
Experimental Study on Hydrogen Embrittlement-Enhanced Ultrasonic Machining of Inconel 718 Small Hole

Abstract
1. Introduction
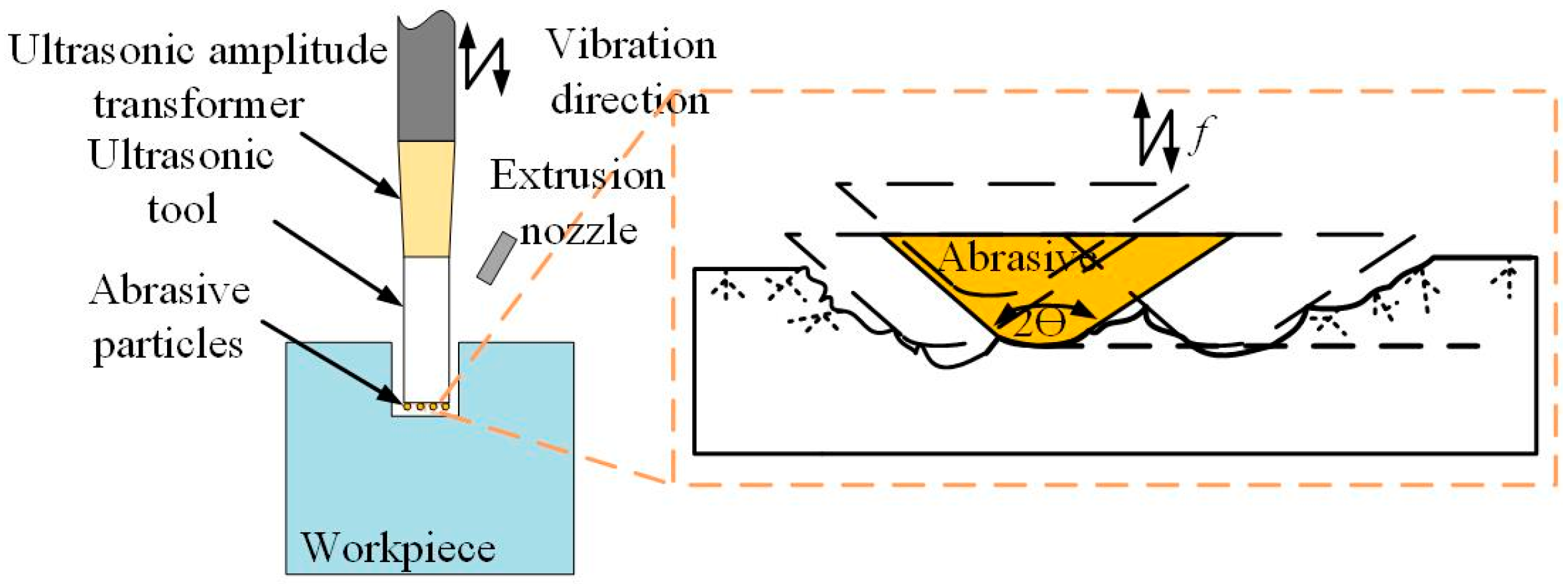
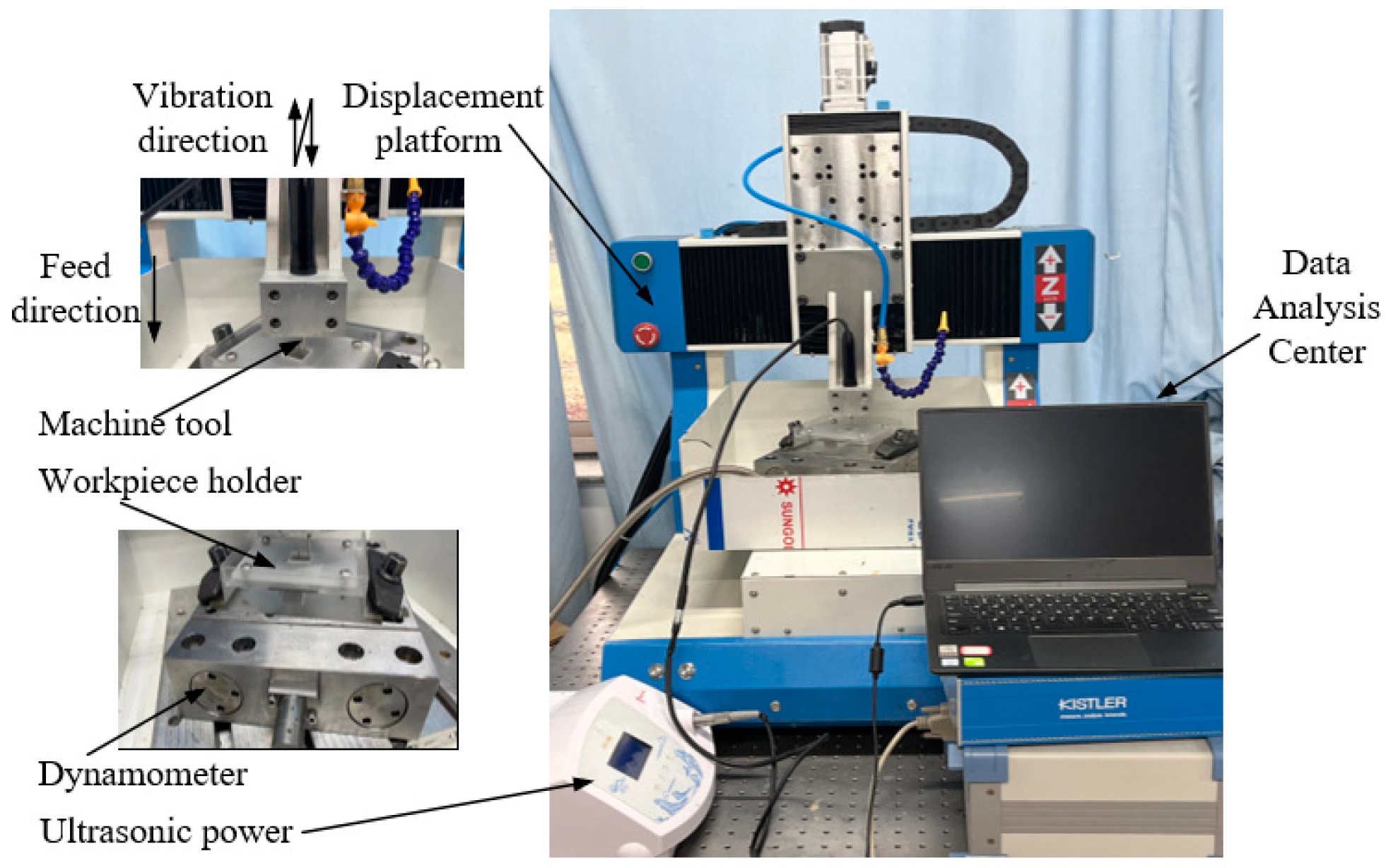
