
Machine Vision—Moving from Industry 4.0 to Industry 5.0




Abstract
1. Introduction
2. Foundations
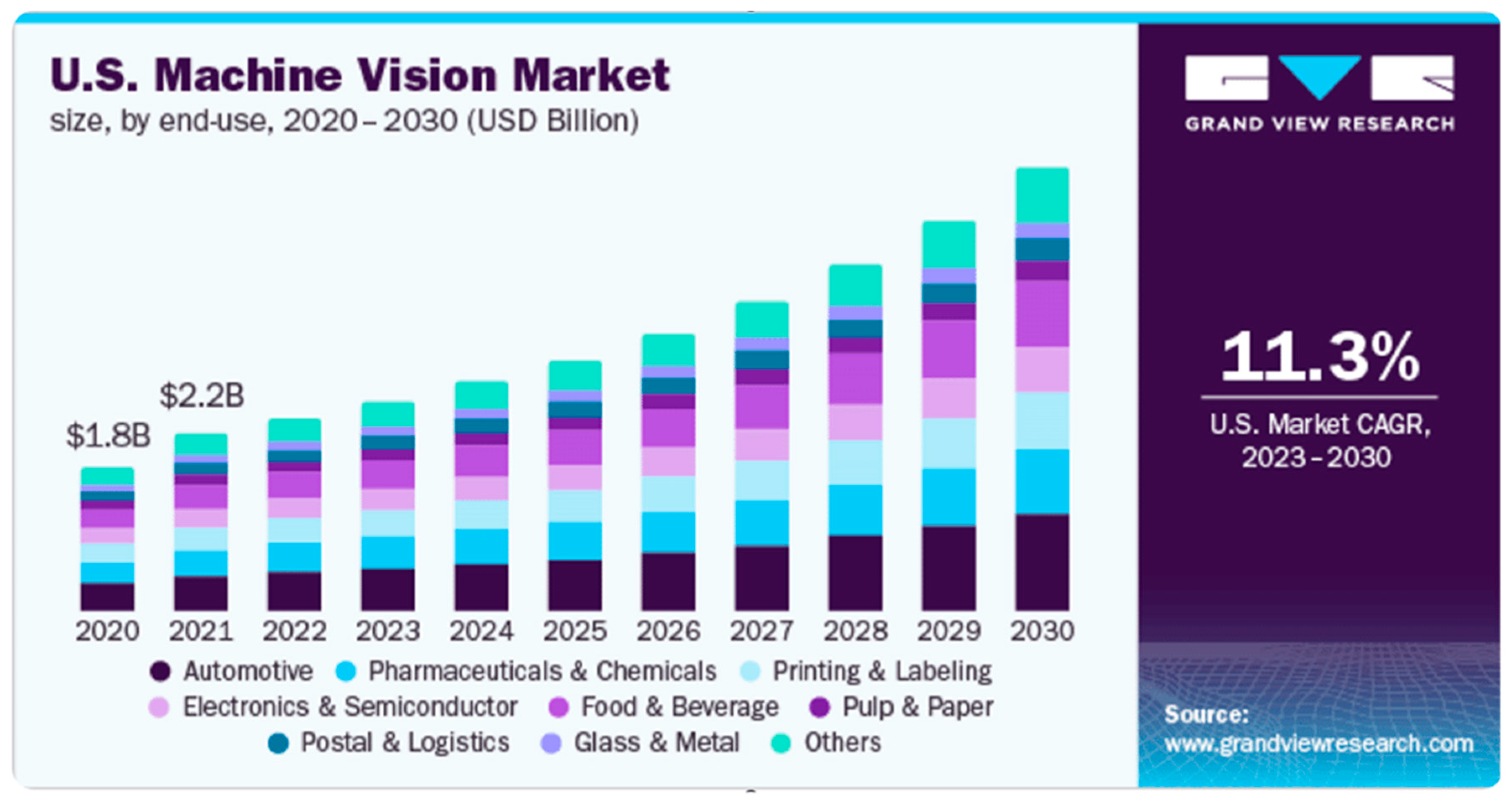
2.1. Machine Vision
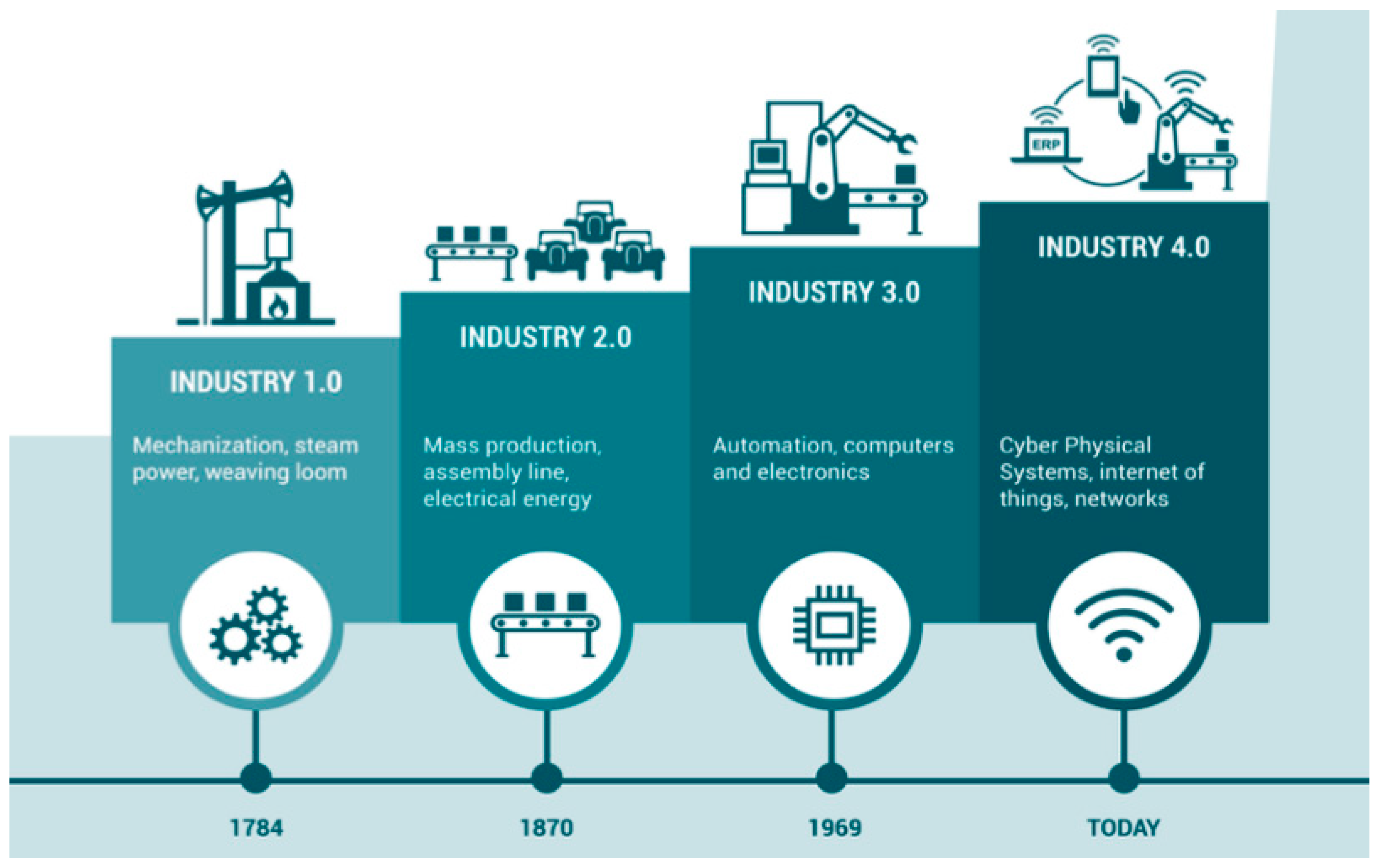
2.2. Industry 4.0
2.3. Industry 5.0
- Personalized human–machine interaction technologies that interconnect and combine the advantages of both humans and machines.
- Bio-inspired technologies and smart materials, which enable recyclable materials with built-in sensors and improved features.
- Digital twins and simulation to achieve modelling of entire systems.
- Technologies related to transmission, storage, and analysis of data, with data processing and system interoperability.
- Artificial intelligence to detect losses in complex dynamic systems, leading to actionable insights.
- Environmentally friendly technologies (energy efficiency, renewable energy sources, storage, and autonomy).
2.4. Related Works
3. Materials and Methods
3.1. Research Questions and Protocol
- RQ1: In what sectors of Industry 4.0 did machine vision contribute?
- RQ2: What is the use of machine vision in Industry 4.0?
- RQ3: How did machine vision start to contribute from Industry 4.0 to Industry 5.0 and how it is expected to further contribute to Industry 5.0 in the future?
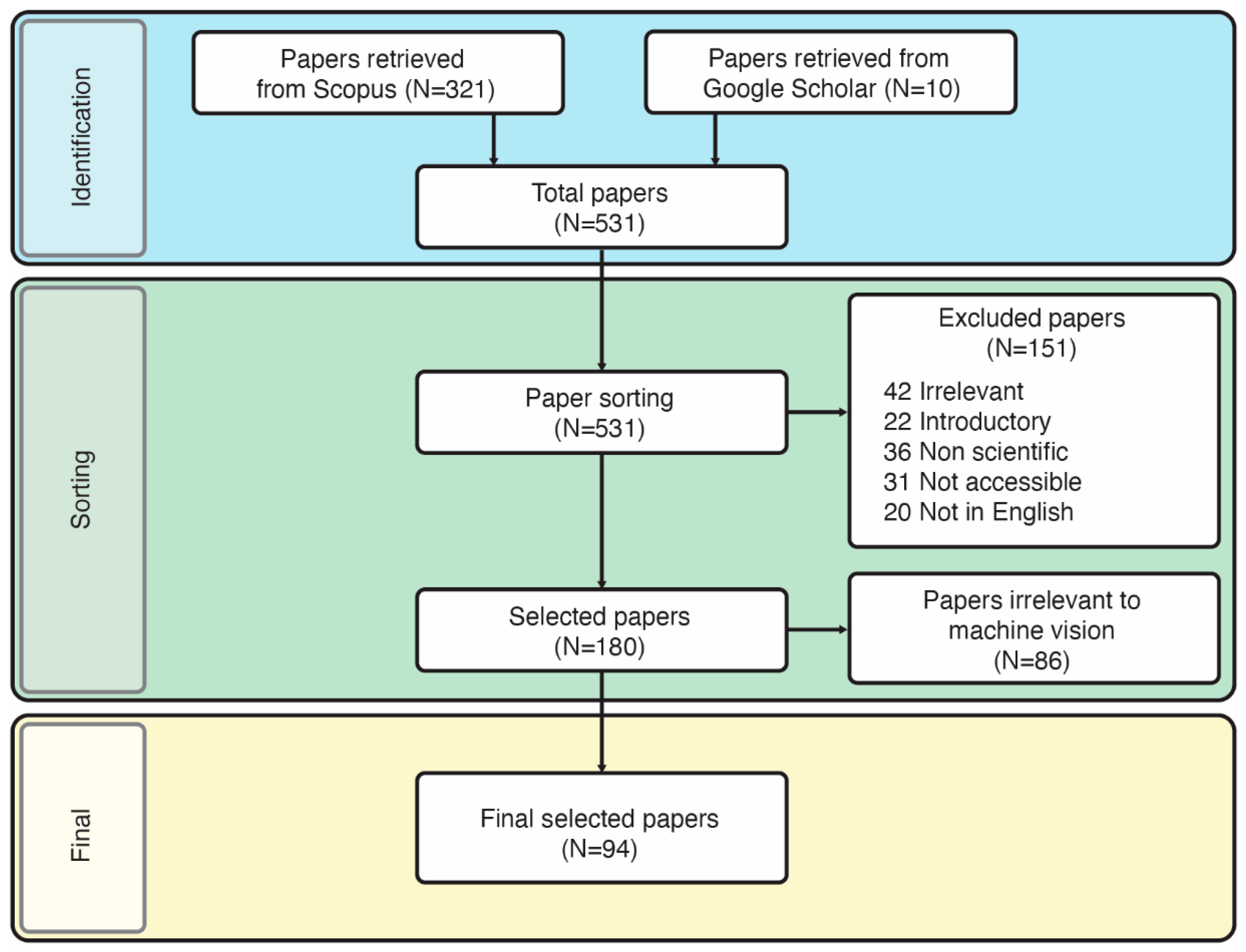
3.2. Research Methodology
- TITLE-ABS-KEY ((“MACHINE VISION” AND “INDUSTRY 5.0”) AND (“COMPUTER VISION” AND “INDUSTRY 5.0”))
3.3. Data Synthesis
- The year of publication.
