

Separation of Iron Oxide from Harbor Waste Using Selective Flocculation

 ,
,  , and
, and
Abstract
1. Introduction
- Technological (from the usage of long conveyor belts, bunkers, transfer points, etc.);
- Natural (waste originating from dusty materials scattered by strong winds during depositing, waste originating from heavy rains that break some material from piles, etc.);
- Other (accidental discharges, through the occurrence of exploitation incidents, cleaning activities, etc.).
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Theoretical Principles of Selective Flocculation
2.2.2. Characterization Methods
2.2.3. Settling and Flocculation Experiments
- Mixing time without dispersant 2 min;
- Mixing time with dispersant 5 min;
- Mixing time with flocculants 5 min;
- Settlement time 1 min;
- Separation of the float from the settled;
- Drying samples (sediment) at 105 °C;
- Weighed the sediment material;
- Chemical analysis.
3. Results
3.1. Chemical Analysis
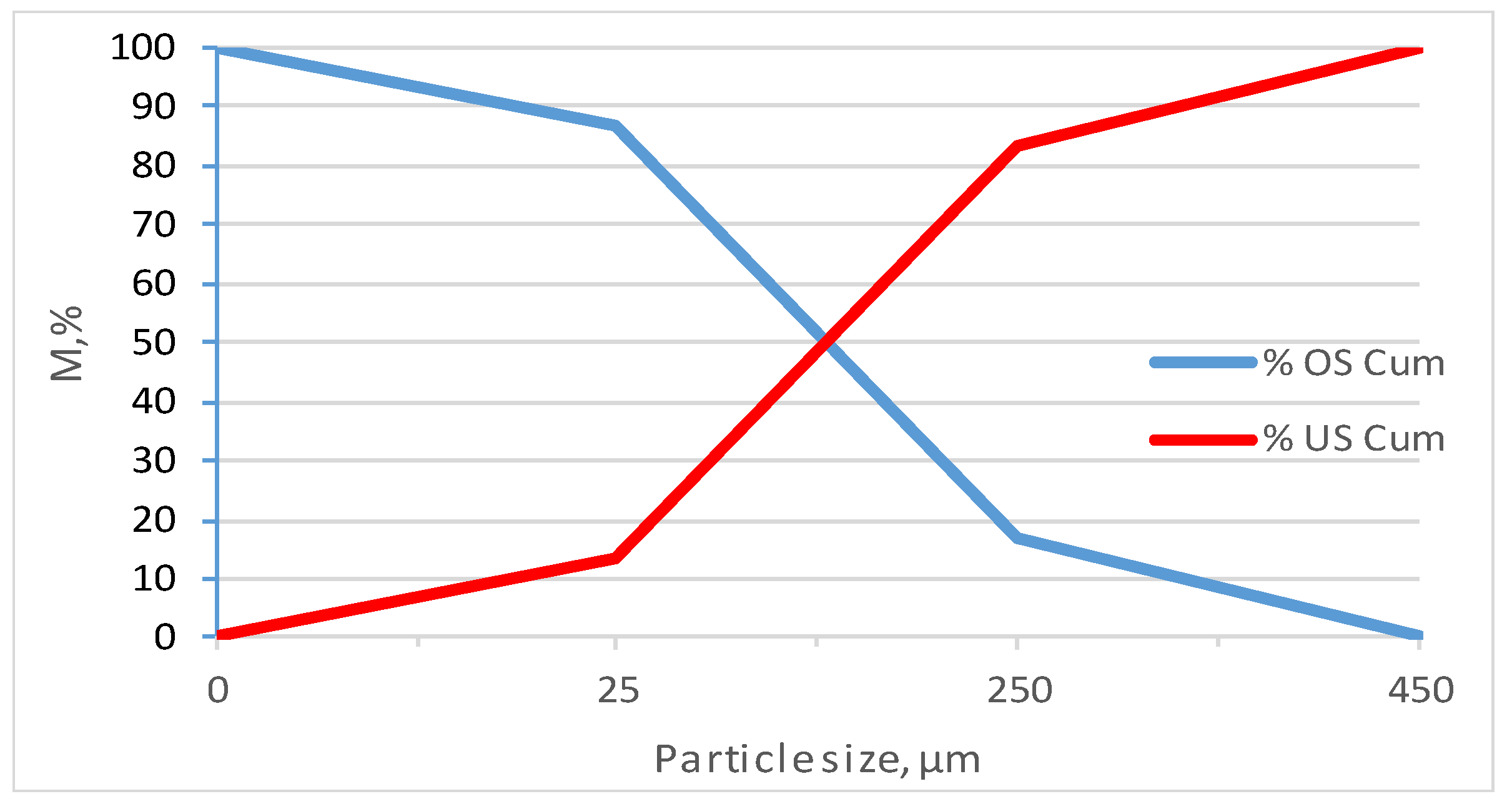
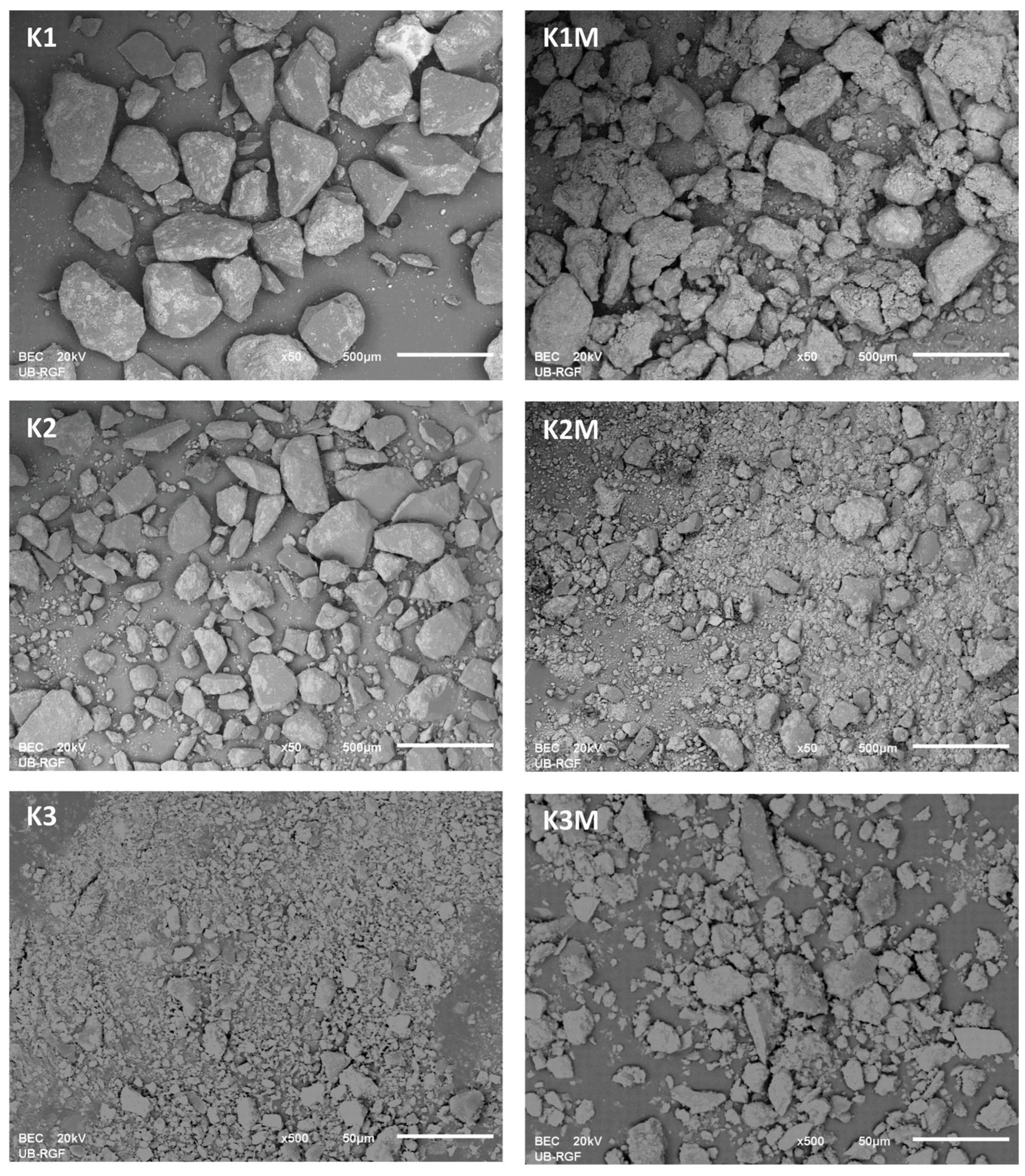
3.2. Particle Size Distribution
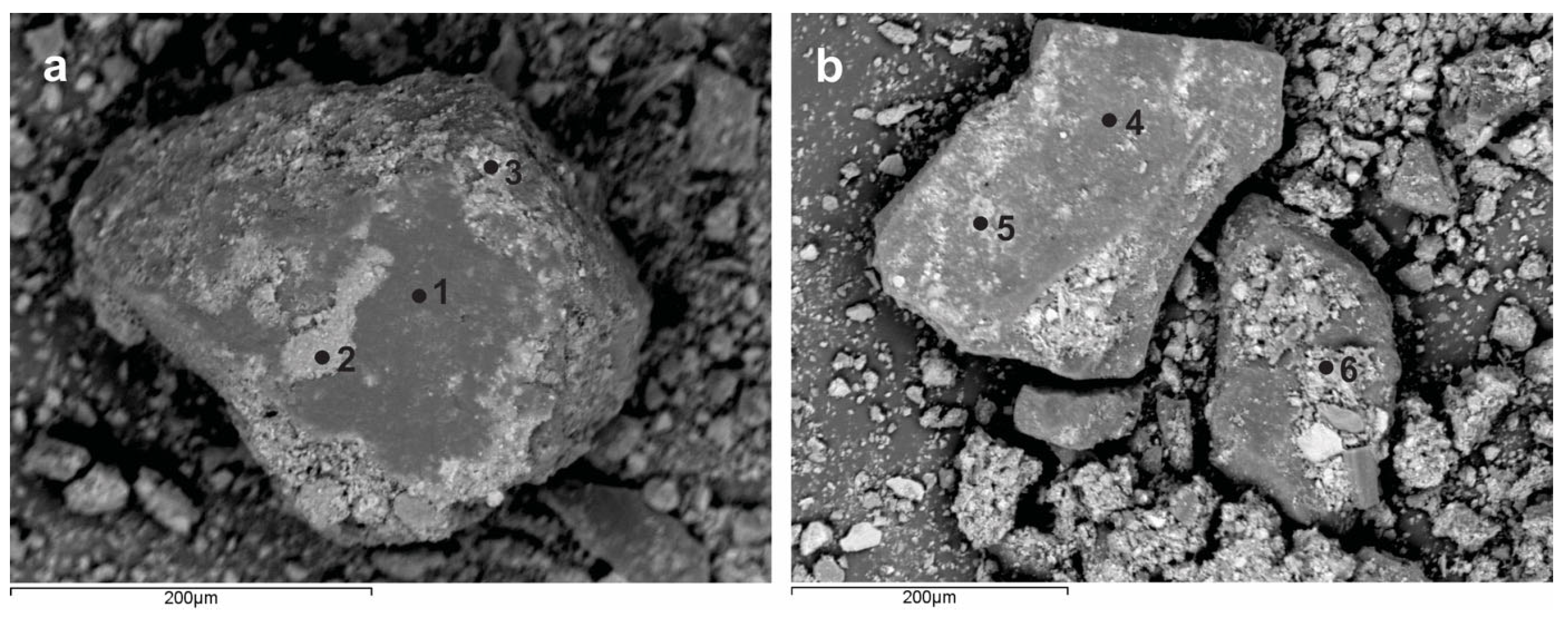
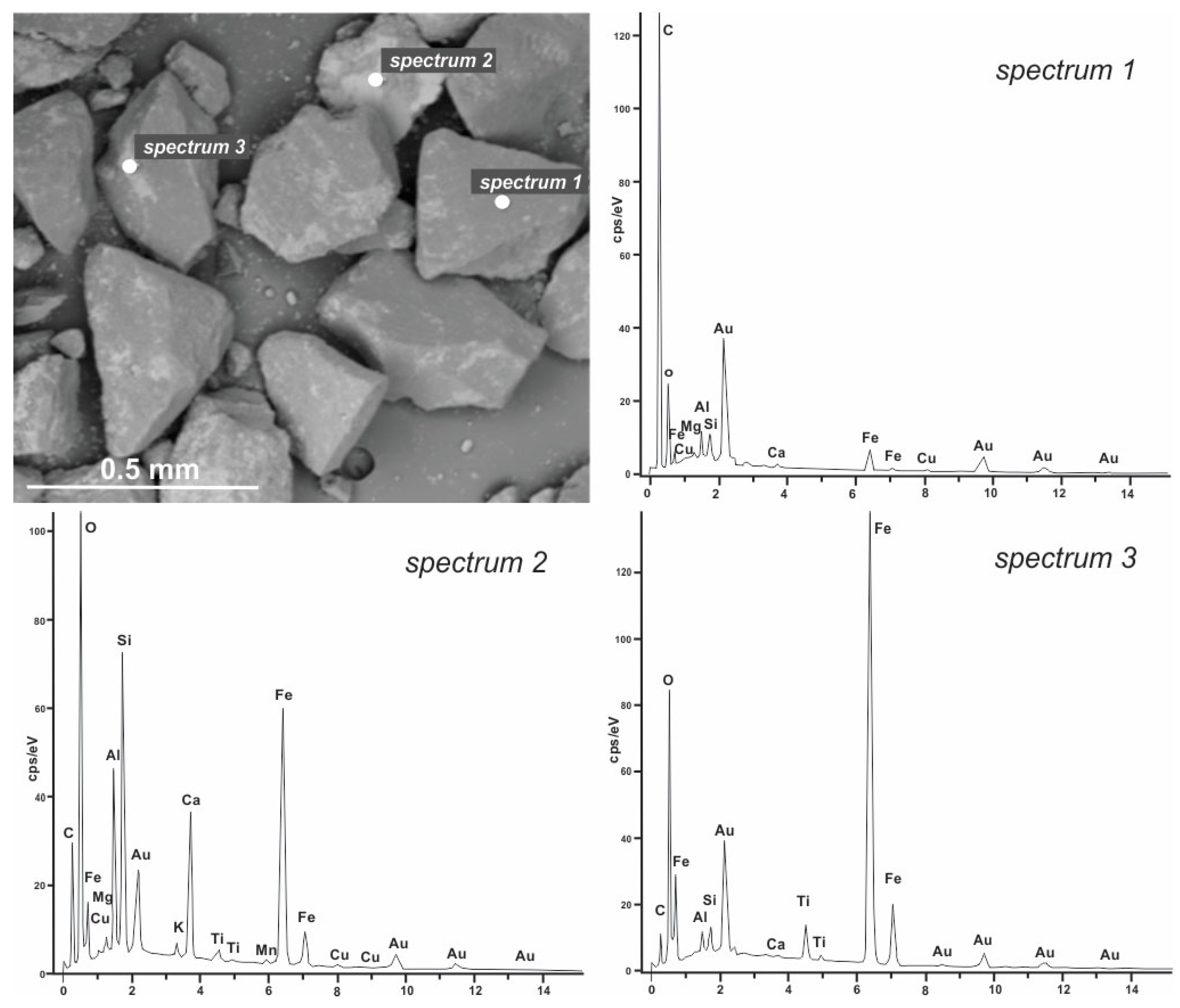
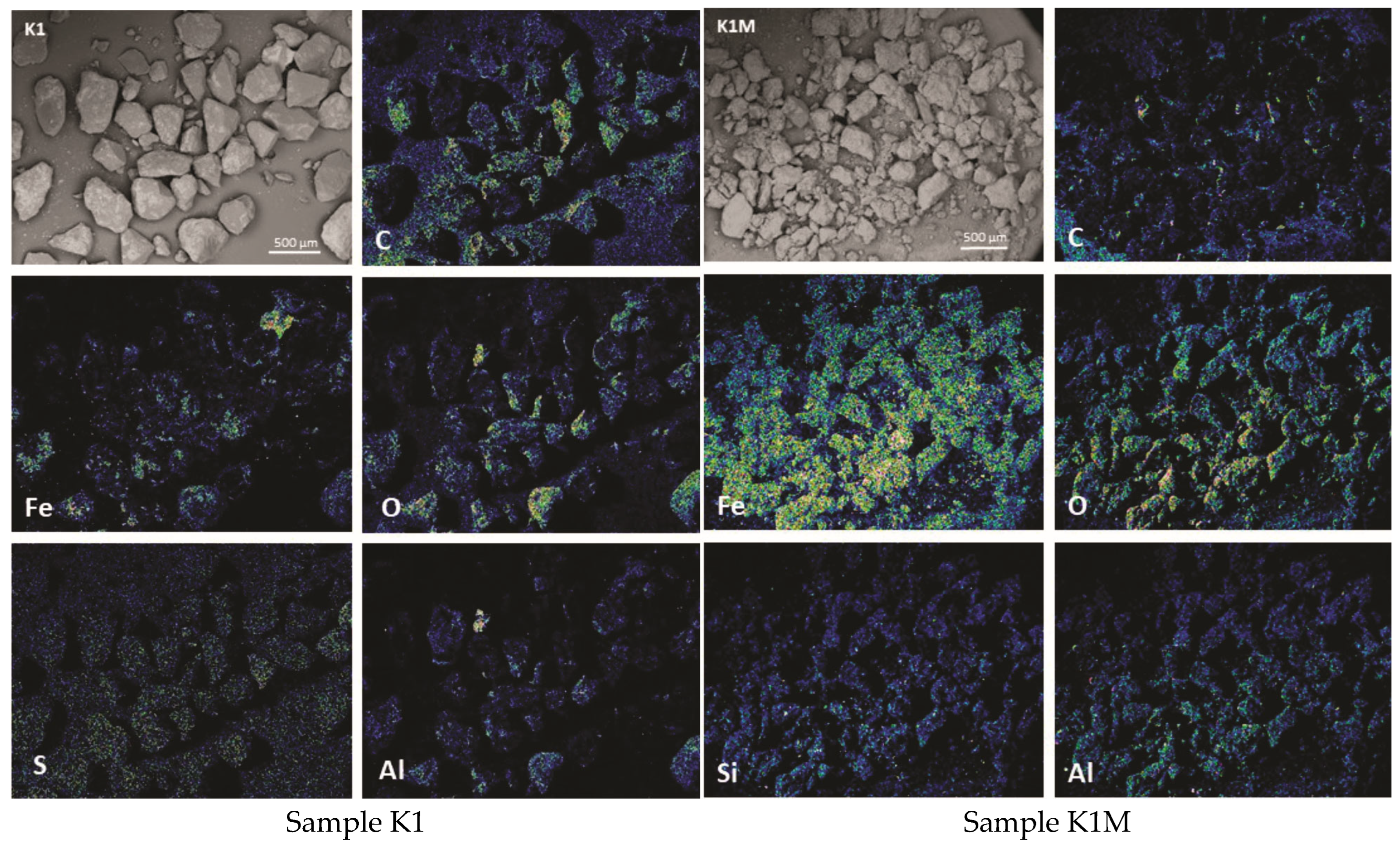