2. Processing Principle and Experimental Details
3. Experimental Results and Discussion
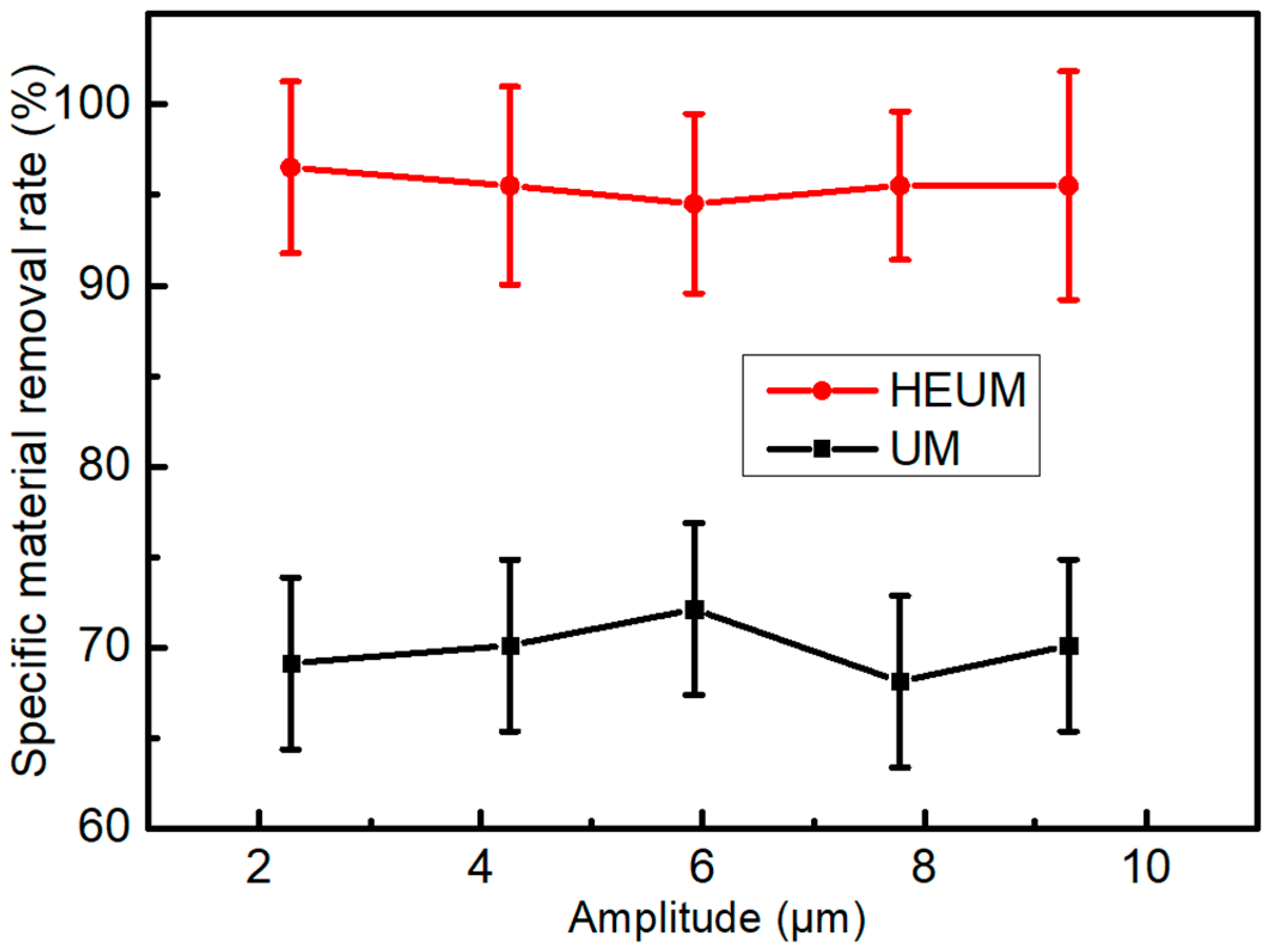
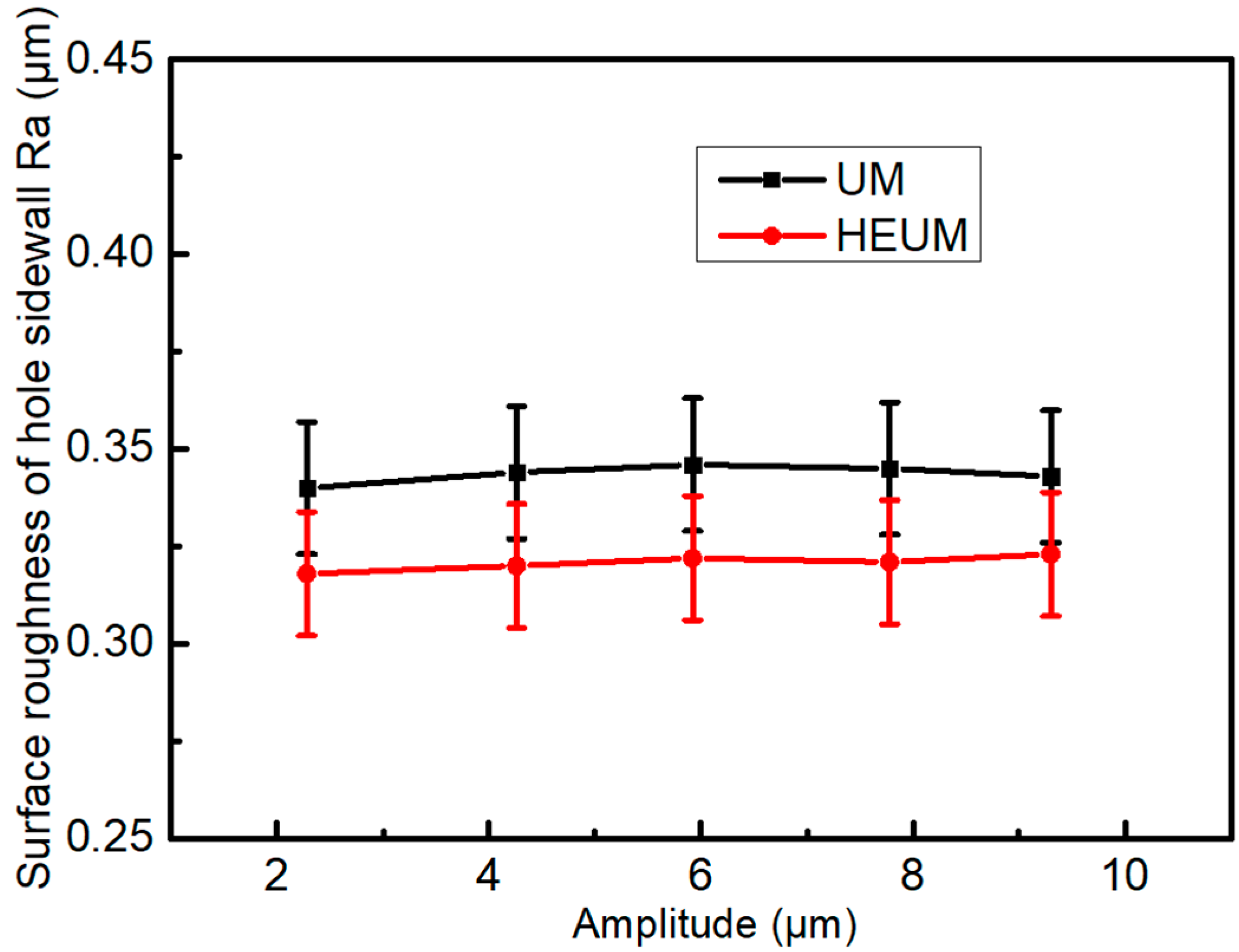
3.1. The Effect of Ultrasonic Processing Parameters