- The type of source (journal articles and conference papers).
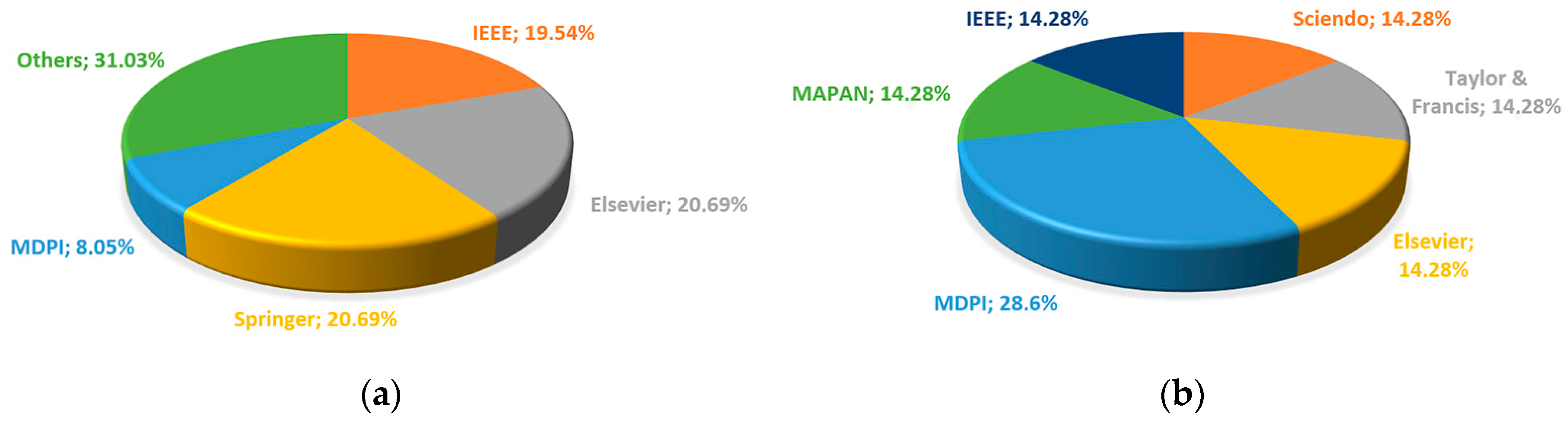
- The article publisher.
- The reference language.
- Conceptual approach: An idea or attempt or implementation of using the specific technology of our topic, i.e., machine vision, as mentioned in the various studies.
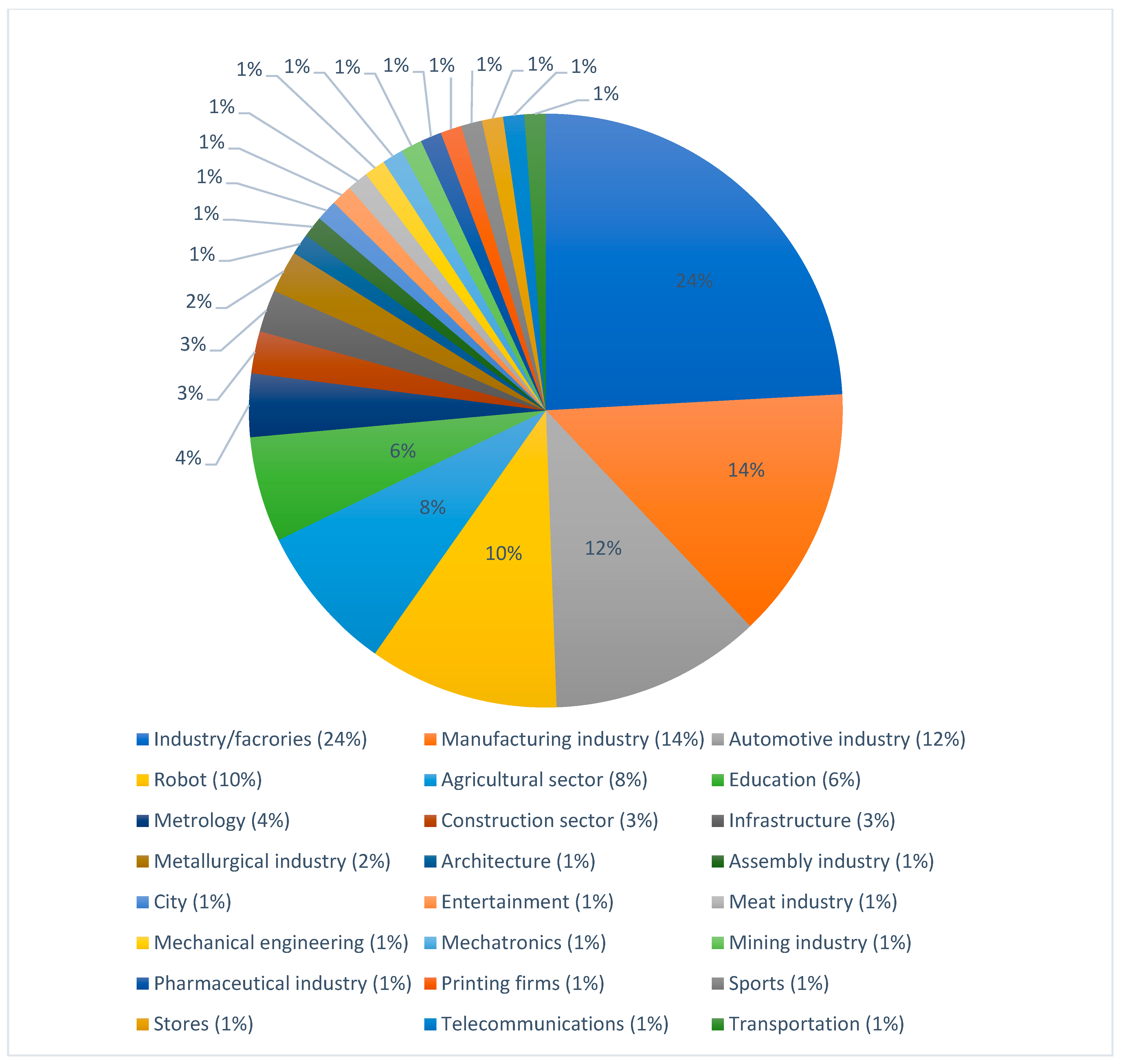
- Area of interest: Specific field or area, where the contribution of machine vision through specific efforts/applications is mentioned.
- Period of use: In what period was the technology of interest developed/implemented/used (Industry 4.0 or 5.0)?
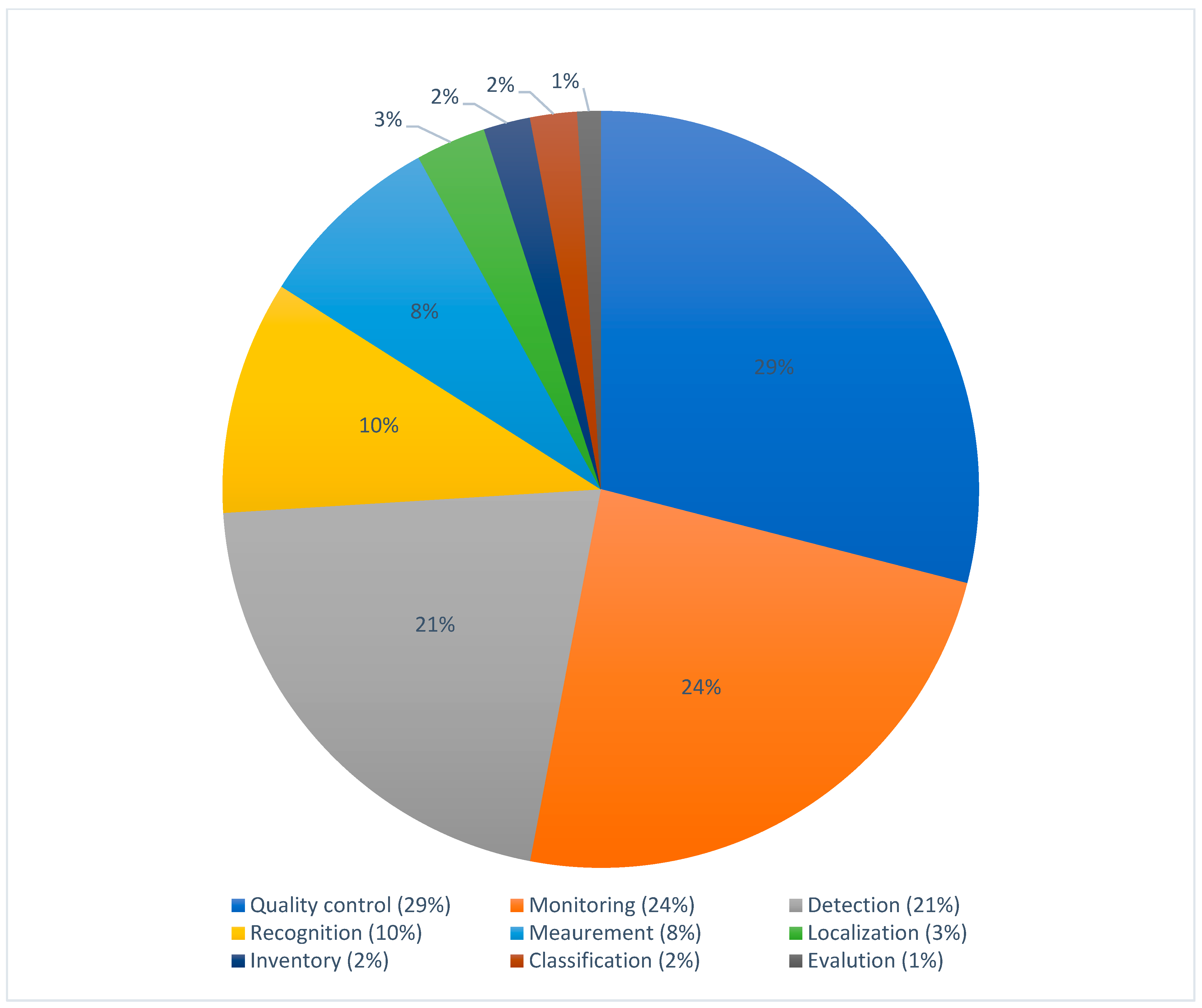
- Purpose of using machine vision: What is the reason for using this particular technology?
