1. Introduction
The products manufactured by machine-building enterprises are characterized by a certain set of properties that meet the requirements of potential consumers for the corresponding product [
1].
The growth of industrial production in the field of mechanical engineering, observed in recent years, requires enterprises to continuously improve the production process by increasing the efficiency of the implementation of different classes of operations performed in the process of manufacturing products [
2,
3]. The solution of this problem is based on the structural decomposition of the processes under study, the construction of a clear hierarchy of sub-objectives and their formalization, as well as the formation of an optimal list of target indicators [
4].
The process of optimization of technological processes is based on big data analytics, which includes data collection, processing, and analysis based on developed methods and algorithms [
5]. Modern digital technologies such as the Internet of Things, cloud computing, big data analytics, and artificial intelligence can significantly improve the efficiency of the production process [
6].
Currently, models based on the graph method are widely used to solve process optimization problems [
7]. These classes of models allow visualizing the structure of complex production processes and the interrelationships between their individual elements, which can significantly increase the efficiency of the optimization process [
8,
9]. In spite of this, the graph method cannot be applied to solve any class of problems. This method cannot be applied to those classes of problems that cannot be reduced to algorithms from graph theory. As a disadvantage of this method, we can note the need for high amounts of memory required to solve the problem, which increases in proportion to the number of vertices of the graph.
The ever-increasing complexity of production processes in terms of structural organization and multifactoriality of solved problems inevitably leads to a significant increase in the volume of analyzed data [
10]. The introduction of Big Data technologies for optimization of production processes allows for a quick and clear structuring and analysis of large data sets, which helps to increase the efficiency of the multi-criteria optimization process [
11,
12]. The application of this technology requires significant system resources, which is a key limitation in the effectiveness of its application. The disadvantages of Big Data technology include problems related to privacy and security, data quality and reliability, high implementation and maintenance costs, and difficulties in data integration.
Multi-criteria optimization is a key factor in improving the efficiency of production processes at machine-building enterprises [
13]. Such optimization methods as the method of hierarchy analysis [
14,
15] and the Pareto optimization method [
16] are widely used in the development of optimization models.
The method of hierarchy analysis is a mathematical tool of system approach, developed by American mathematician Thomas L. Saaty, which belongs to the class of criterion methods and allows for effectively structuring a complex decision-making problem in the form of a hierarchy, comparing and performing a quantitative evaluation of alternative solutions [
17]. This method of multi-criteria optimization is the basis of a number of optimization models of production processes [
18,
19,
20,
21,
22,
23]. The disadvantage of this method is the need to obtain a large amount of data from experts. As a limitation of this method, it can be noted that it is most suitable for those cases where the bulk of the data is based on the preferences of the decision maker in the process of selecting the best solution from a set of existing alternatives.
The essence of the Pareto method is that no indicator of the system can be improved without the deterioration of any other indicator [
24]. The result of Pareto optimization is the formation of a Pareto front, which includes a set of optimal non-dominated solutions. The Pareto method is used to solve multi-criteria optimization problems of production processes [
25,
26,
27,
28,
29]. One of the key classes of problems for a machine-building enterprise is the optimization of the manufacturing process of products on metalworking machines [
30]. However, all these studies do not fully describe the choice of parametric optimization methods from the point of view of increasing the efficiency of forming processes. The procedure of forming individual components of a design. The disadvantages of this method can be attributed to the fact that it does not allow you to identify a single optimum solution [
31]. This method allows for identifying a set of solutions that are not domain-related to each other, but surpass the lagging solutions in the search area [
32].
Thus, the purpose of the study is to increase the efficiency of the process of shaping individual design components using multi-criteria optimization methods. To achieve the goal of the study the following tasks are defined: structural analysis of the process of forming individual design elements, based on the decomposition of the process under study; formation of a structural hierarchical model of the process under study on the basis of the graph method; formation of a list of sub-objectives and their mathematical formalization; formation of the structure of vector optimization criterion for each level of control. The object of the study is the process of shaping a design element.
The novelty of the study lies in the development of a structural hierarchical model of the process of processing individual design elements of the product, based on the structural decomposition of the process under study. Allocation of method-levels, based on structural decomposition, allows for increasing the efficiency of management of the process under study due to in-depth analysis of its individual stages on the basis of the formed sets of target indicators and management strategies.
