
Discrete Element Simulation Parameter Calibration of Wheat Straw Feed Using Response Surface Methodology and Particle Swarm Optimization–Backpropagation Hybrid Algorithm

Abstract
1. Introduction
2. Materials and Methods
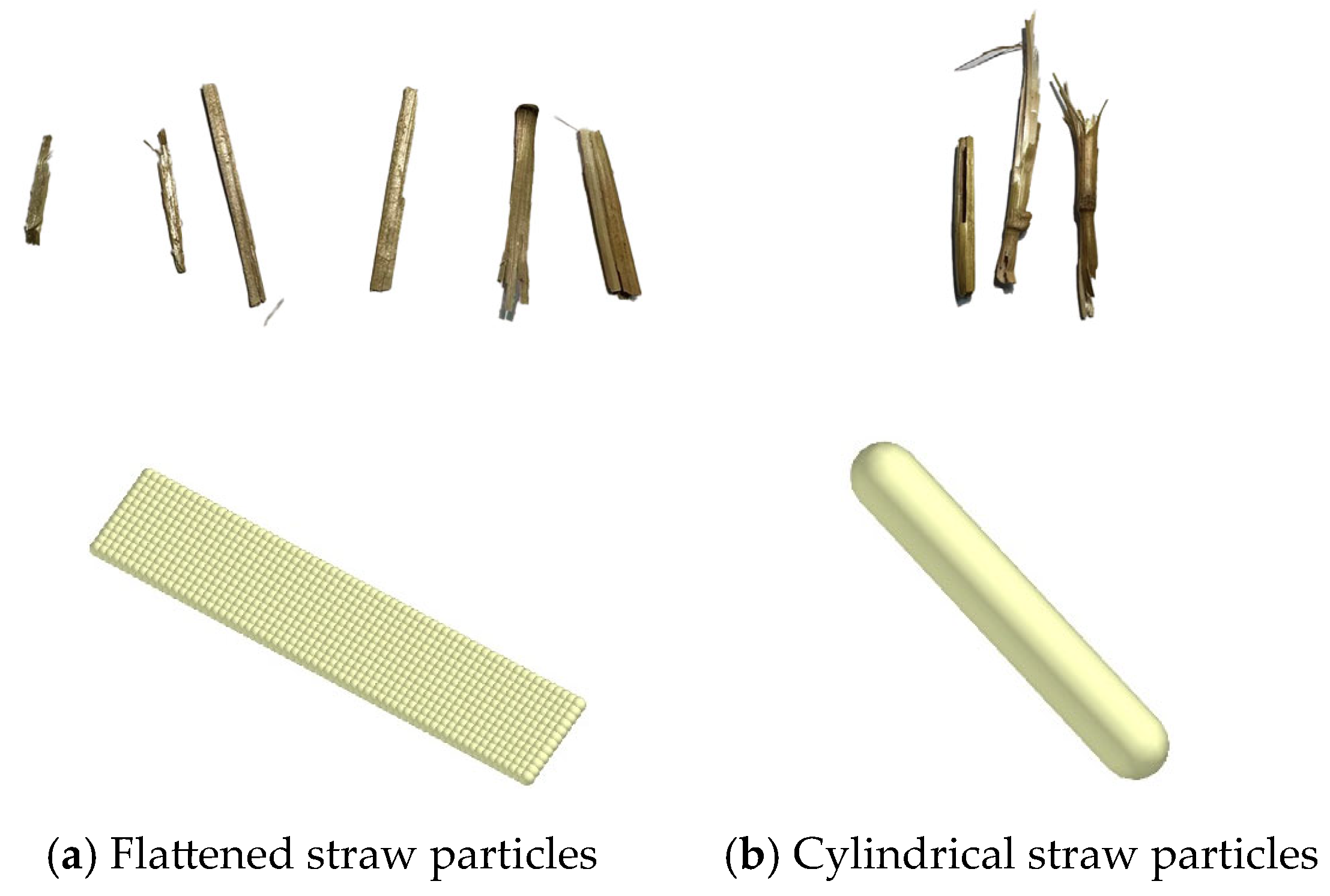
2.1. Test Samples
2.2. Characterization of Material Properties
2.2.1. Geometric Properties
2.2.2. Moisture Content
- Sample Preparation:The feedstock was ground into homogeneous particles (passed through a 40-mesh sieve) and thoroughly mixed to minimize hygroscopic or dehydrative effects during handling.
- Weighing:A pre-dried weighing dish (with lid) was tared and recorded (W1). Subsequently, 2–5 g of sample was added and precisely weighed to 0.0001 g (W2) using a BSA3202S electronic analytical balance.
- Drying:The uncovered dish was placed in a preheated oven (Model 101 Electric Blast Drying Oven) at 105 °C for 4 h. After drying, the dish was immediately sealed and transferred to a desiccator for cooling to room temperature (~30 min).
- Constant Mass Verification:The cooled sample was reweighed (W3).The drying–cooling–weighing cycle was repeated at 1 h intervals until successive weight differences were ≤0.05%.
