


Multi-Objective Cutting Parameter Optimization Method for the Energy Consumption and Machining Quality of Computerized Numerical Control Lathes

Abstract
1. Introduction
2. Multi-Objective Optimization Modeling in Material Cutting Stage of CNC Lathe
2.1. Modeling Process
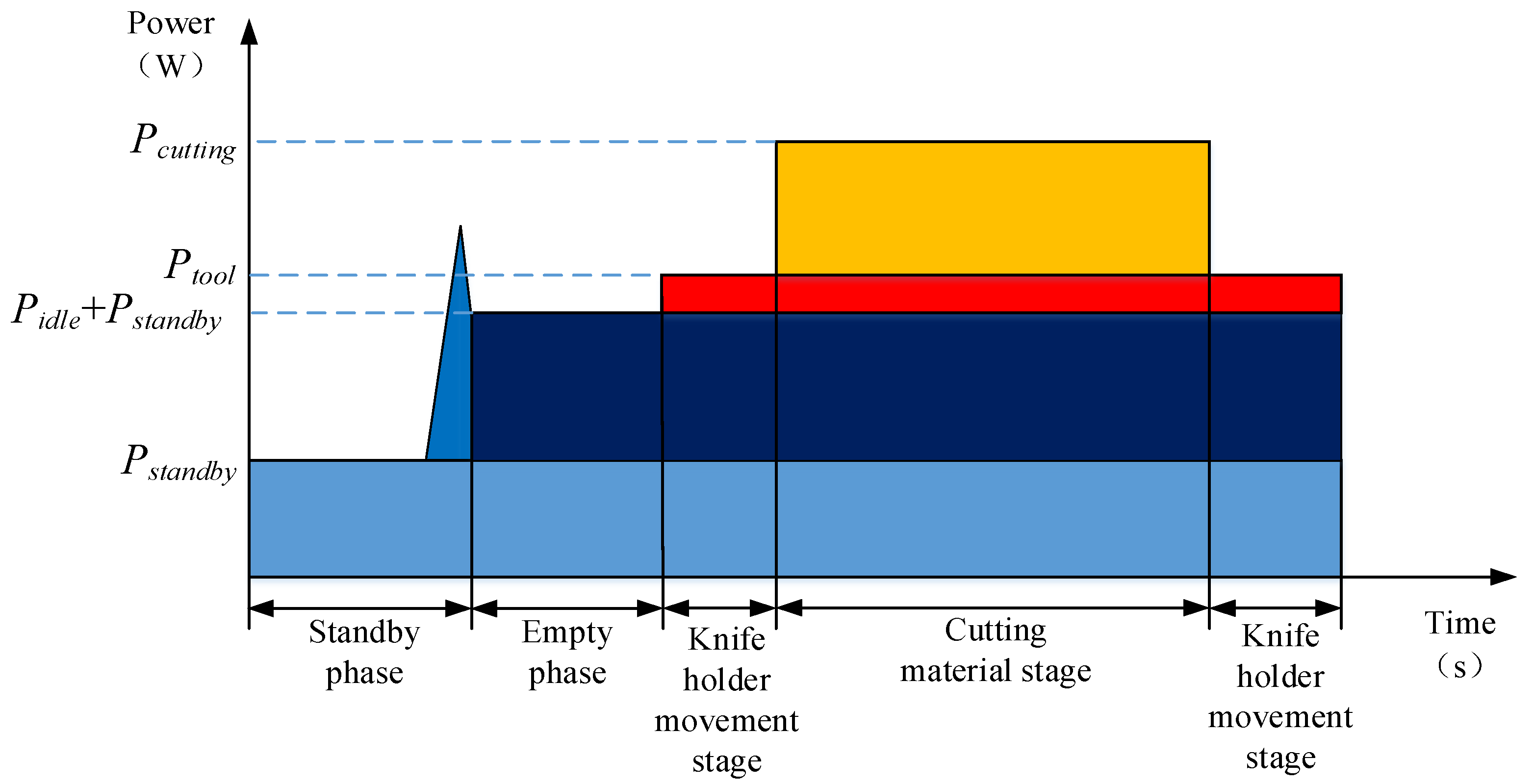
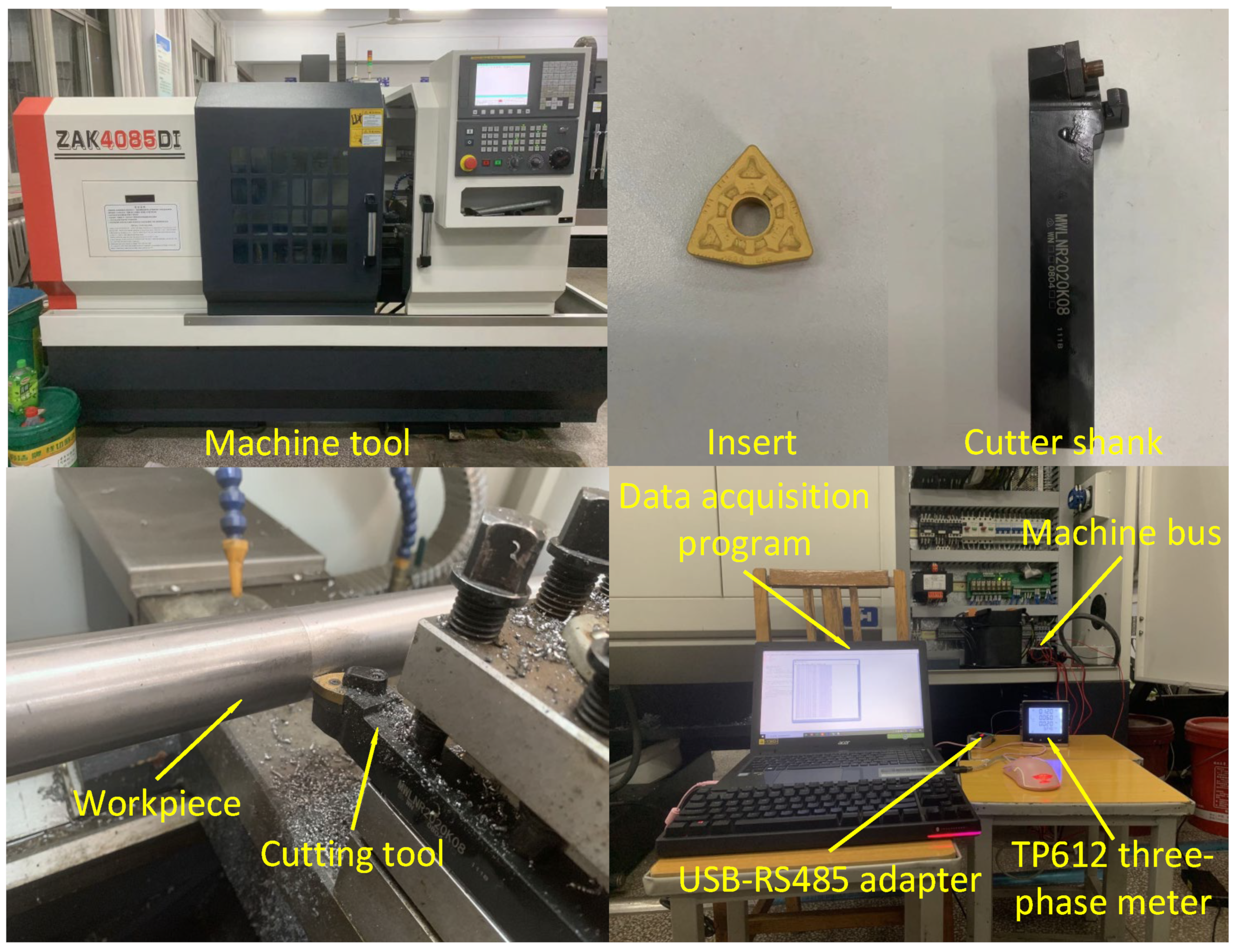
