

Development of a Computer Vision-Based Method for Sizing and Boat Error Assessment in Olive Pitting Machines

 ,
,  , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Olive Varieties and Treatment
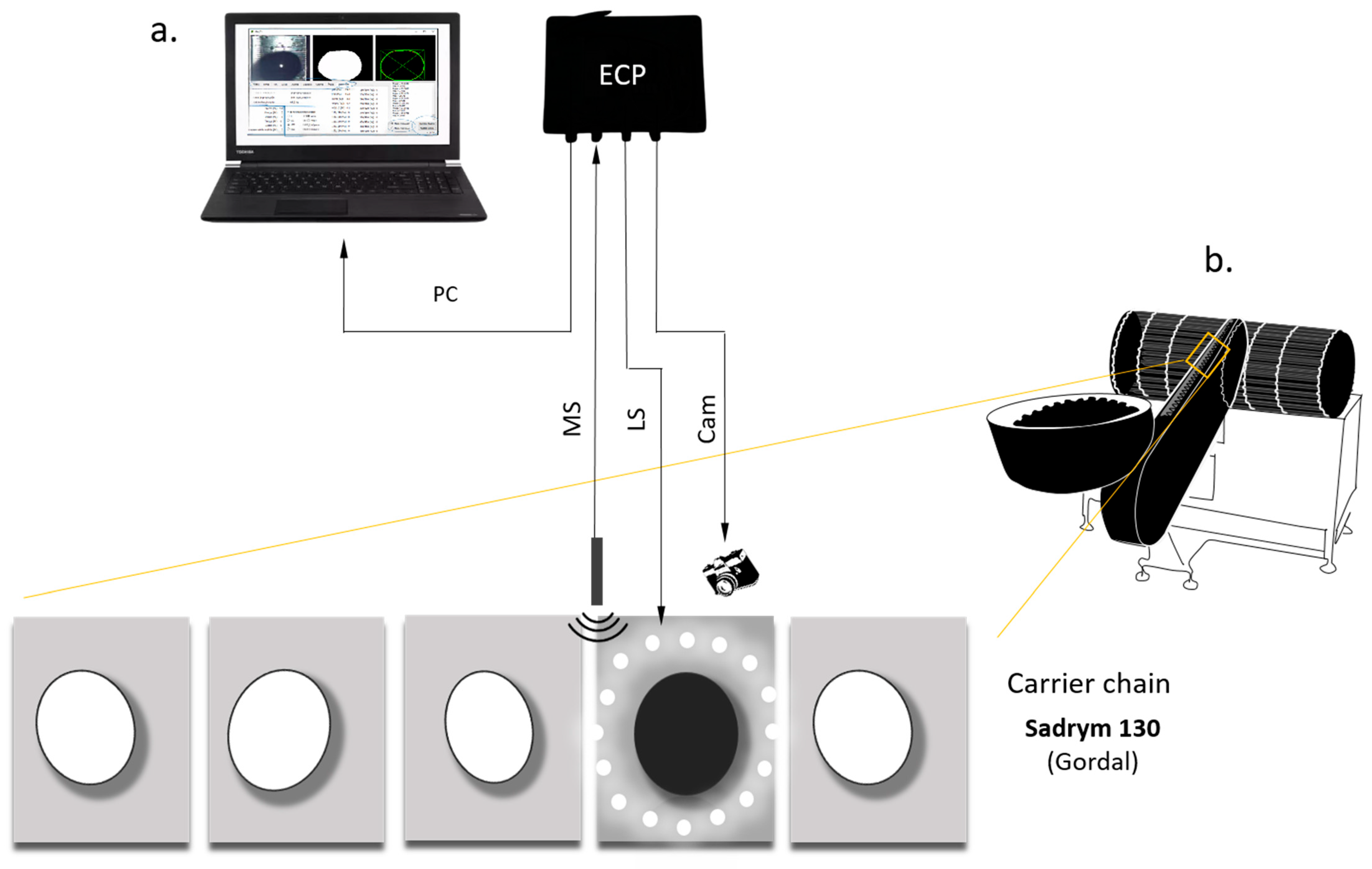
2.2. Machine Vision System and DRR
2.3. Computer Vision Software for Image Processing
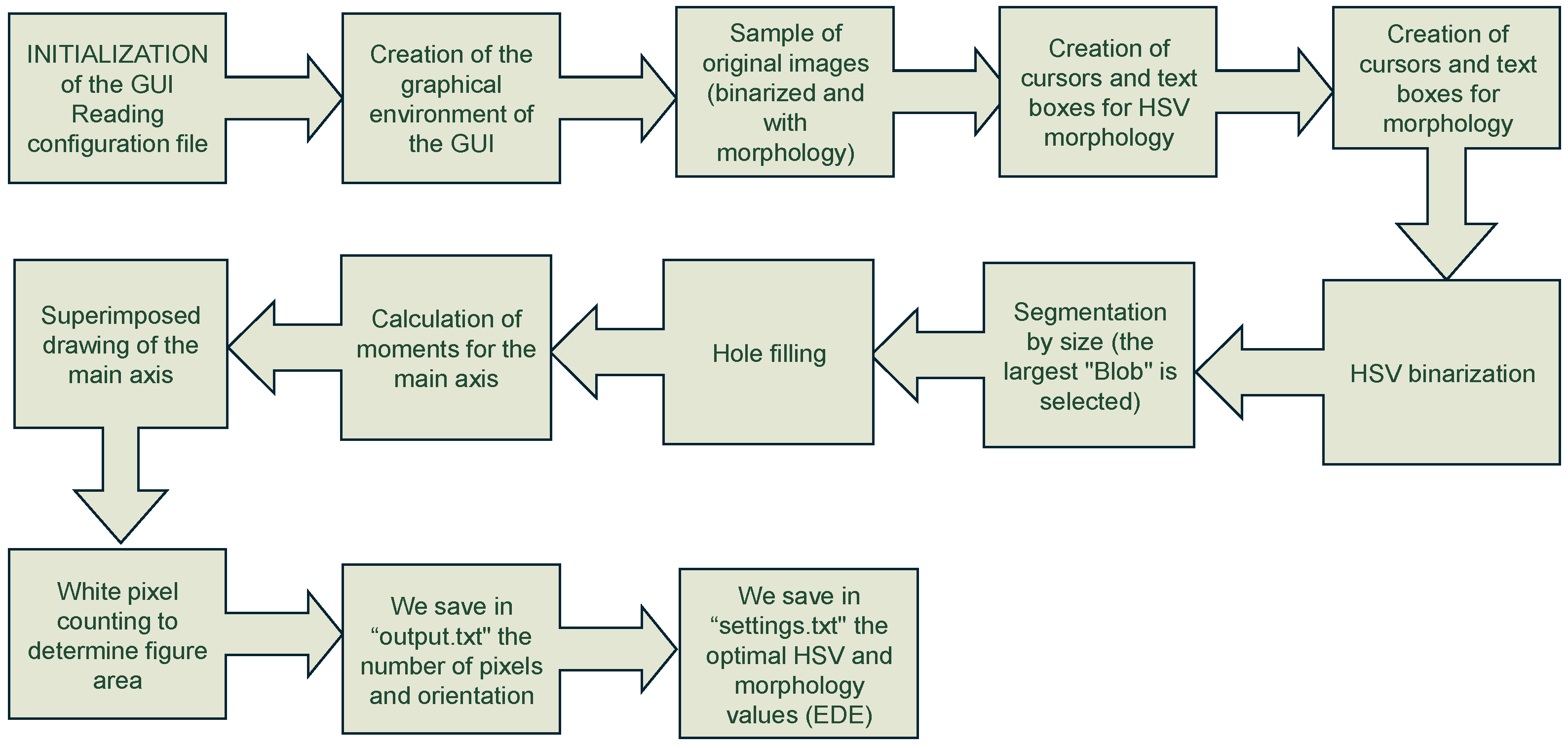
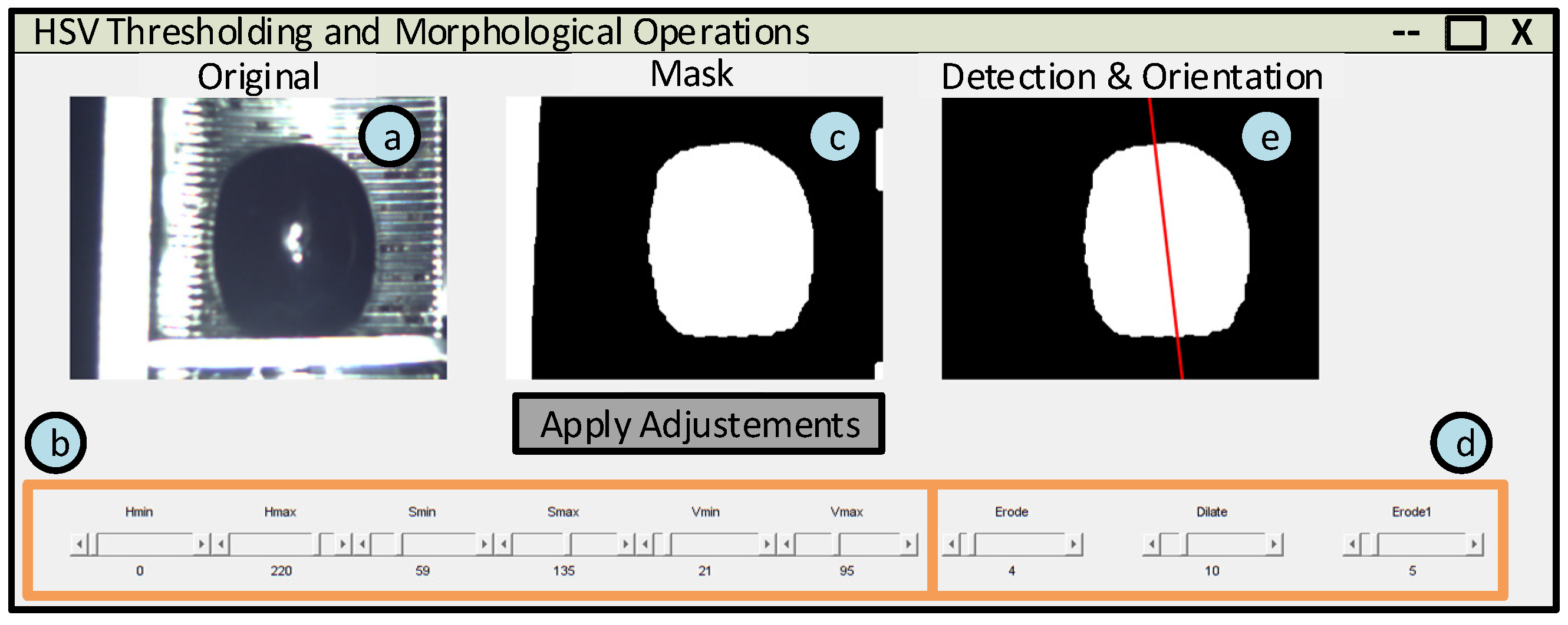
