

Friction Stir Welding Process Using a Manual Tool on Polylactic Acid Structures Manufactured by Additive Techniques

 , ,
, ,  and
and
Abstract
1. Introduction
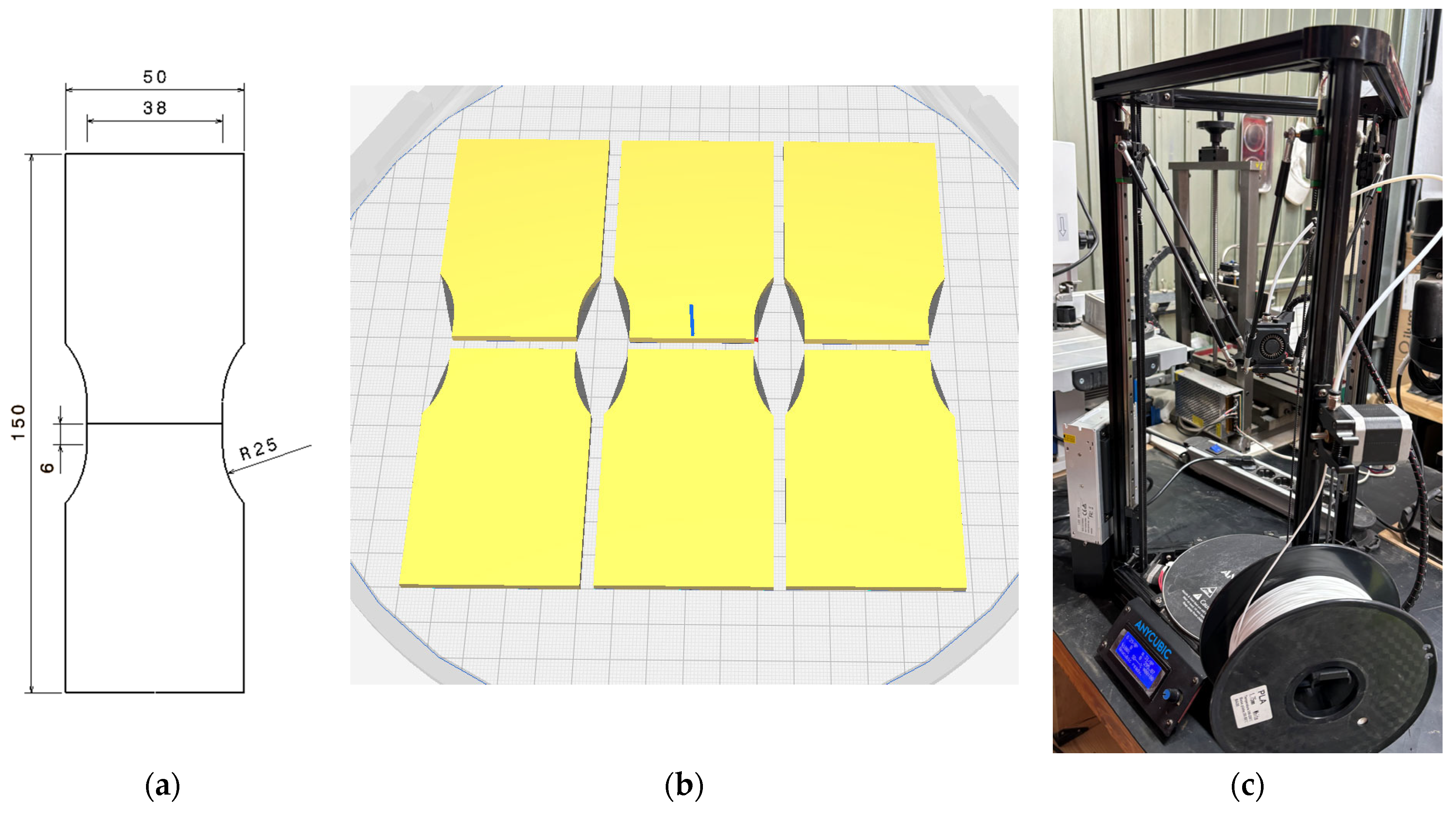
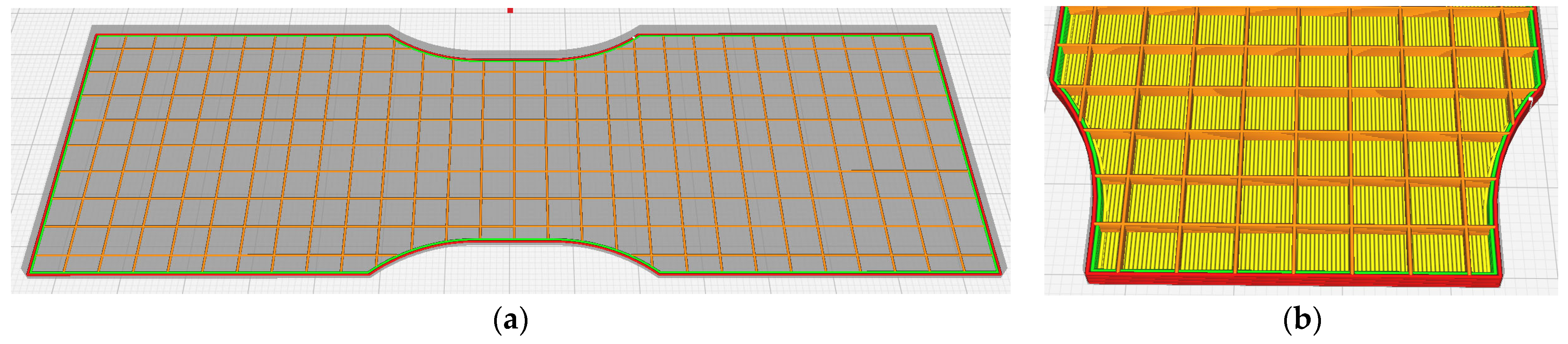
2. Materials and Methods
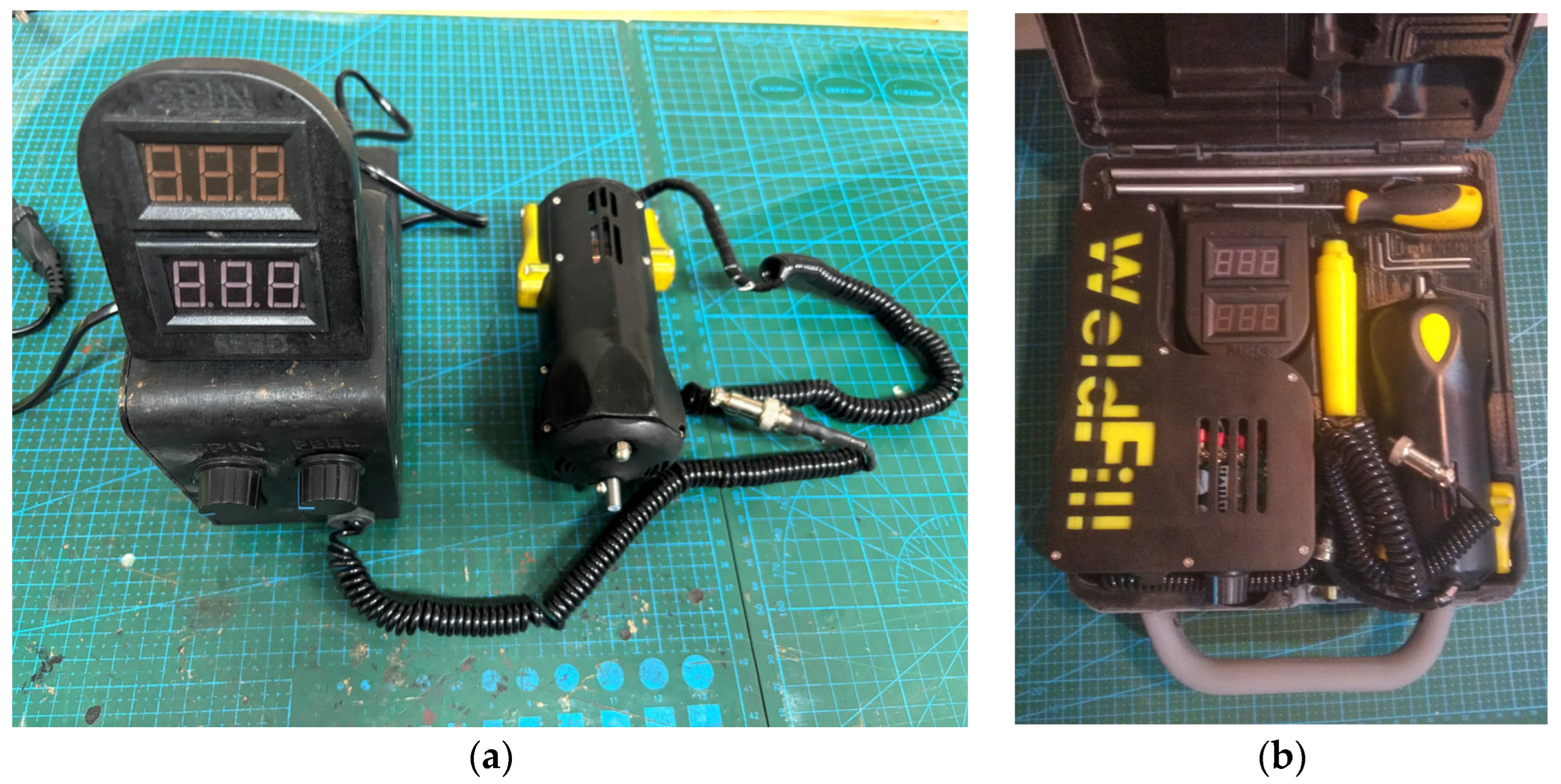