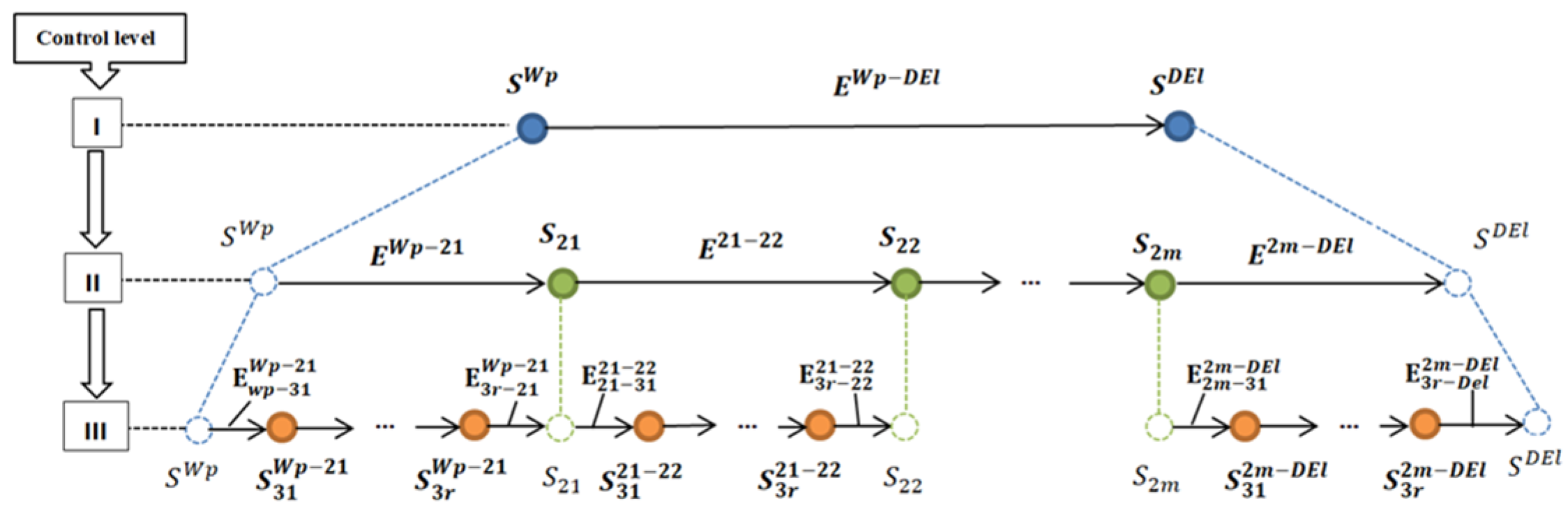
3. Theoretical-Multiple Models of Structural Elements of the Surface Forming Process
The structure of the theoretical-multiple models of the r-th working stroke realized in the process of machining the q-th design element contains the following elements:
- -
Parameters characterizing the type of the q-th design element () and the type of the processing method used in the process of realization of the r-th work stroke ().
- -
Subsets of parameters characterizing the state of the q-th design element before and after the implementation of the r-th working stroke , respectively.
- -
Subsets of target indicators characterizing the process of implementation of the r-th workflow nd control parameters of the corresponding process .
Thus, the theoretical-multiple model of the r-th working stroke, realized during the processing of the q-th design element, has the following form:
The states of the q-th design element before and after realization of the r-th working stroke are characterized by a set of geometrical parameters and surface texture parameters . The selection of appropriate types of geometric parameters, surface texture parameters and accuracy parameters of the elements is based on conformity matrices , ,.
The subset of target indicators characterizing the process of machining a design element within the r-th working stroke contains parameters describing the type of target indicator and its numerical value .
The subset contains parameters characterizing the types of control parameters , and the minimum and maximum values they can take .
The selection of types of targets and management parameters is based on compliance matrices ,.
The structure of the theoretical-multiple model of the m-th technological transition realized in the process of machining the q-th design element contains the following elements:
- -
A subset of elements forming the structure of the m-th technological transition and a matrix of parameters of correspondence of the r-th working stroke to the m-th technological transition .
- -
A subset of states of the q-th design element in the process of realization of the m-th technological transition .
- -
Subsets of target indicators characterizing the process of realization of the m-th technological transition and control parameters of the corresponding process .
Thus, the theoretical-multiple model of the m-th technological transition realized in the process of processing the q-th design element has the following form:
The subset contains parameters characterizing three types of states of the q-th design element: the state of the design element before and after the implementation of the m-th technological transition , respectively; intermediate states of the design element after the implementation of the working moves performed in the structure of the technological transition .
The structure of subsets of target indicators and control parameters is analogous to the corresponding subsets characterizing the process of implementation of the r-th work stroke.
The matrix of interrelation between the i-th previous working stroke and the j-th subsequent working stroke, realized in the process of execution of the m-th technological transition, has the form:
where
—parameter, characterizing the relationship between the i-th preceding working stroke and the j-th subsequent working stroke, realized in the process of m-th technological transition.
The parameter , , where r—number of working steps implemented in the structure of the m-th technological transition, pcs.
The value of the parameter characterizes the absence of a relationship between the i-th and j-th elements in the process of implementing the m-th technological transition. The value of the parameter , characterizes the presence of a relationship between the i-th and j-th working steps and determines the ordinal number of their interaction in the process of implementing the m-th technological transition.
The structure of the theoretical-multiple model of the s-th technological processing route realized during the processing of the q-th design element, contains the following elements:
- -
A subset of elements forming the structure of the s-th machining process route and a matrix of parameters of correspondence of the m-th process transition to the s-th machining process route .
- -
A subset of states of the q-th design element in the process of realization of the s-th technological processing route .
- -
Subsets of target indicators characterizing the process of realization of the s-th technological processing route and control parameters of the corresponding process .
Thus, the set-theoretic model of the s-th technological processing route, implemented in the process of processing the q-th design element, has the following form:
The subset contains parameters characterizing three types of states of the q-th design element: the state of the design element before the implementation of the technological processing route (workpiece)—(); the state of the design element after the implementation of the technological processing route—; intermediate states of the design element after the implementation of the corresponding technological transitions performed in the structure of the technological processing route .
