
Quality Evaluation of Effective Abrasive Grains Micro-Edge Honing Based on Trapezoidal Fuzzy Analytic Hierarchy Process and Set Pair Analysis


 and
and
Abstract
1. Introduction
2. Related Work
3. Evaluation Methodology and Factor Analysis
3.1. Evaluation Methodology
3.2. Establishing a Three-Stage and Four-Level Indicator System
4. Evaluation Procedure
4.1. AHP Determines the Consistency Matrix
- (1)
- Build hierarchy
- (2)
- Constructing the Pairwise Comparison Matrix
- (3)
- Check consistency
4.2. Determine the Trapezoidal Fuzzy Evaluation Matrix
- (1)
- Constructing a fuzzy judgment matrix
- (2)
- Index weight calculation.
4.3. SPA Evaluation Model
4.3.1. Establishment of a SPA Evaluation Model
4.3.2. SPA Analysis
5. Verification of Comprehensive Evaluation Model for Honing Processing Quality
5.1. Determining the Weight of Influencing Factors of Honing Machining Quality
5.2. Analyze the Sensitivity of the Key Factor of the Machining Quality
5.3. CBN Abrasive Grain Micro-Edge Honing Processing Experiment
5.3.1. Specimen Requirements
5.3.2. Processing Conditions
5.4. Effect of CBN Grain Size on Honing Quality
5.4.1. The Relationship Between Grain Size and Honing Precision
- (1)
- Total deviation between grain size and helix
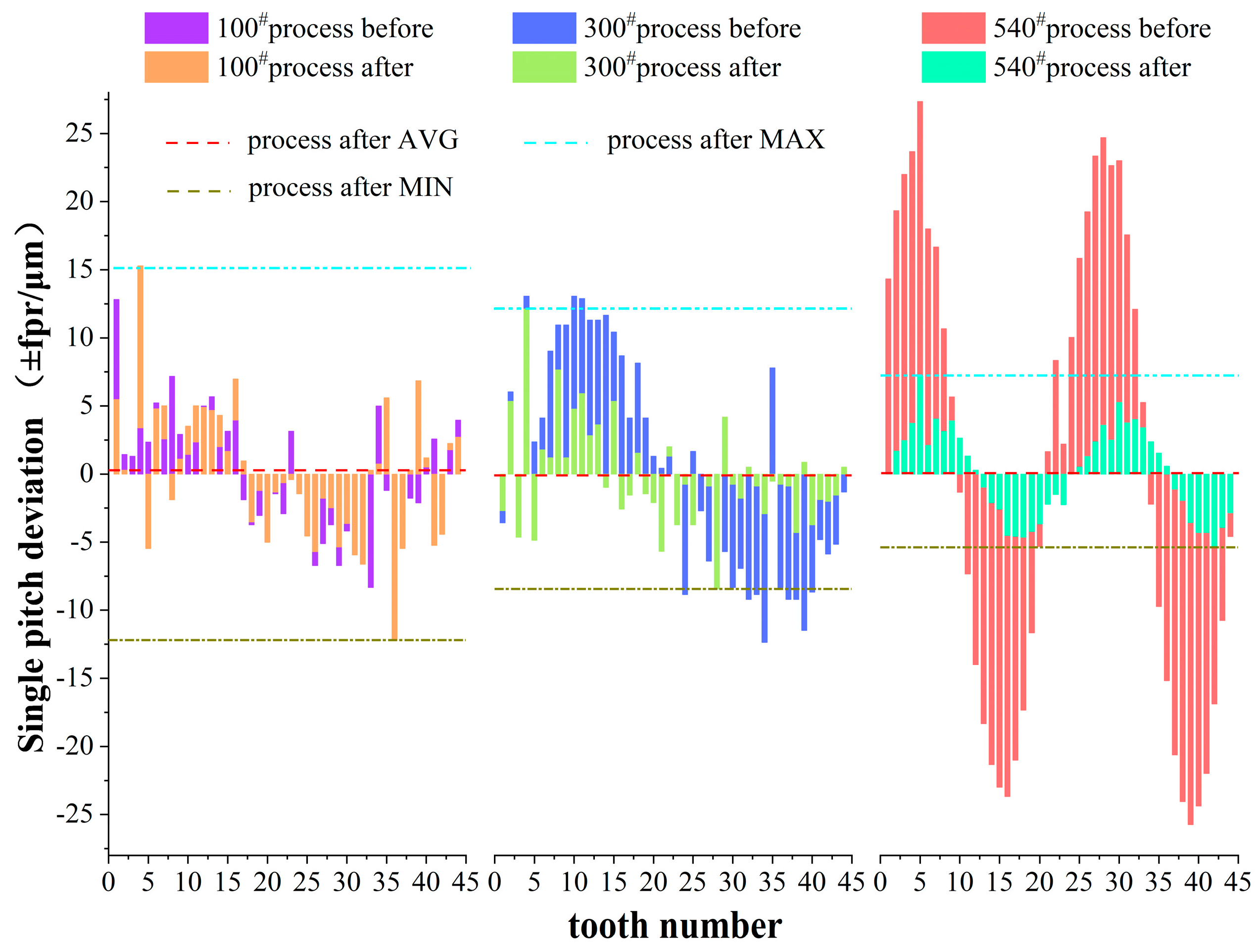
- (2)
- Grain size and single pitch deviation.
