
A Double Closed-Loop Process for Nanoparticle Synthesis via Aerosol Mixing and Venturi Jet Scrubbing





Abstract
1. Introduction
2. Materials, Methods and Experimental Setup
2.1. Chemicals and Reaction Scheme
2.2. Characterisation Techniques
2.3. The Experimental Setup
- -
- A glass vessel, whose upper flange is crossed by a water supply line, a water outlet line and a Venturi nozzle outlet line. From this point on, this vessel will be named the “Venturi vessel” to avoid confusion with the aerosoliser container, called the “atomising vessel”
- -
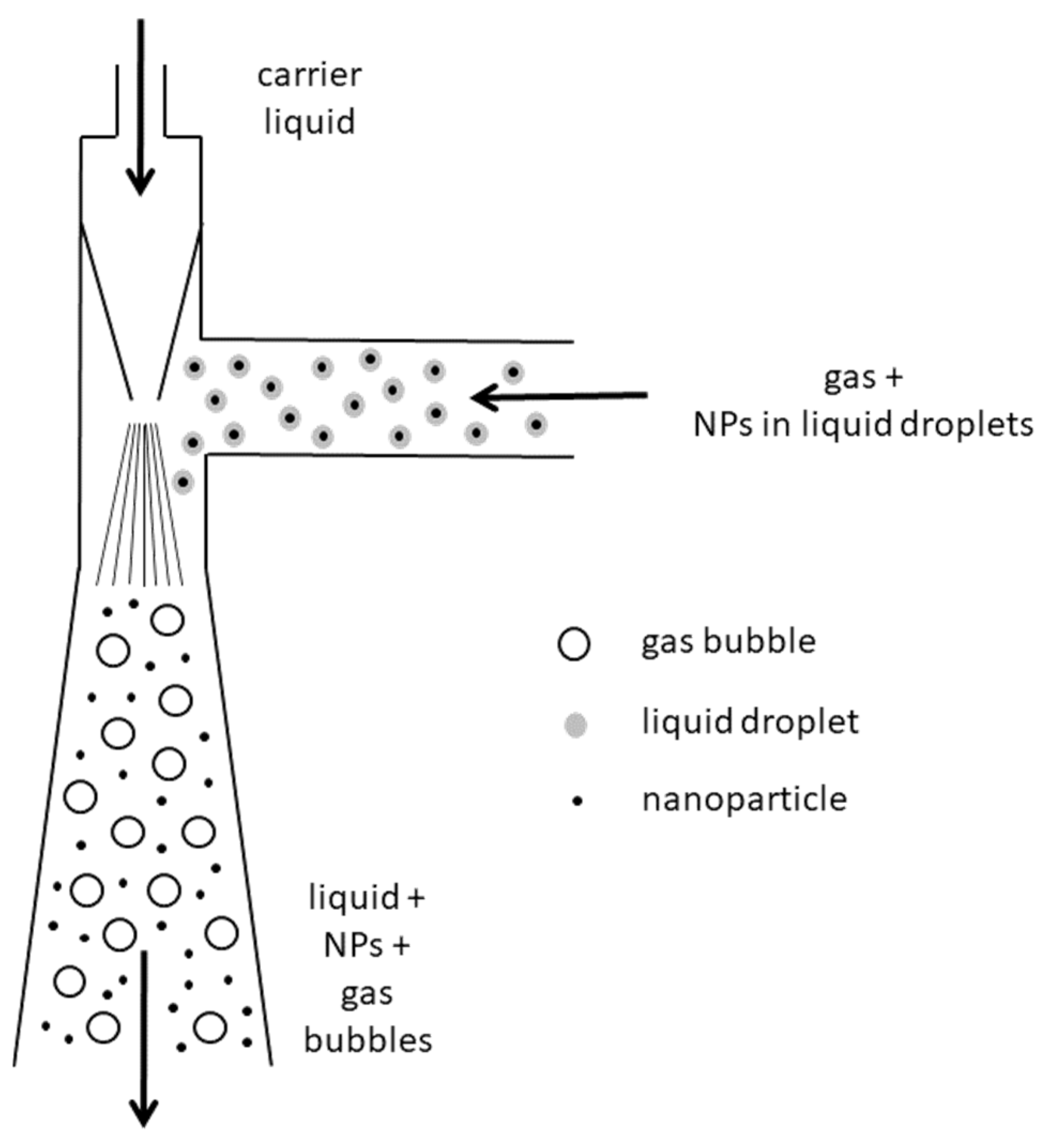
- A Venturi nozzle, whose outlet pipe draws directly into the vessel.