on Specific Material Removal Rate and Surface Roughness
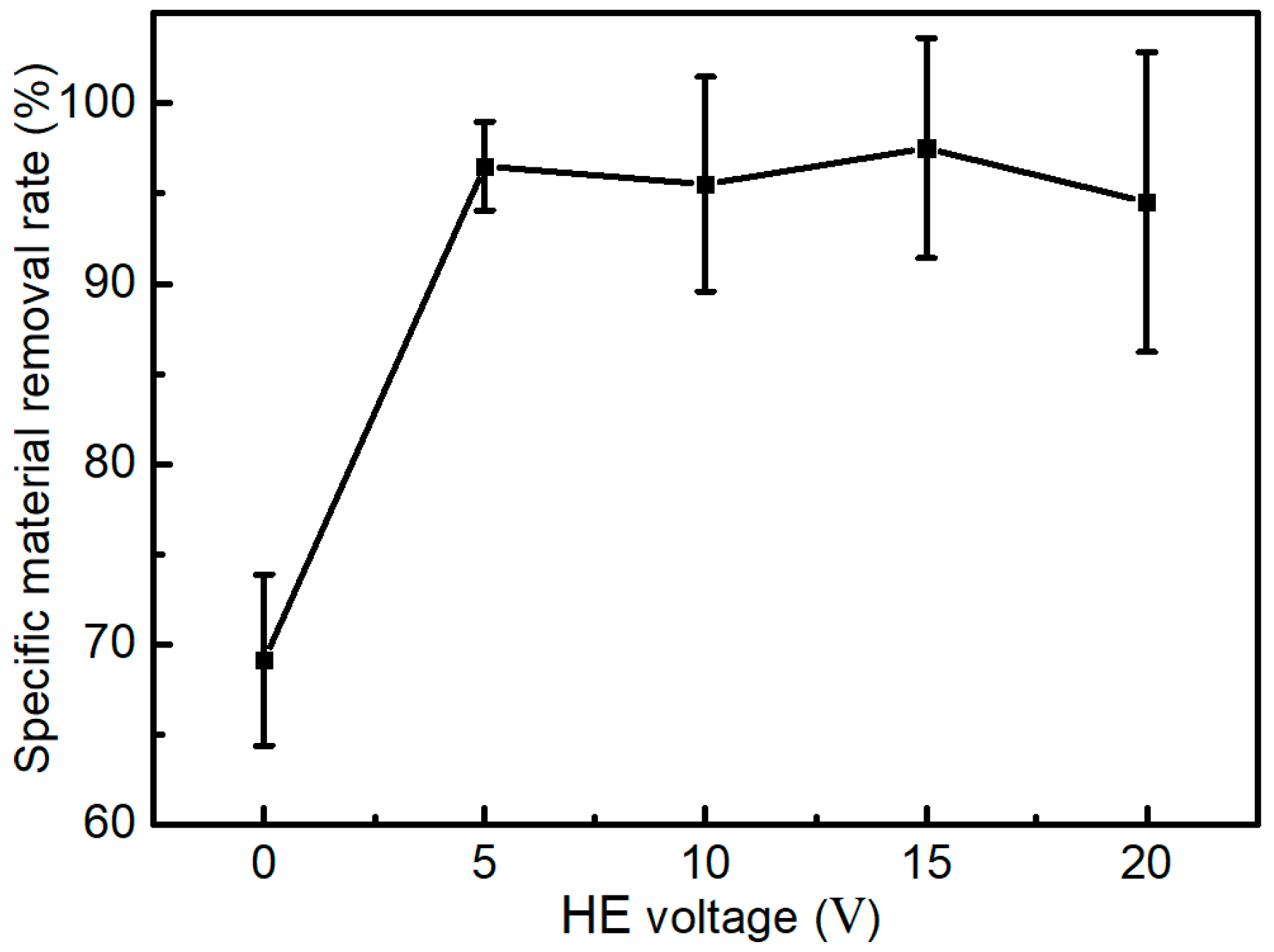
3.2. The Effect of HE Parameters on Specific Material Removal Rate and Surface Roughness
4. Conclusions
- (1)
- HEUM significantly enhanced both machining efficiency and the surface roughness of the hole sidewalls. However, there was no notable change in surface roughness as the ultrasonic amplitude and HE voltage increased.
