
Research on Region Noise Reduction and Feature Analysis of Total Focus Method Ultrasound Image Based on Branch Pipe Fillet Weld

 ,
,
Abstract
1. Introduction
2. Methodology
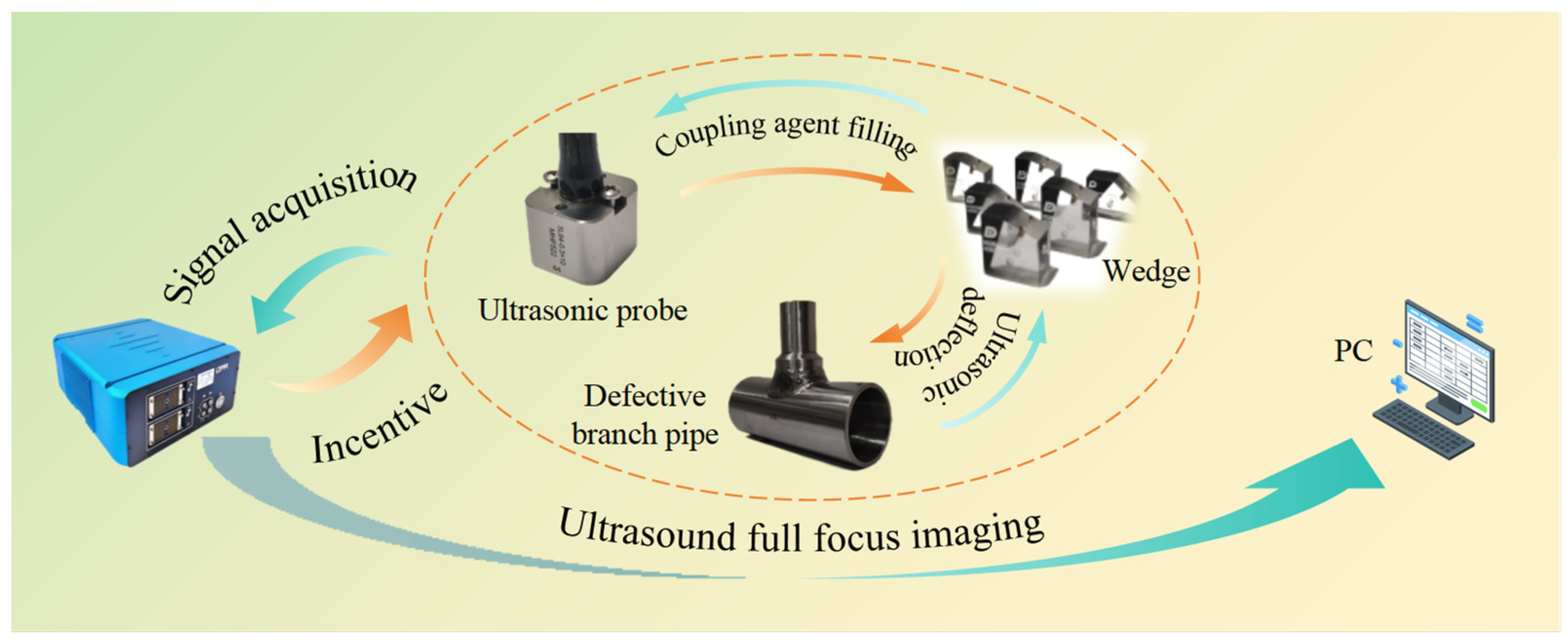
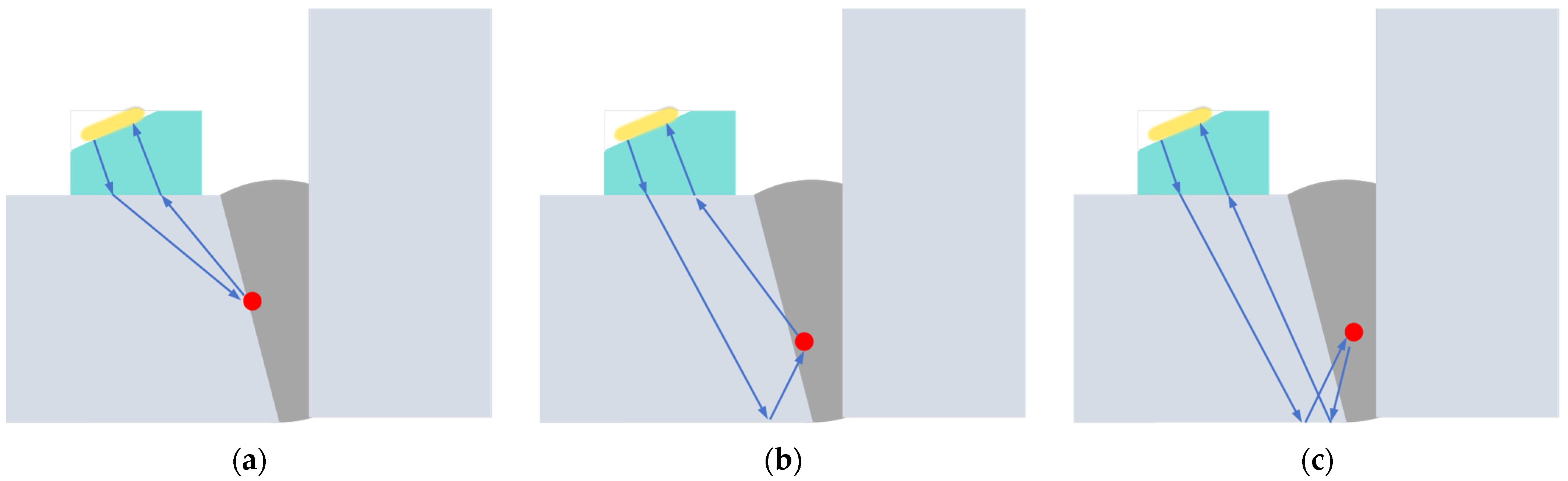
2.1. Branch Pipe Detection FMC-TFM Detection Model
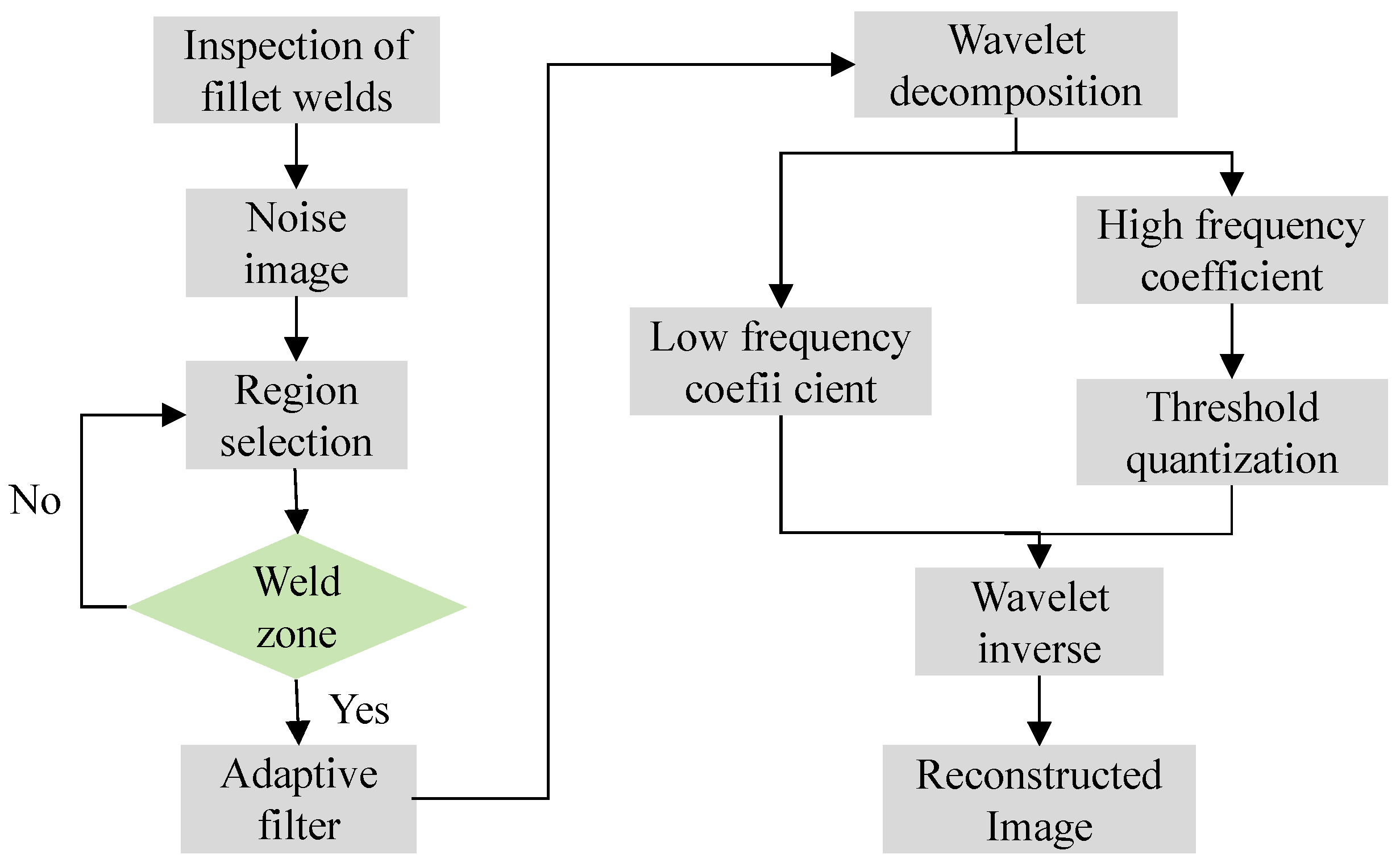
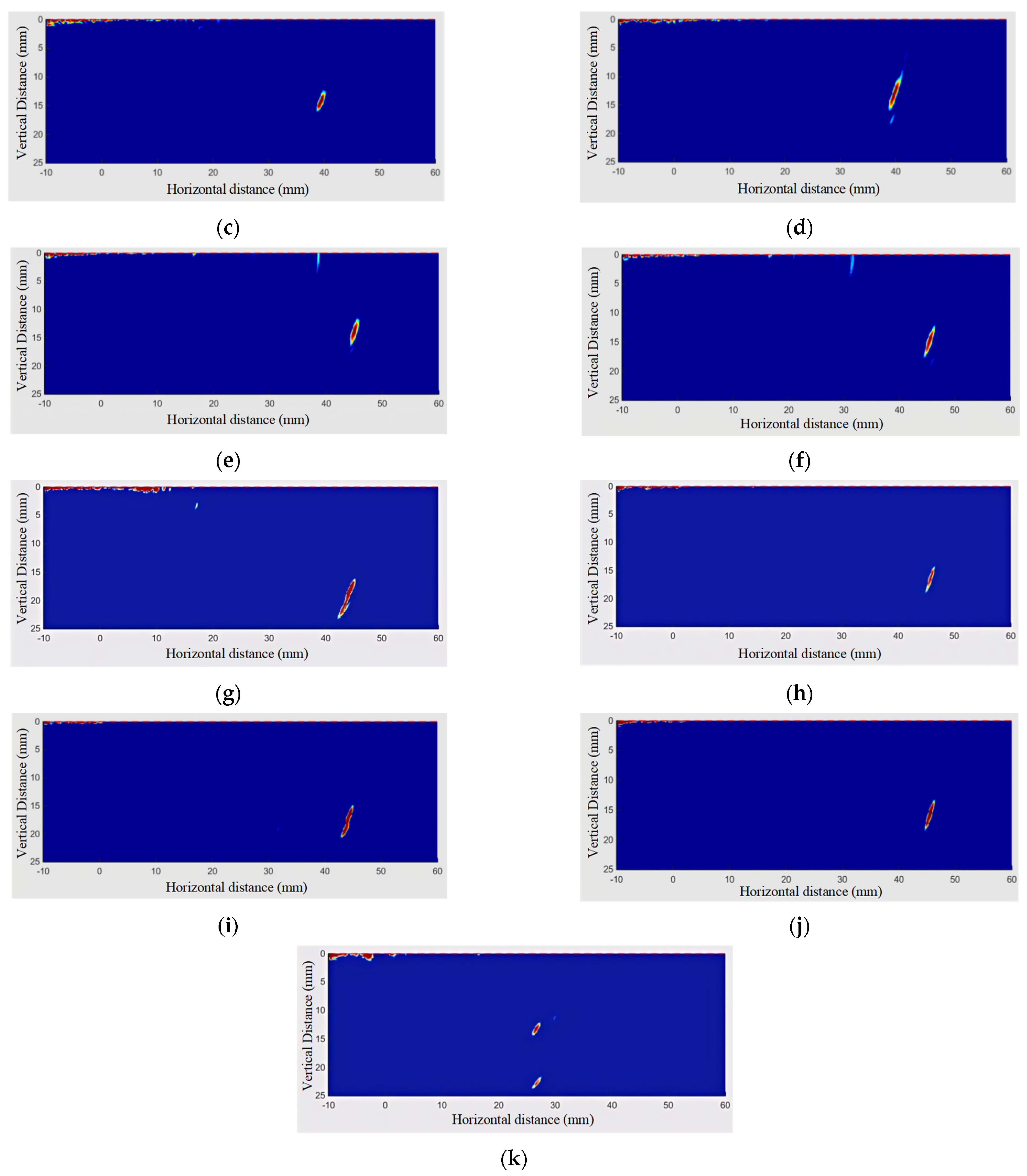
2.2. Regional Wavelet Fusion Denoising Model
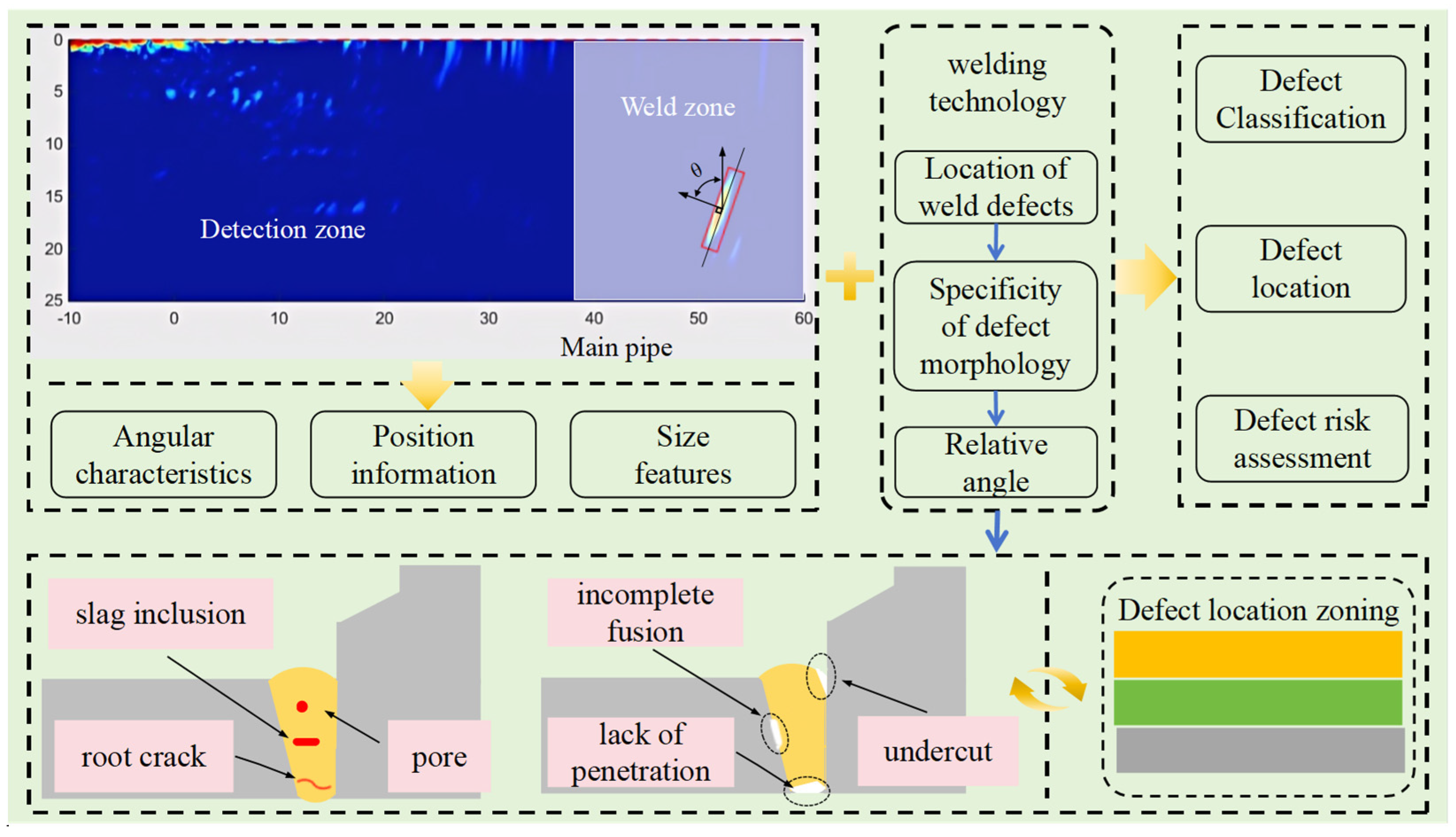
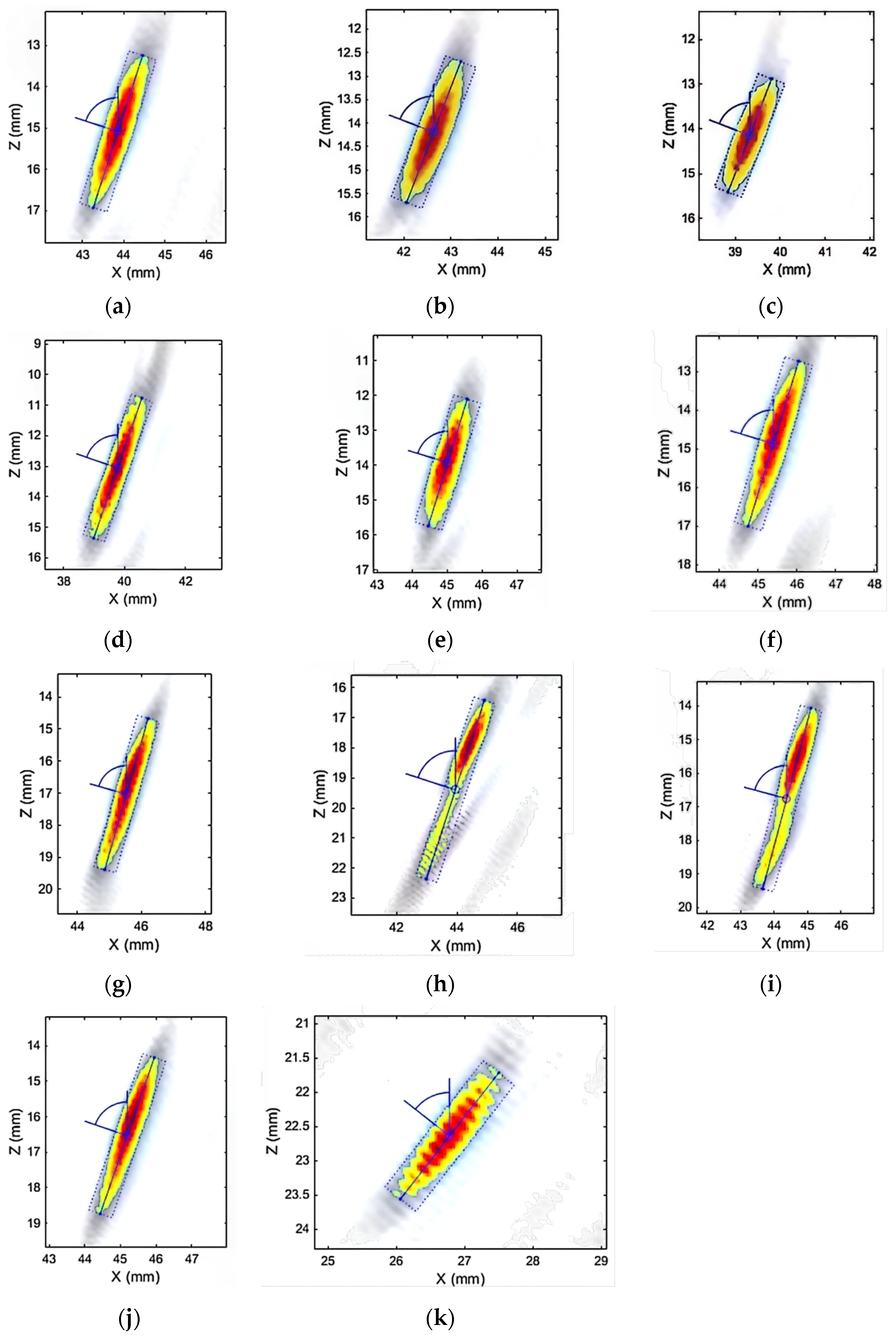
2.3. Feature Extraction
3. Experiment
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, H.; Zhu, X.; Wang, C.; Zhang, L.; Li, X.; Lee, S.; Huang, Z.; Chen, R.; Chen, Z.; Wang, C.; et al. Stretchable ultrasonic transducer arrays for three-dimensional imaging on complex surfaces. Sci. Adv. 2018, 4, eaar3979. [Google Scholar] [CrossRef] [PubMed]
- Holmes, C.; Drinkwater, B.W.; Wilcox, P.D. Post-processing of the full matrix of ultrasonic transmit–receive array data for non-destructive evaluation. NDT E Int. 2005, 38, 701–711. [Google Scholar] [CrossRef]
- Velichko, A.; Wilcox, P.D.; Thompson, D.O.; Chimenti, D.E. Reversible back-propagation imaging algorithm for post processing of ultrasonic array data. AIP Conf. Proc. 2009, 1096, 634–641. [Google Scholar]
- Hunter, A.; Drinkwater, B.; Wilcox, P. Autofocusing ultrasonic imagery or non-destructive testing and evaluation of specimens with complicated geometries. NDT E Int. 2010, 43, 78–85. [Google Scholar] [CrossRef]