- -
- A five-chamber diaphragm pump (Seaflo, 24 V, 240 W) for circulating the water phase, operating at a maximum outlet pressure of 4 bar. This pump draws water from the vessel and sends it to the Venturi reactor inlet.
- -
- An analogic manometer measuring water pressure at the Venturi reactor inlet;
- -
- Two ultrasonic aerosolisers, each one comprising a reservoir (the atomising vessel) containing chemical reagents A and B indicated in Equation (2), namely one reagent for each aerosoliser, equipped with an inlet and outlet duct. The former receives the outgoing air from the Venturi vessel; the latter conveys the gaseous stream containing the liquid droplets into a T-junction where the outgoing streams from each aerosoliser merge together. This T-shaped device acts as a chemical reactor, promoting the coalescence between droplets containing two different reagents, thus forming bigger droplets containing NPs of the product C.
- -
- A boosting gas compressor (Tungfull Digital Technology, Shenzhen, China, 24 V, 10 W), operating with adjustable flow rate, is located on the gas line between the outlet of the Venturi vessel and the inlet of the two aerosolisers. Its purpose is to improve the circulation of the gas stream by counteracting pressure drops in the gas line. The compressor motor is equipped with a dedicated, custom-made water-cooling coil.
- -
- Two adjustable DC power suppliers (Longwei, LW-K3010D; 0–30 V; 300 W) were adopted. One of the two is used to run the water circulation pump in the Venturi nozzle, while the other powers the boosting compressor mentioned in the previous point.
- -
- One fixed DC power supplier (5 V; 20 W) to power the electrical circuit of each atomiser and the relevant cooling fan.
- -
- A closed-loop water circulation to ensure the operation of the Venturi nozzle, whose sole purpose is to capture the liquid droplets coming from the T-joint and containing NPs of product C;
- -
- A closed-loop gas stream, exiting the vessel and forming two gas currents of equal flow rate entering the aerosolisers.
- -
- One of the two capacitor armatures has been coated with insulation paint to minimise electrical conduction between the armatures and the liquid drops.
- -
- The electrical connections between the armatures and the external circuit were redesigned to make them as far apart as possible. This is to avoid possible short circuits between electric terminals, induced by contact with the conductive solution.