- (3)
- Cumulative total deviation of grain size and tooth profile
5.4.2. The Relationship Between Surface Roughness

5.4.3. The Relationship Between Grain Size and Processing Efficiency
5.5. Analysis of Comprehensive Evaluation Result of Gear Honing Processing Quality
6. Conclusions
- (1)
- Based on Tra-FAHP and SPA, a comprehensive evaluation model for CBN micro-edge honing quality is established, which eliminates the subjective influence of AHP and ensures that the evaluation results are more reasonable and objective. The established evaluation model can quantitatively and effectively identify and evaluate the quality of the honing process with certainty and uncertainty factors, guiding the honing process of high-performance hardened gears.
- (2)
- With increasing grain size, the mean value of total helix deviation sequentially decreases. The distribution of tooth pitch deviation gradually approaches the zero line; the correction ability of the change of the length of the common normal line increases; the average value of the total profile deviation decreases, making the accuracy of the honed workpiece gradually improve. However, affected by the phenomenon of error reenactment, the maximum error reduction of the helix of the tooth surface after honing with large-sized abrasive grain is not obvious. Increasing the number of honing operations and reducing the error reflection coefficient can effectively reduce the maximum error of the workpiece tooth surface helix and improve the honing machining accuracy.
- (3)
- With abrasive grain size decreasing, the average spacing of abrasive grain decreases, resulting in decreased maximum valley height , which makes the surface roughness value smaller. Improvement of surface quality after honing.
- (4)
- With the increase of abrasive grain size, the cutting performance improves, and the honing machining efficiency obviously improves, which is applied to rough honing machining.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, G.H.; Han, J.; Tian, X.Q.; Tang, J.P.; You, T.F.; Xia, L. Prediction of honing force based on kinematic-geometric simulation. J. Manuf. Process. 2023, 101, 1136–1146. [Google Scholar] [CrossRef]
- An, I.H.; Ahn, M.J.; Xu, Z.; Lyu, S.K. A Study on the Effect of the Honing in SCM420H Planetary Gear. J. Korean Soc. Manuf. Process Eng. 2011, 10, 13–18. [Google Scholar]
- Zhang, L.Y.; Zheng, T.L.; Li, T.J.; Wang, J.; Wang, C.L.; Jiang, Y.H.; Li, C.Y.; Yuan, F.X.; Yao, Z.H. Precision Forming Process Analysis and Forming Process Simulation of Integrated Structural Gear for New Energy Vehicles. Manuf. Technol. 2023, 23, 958–966. [Google Scholar] [CrossRef]
- Liu, Y.H.; Huang, X.H.; Cao, H.J.; Wang, J.C.; Xiao, H.P. Model of Surface Texture for Honed Gear Considering Motion Path and Geometrical Shape of Abrasive Particle. Chin. J. Mech. Eng. 2023, 36, 96. [Google Scholar] [CrossRef]
- Wang, B.; Guo, X.; Zhang, W.; Chen, Z. A study of an electric parking brake system for emergency braking. Int. J. Veh. Des. 2015, 67, 315–346. [Google Scholar] [CrossRef]
