
Electroless Copper Patterning on TiO2-Functionalized Mica for Flexible Electronics





Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Reagents
2.2. Preparation of TiO2-Coated Mica Substrates
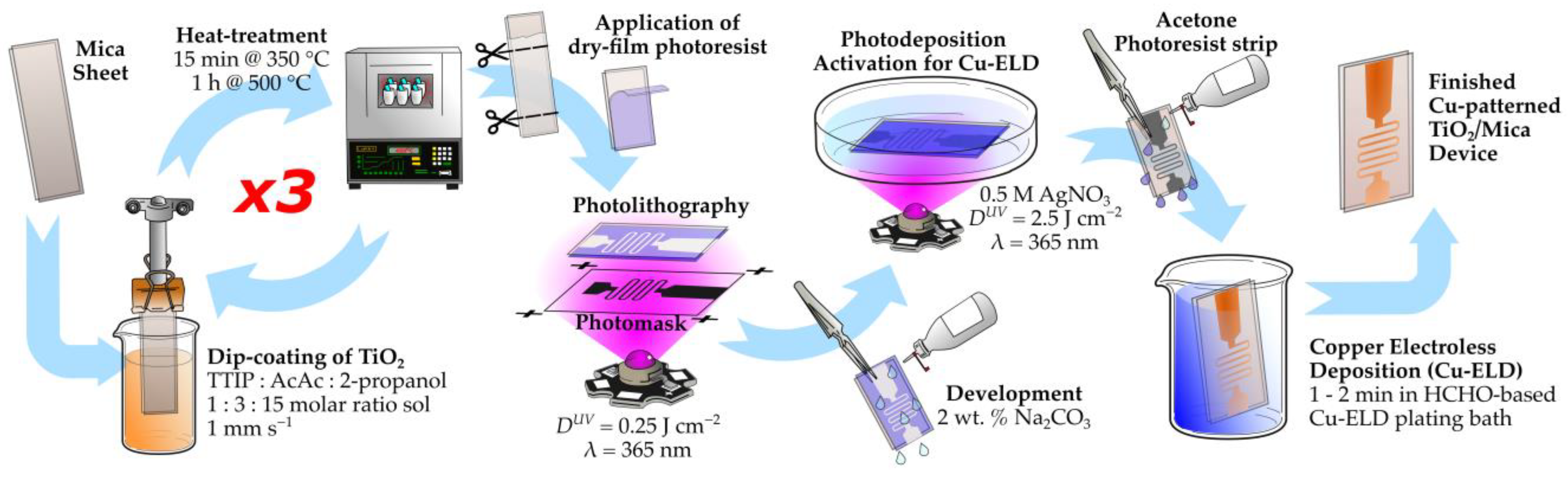
2.3. Copper Patterning and Device Fabrication on TiO2-Coated Mica Substrates
2.4. Characterization Methods
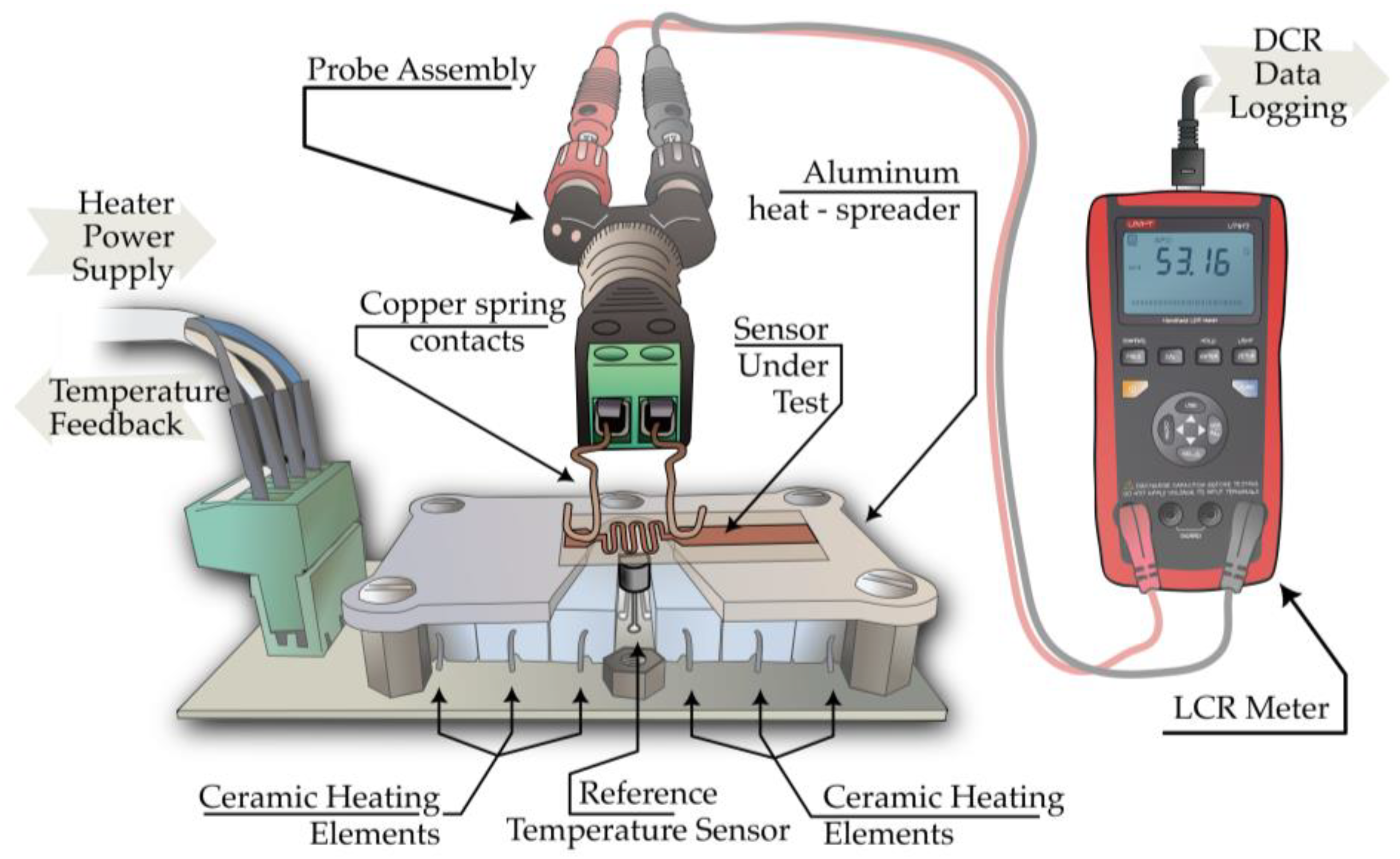
2.5. Determination of Temperature Sensing Response
3. Results and Discussion
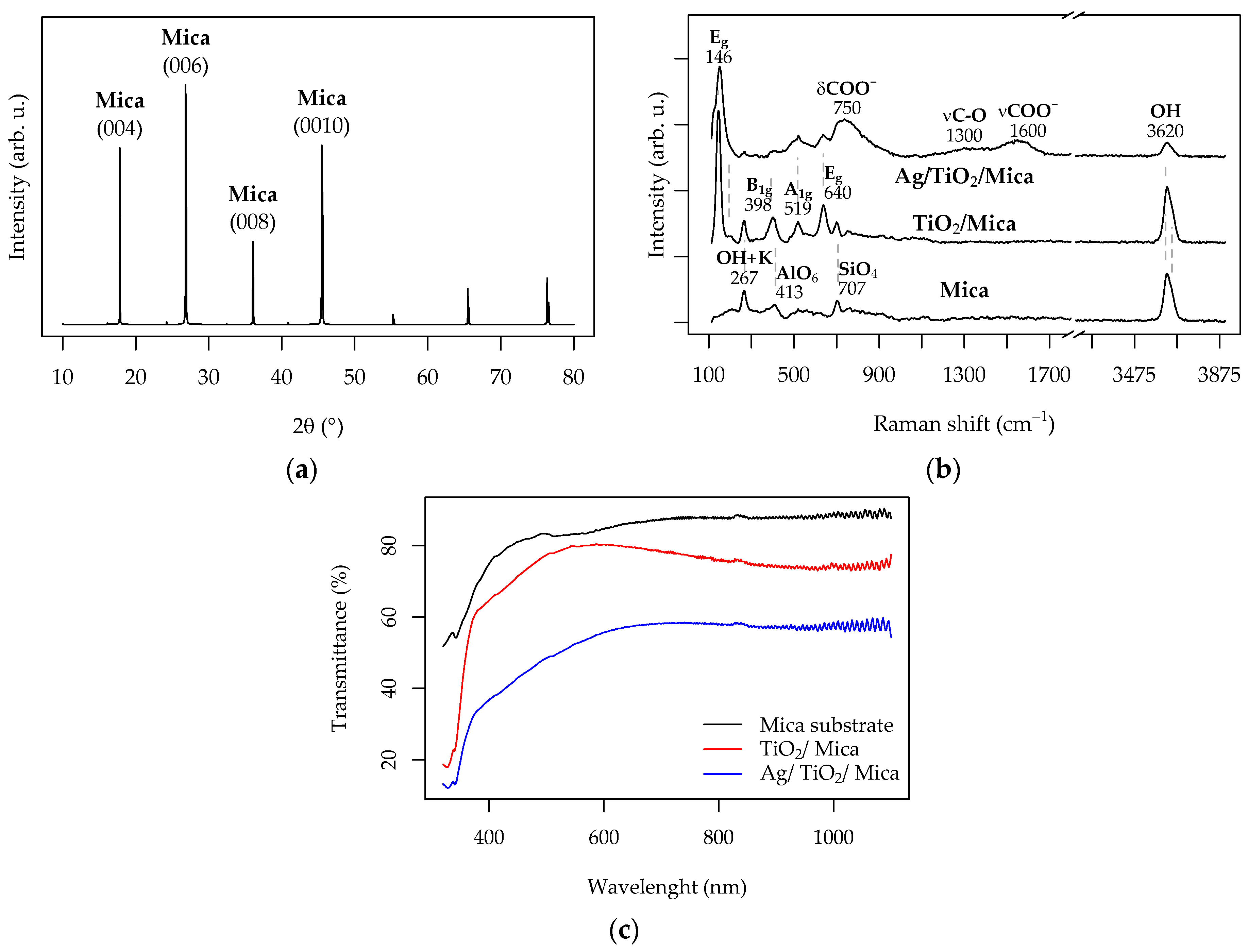
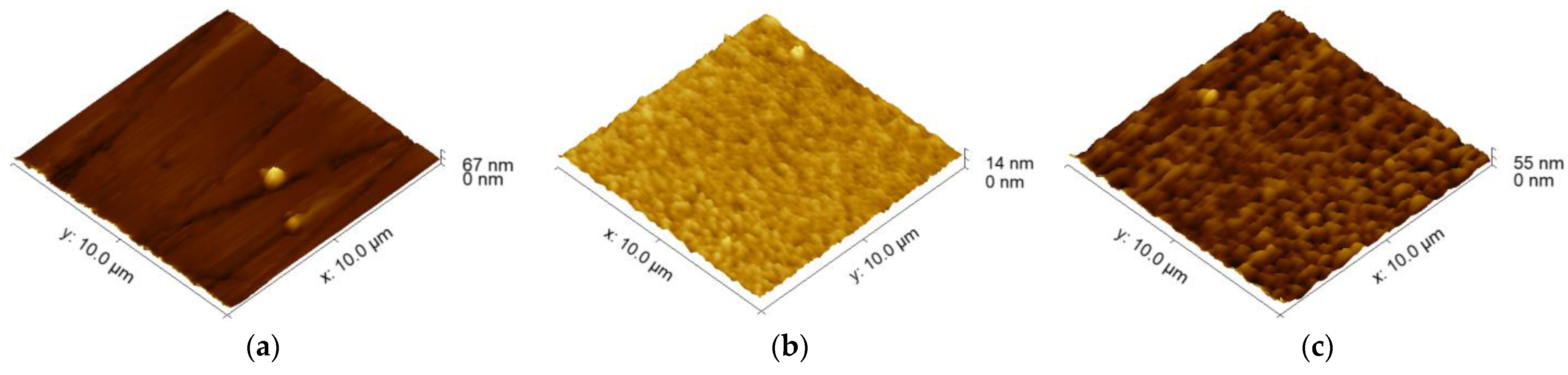
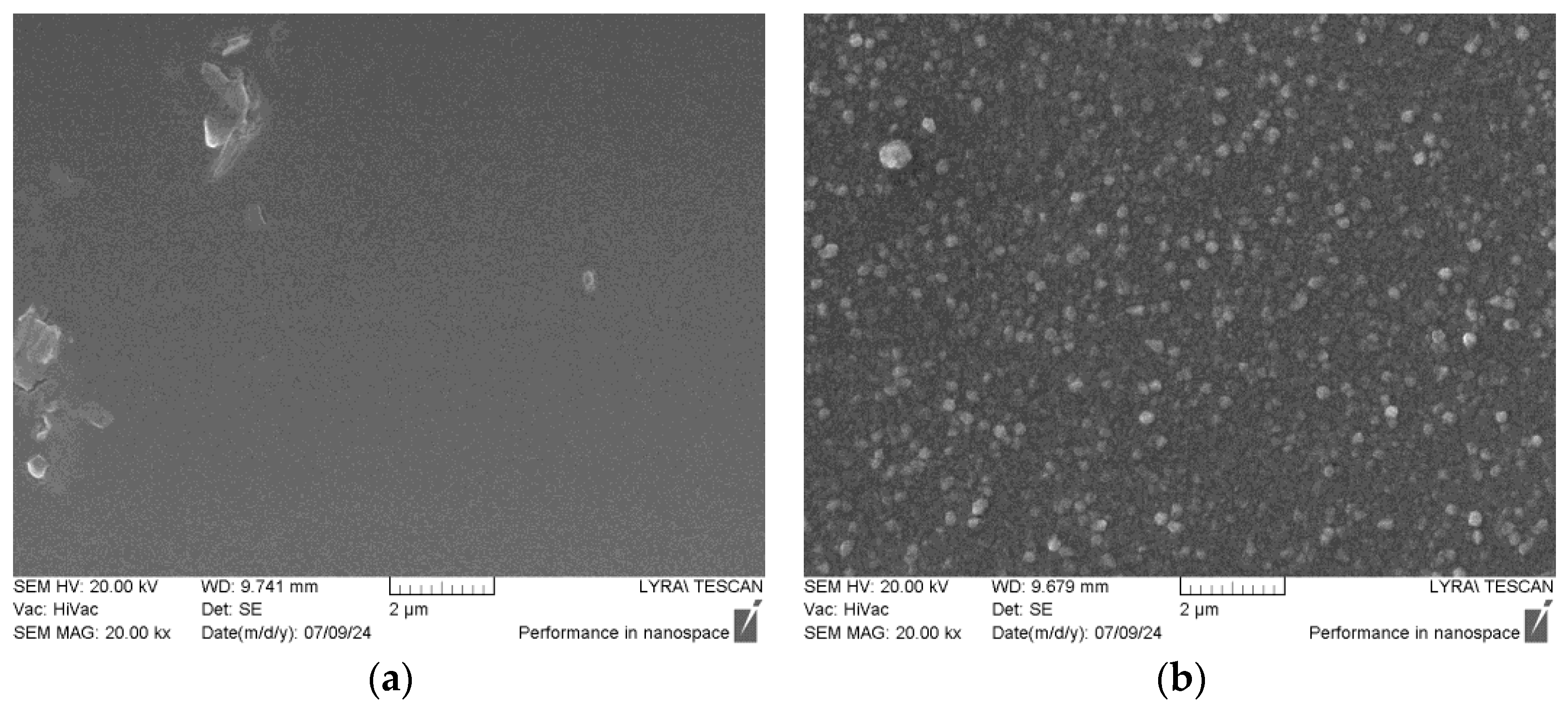
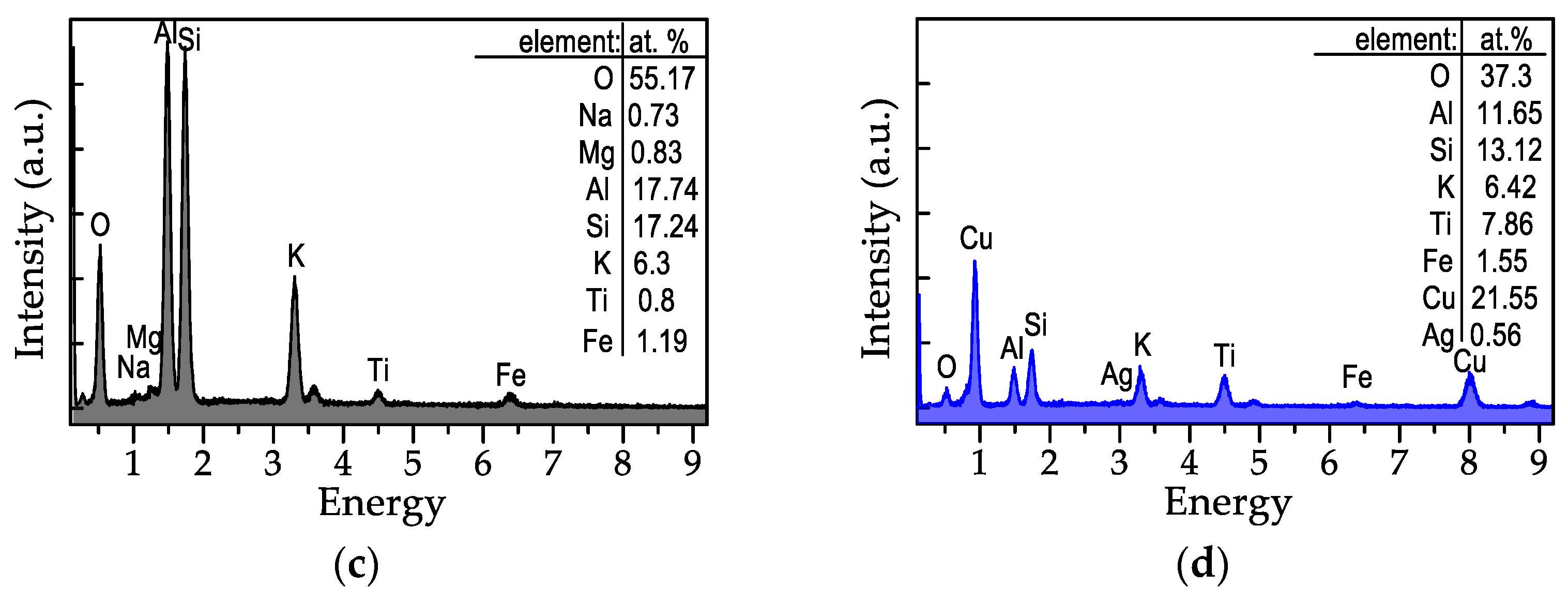
3.1. Characterization of the TiO2-Functionalized Mica Substrates
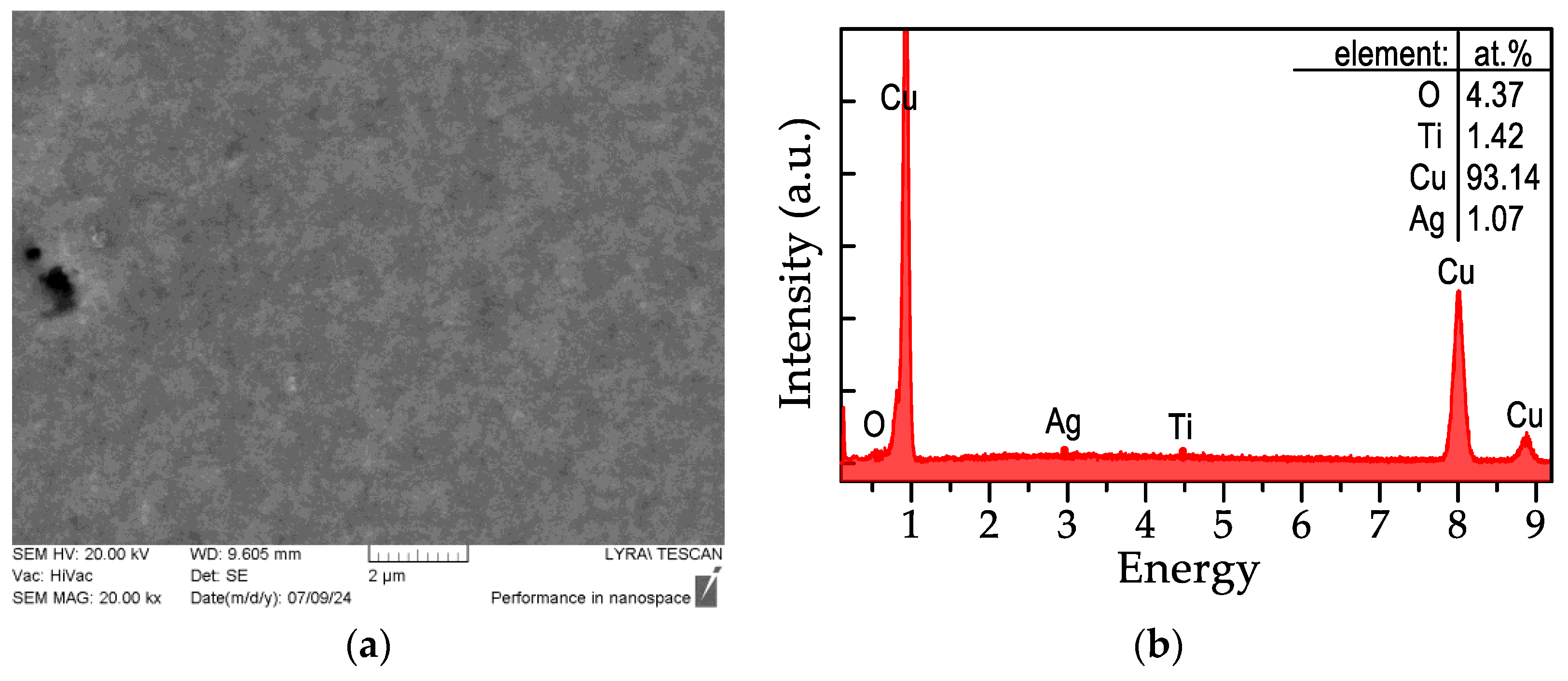
3.2. Electroless Copper Deposition on Ag-Activated TiO2/Mica Substrates
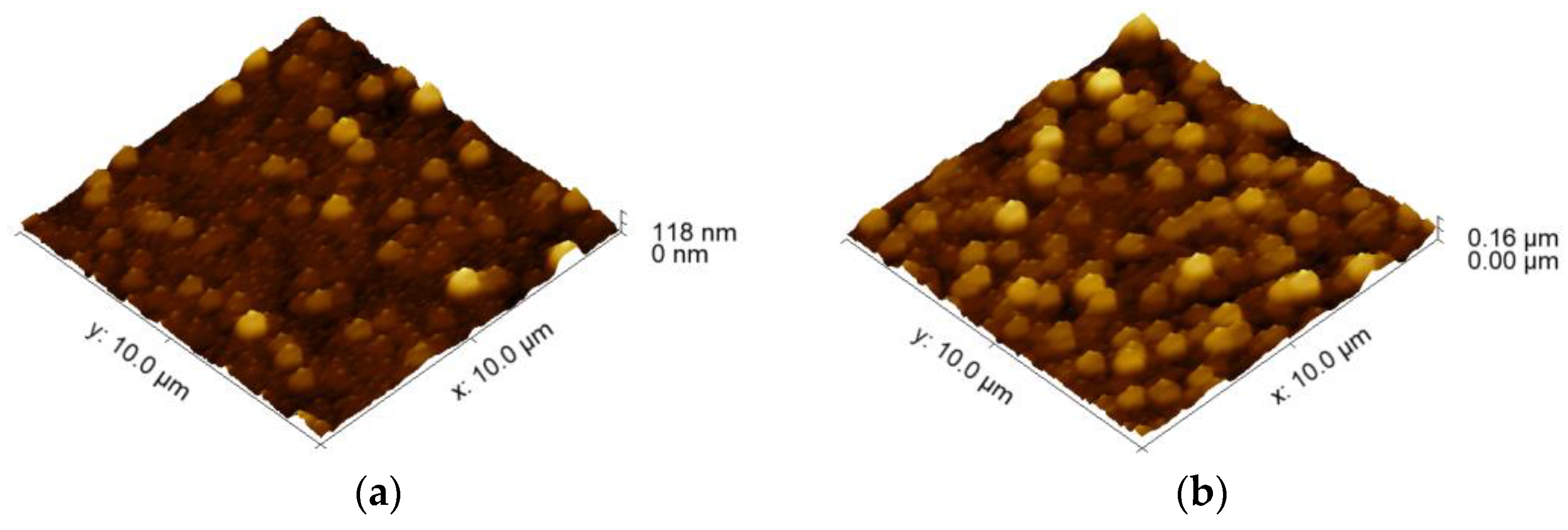
3.3. Thickening of Cu-ELD Layers by Copper Electroplating
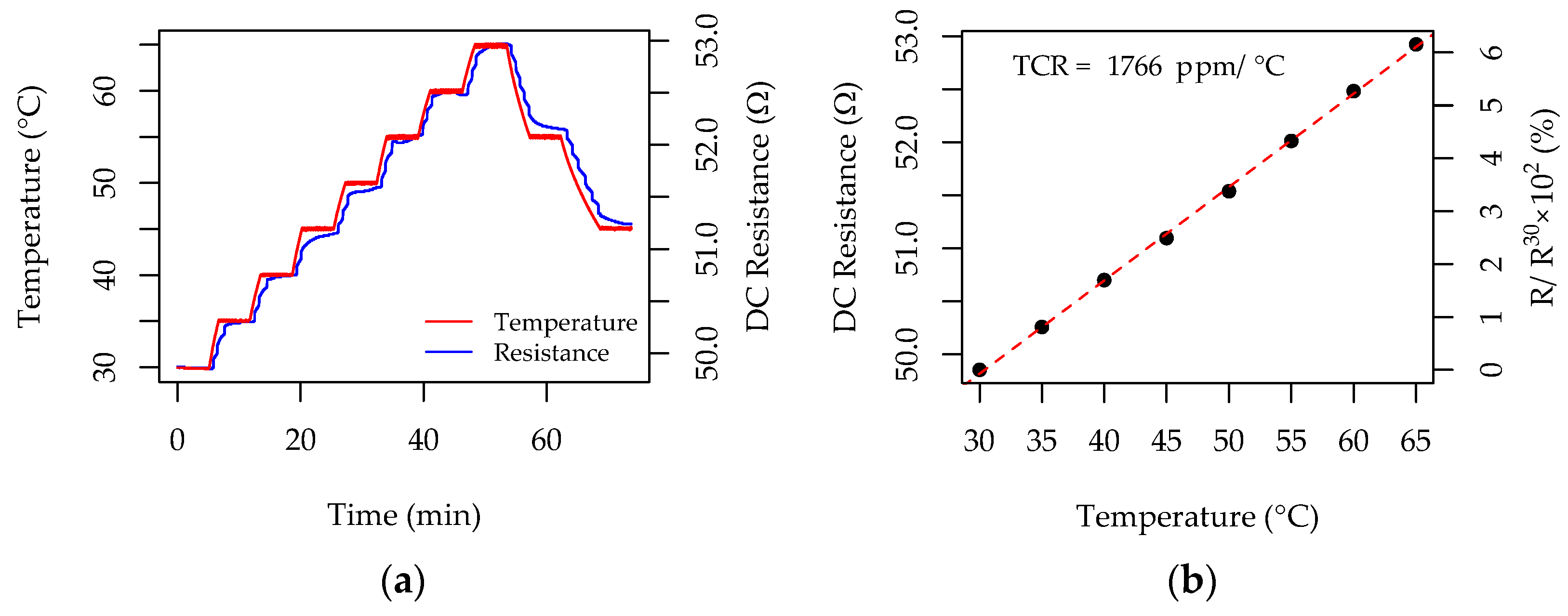
3.4. Functional Resistance-Temperature Detector Sensors on Cu-ELD Patterned TiO2/Mica Substrates
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, X.; Huang, Z.; Zhou, X.; Li, P.; Wang, Y.; Huang, Z.; Su, M.; Ren, W.; Li, F.; Li, M.; et al. Wearable large-scale perovskite solar-power source via nanocellular scaffold. Adv. Mater. 2017, 29, 1703236. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.N.; Li, Z.Z.; Cai, Z.M.; Cao, L.M.; Zhong, N.N.; Liu, B.; Zhou, K.; Huo, F.Y.; Cai, B.; Bu, L.L. The applications of flexible electronics in dental, oral, and craniofacial medicine. NPJ Flex. Electron. 2024, 8, 33. [Google Scholar] [CrossRef]