- -
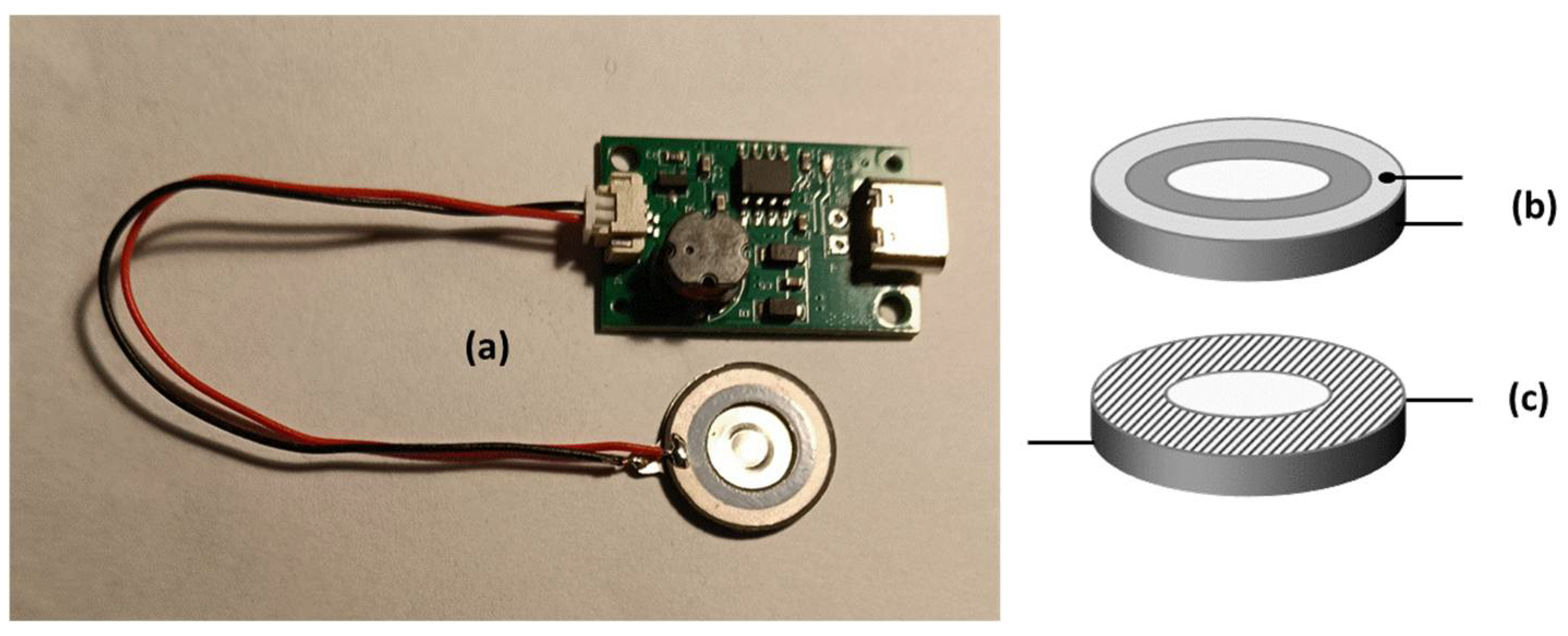
- The driver module of Figure 5a has been mounted on suitable supports connected to heat sinks with forced ventilation, adopting a solution similar to cooling systems for computer CPUs.
3. Results and Discussion
3.1. Synthesis by Direct Ultrasonic Aerosolisation and Comparison with Non-Aerosolised Synthesis
- (1)
- Start the flow of liquid into the Venturi collector circuit, keeping the air compressor supplying the aerosolizers off.
- (2)
- Raise the water pressure at the Venturi nozzle inlet by increasing the supply voltage of the liquid pump, up to a value that allows the Venturi nozzle suction to be triggered. Generally, a liquid pressure of 1.5 bar is sufficient and higher values are useless, as they may overload the liquid pump without increasing the effectiveness of NP abatement.
- (3)
- Turn on the gas compressor and adjust its supply voltage so that the downstream compressor flow rate of gas does not exceed 6 L/min. Higher flow values may interfere with the operation of the Venturi nozzle.
3.2. NP Yield and Related Energy Demand
4. Conclusions
- -
- The use of two closed circuits, both gas- and liquid-tight, allows minimising NP dispersions in the surrounding environment. For this reason, this technique may be advantageously proposed in the synthesis of toxic or noxious NPs.
- -
- As a consequence of the previous point, this synthesis process may be carried out in the presence of an inert gas, as a further possible extension of this method, without the need to replace gas leaks. For this reason, the present process may be economically attractive. Additionally, this aspect is of primary importance in the case of reactive NPs, like non-noble metal NPs, often requiring an inert atmosphere.
- -
- The synthesis of NPs is carried out at room temperature, with positive effects in the synthesis of thermolabile NPs. No additional energy consumption and/or severe experimental conditions were needed, thus fulfilling inherent safety criteria for the process route and operator hazard exposure.
- -
- This technique allowed obtaining inorganic NPs, avoiding contamination by surfactant or capping agents, usually adopted in wet chemical synthesis. For this reason, the present method lends itself to the production of NPs for theranostic uses, where the presence of additional compounds on the NPs’ surfaces is often undesired.
