1. Introduction
Currently, composite materials engineering stands at a crucial juncture, facing the challenge of integrating sustainability and efficiency into its applications. Jute fiber, in particular, has emerged as an eco-friendly and cost-effective alternative to synthetic fibers for critical structural applications [
1], such as motorcycle fairings. In terms of mechanical strength, jute and hemp fibers [
2] present the most significant values compared to other natural fibers, with ranges of 400–800 and 550–900 MPa, respectively [
3]. This robustness is attributable to their high cellulose content, making them particularly suitable for structural applications in the composite materials industry, such as motorcycle fairings, where a combination of lightweight and mechanical strength is required. This study delves into how the volumetric fraction of jute fiber affects the mechanical properties of epoxy matrix composites, especially in motorcycle fairing design, an area that has not been exhaustively explored until now.
This study builds upon previous works, such as those by Veeraprabahar et al. [
4], which underscore the importance of thermal insulation properties in natural fiber composites like coconut and jute fibers in polyurethane foam, which can maintain thermal conductivity at optimal levels; high-temperature tests indicate exceptional performance at over 350 °C, especially in compositions with 10% of these fibers. This thermal insulation characteristic would not only provide better protection for the rider’s lower extremities against engine heat but also contribute to the durability and performance of the fairing. Additionally, Alhijazi et al. [
2] highlight the advantages of natural fiber composites (NFCs) in terms of lightweightness and sustainability. These studies provide crucial context for understanding the potential application of jute fiber in the automotive sector. Likewise, it is demonstrated how the addition of jute fiber to epoxy resin composites can significantly improve their mechanical strength [
5,
6,
7], a crucial finding for designing more resilient and lightweight fairings. On the other hand, Arputhabalan et al. [
8] offer insight into the sustainability of jute fiber in epoxy composites, an essential aspect in the quest for environmentally responsible solutions.
Gukendran et al. [
6] highlight the versatility and effectiveness of jute fiber in composite material applications. Treatment with SiO
2 nanoparticles improved the jute fibers´ surface energy and tensile strength by 11.7 and 17.9%, respectively. Moreover, jute composites in polypropylene and polylactic acid matrices showed significant variations in behavior under load [
9]. Hybrid jute and E-Glass composites in an epoxy resin matrix showed a notable 150% increase in tensile strength [
10]. Conversely, applications of these natural fibers in jute fiber-reinforced concrete showed improvement in strength and durability with an optimal fiber ratio between 1 and 2% [
11]. These collective findings underscore the potential of jute fiber in reinforcing and improving the mechanical properties of various composites and materials.
The study by Ramesh et al. [
5] demonstrates how hydrophobic treatment can be crucial to improving the durability of composite materials in humid environments, reducing moisture absorption to 2.71%, and improving mechanical strength. In the work by Arputhabalan et al. [
8], the relevance of the volumetric fiber fraction in the mechanical performance of epoxy composites is highlighted, an essential aspect for designing structural components. Ku et al. [
12] reveal that a proper balance between fiber fraction and matrix is key to optimizing tensile strength (reaching 42 MPa) and fatigue resistance, vital in applications subjected to cyclic loads. Finally, Martinez and Puente [
13] emphasize the importance of ceramic fillers in improving properties such as tensile strength, crucial for applications where impact resistance and stiffness are prioritized. These findings are fundamental for motorcycle fairing design, where strength, durability, and lightweight properties are critical.
However, despite these advances, significant gaps exist in the literature, especially regarding the mechanical optimization of epoxy resin and jute fiber composites for specific applications such as motorcycle fairings. This study aims to fill these gaps, offering a detailed analysis of the effective integration of jute fiber into epoxy composites for fairing design. The challenges in fiber surface uniformity, fiber–matrix adhesion, and thermal resistance, key elements to ensure the viability of these materials in automotive environments, will be addressed. Additionally, the impact of different surface treatments on jute fibers will be explored, as well as their long-term behavior and durability in various environments.
This study proposes a comprehensive analysis that enriches the theoretical understanding of the interactions between jute fiber and epoxy matrix and also offers practical insights for their implementation in the automotive industry. By considering fiber orientation and manufacturing techniques for a motorcycle fairing piece, this work aims to develop fairings that are not only mechanically robust and lightweight but also sustainable and suitable for the modern automotive industry.
The central issue of this study lies in the urgent need to develop more sustainable and efficient motorcycle fairings. Traditionally, manufacturing these components has relied on materials that, while functional, do not meet the increasing environmental sustainability standards. Furthermore, strength and thermal insulation efficiency are often not optimized. This challenge becomes more relevant in a context where the demand for environmentally responsible vehicles is rising. Therefore, this research evaluates jute fiber-reinforced epoxy composites as a viable alternative, seeking to overcome these limitations and move towards a more environmentally friendly solution in the motorcycle industry.
The performance of tests with different volumetric fractions of jute fiber in composite plates aims to comprehensively evaluate the traction and impact properties of the composite material. By varying the volumetric fraction of fiber in each plate, the number of layers was adjusted, directly influencing the strength and other characteristics of the resulting composite. This variation in the number of layers allows for collecting a wide range of data, which is essential for understanding the influence of different reinforcement content on mechanical properties. Upon completion of the tests, comparing these results with previous studies on the same subject enables a critical analysis of the viability and performance of the developed composites following existing industry standards [
9]. The growing use of natural fiber composites in automotive structures, like underfloor panels and engine covers, further confirms their potential in lightweight and sustainable vehicle design [
14].