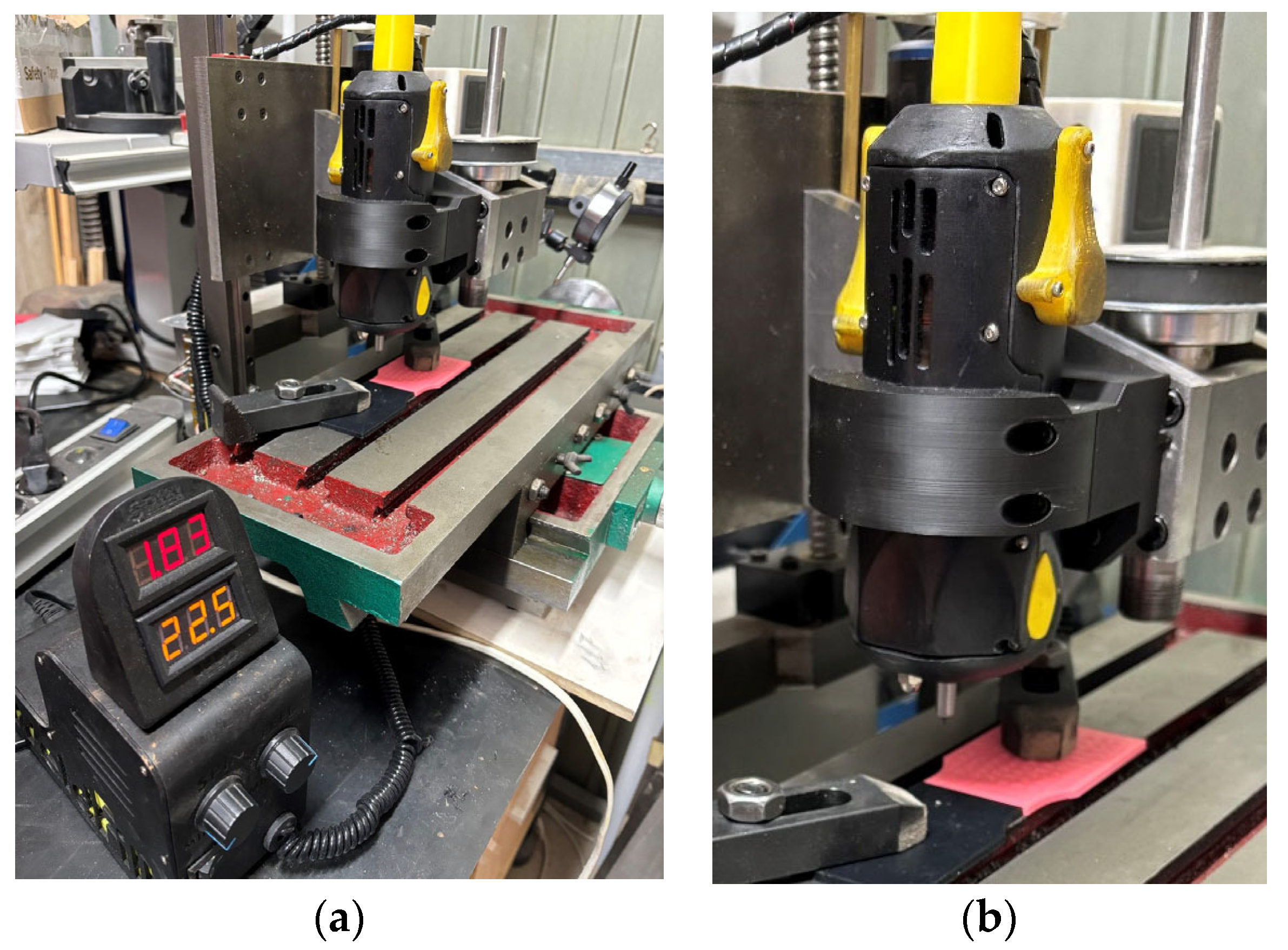
2.1. Welding Process Setup
2.2. Welding Parameters
- Rotational speed, measured in rpm.
- Welding speed, measured in mm/min.
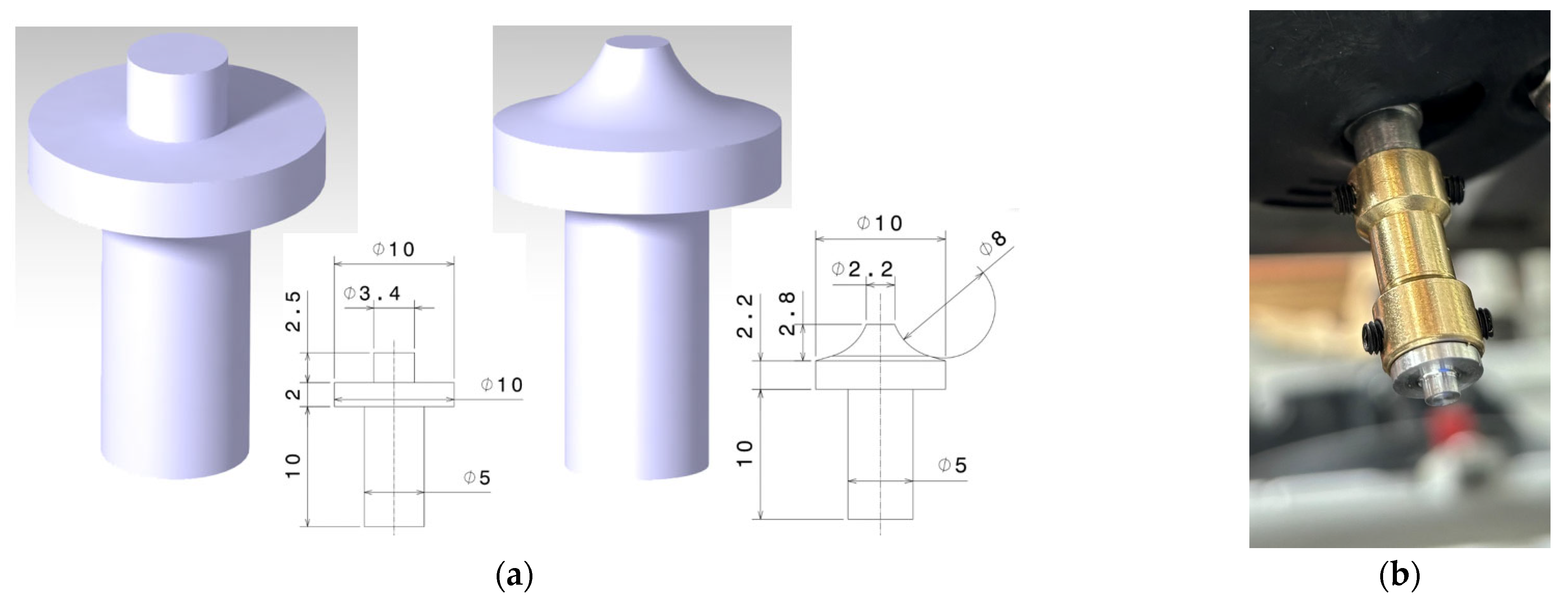
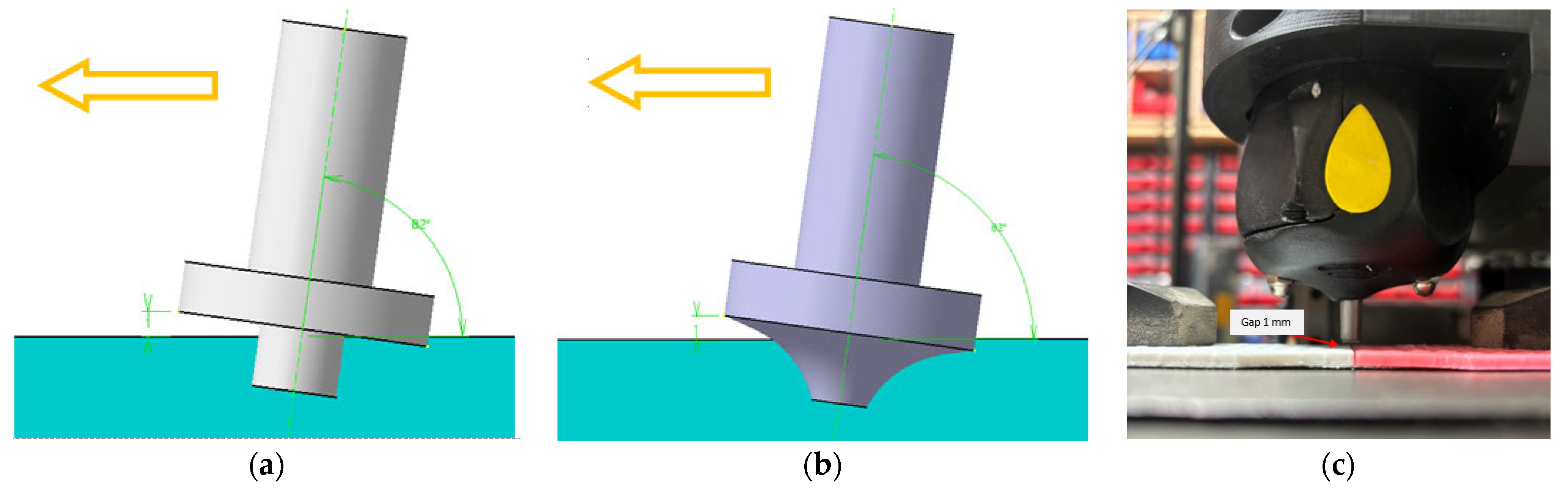
- Tool tilt angle, measured in degrees, as shown in Figure 6a,b.