- -
- All other conditions being equal, especially in the absence of capping agents, the NPs synthesised here by direct aerosolisation proved to have a diameter dispersion narrower than those obtained by a wet chemical method based on liquid mixing.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pasman, H.J.; Sripaul, E.; Khan, F.; Fabiano, B. Energy transition technology comes with new process safety challenges and risks—What does it mean? Process Saf. Prog. 2024, 43, 226–230. [Google Scholar]
- Thirumalaivasan, N.; Gopi, S.; Karthik, K.; Nangan, S.; Kanagaraj, K.; Rajendran, S. Nano-PCM materials: Bridging the gap in energy storage under fluctuating environmental conditions. Process Saf. Environ. Prot. 2024, 189, 1003–1021. [Google Scholar]
- Martinelli, A.; Ryan, D.; Sereni, J.; Ritter, C.; Leineweber, A.; Čurlík, I.; Freccero, R.; Giovannini, M. Magnetic phase separation in the EuPdSn2 ground state. J. Mater. Chem. C 2023, 11, 7641–7653. [Google Scholar]
- Freccero, R.; Choi, S.H.; Solokha, P.; De Negri, S.; Takeuchi, T.; Hirai, S.; Mele, P.; Saccone, A. Synthesis, crystal structure and physical properties of Yb2Pd3Ge5. J. Alloys Compd. 2019, 783, 601–607. [Google Scholar]
- Reverberi, A.P.; D’Addona, D.M.; Bruzzone, A.A.G.; Teti, R.; Fabiano, B. Nanotechnology in machining processes: Recent advances. Procedia CIRP 2019, 79, 3–8. [Google Scholar]
- Kulandaivel, S.; Samykano, M.; Keng, N.W.; Rajamony, R.K.; Suraparaju, S.K.; Sofiah, A.G.N.; Kalidasan, B. Nanotechnology revolutionizing heat transfer: A review of nanofluid research and applications. Malays. J. Chem. 2024, 26, 192–210. [Google Scholar]
- Rashid, E.U.; Nawaz, S.; Munawar, J.; Sarker, A.; Hussain, S.; Iqbal, H.M.N.; Bilal, M. Organic and inorganic nanoparticles. In Smart Polymer Nanocomposites; Ali, N., Bilal, M., Khan, A., Nguyen, T.A., Gupta, R.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; pp. 93–119. [Google Scholar]
- Pugazhendhi, A.; Vasantharaj, S.; Sathiyavimal, S.; Raja, R.K.; Karuppusamy, I.; Narayanan, M.; Kandasamy, S.; Brindhadevi, K. Organic and inorganic nanomaterial coatings for the prevention of microbial growth and infections on biotic and abiotic surfaces. Surf. Coat. Technol. 2021, 425, 127739. [Google Scholar]
- Sargin, I. Polymer–silver composites for food packaging. In Nanostructured Materials for Food Packaging Applications; Jacob, J., Cacciotti, I., Thomas, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2024; pp. 323–344. [Google Scholar]
- Liong, M.; Lu, J.; Kovochich, M.; Xia, T.; Ruehm, S.G.; Nel, A.E.; Tamanoi, F.; Zink, J.I. Multifunctional inorganic nanoparticles for imaging, targeting, and drug delivery. ACS Nano 2008, 2, 889–896. [Google Scholar]