4. Results
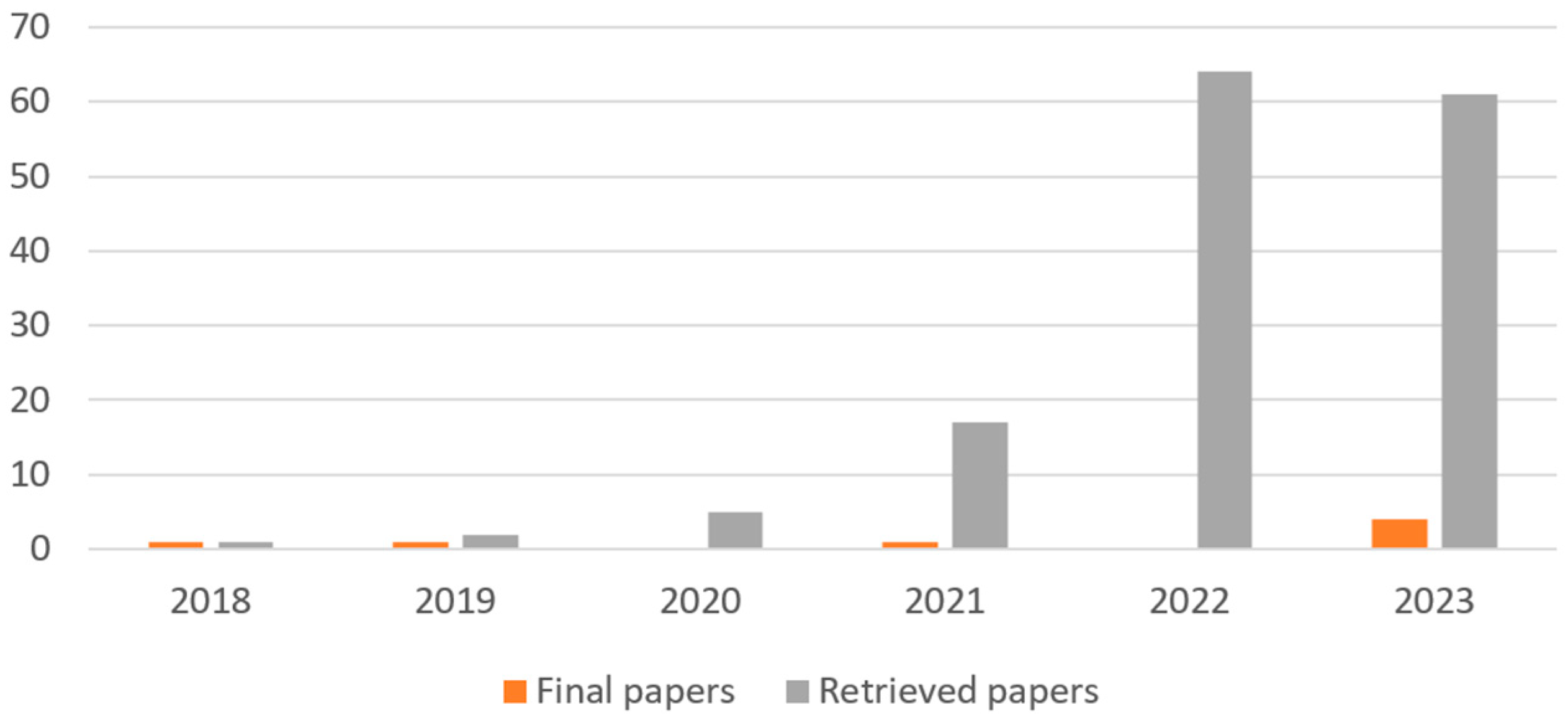
4.1. Research Data
4.2. Data Characteristics and Synthesis of Results
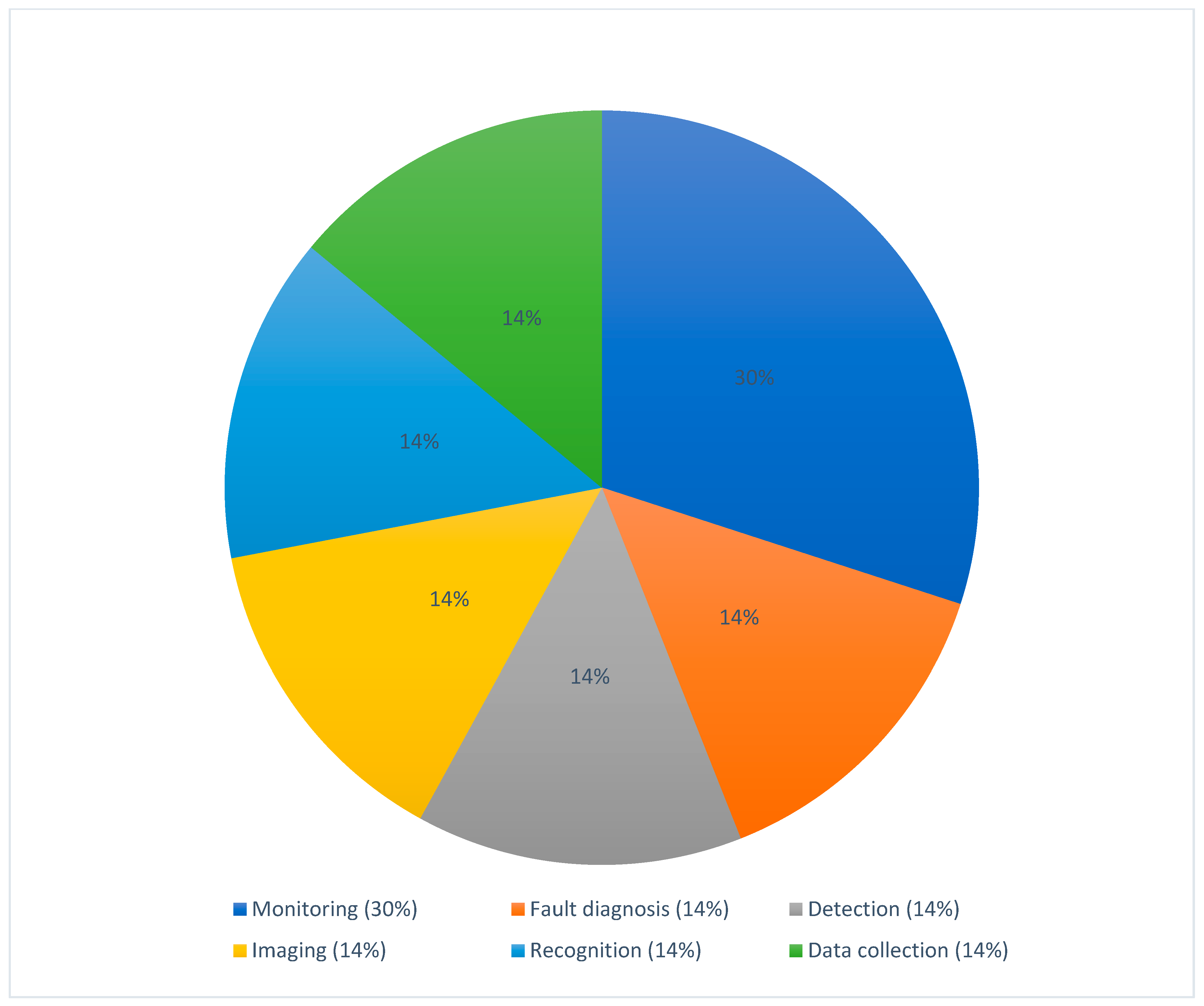
- Camera observation and image processing using machine learning by cooperative robots (cobots).
- Advanced training, instant fault diagnosis, and improved safety using Extended Reality (XR).
- Detecting objects and training robots to recognize them.
- Imaging (which will lead to a reduction in the cost of magnetic resonance imaging (MRI) scans).
- Remote monitoring and examination of patients with eye diseases and remote ophthalmic surgery.
- Data collection (in agriculture).
- Automatic part recognition (in shipbuilding).