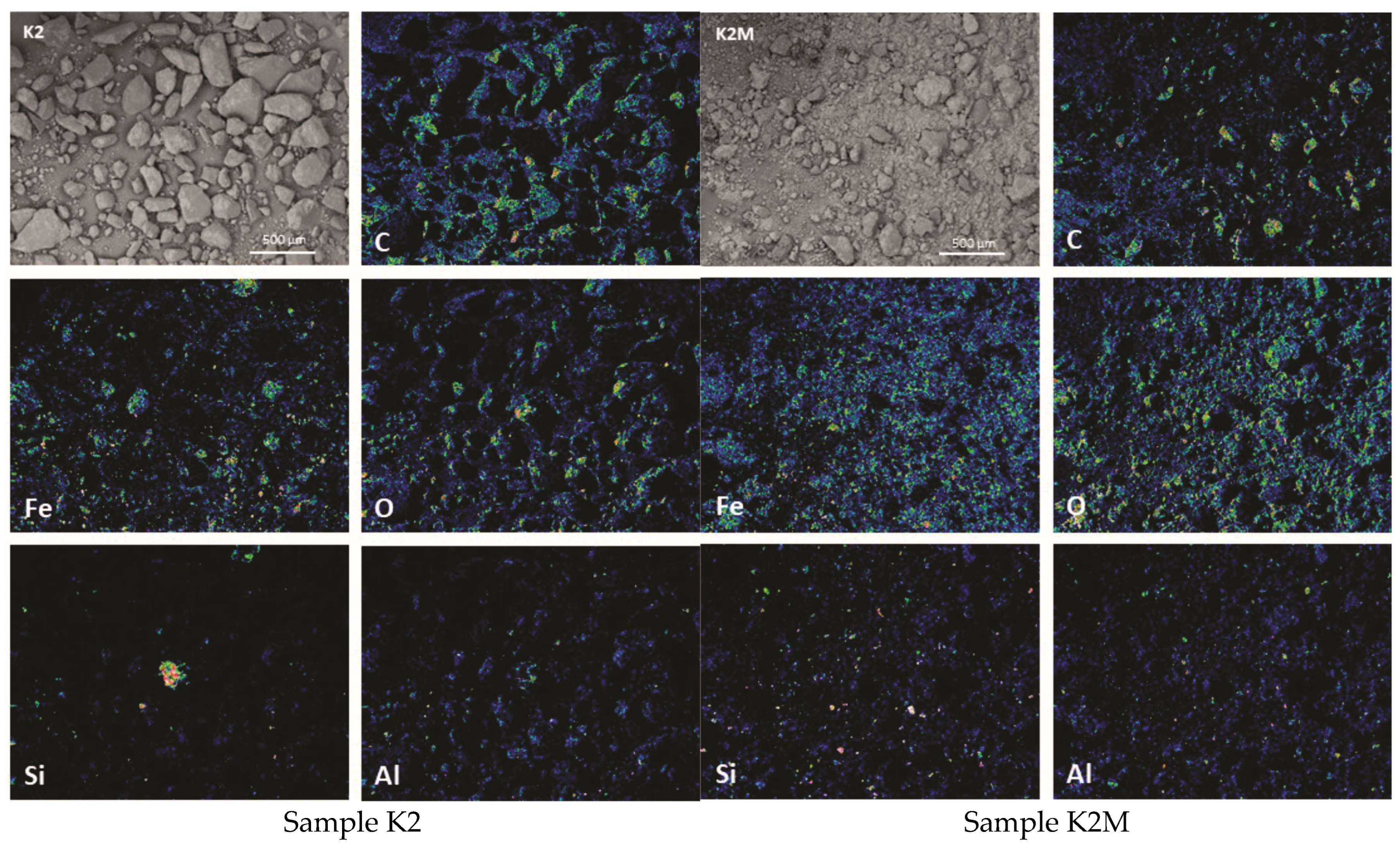
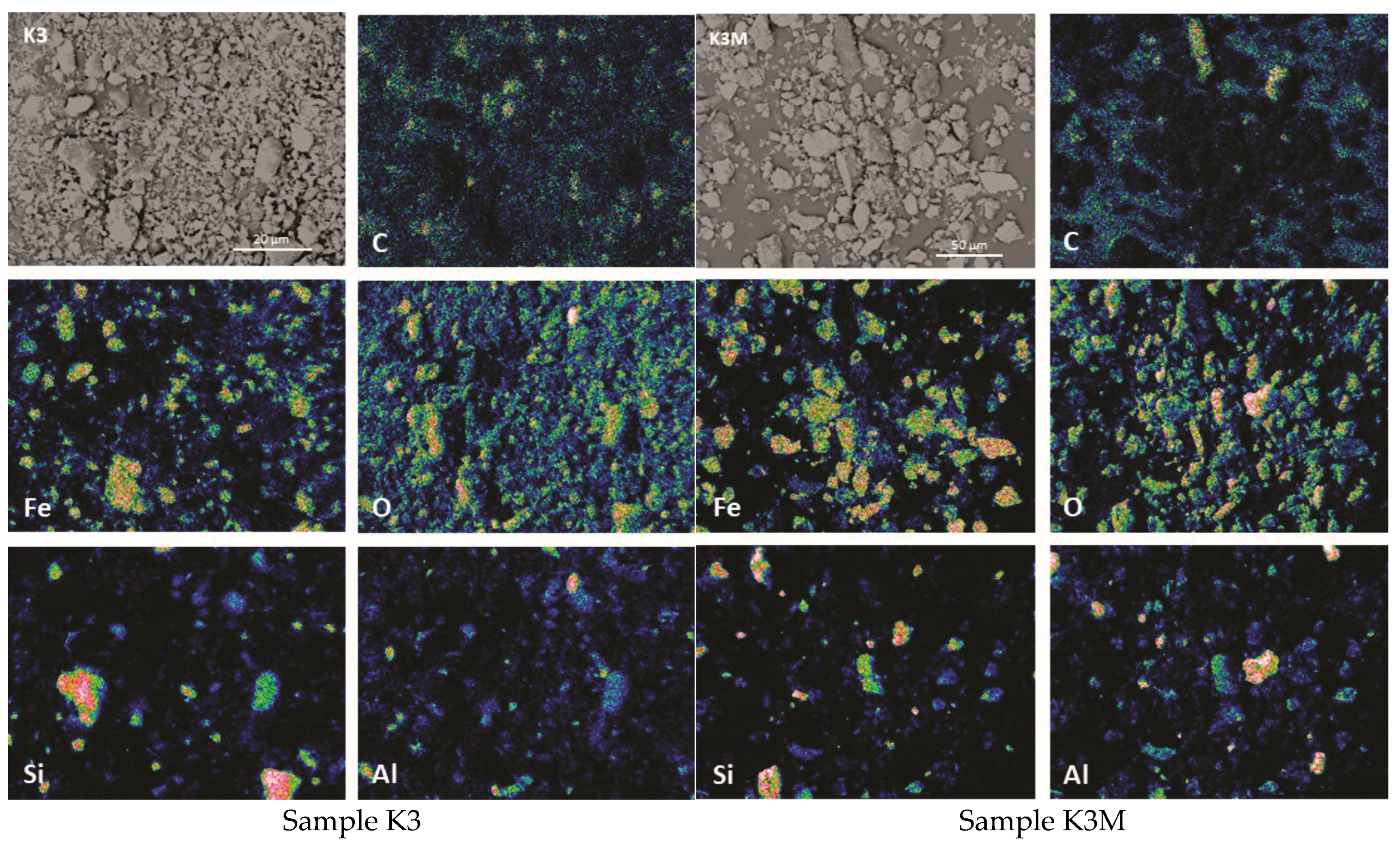
3.3. SEM-EDS and XRD Analyses
3.4. Selective Flocculation Tests
3.4.1. Initial Selective Flocculation Tests Under Different Conditions
3.4.2. Selective Flocculation Tests Depending on Particle Size Classes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mihai, A.; Lazar, M.; Badulescu, C.; Traista, C. The Origin of Mineral Waste from Constanta Port and the Necessity to Introduce it into the Circular Economy. Min. Rev. 2024, 29, 87–95. [Google Scholar] [CrossRef]