The structure of the subsets of target indicators and control parameters is similar to the corresponding subsets characterizing the process of implementing the r-th work step. The matrix of the relationship between the i-th preceding technological transition and the j-th subsequent technological transition, implemented within the framework of the s-th technological route of processing the q-th design element, has the form:
where
—a parameter characterizing the relationship between the i-th preceding technological transition and the j-th subsequent technological transition, implemented in the structure of the s-th technological route for processing the q-th design element.
The parameter , , where m—number of technological transitions in the structure of the s-th technological processing route, pcs. The value of the parameter characterizes the absence of a relationship between the i-th and j-th technological transitions performed in the structure of the s-th technological processing route.
The value of the parameter , characterizes the presence of a relationship between the corresponding technological transitions and determines the ordinal number of their interaction in the structure of the s-th technological processing route.
4. Statement of the Problem of Controlling the Processing a Design Element
For the object under study, the control task is the structural and parametric optimization of the process of forming a design element based on the Pareto optimization method. Within the framework of the study, vector optimization criteria, a set of control parameters, and boundary conditions for the implementation of the model are determined for each control level.
For the first level of control, the following structure of the vector optimization criterion is defined:
where
—a target indicator characterizing the average value of labor intensity of the implementation of the main actions and auxiliary transitions performed within the framework of the s-th technological processing route in the process of forming the q-th design element, min.;
—a target indicator characterizing the average value of operating costs arising in the process of performing the main actions and auxiliary transitions implemented within the s-th technological route of processing in the process of forming the q-th design element, c.u.;
—a target indicator characterizing the level of accuracy of the execution of geometric parameters formed in the process of implementing the s-th technological route of processing the q-th design element;
—a target indicator characterizing the level of accuracy of the execution of the parameters of the surface texture of the q-th design element, formed in the process of implementing the s-th technological route of processing;
—a set of parameters for controlling the process of the technological route of processing the design element.
The set of control parameters
has the following structure:
where
—parameter characterizing the number of technological transitions in the structure of the technological route for processing the q-th design element, pcs.;
—parameter characterizing the processing method applied within the m-th technological transition that forms the structure of the technological route for processing the q-th type of design element.
The following boundary conditions are established:
where
—a parameter characterizing the average value of labor intensity of the implementation of the main actions performed during the formation of the q-th design element within the s-th technological processing route, min.;
—a parameter characterizing the average value of labor intensity of the implementation of auxiliary actions performed during the formation of the q-th design element within the s-th technological processing route, min.;
—a parameter characterizing the average value of operating costs arising in the process of implementing the main actions performed during the formation of the q-th design element within the s-th technological processing route, c.u.;
—parameter characterizing the average value of operating costs arising in the process of implementing auxiliary actions performed during the formation of the q-th design element within the s-th technological processing route, c.u.;
—parameter characterizing the type of optimization criterion applied for the j-th surface texture parameter;
—parameter characterizing the nominal value of the j-th parameter of the surface texture formed as a result of the implementation of the m-th technological transition;
—parameter characterizing the calculated value of the j-th parameter of the surface texture formed as a result of the implementation of the m-th technological transition;
—parameter characterizing the basic value of the labor intensity of the implementation of the technological route for processing the q-th design element that forms the structure of the z-th product, taking into account the production program, min;
—parameter characterizing the basic value of operating costs arising in the process of implementing the technological route of processing the q-th design element that forms the structure of the z-th product, taking into account the release program, c.u.;
, —the parameters characterizing the maximum and minimum number of technological transitions in the structure of the technological route of processing the q-th design element, respectively, pcs.;
—the parameter characterizing the number of technological transitions in the structure of the technological route of processing the q-th design element, respectively, pcs.
The formation of a set of non-dominant optimal Pareto solutions at the first level of control is carried out on the basis of the following criteria:
where
—a parameter characterizing the average value of operating costs for the purchase of a cutting tool used in the process of implementing the s-th technological route for processing the q-th type of design element, c.u.;
—a parameter characterizing the average value of operating costs for paying wages to production workers implementing the main actions and auxiliary transitions performed within the framework of the s-th technological route for processing the q-th type of design element, c.u.;
—a parameter characterizing the average value of operating costs for depreciation charges on metalworking equipment used in the process of implementing the main actions and auxiliary transitions performed within the framework of the s-th technological route for processing the q-th type of design element, c.u.;
—a parameter characterizing the average value of operating costs for the payment of electricity required to implement the main actions and auxiliary transitions performed within the framework of the s-th technological route for processing the q-th type of design element, c.u.;
—a parameter characterizing the average value of operating costs for the repair and maintenance of metalworking equipment used in the process of implementing the main actions and auxiliary transitions performed within the framework of the s-th technological route for processing the q-th type of design element, c.u.;
—a parameter characterizing the average value of the error in the execution of the i-th geometric parameter of the q-th design element formed in the process of implementing the m-th technological transition, µm;
—a parameter characterizing the value of the tolerance field for the i-th geometric parameter of the q-th design element formed in the process of implementing the m-th technological transition, µm;
—a parameter characterizing the specific weight of the i-th geometric parameter of the q-th design element formed within the m-th technological transition.
