu, M.; Guo, Q.; Escano, L.I.; Clark, S.J.; Fezzaa, K.; Chen, L. Mitigating Keyhole Pore Formation by Nanoparticles during Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. Lett. 2022, 3, 100068. [Google Scholar] [CrossRef]
- Guo, L.; Wang, H.; Liu, H.; Huang, Y.; Wei, Q.; Leung, C.L.A.; Wu, Y.; Wang, H. Understanding Keyhole Induced-Porosities in Laser Powder Bed Fusion of Aluminum and Elimination Strategy. Int. J. Mach. Tools Manuf. 2023, 184, 103977. [Google Scholar] [CrossRef]
- Liu, J.; Wen, P. Metal Vaporization and Its Influence during Laser Powder Bed Fusion Process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Equbal, M.A.; Equbal, A.; Khan, Z.A.; Badruddin, I.A. Machine Learning in Additive Manufacturing: A Comprehensive Insight. Int. J. Lightweight Mater. Manuf. 2025, 8, 264–284. [Google Scholar] [CrossRef]
- Silbernagel, C.; Aremu, A.; Ashcroft, I. Using Machine Learning to Aid in the Parameter Optimisation Process for Metal-Based Additive Manufacturing. Rapid Prototyp. J. 2020, 26, 625–637. [Google Scholar] [CrossRef]
- Liu, Q.; Wu, H.; Paul, M.J.; He, P.; Peng, Z.; Gludovatz, B.; Kruzic, J.J.; Wang, C.H.; Li, X. Machine-Learning Assisted Laser Powder Bed Fusion Process Optimization for AlSi10Mg: New Microstructure Description Indices and Fracture Mechanisms. Acta Mater. 2020, 201, 316–328. [Google Scholar] [CrossRef]
- Chen, T.; Guestrin, C. XGBoost: A Scalable Tree Boosting System. In Proceedings of the ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, Toronto, ON, Canada, 13 August 2016; Association for Computing Machinery. Volume 13–17, pp. 785–794. [Google Scholar]
- Zou, M.; Jiang, W.G.; Qin, Q.H.; Liu, Y.C.; Li, M.L. Optimized XGBoost Model with Small Dataset for Predicting Relative Density of Ti-6Al-4V Parts Manufactured by Selective Laser Melting. Materials 2022, 15, 5298. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single Track Formation in Selective Laser Melting of Metal Powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of Defect Generation in Ti-6Al-4V Parts Made Using Powder Bed Fusion Additive Manufacturing Processes. Addit. Manuf. 2014, 1–4, 87–98. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A Study of the Microstructural Evolution during Selective Laser Melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Aversa, A.; Ambrosio, E.; Lombardi, M.; Fino, P.; Manfredi, D. On the Selective Laser Melting (SLM) of the AlSi10Mg Alloy: Process, Microstructure, and Mechanical Properties. Materials 2017, 10, 76. [Google Scholar] [CrossRef]
- Bisong, E. Introduction to Scikit-Learn. In Building Machine Learning and Deep Learning Models on Google Cloud Platform; Apress: Berkeley, CA, USA, 2019; pp. 215–229. [Google Scholar]
- Priyatno, A.M.; Widiyaningtyas, T. A Systematic Literature Review: Recursive Feature Elimination Algorithms. JITK (J. Ilmu Pengetah. Dan Teknol. Komput.) 2024, 9, 196–207. [Google Scholar] [CrossRef]
- Zou, H.; Hastie, T. Regularization and Variable Selection Via the Elastic Net. J. R. Stat. Soc. Ser. B Stat. Methodol. 2005, 67, 301–320. [Google Scholar] [CrossRef]
- Marcilio, W.E.; Eler, D.M. From Explanations to Feature Selection: Assessing SHAP Values as Feature Selection Mechanism. In Proceedings of the 2020 33rd SIBGRAPI Conference on Graphics, Patterns and Images (SIBGRAPI), Porto de Galinhas, Brazil, 7–10 November 2020; IEEE: New York, NY, USA, 2020; pp. 340–347. [Google Scholar]