- Li, H.; Ma, Y.; Huang, Y. Material innovation and mechanics design for substrates and encapsulation of flexible electronics: A review. Mater. Horiz. 2021, 8, 383–400. [Google Scholar] [CrossRef] [PubMed]
- Hussain, A.M.; Hussain, M.M. CMOS-technology-enabled flexible and stretchable electronics for internet of everything applications. Adv. Mater. 2016, 28, 4219–4249. [Google Scholar] [CrossRef]
- Lee, S.; Reuveny, A.; Reeder, J.; Lee, S.; Jin, H.; Liu, Q.; Yokota, T.; Sekitani, T.; Isoyama, T.; Abe, Y.; et al. A transparent bending-insensitive pressure sensor. Nat. Nanotechnol. 2016, 11, 472–478. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, T.; Huang, Z.; Yang, J. A new class of electronic devices based on flexible porous substrates. Adv. Sci. 2022, 9, 2105084. [Google Scholar] [CrossRef]
- Song, F.; Zheng, D.; Feng, J.; Liu, J.; Ye, T.; Li, Z.; Wang, K.; Liu, S.; Yang, D. Mechanical durability and flexibility in perovskite photovoltaics: Advancements and applications. Adv. Mater. 2024, 36, 2312041. [Google Scholar] [CrossRef]
- Bitla, Y.; Chu, Y.H. MICAtronics: A new platform for flexible X-tronics. FlatChem 2017, 3, 26–42. [Google Scholar] [CrossRef]
- Bitla, Y.; Chu, Y.H. van der Waals oxide heteroepitaxy for soft transparent electronics. Nanoscale 2020, 12, 18523–18544. [Google Scholar] [CrossRef]