- Tammishetti, V.; Kumar, D.; Rai, B.; Pradip Shukla, V.; Patra, A.S.; Chakraborty, D.P.; Kumar, A. Selective Flocculation of Iron Ore Slimes: Results of Successful Pilot Plant Trials at Tata Steel, Noamundi. Trans. Indian Inst. Met. 2017, 70, 411–419. [Google Scholar] [CrossRef]
- Sarma, J.; Rajkhowa, S.; Mahiuddin, S. Upgradation of Iron Ore Fines and Slime by Selective Flocculation Using Surface-Active Agents, Settling Study, and Characterization of the Beneficiation Waste for Value Addition. J. Chem. 2022, 2022, 6451187. [Google Scholar] [CrossRef]
- Alvim, E.S.; Fernandes Lima, R.M. Selective Flocculation/Magnetic Separation of Ultrafine Iron Ore Particles with Corn Starch and Polyacrylamides: A Comparative Study. Miner. Process. Extr. Metall. Rev. 2023, 45, 606–615. [Google Scholar] [CrossRef]
- Mihai, A.; Mărin, N.; Tankosic, L. Agrochemical Effects of Tailings from Mineral Waste Processing Plant on Wheat Crop. In Proceedings of the XIX Balkan Mineral Processing Congress (XIX BMPC), Mitrovica, Kosovo, 28–31 May 2023; pp. 215–220. [Google Scholar]
- Cytec Industries Inc. Cytec Mining Chemicals Handbook; Cytec Industries Inc.: Woodland Park, NJ, USA, 2010; pp. 264–273. Available online: https://pdfcoffee.com/mining-chemicals-handbook-revised-edition-pdf-free.html, (accessed on 13 May 2025).