- Material feed speed, measured in mm/min.
- Welding direction (forward or backward).
- Tool temperature (only in the case of Tool 1 and Tool 2), measured in °C.
- Stand-off distance (SOD), defined as the distance from the nozzle to the surface when material is added, measured in millimeters. A 1 mm gauge was used to determine SOD, as shown in Figure 6c.
3. Results and Discussion
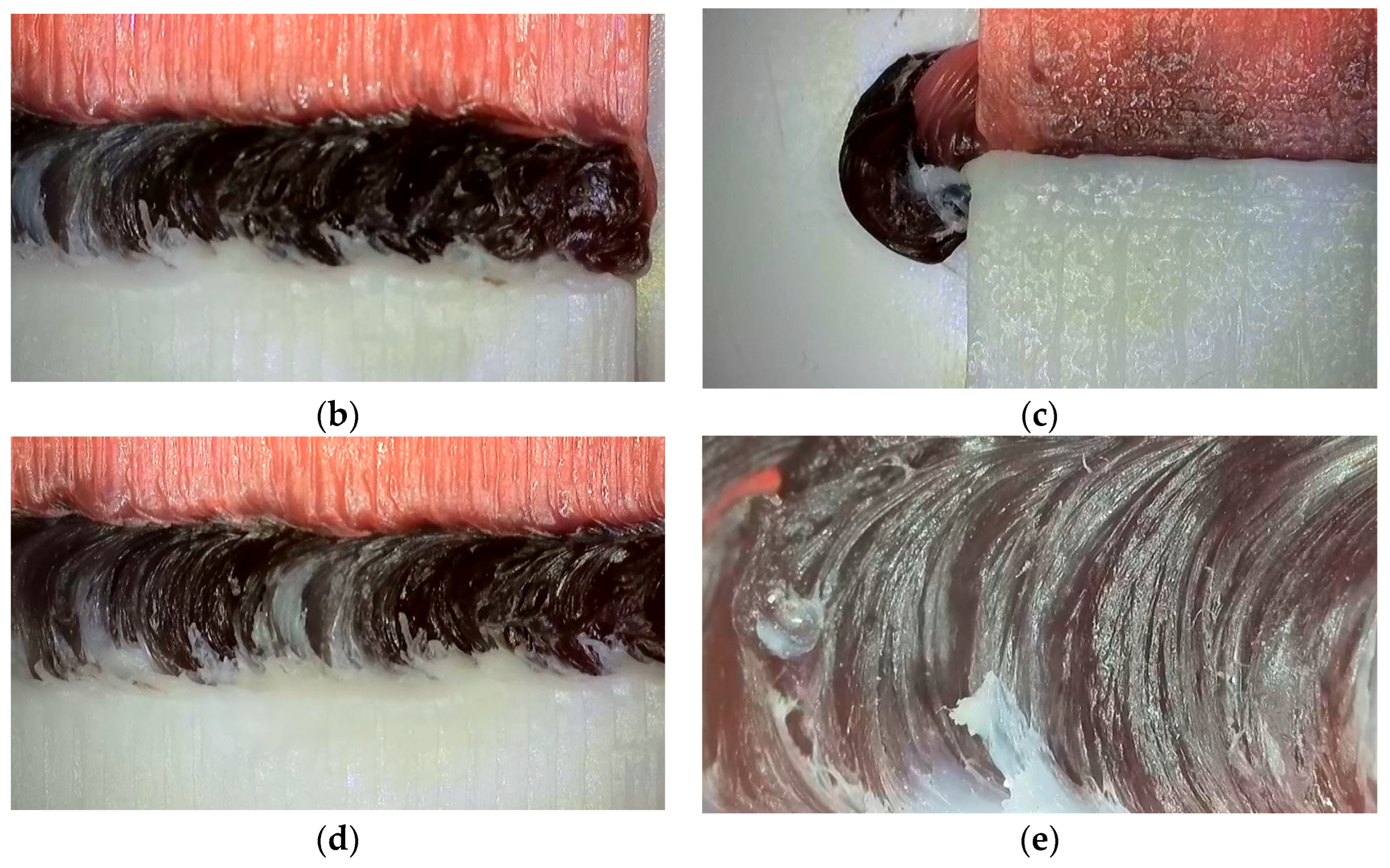
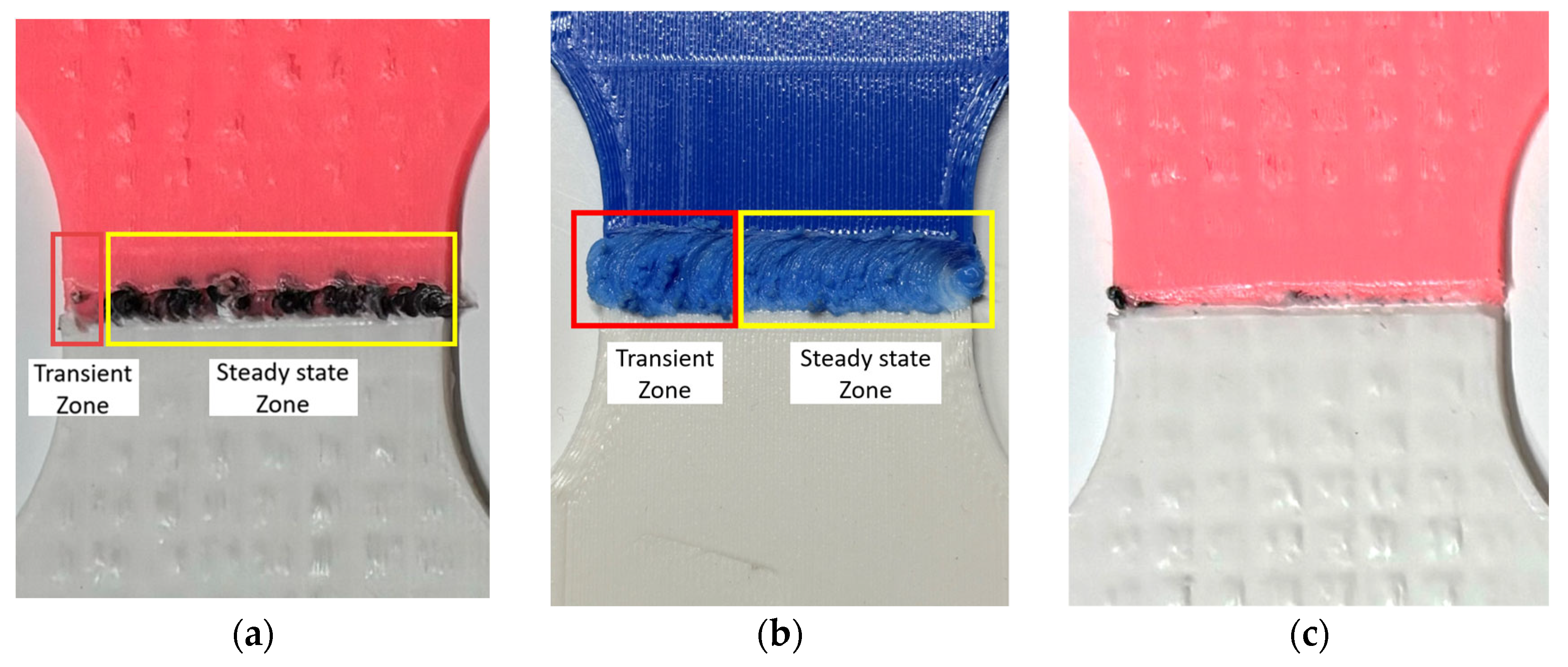
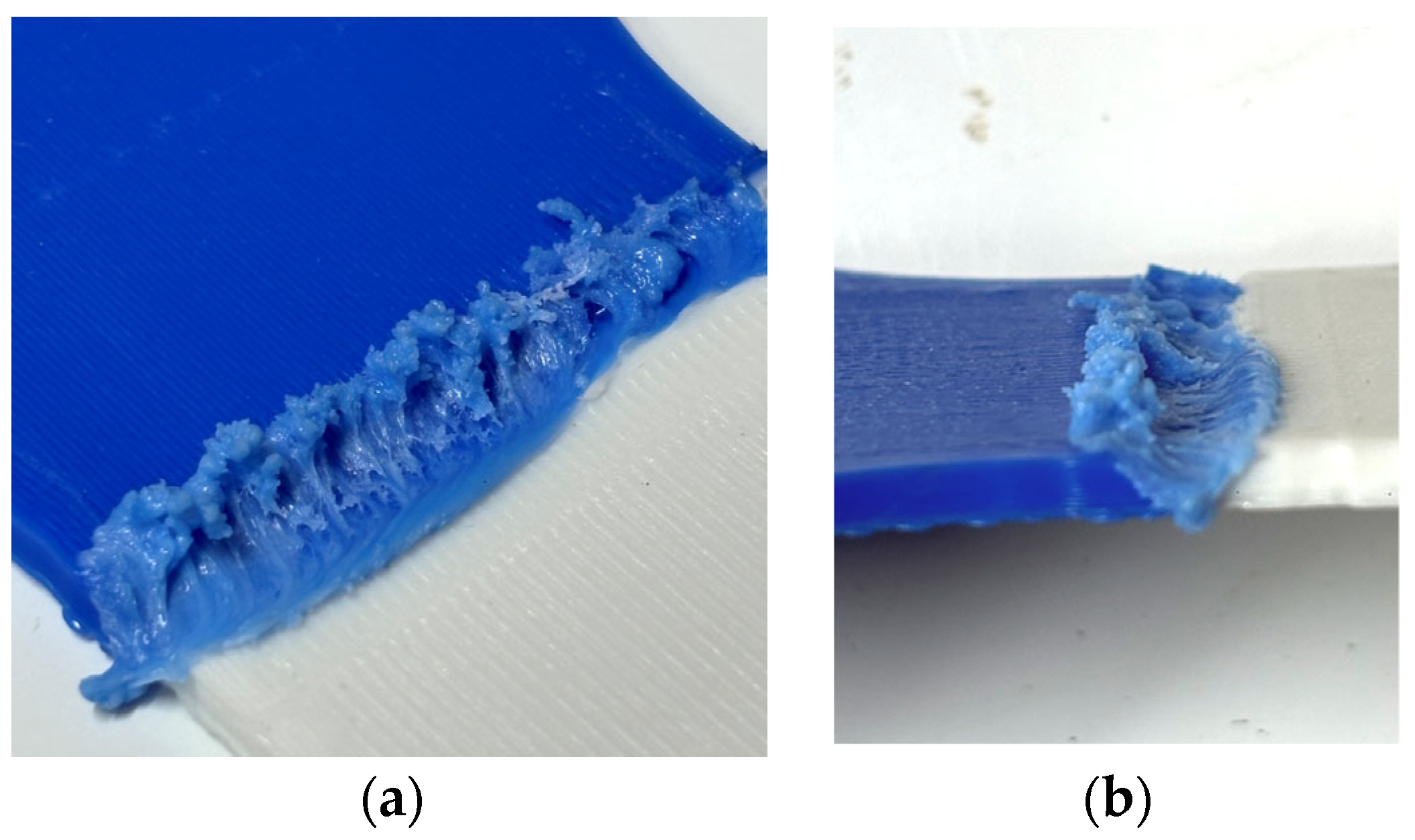
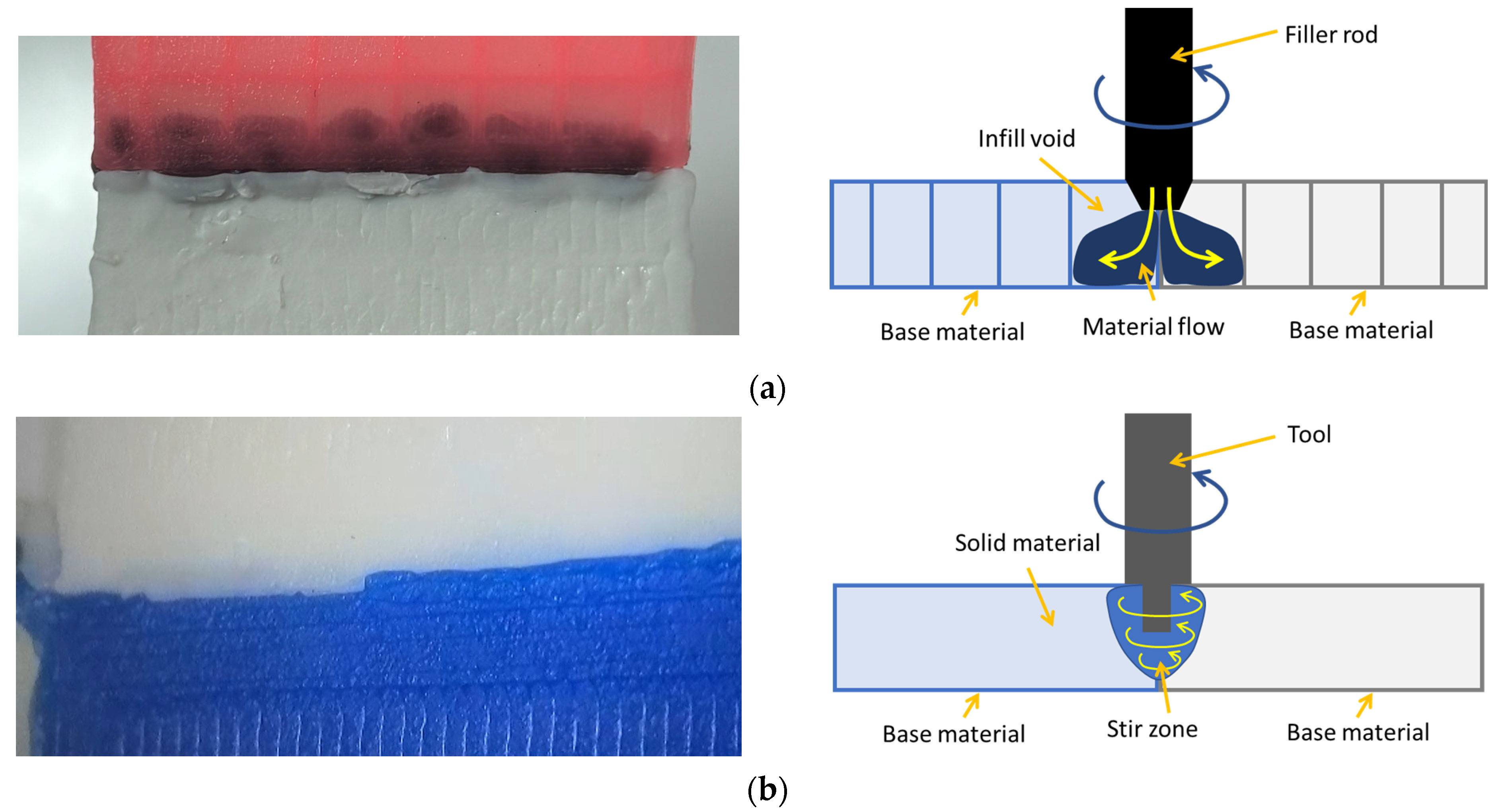
3.1. Zones, Flash, and Material Stirring
- The first stage began at the start of welding and continued until the tool reached a stable temperature. During this stage, material flow was inconsistent and irregular, with no clearly defined pattern. This behavior is highlighted in red in Figure 8a,b.
- The second stage corresponded to a steady-state regime (the yellow zone in Figure 8), during which the tool temperature remained nearly constant throughout the process. At this point, the material flow became homogeneous and predictable.