- Calculation:Moisture content (MC) was calculated as
- 6.
- Final Moisture ContentTen parallel trials were conducted, with results summarized in Table 2. The final moisture content of the wheat straw feedstock was determined to be 11.59%.
2.2.3. Bulk Density Determination
- Sample Preparation:
- 2.
- Container Filling:
- 3.
- Weighing and Calculation:
- 4.
- Finalized Bulk Density
2.2.4. Determination of Friction Coefficients

2.2.5. Determination of Restitution Coefficient
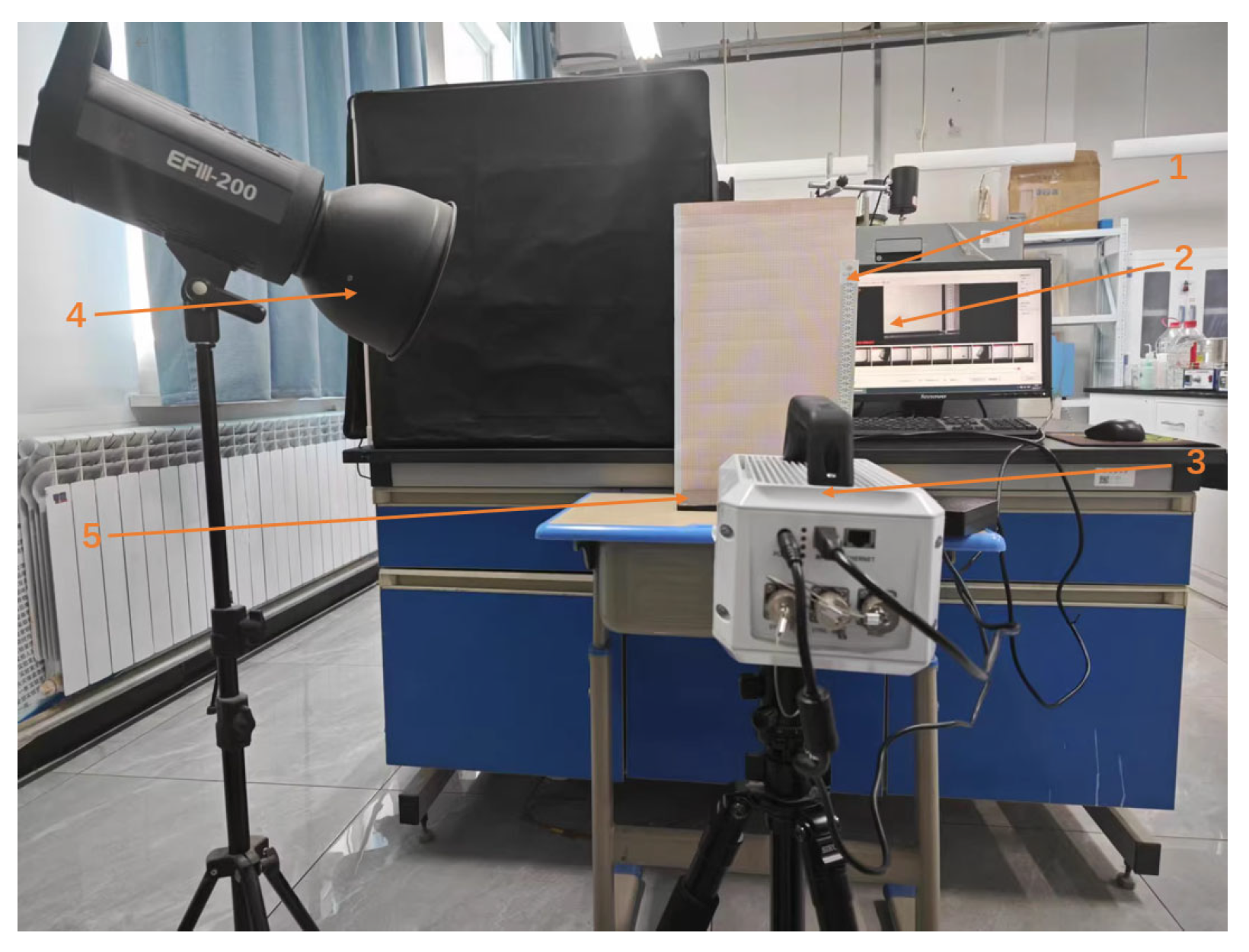
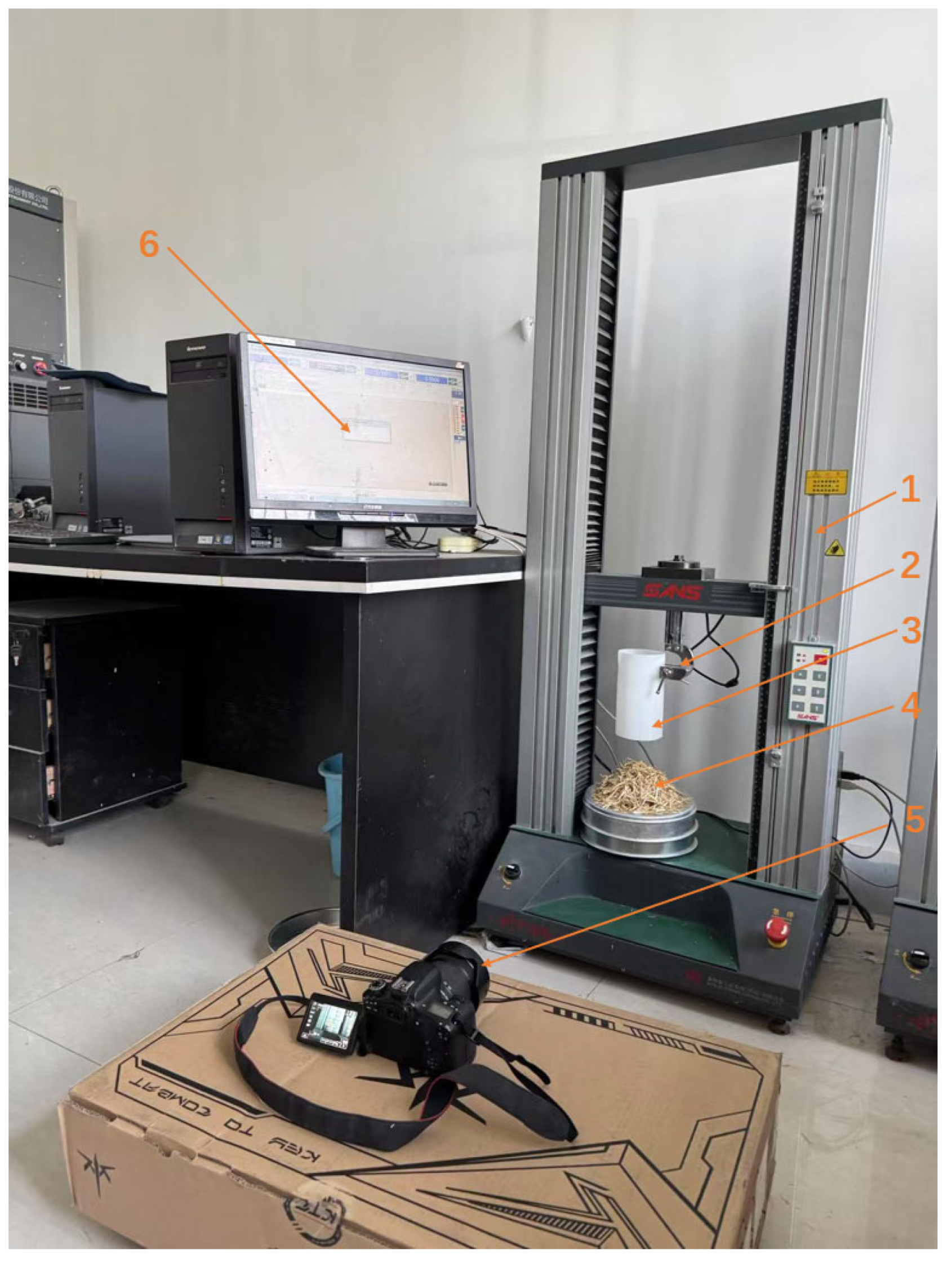
2.2.6. Determination of the Angle of Repose
- Binarization: An iterative threshold segmentation algorithm was applied to generate binary images (Figure 5c), isolating the pile from the background.
- Boundary Extraction: The bwperim function detected the pile perimeter, followed by morphological filling (imfill function) to eliminate internal noise and obtain a continuous closed boundary (Figure 5d).
- Slope Calculation: Boundary coordinates extracted using Origin’s Digitizer tool were linearly fitted, and the repose angle was derived from the slope of the fitted line.
2.3. Establishment of Material Simulation Models