- Klocke, F.; Brumm, M.; Kampka, M. Process model for honing larger gears. In Proceedings of the International Gear Conference 2014, Lyon, France, 26–28 August 2014; Velex, P., Ed.; Chandos Publishing: Oxford, UK, 2014; pp. 118–128. [Google Scholar] [CrossRef]
- da Silva, S.P.; Ribeiro, S.L.M.; Brandao, L.C. Particle swarm optimization for achieving the minimum profile error in honing process. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2014, 38, 759–768. [Google Scholar] [CrossRef]
- Yuan, B.; Han, J.; Tian, X.Q.; Xia, L. Optimization and active control of internal gearing power honing process parameters for better gear precision. Mech. Sci. 2022, 13, 449–458. [Google Scholar] [CrossRef]
- Li, X.; Shao, W.; Tang, J.Y.; Zhang, D.; Chen, J.L.; Zhao, J.Y.; Wen, Y.Q. Multi-physics field coupling interface lubrication contact analysis for gear transmission under various finishing processes. Eng. Fail. Anal. 2024, 165, 108742. [Google Scholar] [CrossRef]
- Liu, W.; Deng, Z.; Shang, Y.; Wan, L. Effects of grinding parameters on surface quality in silicon nitride grinding. Ceram. Int. 2017, 43, 1571–1577. [Google Scholar] [CrossRef]
- Silva, S.P.; Brandao, L.C.; Pereira, R.F.P. Evaluation of Quality of Steering Systems Using the Honing Process and Surface Response Methodology. In Proceedings of the 13th CIRP Conference on Modelling of Machining Operations, Sintra, Portugal, 12–13 May 2011; pp. 821–825. [Google Scholar]
- Riabchenko, S.; Krivosheja, A.; Burykin, V.; Najdenko, A.; Bandurenko, M. Gear Grinding by Superhard Materials Wheels. In Proceedings of the Advanced Manufacturing Processes: Selected Papers from the Grabchenko’s International Conference on Advanced Manufacturing Processes (InterPartner-2019), Odessa, Ukraine, 10–13 September 2019; Tonkonogyi, V., Ed.; Springer International Publishing: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Wang, F.W.; Chen, Y.L.; Gao, Y.; Liang, Y.; Wang, R.M.; Zhao, D.F. Modeling of Specific Energy in the Gear Honing Process. Energies 2023, 16, 5744. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, F.W.; Liang, Y.; Han, J.; Su, J.; Tong, Y.; Liu, L. Cutting Performance of Randomly Distributed Active Abrasive Grains in Gear Honing Process. Micromachines 2021, 12, 1119. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.; Ren, X.Q.; Han, J.; Wang, F.W.; Liang, Y.; Liu, L. Simulation to Microtopography Formation of CBN Active Abrasives on a Honing Wheel Surface. Coatings 2021, 11, 0540. [Google Scholar] [CrossRef]
- Wang, F.W.; Chen, Y.L.; Gao, Y.; Liang, Y.; Su, J.; Liu, L. Peridynamic Simulation to Fracture Mechanism of CBN Grain in the Honing Wheel Dressing Process. Micromachines 2021, 12, 1186. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.F.; Li, G.H.; Hu, B.W.; Miao, W.C. Impact-abrasive Wear Behavior of ZTA and NbC Reinforced Fe60 Matrix Composites. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2023, 38, 1426–1433. [Google Scholar] [CrossRef]
- Ma, W.; Lu, D.H.; Tang, L.; Gong, W.H.; Yan, Q.H. Effect of matrix hardness on the impact abrasive wear performance of ZTAp/steel architecture composite. Mater. Res. Express 2021, 8, 026507. [Google Scholar] [CrossRef]
- Tang, J.P.; Han, J.; Tian, X.Q.; Li, Z.F.; You, T.F.; Li, G.H.; Xia, L. Flexible modification and texture prediction and control method of internal gearing power honing tooth surface. Adv. Manuf. 2024, 1–15. [Google Scholar] [CrossRef]