5. Discussion
5.1. General Research Findings
5.2. Contribution of Machine Vision in Industry 4.0
5.2.1. Main Uses and Application Sectors
5.2.2. Practical Applications
5.3. Contribution of Machine Vision in Industry 5.0
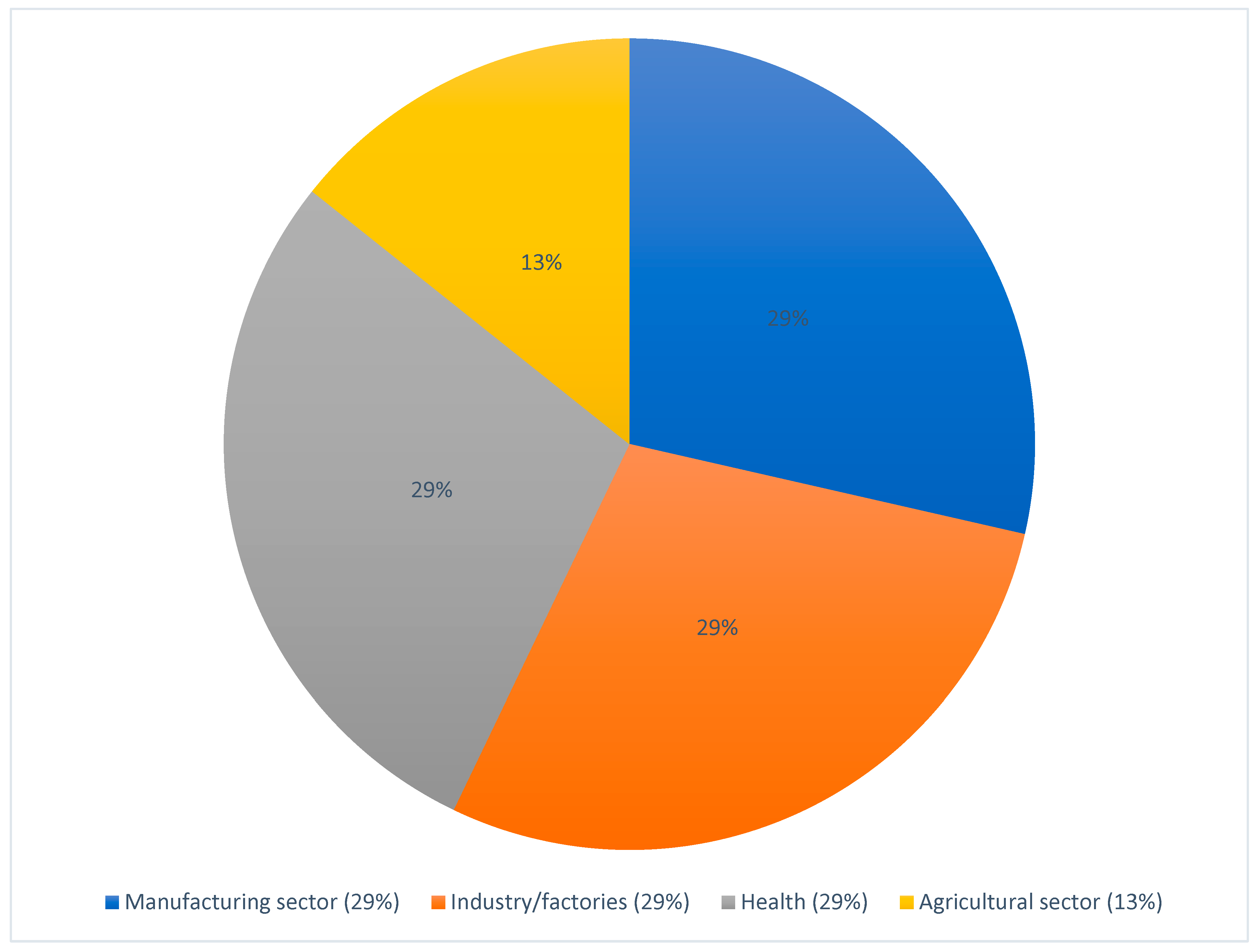
5.3.1. Main Uses, Application Sectors, and Foreseen Use Cases
5.3.2. Supporting Technologies
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Demir, K.A.; Döven, G.; Sezen, B. Industry 5.0 and Human-Robot Co-Working. Procedia Comput. Sci. 2019, 158, 688–695. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; IEEE: New York, NY, USA; pp. 3928–3937. [Google Scholar]
- Moeuf, A.; Pellerin, R.; Lamouri, S.; Tamayo-Giraldo, S.; Barbaray, R. The Industrial Management of SMEs in the Era of Industry 4.0. Int. J. Prod. Res. 2018, 56, 1118–1136. [Google Scholar] [CrossRef]
- Bauernhansel, T.; Krüger, J.; Reinhart, G.; Schuh, G. WGP-Standpunkt Industrie 4.0; WGP-Standpunkte: Würzburg, Germany, 2016. [Google Scholar] [CrossRef]
- Mladineo, M.; Veza, I.; Gjeldum, N.; Crnjac, M.; Aljinovic, A.; Basic, A. Integration and Testing of the RFID-Enabled Smart Factory Concept within the Learning Factory. Procedia Manuf. 2019, 31, 384–389. [Google Scholar] [CrossRef]
- Kagermann, H.; Wahlster, W. Ten Years of Industrie 4.0. Sci 2022, 4, 26. [Google Scholar] [CrossRef]
- Lee, J. Smart Factory Systems. Inform.-Spektrum 2015, 38, 230–235. [Google Scholar] [CrossRef]
- Penumuru, D.P.; Muthuswamy, S.; Karumbu, P. Identification and Classification of Materials Using Machine Vision and Machine Learning in the Context of Industry 4.0. J. Intell. Manuf. 2020, 31, 1229–1241. [Google Scholar] [CrossRef]
- Silva, R.L.; Canciglieri Junior, O.; Rudek, M. A Road Map for Planning-Deploying Machine Vision Artifacts in the Context of Industry 4.0. J. Ind. Prod. Eng. 2022, 39, 167–180. [Google Scholar] [CrossRef]
- Varshney, A.; Garg, N.; Nagla, K.S.; Nair, T.S.; Jaiswal, S.K.; Yadav, S.; Aswal, D.K. Challenges in Sensors Technology for Industry 4.0 for Futuristic Metrological Applications. MAPAN 2021, 36, 215–226. [Google Scholar] [CrossRef]
- Kumar, R.; Patil, O.; Nath, S.K.; Rohilla, K.; Singh Sangwan, K. Machine Vision and Radio-Frequency Identification (RFID) Based Real-Time Part Traceability in a Learning Factory. Procedia CIRP 2021, 104, 630–635. [Google Scholar] [CrossRef]
- ElFar, O.A.; Chang, C.-K.; Leong, H.Y.; Peter, A.P.; Chew, K.W.; Show, P.L. Prospects of Industry 5.0 in Algae: Customization of Production and New Advance Technology for Clean Bioenergy Generation. Energy Convers. Manag. X 2021, 10, 100048. [Google Scholar] [CrossRef]
- Batchelor, B.G. Machine Vision for Industrial Applications. In Machine Vision Handbook; Springer: London, UK, 2012; pp. 1–59. [Google Scholar]
- Golnabi, H.; Asadpour, A. Design and Application of Industrial Machine Vision Systems. Robot. Comput. Integr. Manuf. 2007, 23, 630–637. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Rab, S.; Suman, R. Exploring Impact and Features of Machine Vision for Progressive Industry 4.0 Culture. Sensors Int. 2022, 3, 100132. [Google Scholar] [CrossRef]
- Gibson, J.J. Optical Motions and Transformations as Stimuli for Visual Perception. Psychol. Rev. 1957, 64, 288–295. [Google Scholar] [CrossRef] [PubMed]
- Roberts, L.G. Machine Perception of Three-Dimensional Solids; MIT Press: Cambridge, MA, USA, 1965; ISBN 0-8240-4427-4. [Google Scholar]
- Marr, D. Early Processing of Visual Information. Philos. Trans. R. Soc. London. B Biol. Sci. 1976, 275, 483–519. [Google Scholar] [CrossRef] [PubMed]
- Grand View Research (GVR) Machine Vision Market Size, Share & Trends Analysis Report by Offering (Hardware, Software, Services), by Product, by Application, by End-Use Industry, by Region, and Segment Forecasts, 2023–2030; 2021. Available online: https://www.grandviewresearch.com/industry-analysis/machine-vision-market (accessed on 5 February 2024).
- Al-Anbagi, I.; Erol-Kantarci, M.; Mouftah, H.T. Delay Critical Smart Grid Applications and Adaptive QoS Provisioning. IEEE Access 2015, 3, 1367–1378. [Google Scholar] [CrossRef]
- Boyes, H.; Hallaq, B.; Cunningham, J.; Watson, T. The Industrial Internet of Things (IIoT): An Analysis Framework. Comput. Ind. 2018, 101, 1–12. [Google Scholar] [CrossRef]
- Ungurean, I. Industrial Internet of Things with Data Distribution Service for Real Time Systems. Int. Res. J. Eng. Technol. 2015, 2, 670–672. [Google Scholar]
- Zhang, Y.; Ren, J.; Liu, J.; Xu, C.; Guo, H.; Liu, Y. A Survey on Emerging Computing Paradigms for Big Data. Chin. J. Electron. 2017, 26, 1–12. [Google Scholar] [CrossRef]
- Xu, K.; Qu, Y.; Yang, K. A Tutorial on the Internet of Things: From a Heterogeneous Network Integration Perspective. IEEE Netw. 2016, 30, 102–108. [Google Scholar] [CrossRef]
- Ren, J.; Guo, H.; Xu, C.; Zhang, Y. Serving at the Edge: A Scalable IoT Architecture Based on Transparent Computing. IEEE Netw. 2017, 31, 96–105. [Google Scholar] [CrossRef]
- Lin, M.-Y.; Chen, C.-H.; Dong, Z.-B.; Chen, C.-C. Gigabit Modbus User Datagram Protocol Fieldbus Network Integrated with Industrial Vision Communication. Microprocess. Microsyst. 2022, 94, 104682. [Google Scholar] [CrossRef]
- Liu, S.; Hao, X.; Zhang, Z. Pedestrian Retrieval via Part-Based Gradation Regularization in Sensor Networks. IEEE Access 2018, 6, 38171–38178. [Google Scholar] [CrossRef]
- Müller, J.M. Contributions of Industry 4.0 to Quality Management—A SCOR Perspective. IFAC-PapersOnLine 2019, 52, 1236–1241. [Google Scholar] [CrossRef]
- Kovilpillai, J.J.A.; Jayanthy, S. An Optimized Deep Learning Approach to Detect and Classify Defective Tiles in Production Line for Efficient Industrial Quality Control. Neural Comput. Appl. 2023, 35, 11089–11108. [Google Scholar] [CrossRef]
- Zhao, X.; Zou, Z.; Wang, N.; Zhao, P. Feature Recognition and Detection for Ancient Architecture Based on Machine Vision. In Proceedings of the Smart Structures and NDE for Industry 4.0, Denver, CO, USA, 27 March 2018; Meyendorf, N.G., Clingman, D.J., Eds.; SPIE: Washington, DC, USA; p. 8. [Google Scholar]
- Yang, F.; Kale, A.; Bubnov, Y.; Stein, L.; Wang, Q.; Kiapour, H.; Piramuthu, R. Visual Search at EBay. In Proceedings of the Proceedings of the 23rd ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, Halifax, NS, Canada, 13–17 August 2017; ACM: New York, NY, USA; pp. 2101–2110. [Google Scholar]
- Bianconi, F.; Conti, P.; Zanetti, E.M.; Pascoletti, G. A Benchmark of Traditional Visual Descriptors and Convolutional Networks ‘Off-the-Shelf’ for Anomaly Detection. In Advances on Mechanics, Design Engineering and Manufacturing IV. JCM 2022; Lecture Notes in Mechanical, Engineering; Gerbino, S., Lanzotti, A., Martorelli, M., Mirálbes Buil, R., Rizzi, C., Roucoules, L., Eds.; Springer: Cham, Switzerland, 2023; pp. 793–802. [Google Scholar] [CrossRef]
- Chebrolu, V.; Koona, R.; Raju, R.S.U. Automated Evaluation of Surface Roughness Using Machine Vision Based Intelligent Systems. J. Sci. Ind. Res. 2023, 82, 11–25. [Google Scholar] [CrossRef]
- Oyekan, J.; Fischer, A.; Hutabarat, W.; Turner, C.; Tiwari, A. Utilising Low Cost RGB-D Cameras to Track the Real Time Progress of a Manual Assembly Sequence. Assem. Autom. 2020, 40, 925–939. [Google Scholar] [CrossRef]
- Yin, H.; Chen, C.; Hao, C.; Huang, B. A Vision-Based Inventory Method for Stacked Goods in Stereoscopic Warehouse. Neural Comput. Appl. 2022, 34, 20773–20790. [Google Scholar] [CrossRef]
- Vukicevic, A.; Mladineo, M.; Banduka, N.; Macuzic, I. A Smart Warehouse 4.0 Approach for the Pallet Management Using Machine Vision and Internet of Things (IoT): A Real Industrial Case Study. Adv. Prod. Eng. Manag. 2021, 16, 297–306. [Google Scholar] [CrossRef]
- Frustaci, F.; Perri, S.; Cocorullo, G.; Corsonello, P. An Embedded Machine Vision System for an In-Line Quality Check of Assembly Processes. Procedia Manuf. 2020, 42, 211–218. [Google Scholar] [CrossRef]
- Vlatković, M.; Pavletić, D.; Ištoković, D.; Fabić, M. Reconfigurable Measuring System for Quality Control of Cross-Wire Welding Group of Products. Metals 2022, 12, 1083. [Google Scholar] [CrossRef]
- Zuehlke, D. SmartFactory—Towards a Factory-of-Things. Annu. Rev. Control 2010, 34, 129–138. [Google Scholar] [CrossRef]
- Longo, F.; Nicoletti, L.; Padovano, A. Ubiquitous Knowledge Empowers the Smart Factory: The Impacts of a Service-Oriented Digital Twin on Enterprises’ Performance. Annu. Rev. Control 2019, 47, 221–236. [Google Scholar] [CrossRef]
- Sacco, J. The Fourth Industrial Revolution Explained in 461 Words. Available online: https://www.finite.com.au/blog/2018/11/fourth-industrial-revolution/ (accessed on 1 November 2023).