3.2. Penetration
3.3. Mass Determination and Material Loss
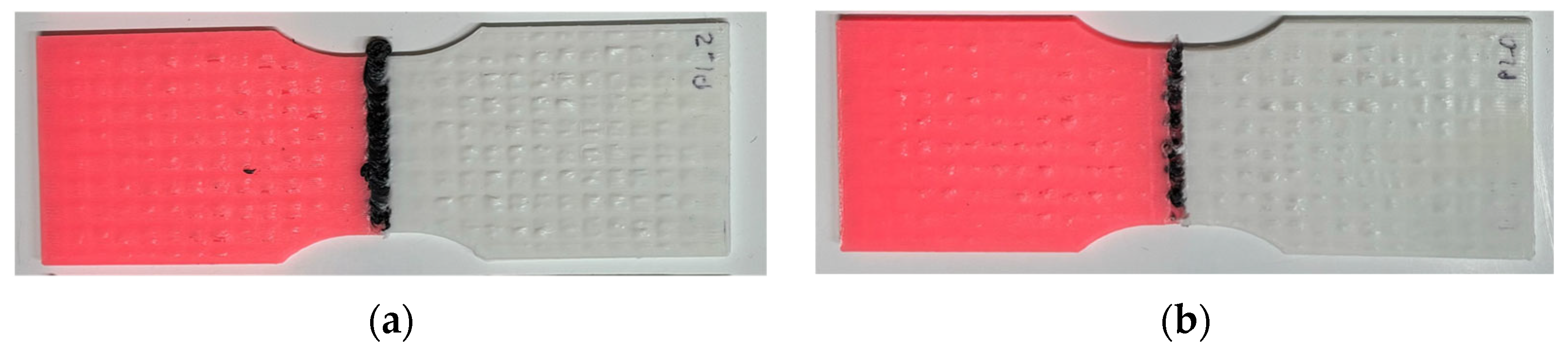
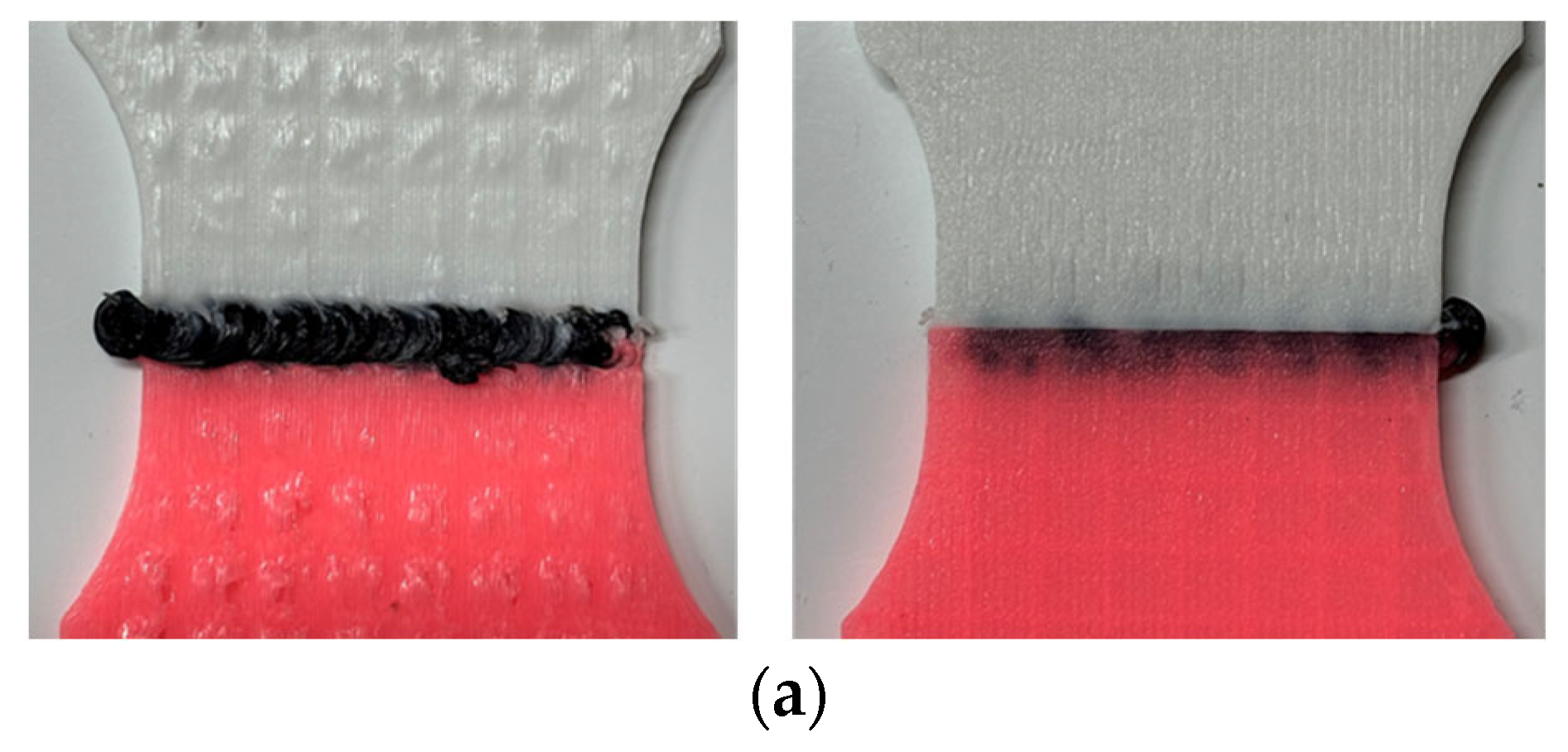
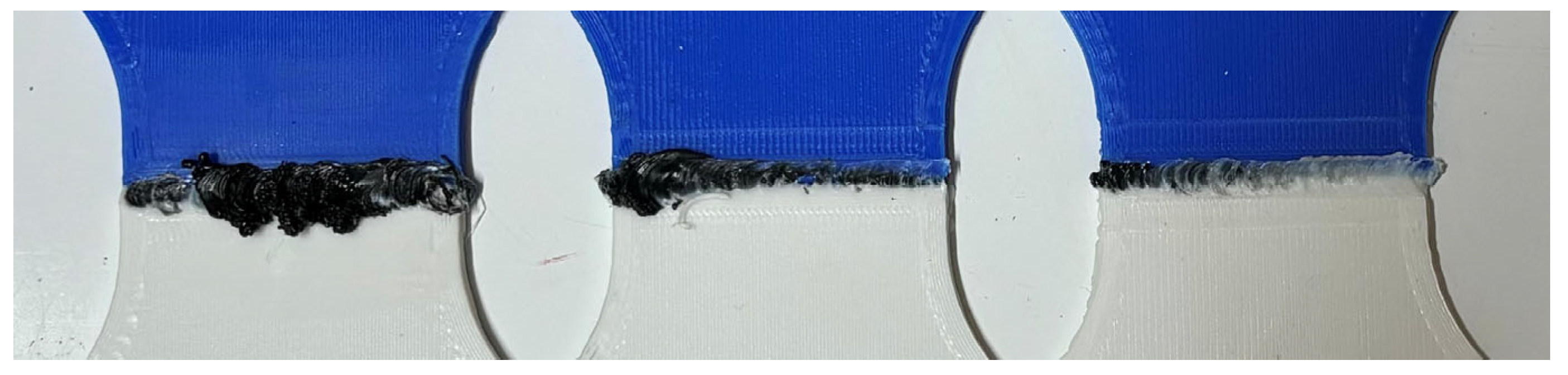
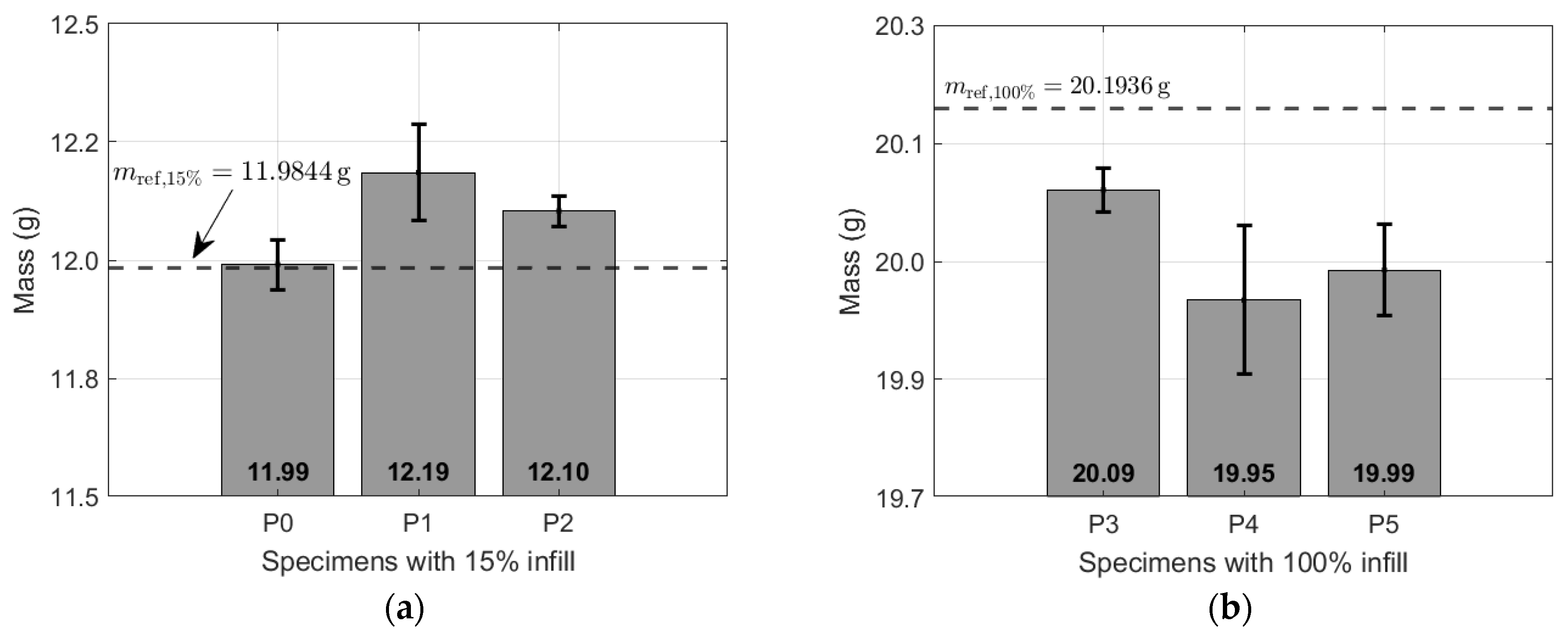
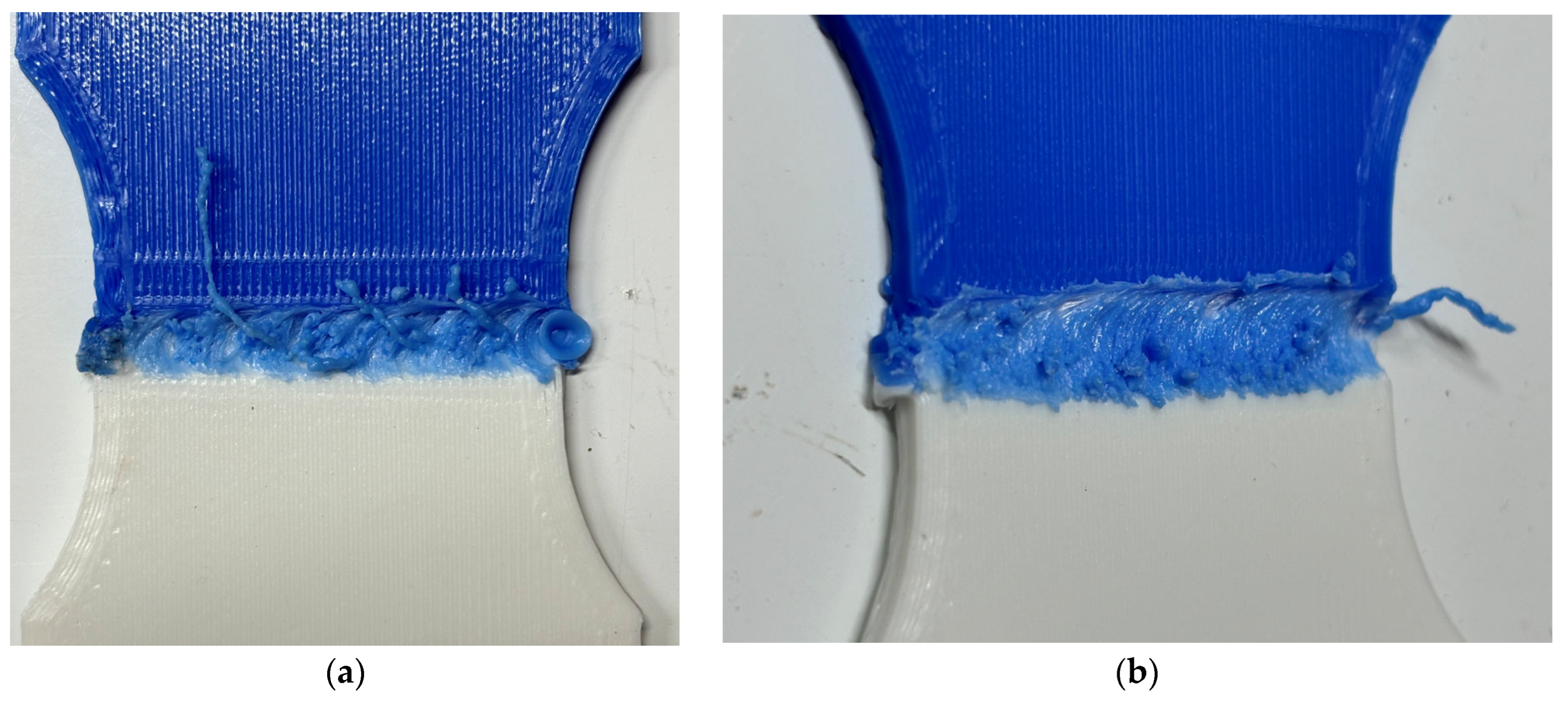
- In Figure 12a, the dashed line indicates the reference value, confirming that in the P0 specimen group, very little filler material was added, as the lack of tool inclination prevented the flow of the filler material, as previously shown in Figure 8c. In the P1 specimens, with 15% infill and filler rod, a noticeable mass increment was reported. In the P2 specimens, the amount of filler material added was slightly less than that in the P1 group, which was due to the narrower weld caused by the increased travel speed. The mean width of the weld for low and high welding speeds was 5.42 and 3.22 mm, respectively. This effect is clearly visible in Figure 13a,b, where the black weld lines highlight the width differences. When the filler material flow rate was kept constant, higher welding speeds produced narrower weld lines to distribute the total added mass. ANOVA analysis on the specimen mass revealed statistically significant differences between the three groups (p < 0.05).
4. Conclusions
- The combination of FSW and AM technologies for thermoplastics could be an efficient alternative for joining AM parts with complex geometries and in situ repairs.
- During the welding, the FSW process revealed two different phases: a transient stage and a steady-state stage. The latter is characterized by a homogeneous and predictable material flow, while the former shows irregular material distribution. The length of the transient stage was longer for specimens with higher infill densities.
- In samples with a lower infill (15%) and added filler, the weld zone was mostly composed of filler material, with only minimal melting of the base material. In these cases, the internal voids were easily occupied by the filler material flowing into them. In contrast, in the samples with 100% infill, the stirred material flowed more homogeneously, and no filler was required. Therefore, for low-density base materials, additional material must be supplied to achieve a good result, whereas it may not be necessary for high-density materials.