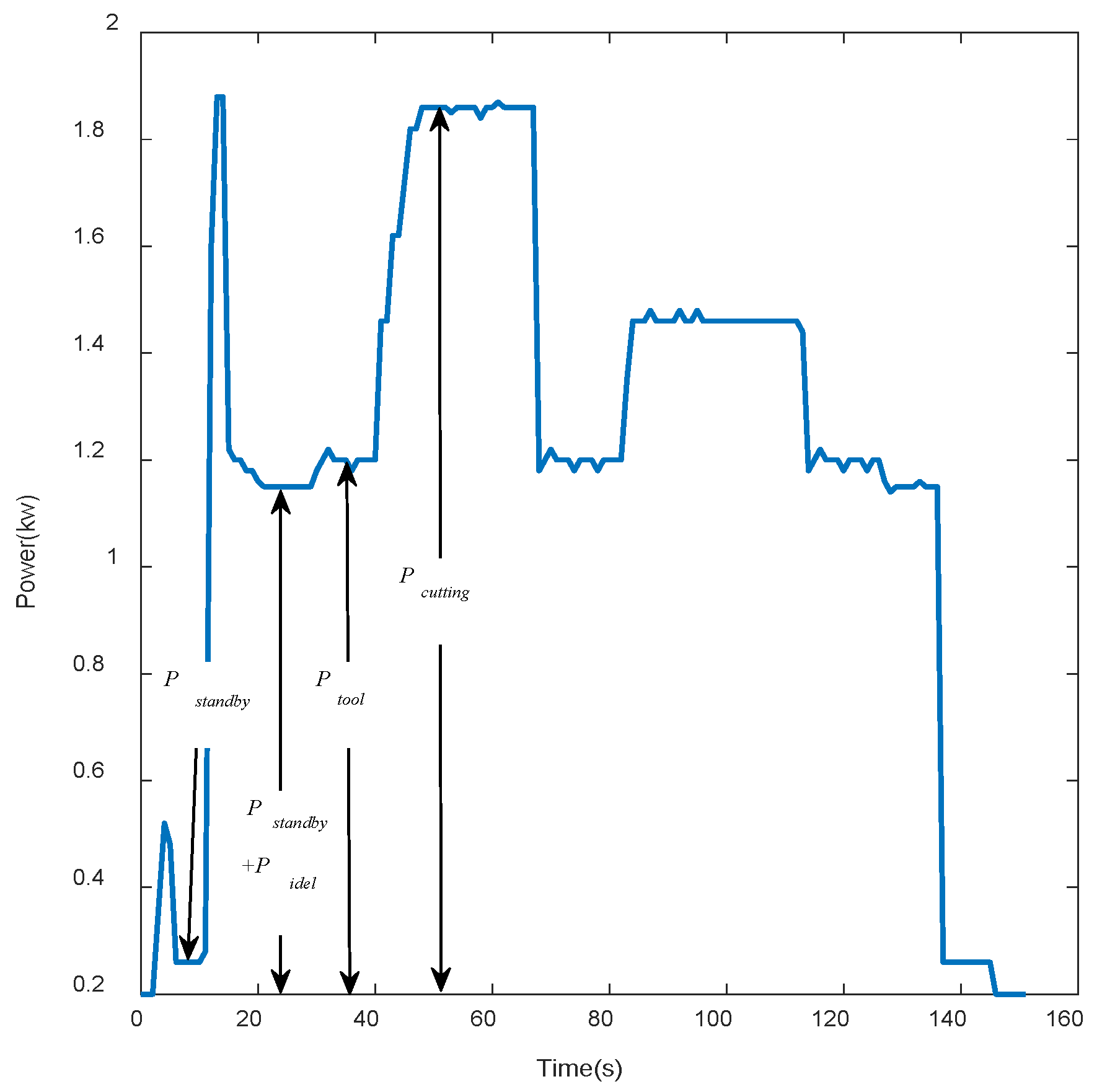
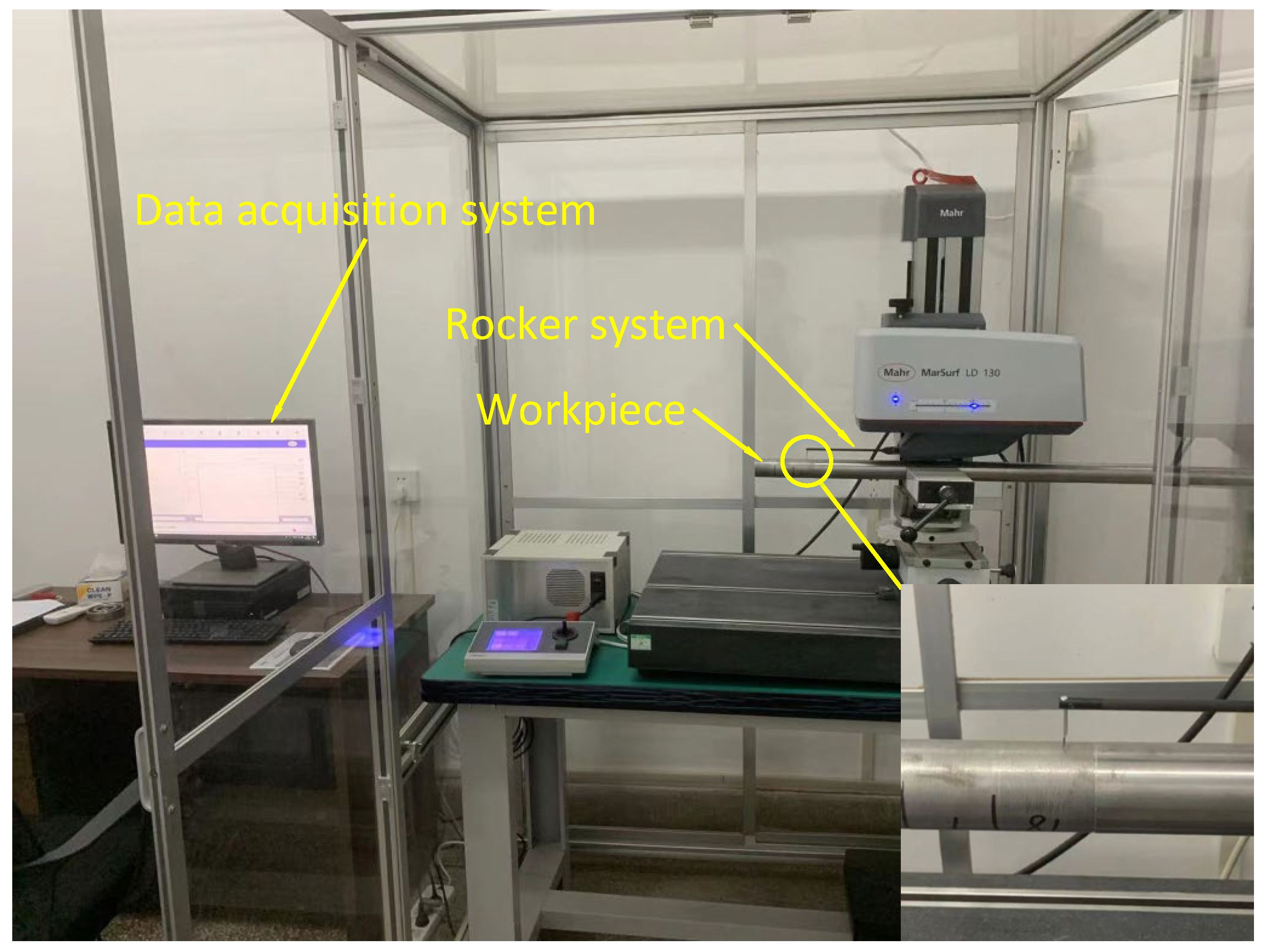
2.2. Test Conditions and Data Acquisition