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industrie 4.0. WIRTSCHAFTSINFORMATIK 2014, 56, 261–264. [Google Scholar] [CrossRef]
- Aqlan, F.; Alabsi, M.; Baxter, E.; Ramakrishnan, S. A Small-Scale Implementation of Industry 4.0. In Proceedings of the 2020 IISE Annual Conference, New Orleans, LA, USA, 30 May–2 June 2020. [Google Scholar]
- Da Costa, M.B.; Dos Santos, L.M.A.L.; Schaefer, J.L.; Baierle, I.C.; Nara, E.O.B. Industry 4.0 Technologies Basic Network Identification. Scientometrics 2019, 121, 977–994. [Google Scholar] [CrossRef]
- Bai, C.; Dallasega, P.; Orzes, G.; Sarkis, J. Industry 4.0 Technologies Assessment: A Sustainability Perspective. Int. J. Prod. Econ. 2020, 229, 107776. [Google Scholar] [CrossRef]
- Singh, T.; Singh, D.; Singh, C.D.; Singh, K. Industry 5.0. Towards a Sustainable, Human-Centric and Resilient European Industry; EU Publications: Luxembourg, 2021; ISBN 9781119865216. [Google Scholar]
- Huang, G.Q.; Vogel-Heuser, B.; Zhou, M.; Dario, P. Digital Technologies and Automation: The Human and Eco-Centered Foundations for the Factory of the Future [TC Spotlight]. IEEE Robot. Autom. Mag. 2021, 28, 174–179. [Google Scholar] [CrossRef]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, Conception and Perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Doyle-Kent, M.; Kopacek, P. Adoption of Collaborative Robotics in Industry 5.0. An Irish Industry Case Study. IFAC-PapersOnLine 2021, 54, 413–418. [Google Scholar] [CrossRef]
- Zhdanova, M.; Voronin, V.V.; Semenishchev, E.; Ilyukhin, Y.V.; Zelensky, A. Human Activity Recognition for Efficient Human-Robot Collaboration. In Proceedings of the Artificial Intelligence and Machine Learning in Defense Applications II, Online, 13 October 2020; Dijk, J., Ed.; SPIE: Washington, DC, USA; p. 16. [Google Scholar]
- Wagner, R.; Matuschek, M.; Knaack, P.; Zwick, M.; Geiß, M. IndustrialEdgeML—End-to-End Edge-Based Computer Vision Systemfor Industry 5.0. Procedia Comput. Sci. 2023, 217, 594–603. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, X.; Liu, W.; Liu, A.-A.; Liu, W.; Mei, T. MetaSearch: Incremental Product Search via Deep Meta-Learning. IEEE Trans. Image Process. 2020, 29, 7549–7564. [Google Scholar] [CrossRef]
- Ghobakhloo, M.; Iranmanesh, M.; Tseng, M.-L.; Grybauskas, A.; Stefanini, A.; Amran, A. Behind the Definition of Industry 5.0: A Systematic Review of Technologies, Principles, Components, and Values. J. Ind. Prod. Eng. 2023, 40, 432–447. [Google Scholar] [CrossRef]
- Golovianko, M.; Terziyan, V.; Branytskyi, V.; Malyk, D. Industry 4.0 vs. Industry 5.0: Co-Existence, Transition, or a Hybrid. Procedia Comput. Sci. 2023, 217, 102–113. [Google Scholar] [CrossRef]
- Polat, L.; Erkollar, A. Industry 4.0 vs. Society 5.0. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2021; pp. 333–345. ISBN 9783030627836. [Google Scholar]
- Skobelev, P.O.; Borovik, S.Y. On the Way from Industry 4.0 to Industry 5.0: From Digital Manufacturing to Digital Society. Int. Sci. J. Ind. 2017, 2, 307–311. [Google Scholar]
- Raja Santhi, A.; Muthuswamy, P. Industry 5.0 or Industry 4.0S? Introduction to Industry 4.0 and a Peek into the Prospective Industry 5.0 Technologies. Int. J. Interact. Des. Manuf. 2023, 17, 947–979. [Google Scholar] [CrossRef]
- Nair, M.M.; Tyagi, A.K.; Sreenath, N. The Future with Industry 4.0 at the Core of Society 5.0: Open Issues, Future Opportunities and Challenges. In Proceedings of the 2021 International Conference on Computer Communication and Informatics (ICCCI), Coimbatore, India, 27–29 January 2021; IEEE: New York, NY, USA; pp. 1–7. [Google Scholar]
- Munn, Z.; Peters, M.D.J.; Stern, C.; Tufanaru, C.; McArthur, A.; Aromataris, E. Systematic Review or Scoping Review? Guidance for Authors When Choosing between a Systematic or Scoping Review Approach. BMC Med. Res. Methodol. 2018, 18, 143. [Google Scholar] [CrossRef] [PubMed]
- Moher, D.; Liberati, A.; Tetzlaff, J.; Altman, D. Preferred Reporting Items for Systematic Reviews and MetaAnalyses: The PRISMA Statement. Ann. Intern. Med. 2009, 151, 264–269. [Google Scholar] [CrossRef] [PubMed]
- Tricco, A.C.; Lillie, E.; Zarin, W.; O’Brien, K.K.; Colquhoun, H.; Levac, D.; Moher, D.; Peters, M.D.J.; Horsley, T.; Weeks, L.; et al. PRISMA Extension for Scoping Reviews (PRISMA-ScR): Checklist and Explanation. Ann. Intern. Med. 2018, 169, 467–473. [Google Scholar] [CrossRef] [PubMed]
- Moed, H.F.; Bar-Ilan, J.; Halevi, G. A New Methodology for Comparing Google Scholar and Scopus. J. Informetr. 2016, 10, 533–551. [Google Scholar] [CrossRef]
- Arana-Landín, G.; Laskurain-Iturbe, I.; Iturrate, M.; Landeta-Manzano, B. Assessing the Influence of Industry 4.0 Technologies on Occupational Health and Safety. Heliyon 2023, 9, e13720. [Google Scholar] [CrossRef] [PubMed]
- Sousa, J.; Mendonça, J.P.; Machado, J. A Generic Interface and a Framework Designed for Industrial Metrology Integration for the Internet of Things. Comput. Ind. 2022, 138, 103632. [Google Scholar] [CrossRef]
- de Oliveira Ramos, R.; Douglas de Sousa Fernandes, D.; Elias de Almeida, V.; Gonçalves Dias Diniz, P.H.; Lopes, W.S.; Leite, V.D.; Ugulino de Araújo, M.C. A Video Processing and Machine Vision-Based Automatic Analyzer to Determine Sequentially Total Suspended and Settleable Solids in Wastewater. Anal. Chim. Acta 2022, 1206, 339411. [Google Scholar] [CrossRef]
- Saif, Y.; Yusof, Y.; Latif, K.; Kadir, A.Z.A.; Ahmed, M.b.l.; Adam, A.; Hatem, N.; Memon, D.A. Roundness Holes’ Measurement for Milled Workpiece Using Machine Vision Inspection System Based on IoT Structure: A Case Study. Measurement 2022, 195, 111072. [Google Scholar] [CrossRef]
- Sun, J.; Chu, Q.; Liu, S. Movement Trajectory Control of an Intelligent Mobile Robot Controlled by Machine Vision. Smart Sustain. Manuf. Syst. 2022, 6, 20220010. [Google Scholar] [CrossRef]
- Chun, C.; Guerra-Zubiaga, D.A.; Bailey, G.; Bharadwaj, K. High Efficiency Manufacturing with a Smart Carbon Fiber End Effector. In Proceedings of the ASME 2022 International Mechanical Engineering Congress and Exposition IMECE2022, Columbus, Ohio, 30 October–3 November 2022. [Google Scholar]
- Bendaouia, A.; Abdelwahed, E.H.; Qassimi, S.; Boussetta, A.; Benhayoun, A.; Benzakour, I.; Amar, O.; Zennayi, Y.; Bourzeix, F.; Baïna, K.; et al. Digital Transformation of the Flotation Monitoring Towards an Online Analyzer. In International Conference on Smart Applications and Data Analysis; Springer International Publishing: Cham, Switzerland, 2022; pp. 325–338. [Google Scholar]
- Coletta, J.A.; Chauhan, V. Teaching Industrial Robot Programming Using FANUC ROBOGUIDE and IRVision Software. In Proceedings of the The 16th International Multi-Conference on Society, Cybernetics and Informatics: IMSCI, Virtual, 12–15 July 2022; pp. 45–50. [Google Scholar]
- Gozukirmizi, A.S.; Kivanc, O.C. Detection of Surface Anomalites on Electric Motors Based on Visual Deep Learning Methods. In Proceedings of the 2022 Global Energy Conference (GEC), Batman, Turkey, 26–29 October 2022; IEEE: New York, NY, USA; pp. 208–216. [Google Scholar]
- Khanal, S.R.; Silva, J.; Magalhães, L.; Soares, J.; Gonzalez, D.G.; Castilla, Y.C.; Ferreira, M.J. Leather Defect Detection Using Semantic Segmentation: A Hardware Platform and Software Prototype. Procedia Comput. Sci. 2022, 204, 573–580. [Google Scholar] [CrossRef]
- Colosimo, B.M.; Pagani, L.; Grasso, M. Modeling Spatial Point Processes in Video-Imaging via Ripley’s K-Function: An Application to Spatter Analysis in Additive Manufacturing. J. Intell. Manuf. 2022, 35, 429–447. [Google Scholar] [CrossRef]
- Singh, S.A.; Kumar, A.S.; Sorathiya, P.C.; Desai, K.A. Vision-Sensor Fusion-Based Low-Cost Dimension Measurement System for Machining Shop Floor. In Proceedings of the ASME 2022 17th International Manufacturing Science and Engineering Conference, West Lafayette, IN, USA, 27 June–1 July 2022. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Arvanitis, A.N.; Panopoulos, N. Automating Quality Control Based on Machine Vision Towards Automotive 4.0. In Proceedings of the IFIP Advances in Information and Communication Technology, Gyeongju, Republic of Korea, 25–29 September 2022; pp. 126–134. [Google Scholar]
- Jura, J.; Trnka, P.; Cejnek, M. Using NLP to Analyze Requirements for Agriculture 4.0 Applications. In Proceedings of the 2022 23rd International Carpathian Control Conference (ICCC), Sinaia, Romania, 29 May–1 June 2022; IEEE: New York, NY, USA, 2022; pp. 239–243. [Google Scholar] [CrossRef]
- Wang, J.; Song, Y.; Yuan, C.; Guo, F.; Huangfu, Y.; Liu, Y. Research on the Training and Management of Industrializing Workers in Prefabricated Building with Machine Vision and Human Behaviour Modelling Based on Industry 4.0 Era. Comput. Intell. Neurosci. 2022, 2022, 9230412. [Google Scholar] [CrossRef]