Jute fiber from Corchorus olitorius and Corchorus capsularis plants [
15] is valued for its strength, flexibility, and mechanical properties, making it useful in different sectors, like textiles and automotive [
16].
Figure 1 shows commonly available natural jute fibers. India produces approximately 55% of the world´s total production of jute, followed by Bangladesh and China [
17]. In Peru, it is recognized as a priority resource, supporting both economic and environmental goals. Jute absorbs CO
2 and releases O
2, helping combat climate change. It grows well in regions like Loreto and Ucayali, where the climate and soil are ideal for its cultivation [
18].
Surface modification of fibers using chemical agents enhances the mechanical properties of composites, particularly when using 15 mm fiber length [
10]. To optimize the performance of NFCs, it is essential to utilize treated fibers and assess their erosion wear resistance [
7]. Notably, H
2O
2 treatment has been shown to improve mechanical properties further [
20]. Additionally, jute fiber-reinforced composites exhibit mechanical characteristics comparable to those of glass fiber-reinforced composites [
21]. Jute fiber demonstrates a promising balance between mechanical performance, cost, and sustainability, making it a suitable candidate for structural applications such as motorcycle fairing design, where strength-to-weight ratio is critical [
22].
On the other hand, Reddy et al. [
23] developed a hybrid composite incorporating 20% jute fiber and varying pomegranate peel-powder content (2–8%). Mechanical tests revealed that strength improved up to 6% filler, but higher concentrations led to agglomeration and property deterioration. The study concluded that this combination not only enhances mechanical performance but also reduces costs, eliminates synthetic fibers, and promotes more sustainable manufacturing. Bhargav and Babu [
24] investigated biodegradable polymers as eco-friendly alternatives to synthetic fibers, aiming to reduce environmental impact and resource depletion. They focus on natural fibers like jute, which are renewable and offer better mechanical properties, though they face challenges such as poor bonding with the matrix and water absorption. Their research shows that adding TiO
2 to jute composites enhances their strength, flexibility, and resistance to erosion.
Fiber–matrix compatibilization systems improve the bond between fibers and matrices, enhancing adhesion, load transfer, and overall mechanical performance [
25]. These systems, including coupling agents and matrix modifiers, help overcome challenges like poor fiber–matrix compatibility and defects [
26]. Manual laminating, used in motorcycle fairing design, involves layering jute fibers soaked in epoxy resin, allowing precise control over fiber orientation and layer thickness, which affects the fairing’s strength and performance [
27]. Epoxy resin, known for its strength, adhesion, and stability, is widely used in composites for aerospace, automotive, and construction applications, offering durability and resistance to extreme conditions [
28].
3. Results and Discussion
The structural design of motorcycle fairings demands a detailed analysis of the configuration of jute fiber layers, as the laminar arrangement determines the mechanical strength and rigidity of the component [
13].
Figure 3 and
Figure 4 show the specimens for the experimental tests; tensile strength is paramount, as it correlates with the fairing’s ability to withstand dynamic forces in operation, contributing to aerodynamic stability and structural integrity [
31]. Regarding impact resistance, its importance is accentuated in collision scenarios, where a sturdy fairing can mean the difference between minor or major damage for both the rider and the motorcycle, acting as a crucial protective barrier [
4]. Tensile strength is crucial, as it relates to the fairing’s ability to withstand dynamic forces during operation, contributing to both aerodynamic stability and structural integrity [
32]. Therefore, the appropriate selection of the number of layers and the understanding of tensile and impact properties enhance performance and are also essential for safety in motorcycle engineering. The testing results are shown in
Table 6, presenting the tensile and impact behavior of the composite material.
Tensile and impact tests conducted on jute fiber composites reveal that a volumetric fraction of 26.7% provides an optimal balance between strength and energy absorption, with an average maximum stress of 42.94 MPa and impact energy of 16.83 kJ/m². This balance is crucial for motorcycle fairings, which must withstand significant forces during everyday use and provide protection in impact situations. The selection of this volumetric fraction is key to developing fairings that meet aesthetic and performance standards and enhance the overall safety of the vehicle.