- Zhang, J.; Drinkwater, B.; Wilcox, P. Effects of array transducer inconsistencies on total focusing method imaging performance. NDT E Int. 2011, 44, 361–368. [Google Scholar] [CrossRef]
- Prashar, K.; Weston, M.; Drinkwater, B. Comparison and optimisation of fast array-based ultrasound testing. Insight-Non-Destr. Test. Cond. Monit. 2021, 63, 209–218. [Google Scholar] [CrossRef]
- Piedade, L.P.; Painchaud-April, G.; Le Duff, A.; Bélanger, P. Compressive Sensing Strategy on Sparse Array to Accelerate Ultrasonic TFM Imaging. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 2023, 70, 538–550. [Google Scholar] [CrossRef]
- Shi, B.Z.; Zhang, J.; Luo, G. F-TFM: Accelerating Total Focusing Method for Ultrasonic Array Imaging on FPGA. In Proceedings of the 2023 International Conference on Field Programmable Technology (ICFPT), Yokohama, Japan, 12–14 December 2023; pp. 280–281. [Google Scholar] [CrossRef]
- Stratoudaki, T.; Clark, M.; Wilcox, P.D. Full Matrix Capture and the Total Focusing ImagingAlgorithm Using Laser Induced Ultrasonic PhasedArrays. AIP Conf. Proc. 2017, 1806, 020022. [Google Scholar] [CrossRef]
- Kerr, W.; Pierce, S.; Rowe, P. Investigation of synthetic aperture methods in ultrasound surface imaging using elementary surface types. Ultrasonics 2016, 72, 165–176. [Google Scholar] [CrossRef]
- Chen, J.; Xiao, J.; Lisevych, D.; Fan, Z. Laser-Induced Full-Matrix Ultrasonic Imaging of Complex-Shaped Objects. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 2019, 66, 1514–1520. [Google Scholar] [CrossRef]