2.3.1. Application of Qt-Creator/OpenCV for Color Sampling of Californian Black Olives
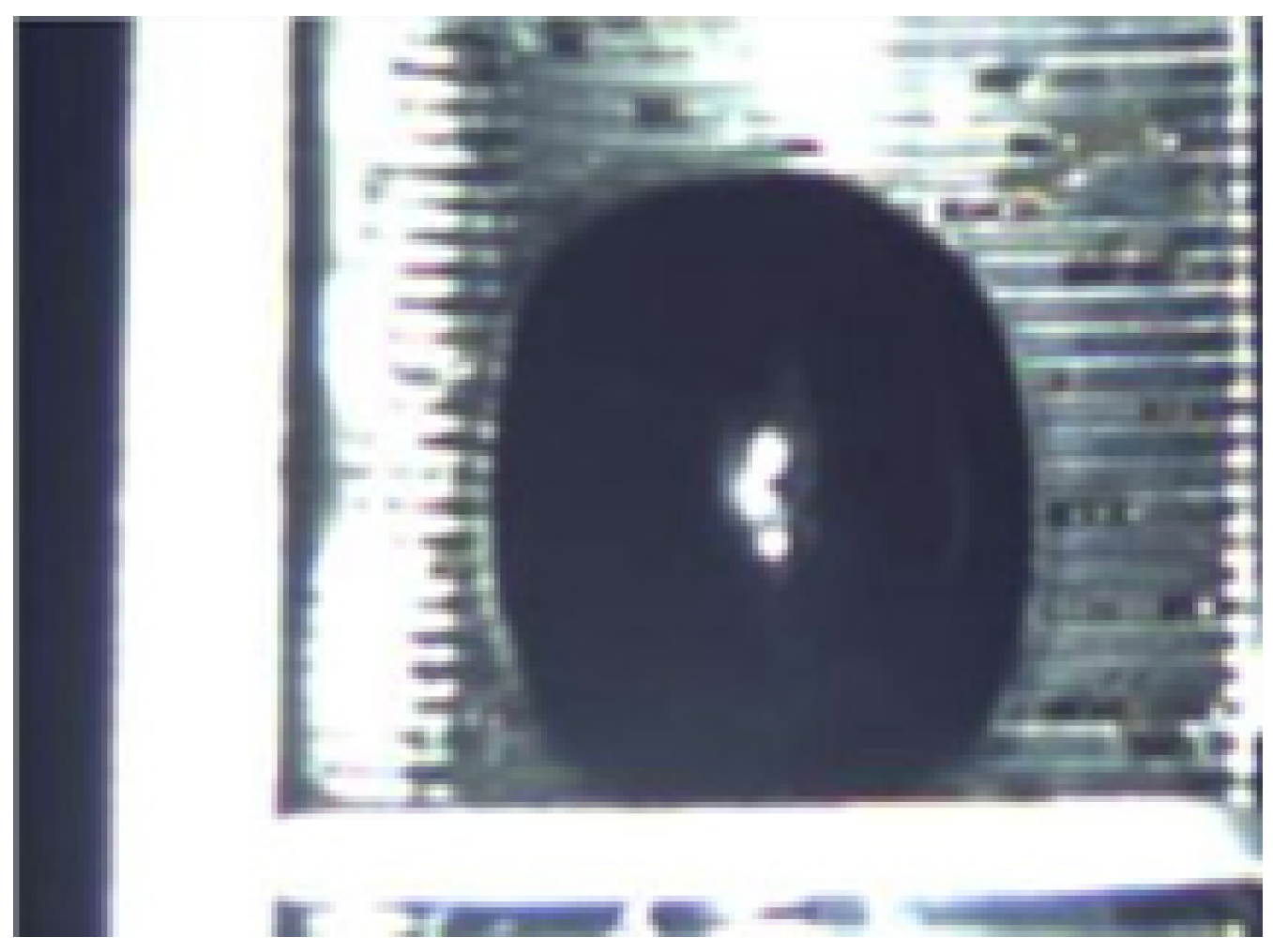
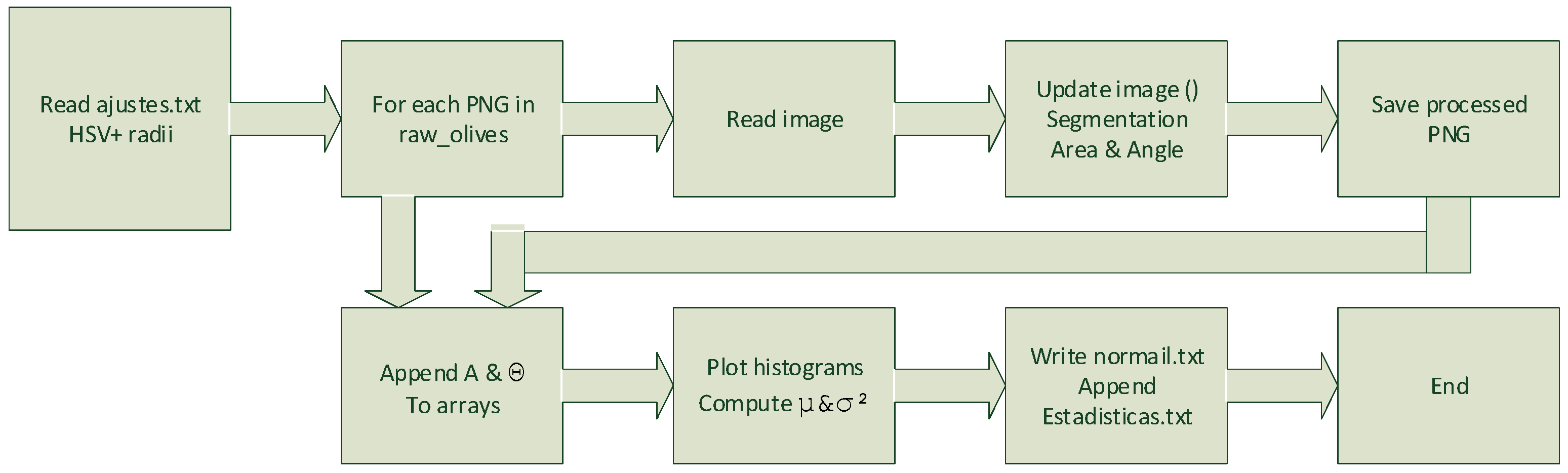
2.3.2. Self-Developed Software to Process Black Gordal Color Images
- Binarization.