- Bhatti, R.; Shakeel, H.; Malik, K.; Qasim, M.; Khan, M.A.; Ahmed, N.; Jabeen, S. Inorganic nanoparticles: Toxic effects, mechanisms of cytotoxicity and phytochemical interactions. Adv. Pharm. Bull. 2022, 12, 757–762. [Google Scholar]
- Wu, Z.; Yang, S.; Wu, W. Shape control of inorganic nanoparticles from solution. Nanoscale 2016, 8, 1237–1259. [Google Scholar]
- Gaur, J.; Kumar, S.; Pal, M.; Kaur, H.; Batoo, K.M.; Momoh, J.O.; Supreet. Current trends: Zinc oxide nanoparticles preparation via chemical and green method for the photocatalytic degradation of various organic dyes. Hybrid Adv. 2024, 5, 100128. [Google Scholar]
- Bigdeli, M.B.; Tsai, P.A. Making photonic crystals via evaporation of nanoparticle-laden droplets on superhydrophobic microstructures. Langmuir 2020, 36, 4835–4841. [Google Scholar] [PubMed]
- Kumari, S.; Raturi, S.; Kulshrestha, S.; Chauhan, K.; Dhingra, S.; Andras, K.; Thu, K.; Khargotra, R.; Singh, T. A comprehensive review on various techniques used for synthesizing nanoparticles. J. Mater. Res. Technol. 2023, 27, 1739–1763. [Google Scholar]
- Rahli, F.; Chentouf, H.; Terbeche, R.; Chougrani, S.; Djemah, C. Biosynthesis of silver nanoparticles by using Fusarium oxysporum and their therapeutic applications. J. Appl. Nat. Sci. 2022, 14, 1141–1151. [Google Scholar]
- Reverberi, A.P.; Vocciante, M.; Salerno, M.; Soda, O.; Fabiano, B. A sustainable, top-down mechanosynthesis of carbohydrate-functionalized silver nanoparticles. React. Chem. Eng. 2022, 7, 888–897. [Google Scholar]
- Reverberi, A.P.; Vocciante, M.; Salerno, M.; Ferretti, M.; Fabiano, B. Green synthesis of silver nanoparticles by low-energy wet bead milling of metal spheres. Materials 2020, 13, 63. [Google Scholar]
- Chiarioni, A.; Reverberi, A.P.; Fabiano, B.; Dovì, V.G. An improved model of an ASR pyrolysis reactor for energy recovery. Energy 2006, 31, 2460–2468. [Google Scholar]
- Banjara, R.A.; Kumar, A.; Aneshwari, R.K.; Satnami, M.L.; Sinha, S.K. A comparative analysis of chemical vs. green synthesis of nanoparticles and their various applications. Environ. Nanotechnol. Monit. Manag. 2024, 22, 100988. [Google Scholar]
- Melo, A.A.; Rodrigues, E.P.; Vasconcelos, J.S.; Medeiros, E.S.; Oliveira, L.C.; Lima, A.M.N. Dielectric function of gold nanoparticles synthesized using Camellia sinensis extract. Plasmonics 2023, 18, 529–540. [Google Scholar]
- Aliwarga, B.S.; Muhammad, K.; Asri, L.A.T.W.; Wibowo, A. Microwave-assisted synthesis of silver nanoparticles using extract of unbaked cilembu sweet potato. J. Phys. Conf. Ser. 2024, 2866, 012002. [Google Scholar]
- Okonkwo, O.; Dhawan, S.; Biswas, P. Controlled synthesis of alumina in a spray flame aerosol reactor. J. Am. Ceram. Soc. 2022, 105, 1481–1490. [Google Scholar]
- Zhou, L.; Li, C.; Chen, Y.; Liu, H.; Lin, M.; Duan, J.; Wang, W. Novel Venturi injector reactor design with multiple inlets in ammonia–nitrogen wastewater. Sep. Purif. Technol. 2025, 363, 132062. [Google Scholar]