- (2)
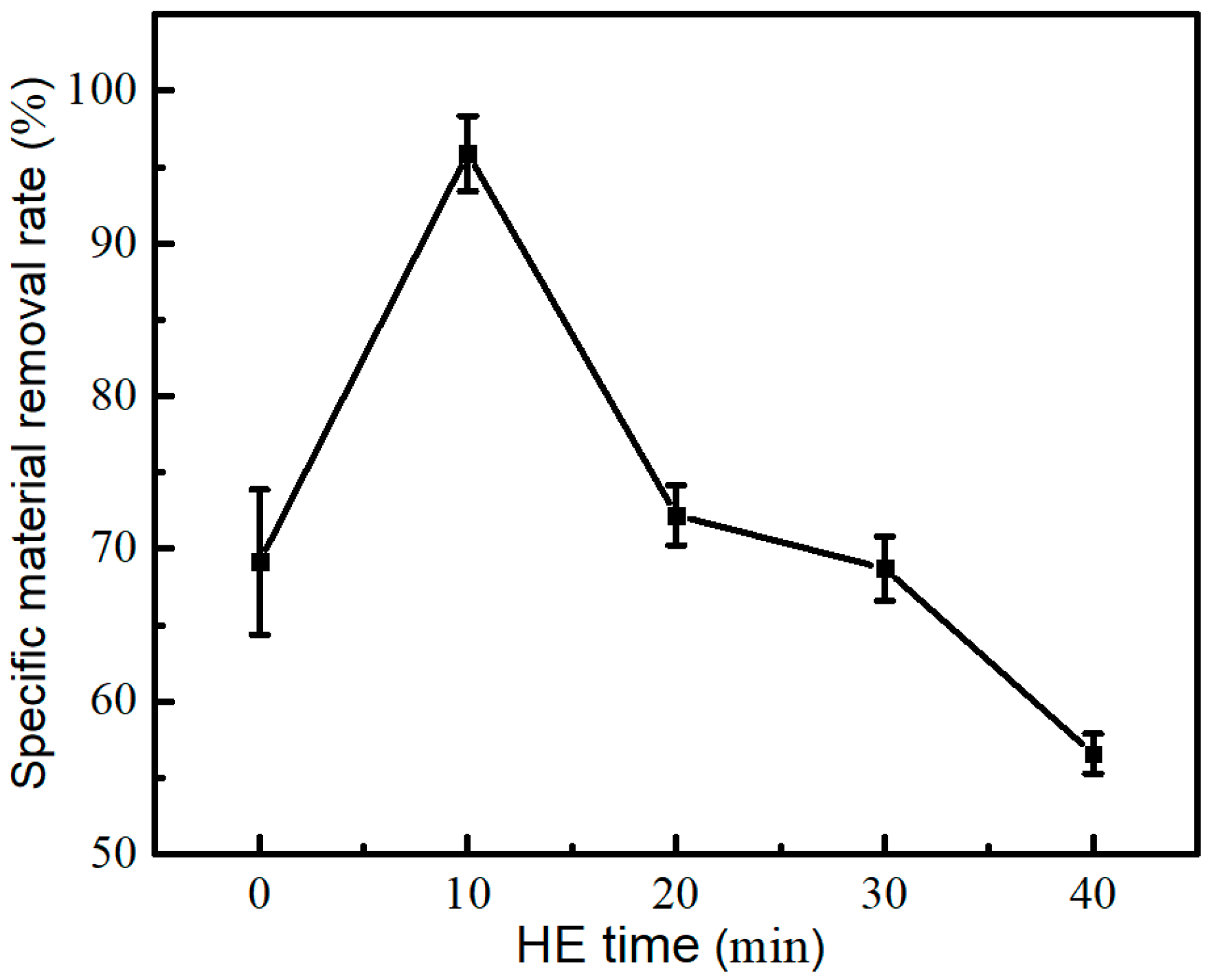
- Under the experimental conditions, the specific material removal rate improved by 27.4% compared to conventional ultrasonic machining when subjected to 5 V HE for 10 min. This improvement is attributed to the substantial reduction in the plasticity of Inconel 718 after 10 min, which was beneficial for high-efficiency material removal.
- (3)
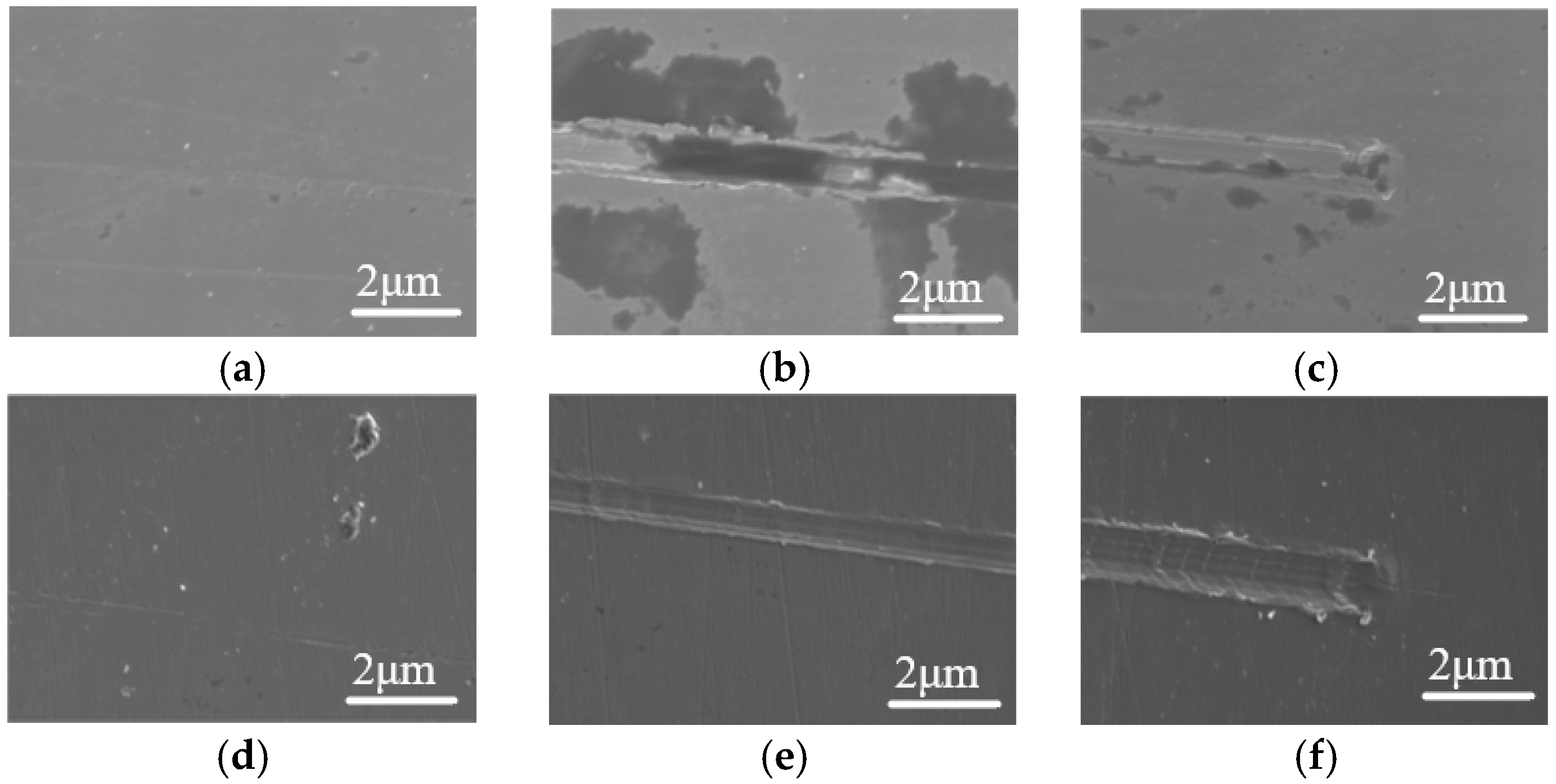