- Li, B.; Zou, Y.; Zhu, R.; Yao, W.; Wang, J.; Wan, S. Fabric Defect Segmentation System Based on a Lightweight GAN for Industrial Internet of Things. Wirel. Commun. Mob. Comput. 2022, 2022, 9680519. [Google Scholar] [CrossRef]
- Jain, A.; Sharma, N. Accelerated AI Inference at CNN-Based Machine Vision in ASICs: A Design Approach. ECS Trans. 2022, 107, 5165–5174. [Google Scholar] [CrossRef]
- Kiran, M.B. On-Line Measurement of Tool Wear of Face Milling Cutter Using Machine Vision. Mater. Today Proc. 2022, 62, 7210–7214. [Google Scholar] [CrossRef]
- Šumarac, J.; Ilić, U.; Rodić, A.; Xu, X. Intelligent Robotic Knowledge-Supported Visual Recognition of Handled Objects in Condictions of Acquiring Incomplete Information. In Proceedings of the International Conference on Robotics in Alpe-Adria Danube Region, Klagenfurt am Wörthersee, Austria, 8–10 June 2022; Springer International Publishing: Cham, Switzerland, 2022; pp. 122–132. [Google Scholar] [CrossRef]
- Jiang, W. A Machine Vision Anomaly Detection System to Industry 4.0 Based on Variational Fuzzy Autoencoder. Comput. Intell. Neurosci. 2022, 2022, 1945507. [Google Scholar] [CrossRef] [PubMed]
- Demčák, J.; Lishchenko, N.; Pavlenko, I.; Pitel’, J.; Židek, K. The Experimental SMART Manufacturing System in SmartTechLab. In Proceedings of the Lecture Notes in Mechanical Engineering, Poznań, Poland, 16–19 May 2022; Springer: Cham, Switzerland, 2022; pp. 228–238, ISBN 9783030993092. [Google Scholar] [CrossRef]
- Pajpach, M.; Haffner, O.; Kučera, E.; Drahoš, P. Low-Cost Education Kit for Teaching Basic Skills for Industry 4.0 Using Deep-Learning in Quality Control Tasks. Electronics 2022, 11, 230. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. Design of an Intelligent Robotic End Effector Based on Topology Optimization in the Concept of Industry 4.0. In Proceedings of the Changeable, Agile, Reconfigurable and Virtual Production Conference and the World Mass Customization & Personalization Conference, Aalborg, Denmark, 1–2 November 2021; Springer International Publishing: Cham, Switzerland, 2021; pp. 182–189. [Google Scholar] [CrossRef]
- Chalvatzaras, A.; Pratikakis, I.; Amanatiadis, A.A. A Survey on Map-Based Localization Techniques for Autonomous Vehicles. IEEE Trans. Intell. Veh. 2023, 8, 1574–1596. [Google Scholar] [CrossRef]
- O’Reilly, C.S.; Elbadawi, M.; Desai, N.; Gaisford, S.; Basit, A.W.; Orlu, M. Machine Learning and Machine Vision Accelerate 3D Printed Orodispersible Film Development. Pharmaceutics 2021, 13, 2187. [Google Scholar] [CrossRef]
- Anderson, N.T.; Walsh, K.B.; Koirala, A.; Wang, Z.; Amaral, M.H.; Dickinson, G.R.; Sinha, P.; Robson, A.J. Estimation of Fruit Load in Australian Mango Orchards Using Machine Vision. Agronomy 2021, 11, 1711. [Google Scholar] [CrossRef]
- Al Haque, A.S.M.F.; Hakim, M.A.; Hafiz, R. CNN Based Automatic Computer Vision System for Strain Detection and Quality Identification of Banana. In Proceedings of the 2021 International Conference on Automation, Control and Mechatronics for Industry 4.0 (ACMI), Rajshahi, Bangladesh, 8–9 July 2021; IEEE: New York, NY, USA; pp. 1–6. [Google Scholar] [CrossRef]
- Roveda, L.; Maroni, M.; Mazzuchelli, L.; Praolini, L.; Bucca, G.; Piga, D. Enhancing Object Detection Performance Through Sensor Pose Definition with Bayesian Optimization. In Proceedings of the 2021 IEEE International Workshop on Metrology for Industry 4.0 & IoT (MetroInd4.0&IoT), Rome, Italy, 7–9 June 2021; IEEE: New York, NY, USA; pp. 699–703. [Google Scholar] [CrossRef]
- Gebauer, J.; Sofer, P.; Jurek, M. The System for Fatigue Crack Propagation Detection Based on Machine Vision. In Proceedings of the 2021 22nd International Carpathian Control Conference (ICCC), Velké Karlovice, Czech Republic, 31 May–1 June 2021; IEEE: New York, NY, USA; pp. 1–4. [Google Scholar] [CrossRef]
- Ficko, M.; Berus, L.; Palčič, I.; Klančnik, S. Design of Facility Layout for Industry 4.0. In Research Anthology on Cross-Industry Challenges of Industry 4.0; IGI Global: Hershey, PA, USA, 2021; pp. 219–244. [Google Scholar] [CrossRef]
- Benbarrad, T.; Salhaoui, M.; Kenitar, S.B.; Arioua, M. Intelligent Machine Vision Model for Defective Product Inspection Based on Machine Learning. J. Sens. Actuator Netw. 2021, 10, 7. [Google Scholar] [CrossRef]
- Konstantinidis, F.K.; Kansizoglou, I.; Tsintotas, K.A.; Mouroutsos, S.G.; Gasteratos, A. The Role of Machine Vision in Industry 4.0: A Textile Manufacturing Perspective. In Proceedings of the 2021 IEEE International Conference on Imaging Systems and Techniques (IST), Kaohsiung, Taiwan, 24–26 August 2021; IEEE: New York, NY, USA; pp. 1–6. [Google Scholar] [CrossRef]
- Konstantinidis, F.K.; Mouroutsos, S.G.; Gasteratos, A. The Role of Machine Vision in Industry 4.0: An Automotive Manufacturing Perspective. In Proceedings of the 2021 IEEE International Conference on Imaging Systems and Techniques (IST), Kaohsiung, Taiwan, 24–26 August 2021; IEEE: New York, NY, USA; pp. 1–6. [Google Scholar] [CrossRef]
- Laptev, A.; Petrachi, C.; Minarčík, J.; Čapková, B.; Polášek, J.; Stratinskiy, N. Heavy Rolling Mill Automation Proposal with Utilization of Digital Image Processing. In Proceedings of the 30th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 26–28 May 2021; pp. 1254–1260. [Google Scholar] [CrossRef]
- Vaher, K.; Mahmood, K.; Otto, T.; Riives, J. Simulation Based Feasibility Analysis of Autonomously Movable Robot Arm. Proc. Est. Acad. Sci. 2021, 70, 422. [Google Scholar] [CrossRef]
- Capela, S.; Silva, R.; Khanal, S.R.; Campaniço, A.T.; Barroso, J.; Filipe, V. Engine Labels Detection for Vehicle Quality Verification in the Assembly Line: A Machine Vision Approach. In Proceedings of the 14th APCA International Conference on Automatic Control and Soft Computing, Bragança, Portugal, 1–3 June 2020; Springer: Cham, Switzerland; pp. 740–751. [Google Scholar] [CrossRef]
- Septiarini, A.; Sunyoto, A.; Hamdani, H.; Kasim, A.A.; Utaminingrum, F.; Hatta, H.R. Machine Vision for the Maturity Classification of Oil Palm Fresh Fruit Bunches Based on Color and Texture Features. Sci. Hortic. 2021, 286, 110245. [Google Scholar] [CrossRef]
- Benbarrad, T.; Kenitar, S.B.; Arioua, M. Intelligent Machine Vision Model for Defective Product Inspection Based on Machine Learning. In Proceedings of the 2020 International Symposium on Advanced Electrical and Communication Technologies (ISAECT), Marrakech, Morocco, 25–27 November 2020; IEEE: New York, NY, USA; pp. 1–6. [Google Scholar]
- Barbut, S. Meat Industry 4.0: A Distant Future? Anim. Front. 2020, 10, 38–47. [Google Scholar] [CrossRef] [PubMed]
- Okarma, K.; Fastowicz, J. Improved Quality Assessment of Colour Surfaces for Additive Manufacturing Based on Image Entropy. Pattern Anal. Appl. 2020, 23, 1035–1047. [Google Scholar] [CrossRef]
- Pierleoni, P.; Belli, A.; Palma, L.; Sabbatini, L. A Versatile Machine Vision Algorithm for Real-Time Counting Manually Assembled Pieces. J. Imaging 2020, 6, 48. [Google Scholar] [CrossRef]
- Pierleoni, P.; Belli, A.; Palma, L.; Palmucci, M.; Sabbatini, L. A Machine Vision System for Manual Assembly Line Monitoring. In Proceedings of the 2020 International Conference on Intelligent Engineering and Management (ICIEM), London, UK, 17–19 June 2020; IEEE: New York, NY, USA; pp. 33–38. [Google Scholar]
- Evangelista, D.; Antonelli, M.; Pretto, A.; Eitzinger, C.; Moro, M.; Ferrari, C.; Menegatti, E. SPIRIT—A Software Framework for the Efficient Setup of Industrial Inspection Robots. In Proceedings of the 2020 IEEE International Workshop on Metrology for Industry 4.0 & IoT, Roma, Italy, 3–5 June 2020; IEEE: New York, NY, USA; pp. 622–626. [Google Scholar]
- Micheli, M.; Massardi, S.; Morzenti, S.; Pasinetti, S.; Briamonte, C.; Lancini, M. Performance Assessment in Clay Pigeon Shooting Using Machine Vision for Gaze Detection. In Proceedings of the 2020 IEEE International Workshop on Metrology for Industry 4.0 & IoT, Roma, Italy, 3–5 June 2020; IEEE: New York, NY, USA; pp. 111–115. [Google Scholar]
- Lins, R.G.; de Araujo, P.R.M.; Corazzim, M. In-Process Machine Vision Monitoring of Tool Wear for Cyber-Physical Production Systems. Robot. Comput. Integr. Manuf. 2020, 61, 101859. [Google Scholar] [CrossRef]
- Fracarolli, J.A.; Pavarin, F.F.A.; Castro, W.; Blasco, J. Computer Vision Applied to Food and Agricultural Products. Rev. CIÊNCIA AGRONÔMICA 2020, 51. [Google Scholar] [CrossRef]
- VAHER, K.; OTTO, T.; RIIVES, J. Positioning Error Correction of Autonomusly Movable Robot Arm. J. Mach. Eng. 2020, 20, 152–160. [Google Scholar] [CrossRef]
- Nath, C. Integrated Tool Condition Monitoring Systems and Their Applications: A Comprehensive Review. Procedia Manuf. 2020, 48, 852–863. [Google Scholar] [CrossRef]
- Zhang, K.; Li, H.; Wang, Z.; Zhao, X. Feature Recognition and Detection for Road Damage Based on Intelligent Inspection Terminal. In Proceedings of the Smart Structures and NDE for Industry 4.0, Smart Cities, and Energy Systems, Online Only, 22 April 2020; Farhangdoust, S., Meyendorf, N.G., Eds.; SPIE: Washington, DC, USA; p. 37. [Google Scholar] [CrossRef]