- Mao, S.; Liu, Y.; Zhang, T.; Li, X. Nano-CaCO3 synthesis by jet-reactor from calcium carbide slag. Mater. Res. Express 2020, 7, 115003. [Google Scholar]
- Van Dierendonck, L.L.; Zahradník, J.; Linek, V. Loop Venturi reactor-A feasible alternative to stirred tank reactors? Ind. Eng. Chem. Res. 1998, 37, 734–738. [Google Scholar]
- Wang, W.; Zhou, L.; Li, C.; Li, G.; Chen, Y.; Pan, Q.; Yu, Z.; Dong, Y.; Duan, J. Novel Venturi injector reactor design and application in ammonia nitrogen wastewater treatment. J. Water Process Eng. 2024, 68, 106352. [Google Scholar]
- Huang, R.; Lin, M.; Tian, B.; Xiao, C. A venturi reactor with an excellent mass transfer performance for carbon dioxide capture. J. Environ. Manag. 2024, 360, 121144. [Google Scholar]
- Zu, M.; Lin, M.; Huang, R.; Tian, B.; Xiao, C. Mass transfer enhancement for simultaneous desulfurization and denitrification by a venturi reactor. J. Environ. Chem. Eng. 2024, 12, 113216. [Google Scholar]
- Tram, N.X.T. Synthesis and characterization of calcite nano-particle derived from cockle shell for clinical application. ASEAN Eng. J. 2020, 10, 49–54. [Google Scholar]
- Mosaheb, M.U.F.Z.; Banaszak Holl, M.M.; Tha, K.K.; Abidin, S.A.Z.; Chowdhury, E.H. Fabrication and characterization of calcium carbonate nanoparticles for delivery of doxorubicin in breast cancer cells. J. Drug Deliv. Sci. Technol. 2025, 109, 106979. [Google Scholar]
- Nallasamy, P.; Natarajan, S. Folic acid receptor conjugated mesoporous CaCO3 nanoformulation for the therapeutic potential against lung carcinoma. J. Drug Deliv. Sci. Technol. 2024, 92, 105392. [Google Scholar]
- Huang, H.; Zhang, W.; Liu, Z.; Guo, H.; Zhang, P. Smart responsive-calcium carbonate nanoparticles for dual-model cancer imaging and treatment. Ultrasonics 2020, 108, 106198. [Google Scholar] [PubMed]
- Chen, X.; Bi, J.; Zhang, H.; Yuan, M.; Wang, J.; Hu, N. NIR-responsive CaCO3@ BMP-2/PDA nanocomposite for multifunctional therapy in periodontitis. Colloids Surf. A Physicochem. Eng. Asp. 2025, 713, 136520. [Google Scholar]
- Mahmoud, U.M.; Aly, A.A.; Ismail, M.N. Preparing calcium carbonate nanoparticles from biomass waste and its application as fire-retardant agent. Egypt. J. Chem. 2023, 66, 1111–1115. [Google Scholar]
- Rezk, R.A.; Abdel-Salam, Z.; Abdel Ghany, N.A.; Abdelkreem, M.; Abdel-Harith, M. LIBS and pXRF validation for the removal of Pb by bio-CaCO3 nanoparticles from contaminated water. SN Appl. Sci. 2022, 4, 151. [Google Scholar]
- Beolchini, F.; Pagnanelli, F.; Reverberi, A.P.; Vegliò, F. Copper biosorption onto Rhizopus oligosporus: PH-edge tests and related kinetic and equilibrium modeling. Ind. Eng. Chem. Res. 2003, 42, 4881–4887. [Google Scholar]