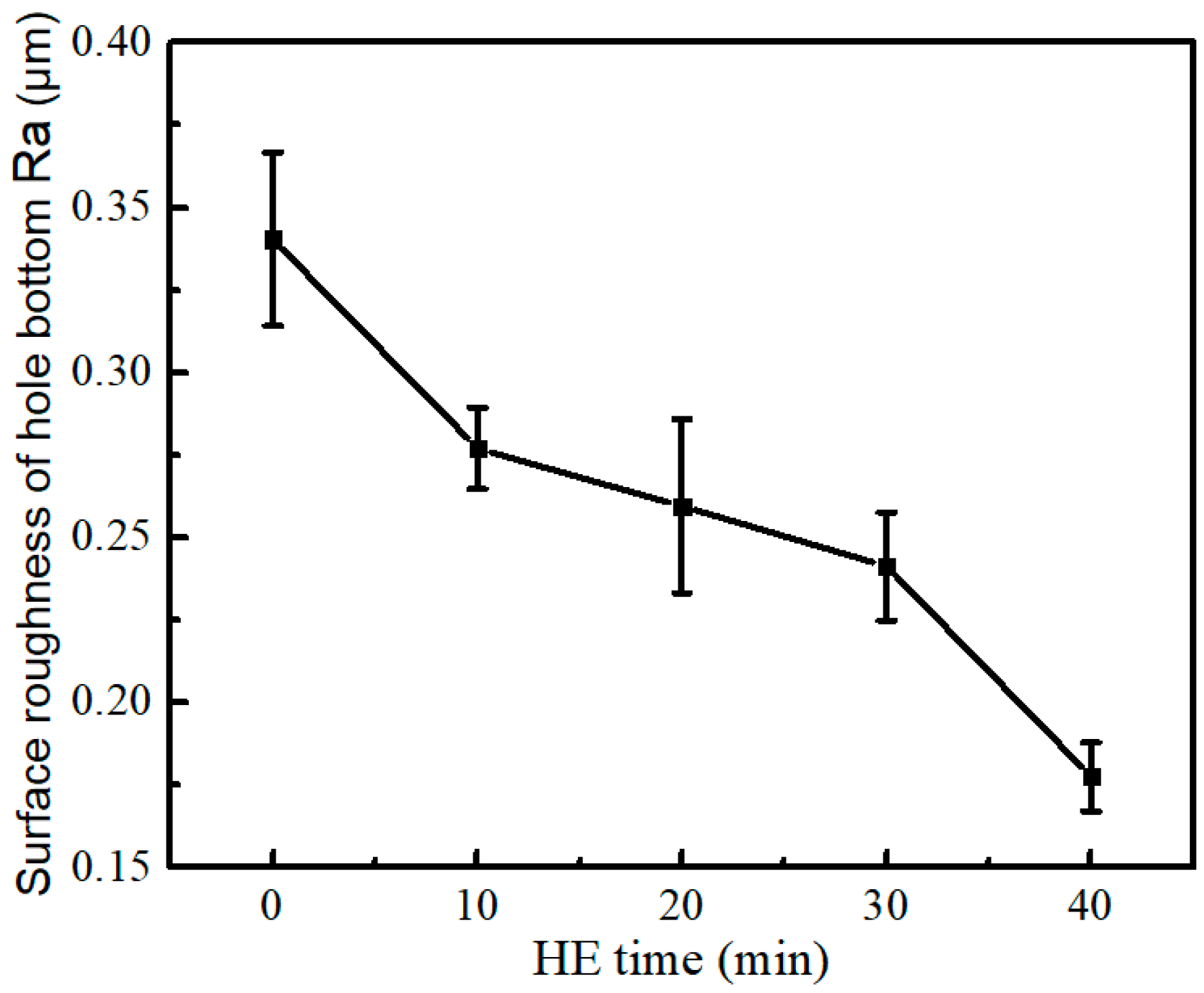
- Following the machining of blind holes, surface roughness at the bottom of the holes decreased as the HE time increased. Notably, the area exhibiting brittle fractures at the hole’s bottom expanded with longer HE durations. This change occurs because the mechanism of material removal shifts from plastic deformation to brittle fracture, resulting in a significant enhancement in surface finish quality.