| Algorithm 1: HSV segmentation and orientation extraction |
| Input: RGB frame I; thresholds (Hmin…Vmax); radii (r1, r2, r3) Output: Clean mask Mclean, projected area A, major-axis angle θ |
| 1 IHSV ← convertRGBtoHSV(I) 2 M0 ← applyThreshold(IHSV) ▹ binary mask, see Equation (1) 3 M1 ← erode(M0, disk r1) ▹ Equation (2) 4 M2 ← dilate(M1, disk r2) ▹ Equation (2) 5 M3 ← erode(M2, disk r3) ▹ Equation (2) 6 Mask_clean← fillHoles( largestComponent(M3) ) 7 (μ20, μ02, μ11) ← centralMoments(Mclean) 8 (θ, A) ← orientationAndArea(μ20, μ02, μ11)▹ Equation (3) 9 return (Mclean, A, θ) |
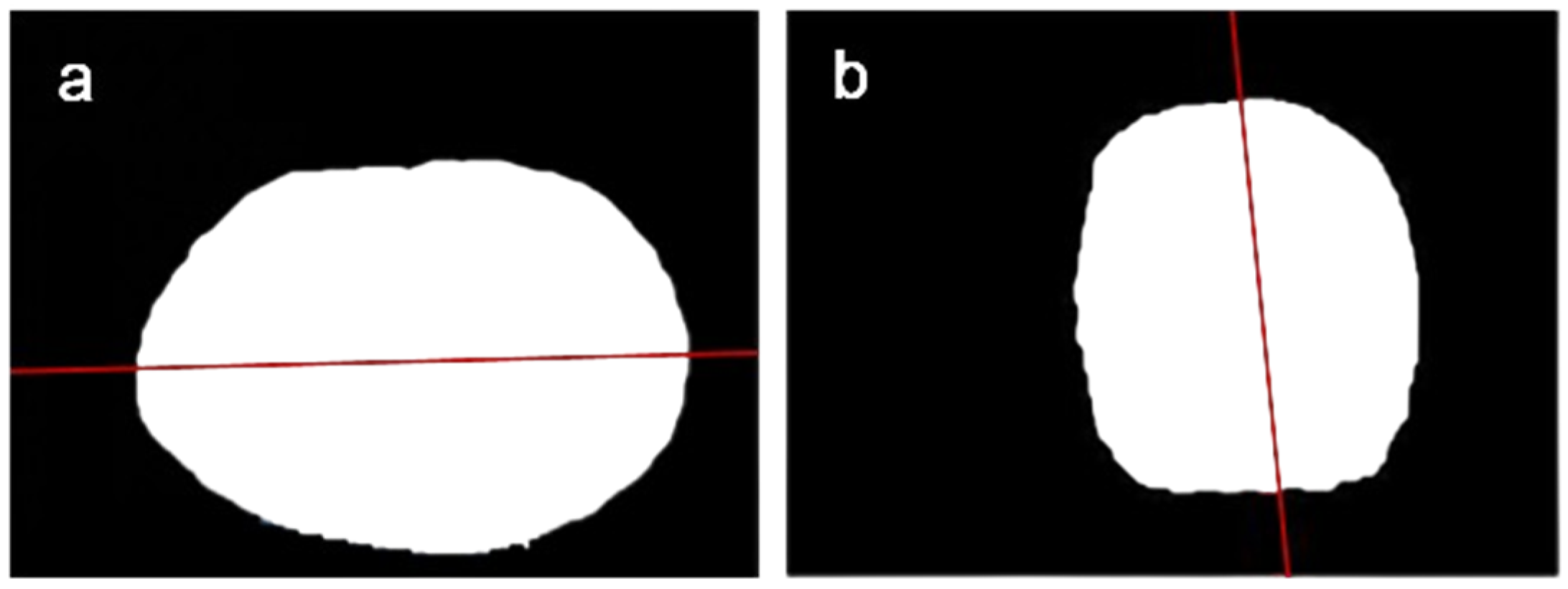
- Morphological analysis.
- Statistical analysis.
| Algorithm 2: Batch processing and statistical analysis |
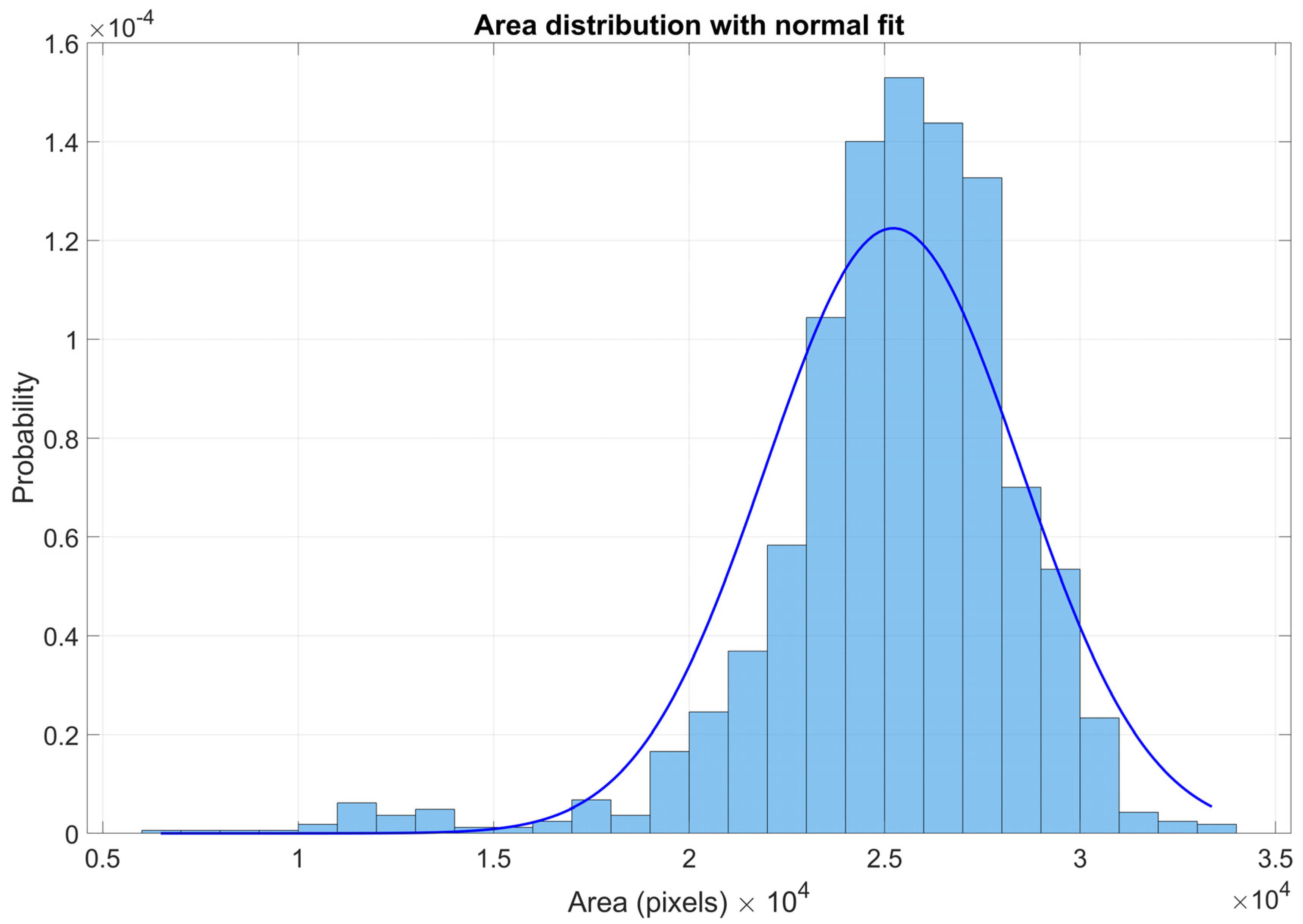
| Input: settings.txt, folder non_processed_olives Output: Folder processed_olives, normal.txt, statistics.txt, histograms 1 Read HSV thresholds (Hmin…Vmax) and radii (r1, r2, r3) from settings.txt 2 for each PNG file I in non_processed_olives do 3 (Iproc, A, θ) ← updateImage(I, thresholds, radii) 4 Save Iproc into processed_olives 5 Append A to array Areas; θ to array Angles 6 Append <filename, A, θ> to statistics.txt 7 end for 8 μ ← mean(Areas) 9 σ2 ← variance(Areas) 10 Plot histogram of Areas (PDF) and overlay N(μ, σ2) 11 Plot histogram of Angles 12 Write “Mean: μ, Variance: σ2” into normal.txt |
2.3.3. Comparison with Existing CV Approaches
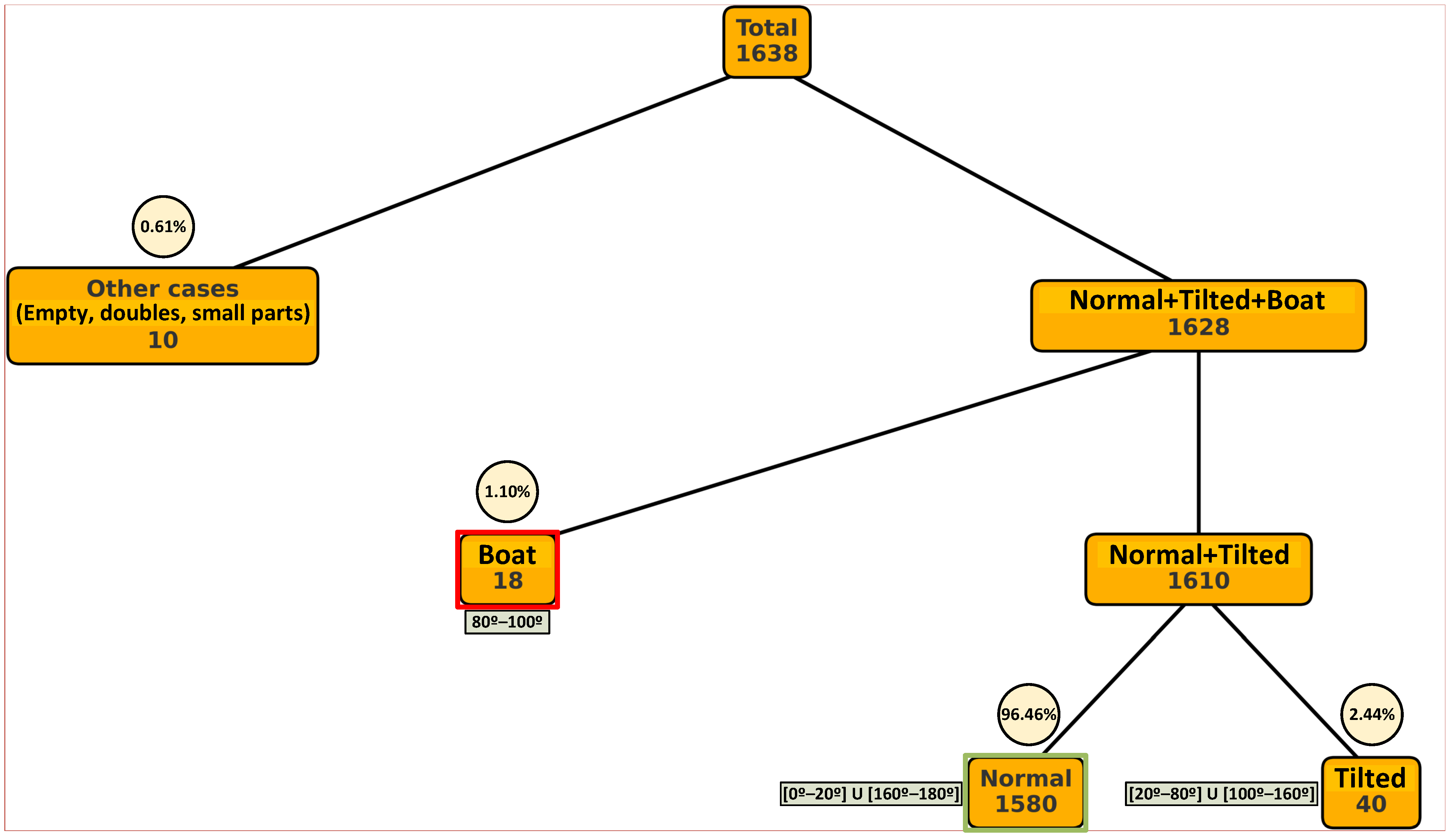
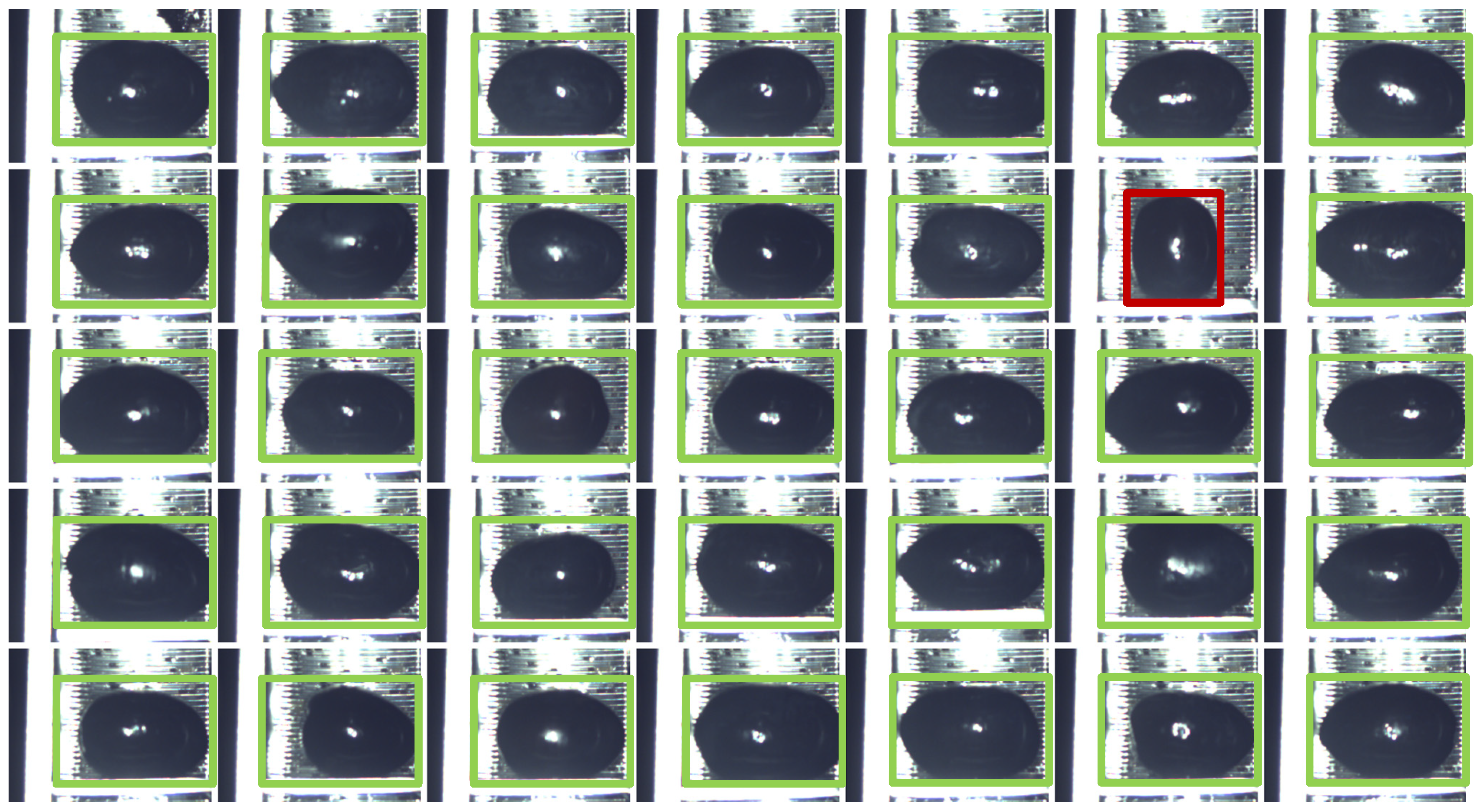
3. Results
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AI | Artificial Intelligence |
| CV | Computer Vision |
| DFK | Digital Frame Kamera (Imaging Source) |
| DRR | Deshuesadora–Rodajadora–Rellenadora (Pitting, Slicing, and Stuffing Machine) |
| GUI | Graphical User Interface |
| HSV | Hue, Saturation, Value |
References
- Internacional Olive Council. Trade Standard Applying to Table Olives (COI/OT/NC, 1). 2004. Available online: https://www.internationaloliveoil.org/what-we-do/chemistry-standardisation-unit/standards-and-methods/ (accessed on 6 May 2025).
- España. Real Decreto 679/2016, de 16 de Diciembre, por el que se Establece la Norma de Calidad de las Aceitunas de Mesa. Boletín Oficial del Estado, 304. 2016. Available online: https://www.boe.es/buscar/doc.php?id=BOE-A-2016-11953 (accessed on 6 May 2025).
- Santos-Siles, F. Las nuevas tecnologías aplicadas al sector de la aceituna manzanilla fina. Grasas Y Aceites 1999, 50, 131–140. [Google Scholar]
- Soler Esteban, A.; Van Olmen, S.H. Olive Pitting Machine and Method to Pit Olives Used by Said Machine (PCT No. WO2011/131215A1). 2011. Available online: https://patents.google.com/patent/WO2011131215A1/en (accessed on 6 May 2025).
- Estrada-Cabezas, J. La Aceituna de Mesa: Nociones Sobre sus Características, Elaboración y Cualidades; Diputación Provincial de Sevilla & Fundación para el fomento y la Promoción de la Aceituna de Mesa: Seville, Spain, 2011. [Google Scholar]