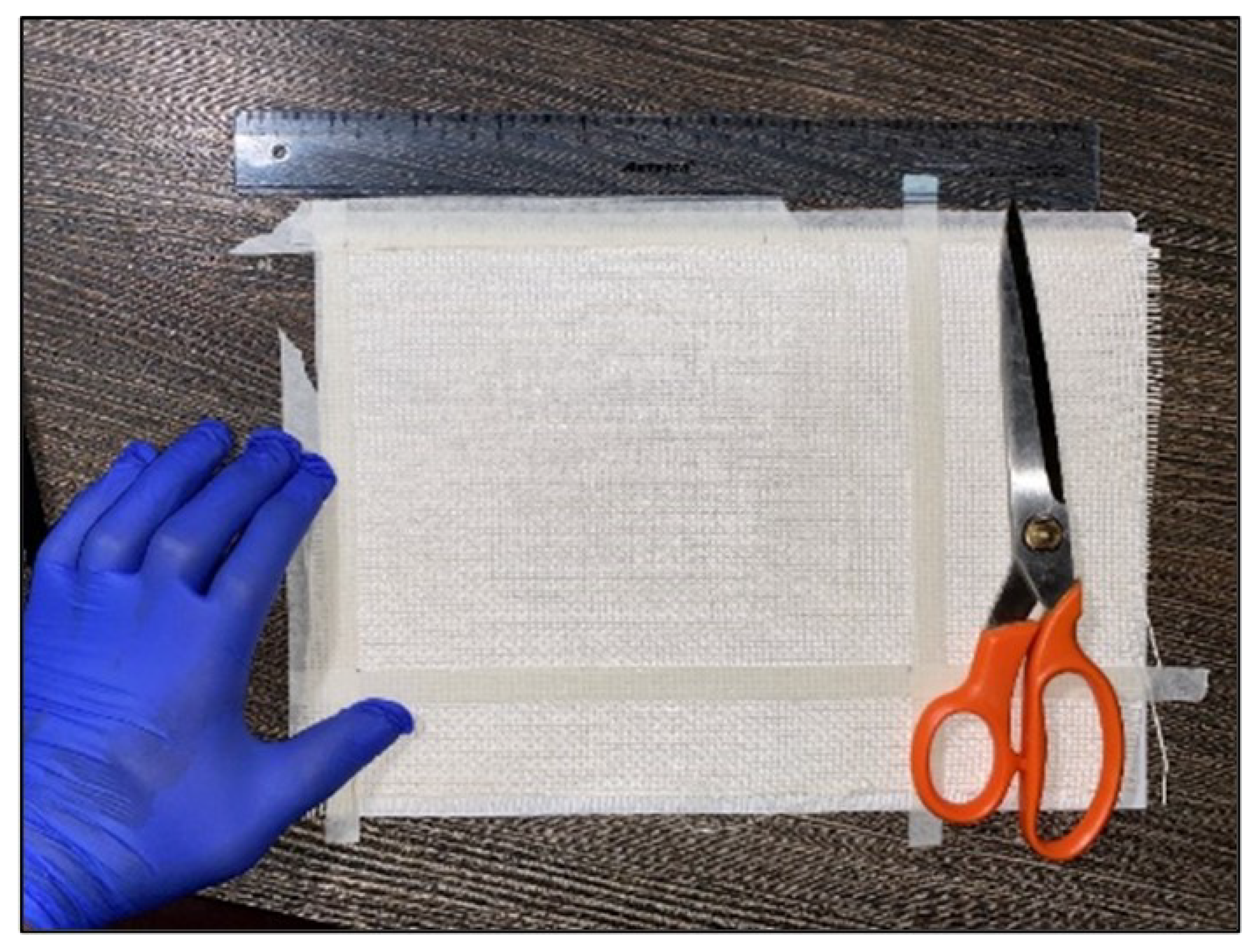
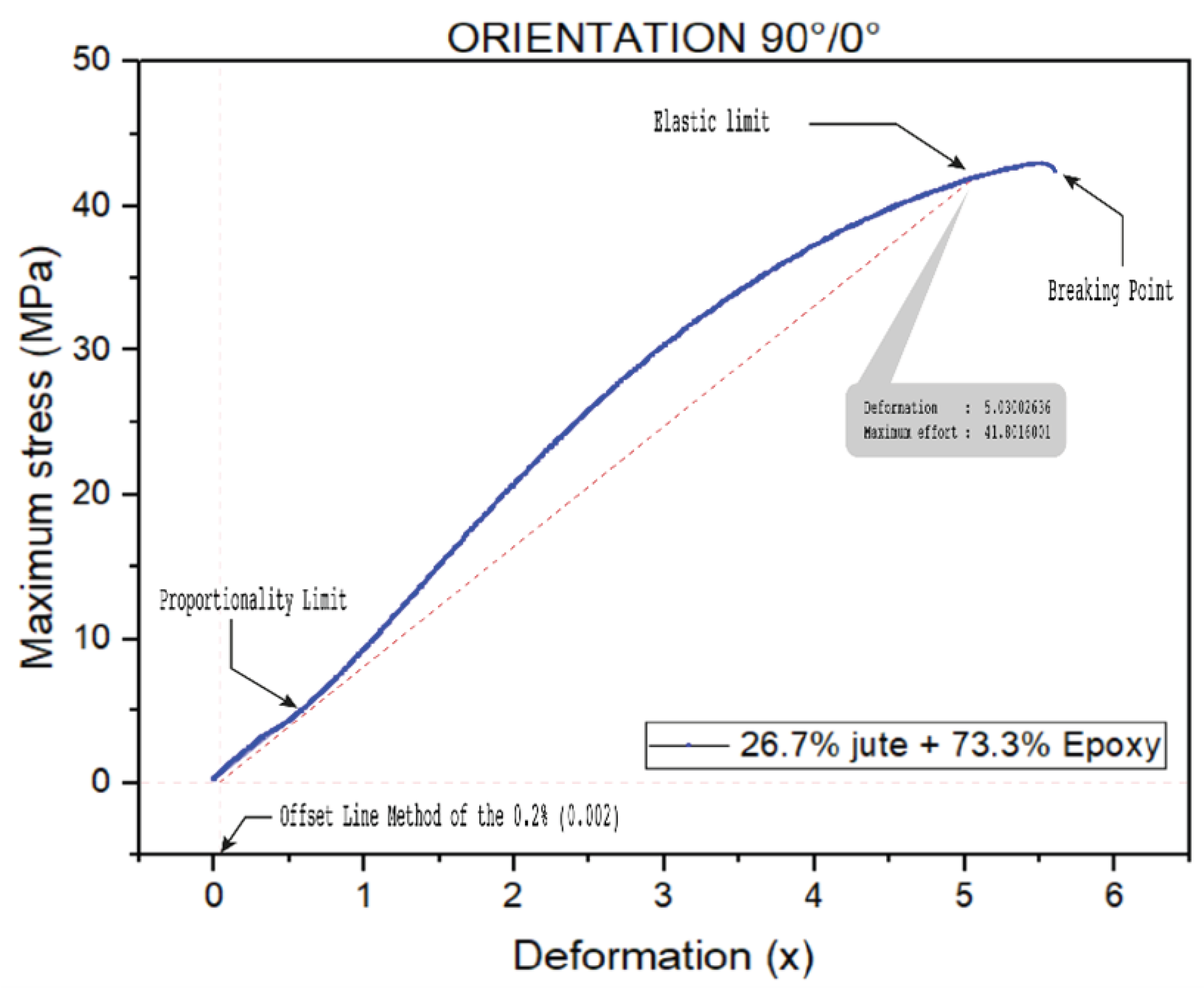
In the comparison of jute fiber-reinforced epoxy composite and the same 90 and 0° fiber orientation, a key distinction in mechanical behavior attributable to differences in weave architecture and laminate thickness is observed. While composites with “mesh” weave in this research show a tendency towards higher displacement at maximum load, reflecting increased ductility and deformation capacity under applied loads, results obtained by Naranjo [
11], with “twill” weave, exhibit higher maximum stress values despite having a lower thickness; this can be inferred from
Table 7. Woven jute fiber with an estimated weight of 106.67 g/m² was used, calculated from a 25 cm × 15 cm sample weighing 4 g. In contrast, the study conducted by Naranjo et al. reports an actual weight of 390 g/m², obtained from a mass of 2.4375 g over an effective area of 62.5 cm², corresponding to the dimensions of the tensile specimen (250 × 25 mm²). This phenomenon can be interpreted as a significant influence of twill weave on the material’s tensile strength, as shown in