- Kim, D.Y.; Lee, S.; Lin, Z.H.; Choi, K.H.; Doo, S.G.; Chang, H.; Leem, J.Y.; Wang, Z.L.; Kim, S.O. High temperature processed ZnO nanorods using flexible and transparent mica substrates for dye-sensitized solar cells and piezoelectric nanogenerators. Nano Energy 2014, 9, 101–111. [Google Scholar] [CrossRef]
- Li, M.; Wang, Y.; Wang, Y.; Wei, X. AZO/Ag/AZO transparent flexible electrodes on mica substrates for high temperature application. Ceram. Int. 2017, 43, 15442–15446. [Google Scholar] [CrossRef]
- Liu, J. High-performance orthorhombic correlated transparent conducting epilayer integrated on a flexible mica substrate: The case of CaMoO3. Ceram. Int. 2024, 50, 22149–22158. [Google Scholar] [CrossRef]
- Ulapane, S.B.; Doolin, J.L.; Okeowo, M.K.; Berrie, C.L. Atomic force microscopy-based static plowing lithography using CaCO3 nanoparticle resist layers as a substrate-flexible selective metal deposition resist. J. Phys. Chem. C 2021, 125, 23490–23500. [Google Scholar] [CrossRef]
- Liu, W.; Qiao, X.; Liu, S.; Shi, S.; Liang, K.; Tang, L. A new process for pre-treatment of electroless copper plating on the surface of mica powders with ultrasonic and nano-nickel. J. Alloys Compd. 2019, 791, 613–620. [Google Scholar] [CrossRef]
- Schneider, M.; Möhwald, H.; Akari, S. Quantitative measurement of chromium’s ability to promote adhesion. J. Adhes. 2003, 79, 597–607. [Google Scholar] [CrossRef]
- Su, W.; Yao, L.; Yang, F.; Li, P.; Chen, J.; Liang, L. Electroless plating of copper on surface-modified glass substrate. Appl. Surf. Sci. 2011, 257, 8067–8071. [Google Scholar] [CrossRef]