- In the Friction Stir Welding process of PLA components without material addition, a reduction in the total component mass occurred due to the formation of burrs.
- Increasing the feed rate resulted in a narrower welded joint. When the filler material flow rate was kept constant, higher welding speeds produced narrower weld lines to distribute the total added mass.
- Tool inclination plays a key role in the process, as confirmed by both the results obtained in this study and other researchers.
- The analysis of the welding direction highlighted that the welding direction must be set forward. The test performed with a negative inclination in the movement direction resulted in poor-quality welds with significant cross-sectional reduction. The forward direction increases friction and heat generation and consequently enhances material stirring.
- When the cylindrical pin and the truncated conical welding tool were compared, the truncated conical tool resulted in fewer burrs, reduced mass loss, and fewer defects, producing a more homogeneous weld line. Visual inspection also indicated a higher level of material stirring with the truncated conical tool, which presumably contributes to improved weld quality.
- The analysis of rotational speed showed that increasing it from 2000 rpm to 2500 rpm led to a noticeable improvement in weld quality.
- Overall, the results suggest that this portable device holds great promise for industrial applications that demand mobility, flexible operation, and strong, reliable welds on 3D-printed polymer parts. This is particularly relevant in fields like aerospace, automotive, and medical industries, where the integration of additive manufacturing and solid-state joining technologies is becoming increasingly important.
- Future work should focus on automating the FSW process for additive manufacturing polymers, which would improve control over welding parameters and quality. Additionally, integrating sensors for in situ monitoring could provide deeper insight into heat transfer, material behavior, and defect formation during welding.
5. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Groover, M.P. Fundamentals of Modern Manufacturing: Material, Processes, and Systems, 7th ed.; John Wiley and Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Porras, P. Análisis y Estudio Del Proceso de Soldadura Por Fricción y Agitación; Universidad Nacional de Estudios a Distancia (UNED): Madrid, Spain, 2018. [Google Scholar]
- Zhou, L.; Liu, D.; Nakata, K.; Tsumura, T.; Fujii, H.; Ikeuchi, K.; Michishita, Y.; Fujiya, Y.; Morimoto, M. New Technique of Self-Refilling Friction Stir Welding to Repair Keyhole. Sci. Technol. Weld. Join. 2012, 17, 649–655. [Google Scholar] [CrossRef]
- Shravan, C.; Radhika, N.; Kumar, N.H.D.; Sivasailam, B. A Review on Welding Techniques: Properties, Characterisations and Engineering Applications. Adv. Mater. Process. Technol. 2024, 10, 1126–1181. [Google Scholar] [CrossRef]
- Bohnart, E.R. Welding Principles and Practices, 6th ed.; Mc Graw Hill: New York, NY, USA, 2024. [Google Scholar]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Houldcroft, P.T.; Feng; Fim; Fweldi. Welding Process Developments and Future Trends. Mater. Des. 1986, 7, 162–169. [Google Scholar] [CrossRef]
- Elatharasan, G.; Kumar, V.S.S. An Experimental Analysis and Optimization of Process Parameter on Friction Stir Welding of AA 6061-T6 Aluminum Alloy Using RSM. Procedia Eng. 2013, 64, 1227–1234. [Google Scholar] [CrossRef]
- Lambiase, F.; Derazkola, H.A.; Simchi, A. Friction Stir Welding and Friction Spot Stir Welding Processes of Polymers—State of the Art. Materials 2020, 13, 2291. [Google Scholar] [CrossRef] [PubMed]
- Kiss, Z. Microscopic Analysis of the Morphology of Seams in Friction Stir Welded Polypropylene. Express Polym. Lett. 2011, 6, 54–62. [Google Scholar] [CrossRef]
- Cai, W.; Daehn, G.; Vivek, A.; Li, J.; Khan, H.; Mishra, R.S.; Komarasamy, M. A State-of-the-Art Review on Solid-State Metal Joining. J. Manuf. Sci. Eng. 2019, 141, 031012. [Google Scholar] [CrossRef]
- Verma, S.; Misra, J.P. A Critical Review of Friction Stir Welding Process. In DAAAM International Scientific Book; DAAAM International: Vienna, Austria, 2015; pp. 249–266. ISBN 9783902734051. [Google Scholar]
- Sharma, A.K.R.; Roy Choudhury, M.; Debnath, K. Experimental Investigation of Friction Stir Welding of PLA. Weld. World 2020, 64, 1011–1021. [Google Scholar] [CrossRef]
- Mendes, N.; Neto, P.; Loureiro, A.; Moreira, A.P. Machines and Control Systems for Friction Stir Welding: A Review. Mater. Des. 2016, 90, 256–265. [Google Scholar] [CrossRef]
- Gebhardt, A. Understanding Additive Manufacturing; Hanser: München, Germany, 2011; ISBN 978-3-446-42552-1. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015; ISBN 9781493921133. [Google Scholar]
- Azlin, M.N.M.; Ilyas, R.A.; Zuhri, M.Y.M.; Sapuan, S.M.; Harussani, M.M.; Sharma, S.; Nordin, A.H.; Nurazzi, N.M.; Afiqah, A.N. 3D Printing and Shaping Polymers, Composites, and Nanocomposites: A Review. Polymers 2022, 14, 180. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.W.; Kim, J.Y.; Cho, D.W. Solid Free-Form Fabrication Technology and Its Application to Bone Tissue Engineering. Int. J. Stem Cells 2010, 3, 85–95. [Google Scholar] [CrossRef] [PubMed]
- Tiwary, V.; Ravi, N.; Arunkumar, P.; Shivamurthy, S.; Deshpande, A.; Malik, V. Investigations on Friction Stir Joining of 3D Printed Parts to Overcome Bed Size Limitation and Enhance Joint Quality for Unmanned Aircraft Systems. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2020, 234, 4857–4871. [Google Scholar] [CrossRef]
- Stephen Leon, J.; Jayakumar, V. Effect of Tool Shoulder and Pin Cone Angles in Friction Stir Welding Using Non-Circular Tool Pin. J. Appl. Comput. Mech. 2020, 6, 554–563. [Google Scholar] [CrossRef]
- Bilici, M.K.; Yükler, A.İ. Influence of Tool Geometry and Process Parameters on Macrostructure and Static Strength in Friction Stir Spot Welded Polyethylene Sheets. Mater. Des. 2012, 33, 145–152. [Google Scholar] [CrossRef]
- Estefani, A.; Távara, L. Numerical Multiscale Analysis of 3D Printed Short Fiber Composites Parts: Filament Anisotropy and Toolpath Effects. Eng. Rep. 2024, 6, e12799. [Google Scholar] [CrossRef]
- Wang, X.; Hua, Z.; Chen, G. Research on the Anisotropy of Mechanical Properties of Powder-Based 3D Printed Models After Dipping. In Advances in Graphic Communication, Printing and Packaging Technology and Materials: Proceedings of 2020 11th China Academic Conference on Printing and Packaging; Zhao, P., Ye, Z., Xu, M., Yang, L., Zhang, L., Zhu, R., Eds.; Springer: Singapore, 2021; pp. 352–357. [Google Scholar]
- Liu, J.; Zhou, Y.; Chen, S.; Ren, S.; Zou, J. Effects of Friction Stir Welding on the Mechanical Behaviors of Extrusion-Based Additive Manufactured Polymer Parts. Polymers 2023, 15, 3288. [Google Scholar] [CrossRef] [PubMed]
- Pereira, M.A.R.; Amaro, A.M.; Reis, P.N.B.; Loureiro, A. Effect of Friction Stir Welding Techniques and Parameters on Polymers Joint Efficiency—A Critical Review. Polymers 2021, 13, 2056. [Google Scholar] [CrossRef] [PubMed]
- Petousis, M.; Mountakis, N.; Vidakis, N. Optimization of Hybrid Friction Stir Welding of PMMA: 3D-Printed Parts and Conventional Sheets Welding Efficiency in Single- and Two-Axis Welding Traces. Int. J. Adv. Manuf. Technol. 2023, 127, 2401–2423. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Korlos, A.; Mountakis, N.; Kechagias, J.D. Friction Stir Welding Optimization of 3D-Printed Acrylonitrile Butadiene Styrene in Hybrid Additive Manufacturing. Polymers 2022, 14, 2474. [Google Scholar] [CrossRef] [PubMed]
- Javadi, M.S.; Ehteshamfar, M.V.; Adibi, H. A Comprehensive Analysis and Prediction of the Effect of Groove Shape and Volume Fraction of Multi-Walled Carbon Nanotubes on the Polymer 3D-Printed Parts in the Friction Stir Welding Process. Polym. Test. 2023, 117, 107844. [Google Scholar] [CrossRef]
- Rendas, P.; Figueiredo, L.; Melo, P.; Galhano, C.; Vidal, C.; Soares, B.A.R. Investigation of Friction Stir Welding of Additively Manufactured Biocompatible Thermoplastics Using Stationary Shoulder and Assisted Heating. Polymers 2024, 16, 1897. [Google Scholar] [CrossRef] [PubMed]
- Koçar, O.; Anaç, N.; Baysal, E. A New Approach in Part Design for Friction Stir Welding of 3D-Printed Parts with Different Infill Ratios and Colors. Polymers 2024, 16, 1790. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; David, C.; Petousis, M.; Sagris, D.; Mountakis, N. Optimization of Key Quality Indicators in Material Extrusion 3D Printing of Acrylonitrile Butadiene Styrene: The Impact of Critical Process Control Parameters on the Surface Roughness, Dimensional Accuracy, and Porosity. Mater. Today Commun. 2023, 34, 105171. [Google Scholar] [CrossRef]
- Moochani, A.; Omidvar, H.; Ghaffarian, S.R.; Goushegir, S.M. Friction Stir Welding of Thermoplastics with a New Heat-Assisted Tool Design: Mechanical Properties and Microstructure. Weld. World 2019, 63, 181–190. [Google Scholar] [CrossRef]
- Anaç, N.; Koçar, O.; Altuok, C. Investigation of The Weldability of PLA Plus Sheets with Different Infill Ratios by Friction Stir Welding. Gazi Üniversitesi Fen Bilim. Derg. Part C Tasarım Ve Teknol. 2024, 12, 282–296. [Google Scholar] [CrossRef]
- Kumar, R.; Ranjan, N.; Kumar, V.; Kumar, R.; Chohan, J.S.; Yadav, A.; Piyush; Sharma, S.; Prakash, C.; Singh, S.; et al. Characterization of Friction Stir-Welded Polylactic Acid/Aluminum Composite Primed through Fused Filament Fabrication. J. Mater. Eng. Perform. 2022, 31, 2391–2409. [Google Scholar] [CrossRef]
- Senthil, S.M.; Bhuvanesh Kumar, M. Effect of Tool Rotational Speed and Traverse Speed on Friction Stir Welding of 3D-Printed Polylactic Acid Material. Appl. Sci. Eng. Prog. 2021, 15, 1. [Google Scholar] [CrossRef]
- Valerga, A.; Batista Ponce, M.; Salguero, J.; Girot, F. Influence of PLA Filament Conditions on Characteristics of FDM Parts. Materials 2018, 11, 1322. [Google Scholar] [CrossRef] [PubMed]
- López-Alba, E.; Almazán-Lázaro, J.-A.; Díaz-Garrido, F.-A.; Almazán-Lázaro, M.-Á. Dispositivo Portátil de Soldadura. Spanish Patent No. ES2952553B2, 27 June 2024. [Google Scholar]
- Smart Materials 3D. Available online: https://www.smartmaterials3d.com/ (accessed on 24 October 2024).