- Wang, J.C.; Cao, H.J.; Liu, Y.H.; Huang, X.H. Simulation and experimental research on residual stress of honed gear based on scratch test. Int. J. Adv. Manuf. Technol. 2022, 123, 985–998. [Google Scholar] [CrossRef]
- Fuse, K.; Dalsaniya, A.; Modi, D.; Vora, J.; Pimenov, D.Y.; Giasin, K.; Prajapati, P.; Chaudhari, R.; Wojciechowski, S. Integration of Fuzzy AHP and Fuzzy TOPSIS Methods for Wire Electric Discharge Machining of Titanium (Ti6Al4V) Alloy Using RSM. Materials 2021, 14, 7408. [Google Scholar] [CrossRef]
- Patil, A.S.; Sunnapwar, V.K.; Bhole, K.S.; Oza, A.D.; Shinde, S.M.; Ramesh, R. Effective machining parameter selection through fuzzy AHP-TOPSIS for 3D finish milling of Ti6Al4V. Int. J. Interact. Des. Manuf.-IJIDEM 2022, 1–25. [Google Scholar] [CrossRef]
- Liu, Y.H.; Liu, W.; Meng, X.L.; Zhang, X.H.; Ge, S.Y.; Liu, H. Comprehensive Evaluation of Regional Integrated Energy System Using the Fuzzy Analytic Hierarchy Process Based on Set Pair Analysis. In Proceedings of the 58th IEEE/IAS Industrial and Commercial Power Systems Technical Conference Asia (IEEE I and CPS Asia), Shanghai, China, 8–11 July 2022; pp. 2019–2024. [Google Scholar]
- Huang, G.Z.; Wu, Z.G.; Yang, C.S.; Liu, H. Research on construction safety evaluation based on Fuzzy-Set Pair Analysis model. In Proceedings of the International Conference on Manufacturing Science and Technology (ICMST 2011), Singapore, 16–18 September 2011; pp. 6587–6593. [Google Scholar]
- Wang, J.W.; Liu, S.; Song, Y.H.; Wang, J.; Wu, H. Environmental Risk Assessment of Subway Station Construction to Achieve Sustainability Using the Intuitionistic Fuzzy Analytic Hierarchy Process and Set Pair Analysis. Discret. Dyn. Nat. Soc. 2021, 2021, 5541493. [Google Scholar] [CrossRef]
- Saaty, T.L. A scaling method for priorities in hierarchical structures. J. Math. Psychol. 1977, 15, 234–281. [Google Scholar] [CrossRef]
- Abdullah, L.; Najib, L. A new type-2 fuzzy set of linguistic variables for the fuzzy analytic hierarchy process. Expert Syst. Appl. 2014, 41, 3297–3305. [Google Scholar] [CrossRef]
- Liu, Y. Application research of index weight determination method based on trapezoidal fuzzy number. J. Nanjing Univ. Inf. Sci. Technol. (Nat. Sci. Ed.) 2009, 1, 369–372. [Google Scholar] [CrossRef]
- Jin, D.T.; Zhou, T.; Yang, X.H.; Lu, Y.; Wang, K.W. Assessment of Regional Water Resource Carrying Capacity by the Connection Number of Set Pair Analysis. Therm. Sci. 2024, 28, 2287–2294. [Google Scholar] [CrossRef]
- Wu, W. Application of relation number to multi-attribute decision making of ladder fuzzy number. Pract. Underst. Math. 2013, 43, 160–166. [Google Scholar]
- GB/T10095.1-2008; Cylindrical Gears—Precision Systems—Part 1: Definition and Allowable Values of Tooth Surface Deviation on the Same Side of the Gear Teeth. National Standard of the People’s Republic of China: Beijing, China, 2008.
- GB/T 131-2006; Geometric Product Specification (GPS). The Representation of Surface Structure in Technical Product Documents. National Standard of the People’s Republic of China: Beijing, China, 2006.