- Liu, J. Manganese-doped transparent conductive magnetic indium oxide films integrated on flexible mica substrates with high mechanical durability. Ceram. Int. 2022, 48, 3390–3396. [Google Scholar] [CrossRef]
- Huan, Y.; Shi, J.; Zhao, G.; Yan, X.; Zhang, Y. 2D metallic transitional metal dichalcogenides for electrochemical hydrogen evolution. Energy Technol. 2019, 7, 1801025. [Google Scholar] [CrossRef]
- Schouteden, K.; Amin-Ahmadi, B.; Li, Z.; Muzychenko, D.; Schryvers, D.; Van Haesendonck, C. Electronically decoupled stacking fault tetrahedra embedded in Au (111) films. Nat. Commun. 2016, 7, 14001. [Google Scholar] [CrossRef]
- Zhou, S.; Gan, L.; Wang, D.; Li, H.; Zhai, T. Space-confined vapor deposition synthesis of two dimensional materials. Nano Res. 2018, 11, 2909–2931. [Google Scholar] [CrossRef]
- Hsu, H.-H.; Lin, K.-H.; Lin, S.-J.; Yeh, J.-W. Electroless Copper Deposition for Ultralarge-Scale Integration. J. Electrochem. Soc. 2000, 148, C47. [Google Scholar] [CrossRef]
- Shacham-Diamand, Y.; Dubin, V.; Angyal, M. Electroless copper deposition for ULSI. Thin Solid Film. 1995, 262, 93–103. [Google Scholar] [CrossRef]
- Pawar, K.; Dixit, P. A critical review of copper electroless deposition on glass substrates for microsystems packaging applications. Surf. Eng. 2022, 38, 576–617. [Google Scholar] [CrossRef]
- Zasadzińska, M.; Knych, T.; Smyrak, B.; Strezępek, P. Investigation of the Dendritic Structure Influence on the Electrical and Mechanical Properties Diversification of the Continuously Casted Copper Strand. Materials 2020, 13, 5513. [Google Scholar] [CrossRef] [PubMed]