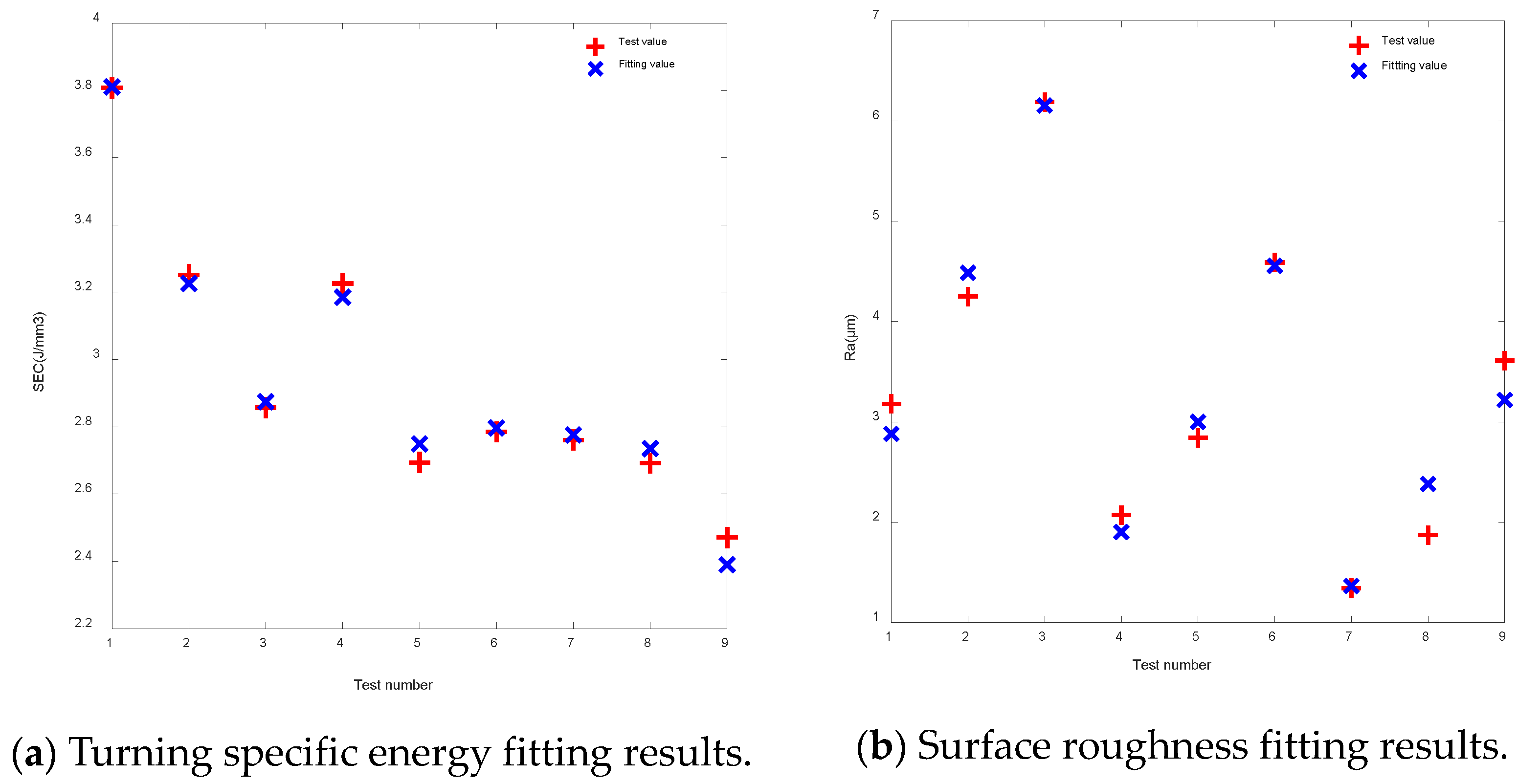
2.3. Model Building
3. Solving Optimal Cutting Parameters Using Black Hole-Continuous