Figure 7, due to more effective fiber alignment, favoring load transfer.
3.1. Impact Simulation
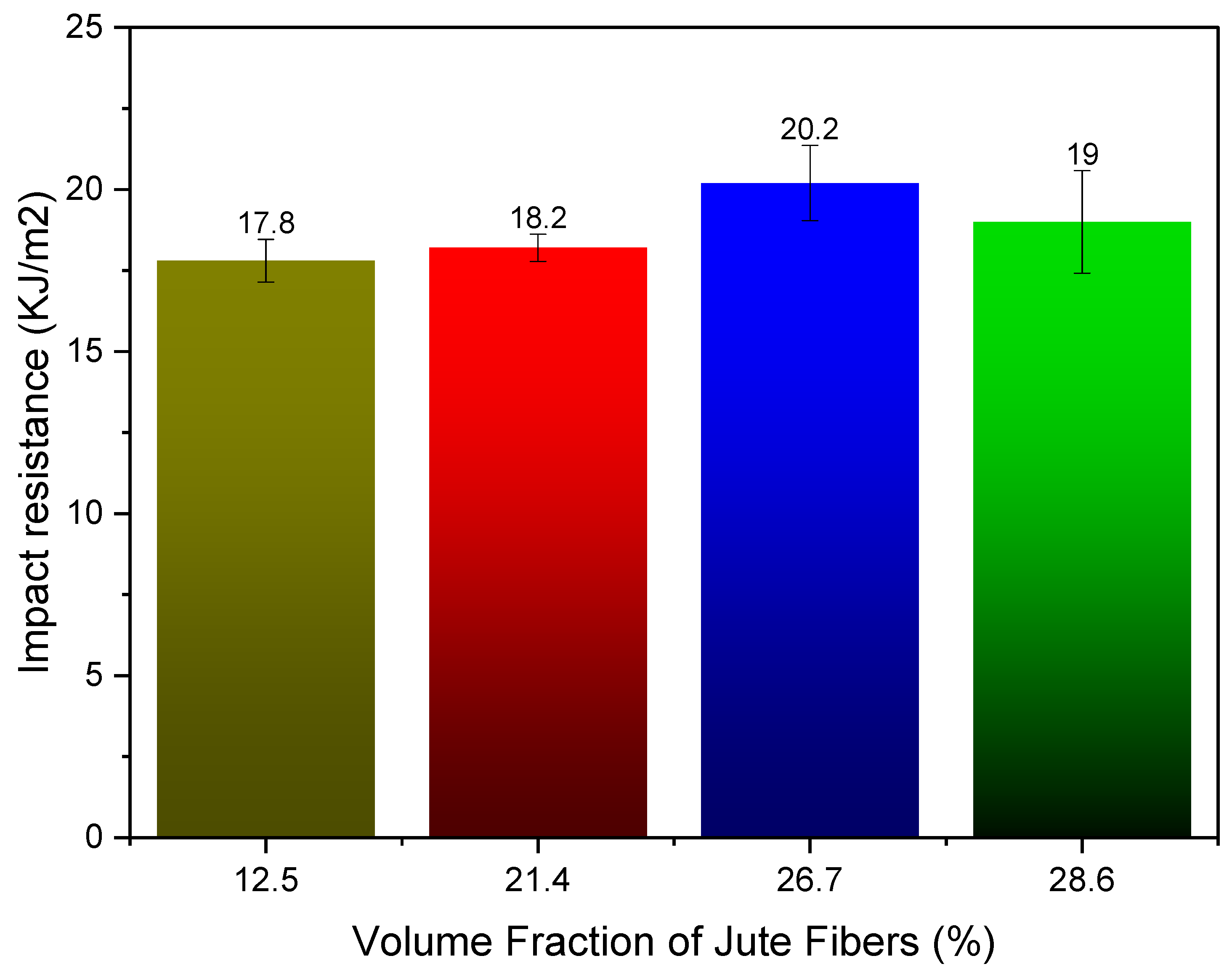
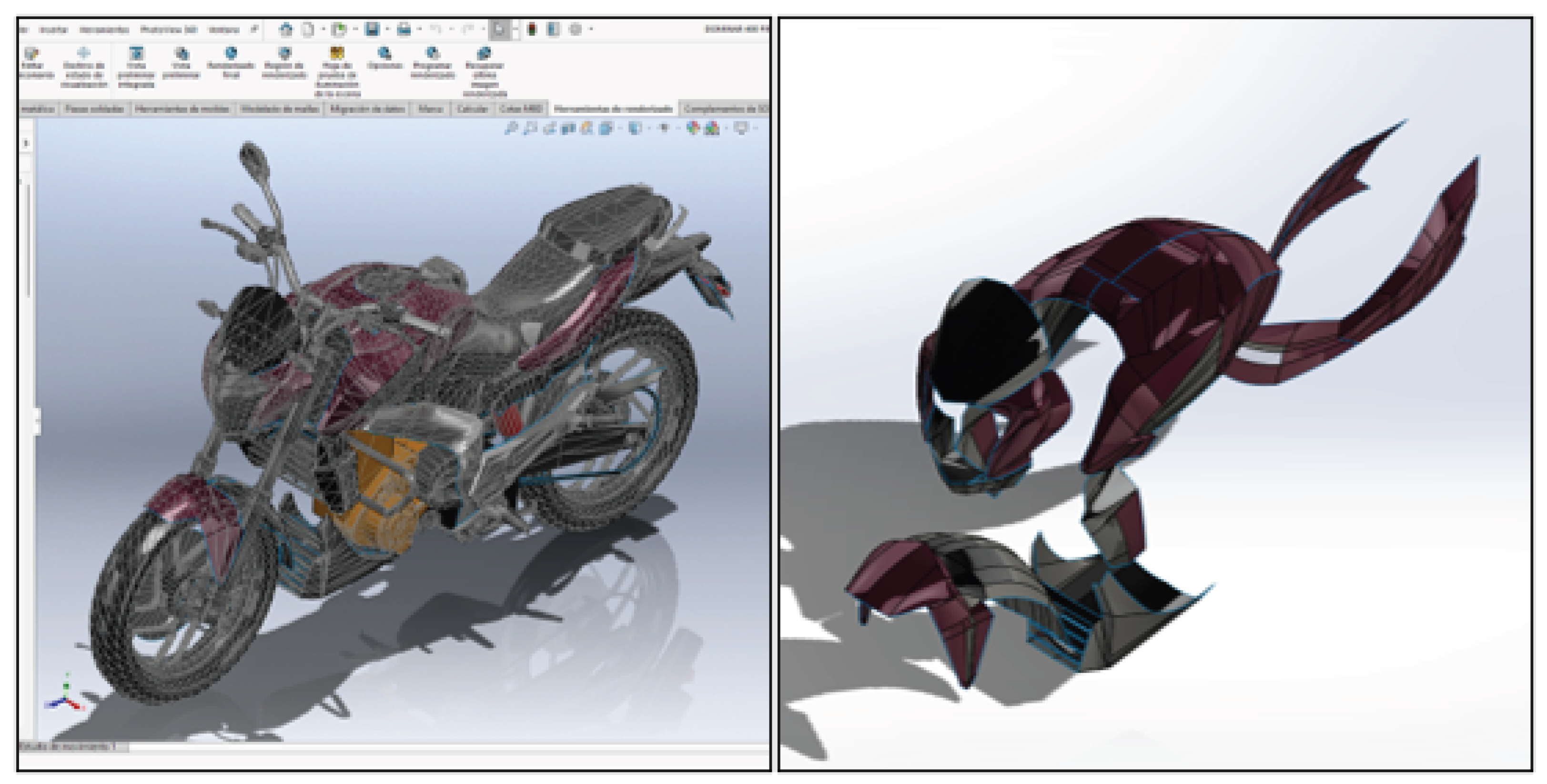
Figure 8 shows the impact energy absorption graph for jute fiber-reinforced epoxy composites with 90/0° orientation with different reinforcement volumetric fractions. The creation of a detailed 3D model of the Bajaj motorcycle fairing marked a key step in our engineering project. Using photogrammetry, high-resolution images captured the vehicle from various angles, enabling accurate reconstruction in SolidWorks. This model became a vital tool for visualization, analysis, and manufacturing, offering insights into the fairing’s structural and aesthetic dynamics. The integration of digital technologies optimized development and ensured well-informed design decisions aligned with performance goals.
In motorcycle fairing design (see
Figure 9), components like the tail section and fender improve aerodynamics, protect the rider from impacts and engine heat, and preserve critical parts of the vehicle [
33]. Using epoxy composites reinforced with jute fibers enhances the fairing’s mechanical properties, offering a sustainable alternative that improves impact resistance and durability. By adjusting the volume fraction of jute fibers, manufacturers can optimize these composites for better rider protection and vehicle performance [
4]. Recent Computational Fluid Dynamics-CFD based studies on high-performance motorcycle fairings, such as those conducted on the Honda™ RS, confirm that even small aerodynamic refinements can yield measurable performance gains—emphasizing the importance of material optimization and design synergy [
34]. The aerodynamic behavior of motorcycle fairings is not only governed by geometry but also by the physical properties of the material used. Studies with fiberglass prototypes have shown that lighter, smoother materials can significantly reduce drag forces and improve stability at high speeds—insights that support the exploration of natural fiber composites such as jute for sustainable and functional fairing designs [
35].