- ANSI-AWS B4.0:2016; Standard Methods for Mechanical Testing of Welds. American National Standards Institute: Washington, DC, USA, 2016.
- Kocar, O.; Anaç, N.; Palaniappan, S.; Doğan, M.; Siengchin, S. Effect of Process Parameters on the Mechanical Behavior of Additively Manufactured and FSW Joined PLA Wood Sheets. Polym. Compos. 2023, 45, 1568–1584. [Google Scholar] [CrossRef]
- Vosynek, P.; Navrat, T.; Krejbychova, A.; Palousek, D. Influence of Process Parameters.of Printing on Mechanical Properties of Plastic Parts Produced by FDM 3D Printing Technology. MATEC Web Conf. 2018, 237, 02014. [Google Scholar] [CrossRef]
- Wang, X.; Xiao, Y.; Shi, L.; Zhai, M.; Wu, C.; Chen, G. Revealing the Mechanism of Tool Tilting on Suppressing the Formation of Void Defects in Friction Stir Welding. J. Mater. Res. Technol. 2023, 25, 38–54. [Google Scholar] [CrossRef]
- Zadpoor, A.A.; Sinke, J.; Benedictus, R. Global and Local Mechanical Properties and Microstructure of Friction Stir Welds with Dissimilar Materials and/or Thicknesses. Metall. Mater. Trans. A 2010, 41, 3365–3378. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Specimen Fill 15% | Specimen Fill 100% | Parameter | Specimen Fill 15% | Specimen Fill 100% |
|---|---|---|---|---|---|
| Quality | Speed (mm/s) | ||||
| Layer height (mm) | 0.2 | 0.2 | Print speed (mm/s) | 60 | 60 |
| Wall | Travel speed (mm/s) | 120 | 120 | ||
| Wall thickness (mm) | 0.8 | 2 | Infill speed (mm/s) | 60 | 60 |
| Material | Top/bottom layer speed (mm/s) | 30 | 30 | ||
| Retraction | Outer wall speed (mm/s) | 40 | 40 | ||
| Initial layer thickness (mm) | 0.3 | 0.3 | Inner wall speed (mm/s) | 60 | 60 |
| Extrusion expansion (%) | 100 | 100 | Cooling | ||
| Extrusion overlaps (mm) | 0.15 | 0.15 | Minimum time per layer (s) | 5 | 5 |
| Support | Enable cooling fan | Yes | Yes | ||
| Support | No | No | External infill | ||
| Adhesion structure type | Top/bottom thickness (mm) | 0.6 | 0.8 | ||
| Skirt | Yes | Yes | Infill direction (°) | 0 | 0 |
| Skirt thickness (mm) | 2 | 2 | Top/bottom infill direction (°) | 0 | 0 |
| Infill | Machine | ||||
| Solid top infill | Yes | Yes | Nozzle diameter (mm) | 0.4 | 0.4 |
| Solid bottom infill | Yes | Yes | Temperature | ||
| Infill density (%) | 15 | 100 | Bed | 40 | 40 |
| Infill pattern | Grid | Grid | Nozzle | 215 | 215 |
| ID | Rotation Speed (rpm) | Welding Speed (mm/min) | Tilt Angle (°) | Material Feed (mm/min) | SOD (mm) | Welding Direction |
|---|---|---|---|---|---|---|
| P0. 15% infill. Without tool pin. Tool inclination 0°. Low welding speed | ||||||
| P0_0 | 1500 | 10 | 0 | 20 | 1 | Forward |
| P0_1 | 1950 | 10 | 0 | 20 | 1 | Forward |
| P0_2 | 1950 | 10 | 0 | 20 | 1 | Forward |
| P1. 15% infill. Without tool pin. Tool inclination 8°. Low welding speed | ||||||
| P1_0 to P1_3 | 1950 | 10 | 8 | 20 | 1 | Forward |
| P2. 15% infill. Without tool pin. High welding speed | ||||||
| P2_0 to P2_3 | 1950 | 20 | 8 | 20 | 1 | Forward |
| P3. 100% infill. Without tool pin. Parameter tests. Tool inclination 8°. Material addition | ||||||
| P3_0 | 2000 | 20 | 8 | 20 | 1 | Forward |
| P3_1 | 2300 | 20 | 8 | 20 | 1 | Forward |
| P3_2 | 2500 | 20 | 8 | 20 | 1 | Forward |
| P4. 100% infill. Cylindrical tool pin. Tool inclination 8°. No material addition | ||||||
| P4_0 to P4_7 | 2500 | 20 | 8 | - | 1 | Forward |
| P5. 100% infill. Truncated conical pin. Tool inclination 8°. No material addition | ||||||
| P5_0 to P5_5 | 2500 | 20 | 8 | - | 1 | Forward |
| P5_6 | 2500 | 20 | 8 | - | 1 | Backward |
| ID | Mass (g) | ID | Mass (g) | ID | Mass (g) | |
|---|---|---|---|---|---|---|
| 15% Infill | Test P0 | Test P1 | Test P2 | |||
| P0_0 | 11.9303 | P1_0 | 12.3080 | P2_0 | 12.0844 | |
| P0_1 | 12.0133 | P1_1 | 12.1964 | P2_1 | 12.0796 | |
| P0_2 | 12.0288 | P1_2 | 12.1785 | P2_2 | 12.1022 | |
| P1_3 | 12.0580 | P2_3 | 12.1499 | |||
| Avg. ± SD | 11.9908 ± 0.0530 | Avg. ± SD | 12.1409 ± 0.1024 | Avg. ± SD | 12.1040 ± 0.0321 | |
| 100% Infill | Test P3 | Test P4 | Test P5 | |||
| P3_0 | 20.1202 | P4_0 | 19.8657 | P5_0 | 19.9750 | |
| P3_1 | 20.0859 | P4_1 | 20.0550 | P5_1 | 19.9830 | |
| P3_2 | 20.0659 | P4_2 | 20.0465 | P5_2 | 19.9594 | |
| P4_3 | 19.9687 | P5_3 | 20.0544 | |||
| P4_4 | 19.9223 | P5_4 | 19.9860 | |||
| P4_5 | 19.8941 | P5_5 | 20.0681 | |||
| P4_6 | 20.0484 | P5_6 | 19.8980 | |||
| P4_7 | 19.8060 | |||||
| Avg. ± SD | 20.0907 ± 0.0275 | Avg. ± SD | 19.9508 ± 0.0942 | Avg. ± SD | 19.9891 ± 0.0576 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Almazán, M.Á.; Marín, M.; Almazán, J.A.; García-Domínguez, A.; Rubio, E.M. Friction Stir Welding Process Using a Manual Tool on Polylactic Acid Structures Manufactured by Additive Techniques. Appl. Sci. 2025, 15, 8155. https://doi.org/10.3390/app15158155
Almazán MÁ, Marín M, Almazán JA, García-Domínguez A, Rubio EM. Friction Stir Welding Process Using a Manual Tool on Polylactic Acid Structures Manufactured by Additive Techniques. Applied Sciences. 2025; 15(15):8155. https://doi.org/10.3390/app15158155
Chicago/Turabian StyleAlmazán, Miguel Ángel, Marta Marín, Juan Antonio Almazán, Amabel García-Domínguez, and Eva María Rubio. 2025. "Friction Stir Welding Process Using a Manual Tool on Polylactic Acid Structures Manufactured by Additive Techniques" Applied Sciences 15, no. 15: 8155. https://doi.org/10.3390/app15158155
APA StyleAlmazán, M. Á., Marín, M., Almazán, J. A., García-Domínguez, A., & Rubio, E. M. (2025). Friction Stir Welding Process Using a Manual Tool on Polylactic Acid Structures Manufactured by Additive Techniques. Applied Sciences, 15(15), 8155. https://doi.org/10.3390/app15158155