- Li, Y.L.; Han, K.X.; Wu, J.W. The Applicability Analysis and Improvement of Several Index Dimensionless Methods. In Proceedings of the 13th International Conference on Natural Computation, Fuzzy Systems and Knowledge Discovery (ICNC-FSKD), Guilin, China, 29–31 July 2017; pp. 3084–3088. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| The Comparison of the Importance of Element ai and aj | Digital Scale | Inversion |
|---|---|---|
| Equally important | 1 | 1 |
| Moderately important | 3 | 1/3 |
| Strongly important | 5 | 1/5 |
| Extremely important | 7 | 1/7 |
| Completely important | 9 | 1/9 |
| Intermediate value of the above importance | 2, 4, 6, 8 | 1/2, 1/4, 1/6, 1/8 |
| n | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| RI | 0 | 0 | 0.52 | 0.89 | 1.12 | 1.26 | 1.36 | 1.41 | 1.46 |
| The Comparison of the Importance of Element ai and aj | Traditional aij Assignment | Improving aij Assignment | Improved aij Trapezoidal Fuzzy Assignment |
|---|---|---|---|
| equality | 1 | 5/5 | (1, 1, 1, 1) |
| A little important | 3 | 6/4 | (1, 11/9, 13/7, 7/3) |
| Obviously important | 5 | 7/3 | (3/2, 13/7, 3, 4) |
| Strongly important | 7 | 8/2 | (7/3, 3, 17/3, 9) |
| Extremely important | 9 | 9/1 | (4, 17/3, 9, 9) |
| Algorithm | Operational Formula |
|---|---|
| addition | |
| subtraction | |
| multiplication | |
| division method |
| Evaluation Objective | Factor of Evaluation | Tra-FAHP Weight |
|---|---|---|
| Analysis of Honing Characteristics A | Honing accuracy B1 | (0.278, 0.373, 0.712, 0.964) |
| Processing efficiency B2 | (0.097, 0.136, 0.254, 0.341) | |
| Surface quality B3 | (0.166, 0.222, 0.403, 0.542) | |
| Honing accuracy B1 | Tooth pitch error C1 | (0.250, 0.331, 0.577, 0.774) |
| Tooth profile error C2 | (0.181, 0.237, 0.398, 0.518) | |
| Helix error C3 | (0.151, 0.198, 0.331, 0.426) | |
| Processing efficiency B2 | Material removal amount C4 | (0.188, 0.241, 0.395, 0.515) |
| Processing time C5 | (0.164, 0.212, 0.350, 0.452) | |
| Tooth pitch error C1 | Abrasive grain abrasion D1 | (0.032, 0.047, 0.098, 0.140) |
| Abrasive grain fracture D2 | (0.043, 0.064, 0.137, 0.202) | |
| Abrasive grain detachment D3 | (0.064, 0.096, 0.217, 0.348) | |
| Grinding cutting angle D4 | (0.024, 0.037, 0.077, 0.111) | |
| Shape of abrasive grain D5 | (0.031, 0.046, 0.098, 0.147) | |
| Abrasive grain size D6 | (0.036, 0.053, 0.110, 0.159) | |
| Effective number of abrasive grain D7 | (0.044, 0.066, 0.143, 0.219) | |
| Clearance between abrasive grains D8 | (0.028, 0.041, 0.081, 0.112) | |
| Honing speed D9 | (0.026, 0.040, 0.087, 0.125) | |
| Honing depth D10 | (0.049, 0.073, 0.158, 0.241) | |
| Honing speed D11 | (0.026, 0.039, 0.080, 0.114) | |
| Cross axis angle D12 | (0.054, 0.082, 0.180, 0.280) | |
| Tooth profile error C2 | Abrasive grain abrasion D1 | (0.031, 0.046, 0.095, 0.136) |
| Abrasive grain fracture D2 | (0.048, 0.070, 0.145, 0.214) | |
| Abrasive grain detachment D3 | (0.062, 0.093, 0.210, 0.331) | |
| Grinding cutting angle D4 | (0.031, 0.045, 0.090, 0.126) | |
| Shape of abrasive grain D5 | (0.024, 0.035, 0.070, 0.097) | |
| Abrasive grain size D6 | (0.036, 0.053, 0.109, 0.156) | |
| Effective number of abrasive grain D7 | (0.033, 0.049, 0.101, 0.145) | |