- Lucas-Pascual, A.; Madueño-Luna, A.; Jódar-Lázaro, M.; Molina-Martínez, J.; Ruiz-Canales, A.; Madueño-Luna, J. Others Analysis of the Functionality of the Feed Chain in Olive Pitting, Slicing and Stuffing Machines by IoT, Computer Vision and Neural Network Diagnosis. Sensors 2020, 20, 1541. [Google Scholar] [CrossRef] [PubMed]
- Jódar-Lázaro, M.; Madueño-Luna, A.; Lucas-Pascual, A.; Molina-Martínez, J.; Ruiz-Canales, A.; Madueño-Luna, J. Others Deep Learning in Olive Pitting Machines by Computer Vision. Comput. Electron. Agric. 2020, 171, 105304. [Google Scholar] [CrossRef]
- Lucas Pascual, A. Mejoras En El Control de Máquinas Deshuesadoras-Rodajadoras y de Relleno de Aceituna de Mesa. Ph.D. Dissertation, Universidad Politécnica de Cartagena, Cartagena, Spain, 2020. [Google Scholar]
- Abdullah, M. Image Acquisition Systems. In Computer Vision Technology for Food Quality Evaluation; Sun, D., Ed.; Elsevier: Dublin, Republic of Ireland, 2016; pp. 3–39. [Google Scholar]
- Dhanush, G.; Khatri, N.; Kumar, S.; Shukla, P. A Comprehensive Review of Machine Vision Systems and Artificial Intelligence Algorithms for the Detection and Harvesting of Agricultural Produce. Sci. Afr. 2023, 21, e01798. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, S.; Zhang, Y.; Feng, Y.; Liu, J.; Zhu, H. Artificial intelligence in food safety: A decade review and bibliometric analysis. Foods 2023, 12, 1242. [Google Scholar] [CrossRef]
- Xiao, Z.; Wang, J.; Han, L.; Guo, S.; Cui, Q. Application of machine vision system in food detection. Front. Nutr. 2022, 9, 888245. [Google Scholar] [CrossRef]
- Kondoyanni, M.; Loukatos, D.; Templalexis, C.; Lentzou, D.; Xanthopoulos, G.; Arvanitis, K.G. Computer vision in monitoring fruit browning: Neural networks vs. stochastic modelling. Sensors 2025, 25, 2482. [Google Scholar] [CrossRef]
- Vale Filho, E.; Lang, L.; Aguiar, M.L.; Antunes, R.; Pereira, N.; Gaspar, P.D. Computer vision as a tool to support quality control and robotic handling of fruit: A case study. Appl. Sci. 2024, 14, 9727. [Google Scholar] [CrossRef]
- Rojas Santelices, I.; Cano, S.; Moreira, F.; Peña Fritz, Á. Artificial vision systems for fruit inspection and classification: A systematic literature review. Sensors 2025, 25, 1524. [Google Scholar] [CrossRef]
- Mai, B.; Liu, T.; Liu, Z.; Liang, Z.; Liu, S. A machine vision method for detecting pineapple fruit mechanical damage. Agriculture 2025, 15, 1063. [Google Scholar] [CrossRef]
- Lopes, J.F.; Ludwig, L.; Barbin, D.F.; Grossmann, M.V.E.; Barbon, S., Jr. Computer vision classification of barley flour based on spatial pyramid partition ensemble. Sensors 2019, 19, 2953. [Google Scholar] [CrossRef] [PubMed]