- Piedade, L.P.; Painchaud-April, G.; Le Duff, A.; Bélanger, P. Minimum transmission events for fast ultrasonic TFM imaging: A comparative study. NDT E Int. 2022, 128, 102627. [Google Scholar] [CrossRef]
- Zhu, W.; Xiang, Y.; Zhang, H.; Cheng, Y.; Fan, G.; Zhang, H. Research on ultrasonic sparse DC-TFM imaging method of rail defects. Measurement. 2022, 200, 111690. [Google Scholar] [CrossRef]
- Xu, Q.; Yang, X.; Ma, X.; Chu, J.; Hu, B.; Wang, H. Segmental Search Method for Ultrasonic Inspection of a Wedge Dual-Layer Medium Using Full Matrix Capture. Russ. J. Nondestruct. Test. 2023, 59, 320–331. [Google Scholar] [CrossRef]
- Zhu, W.; Xiang, Y.; Zhang, H.; Zhang, M.; Fan, G.; Zhang, H. Super-resolution ultrasonic Lamb wave imaging based on sign coherence factor and total focusing method. Mech. Syst. Signal Process. 2023, 190, 110121. [Google Scholar] [CrossRef]
- Xu, Q.; Wang, H.; Tian, G.; Li, X.; Hu, B.; Huang, D.; Chu, J.; Yang, X. Total Focusing Method Approach of Ultrasonic Phased Array Based on Compressed Sensing. Russ. J. Nondestruct. Test. 2022, 58, 355–368. [Google Scholar] [CrossRef]
- Ponseenivasan, S.; Kumar, A.; Rajkumar, K.V. Anisotropy Corrected FMC/TFM Based Phased Array Ultrasonic Imaging in an Austenitic Buttering Layer. Appl. Sci. 2023, 13, 5195. [Google Scholar] [CrossRef]
- Park, S. Aperture analysis of coarrays for focused ultrasound imaging. J. Korean Phys. Soc. 2015, 67, 329–332. [Google Scholar] [CrossRef]