- (4)
- The optimal processing parameters were determined to be an ultrasonic amplitude of 2.28 μm, an HE voltage of 5 V, and an HE time of 10 min. Under these conditions, a 1 mm through-hole with a surface roughness (Ra) of 0.318 μm can be achieved through HEUM. Therefore, it is obvious that HEUM is a promising method for small-hole machining on hard-to-difficult machining material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tang, Y.; Zhang, B. Achieving 2.9 GPa yield strength in Inconel 718 alloy with Cr-segregated nanograins. Mater. Sci. Eng. 2024, 896, 146303. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Reddy, N.S. Progress of machinability on the machining of Inconel 718: A comprehensive review on the perception of cleaner machining. Clean. Eng. Technol. 2021, 5, 100323. [Google Scholar] [CrossRef]
- Zhao, Y. Stability of phase boundary between L12-Ni3Al phases: A phase field study. Intermetallics 2022, 144, 107528. [Google Scholar] [CrossRef]
- Khanafer, K.; Eltaggaz, A.; Deiab, I.; Agarwal, H.; Abdul-latif, A. Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-Nanofluid. Int. J. Adv. Manuf. Technol. 2020, 107, 3459–3469. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Numerical and Experimental Analysis of Specific Cutting Energy in Hot Turning of Inconel 718. Measurement 2019, 133, 361–369. [Google Scholar] [CrossRef]
- Unune, D.R.; Nirala, C.K.; Mali, H.S. Accuracy and quality of micro-holes in vibration assisted micro-electro-discharge drilling of Inconel 718. Measurement 2019, 135, 424–437. [Google Scholar] [CrossRef]
- Biscaia, R.V.B.; Ribas, M.T.; Júnior, A.B. Effects of processing parameters on the micro-drilling through fast hole electroerosion and laser trepanning in Inconel 718. Int. J. Adv. Manuf. Technol. 2020, 106, 31–45. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti-6Al-6V-2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L.; Wu, Y. Elliptic vibration-assisted cutting of fibre-reinforced polymer composites: Understanding the material removal mechanisms. Compos. Sci. Technol. 2014, 92, 103–111. [Google Scholar] [CrossRef]
- Welling, D. Results of surface integrity and fatigue study of Wire-EDM compared to broaching and grinding for demanding jet engine components made of Inconel 718. Procedia CIRP 2014, 13, 339–344. [Google Scholar] [CrossRef]
- Devillez, A.; Le Coz, G.; Dominiak, S.; Dudzinski, D. Dry machining of Inconel 718, workpiece surface integrity. J. Mater. Process. Technol. 2011, 211, 1590–1598. [Google Scholar] [CrossRef]
- Zhena, J.; Li, F.; Zhu, S.; Ma, J.; Qiao, Z.; Liu, W.; Yang, J. Friction and wear behavior of nickel-alloy-based high temperature self-lubricating composites against Si3N4 and Inconel 718. Tribol. Int. 2014, 75, 1–9. [Google Scholar] [CrossRef]
- Dong, H.; Liu, Y.; Li, M.; Liu, T.; Zhou, Y.; Li, D.; Shen, Y. High-speed compound sinking machining of Inconel 718 using water in oil nanoemulsion. J. Mater. Process. Technol. 2019, 274, 116271. [Google Scholar] [CrossRef]
- Kishi, R.; Yan, J. Electrical Discharge/Electrochemical Hybrid Machining Based on the Same Machine and Tool Electrode. J. Micro-Nano-Manuf. 2020, 8, 010906. [Google Scholar] [CrossRef]
- Gobikrishnan, U.; Suresh, P.; Kumaravel, P. Drilling investigations on Inconel alloy 625 material of material removal rate using micro electrochemical machining. Mater. Today Proc. 2021, 37, 1629–1633. [Google Scholar] [CrossRef]
- Zhu, D.; Zeng, Y.B.; Xu, Z.Y.; Zhang, X.Y. Precision machining of small holes by the hybrid process of electrochemical removal and grinding. CIRP Ann. 2011, 60, 247–250. [Google Scholar] [CrossRef]
- Asmael, M.; Safaei, B.; Zeeshan, Q.; Zargar, O.; Nuhu, A.A. Ultrasonic machining of carbon fiber–reinforced plastic composites: A review. Int. J. Adv. Manuf. Technol. 2021, 113, 3079–3120. [Google Scholar] [CrossRef]