- Usuga Cadavid, J.P.; Lamouri, S.; Grabot, B.; Pellerin, R.; Fortin, A. Machine Learning Applied in Production Planning and Control: A State-of-the-Art in the Era of Industry 4.0. J. Intell. Manuf. 2020, 31, 1531–1558. [Google Scholar] [CrossRef]
- Zawada-Tomkiewicz, A.; Tomkiewicz, D. Monitoring System with a Vision Smart Sensor; Springer: Cham, Switzerland, 2020; pp. 94–105. [Google Scholar]
- Moru, D.K.; Borro, D. A Machine Vision Algorithm for Quality Control Inspection of Gears. Int. J. Adv. Manuf. Technol. 2020, 106, 105–123. [Google Scholar] [CrossRef]
- Subramanian, G.; Patil, B.T.; Kokate, M. Review of Modern Technologies in Manufacturing Sector. In Proceedings of the 2019 International Conference on Advances in Computing, Communication and Control (ICAC3), Mumbai, India, 20–21 December 2019; IEEE: New York, NY, USA; pp. 1–6. [Google Scholar]
- Ferreira, L.A.; Souto, M.A.; Fernandez, D.; Carmody, M.; Cebreiros, J. Smart System for Calibration of Automotive Racks in Logistics 4.0 Based on CAD Environment. In Proceedings of the 2019 24th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Zaragoza, Spain, 10–13 September 2019; IEEE: New York, NY, USA; pp. 536–543. [Google Scholar]
- Siddiqi, M.U.R.; Ijomah, W.L.; Dobie, G.I.; Hafeez, M.; Gareth Pierce, S.; Ion, W.; Mineo, C.; MacLeod, C.N. Low Cost Three-Dimensional Virtual Model Construction for Remanufacturing Industry. J. Remanufacturing 2019, 9, 129–139. [Google Scholar] [CrossRef]
- Yao, L.; Hu, D.; Yang, Z.; Li, H.; Qian, M. Depth Recovery for Unstructured Farmland Road Image Using an Improved SIFT Algorithm. Int. J. Agric. Biol. Eng. 2019, 12, 141–147. [Google Scholar] [CrossRef]
- Trakulwaranont, D.; Cooharojananone, N.; Kruachottikul, P.; Pitak, P.; Gongsri, N.; Aitphawin, S. Automobile Cluster Pointer Defect Detection System Using Adaptive Intensity Adjustment. In Proceedings of the 2019 IEEE 6th International Conference on Industrial Engineering and Applications (ICIEA), Tokyo, Japan, 12–15 April 2019; IEEE: New York, NY, USA; pp. 348–353. [Google Scholar]
- Zeng, Z.; Luo, Z.-L.; Lei, D.-S. LED TV Screen Inspection Using Deep Learning toward Machine Vision. In Proceedings of the 2018 Chinese Automation Congress (CAC), Xi’an, China, 30 November–2 December 2018; IEEE: New York, NY, USA; pp. 1644–1648. [Google Scholar]
- Calderon, C.A.; Guajala, M.; Lanchi, J.; Barba-Guaman, L.; Bermeo, C.; Rivas-Echeverria, F. A Machine Vision System Applied to the Teaching of Mathematics for Blind or Visually Impaired Children. In Proceedings of the 2018 IEEE International Conference on Automation/XXIII Congress of the Chilean Association of Automatic Control (ICA-ACCA), Concepcion, Chile, 17–19 October 2018; IEEE: New York, NY, USA; pp. 1–7. [Google Scholar]
- Alonso, V.; Dacal-Nieto, A.; Barreto, L.; Amaral, A.; Rivero, E. Industry 4.0 Implications in Machine Vision Metrology: An Overview. Procedia Manuf. 2019, 41, 359–366. [Google Scholar] [CrossRef]
- Riordan, A.D.O.; Toal, D.; Newe, T.; Dooly, G. Object Recognition within Smart Manufacturing. Procedia Manuf. 2019, 38, 408–414. [Google Scholar] [CrossRef]
- Malik, A.A.; Andersen, M.V.; Bilberg, A. Advances in Machine Vision for Flexible Feeding of Assembly Parts. Procedia Manuf. 2019, 38, 1228–1235. [Google Scholar] [CrossRef]
- Gültekin, E.; Çelik, H.İ.; Dülger, L.C.; Sünbül, H.İ. Image Processing Applications on Yarn Characteristics and Fault Inspection. Tekst. Mühendis 2019, 26, 340–345. [Google Scholar] [CrossRef]
- Martinez, P.; Ahmad, R.; Al-Hussein, M. Real-Time Visual Detection and Correction of Automatic Screw Operations in Dimpled Light-Gauge Steel Framing with Pre-Drilled Pilot Holes. Procedia Manuf. 2019, 34, 798–803. [Google Scholar] [CrossRef]
- Louw, L.; Droomer, M. Development of a Low Cost Machine Vision Based Quality Control System for a Learning Factory. Procedia Manuf. 2019, 31, 264–269. [Google Scholar] [CrossRef]
- Huang, C.-C.; Lin, X.-P. Study on Machine Learning Based Intelligent Defect Detection System. MATEC Web Conf. 2018, 201, 01010. [Google Scholar] [CrossRef]
- Coffey, V.C. Machine Vision: The Eyes of Industry 40. Opt. Photonics News 2018, 29, 42. [Google Scholar] [CrossRef]
- Torres, P.M.B. Text Recognition for Objects Identification in the Industry. In Proceedings of the International Conference of Mechatronics and Cyber-MixMechatronics—2017, ICOMECYME 2017, Lecture Notes in Networks and Systems, Bucharest, Romania, 7–8 September 2017; Springer: Cham, Switzerland; Volume 20, pp. 126–131. [Google Scholar] [CrossRef]
- Sun, W.-H.; Yeh, S.-S. Using the Machine Vision Method to Develop an On-Machine Insert Condition Monitoring System for Computer Numerical Control Turning Machine Tools. Materials 2018, 11, 1977. [Google Scholar] [CrossRef] [PubMed]
- Ring-Dimitriou, S.; Jungreitmayr, S.; Blüher, M.; Eisenberg, S.; Trukeschitz, B.; Schneider, C. A Low-Threshold ICT-Based Fitness Programme for Homecare Service Users. In Outcomes in Physical Activity and Balance; Salzburg Research: Salzburg, Austria, 2018. [Google Scholar]
- Lee, J.-D.; Tsai-Lin, C.-W.; Lee, Y.-C.; Liu, M.-C.; Chen, L.-Y. Fully Automatic CNC Machining Production System. MATEC Web Conf. 2017, 108, 04002. [Google Scholar] [CrossRef]
- Deac, C.N.; Deac, C.N.; Popa, C.L.; Ghinea, M.; Cotet, C.E. Using Augmented Reality in Smart Manufacturing. In Proceedings of the 28th DAAAM International Symposium, Zadar, Croatia, 8–11 November 2017; Katalinic, B., Ed.; DAAAM International: Vienna, Austria, 2017; pp. 0727–0732. [Google Scholar] [CrossRef]
- Choi, D.; Lee, W.S.; Ehsani, R.; Schueller, J.; Roka, F.M. Detection of Dropped Citrus Fruit on the Ground and Evaluation of Decay Stages in Varying Illumination Conditions. Comput. Electron. Agric. 2016, 127, 109–119. [Google Scholar] [CrossRef]
- Chauhan, V.; Surgenor, B. A Comparative Study of Machine Vision Based Methods for Fault Detection in an Automated Assembly Machine. Procedia Manuf. 2015, 1, 416–428. [Google Scholar] [CrossRef]
- Alojaiman, B. Technological Modernizations in the Industry 5.0 Era: A Descriptive Analysis and Future Research Directions. Processes 2023, 11, 1318. [Google Scholar] [CrossRef]
- Chourasia, S.; Pandey, S.M.; Murtaza, Q.; Agrawal, S.; Gupta, K. Redefining Industry 5.0 in Ophthalmology and Digital Metrology: A Global Perspective. MAPAN 2023, 38, 527–545. [Google Scholar] [CrossRef]
- Fraga-Lamas, P.; Varela-Barbeito, J.; Fernandez-Carames, T.M. Next Generation Auto-Identification and Traceability Technologies for Industry 5.0: A Methodology and Practical Use Case for the Shipbuilding Industry. IEEE Access 2021, 9, 140700–140730. [Google Scholar] [CrossRef]
- Nahavandi, S. Industry 5.0—A Human-Centric Solution. Sustainability 2019, 11, 4371. [Google Scholar] [CrossRef]
- Ogrean, C. Relevance of Big Data for Business and Management. Exploratory Insights (Part I). Stud. Bus. Econ. 2018, 13, 153–163. [Google Scholar] [CrossRef]
- Delli, U.; Chang, S. Automated Process Monitoring in 3D Printing Using Supervised Machine Learning. Procedia Manuf. 2018, 26, 865–870. [Google Scholar] [CrossRef]
- Koirala, A.; Walsh, K.B.; Wang, Z.; McCarthy, C. Deep Learning for Real-Time Fruit Detection and Orchard Fruit Load Estimation: Benchmarking of ‘MangoYOLO. ’ Precis. Agric. 2019, 20, 1107–1135. [Google Scholar] [CrossRef]
- Gongal, A.; Silwal, A.; Amatya, S.; Karkee, M.; Zhang, Q.; Lewis, K. Apple Crop-Load Estimation with over-the-Row Machine Vision System. Comput. Electron. Agric. 2016, 120, 26–35. [Google Scholar] [CrossRef]
- Stein, M.; Bargoti, S.; Underwood, J. Image Based Mango Fruit Detection, Localisation and Yield Estimation Using Multiple View Geometry. Sensors 2016, 16, 1915. [Google Scholar] [CrossRef]
- Linker, R. Machine Learning Based Analysis of Night-Time Images for Yield Prediction in Apple Orchard. Biosyst. Eng. 2018, 167, 114–125. [Google Scholar] [CrossRef]
- Koirala, A.; Walsh, K.B.; Wang, Z.; McCarthy, C. Deep Learning—Method Overview and Review of Use for Fruit Detection and Yield Estimation. Comput. Electron. Agric. 2019, 162, 219–234. [Google Scholar] [CrossRef]
- Xie, Y.; Gunasekeran, D.V.; Balaskas, K.; Keane, P.A.; Sim, D.A.; Bachmann, L.M.; Macrae, C.; Ting, D.S.W. Health Economic and Safety Considerations for Artificial Intelligence Applications in Diabetic Retinopathy Screening. Transl. Vis. Sci. Technol. 2020, 9, 22. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Ref. | Year | Publisher | Document Type | Application Task | Sector |
|---|---|---|---|---|---|---|
| 1 | [29] | 2023 | Springer | Article | Detection | Manufacturing industry |
| 2 | [63] | 2023 | Elsevier | Article | Monitoring | Industry/factories |
| 3 | [33] | 2023 | National Institute of Science Communication and Policy Research | Article | Monitoring | Industry/factories |