- Lewandowski, M.; Walczak, M.; Witek, B.; Steifer, T. A GPU-based Ultrasound Phased-Array Research System for Non-destructive Testing. In Proceedings of the IEEE International Ultrasonics Symposium (IUS), Tours, France, 18–21 September 2016; pp. 18–21. [Google Scholar]
- Njiki, M.; Elouardi, A.; Bouaziz, S.; Casula, O.; Roy, O. A multi-FPGA architecture-based real-time TFM ultrasound imaging. J. Real-Time Image Process. 2019, 16, 505–521. [Google Scholar] [CrossRef]
- Tseng, P.; Chang, Y.; Lin, C.; Nien, W.; Chang, C.; Huang, C. A Study of Total Focusing Method for Ultrasonic Nondestructive Testing. ASTM Int. J. Test. Eval. 2013, 41, 557–563. [Google Scholar] [CrossRef]
- Yu, Z.; Chen, J.; Wu, S.; Xie, Y.; Wu, H.; Wang, H.; Peng, H. Adaptive ultrasonic full-matrix imaging of internal defects in CFRP laminates with arbitrary stacking sequences. Compos. B Eng. 2024, 275, 111309. [Google Scholar] [CrossRef]
- Le, J.; Robert, S.; Dumas, P.; Membre, A.; Prada, C. Adaptive Ultrasonic Imaging with the Total Focusing Method for Inspection of Complex Components Immersed in Water. AIP Conf. Proc. 2015, 1650, 1037–1046. [Google Scholar] [CrossRef]
- Rodrigues, J.; Bélanger, P. Probe Standoff Optimization Method for Phased Array Ultrasonic TFM Imaging of Curved Parts. Sensors 2021, 21, 6665. [Google Scholar] [CrossRef] [PubMed]