For the second level of control, the following vector optimization criterion is defined:
where
—a set of parameters for controlling the process of implementing a technological transition during the formation of a design element;
—target indicator characterizing the average value of labor intensity of implementing the main actions and auxiliary transitions in the process of performing the m-th technological transition performed in the process of forming the q-th design element, min.;
—a target indicator characterizing the average value of operating costs arising in the process of implementing the main actions and auxiliary transitions performed within the framework of the m-th technological transition during the formation of the q-th design element;
—target indicator characterizing the level of precision in the execution of geometric parameters describing the configuration of the q-th design element after the implementation of the m-th technological transition;
—target indicator characterizing the level of accuracy of execution of the parameters of the surface texture of the q-th design element after the implementation of the m-th technological transition.
The set of control parameters
has the following structure:
where
—a parameter characterizing the number of working strokes implemented in the structure of the m-th technological transition in the process of forming the q-th design element, pcs.;
—a parameter characterizing the value of the cutting depth within the r-th working element when processing a q-structural element, mm;
, —parameters characterizing the minimum and maximum values of cutting depths within the r-th working element during processing of the q-structural element, respectively, mm;
—parameters characterizing the minimum and maximum values of cutting depths within the r-th working element during processing of the q-structural element, respectively, mm;
, —parameters characterizing the minimum and maximum feed rates within the r-th worker during processing of the q-structural element, respectively, mm;
—a parameter characterizing the average value of the cutting speed within the r-th working cycle during the processing of a q-structural element, mm/min;
, —parameters characterizing the minimum and maximum values of the cutting speed within the r-th working when processing the q-design element, respectively, m/min.
For the second control, the following boundary conditions are defined:
For the second level of control, the following criteria for the formation of non-dominating optimal solutions according to Pareto are defined:
where
—parameter characterizing the amount of operating costs for the purchase of a cutting tool used to implement the m-th technological transition performed in the process of forming the q-th design element, c.u.;
—parameter characterizing the amount of operating costs for the wages of a production worker implementing the main actions and auxiliary transitions performed within the m-th technological transition during the formation of the q-th design element, c.u.;
—parameter characterizing the amount of operating costs for depreciation charges on metalworking equipment used in the process of implementing the main actions and auxiliary transitions performed within the m-th technological transition during the formation of the q-th design element, y.e;
—parameter characterizing the amount of operating costs for payment of electricity required for implementation of main actions and auxiliary transitions performed within the m-th technological transition during shaping of the q-th design element, c.u.;
—parameter characterizing the amount of operating costs for repair and maintenance of metalworking equipment used for implementation of main actions and auxiliary transitions performed within the m-th technological transition during shaping of the q-th design element, c.u.;
—parameter characterizing the average value of the error in execution of the i-th geometric parameter formed in the process of implementation of the r-th working stroke during shaping of the q-th design element, μm;
—parameter characterizing the value of the tolerance field of the i-th geometric parameter describing the configuration of the q-th design element in the process of implementing the r-th working stroke, μm.;
—parameter characterizing the specific weight of the i-th geometric parameter describing the configuration of the q-th design element formed within the r-th working stroke.
The process of implementing the working stroke is controlled on the basis of a vector optimization criterion, which has the following structure:
where
—a set of parameters for controlling the process of implementing the working stroke;
—target indicator characterizing the amount of labor intensity of implementing the main actions in the process of performing the r-th working stroke during the formation of the q-th design element, min.;
—target indicator characterizing the amount of operating costs arising in the process of performing the r-th working stroke, during the formation of the q-th design element, min.;
—target indicator characterizing the level of accuracy of execution of the parameters of the surface texture of the q-th design element, formed in the process of implementing the m-th technological transition.
The set of control parameters
has the following structure:
where
—parameter characterizing the feed rate within the r-th working cycle during processing of the q-design element, mm/rev;
—parameter characterizing the cutting speed within the r-th working cycle during processing of the q-design element, mm/min;
, —parameters characterizing the minimum and maximum feed rates within the r-th working cycle during processing of the q-design element, respectively, mm/rev;
, —parameters characterizing the minimum and maximum cutting speeds within the r-th working cycle during processing of the q-design element, respectively, mm/min.
For the third control, the following boundary conditions are defined:
The formation of non-dominant optimal Pareto solutions at the third level of management is carried out on the basis of the following criteria:
where
—parameter characterizing the amount of operating costs for the wages of a production worker implementing the r-th work step performed in the process of forming the q-th design element, c.г;
—parameter characterizing the amount of operating costs for depreciation charges on metalworking equipment used in the process of implementing the r-th work step performed in the process of forming the q-th design element, c.u.;
—a parameter characterizing the amount of operating costs for the payment of electricity required to implement the r-th working stroke performed in the process of forming the q-th design element, c.u.;
—a parameter characterizing the amount of operating costs for the repair and maintenance of metalworking equipment used in the process of implementing the r-th working stroke performed during the formation of the q-th design element, c.u.