- Bratby, J. Coagulation and Flocculation in Water and Wastewater Treatment, 3rd ed.; IWA Publishing: London, UK, 2016; Volume 15, ISBN 9781780407500. [Google Scholar] [CrossRef]
- Benjamin, M.M.; Lawler, D.F. Water Quality Engineering: Physical/Chemical Treatment Processes; Wiley: Hoboken, NJ, USA, 2013; ISBN 978-1-118-16965-0. [Google Scholar]
- Zhu, G.; Zheng, H.; Zhang, Z.; Tshukudu, T.; Zhang, P.; Xiang, X. Characterization and coagulation–flocculation behavior of polymeric aluminum ferric sulfate (PAFS). Chem. Eng. J. 2011, 178, 50–59. [Google Scholar] [CrossRef]
- Lal, K.; Garg, A. Effectiveness of synthesized aluminum and iron based inorganic polymer coagulants for pulping wastewater treatment. J. Environ. Chem. Eng. 2019, 7, 103204. [Google Scholar] [CrossRef]
- Mathur, S.; Singh, P.; Moudgil, B.M. Advances in selective flocculation technology for solid-solid separations. Int. J. Miner. Process. 2000, 58, 201–222. [Google Scholar] [CrossRef]
- Zhao, C.; Zhou, J.; Yan, Y.; Yang, L.; Xing, G.; Li, H.; Wu, P.; Wang, M.; Zheng, H. Application of coagulation/flocculation in oily wastewater treatment: A review. Sci. Total Environ. 2021, 765, 142795. [Google Scholar] [CrossRef] [PubMed]
- Zaki, N.; Hadoudi, N.; Charki, A.; Bensitel, N.; Ouarghi, H.E.; Amhamdi, H.; Ahari, M. Advancements in the chemical treatment of potable water and industrial wastewater using the coagulation–flocculation process. Sep. Sci. Technol. 2023, 58, 2619–2630. [Google Scholar] [CrossRef]
- Kruyt, H.R.; Overbee, J.T.G. Introductory Paper: Theoretical Treatment of the Double Layer. 1940, pp. 110–116. Available online: https://overbeek.sites.uu.nl/wp-content/uploads/sites/863/2022/08/012.pdf (accessed on 13 May 2025).
- Dukhin, A.S.; Dukhin, S.S.; Goetz, P.J. Gravity as a factor of aggregative stability and coagulation. Adv. Colloid Interface Sci. 2007, 134–135, 35–71. [Google Scholar] [CrossRef] [PubMed]
- Carmignano, O.R.; Vieira, S.S.; Teixeira, A.P.C.; Lameiras, F.S.; Brandão, P.R.G.; Lago, R.M. Iron Ore Tailings: Characterization and Applications. J. Braz. Chem. Soc. 2021, 32, 1895–1911. [Google Scholar] [CrossRef]
- Cullity, B.D.; Stock, S.R. Elements of X-Ray Diffraction, 3rd ed.; Prentice Hall: Hoboken, NJ, USA, 2001. [Google Scholar]
- Černík, M.; Kromková, Z.; Vranec, P.; Mašlejová, A. X-Ray Diffraction Analysis of Coal Materials. Structure 2015, 22, 172–174. [Google Scholar]
- Ritz, M.; Klika, Z. Determination of minerals in coal by methods based on the recalculation of the bulk chemical analysis. Acta Geodyn. Geomater. 2010, 7, 453–460. [Google Scholar]
- Siddigui, I.; Shah, M.T.; Ahmed, I. X-Ray Diffraction Analyses of Thar, Sonda and Meting—Jhimpir Coalfields, Sindh. Sindh Univ. Res. J. 2009, 41, 67–74. [Google Scholar]
- Silva, L.F.O.; Sampaio, C.H.; Guedes, A.; de Vallejuelo, S.F.-O.; Madariaga, J.M. Multianalytical approaches to the characterisation of minerals associated with coals and the diagnosis of their potential risk by using combined instrumental microspectroscopic techniques and thermodynamic speciation. Fuel 2012, 94, 52–63. [Google Scholar] [CrossRef]
- Guiling, X.; Ping, L.; Cai, L.; Pan, X.; Liu, S.; Daoyin, L.; Xiaoping, C. Effect of powder properties on discharge characteristics of cohesive carbonaceous fuel powders from a top discharge blow tank at high pressure. Chem. Eng. Commun. 2018, 205, 1604–1621. [Google Scholar] [CrossRef]
- Tankosić, L.; Tančić, P.; Sredić, S.; Nedić, Z. Comparative Study of the Mineral Composition and Its Connection with Some Properties Important for the Sludge Flocculation Process-Examples from Omarska Mine. Minerals 2018, 8, 119. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Chemical Compositions (in Mass, %) | |||||