2.3.1. Creation of Particle and Experimental Setup Models
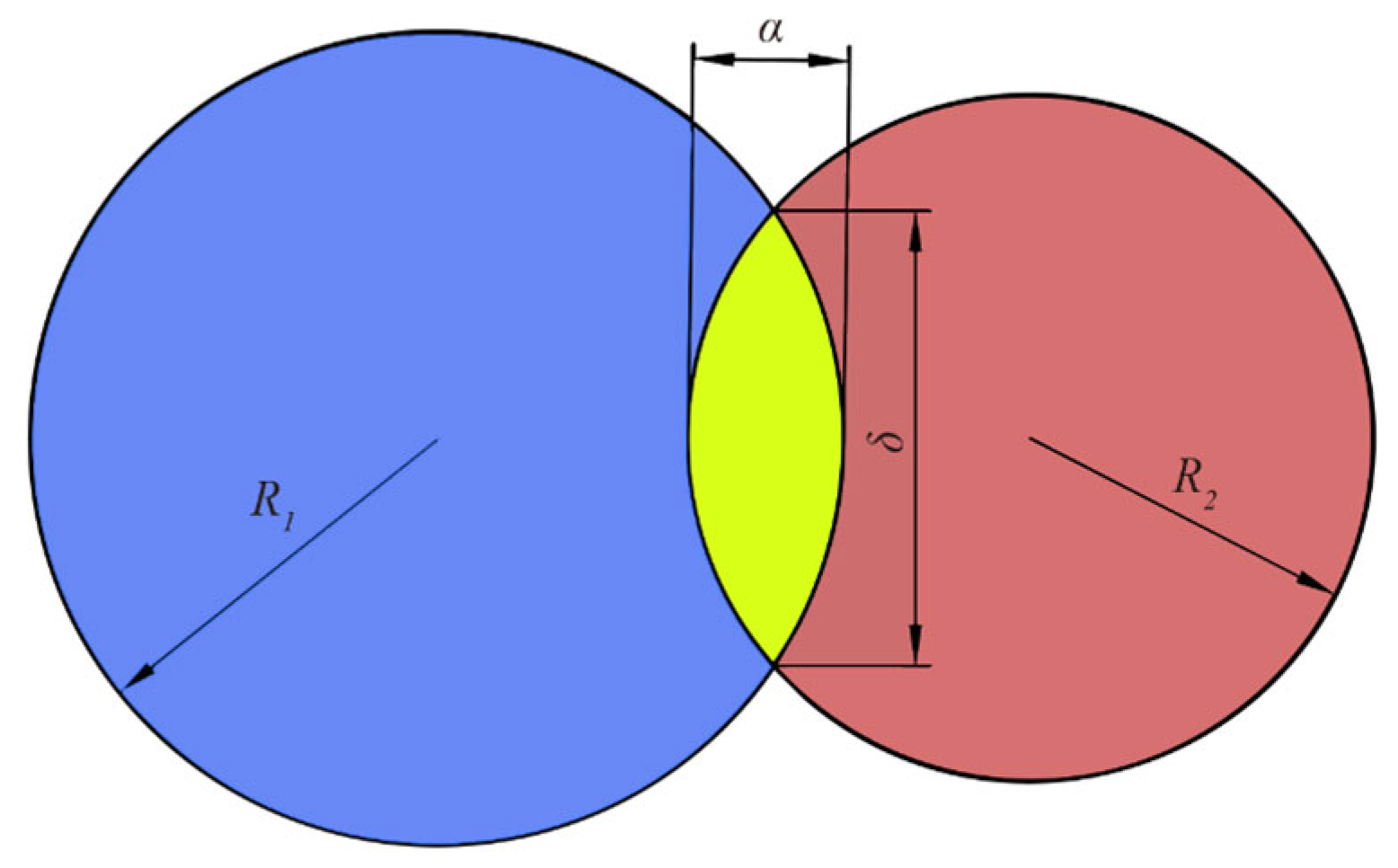
2.3.2. Contact Model Setup
2.3.3. Selection of Simulation Parameters
3. Results and Discussion of RSM Experiments
3.1. Plackett–Burman Design and Significance Analysis
3.2. Steepest Ascent Test Design
3.3. Central Composite Response Surface Design
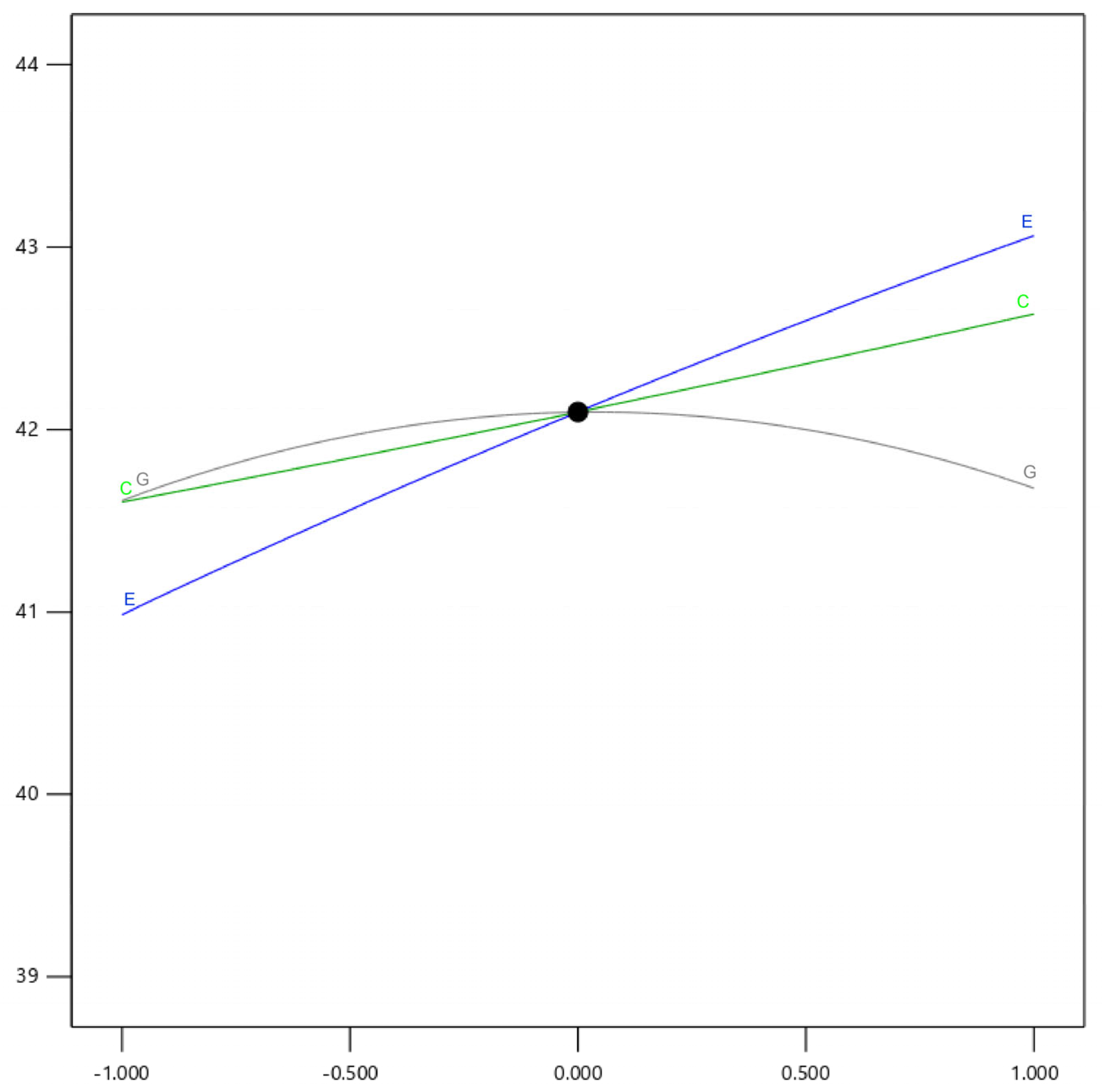
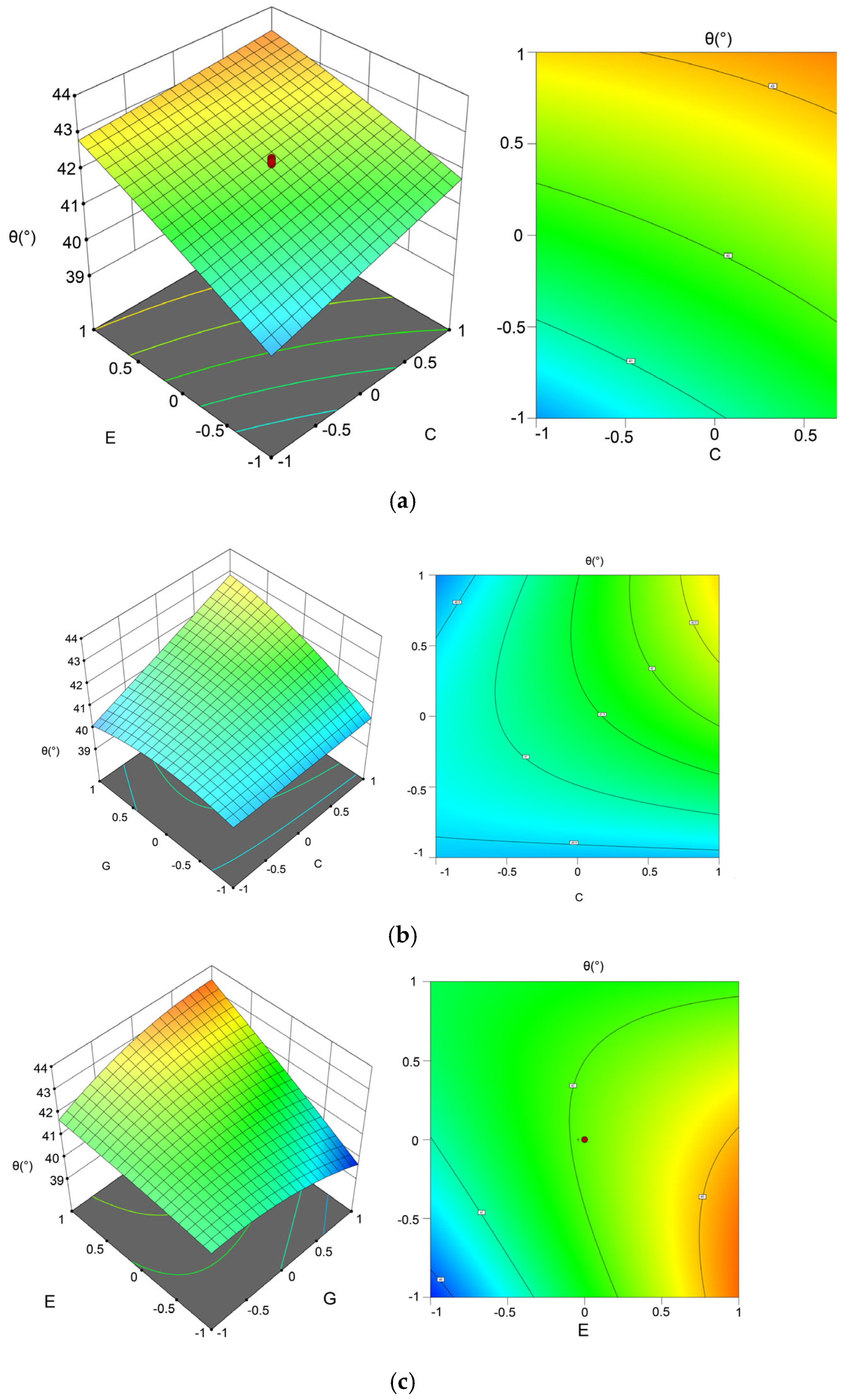
3.4. Interaction Effects of the Regression Model
- Rolling friction governs local particle rearrangement by dictating energy dissipation during granular adjustments [24].
- Static friction at the straw–steel interface modulates substrate support strength, stabilizing interfacial interactions [25].
- JKR surface energy regulates interparticle adhesion, with cohesive forces dominating at finer scales [26].
- Subcritical Regime: Increased adhesion enhances interparticle cohesion, reducing flowability and elevating the repose angle.
- Supercritical Regime: Excessive agglomeration forms large particle clusters, restructuring the pile geometry and paradoxically improving flowability, thereby decreasing the repose angle.