| 4 | [32] | 2023 | Springer | Conference Paper | Detection | Industry/factories |
| 5 | [35] | 2022 | Springer | Article | inventory | Industry/factories |
| 6 | [26] | 2022 | Elsevier | Article | Monitoring | Telecommunications |
| 7 | [38] | 2022 | MDPI | Article | Quality control | Metrology |
| 8 | [64] | 2022 | Elsevier | Article | Measurement | Metrology |
| 9 | [65] | 2022 | Elsevier | Article | Monitoring | City |
| 10 | [66] | 2022 | Springer | Article | Quality control | Industry/factories |
| 11 | [67] | 2022 | ASTM | Article | Localization | Robot |
| 12 | [68] | 2022 | ASME | Conference Paper | Quality control | Assembly industry |
| 13 | [69] | 2022 | Springer | Conference Paper | Monitoring | Mining industry |
| 14 | [70] | 2022 | International Institute of Informatics and Cybernetics | Conference Paper | Monitoring | Education |
| 15 | [71] | 2022 | IEEE | Conference Paper | Detection | Automotive industry |
| 16 | [72] | 2022 | Elsevier | Conference Paper | Detection | Manufacturing industry |
| 17 | [73] | 2022 | Springer | Article | Quality control | Manufacturing industry |
| 18 | [74] | 2022 | ASME | Conference Paper | Quality control | Stores |
| 19 | [75] | 2022 | Springer | Conference Paper | Quality control | Manufacturing industry |
| 20 | [76] | 2022 | IEEE | Conference Paper | Monitoring | Agricultural sector |
| 21 | [77] | 2022 | Hindawi | Article | Quality control | Industry/factories |
| 22 | [78] | 2022 | Hindawi | Article | Quality control | Manufacturing industry |
| 23 | [79] | 2022 | IOP | Conference Paper | Quality control | Industry/factories |
| 24 | [80] | 2022 | Elsevier | Article | Measurement | Manufacturing industry |
| 25 | [81] | 2022 | Springer | Conference Paper | Monitoring | Robot |
| 26 | [82] | 2022 | Hindawi | Article | Localization | Automotive industry |
| 27 | [83] | 2022 | Springer | Conference Paper | Evaluation | Robot |
| 28 | [84] | 2022 | MDPI | Article | Quality control | Education |
| 29 | [85] | 2022 | Springer | Conference Paper | Recognition | Robot |
| 30 | [86] | 2022 | IEEE | Conference Paper | Localization | Automotive industry |
| 31 | [87] | 2021 | MDPI | Article | Quality control | Pharmaceutical industry |
| 32 | [36] | 2021 | Production Engineering Institute | Article | Recognition | Printing firms |
| 33 | [88] | 2021 | MDPI | Article | Quality control | Agricultural sector |
| 34 | [89] | 2021 | IEEE | Conference Paper | Classification | Agricultural sector |
| 35 | [90] | 2021 | IEEE | Conference Paper | Detection | Robot |
| 36 | [91] | 2021 | IEEE | Conference Paper | Detection | Transportation |
| 37 | [92] | 2021 | Nova Science Publishers, Inc. | Book Chapter | Detection | Industry/factories |
| 38 | [93] | 2021 | MDPI | Article | Quality control | Industry/factories |
| 39 | [94] | 2021 | IEEE | Conference Paper | Monitoring | Manufacturing industry |
| 40 | [95] | 2021 | IEEE | Conference Paper | Quality control | Automotive industry |
| 41 | [96] | 2021 | TANGER Ltd. | Conference Paper | Detection | Metallurgical industry |
| 42 | [97] | 2021 | Estonian Academy Publishers | Article | Monitoring | Robot |
| 43 | [11] | 2021 | Elsevier | Conference Paper | Monitoring | Industry/factories |
| 44 | [98] | 2021 | Springer | Conference Paper | Quality control | Automotive industry |
| 45 | [99] | 2021 | Elsevier | Conference Paper | Classification | Agricultural sector |
| 46 | [34] | 2020 | Emerald | Article | Monitoring | Industry/factories |
| 47 | [100] | 2020 | IEEE | Conference Paper | Recognition | Agricultural sector |
| 48 | [101] | 2020 | Oxford University Press | Article | Monitoring | Meat industry |
| 49 | [102] | 2020 | Springer | Article | Quality control | Manufacturing industry |
| 50 | [103] | 2020 | MDPI | Article | Measurement | Industry/factories |
| 51 | [104] | 2020 | IEEE | Conference Paper | Detection | Industry/factories |
| 52 | [105] | 2020 | IEEE | Conference Paper | Monitoring | Automotive industry |
| 53 | [106] | 2020 | IEEE | Conference Paper | Monitoring | Sports |
| 54 | [8] | 2020 | Springer | Article | Recognition | Manufacturing industry |
| 55 | [107] | 2020 | Elsevier | Article | Monitoring | Mechanical engineering treatment |
| 56 | [43] | 2020 | Institute of Industrial and Systems Engineers, IISE | Conference Paper | Monitoring | Education |
| 57 | [108] | 2020 | Universidade Federal do Ceara | Article | Quality control | Agricultural sector |
| 58 | [109] | 2020 | Editorial Institution of Wrocaw Board of Scientific | Article | Monitoring | Robot |
| 59 | [110] | 2020 | Elsevier | Conference Paper | Quality control | Industry/factories |
| 60 | [111] | 2020 | SPIE | Conference Paper | Detection | Infrastructure |
| 61 | [37] | 2020 | Elsevier | Conference Paper | Quality control | Automotive industry |
| 62 | [112] | 2020 | Springer | Conference Paper | Recognition | Industry/factories |
| 63 | [113] | 2020 | Springer | Conference Paper | Quality control | Construction sector |
| 64 | [114] | 2020 | Springer | Article | Measurement | Industry/factories |
| 65 | [115] | 2019 | IEEE | Conference Paper | Quality control | Manufacturing industry |
| 66 | [116] | 2019 | IEEE | Conference Paper | Measurement | Automotive industry |
| 67 | [117] | 2019 | Springer | Article | Quality control | Automotive industry |
| 68 | [118] | 2019 | Chinese Society of Agricultural Engineering | Article | Inventory | Infrastructure |
| 69 | [119] | 2019 | IEEE | Conference Paper | Detection | Automotive industry |
| 70 | [120] | 2019 | IEEE | Conference Paper | Detection | Manufacturing industry |
| 71 | [121] | 2019 | IEEE | Conference Paper | Measurement | Education |
| 72 | [122] | 2019 | Elsevier | Conference Paper | Detection | Metrology |
| 73 | [123] | 2019 | Elsevier | Conference Paper | Recognition | Industry/factories |
| 74 | [124] | 2019 | Elsevier | Conference Paper | Monitoring | Robot |
| 75 | [125] | 2019 | Chamber of Textile Engineers | Article | Quality control | Manufacturing industry |
| 76 | [126] | 2019 | Elsevier | Conference Paper | Detection | Construction sector |
| 77 | [127] | 2019 | Elsevier | Conference Paper | Quality control | Education |
| 78 | [128] | 2018 | EDP Sciences | Conference Paper | Detection | Metallurgical industry |
| 79 | [129] | 2018 | OSA-The Optical Society | Article | Quality control | Industry/factories |
| 80 | [130] | 2018 | Springer | Book chapter | Recognition | Mechatronics |
| 81 | [30] | 2018 | SPIE | Conference Paper | Recognition | Architecture |
| 82 | [131] | 2018 | MDPI | Article | Monitoring | Industry/factories |
| 83 | [132] | 2018 | - | Conference Paper | Monitoring | Entertainment |
| 84 | [133] | 2017 | EDP Sciences | Conference Paper | Detection | Robot |
| 85 | [134] | 2017 | Danube Adria Association for Automation and Manufacturing, DAAAM | Conference Paper | Measurement | Industry/factories |
| 86 | [135] | 2016 | Elsevier | Article | Detection | Agricultural sector |
| 87 | [136] | 2015 | Elsevier | Conference Paper | Detection | Industry/factories |
| No. | Ref. | Year | Publisher | Document Type | Application Task | Sector |
|---|---|---|---|---|---|---|
| 1 | [53] | 2023 | Taylor & Francis | Article | Advanced training (industrial and academic), immediate ability to diagnose faults in industries and improved safety in industrial processes | Manufacturing sector |
| 2 | [51] | 2023 | Elsevier | Conference Paper | Detecting objects, and training robots to recognize them. | Industry/factories |
| 3 | [137] | 2023 | MDPI | Article | Imaging (MRI cost reduction) | Health |
| 4 | [138] | 2023 | MAPAN | Article | Remote monitoring and examination of patients with eye diseases and remote ophthalmic surgery | Health |
| 5 | [139] | 2021 | IEEE | Article | Recognition | Industry (Shipbuilding) |
| 6 | [140] | 2019 | MDPI | Concept Paper | Camera observation and image processing using Machine Learning by the robot | Manufacturing sector |
| 7 | [141] | 2018 | Sciendo | Article | Data collection | Agricultural sector |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tzampazaki, M.; Zografos, C.; Vrochidou, E.; Papakostas, G.A. Machine Vision—Moving from Industry 4.0 to Industry 5.0. Appl. Sci. 2024, 14, 1471. https://doi.org/10.3390/app14041471
Tzampazaki M, Zografos C, Vrochidou E, Papakostas GA. Machine Vision—Moving from Industry 4.0 to Industry 5.0. Applied Sciences. 2024; 14(4):1471. https://doi.org/10.3390/app14041471
Chicago/Turabian StyleTzampazaki, Maria, Charalampos Zografos, Eleni Vrochidou, and George A. Papakostas. 2024. "Machine Vision—Moving from Industry 4.0 to Industry 5.0" Applied Sciences 14, no. 4: 1471. https://doi.org/10.3390/app14041471
APA StyleTzampazaki, M., Zografos, C., Vrochidou, E., & Papakostas, G. A. (2024). Machine Vision—Moving from Industry 4.0 to Industry 5.0. Applied Sciences, 14(4), 1471. https://doi.org/10.3390/app14041471