|---|---|---|---|---|---|---|
| Fe | SiO2 | Al2O3 | Ca | MgO | K2O | |
| K | 34.82 | 7.51 | 4.22 | 3.40 | 1.06 | 0.41 |
| Sample | Granulation, µm | Fe, % | SiO2, % | Al2O3, % | Ca, % | ||||
|---|---|---|---|---|---|---|---|---|---|
| Input | by Classes | Input | by Classes | Input | by Classes | Input | by Classes | ||
| K1 | −450 + 250 | 34.817 | 36.52 | 7.506 | 10.27 | 4.224 | 6.36 | 3.401 | 3.17 |
| K2 | −250 + 25 | 37.58 | 11.04 | 6.83 | 3.22 | ||||
| K3 | −25 + 0 | 41.38 | 11.58 | 8.51 | 3.38 | ||||
| Actual Fraction (µm) | % Weight | % OS Cum. | % US Cum. |
|---|---|---|---|
| 1 | 2 | 3 | 4 |
| −450 + 250 | 16.60 | 16.60 | 100.00 |
| −250 + 25 | 70.15 | 86.75 | 83.40 |
| −25 + 0 | 13.25 | 100 | 13.25 |
| TOTAL | 100 | 0.00 |
| C | O | Al | Si | Fe | Ca | K | Mg | Ti | Total | |
|---|---|---|---|---|---|---|---|---|---|---|
| Spectrum 1 | 76.00 | 20.38 | 1.15 | 0.98 | 1.49 | 0.00 | 0.00 | 0.00 | 0.00 | 100.00 |
| Spectrum 2 | 17.57 | 43.33 | 6.53 | 6.56 | 19.53 | 5.01 | 0.44 | 0.73 | 0.32 | 100.00 |
| Spectrum 3 | 0.00 | 41.05 | 3.61 | 3.64 | 49.51 | 2.19 | 0.00 | 0.00 | 0.00 | 100.00 |
| Spectrum 4 | 62.18 | 33.02 | 1.23 | 1.10 | 2.46 | 0.00 | 0.00 | 0.00 | 0.00 | 100.00 |
| Spectrum 5 | 23.51 | 43.86 | 2.91 | 2.83 | 25.80 | 0.48 | 0.37 | 0.00 | 0.24 | 100.00 |
| Spectrum 6 | 0.00 | 29.41 | 3.60 | 1.79 | 65.19 | 0.00 | 0.00 | 0.00 | 0.00 | 100.00 |
| Sample | K1 | K1M | K2 | K2M | K3 | K3M | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| XRD | SEM | XRD | SEM | XRD | SEM | XRD | SEM | SEM | XRD | SEM | |
| magnetite | + | + | + | ||||||||
| hematite | + | + | + | + | + | + | + | ||||
| quartz | + | + | + | + | + | + | + | ||||
| gibbsite | + | + | + | + | (+) | + | (+) | ||||
| calcite | + | (+) | (+) | (+) | (+) | + | |||||
| goethite | + | (+) | (+) | + | |||||||
| phyllosilicates | + | + | + | + | + | ||||||
| dolomite | + | + | |||||||||
| barite | + | ||||||||||
| amphibole | + | ||||||||||
| sphalerite | + | ||||||||||
| talc | + | ||||||||||
| gypsum | + | ||||||||||
| amorphous matter | + | ||||||||||
| Test No. | Attempt No. | pH | Floc. | Disp. | Settled Material | Floated Material | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Settled Weight (%) | Fe (%) | SiO2 (%) | Al2O3 (%) | Ca (%) | Float Weight (%) | Fe (%) | SiO2 (%) | Al2O3 (%) | Ca (%) | |||||
| 1 | 1 | 6 | No | No | 67.40 | 34.43 | 7.23 | 4.12 | 3.17 | 32.60 | 33.29 | 6.93 | 4.40 | 3.75 |
| 2 | 63.77 | 33.57 | 6.91 | 3.83 | 3.60 | 36.23 | 37.37 | 7.87 | 4.65 | 3.54 | ||||
| 3 | 65.02 | 38.85 | 6.93 | 4.07 | 3.44 | 34.98 | 34.95 | 7.64 | 4.30 | 3.57 | ||||
| 4 | 67.75 | 32.83 | 6.80 | 4.22 | 3.49 | 32.25 | 35.36 | 8.01 | 3.96 | 3.23 | ||||
| 5 | 65.71 | 33.86 | 6.38 | 3.75 | 3.25 | 34.29 | 35.57 | 7.63 | 4.57 | 3.11 | ||||
| Avg. | 65.93 | 34.71 | 6.85 | 4.00 | 3.39 | 34.07 | 35.31 | 7.61 | 4.38 | 3.44 | ||||
| 2 | 1 | 4 | No | No | 51.25 | 35.73 | 6.81 | 3.89 | 3.32 | 48.75 | 35.79 | 7.97 | 4.79 | 3.17 |
| 2 | 55.39 | 35.30 | 6.55 | 4.02 | 3.28 | 44.61 | 35.80 | 8.01 | 4.88 | 3.39 | ||||
| 3 | 50.07 | 32.81 | 7.48 | 4.28 | 3.75 | 49.93 | 32.78 | 7.61 | 4.67 | 3.17 | ||||
| 4 | 49.28 | 33.35 | 6.71 | 4.20 | 3.28 | 50.72 | 34.73 | 7.85 | 4.15 | 3.11 | ||||
| 5 | 49.93 | 30.99 | 7.76 | 4.62 | 3.53 | 50.07 | 38.39 | 7.98 | 4.59 | 2.94 | ||||
| Avg. | 51.18 | 33.64 | 7.06 | 4.20 | 3.43 | 48.82 | 35.50 | 7.88 | 4.62 | 3.16 | ||||
| 3 | 1 | 10.5 | No | No | 69.37 | 33.95 | 6.04 | 3.63 | 3.09 | 30.63 | 34.49 | 6.98 | 4.26 | 3.36 |
| 2 | 61.52 | 33.08 | 7.17 | 4.11 | 3.32 | 38.48 | 34.05 | 7.08 | 4.19 | 3.60 | ||||