3.5. Parameter Optimization via RSM Results
- Kinetic friction coefficient between wheat straw particles: 0.19;
- Static friction coefficient between wheat straw and steel plate: 0.47;
- JKR surface energy: 0.04 J/m2.
4. PSO Based on the PSO-BP Model
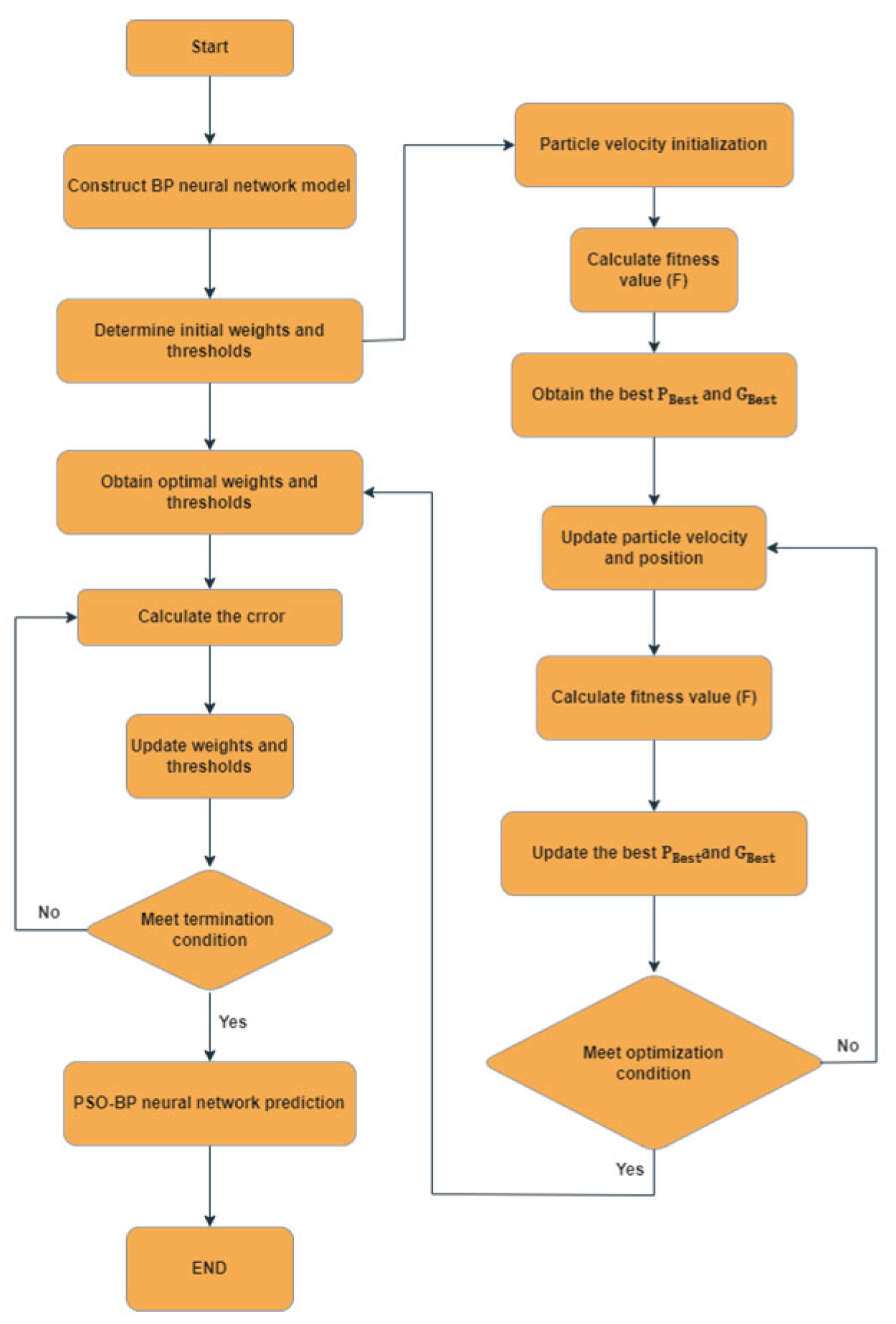
4.1. PSO-BP Description
- Individual Experience Memory Mechanism: Retention of the particle’s historical optimal position (pbest).
- Swarm Information Sharing Mechanism: Tracking of the swarm’s global optimal position (gbest).
- Motion Inertia Preservation Mechanism: Balancing exploration (global search) and exploitation (local refinement) through velocity damping [30].
- Adaptive Parameter Adjustment: Reduces dependency on initial values by dynamically tuning learning rates and momentum terms.
- Balanced Search Strategy: Maintains equilibrium between local refinement (exploitation) and global exploration via velocity-controlled particle dynamics.
- Enhanced Robustness and Generalization: Improves tolerance to noisy or incomplete datasets while minimizing overfitting risks.
4.2. PSO-BP Model Development
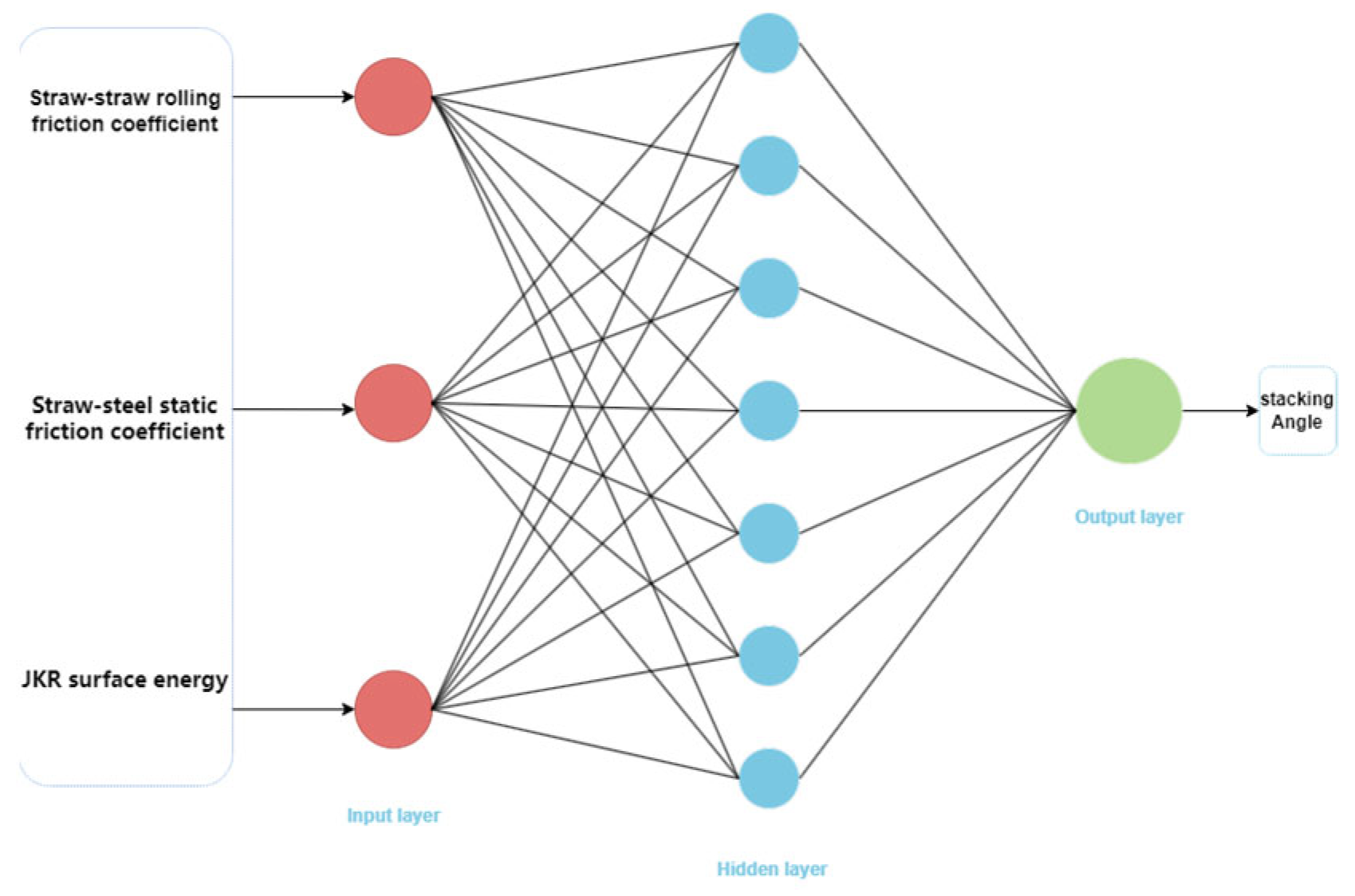
- Data preprocessing and model construction: First, normalize the input data. Subsequently, construct a backpropagation neural network (BPNN) model, define its network topology (including the number of nodes in the input layer, hidden layer, and output layer), and randomly initialize the connection weights and neuron thresholds.