| Clearance between abrasive grains D8 | (0.031, 0.045, 0.092, 0.131) | |
| Honing speed D9 | (0.046, 0.067, 0.141, 0.211) | |
| Honing depth D10 | (0.047, 0.068, 0.139, 0.204) | |
| Honing speed D11 | (0.034, 0.050, 0.101, 0.143) | |
| Cross axis angle D12 | (0.049, 0.072, 0.150, 0.223) | |
| Helix error C3 | Abrasive grain abrasion D1 | (0.032, 0.046, 0.090, 0.126) |
| Abrasive grain fracture D2 | (0.043, 0.064, 0.136, 0.201) | |
| Abrasive grain detachment D3 | (0.059, 0.089, 0.205, 0.326) | |
| Grinding cutting angle D4 | (0.027, 0.039, 0.079, 0.110) | |
| Shape of abrasive grain D5 | (0.023, 0.034, 0.069, 0.097) | |
| Abrasive grain size D6 | (0.034, 0.049, 0.100, 0.142) | |
| Effective number of abrasive grain D7 | (0.033, 0.049, 0.101, 0.146) | |
| Clearance between abrasive grains D8 | (0.025, 0.037, 0.074, 0.104) | |
| Honing speed D9 | (0.046, 0.068, 0.147, 0.223) | |
| Honing depth D10 | (0.045, 0.067, 0.141, 0.211) | |
| Honing speed D11 | (0.044, 0.065, 0.137, 0.203) | |
| Cross axis angle D12 | (0.054, 0.080, 0.173, 0.262) | |
| Material removal amount C4 | Abrasive grain abrasion D1 | (0.028, 0.041, 0.083, 0.117) |
| Abrasive grain fracture D2 | (0.034, 0.049, 0.095, 0.133) | |
| Abrasive grain detachment D3 | (0.047, 0.067, 0.135, 0.195) | |
| Shape of abrasive grain D5 | (0.024, 0.036, 0.075, 0.106) | |
| Abrasive grain size D6 | (0.046, 0.064, 0.122, 0.168) | |
| Effective number of abrasive grain D7 | (0.055, 0.078, 0.153, 0.220) | |
| Clearance between abrasive grains D8 | (0.035, 0.050, 0.098, 0.137) | |
| Honing speed D9 | (0.059, 0.083, 0.166, 0.241) | |
| Honing depth D10 | (0.062, 0.088, 0.180, 0.266) | |
| Honing speed D11 | (0.051, 0.072, 0.143, 0.205) | |
| Cross axis angle D12 | (0.054, 0.078, 0.161, 0.237) | |
| Processing time C5 | Honing speed D9 | (0.188, 0.241, 0.395, 0.515) |
| Honing depth D10 | (0.164, 0.212, 0.350, 0.452) | |
| Honing speed D11 | (0.137, 0.172, 0.268, 0.334) | |
| Cross axis angle D12 | (0.122, 0.159, 0.262, 0.336) | |
| Surface roughness C6 | Abrasive grain abrasion D1 | (0.027, 0.040, 0.082, 0.118) |
| Abrasive grain fracture D2 | (0.037, 0.053, 0.106, 0.151) | |
| Abrasive grain detachment D3 | (0.049, 0.071, 0.149, 0.221) | |
| Grinding cutting angle D4 | (0.026, 0.039, 0.081, 0.116) | |
| Shape of abrasive grain D5 | (0.025, 0.037, 0.078, 0.113) | |
| Abrasive grain size D6 | (0.047, 0.069, 0.144, 0.213) | |
| Effective number of abrasive grain D7 | (0.044, 0.065, 0.138, 0.205) | |
| Clearance between abrasive grains D8 | (0.036, 0.052, 0.106, 0.151) | |
| Honing speed D9 | (0.042, 0.063, 0.136, 0.199) | |
| Honing depth D10 | (0.058, 0.085, 0.180, 0.273) | |
| Honing speed D11 | (0.038, 0.056, 0.119, 0.174) | |
| Cross axis angle D12 | (0.043, 0.062, 0.129, 0.191) | |
| Surface texture C7 | Grinding cutting angle D4 | (0.078, 0.103, 0.176, 0.230) |
| Abrasive grain size D6 | (0.094, 0.129, 0.237, 0.324) | |
| Honing speed D9 | (0.095, 0.130, 0.239, 0.327) | |
| Honing depth D10 | (0.095, 0.128, 0.229, 0.308) | |
| Honing speed D11 | (0.081, 0.111, 0.199, 0.268) | |
| Cross axis angle D12 | (0.107, 0.144, 0.262, 0.361) | |
| Residual stress C8 | Abrasive grain abrasion D1 | (0.027, 0.040, 0.084, 0.121) |