- Zhu, L.; Spachos, P.; Pensini, E.; Plataniotis, K.N. Deep learning and machine vision for food processing: A survey. Curr. Res. Food Sci. 2021, 4, 233–249. [Google Scholar] [CrossRef]
- Aznan, A.; González Viejo, C.; Pang, A.; Fuentes, S. Computer vision and machine learning analysis of commercial rice grains: A potential digital approach for consumer perception studies. Sensors 2021, 21, 6354. [Google Scholar] [CrossRef]
- Huang, Y.; Li, Z.; Bian, Z.; Jin, H.; Zheng, G.; Hu, D.; Sun, Y. Overview of deep learning and nondestructive detection technology for quality assessment of tomatoes. Foods 2025, 14, 286. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Ji, S.; Shao, M.; Pu, H.; Zhang, L. Non-destructive internal defect detection of in-shell walnuts by X-ray technology based on improved Faster R-CNN. Appl. Sci. 2023, 13, 7311. [Google Scholar] [CrossRef]
- Hsiao, W.-T.; Kuo, W.-C.; Lin, H.-H.; Lai, L.-H. Assessment and feasibility study of lemon ripening using X-ray image information visualization. Appl. Sci. 2021, 11, 3261. [Google Scholar] [CrossRef]
- Yu, K.; Zhong, M.; Zhu, W.; Rashid, A.; Han, R.; Virk, M.S.; Duan, K.; Zhao, Y.; Ren, X. Advances in computer vision and spectroscopy techniques for non-destructive quality assessment of citrus fruits: A comprehensive review. Foods 2025, 14, 386. [Google Scholar] [CrossRef]
- Ma, L.; Sun, K.; Tu, K.; Pan, L.; Zhang, W. Identification of double-yolked duck egg using computer vision. PLoS ONE 2017, 12, e0190054. [Google Scholar] [CrossRef]
- Cheng, J.; Sun, D.; Nagata, M.; Tallada, J. Quality Evaluation of Strawberry. In Computer Vision Technology for Food Quality Evaluation; Sun, D., Ed.; Elsevier: Dublin, Republic of Ireland, 2016; pp. 327–349. [Google Scholar]
- Menendez, A.; Paillet, G. Fish Inspection System Using a Parallel Neural Network Chip and the Image Knowledge Builder Application. AI Mag. 2008, 29, 21. [Google Scholar] [CrossRef]
- Lu, Y.; Lu, R. Quality Evaluation of Apples. In Computer Vision Technology for Food Quality Evaluation; Sun, D., Ed.; Elsevier: Dublin, Republic of Ireland, 2016; pp. 273–304. [Google Scholar]
- Blasco, J.; Cubero, S.; Moltó, E. Quality evaluation of citrus fruits. In Computer Vision Technology for Food Quality Evaluation, 2nd ed.; Sun, D., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 305–325. [Google Scholar]
- Gao, X.; Li, S.; Su, X.; Li, Y.; Tang, W.; Zhang, Y.; Dong, M. Application of advanced deep learning models for efficient apple defect detection and quality grading in agricultural production. Agriculture 2024, 14, 1098. [Google Scholar] [CrossRef]
- Pedreschi, F.; Mery, D.; Marique, T. Grading of potatoes. In Computer Vision Technology for Food Quality Evaluation, 2nd ed.; Sun, D., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 369–382. [Google Scholar] [CrossRef]