- PSO hyperparameter configuration: Set key operational parameters for the particle swarm optimization (PSO) algorithm, including maximum iteration count, particle population size (m), individual cognitive factor (c1), social learning factor (c2), and inertia weight coefficient controlling search capability.
- Particle swarm initialization: Randomly generate initial positions of the particle swarm within the solution space dimensions corresponding to the BPNN parameters to be optimized (i.e., all weights and thresholds). Simultaneously, assign initial velocities to each particle and constrain their velocity variation range (setting maximum and minimum velocity values).
- Initial fitness evaluation: Initiate the PSO process. Based on each particle’s initial position (representing a set of BPNN parameters), compute its corresponding fitness value (typically the reciprocal or negative value of BPNN prediction error on the validation set). Evaluate the quality of the solution represented by each particle according to this fitness value.
- Enter the iterative loop process. In each iteration:
- 6.
- Constructing the optimization model: Populate the BP neural network model built in Step 1 with the optimal combination of weight and threshold parameters output from the PSO process, thereby obtaining the enhanced-performance PSO-BP hybrid prediction model.
4.3. Model Parameter Setting and Data Processing
4.3.1. Data Preparation and Preprocessing
- This study used the key significant parameters screened by the central composite response surface experiments in Table 10 as the total data (23 sets), performing stratified random sampling into training, validation, and test sets [34]. The training set was used for model parameter learning, the validation set was used for hyperparameter tuning and preventing overfitting, and the test set was used for the final generalization capability evaluation. Among these, the training set comprised 17 sets, the validation set 3 sets, and the test set 3 sets, accounting for approximately 70%, 15%, and 15% of the total data, respectively.
- Data normalization
4.3.2. Network Architecture Design
- BP Neural Network Architecture Determination
- 2.
- Regularization Configuration
4.3.3. Key Parameter Configuration for PSO Algorithm
- Swarm size: 50 particles;
- Maximum iterations: 100;
- Learning factors: c1 = 2.0 → 1.5 (dynamic decay), c2 = 1.5 → 2.0 (dynamic increment);
- Maximum velocity: Vmax = 0.2;
- Inertia weight: w = 0.9 → 0.4 (linear decay).
4.4. Model Evaluation Metrics
4.5. Results and Analysis
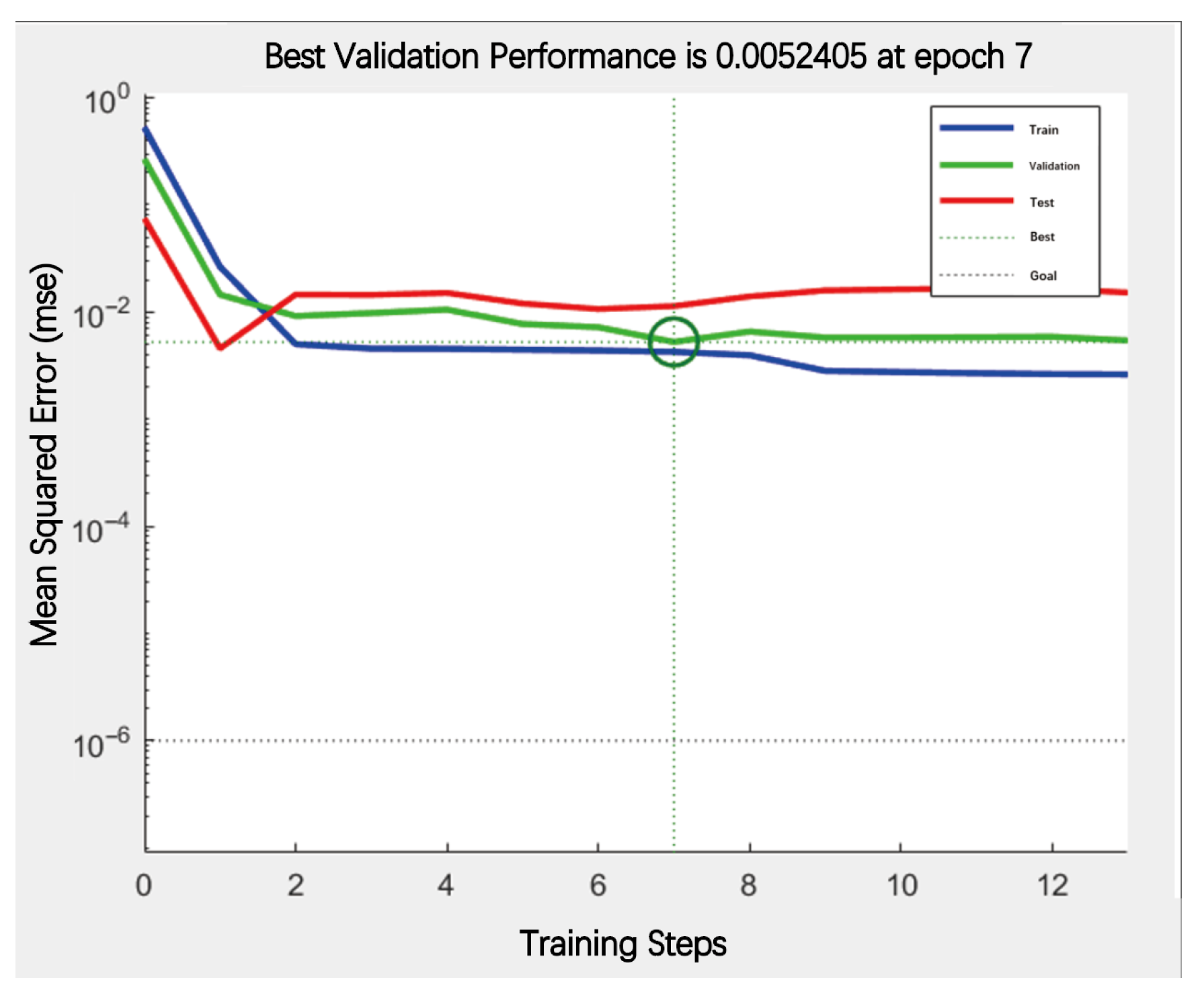
4.5.1. MSE Evaluation of the PSO-PB Model
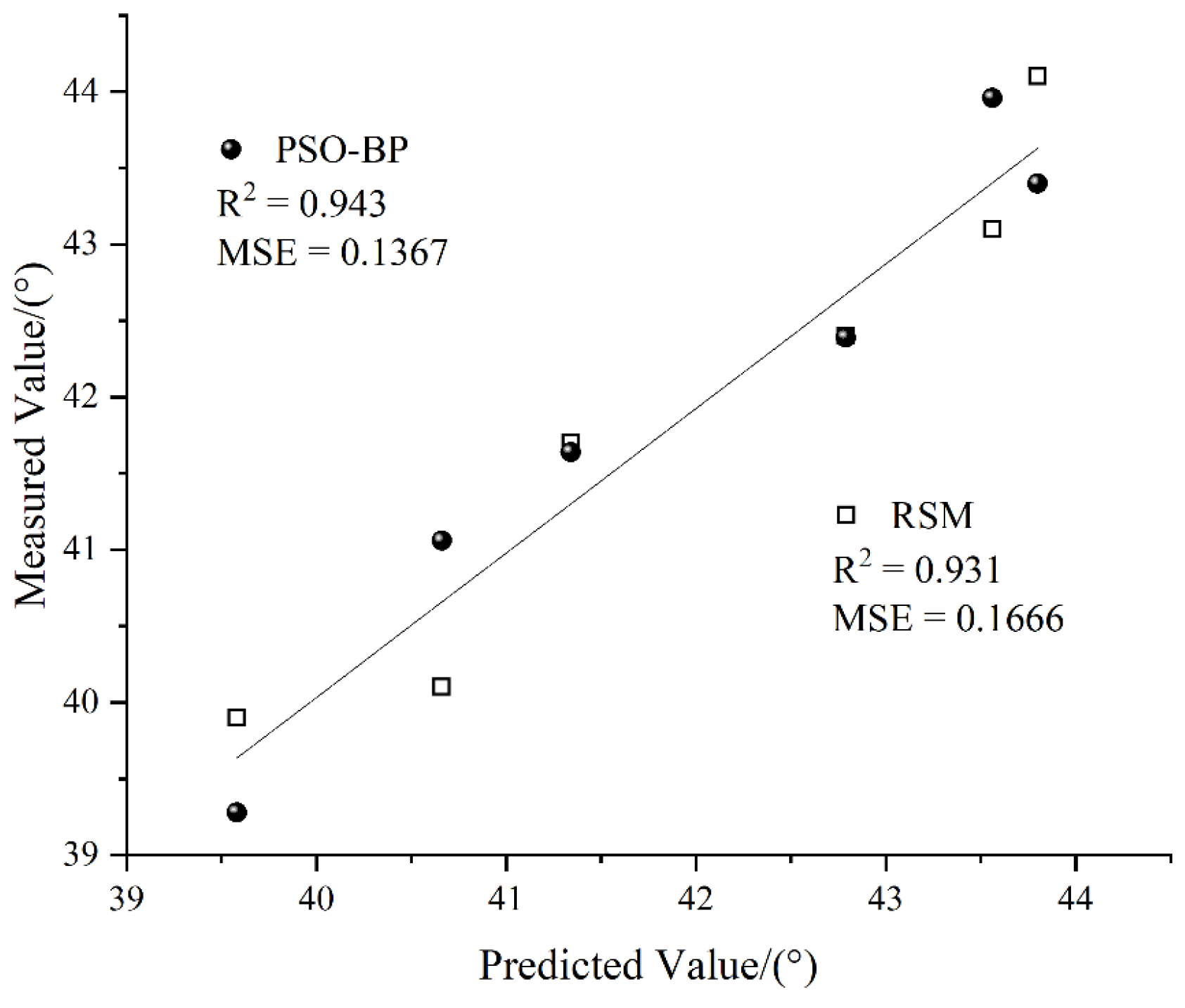
4.5.2. PSO-BP Model Correlation Coefficient Evaluation
4.5.3. PSO-PB Parameter Optimization
- Kinetic friction coefficient (straw–straw): 0.17;
- Static friction coefficient (straw–steel): 0.46;
- JKR surface energy: 0.03 J/m2.