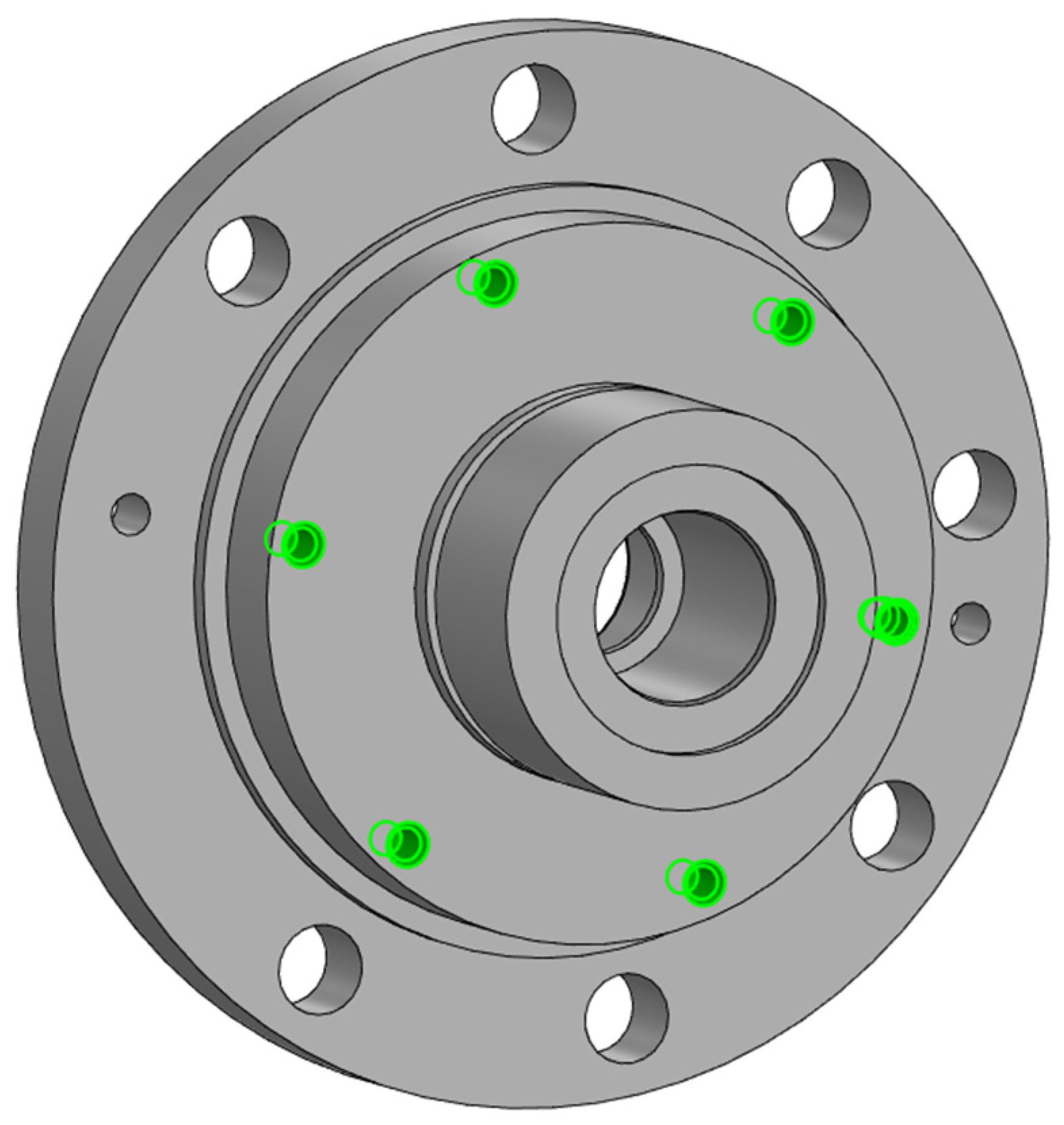
5. Optimization of the Process of Forming a Group of Threaded Holes
The study solved the problem of optimizing the process parameters of the forming process of a group of threaded holes M12 × 1.5-6H (6 pcs.) belonging to the “Flange” part (
Figure 5), made of heat-resistant steel 14 × 17H2.