- Manikandan, R.; Rahimi, M.; Gandomi, A.H. Computer vision system for mango fruit defect detection using deep convolutional neural network. Foods 2022, 11, 3483. [Google Scholar] [CrossRef] [PubMed]
- Isingizwe Nturambirwe, J.F.; Perold, W.J.; Opara, U.L. Classification learning of latent bruise damage to apples using shortwave infrared hyperspectral imaging. Sensors 2021, 21, 4990. [Google Scholar] [CrossRef]
- Díaz, R. Classification and Quality Evaluation of Table Olives. In Computer Vision Technology for Food Quality Evaluation; Sun, D., Ed.; Elsevier: Dublin, Republic of Ireland, 2016; pp. 351–365. [Google Scholar]
- Hayajneh, A.M.; Batayneh, S.; Alzoubi, E.; Alwedyan, M. TinyML olive fruit variety classification by means of convolutional neural networks on IoT edge devices. AgriEngineering 2023, 5, 2266–2283. [Google Scholar] [CrossRef]
- Navarro Soto, J.; Satorres Martínez, S.; Martínez Gila, D.M.; Gómez Ortega, J.; Gámez García, J. Fast and reliable determination of virgin olive oil quality by fruit inspection using computer vision. Sensors 2018, 18, 3826. [Google Scholar] [CrossRef]
- Ponce, J.; Aquino, A.; Millan, B.; Andújar, J. Automatic Counting and Individual Size and Mass Estimation of Olive-Fruits Through Computer Vision Techniques. IEEE Access 2019, 7, 59451–59465. [Google Scholar] [CrossRef]
- Ponce, J.M.; Aquino, A.; Millán, B.; Andújar, J.M. Olive-fruit mass and size estimation using image analysis and feature modeling. Sensors 2018, 18, 2930. [Google Scholar] [CrossRef]
- Nasr-Esfahani, S.; Muthukumar, V.; Regentova, E.; Taghva, K.; Trabia, M. Detection of Pitts in Olive Using Hyperspectral Imaging Data. IEEE Access 2022, 10, 58525–58536. [Google Scholar] [CrossRef]
- Cano-Marchal, P.; Satorres-Martinez, S.; Gómez-Ortega, J.; Gámez-García, J. Automatic system for the detection of defects on olive fruit in an oil mill. Appl. Sci. 2021, 11, 8167. [Google Scholar] [CrossRef]
- Figorilli, S.; Violino, S.; Moscovini, L.; Ortenzi, L.; Salvucci, G.; Vasta, S.; Tocci, F. Olive fruit selection through AI algorithms and RGB imaging. Foods 2022, 11, 3391. [Google Scholar] [CrossRef]
- Aguilera Puerto, D.; Martínez Gila, D.M.; Gámez García, J.; Gómez Ortega, J. Sorting olive batches for the milling process using image processing. Sensors 2015, 15, 15738–15754. [Google Scholar] [CrossRef]
- Gómez, A.; García, P.; Navarro, L. Elaboration of table olives. Grasas y Aceites 2006, 57, 86–94. [Google Scholar] [CrossRef]
- González, J.F.; Fernández, A.G.; García, P.G.; Balbuena, M.B.; Quintana, M.C.D. Characteristics of the fermentation process that occurs during the storage in brine of Hojiblanca cultivar, used to elaborate ripe olives. Grasas y Aceites 1992, 43, 212–218. [Google Scholar] [CrossRef]
- The Imaging Source Website. The Camera Model DFK 33GV024 2024. Available online: https://www.theimagingsource.com/en-us/product/industrial/33g/dfk33gv024/ (accessed on 6 May 2025).