- Pedraza, A.J.; Godbole, M.J. Recrystallization and mechanical properties of electroless copper. I. Scr. Metall. Mater. 1990, 24, 1185–1189. [Google Scholar] [CrossRef]
- Oita, M.; Matsuoka, M.; Iwakura, C. Deposition rate and morphology of electroless copper film from solutions containing 2,2′-dipyridyl. Electrochim. Acta 1997, 42, 1435–1440. [Google Scholar] [CrossRef]
- Ghosh, S. Electroless copper deposition: A critical review. Thin Solid Film. 2019, 669, 641–658. [Google Scholar] [CrossRef]
- Bindra, P.; White, J.R. Ch. 12. Fundamental aspects of electroless copper plating. In Electroless Plating: Fundamentals and Applications; Mallory, G.O., Hajdu, J.B., Eds.; William Andrew: Norwich, NY, USA, 1990; pp. 289–329. [Google Scholar]
- Zhang, Y.; Zhang, T.; Shi, H.; Liu, Q.; Wang, T. Fabrication of flexible copper patterns by electroless plating with copper nanoparticles as seeds. Appl. Surf. Sci. 2021, 547, 149220. [Google Scholar] [CrossRef]
- Wang, X.; Ma, W.; Cai, Z. Colloidal Silver Activation for Electroless Copper Deposition. Surf. Eng. Appl. Electrochem. 2023, 59, 467–472. [Google Scholar] [CrossRef]
- Stefanov, B.I.; Milusheva, V.S.; Kolev, H.G.; Tzaneva, B.R. Photocatalytic activation of TiO2-functionalized anodic aluminium oxide for electroless copper deposition. Catal. Sci. Technol. 2022, 12, 7027–7037. [Google Scholar] [CrossRef]