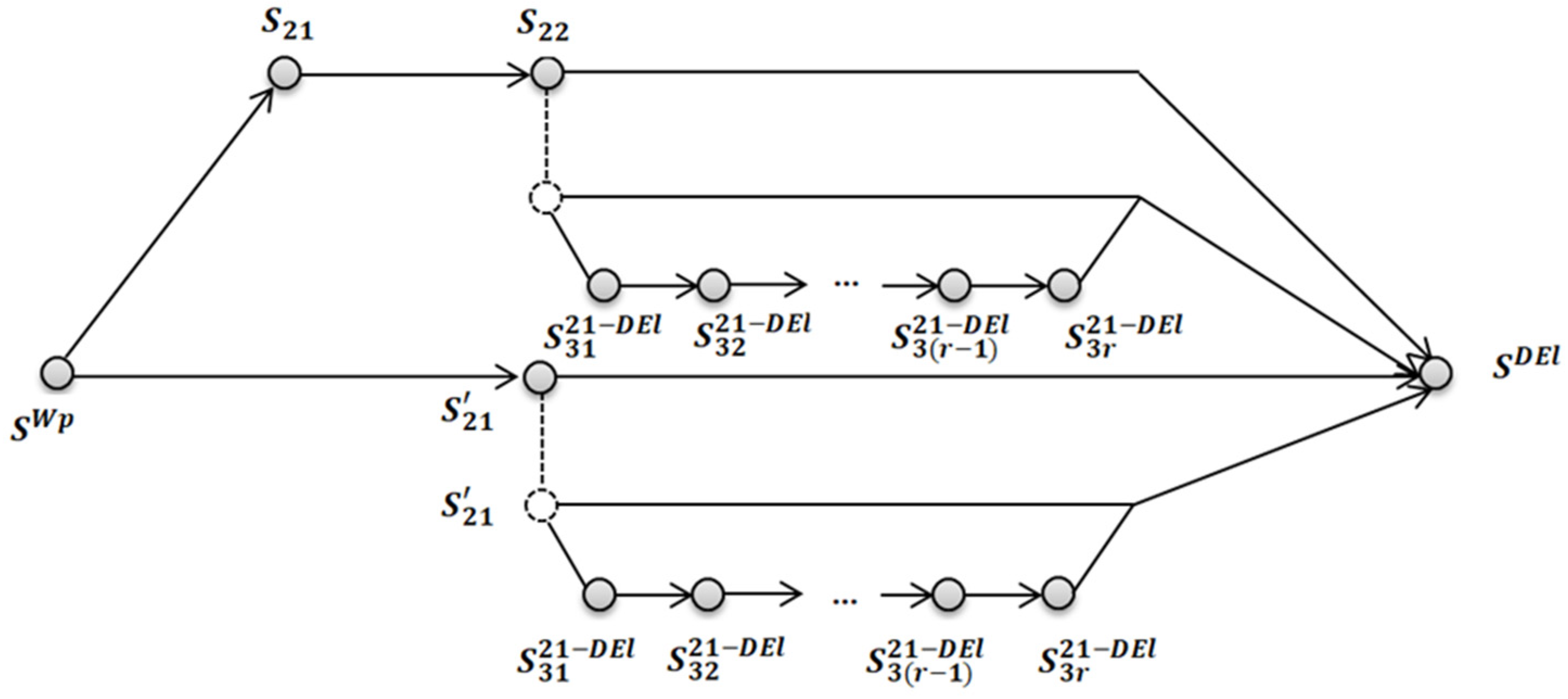
The graph of acceptable variants of technological routes for forming the studied group of holes is presented in
Figure 6.
Within the framework of the current technological process, the studied group of threaded holes has the following parameters of the technological processing route:
The current technological processing route is characterized by the following values of cutting parameters and target indicators:
The processing of a group of holes is carried out on a Biglia 1250 turning center.
For the studied group of threaded holes, the following optimization task was defined: reducing the labor intensity of the process of forming a group of threaded holes by 15%, while reducing the accuracy and surface quality by no more than 20%.
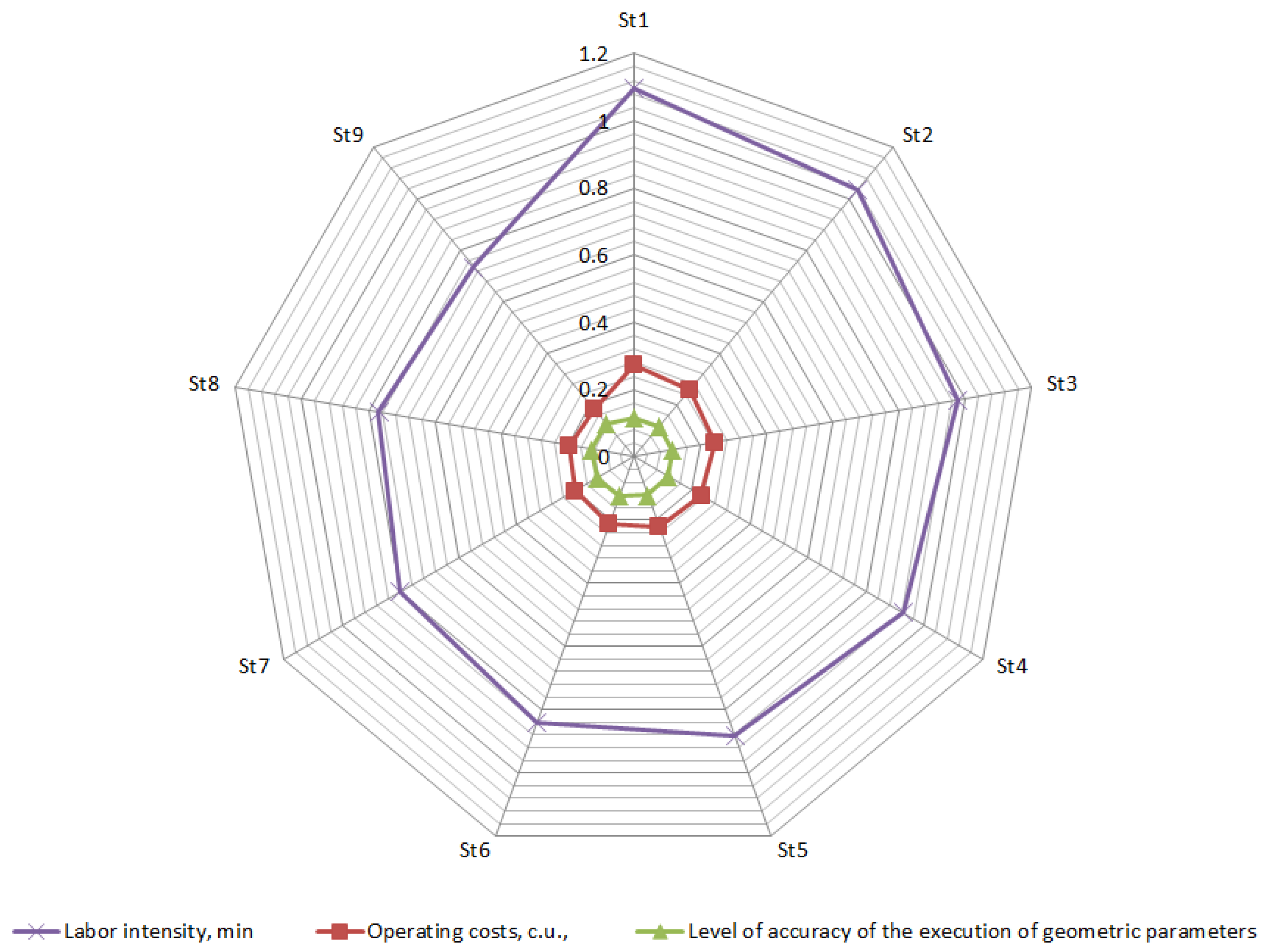
According to the graph of the process of forming the studied group of threaded holes (
Figure 7), at the first level, the control parameters have the following ranges of values:
Within the first level of management, an optimization strategy has been defined: .