- Fan, C.; Caleap, M.; Pan, M.; Drinkwater, B. A comparison between ultrasonic array beamforming and super resolution imaging algorithms for non-destructive evaluation. Ultrasonics 2014, 54, 1842–1850. [Google Scholar] [CrossRef] [PubMed]
- Cantero, C.; Wilcox, P.; Croxford, A. A deep learning based methodology for artefact identification and suppression with application to ultrasonic images. NDT E Int. 2022, 126, 102575. [Google Scholar] [CrossRef]
- Teng, D.; Liu, L.; Xiang, Y.; Xuan, F. An optimized total focusing method based on delay-multiply-and-sum for nondestructive testing. Ultrasonics 2023, 128, 106881. [Google Scholar] [CrossRef] [PubMed]
- Bruder, D.; McGovern, M.; James, R.; Rinker, T.; Gattani, V. Assessment of Laser-Generated Ultrasonic Total Focusing Method for Battery Cell Foil Weld Inspection. Res. Nondestruct. Eval. 2023, 34, 83–100. [Google Scholar] [CrossRef]
- Wang, H.; Fan, Z.; Chen, X.; Cheng, J.; Chen, W.; Wang, Z.; Bu, Y. Automated Classification of Pipeline Defects from Ultrasonic Phased Array Total Focusing Method Imaging. Energies 2022, 15, 8272. [Google Scholar] [CrossRef]
- Zhao, J.; Yang, K.; Du, X.; Yao, S.; Zhao, Y. Automated quantification of small defects in ultrasonic phased array imaging using AWGA-gcForest algorithm. Nondestruct. Test. Eval. 2023, 39, 1495–1516. [Google Scholar] [CrossRef]
- Osman, A.; Hassler, U.; Kaftandjian, V.; Hornegger, J. Automated segmentation of ultrasonic volumetric data of composite materials. Insight-Non-Destructive Test. Cond. Monit. 2015, 57, 153–160. [Google Scholar] [CrossRef]