4.5.4. Comparison of RSM and PSO-BP Optimization Methods
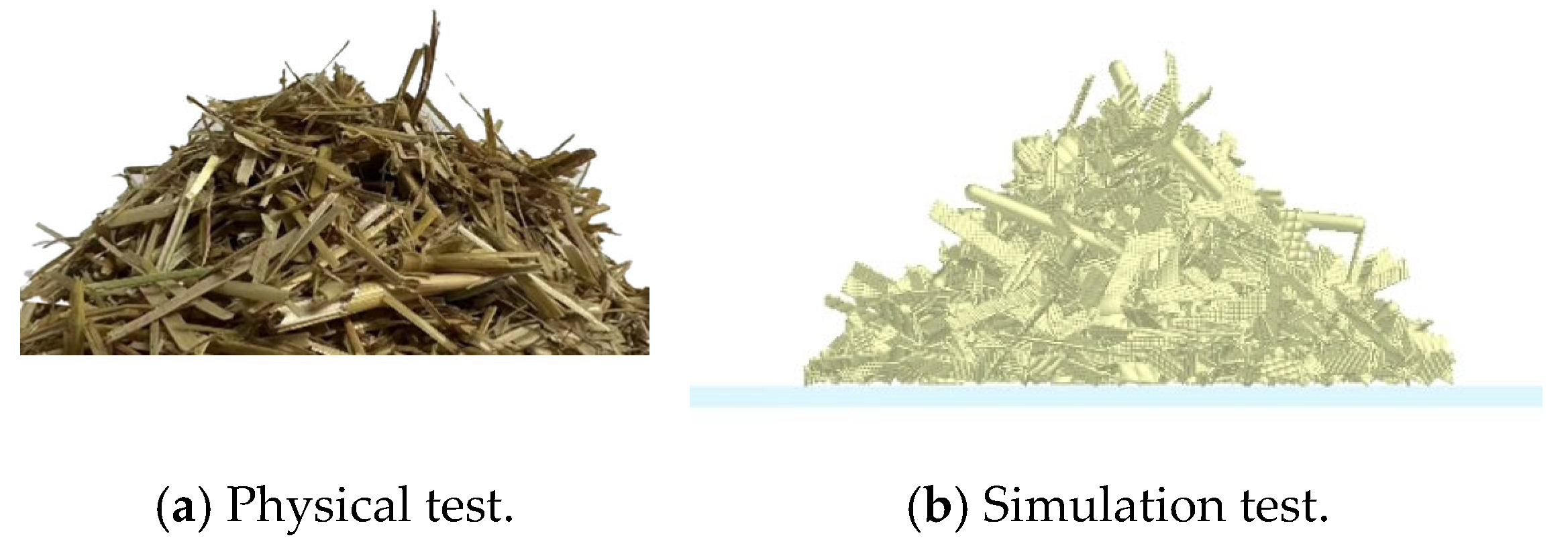
4.5.5. Discrete Element Simulation Verification Experiment
5. Conclusions
- Systematically measured eight key physical parameters of wheat straw forage (moisture content 11.59%, bulk density 45.82 kg/m3, friction coefficient, restitution coefficient, etc.), establishing the first discrete element basic characteristic database for long-fiber materials, filling the gap in this field.
- Established a discrete element simulation model based on the Hertz–Mindlin with JKR cohesion contact model. Using PB experiments and steepest ascent tests, three significant parameters affecting the angle of repose were screened. Central composite response surface design in RSM was employed for experimental analysis, further optimizing the significant parameters. Optimized results: dynamic friction coefficient between wheat straw forage particles = 0.19, static friction coefficient between wheat straw forage and steel plate = 0.47, JKR surface energy = 0.04 J/m2. The simulated wheat straw angle of repose was 40.95°, with a relative error of 3.2% compared to the actual physical angle of repose.
- Intelligent calibration innovation: We proposed a PSO-BP fusion optimization framework, utilizing swarm intelligence algorithms to globally search neural network weights. This solved the problem of traditional RSM easily falling into local optima during high-dimensional nonlinear optimization. We obtained optimal parameters: dynamic friction coefficient between wheat straw forage particles = 0.17; static friction coefficient between wheat straw forage and steel plate = 0.46; and JKR surface energy = 0.03 J/m2. The simulated angle of repose was 41.67°, with a relative error of 1.5% compared to the actual angle of repose.
- Accuracy and efficiency breakthrough: The PSO-BP model reduced the angle of repose prediction error to 1.5% (versus 3.2% for RSM), representing a 53.13% error reduction. Optimized parameters can be directly imported into EDEM software to guide feeding machinery design. Expected to reduce blockage failures by approximately 20%.
- Although this study achieved breakthroughs in static parameter calibration for wheat straw (error reduced by 53.13%), limitations remain, such as weak environmental adaptability and insufficient real-time performance. Future work will extend the research to materials like corn straw and rice straw through dynamic compensation model development, algorithm hardware acceleration, and multi-crop validation. A cloud platform for straw material calibration will be established to enhance the framework’s engineering universality and promote field application. Ultimately, a full-chain solution of “parameter calibration–simulation optimization–equipment control” will be built to support intelligent upgrading in animal husbandry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cheng, M.; Yao, W. Trend prediction of carbon peak in China’s animal husbandry based on the empirical analysis of 31 provinces in China. Environ. Dev. Sustain. 2024, 26, 2017–2034. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, H.; Li, C.; Liu, H.; Fang, X.; Wu, M.; Lv, J. Identification of the soil physicochemical and bacterial indicators for soil organic carbon and nitrogen transformation under the wheat straw returning. PLoS ONE 2024, 19, e0299054. [Google Scholar] [CrossRef] [PubMed]
- Sufyan, A.; Ahmad, N.; Shahzad, F.; Embaby, M. Improving the nutritional value and digestibility of wheat straw, rice straw, and corn cob through solid state fermentation using different Pleurotus species. J. Sci. Food Agric. 2022, 102, 2445–2453. [Google Scholar] [CrossRef]
- Guo, J.; Lyu, J. The digital economy and agricultural modernization in China: Measurement, mechanisms, and implications. Sustainability 2024, 16, 4949. [Google Scholar] [CrossRef]
- Zhao, J.J.; Zhang, G.C.; Wu, H.; Li, X.C.; Zhang, Q.; Lou, Y.Z.; Li, H.Q.; Xu, B.; Mu, G. Calibration and simulation of discrete element contact parameters for Ruditapes philippinarum shallow-sea aquaculture substrates. Trans. Chin. Soc. Agric. Eng. 2025, 41, 295–304. [Google Scholar]
- Sun, J.B.; Liu, Q.; Yang, F.Z.; Liu, Z.J.; Wang, Z. Calibration of discrete element simulation parameters for interaction between loess plateau slope soil and rotary tillage components. Trans. China Soc. Agric. Mach. 2022, 53, 63–73. [Google Scholar]
- Du, C.; Han, D.; Song, Z.; Chen, Y.; Chen, X.; Wang, X. Calibration of contact parameters for complex shaped fruits based on discrete element method: The case of pod pepper (Capsicum annuum). Biosyst. Eng. 2023, 226, 43–54. [Google Scholar] [CrossRef]
- Li, X.; Du, Y.; Liu, L.; Zhang, Y.; Guo, D. Parameter calibration of corncob based on DEM. Adv. Powder Technol. 2022, 33, 103699. [Google Scholar] [CrossRef]
- Ding, X.T.; Li, K.; Hao, W.; Yang, Q.C.; Yan, F.X.; Cui, Y.J. Calibration of camellia seed simulation parameters based on RSM and GA-BP-GA optimization. Trans. Chin. Soc. Agric. Mach. 2023, 54, 139–150. [Google Scholar]
- Wang, X.M.; Lyu, J.X.; Li, X.J.; Wu, Y.Q.; Li, X.G.; Hao, X.F.; Qiao, J.Z.; Xu, K. Moisture content prediction in drying process of impregnated bamboo bundles based on PSO-BP neural network model. Sci. Silvae Sin. 2025, 61, 187–198. [Google Scholar]
- Li, H.; Wu, M.; Wu, J.; Wan, J.; He, Y.; Ding, Y.; Liu, J. The Effect of Dietary Zinc Oxide Nanoparticles on Growth Performance, Zinc in Tissues, and Immune Response in the Rare Minnow (Gobiocypris rarus). Aquac. Nutr. 2024, 2024, 9553278. [Google Scholar] [CrossRef] [PubMed]
- GB/T 6435-2014; Determination of Moisture in Feedstuffs. Standardization Administration of China (SAC): Beijing, China, 2014.