Thus, in accordance with the graph presented in
Figure 7, the optimal technological route for forming a group of threaded holes is the technological route TRP No. 3, characterized by the following parameters:
Within the second control level, the number of working strokes was determined, and the ranges of variation of the processing parameters were specified. For the selected technological route of forming the design element, the control parameter has the following values: , . Within the second control level, the following optimization strategies were defined: , .
At the second level, the control parameters have the following valid values:
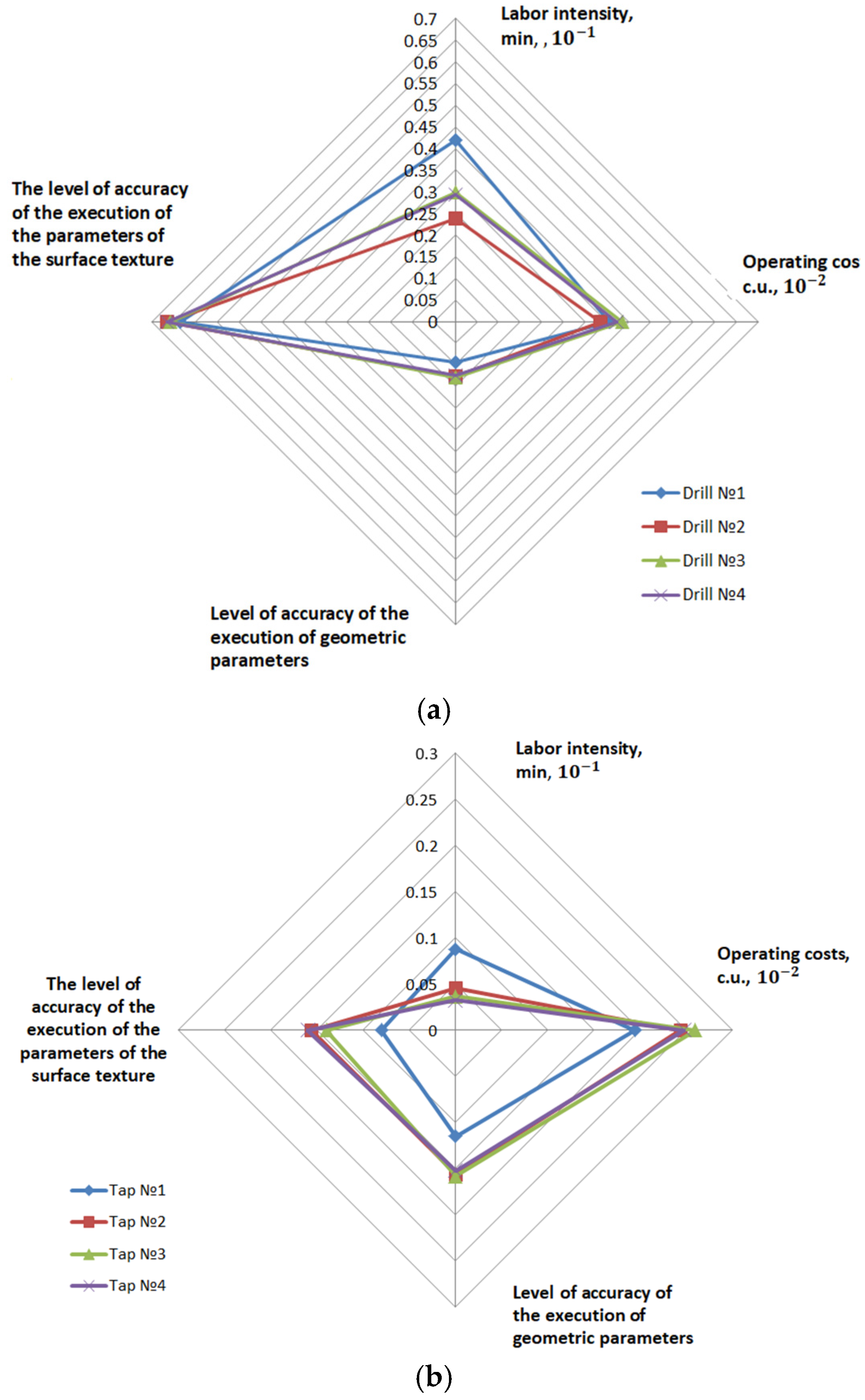
Thus, according to graph 8, the optimal cutting tool options for technological transitions 1 and 2 are Drill No. 2 and Tap No. 1, respectively (
Figure 8). The following ranges of variation of cutting modes are established:
]
;
;
.