- Stefanov, B.I. Wet-Chemical Fabrication of Functional Humidity Sensors on a TiO2-Coated Glass Substrate via UV Photodeposition. Coatings 2024, 14, 795. [Google Scholar] [CrossRef]
- Rashed, M.N.; Arifien, A.E.; El-Dowy, F.A. Preparation and characterization of nanomuscovite by intercalation method for adsorption of heavy metals from polluted water. Environ. Geochem. Health 2023, 45, 5127–5144. [Google Scholar] [CrossRef] [PubMed]
- Liang, J.J.; Hawthorne, F.C. Rietveld refinement of micaceous materials; muscovite-2M 1, a comparison with single-crystal structure refinement. Canad. Mineral. 1996, 34, 115–122. [Google Scholar]
- Wang, H.; Sun, Y.; Chu, J.; Wang, X.; Zhang, M. Intensive study on structure transformation of muscovite single crystal under high-dose γ-ray irradiation and mechanism speculation. R. Soc. Open Sci. 2019, 6, 190594. [Google Scholar] [CrossRef]
- Li, H.; Zhang, L.; Christy, A.G. The correlation between Raman spectra and the mineral composition of muscovite and phengite. In Ultrahigh-Pressure Metamorphism; Dobrzhinetskaya, L.F., Faryad, S.W., Wallis, S., Cuthbert, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; pp. 187–212. [Google Scholar] [CrossRef]
- Zhang, W.F.; He, Y.L.; Zhang, M.S.; Yin, Z.; Chen, Q. Raman scattering study on anatase TiO2 nanocrystals. J. Phys. D 2000, 33, 912. [Google Scholar] [CrossRef]
- Melvin, A.A.; Illath, K.; Das, T.; Raja, T.; Bhattacharyya, S.; Gopinath, C.S. M–Au/TiO2 (M= Ag, Pd, and Pt) nanophotocatalyst for overall solar water splitting: Role of interfaces. Nanoscale 2015, 7, 13477–13488. [Google Scholar] [CrossRef]