- NY/T 1881.6-2010; Test Methods for Densified Biomass Fuel. Ministry of Agriculture and Rural Affairs of China: Beijing, China, 2010.
- Huo, L.; Meng, H.; Tian, Y.; Zhao, L.; Hou, S. Experimental study on physical property of smashed crop straw. Trans. Chin. Soc. Agric. Eng. 2012, 28, 189–195. [Google Scholar]
- Trüe, M.; Böttcher, R.; Faßhauer, O.; Aman, S.; Van Wachem, B.; Müller, P. Comparison of measurement systems for free fall tests and calculations of the coefficient of restitution. Meas. Sci. Technol. 2018, 29, 105403. [Google Scholar] [CrossRef]
- Ma, D.; Shi, S.; Hou, J.; Zhou, J.; Li, H.; Li, J. Calibration and Experimentation of Discrete Elemental Model Parameters for Wheat Seeds with Different Filled Particle Radii. Appl. Sci. 2024, 14, 2075. [Google Scholar] [CrossRef]
- Boac, J.M.; Ambrose, R.P.K.; Casada, M.E.; Maghirang, R. Applications of discrete element method in modeling of grain postharvest operations. Food Eng. Rev. 2014, 6, 128–149. [Google Scholar] [CrossRef]
- Qin, D.; Li, M.; Wang, T.; Chen, J.; Wu, H. Design and mechanical properties of negative poisson’s ratio structure-based topology optimization. Appl. Sci. 2023, 13, 7728. [Google Scholar] [CrossRef]
- Xu, T.; Gou, Y.; Huang, D.; Yu, J.; Li, C.; Wang, C. Modeling and Parameter Selection of the Corn Straw–Soil Composite Model Based on the DEM. Agriculture 2024, 14, 2075. [Google Scholar] [CrossRef]
- Schramm, M.; Tekeste, M.Z. Wheat straw direct shear simulation using discrete element method of fibrous bonded model. Biosyst. Eng. 2022, 213, 1–12. [Google Scholar] [CrossRef]
- Shi, Y.W.; Niu, X.X.; Yang, H.M.; Chu, M.; Wang, N.; Bao, H.F.; Zhan, F.Q.; Yang, R.; Lpu, K. Optimization of the fermentation media and growth conditions of Bacillus velezensis BHZ-29 using a Plackett–Burman design experiment combined with response surface methodology. Front. Microbiol. 2024, 15, 1355369. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, H.; Wang, F.; Lian, Z. Parameter calibration of discrete element model for alfalfa seeds based on EDEM simulation experiments. Int. J. Agric. Biol. Eng. 2024, 17, 33–38. [Google Scholar] [CrossRef]
- Yuan, J.; Wang, J.; Li, H.; Qi, X.; Wang, Y.; Li, C. Optimization of the cylindrical sieves for separating threshed rice mixture using EDEM. Int. J. Agric. Biol. Eng. 2022, 15, 236–247. [Google Scholar] [CrossRef]
- Song, X.; Dai, F.; Zhang, F.; Wang, D.; Liu, Y. Calibration of DEM models for fertilizer particles based on numerical simulations and granular experiments. Comput. Electron. Agric. 2023, 204, 107507. [Google Scholar] [CrossRef]
- Li, Y.; Wei, D.; Zhang, N.; Fuentes, R. Effect of basal friction on granular column collapse. Granul. Matter 2024, 26, 62. [Google Scholar] [CrossRef]
- Teng, Y.L.; Wu, X.L.; Yang, S.P.; Li, S.H.; Zhang, C.Q. Calibration and verification of DEM parameters for asphalt mixture based on experimental design method and bulk experiments. Part. Sci. Technol. 2025, 43, 327–337. [Google Scholar] [CrossRef]
- Yang, L.; Chen, W.; Kan, Z.; Meng, H.; Qi, J. Parameter calibration for discrete element simulation of Leymus chinensis seeds based on RSM optimization. Sci. Rep. 2025, 15, 7947. [Google Scholar] [CrossRef]
- Jain, M.; Saihjpal, V.; Singh, N.; Singh, S.B. An overview of variants and advancements of PSO algorithm. Appl. Sci. 2022, 12, 8392. [Google Scholar] [CrossRef]
- Tharwat, A.; Schenck, W.A. conceptual and practical comparison of PSO-style optimization algorithms. Expert Syst. Appl. 2021, 167, 114430. [Google Scholar] [CrossRef]
- Wang, M.; Lu, Z.; Wan, W.; Zhao, Y. A calibration framework for the microparameters of the DEM model using the improved PSO algorithm. Adv. Powder Technol. 2021, 32, 358–369. [Google Scholar] [CrossRef]
- Ma, X.; Guo, M.; Tong, X.; Hou, J.; Liu, H.; Ren, H. Calibration of small-grain seed parameters based on a BP neural network: A case study with red clover seeds. Agronomy 2023, 13, 2670. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, L.; Gao, P.; Yang, B.; Han, Y.; Lian, C. Short-term power generation forecasting of a photovoltaic plant based on PSO-BP and GA-BP neural networks. Front. Energy Res. 2022, 9, 824691. [Google Scholar] [CrossRef]
- Li, S.; Fan, Z. Evaluation of urban green space landscape planning scheme based on PSO-BP neural network model. Alex. Eng. J. 2022, 61, 7141–7153. [Google Scholar] [CrossRef]
- Wang, P.; Qiao, H.; Feng, Q.; Xue, C.; Zhang, Y. Water resistance prediction of magnesium oxychloride cement concrete based on PSO-BPNN model. J. Build. Mater. 2024, 27, 189–196. [Google Scholar]
- Su, R.; Ge, Y.; Lin, Y. Temperature-compensated hollow-core fiber Fabry-Perot strain sensor based on optimized PSO-BP. Acta Phys. Sin. 2025, 74, 1–20. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Fraction | Upper Sieve | Middle Sieve | Lower Sieve |
|---|---|---|---|
| Size range (mm) | >40 | 20 ≤ particle size ≤ 40 | <20 |
| Mean size (mm) | 45 | 26 | 9 |
| Mass percentage (%) | 18.07% | 45.22% | 36.71% |
| Hollow straws (proportion) | 1/3 | 1/4 | 0 |
| Flattened straws (proportion) | 2/3 | 3/4 | 1 |
| Sample No | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Moisture Content (%) | 12.42 | 11.57 | 11.85 | 11.93 | 12.73 | 11.03 | 10.83 | 11.52 | 10.83 | 11.21 |
| Sample No | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Density (kg/m3) | 45.18 | 45.72 | 47.40 | 44.77 | 45.17 | 46.32 | 45.38 | 46.55 | 45.85 | 11.21 |
| Parameter | Value/Range |
|---|---|
| Wheat straw feed | |
| Density (kg/m3) | 45.82 |
| Poisson’s ratio | 0.3 |
| Shear modulus (MPa) | 1 |
| Steel plate | |
| Density (kg/m3) | 7850 |
| Poisson’s ratio | 0.3 |
| Shear modulus (GPa) | 75 |
| Inter-particle interactions | |