- Zhang, J.; Jiao, J.; Gao, X.; Wu, B.; He, C.; Chen, C. High-resolution ultrasonic imaging of the defects in coarse-grained steel by a weighted total focusing method. Insight-Non-Destructive Test. Cond. Monit. 2023, 65, 19–27. [Google Scholar] [CrossRef]
- He, H.; Sun, K.; Sun, C.; He, J.; Liang, E.; Liu, Q. Suppressing artifacts in the total focusing method using the directivity of laser ultrasound. Photoacoustics 2023, 31, 100490. [Google Scholar] [CrossRef] [PubMed]
- Molinier, N.; Painchaud-April, G.; Le Duff, A.; Toews, M.; Bélanger, P. Ultrasonic imaging using conditional generative adversarial networks. Ultrasonics 2023, 133, 107015. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Zhang, Y.; Zhou, S.; Liu, W.; Du, F.; Wang, J.; Hui, F.; Yang, M. Visualizing defects of Irregular Weld Seams Based on MultiMode TFM Detection. Mater. Eval. 2024, 82, 46–54. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, L.; Zhu, Y.; Liu, X.; Lu, Z.; He, C. Laser ultrasonic frequency-domain imaging and phase weighted optimization based on full matrix capture. Ultrasonics 2024, 141, 107321. [Google Scholar] [CrossRef] [PubMed]
- Qin, Y.; Xiong, X.; Chen, Y.; Wang, Y. Optimization Research on Defect Localization in Ultrasonic Images of Anisotropic and Multilayer CFRP Structures. IEEE Trans. Instrum. Meas. 2024, 73, 1–14. [Google Scholar] [CrossRef]