Ant Colony Algorithm
3.1. Introduction to Continuous Ant Colony Algorithm
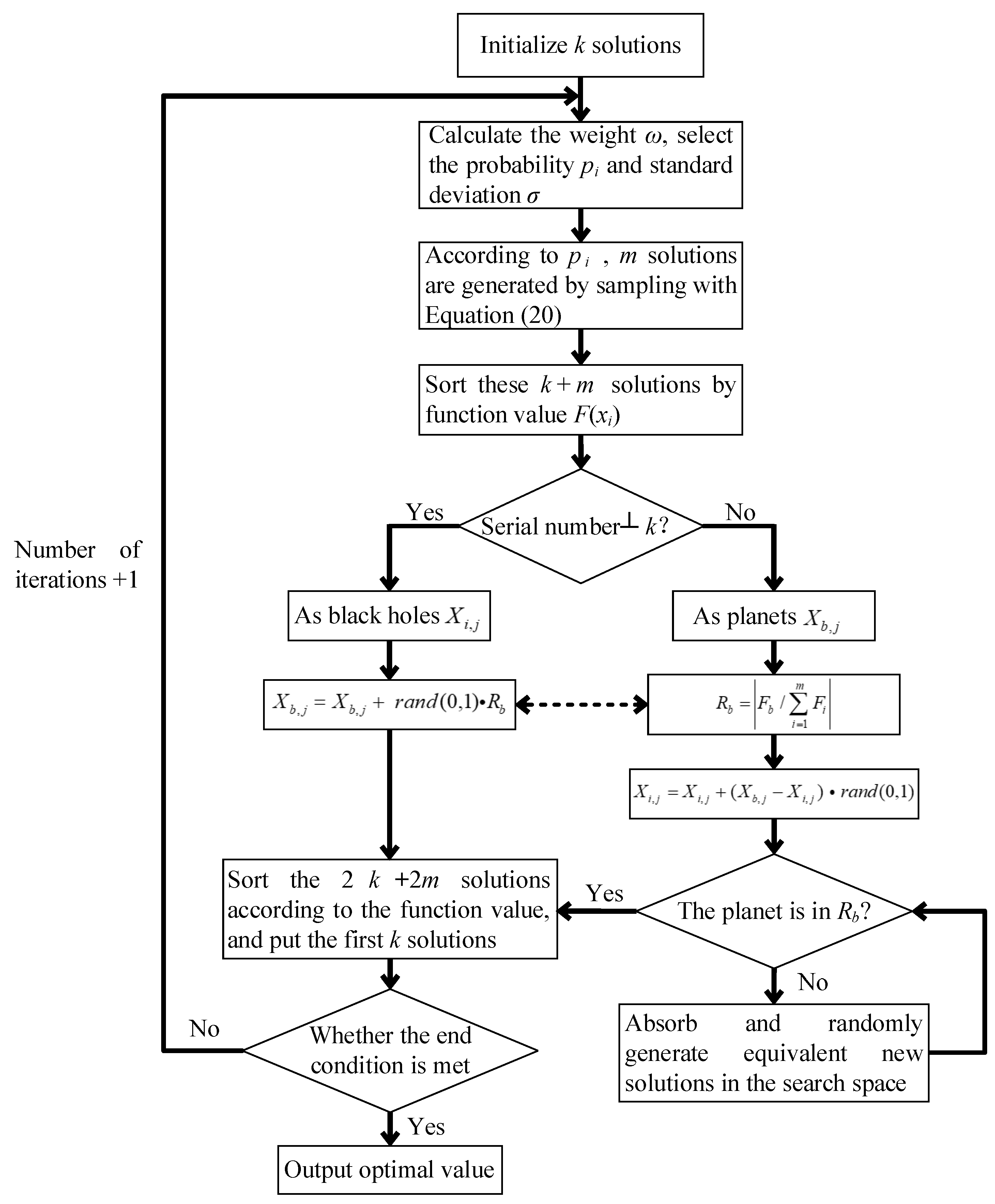