| Coefficient of restitution (straw–straw) | 0.25–0.33 |
| Static friction coefficient (straw–straw) | 0.46–0.62 |
| Rolling friction coefficient (straw–straw) | 0.14–0.29 |
| Coefficient of restitution (straw–steel) | 0.41–0.54 |
| Coefficient of restitution (straw–steel) | 0.43–0.53 |
| Rolling friction coefficient (straw–steel) | 0.11–0.27 |
| JKR surface energy (J/m2) | 0.01–0.11 |
| Test Parameters | Low Level (−1) | High Level (+1) |
|---|---|---|
| Straw–straw coefficient of restitution A | 0.25 | 0.33 |
| Straw–straw static friction coefficient B | 0.46 | 0.62 |
| Straw–straw rolling friction coefficient C | 0.14 | 0.29 |
| Straw–steel coefficient of restitution D | 0.41 | 0.54 |
| Straw–steel static friction coefficient E | 0.43 | 0.53 |
| Straw–steel rolling friction coefficient F | 0.11 | 0.27 |
| JKR surface energy (J·m2) G | 0.01 | 0.11 |
| Erial Number | Test Parameters | Stacking Angle/(°) | ||||||
|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | ||
| 1 | 1 | 1 | 1 | −1 | −1 | −1 | 1 | 47.62 |
| 2 | −1 | −1 | −1 | −1 | −1 | −1 | −1 | 38.93 |
| 3 | −1 | 1 | −1 | 1 | 1 | −1 | 1 | 44.74 |
| 4 | 1 | 1 | −1 | −1 | −1 | 1 | −1 | 35.38 |
| 5 | 1 | 1 | −1 | 1 | 1 | 1 | −1 | 40.58 |
| 6 | 1 | −1 | −1 | −1 | 1 | −1 | 1 | 44.90 |
| 7 | −1 | 1 | 1 | 1 | −1 | −1 | −1 | 40.71 |
| 8 | 1 | −1 | 1 | 1 | −1 | 1 | 1 | 49.25 |
| 9 | −1 | 1 | 1 | −1 | 1 | 1 | 1 | 52.18 |
| 10 | 1 | −1 | 1 | 1 | 1 | −1 | −1 | 46.35 |
| 11 | −1 | −1 | −1 | 1 | −1 | 1 | 1 | 38.86 |
| 12 | −1 | −1 | 1 | −1 | 1 | 1 | −1 | 44.51 |
| Parameters | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | p-Value | Significance Ranking |
|---|---|---|---|---|---|---|
| Models | 241.21 | 7 | 34.64 | 6.52 | 0.0446 * | |
| A | 1.44 | 1 | 1.44 | 0.2716 | 0.6298 | 4 |
| B | 0.2107 | 1 | 0.2107 | 0.0399 | 0.8515 | 8 |
| C | 115.51 | 1 | 115.51 | 21.86 | 0.0095 ** | 1 |
| D | 0.7651 | 1 | 0.7651 | 0.1448 | 0.7229 | 5 |
| E | 42.23 | 1 | 42.23 | 7.99 | 0.0475 * | 3 |
| F | 0.5167 | 1 | 0.5167 | 0.0978 | 0.7701 | 6 |
| G | 80.55 | 1 | 80.55 | 15.25 | 0.0175 * | 2 |
| Serial Number | Factors | Stacking Angle/(°) | Relative Error/% | ||
|---|---|---|---|---|---|
| C | E | G | |||
| 1 | 0.14 | 0.43 | 0.01 | 39.20 | 7.32% |
| 2 | 0.17 | 0.45 | 0.03 | 41.5 | 1.89% |
| 3 | 0.20 | 0.47 | 0.05 | 43.80 | 3.55% |
| 4 | 0.23 | 0.49 | 0.07 | 46.1 | 8.98% |
| 5 | 0.26 | 0.51 | 0.09 | 48.3 | 14.18% |
| 6 | 0.29 | 0.53 | 0.11 | 50.6 | 19.62% |
| Coding | Factors | ||
|---|---|---|---|
| C | E | G | |
| −1.68179 | 0.14 | 0.43 | 0.01 |
| −1 | 0.155 | 0.44 | 0.02 |
| 0 | 0.17 | 0.45 | 0.03 |
| 1 | 0.185 | 0.46 | 0.04 |
| 1.68179 | 0.20 | 0.47 | 0.05 |
| Serial Number | Factors | Stacking Angle/(°) | ||
|---|---|---|---|---|
| C’ | E’ | G’ | ||
| 1 | 0 | 0 | 0 | 42.30 |
| 2 | −1 | −1 | 1 | 40.00 |
| 3 | 0 | 0 | 0 | 42.35 |
| 4 | −1 | 1 | −1 | 43.80 |
| 5 | 1 | −1 | 1 | 43.01 |
| 6 | 0 | 0 | 0 | 42.01 |
| 7 | 0 | 0 | 0 | 41.54 |
| 8 | 0 | −1.68179 | 0 | 40.04 |
| 9 | 1.68179 | 0 | 0 | 42.79 |
| 10 | 0 | 1.68179 | 0 | 43.56 |
| 11 | 1 | 1 | −1 | 43.00 |
| 12 | 0 | 0 | 0 | 42.01 |
| 13 | −1 | −1 | −1 | 39.58 |
| 14 | 0 | 0 | 0 | 42.22 |
| 15 | 0 | 0 | 1.68179 | 40.66 |
| 16 | −1.68179 | 0 | 0 | 41.34 |
| 17 | 0 | 0 | 0 | 42.20 |
| 18 | 0 | 0 | −1.68179 | 40.79 |
| 19 | 1 | −1 | −1 | 39.92 |
| 20 | 1 | 1 | 1 | 43.02 |
| 21 | 0 | 0 | 0 | 42.02 |
| 22 | −1 | 1 | 1 | 40.95 |
| 23 | 0 | 0 | 0 | 42.25 |
| Source of Variance | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 31.12 | 9 | 3.46 | 64.26 | <0.0001 | significant |
| C | 3.65 | 1 | 3.65 | 67.80 | <0.0001 | |
| E | 14.72 | 1 | 14.72 | 273.62 | <0.0001 | |
| G | 0.0156 | 1 | 0.0156 | 0.2897 | 0.5995 | |
| CE | 0.5408 | 1 | 0.5408 | 10.05 | 0.0074 | |
| CG | 3.84 | 1 | 3.84 | 71.30 | <0.0001 | |
| EG | 5.02 | 1 | 5.02 | 93.38 | <0.0001 | |
| C2 | 0.0075 | 1 | 0.0075 | 0.1397 | 0.7146 | |
| E2 | 0.0822 | 11 | 0.0822 | 1.53 | 0.2382 | |
| G2 | 3.25 | 1 | 3.25 | 60.33 | <0.0001 | |
| Residuals | 0.6995 | 13 | 0.0538 | |||
| Misfit | 0.2139 | 5 | 0.0428 | 0.7048 | 0.6360 | Not significant |
| Error | 0.4856 | 8 | 0.0607 | |||
| Total | 31.82 | 22 |
| Parameter | Original | Range Normalized |
|---|---|---|
| Straw–straw rolling friction coefficient | [0.14, 0.20] | [0, 1] |
| Straw–steel static friction coefficient | [0.43, 0.47] | [0, 1] |
| JKR surface energy (J·m2) | [0.01, 0.05] | [0, 1] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Z.; Li, H.; Shi, X.; Kong, L.; Tian, X.; An, S.; Feng, B.; Ma, J. Discrete Element Simulation Parameter Calibration of Wheat Straw Feed Using Response Surface Methodology and Particle Swarm Optimization–Backpropagation Hybrid Algorithm. Appl. Sci. 2025, 15, 7668. https://doi.org/10.3390/app15147668
Hu Z, Li H, Shi X, Kong L, Tian X, An S, Feng B, Ma J. Discrete Element Simulation Parameter Calibration of Wheat Straw Feed Using Response Surface Methodology and Particle Swarm Optimization–Backpropagation Hybrid Algorithm. Applied Sciences. 2025; 15(14):7668. https://doi.org/10.3390/app15147668
Chicago/Turabian StyleHu, Zhigao, Hao Li, Xuming Shi, Lingzhuo Kong, Xiang Tian, Shiguan An, Bin Feng, and Juan Ma. 2025. "Discrete Element Simulation Parameter Calibration of Wheat Straw Feed Using Response Surface Methodology and Particle Swarm Optimization–Backpropagation Hybrid Algorithm" Applied Sciences 15, no. 14: 7668. https://doi.org/10.3390/app15147668
APA StyleHu, Z., Li, H., Shi, X., Kong, L., Tian, X., An, S., Feng, B., & Ma, J. (2025). Discrete Element Simulation Parameter Calibration of Wheat Straw Feed Using Response Surface Methodology and Particle Swarm Optimization–Backpropagation Hybrid Algorithm. Applied Sciences, 15(14), 7668. https://doi.org/10.3390/app15147668