- Ozdemir, O.; Karakashev, S.I.; Nguyen, A.V.; Miller, J.D. Adsorption of carbonate and bicarbonate salts at the air–brine interface. Int. J. Miner. Process. 2006, 81, 149–158. [Google Scholar]
- Du, H.; Liu, J.; Ozdemir, O.; Nguyen, A.V.; Miller, J.D. Molecular features of the air/carbonate solution interface. J. Colloid Interface Sci. 2008, 318, 271–277. [Google Scholar]
- Besenhard, M.O.; Baber, R.; LaGrow, A.P.; Mazzei, L.; Thanh, N.T.K.; Gavriilidis, A. New insight into the effect of mass transfer on the synthesis of silver and gold nanoparticles. CrystEngCom M 2018, 20, 7082–7093. [Google Scholar]
- Sun, H.; Wu, Y.; Feng, Q.; Qiu, X.; Sun, L.; Yang, H. Rapid in-droplet tri-fluid micromixing and concentration gradient generation for nanoparticle synthesis. Colloids Surf. A Physicochem. Eng. Asp. 2025, 708, 135983. [Google Scholar]
- Kašpar, O.; Koyuncu, A.H.; Pittermannová, A.; Ulbrich, P.; Tokárová, V. Governing factors for preparation of silver nanoparticles using droplet-based microfluidic device. Biomed. Microdevices 2019, 21, 88. [Google Scholar]
- Amoyav, B.; Benny, O. Controlled and tunable polymer particles’ production using a single microfluidic device. Appl. Nanosci. 2018, 8, 905–914. [Google Scholar]
- Park, M.; Kim, S.; Jung, J.H.; Seo, T.S. Synthesis of MoS2 nanoparticles grown on crumpled 3D graphene microballs using a microfluidic droplet generator. Carbon Lett. 2021, 31, 831–836. [Google Scholar]
- Saqib, M.; Tufan, Y.; Cemre Orsel, Z.; Ercan, B.; Erdem, E.Y. Biocompatible Janus microparticle synthesis in a microfluidic device. Biomed. Microdevices 2024, 26, 31. [Google Scholar]
- Politova-Brinkova, N.I.; Tsibranska-Gyoreva, S.R.; Tcholakova, S.S.; Denkov, N.D.; Danner, T. Preparation of TiO2 nanoparticle aggregates and capsules by the ‘Two-Emulsion Method’. Colloids Interfaces 2020, 4, 57. [Google Scholar]
- Debecker, D.P.; Le Bras, S.; Boissière, C.; Chaumonnot, A.; Sanchez, C. Aerosol processing: A wind of innovation in the field of advanced heterogeneous catalysts. Chem. Soc. Rev. 2018, 47, 4112—4155. [Google Scholar]
- Fathi, A.; Ahmadi, M.; Madrakian, T.; Afkhami, A.; Asadi, S. A multi-nebulizer-based aerosol-assisted system for the synthesis of magnetic iron mixed metal oxides nanoparticles (MFe2O4, M = Fe2+, Ni2+, Mn2+, Co2+, Zn2+). Chem. Pap. 2023, 77, 6933–6946. [Google Scholar]
- Soliwoda, K.; Rosowski, M.; Tomaszewska, E.; Tkacz-Szczesna, B.; Celichowski, G.; Psarski, M.; Grobelny, J. Synthesis of monodisperse gold nanoparticles via electrospray-assisted chemical reduction method in cyclohexane. Colloids Surf. A Physicochem. Eng. Asp. 2015, 482, 148–153. [Google Scholar]
- Wang, J.; Meng, Q.; Zhang, Q. Aerosol-assisted synthesis of mesoporous Cu/ZnO–ZrO2 catalyst with highly selective photothermal CO2 reduction to methanol. Dalton Trans. 2023, 52, 6019–6028. [Google Scholar]