- Chen, M.; Xu, X.; Yang, K.; Wu, H. Full-Matrix Imaging in Fourier Domain towards Ultrasonic Inspection with Wide-Angle Oblique Incidence for Welded Structures. Sensors 2024, 24, 832. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Name | Configuration |
|---|---|---|
| Software (GMRI-PA-V2.0) | Mode | TT |
| Acquisition frequency (MHz) | 25 | |
| Number of sampling points | 1300 | |
| Pulse voltage (V) | 200 | |
| Pulse width (ns) | 100 | |
| Resolution (mm) | 0.1 | |
| Filter frequency (MHz) | 5 | |
| (m/s) | 2337 | |
| Shear wave velocity (m/s) | 3100 | |
| Longitudinal wave velocity (m/s) | 5850 | |
| Mean value of (us) | 5 | |
| Hardware | Pulse type | Negative square wave |
| Pulse Repetition Frequency | 1 Hz–20 KHz | |
| Phased array pulse delay | 0–25,000 ns | |
| Pulse rise time | <5 ns | |
| Bandwidth | 0.75 MHz–20 MHz (−3 dB) | |
| Phased array receiving delay | 0–25,000 ns | |
| Dynamic Deep Focusing | 100 MHz | |
| ADC resolution | 12 bits | |
| Amplitude resolution | 16 bits | |
| DAC dynamic range | 0–60 dB |
| Pipe Type | Defect Type | Length (mm) | Width (mm) | Center Position | Angle (°) | Effectiveness |
|---|---|---|---|---|---|---|
| T-90-25-B | incomplete fusion | 3.90 | 0.70 | (43.90,15.10) | 72.0 | 100% |
| slag inclusion | 3.20 | 0.70 | (42.60,14.20) | 69.0 | 100% | |
| T-90-35-B | root crack | 2.70 | 0.60 | (39.30,14.10) | 69.0 | 100% |
| incomplete fusion | 4.80 | 0.70 | (39.80,13.10) | 71.0 | 100% | |
| T-90-40-B | lack of penetration | 3.80 | 0.80 | (45.00,13.90) | 73.0 | 100% |
| undercut | 4.50 | 0.70 | (45.40,14.90) | 73.0 | 100% | |