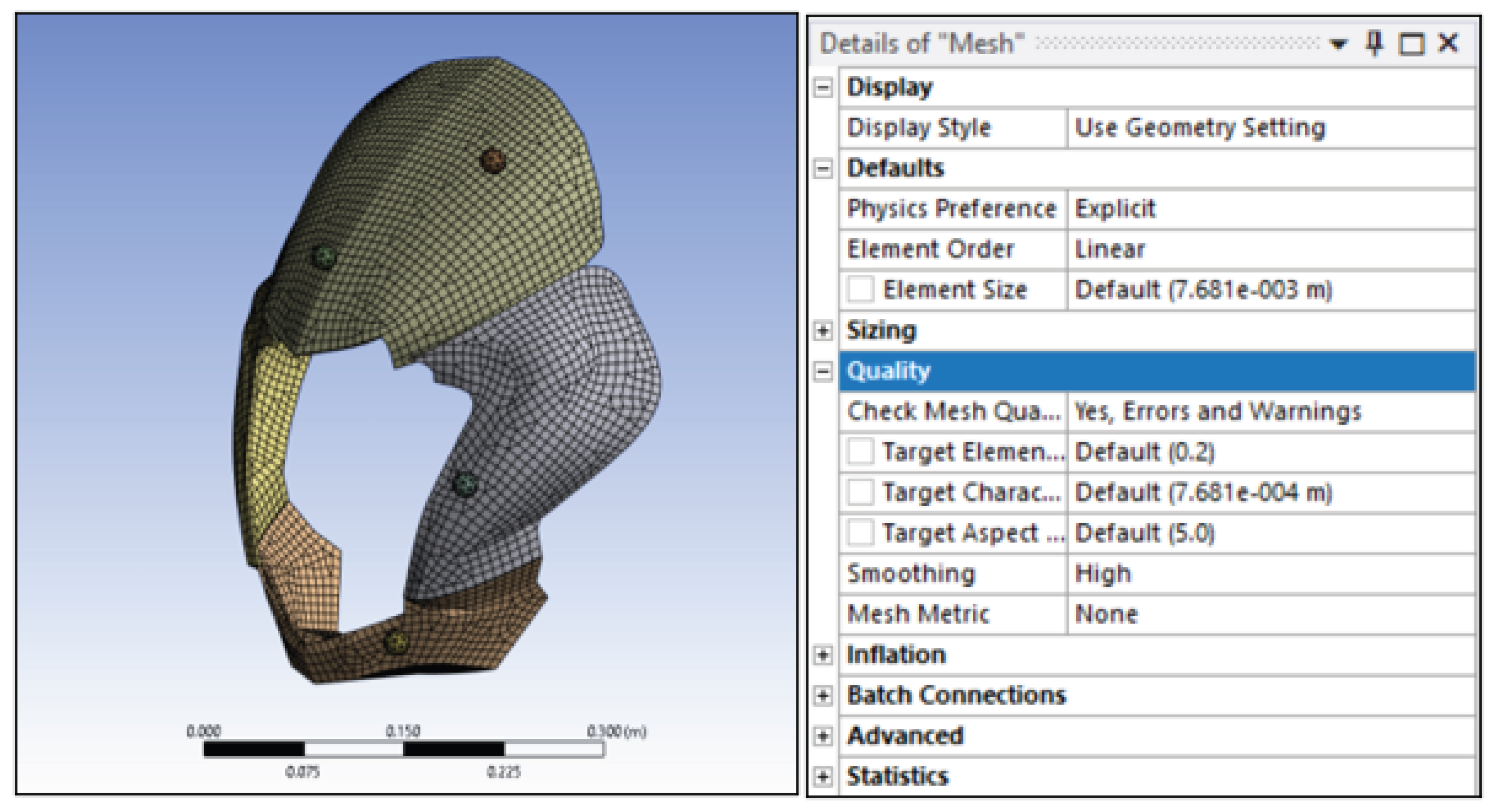
The computerized impact simulation modeled the motorcycle front fairing using a jute fiber-reinforced epoxy composite. The results, obtained through a finite element analysis, provided critical metrics such as directional deformation and Von Mises equivalent stress. These indicators are essential for evaluating the fairing’s structural response under impact loads. Directional deformation offers a detailed view of the fairing’s distortion in the direction of impact, while the Von Mises equivalent stress is a key parameter for determining the onset of yielding or material failure under multiaxial loading conditions.