| Abrasive grain fracture D2 | (0.037, 0.055, 0.113, 0.163) | |
| Abrasive grain detachment D3 | (0.052, 0.076, 0.162, 0.238) | |
| Grinding cutting angle D4 | (0.030, 0.044, 0.089, 0.126) | |
| Shape of abrasive grain D5 | (0.027, 0.040, 0.081, 0.115) | |
| Abrasive grain size D6 | (0.039, 0.057, 0.115, 0.165) | |
| Effective number of abrasive grain D7 | (0.037, 0.053, 0.109, 0.158) | |
| Clearance between abrasive grains D8 | (0.026, 0.038, 0.074, 0.102) | |
| Honing speed D9 | (0.043, 0.063, 0.131, 0.191) | |
| Honing depth D10 | (0.056, 0.081, 0.171, 0.256) | |
| Honing speed D11 | (0.049, 0.072, 0.153, 0.229) | |
| Cross axis angle D12 | (0.052, 0.076, 0.158, 0.235) |
| Sub Criterion Layer C | The Weight of Sub Criterion C Relative to Top-Level A | |
|---|---|---|
| Tooth pitch error C1 | (0.070, 0.123, 0.411, 0.746) | 0.475 |
| Tooth profile error C2 | (0.050, 0.088, 0.283, 0.499) | 0.312 |
| Helix error C3 | (0.042, 0.074, 0.236, 0.411) | 0.284 |
| Material removal amount C4 | (0.018, 0.033, 0.100, 0.176) | 0.120 |
| Processing time C5 | (0.016, 0.029, 0.089, 0.154) | 0.216 |
| Surface roughness C6 | (0.045, 0.083, 0.285, 0.546) | 0.371 |
| Surface texture C7 | (0.019, 0.036, 0.118, 0.213) | 0.134 |
| Residual stress C8 | (0.024, 0.044, 0.145, 0.261) | 0.211 |
| Category | Modulus | Pressure Angle | Tooth Number | Cumulative Total Pitch Deviation | Cumulative Total Deviation of Tooth Profile | Total Deviation of Helix | Accuracy Class |
|---|---|---|---|---|---|---|---|
| code | m | αn | Z | FP | Fα | Fβ | GB/T10095.1-2008 [31] |
| numerical value | 4 | 20° | 44 | 36 μm | 15 μm | 13 μm | 6 |
| Parameter | Mesh Size | Coating Thickness | Impact Toughness T1 | Workpiece | Honing Speed vc | Honing Depth ap | Feed Speed f | Time t | Cutting Conditions |
|---|---|---|---|---|---|---|---|---|---|
| Numerical value | 100# 300# 540# | 0.25 0.075 0.025 | 41% 48% 50% | 20CrMnTi (HRC58-60) | 4 m/s | 10 μm | 3 m/s | 120 s | No Cutting fluid |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, J.; Liang, Y.; Yu, Y.; Wang, F.; Zhou, J.; Liu, L.; Gao, Y. Quality Evaluation of Effective Abrasive Grains Micro-Edge Honing Based on Trapezoidal Fuzzy Analytic Hierarchy Process and Set Pair Analysis. Appl. Sci. 2024, 14, 10939. https://doi.org/10.3390/app142310939
Su J, Liang Y, Yu Y, Wang F, Zhou J, Liu L, Gao Y. Quality Evaluation of Effective Abrasive Grains Micro-Edge Honing Based on Trapezoidal Fuzzy Analytic Hierarchy Process and Set Pair Analysis. Applied Sciences. 2024; 14(23):10939. https://doi.org/10.3390/app142310939
Chicago/Turabian StyleSu, Jie, Yuan Liang, Yue Yu, Fuwei Wang, Jiancong Zhou, Lin Liu, and Yang Gao. 2024. "Quality Evaluation of Effective Abrasive Grains Micro-Edge Honing Based on Trapezoidal Fuzzy Analytic Hierarchy Process and Set Pair Analysis" Applied Sciences 14, no. 23: 10939. https://doi.org/10.3390/app142310939
APA StyleSu, J., Liang, Y., Yu, Y., Wang, F., Zhou, J., Liu, L., & Gao, Y. (2024). Quality Evaluation of Effective Abrasive Grains Micro-Edge Honing Based on Trapezoidal Fuzzy Analytic Hierarchy Process and Set Pair Analysis. Applied Sciences, 14(23), 10939. https://doi.org/10.3390/app142310939