- Villanueva, L.; Madueño-Luna, A.; Madueño-Luna, J.M. Matlab_Experimental_Software; Version 1.0.0; University of Seville: Seville, Spain, 2023. [Google Scholar]
- Giuliani, D. Metaheuristic algorithms applied to color image segmentation on HSV space. J. Imaging 2022, 8, 6. [Google Scholar] [CrossRef] [PubMed]
- Kang, H.-C.; Han, H.; Bae, H.; Kim, M.; Son, J.; Kim, Y. HSV color-space-based automated object localization for robot grasping without prior knowledge. Appl. Sci. 2021, 11, 7593. [Google Scholar] [CrossRef]
- Soler Esteban, A.; Van Olmen, S.H. Máquina Deshuesadora de Aceitunas y Método para Deshuesar Aceitunas que Utiliza Dicha Máquina. Spanish Patent No. ES-2403580 A2, 20 May 2013. [Google Scholar]
- Madueño Luna, A.; López Lineros, M.; Madueño Luna, J.M. Sistema y Procedimiento Basado en un Sensor de Sincronismo para la Detección de Fallos de Funcionamiento en Máquinas Deshuesdoras/Rodajadoras y de Relleno, Cuantificación y Optimización del Rendimiento, Señalización, Monitorización y Control Remoto. Spanish Patent No. ES-2529816 B2, 11 November 2016. [Google Scholar]
- Madueño Luna, A.; López Lineros, M.; Madueño Luna, J.M. Procedimiento y Sistema para la Reducción Activa de Aceitunas mal Posicionadas en las Máquinas Deshuesadoras, Rellenadoras y Rodajadoras de Aceitunas. Spanish Patent No. ES-2732765 B2, 28 December 2020. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solution | Sensor and Detection Principle | Real-Time Action | Mechanical Modification | Advantages | Limitations |
|---|---|---|---|---|---|
| ES-2403580 A2 | Two area cameras compare the olive geometry during the cutting stroke; abnormal deformation ⇒ defect | Ejects defective fruit with an air pulse | None (retrofit kit) | Removes fruit that retain the stone; no downtime | Performance strongly caliber-dependent; retrofit proved unreliable; does not correct orientation |
| ES-2529816 B2 | Horseshoe magnetic + optical sensor counts bucket occupancy (no imaging) | Alarm/stop only | None | Very low cost; detects empty buckets | Cannot detect mis-orientation; no angle or size data |
| ES-2732765 B2 | Magnetic trigger + area camera over a machined gap in the brush; OpenCV heuristics compute orientation and area | Pneumatic pulse returns mis-oriented olives to feeder | Brush gap + compressed-air manifold | Detects all defect classes and corrects them inline | Intrusive pneumatic system; proprietary software; increased maintenance |
| Proposed method | Same magnetic trigger + area camera over brush gap; HSV segmentation + morphology (offline batch) | Diagnostic report (offline) | Brush gap only (no pneumatics) | Provides θ and area for every olive; runs in 0.3 ms frame−1 on a low-power PC; open-source; minimal maintenance; low cost | Does not re-feed olives in real time and assumes stable illumination |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gandul, L.V.; Madueño-Luna, A.; Madueño-Luna, J.M.; López-Gordillo, M.C.; González-Ortega, M.J. Development of a Computer Vision-Based Method for Sizing and Boat Error Assessment in Olive Pitting Machines. Appl. Sci. 2025, 15, 6648. https://doi.org/10.3390/app15126648
Gandul LV, Madueño-Luna A, Madueño-Luna JM, López-Gordillo MC, González-Ortega MJ. Development of a Computer Vision-Based Method for Sizing and Boat Error Assessment in Olive Pitting Machines. Applied Sciences. 2025; 15(12):6648. https://doi.org/10.3390/app15126648
Chicago/Turabian StyleGandul, Luis Villanueva, Antonio Madueño-Luna, José Miguel Madueño-Luna, Miguel Calixto López-Gordillo, and Manuel Jesús González-Ortega. 2025. "Development of a Computer Vision-Based Method for Sizing and Boat Error Assessment in Olive Pitting Machines" Applied Sciences 15, no. 12: 6648. https://doi.org/10.3390/app15126648
APA StyleGandul, L. V., Madueño-Luna, A., Madueño-Luna, J. M., López-Gordillo, M. C., & González-Ortega, M. J. (2025). Development of a Computer Vision-Based Method for Sizing and Boat Error Assessment in Olive Pitting Machines. Applied Sciences, 15(12), 6648. https://doi.org/10.3390/app15126648