Within the third control level, the values of cutting modes are set for working strokes implemented within the technological route of forming a design element. For the third control level, the following ranges of variation of cutting parameters are set:
The following optimization strategies are defined:
- -
technological transition №1: ;
- -
technological transition №1: .
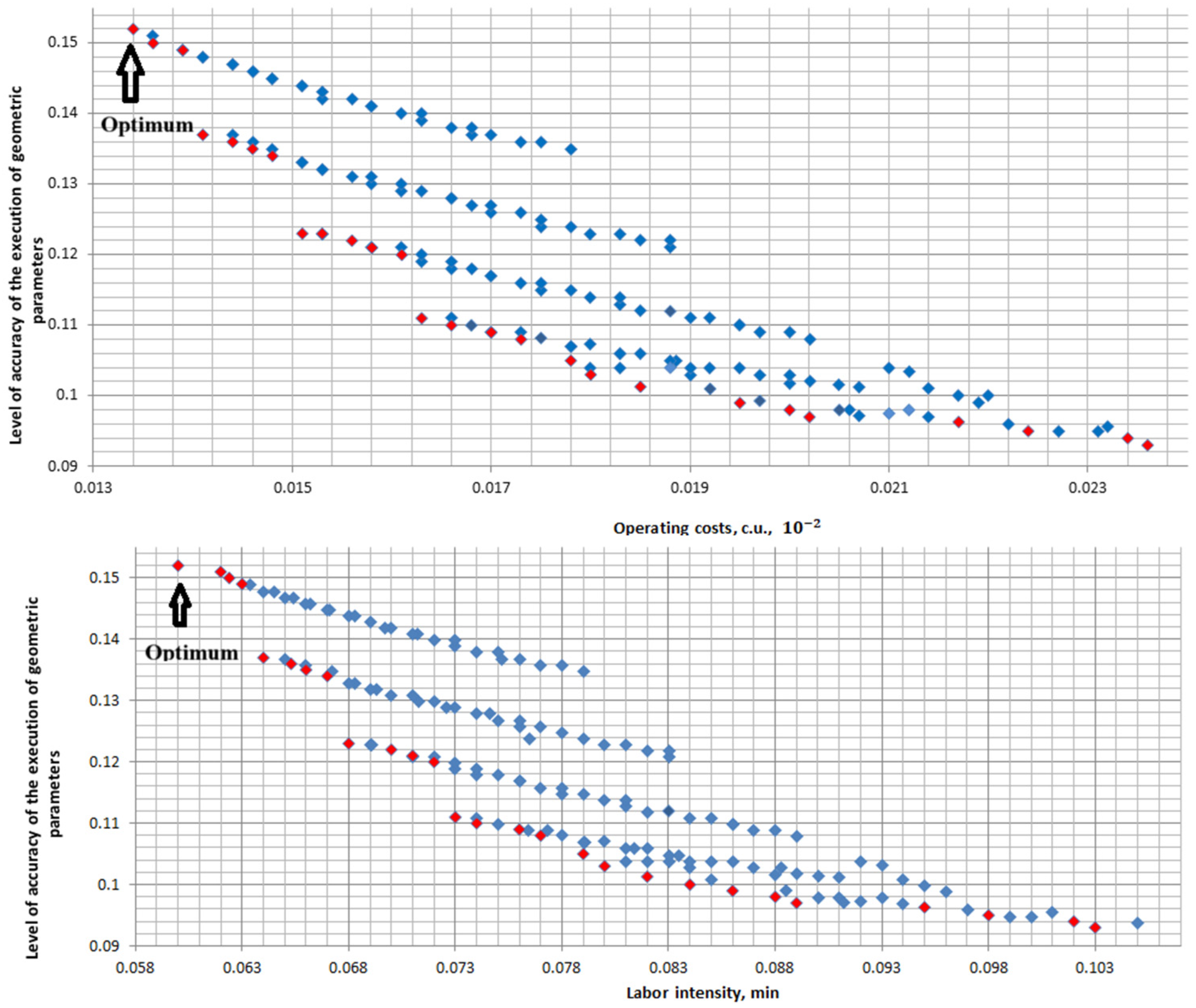
According to the graphs presented in
Figure 9 and
Figure 10, the optimal points characterizing the process of implementing work steps are the states of the system with the following values of target indicators:
According to the selected optimization strategy, the following optimal cutting parameters were established: ; 50; 1.5; 8.
The formation of a set of non-dominant Pareto-optimal solutions at each level of control was performed using a genetic algorithm based on the sequential selection, combination, and variation of initial parameters. As a result of analyzing the corresponding combinations of parameters, non-dominant sets of solutions that are Pareto-optimal were identified.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}