| T-90-45-DC | lack of penetration | 6.30 | 0.70 | (43.90,19.40) | 72.0 | 100% |
| incomplete fusion | 4.90 | 0.70 | (45.50,17.00) | 74.0 | 100% | |
| T-90-45-B | incomplete fusion | 5.60 | 0.70 | (44.40,16.80) | 75.0 | 100% |
| incomplete fusion | 4.70 | 0.60 | (45.20,16.50) | 71.0 | 100% | |
| Y-90-25-NB | slag inclusion | 2.30 | 0.60 | (26.80,22.60) | 52.0 | 100% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Li, Y.; Bu, Y.; Dong, S.; Wei, H.; Cheng, J. Research on Region Noise Reduction and Feature Analysis of Total Focus Method Ultrasound Image Based on Branch Pipe Fillet Weld. Appl. Sci. 2024, 14, 9737. https://doi.org/10.3390/app14219737
Wang Y, Li Y, Bu Y, Dong S, Wei H, Cheng J. Research on Region Noise Reduction and Feature Analysis of Total Focus Method Ultrasound Image Based on Branch Pipe Fillet Weld. Applied Sciences. 2024; 14(21):9737. https://doi.org/10.3390/app14219737
Chicago/Turabian StyleWang, Yuqin, Yong Li, Yangguang Bu, Shaohua Dong, Haotian Wei, and Jingwei Cheng. 2024. "Research on Region Noise Reduction and Feature Analysis of Total Focus Method Ultrasound Image Based on Branch Pipe Fillet Weld" Applied Sciences 14, no. 21: 9737. https://doi.org/10.3390/app14219737
APA StyleWang, Y., Li, Y., Bu, Y., Dong, S., Wei, H., & Cheng, J. (2024). Research on Region Noise Reduction and Feature Analysis of Total Focus Method Ultrasound Image Based on Branch Pipe Fillet Weld. Applied Sciences, 14(21), 9737. https://doi.org/10.3390/app14219737