| 3 | 59.79 | 35.29 | 6.61 | 3.58 | 3.39 | 40.21 | 32.09 | 7.43 | 3.80 | 3.22 | ||||
| 4 | 67.59 | 36.38 | 5.98 | 3.91 | 3.18 | 32.41 | 34.87 | 6.93 | 3.85 | 3.28 | ||||
| 5 | 64.10 | 32.20 | 6.53 | 3.67 | 3.19 | 35.90 | 37.65 | 6.83 | 4.33 | 3.23 | ||||
| Avg. | 64.47 | 34.18 | 6.46 | 3.78 | 3.23 | 35.53 | 34.63 | 7.05 | 4.09 | 3.34 | ||||
| 4 | 1 | 10.5 | Yes | No | 86.32 | 33.07 | 7.41 | 4.76 | 3.33 | 13.68 | 33.20 | 7.53 | 5.12 | 3.80 |
| 2 | 85.81 | 32.97 | 6.84 | 4.57 | 3.47 | 14.19 | 30.52 | 6.95 | 4.44 | 3.96 | ||||
| 3 | 83.77 | 32.46 | 7.30 | 4.72 | 3.31 | 16.23 | 32.35 | 7.90 | 4.63 | 3.90 | ||||
| 4 | 92.33 | 33.83 | 7.31 | 4.63 | 3.31 | 7.67 | 32.76 | 7.42 | 4.74 | 4.07 | ||||
| 5 | 90.68 | 34.07 | 7.42 | 4.28 | 3.40 | 9.32 | 32.28 | 7.25 | 5.17 | 3.94 | ||||
| Avg. | 87.78 | 33.28 | 7.26 | 4.59 | 3.36 | 12.22 | 32.22 | 7.41 | 4.82 | 3.93 | ||||
| 5 | 1 | 10.5 | Yes | Yes | 60.72 | 37.34 | 6.96 | 3.80 | 3.28 | 39.28 | 34.57 | 6.65 | 3.66 | 3.00 |
| 2 | 52.94 | 36.53 | 6.58 | 4.36 | 3.23 | 47.06 | 34.81 | 7.24 | 3.58 | 3.24 | ||||
| 3 | 55.09 | 34.31 | 6.24 | 4.06 | 3.16 | 44.91 | 32.53 | 6.28 | 3.91 | 3.20 | ||||
| 4 | 56.68 | 34.90 | 7.15 | 4.09 | 2.87 | 43.32 | 31.36 | 6.29 | 3.60 | 3.07 | ||||
| 5 | 54.31 | 33.69 | 6.84 | 3.89 | 3.17 | 45.69 | 33.09 | 6.94 | 3.81 | 2.94 | ||||
| Avg. | 55.95 | 35.35 | 6.75 | 4.04 | 3.14 | 44.05 | 33.27 | 6.68 | 3.71 | 3.09 | ||||
| 5(A) * | 1 | 10.5 | Yes | Yes | 68.76 | 37.21 | 6.25 | 3.44 | 2.71 | 31.24 | 31.87 | 8.80 | 5.11 | 4.32 |
| 2 | 71.99 | 35.98 | 6.02 | 3.28 | 2.88 | 28.01 | 31.09 | 8.07 | 4.99 | 4.24 | ||||
| 3 | 70.49 | 34.74 | 5.96 | 3.56 | 2.85 | 29.51 | 31.56 | 8.06 | 5.47 | 4.16 | ||||
| 4 | 72.68 | 37.15 | 5.67 | 3.19 | 2.64 | 27.32 | 32.31 | 8.22 | 4.78 | 4.64 | ||||
| 5 | 71.24 | 34.49 | 6.14 | 3.77 | 3.02 | 28.76 | 32.01 | 7.71 | 5.56 | 4.17 | ||||
| Avg. | 71.03 | 35.91 | 6.01 | 3.45 | 2.82 | 28.97 | 31.77 | 8.17 | 5.18 | 4.31 | ||||
| Sample | Classes, µm | Product | M, % | Fe, % | SiO2, % | Al2O3, % | Ca, % | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Input | Float/Settled | Input | Float/Settled | Input | Float/Settled | Input | Float/Settled | ||||
| K1 | −450 +250 | Float | 7.50 | 36.52 | 31.32 | 10.27 | 9.51 | 6.36 | 5.78 | 3.17 | 4.06 |
| Settled | 92.50 | 36.26 | 10.29 | 6.34 | 3.25 | ||||||
| K2 | −250 + 25 | Float | 11.72 | 34.58 | 17.42 | 11.04 | 4.91 | 6.83 | - | 3.22 | 1.33 |
| Settled | 88.28 | 36.01 | 10.53 | 5.97 | 3.05 | ||||||
| K3 | −25 + 0 | Float | 11.71 | 41.38 | 33.84 | 11.58 | 9.33 | 8.51 | 5.22 | 3.38 | 2.88 |
| Settled | 88.29 | 38.05 | 10.37 | 6.29 | 3.42 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mihai, A.-F.; Tankosić, L.; Sredić, S.; Zdravković, A.; Traista, C.; Lazar, M.; Traista, E. Separation of Iron Oxide from Harbor Waste Using Selective Flocculation. Appl. Sci. 2025, 15, 5678. https://doi.org/10.3390/app15105678
Mihai A-F, Tankosić L, Sredić S, Zdravković A, Traista C, Lazar M, Traista E. Separation of Iron Oxide from Harbor Waste Using Selective Flocculation. Applied Sciences. 2025; 15(10):5678. https://doi.org/10.3390/app15105678
Chicago/Turabian StyleMihai, Alexandru-Florin, Ljiljana Tankosić, Svjetlana Sredić, Alena Zdravković, Camelia Traista, Maria Lazar, and Eugen Traista. 2025. "Separation of Iron Oxide from Harbor Waste Using Selective Flocculation" Applied Sciences 15, no. 10: 5678. https://doi.org/10.3390/app15105678
APA StyleMihai, A.-F., Tankosić, L., Sredić, S., Zdravković, A., Traista, C., Lazar, M., & Traista, E. (2025). Separation of Iron Oxide from Harbor Waste Using Selective Flocculation. Applied Sciences, 15(10), 5678. https://doi.org/10.3390/app15105678