- Hurain, S.S.; Habib, A.; Hussain, S.M.; Ul-Haq, N. Ultrasound-assisted synthesis of titania nanoparticles, characterization of their thin films, and activity in photooxidation of -β-naphthol. J. Electron. Mater. 2015, 44, 4622–4627. [Google Scholar]
- Bhadiyadra, K.; Jong, S.C.; Ong, D.E.L.; Doh, J.-H. Trends and opportunities for greener and more efficient microbially induced calcite precipitation pathways: A strategic review. Geotech. Res. 2024, 11, 161–185. [Google Scholar]
- Wu, F.; Zhou, Z.; Hicks, A.L. Life cycle impact of titanium dioxide nanoparticle synthesis through physical, chemical, and biological routes. Environ. Sci. Technol. 2019, 53, 4078–4087. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Setup Component | Set Value |
|---|---|
| Venturi vessel total volume | 1000 [cm3] |
| Liquid holdup inside the vessel | 500 [cm3] |
| Total circulating liquid volume V0 | 600 [cm3] |
| Maximum liquid holdup in each atomiser | 20 [cm3] |
| Liquid pressure at the Venturi reactor inlet | 1.5 [bar] |
| Volumetric gas flow rate at a single aerosoliser inlet | 50 [cm3/s] |
| Na2CO3 and CaCl2 concentration in aerosolisers | C0; C0/4 [M] |
| Sample Type | Synthesis Method | Precursors Concentrations |
|---|---|---|
| AER-1 | Direct aerosolisation | 0.472 M |
| AER-2 | Direct aerosolisation | 0.118 M |
| STR-1 | Impulsive mixing in stirred tank | 0.472 M |
| STR-2 | Impulsive mixing in stirred tank | 0.118 M |
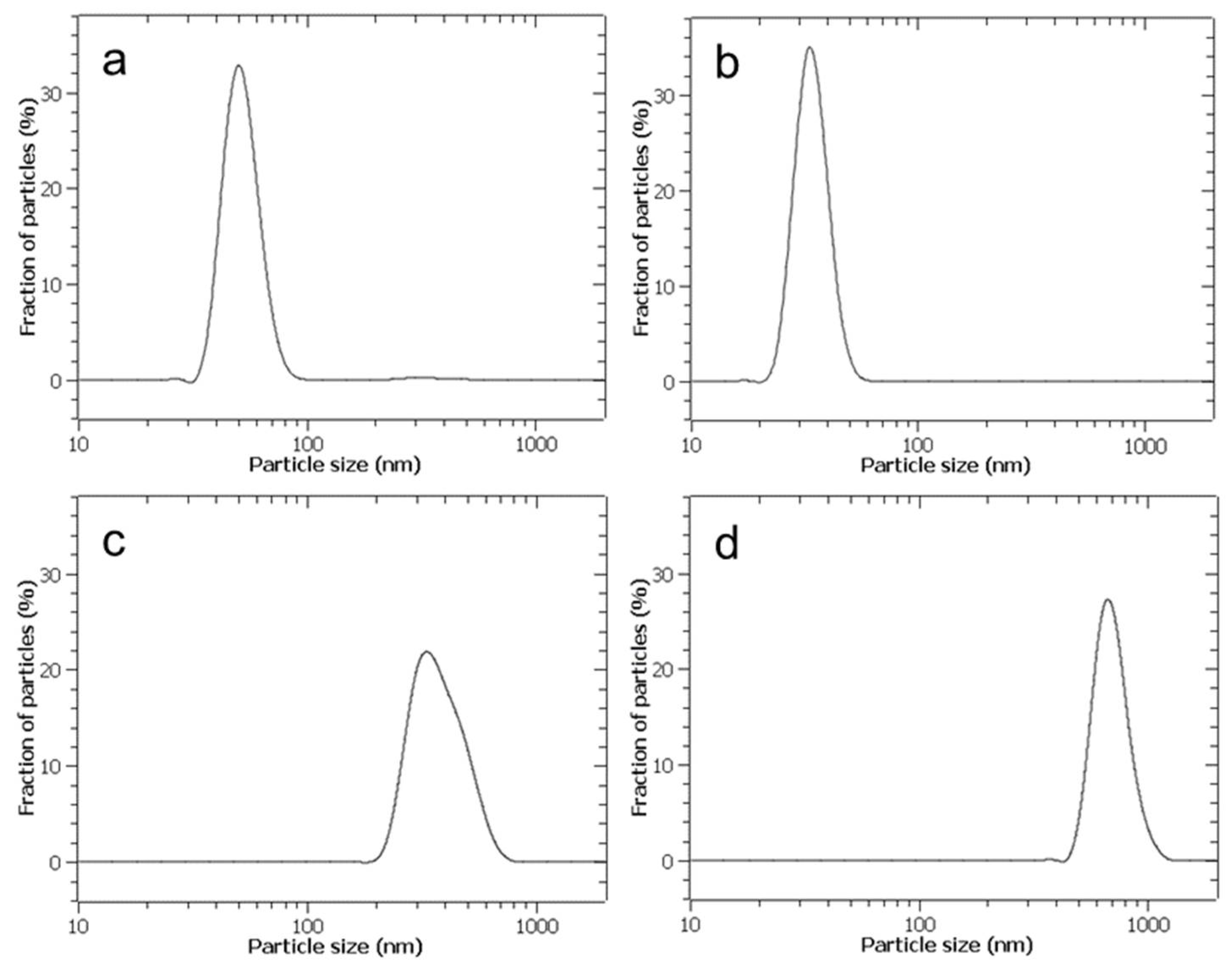
| Sample Type | Average Diameter (nm) | Standard Deviation (nm) |
|---|---|---|
| AER-1 | 34 | 6 |
| AER-2 | 52 | 9 |
| STR-1 | 342 (microparticles) | 105 |
| STR-2 | 697 (microparticles) | 118 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fabiano, B.; Salerno, M.; Vocciante, M.; Soda, O.; Reverberi, A.P. A Double Closed-Loop Process for Nanoparticle Synthesis via Aerosol Mixing and Venturi Jet Scrubbing. Appl. Sci. 2025, 15, 7693. https://doi.org/10.3390/app15147693
Fabiano B, Salerno M, Vocciante M, Soda O, Reverberi AP. A Double Closed-Loop Process for Nanoparticle Synthesis via Aerosol Mixing and Venturi Jet Scrubbing. Applied Sciences. 2025; 15(14):7693. https://doi.org/10.3390/app15147693
Chicago/Turabian StyleFabiano, Bruno, Marco Salerno, Marco Vocciante, Omar Soda, and Andrea Pietro Reverberi. 2025. "A Double Closed-Loop Process for Nanoparticle Synthesis via Aerosol Mixing and Venturi Jet Scrubbing" Applied Sciences 15, no. 14: 7693. https://doi.org/10.3390/app15147693
APA StyleFabiano, B., Salerno, M., Vocciante, M., Soda, O., & Reverberi, A. P. (2025). A Double Closed-Loop Process for Nanoparticle Synthesis via Aerosol Mixing and Venturi Jet Scrubbing. Applied Sciences, 15(14), 7693. https://doi.org/10.3390/app15147693