- Hu, D.; Wang, Y.; Zhang, D.; Hao, L.; Jiang, J.; Li, Z.; Chen, Y. Experimental Investigation on Selective Laser Melting of Bulk Net-Shape Pure Magnesium. Mater. Manuf. Process. 2015, 30, 1298–1304. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, X.; Zhang, P.; Duan, Y.; Cheng, X.; Wang, X.; Ding, G. Hardness Prediction of Laser Powder Bed Fusion Product Based on Melt Pool Radiation Intensity. Materials 2022, 15, 4674. [Google Scholar] [CrossRef]
- Heiss, A.; Thatikonda, V.S.; Klotz, U.E. Multi-Objective Optimization of LPBF Manufacturing with Zn-4Al-1Cu Alloy for Technical Applications. J. Manuf. Process. 2025, 134, 193–206. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Walczak, M.; Ramos-Grez, J.; Sánchez-Sánchez, X. Microhardness and Wear Resistance in Materials Manufactured by Laser Powder Bed Fusion: Machine Learning Approach for Property Prediction. CIRP J. Manuf. Sci. Technol. 2023, 43, 106–114. [Google Scholar] [CrossRef]
- Chen, J.; Chen, B. Progress in Additive Manufacturing of Magnesium Alloys: A Review. Materials 2024, 17, 3851. [Google Scholar] [CrossRef]
| Parameter | Min Value | Max Value | Status |
|---|---|---|---|
| Laser power [W] | 40 | 150 | Variable |
| Scanning speed [mm/s] | 200 | 1500 | Variable |
| Track overlapping [%] | / | / | Fixed value at 30 % |
| Hatch spacing [mm] | / | / | Fixed value at 0.035 |
| Layer thickness [mm] | 0.025 | 0.035 | Variable |
| Composition | Percentage by Weight [wt%] |
|---|---|
| moisture | <0.08 |
| undissolved HCl substance | <0.047 |
| Fe | <0.045 |
| Zn | <0.008 |
| Cl | <0.004 |
| Mg | Balance |
| Parameter | Values | Description |
|---|---|---|
| N estimators | [100, 200, 500] | Number of boosting rounds (trees) to fit |
| Max depth | [3, 5, 7] | Tree maximum depth, where a higher depth increases the model complexity |
| Learning rate | [0.01, 0.05, 0.1] | Step size shrinkage used to prevent overfitting, where smaller values slow down the model’s learning |
| Subsample | [0.6, 0.8, 1.0] | Proportion of the training data that was randomly selected for each boosting round; this was used to reduce overfitting |
| Alpha | [0, 0.1, 0.5] | L1 regularisation term used to control the parsimony of the model, where larger alpha values lead to a stronger regularization |
| Lambda | [1, 1.5, 2] | L2 regularisation term used to control the resulting model complexity, where larger lambda values penalise large coefficients |
| Metric | Training | Testing |
|---|---|---|
| R2 Score | 0.872 | 0.835 |
| MAE | 0.683 | 0.728 |
| RMSE | 1.118 | 0.892 |
| MAPE | 0.73% | 0.76% |
| Pearson’s correlation coefficient | 0.941 | 0.929 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šket, K.; Pal, S.; Gotlih, J.; Ficko, M.; Drstvenšek, I. Predicting Relative Density of Pure Magnesium Parts Produced by Laser Powder Bed Fusion Using XGBoost. Appl. Sci. 2025, 15, 8592. https://doi.org/10.3390/app15158592
Šket K, Pal S, Gotlih J, Ficko M, Drstvenšek I. Predicting Relative Density of Pure Magnesium Parts Produced by Laser Powder Bed Fusion Using XGBoost. Applied Sciences. 2025; 15(15):8592. https://doi.org/10.3390/app15158592
Chicago/Turabian StyleŠket, Kristijan, Snehashis Pal, Janez Gotlih, Mirko Ficko, and Igor Drstvenšek. 2025. "Predicting Relative Density of Pure Magnesium Parts Produced by Laser Powder Bed Fusion Using XGBoost" Applied Sciences 15, no. 15: 8592. https://doi.org/10.3390/app15158592
APA StyleŠket, K., Pal, S., Gotlih, J., Ficko, M., & Drstvenšek, I. (2025). Predicting Relative Density of Pure Magnesium Parts Produced by Laser Powder Bed Fusion Using XGBoost. Applied Sciences, 15(15), 8592. https://doi.org/10.3390/app15158592