Von Mises Equivalent Stresses
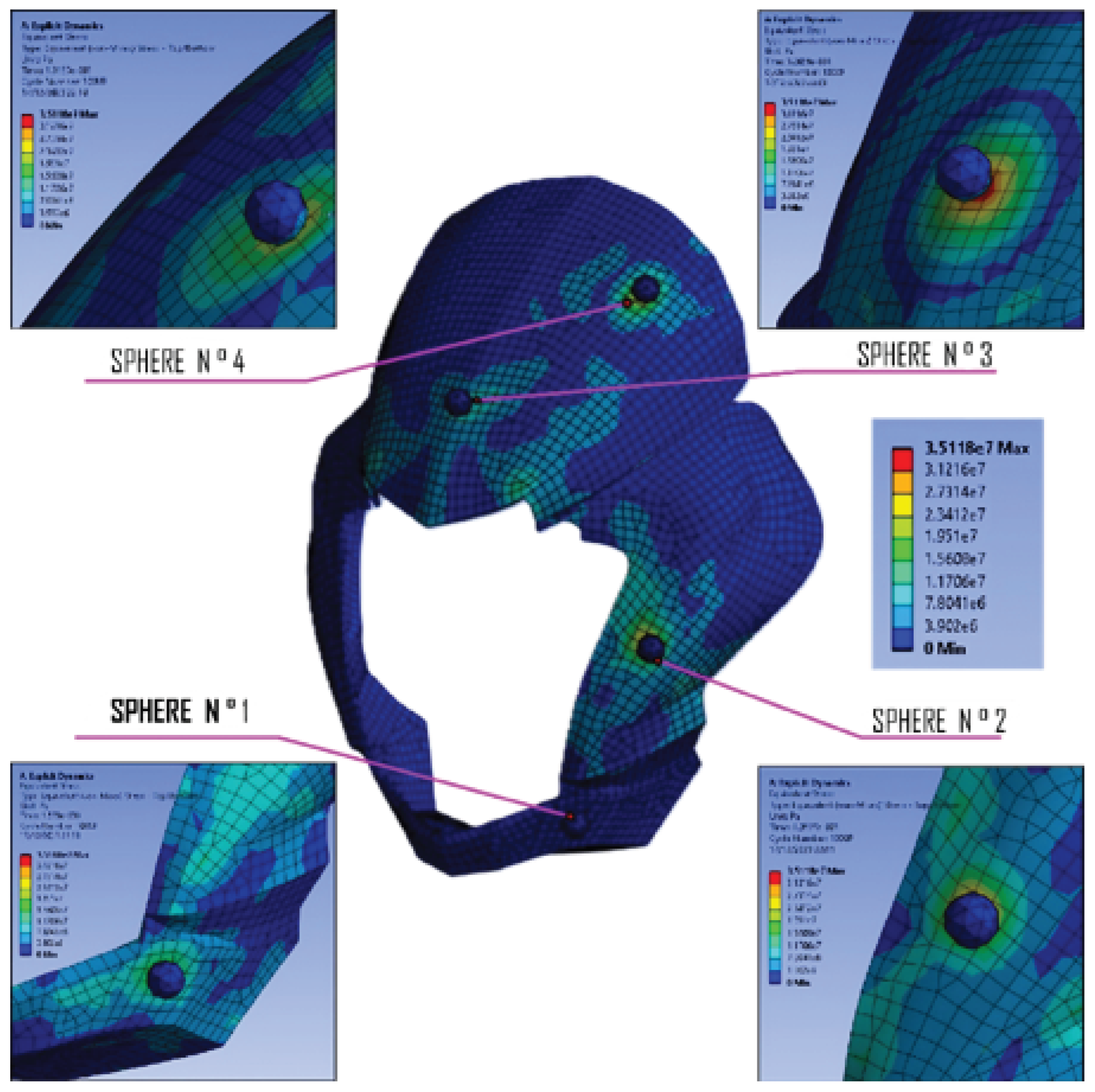
The finite element simulation conducted in ANSYS for the motorcycle front fairing, as shown in
Figure 5 and
Figure 10, composed of an epoxy resin matrix reinforced with 26.7% jute fiber, indicates a maximum Von Mises equivalent stress of 35.12 MPa at the established simulation time.
When comparing this maximum stress value with the material’s yield strength, experimentally determined as 41.80 MPa, it is observed that the stress induced by the simulated impact remains below the yield threshold. This suggests that, although the material is subjected to a significant load, it does not reach the point of permanent plastic deformation under the modeled impact conditions, as shown in
Figure 11 and
Figure 12.
Under the parameters of this specific simulation, which represents a collision with projected objects during driving, the fairing would not exhibit structural failure, maintaining its integrity.
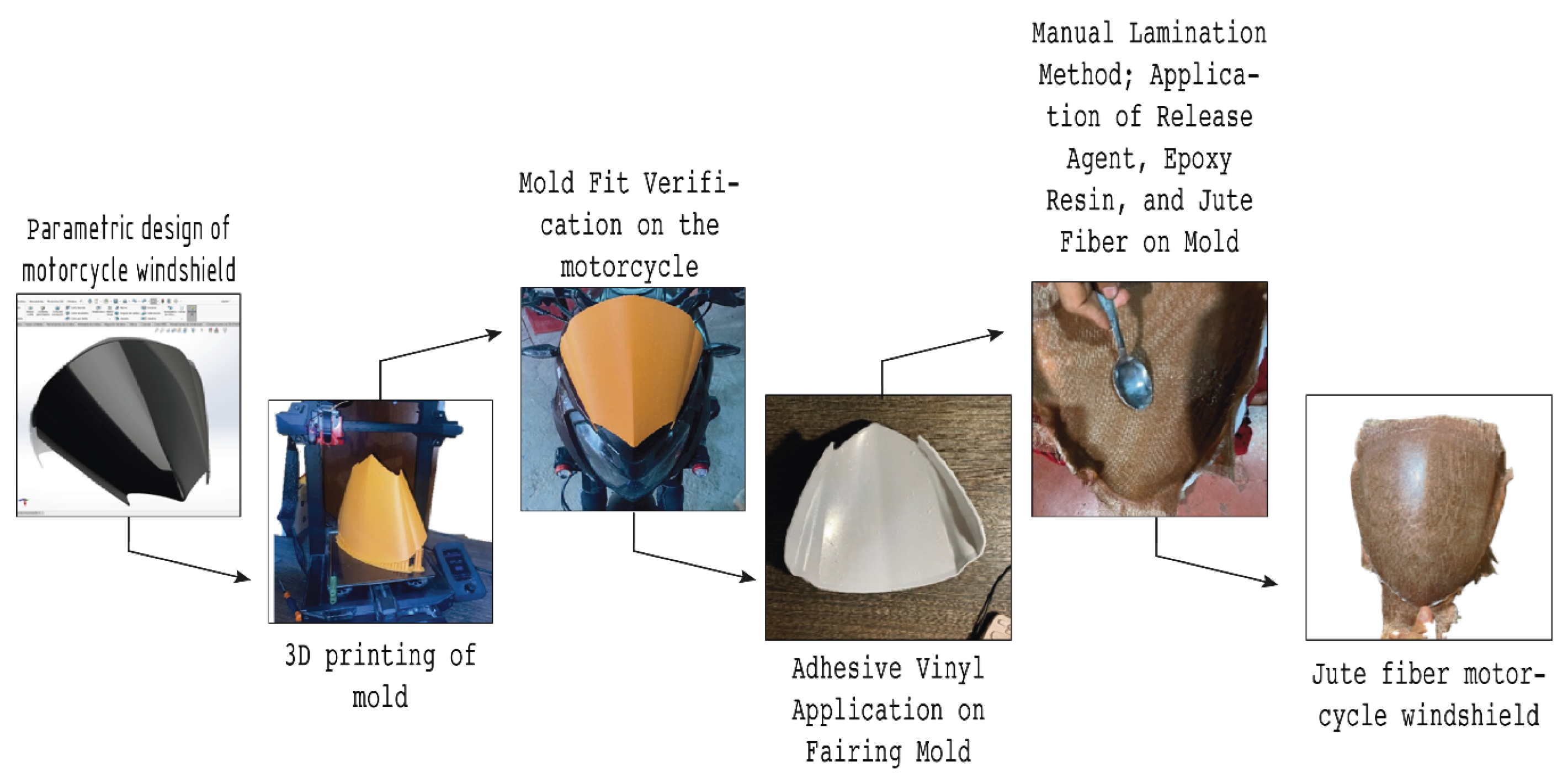
3.2. Motorcycle Fairing Manufacturing
The 3D modeling (see
Figure 13) of a Bajaj Dominar 400 motorcycle was carried out to identify the most suitable sections of the fairing for the application of composite materials. The front cowl was selected due to its relatively simple geometry and manageable dimensions, facilitating the comparative analysis of the mechanical properties of the composite material.
Following the manual lay-up procedure, woven jute fiber was laid up in 0 and 90° orientations on the prepared mold. Each fiber layer was impregnated with epoxy resin, ensuring complete and uniform saturation. Curing was carried out at room temperature, carefully controlling the times to ensure proper polymerization of the epoxy matrix and thus achieve a composite with mechanical properties optimized for its aerodynamic function in motorcycle fairings.
In this way, the natural fiber composite dome stands out for its focus on sustainability, while also offering a lower total manufacturing cost (see
Figure 14 and
Figure 15). Although the tensile strength of the composite dome is slightly lower than that of the commercial dome, its performance remains within an acceptable range for practical applications, showing adequate yield strength to withstand typical loads under driving conditions. Furthermore, the smooth finish and reduced susceptibility to scratches reflect a commitment to aesthetics and durability. The slightly lower weight of the natural fiber composite may reduce the motorcycle total weight, potentially improving fuel efficiency and maneuverability.
In the comparison presented in