- Shirpay, A.; Tavakoli, M. The behavior of the active modes of the anatase phase of TiO2 at high temperatures by Raman scattering spectroscopy. Indian J. Phys. 2022, 96, 1673–1681. [Google Scholar] [CrossRef]
- Joshi, N.; Jain, N.; Pathak, A.; Singh, J.; Prasad, R.; Upadhyaya, C.P. Biosynthesis of silver nanoparticles using Carissa carandas berries and its potential antibacterial activities. J. Sol-Gel Sci. Technol. 2018, 86, 682–689. [Google Scholar] [CrossRef]
- Shan, W.; Liu, R.; Zhao, H.; He, Z.; Lai, Y.; Li, S.; He, G.; Liu, J. In situ surface-enhanced Raman spectroscopic evidence on the origin of selectivity in CO2 electrocatalytic reduction. ACS Nano 2020, 14, 11363–11372. [Google Scholar] [CrossRef]
- Radoeva, M.; Radoev, B. Ohm resistivity of electroless copper layers as a function of their thicknesses. J. Mater. Sci. 1995, 30, 2215–2219. [Google Scholar] [CrossRef]
- Glickman, E.; Inberg, A.; Fishelson, N.; Shaham-Diamand, Y. Electroless deposition and electrical resistivity of sub-100 nm Cu films on SAMs: State of the art. Microelectron. Eng. 2007, 84, 2466–2470. [Google Scholar] [CrossRef]
- Schmiedl, E.; Wissmann, P.; Finzel, H.U. The electrical resistivity of ultra-thin copper films. Z. Für Naturforschung A 2008, 63, 739–744. [Google Scholar] [CrossRef]
- Eargle, J.M. Resistance Change with Temperature for Copper. In Electroacoustical Reference Data; Springer US: Boston, MA, USA, 1994; pp. 106–107. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| t[Cu-ELD], min | Thickness (d), nm | Rs, Ω/sq. |