- Kuriakosea, S.; Patowaria, P.K.; Bhattba, J. Machinability study of Zr-Cu-Ti metallic glass by micro hole drilling using micro-USM. J. Mater. Process. Technol. 2017, 240, 42–51. [Google Scholar] [CrossRef]
- Zhang, Y.; Ye, Q.; Yan, Y. Processing, microstructure, mechanical properties, and hydrogen embrittlement of medium-Mn steels: A review. J. Mater. Sci. Technol. 2024, 201, 44–57. [Google Scholar] [CrossRef]
- Rezende, M.C.; Araujo, L.S.; Gabriel, S.B.; Santos, D.S.D.; de Almeida, L.H. Hydrogen embrittlement in nickel-based superalloy 718: Relationship between γ′ + γ″ precipitation and the fracture mode. Int. J. Hydrogen Energy 2015, 40, 17075–17083. [Google Scholar] [CrossRef]
- Li, X.; Zhang, J.; Akiyama, E.; Fu, Q.; Li, Q. Hydrogen embrittlement behavior of Inconel 718 alloy at room temperature. J. Mater. Sci. Technol. 2019, 35, 499–502. [Google Scholar] [CrossRef]
- Zhao, B.; Chang, B.; Wang, X.; Bie, W. System design and experimental research on ultrasonic assisted elliptical vibration grinding of Nano-ZrO2 ceramics. Ceram. Int. 2019, 45, 24865–24877. [Google Scholar] [CrossRef]
- Long, X.; Shen, Z.; Li, J.; Dong, R.; Liu, M.; Su, Y.; Chen, C. Size effect of nickel-based single crystal superalloy revealed by nanoindentation with low strain rates. J. Mater. Res. Technol. 2024, 29, 2437–2447. [Google Scholar] [CrossRef]
- Sampath, D.; Akid, R.; Morana, R. Estimation of crack initiation stress and local fracture toughness of Ni-alloys 945X (UNS N09946) and 718 (UNS N07718) under a hydrogen environment via fracture surface topography analysis. Eng. Fract. Mech. 2018, 191, 324–343. [Google Scholar] [CrossRef]
- Lu, X.; Ma, Y.; Wang, D. On the hydrogen embrittlement behavior of nickel-based alloys: Alloys 718 and 725. Mater. Sci. Eng. A 2020, 792, 139785. [Google Scholar] [CrossRef]
- Hou, S.; Bai, J.; Tian, B.; Liu, H. Experimental investigation to improve the efficiency and surface integrity of deep micro-hole machined by micro-EDM. Int. J. Adv. Manuf. Technol. 2022, 123, 2249–2259. [Google Scholar] [CrossRef]
- Song, Y.; Zhao, M.; Rong, L. Study on the Precipitation of γ’ in a Fe-Ni Base Alloy During Ageing by APT. Acta Metall. Sin. 2018, 54, 1236–1244. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Mo | Nb | Ti | Al | Si | Mn | Co | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 50.0–55.0 | 17.0–21.0 | 2.8–3.3 | 4.75–5.50 | 0.65–1.15 | 0.20–0.80 | 0.35 | 0.35 | 1.0 | The rest |
| Parameters | Value |
|---|---|
| Diameter of tool (mm) | Φ0.5 |
| Feed rate (μm/min) | 20 |
| Ultrasonic amplitude (μm) | 2.28, 4.26, 5.92, 7.78, 9.3 |
| HE time (min) | 0, 10, 20, 30, 40 |
| HE voltage (V) | 0, 5, 10, 15, 20 |
| Setting depth (mm) | 0.1, 1.5 (for through-hole) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Wen, S.; Qiao, J.; Feng, M. Experimental Study on Hydrogen Embrittlement-Enhanced Ultrasonic Machining of Inconel 718 Small Hole. Appl. Sci. 2024, 14, 9319. https://doi.org/10.3390/app14209319
Li S, Wen S, Qiao J, Feng M. Experimental Study on Hydrogen Embrittlement-Enhanced Ultrasonic Machining of Inconel 718 Small Hole. Applied Sciences. 2024; 14(20):9319. https://doi.org/10.3390/app14209319
Chicago/Turabian StyleLi, Sisi, Shanshan Wen, Jiaping Qiao, and Ming Feng. 2024. "Experimental Study on Hydrogen Embrittlement-Enhanced Ultrasonic Machining of Inconel 718 Small Hole" Applied Sciences 14, no. 20: 9319. https://doi.org/10.3390/app14209319
APA StyleLi, S., Wen, S., Qiao, J., & Feng, M. (2024). Experimental Study on Hydrogen Embrittlement-Enhanced Ultrasonic Machining of Inconel 718 Small Hole. Applied Sciences, 14(20), 9319. https://doi.org/10.3390/app14209319