Table 8, two motorcycle front fairings are contrasted: one made of jute fiber-reinforced epoxy composite and a commercial one made of polycarbonate.
4. Conclusions
The conclusions of this research highlight the potential of jute fibers as reinforcement in epoxy matrix composites for automotive industry applications, particularly in the manufacturing of motorcycle fairings. The optimized orientation of jute fibers in the composite parts ensures the necessary mechanical strength, while their high cellulose content contributes to structural integrity and tensile strength, with ranges of 29.6–45.6 MPa and impact resistance of 16.83 kJ/m². The viability of these materials is further reinforced by their adequate thermal conductivity, which is crucial for thermal protection in the vicinity of the engine and for rider safety.
The fabrication of a motorcycle fairing cowl using a composite material with a volumetric fraction of 26.7% jute fiber has proven to be a successful decision in achieving a balance between tensile and impact strength. Experimental results indicating maximum stress of 42.94 MPa and impact energy of 16.83 kJ/m² underscore the material’s ability to withstand aerodynamic forces and impact conditions common in driving environments. The resulting cowl meets structural durability requirements and contributes to rider safety by efficiently absorbing energy in case of collisions. This advancement in fairing materials represents a significant step towards innovation in motorcycle design, where integrating sustainable and high-performance composite materials aligns with current trends in automotive engineering.
Furthermore, for the design and manufacturing of motorcycle fairings, the results of this research emphasize the importance of proper selection of fiber weave and laminate configuration. Fairings, which require a combination of structural rigidity and impact resistance without fracturing, would benefit from mesh weave for its increased ductility and energy-absorbing capacity, qualities that help mitigate damage in case of minor impacts and constant vibrations. On the other hand, twill weave, offering superior tensile strength, would be suitable for areas of the fairing subject to high aerodynamic loads, where rigidity is paramount to maintain aerodynamic stability and fairing shape at high speeds. This duality of properties suggests a hybrid design strategy, where both types of weaves could be used in different areas of the fairing, adapting each section to the type of load and expected performance, thus maximizing efficiency and safety on the motorcycle.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