|---|---|---|
| 1.0 | 71 | 0.595 ± 0.022 |
| 1.5 | 106 | 0.430 ± 0.022 |
| 2.0 | 132 | 0.316 ± 0.015 |
| t[Cu-ELD], min | R30, Ω | ΔR (30–65 °C), Ω | TCR, ppm °C−1 |
|---|---|---|---|
| 1.0 | 673.12 ± 4.80 | 23.41 ± 0.57 | 995 ± 8 |
| 1.25 | 158.83 ± 0.23 | 7.08 ± 0.21 | 1260 ± 26 |
| 1.5 | 132.23 ± 0.67 | 6.71 ± 0.06 | 1447 ± 29 |
| 1.75 | 104.10 ± 0.44 | 5.26 ± 0.23 | 1435 ± 64 |
| 2.0 | 50.04 ± 0.45 | 3.15 ± 0.12 | 1807 ± 37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stefanov, B.I.; Tzaneva, B.R.; Mateev, V.M.; Iliev, I.T. Electroless Copper Patterning on TiO2-Functionalized Mica for Flexible Electronics. Appl. Sci. 2024, 14, 9780. https://doi.org/10.3390/app14219780
Stefanov BI, Tzaneva BR, Mateev VM, Iliev IT. Electroless Copper Patterning on TiO2-Functionalized Mica for Flexible Electronics. Applied Sciences. 2024; 14(21):9780. https://doi.org/10.3390/app14219780
Chicago/Turabian StyleStefanov, Bozhidar I., Boriana R. Tzaneva, Valentin M. Mateev, and Ivo T. Iliev. 2024. "Electroless Copper Patterning on TiO2-Functionalized Mica for Flexible Electronics" Applied Sciences 14, no. 21: 9780. https://doi.org/10.3390/app14219780
APA StyleStefanov, B. I., Tzaneva, B. R., Mateev, V. M., & Iliev, I. T. (2024). Electroless Copper Patterning on TiO2-Functionalized Mica for Flexible Electronics. Applied Sciences, 14(21), 9780. https://doi.org/10.3390/app14219780