3.2. The Proposed Black Hole-Continuous Ant Colony Algorithm
- (1)
- Planetary global search
- (2)
- Black hole local search
4. Optimization Results and Verification
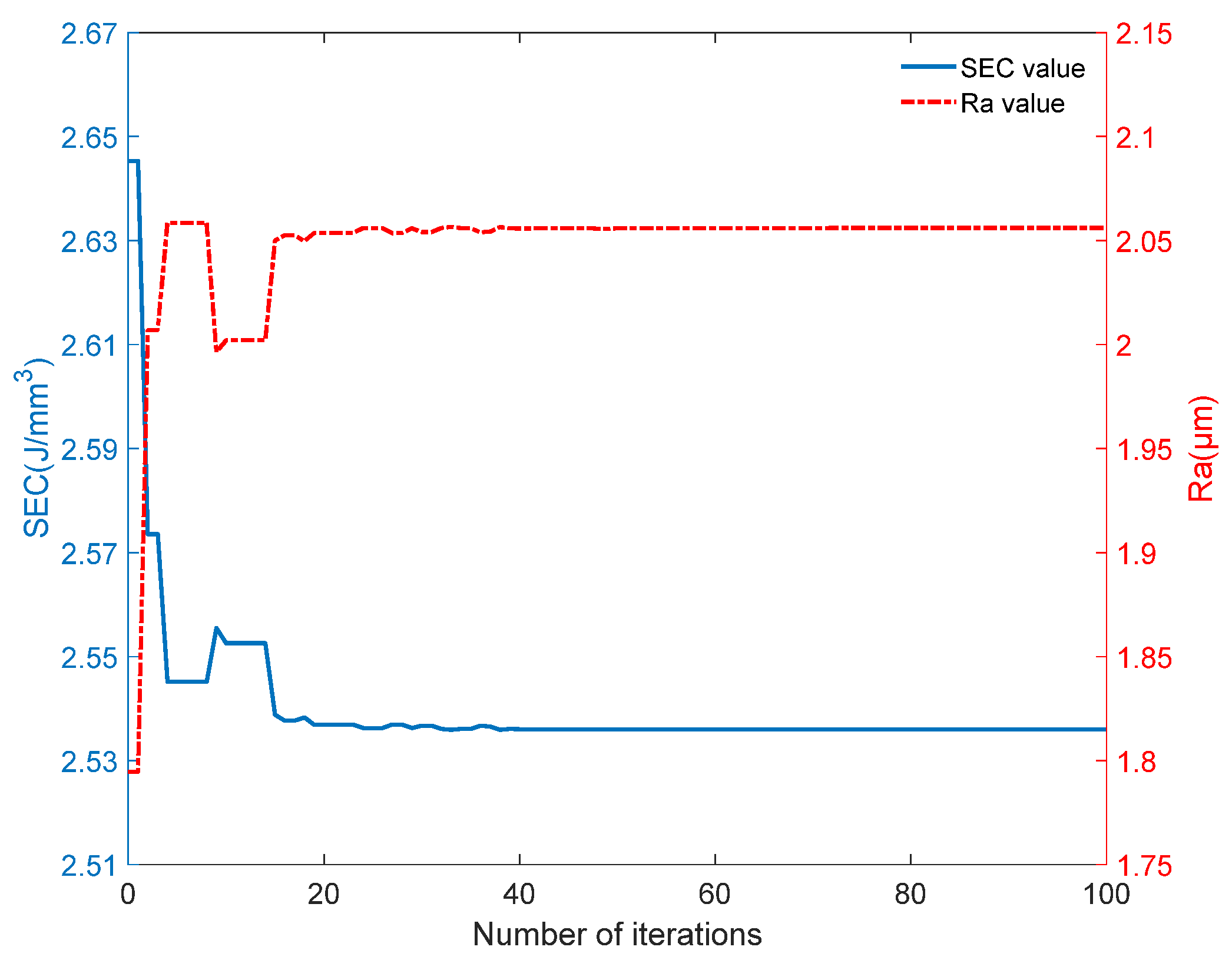
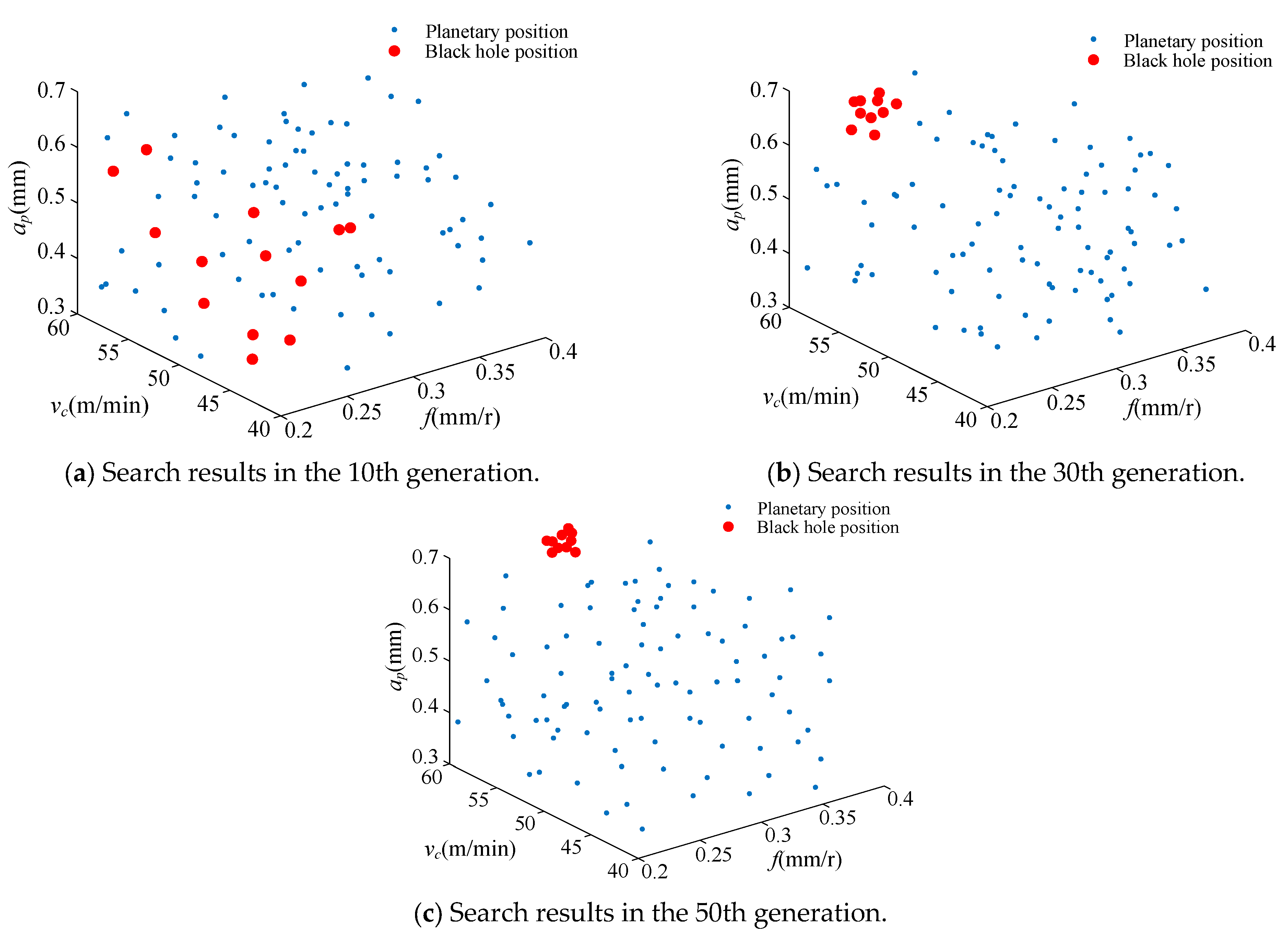
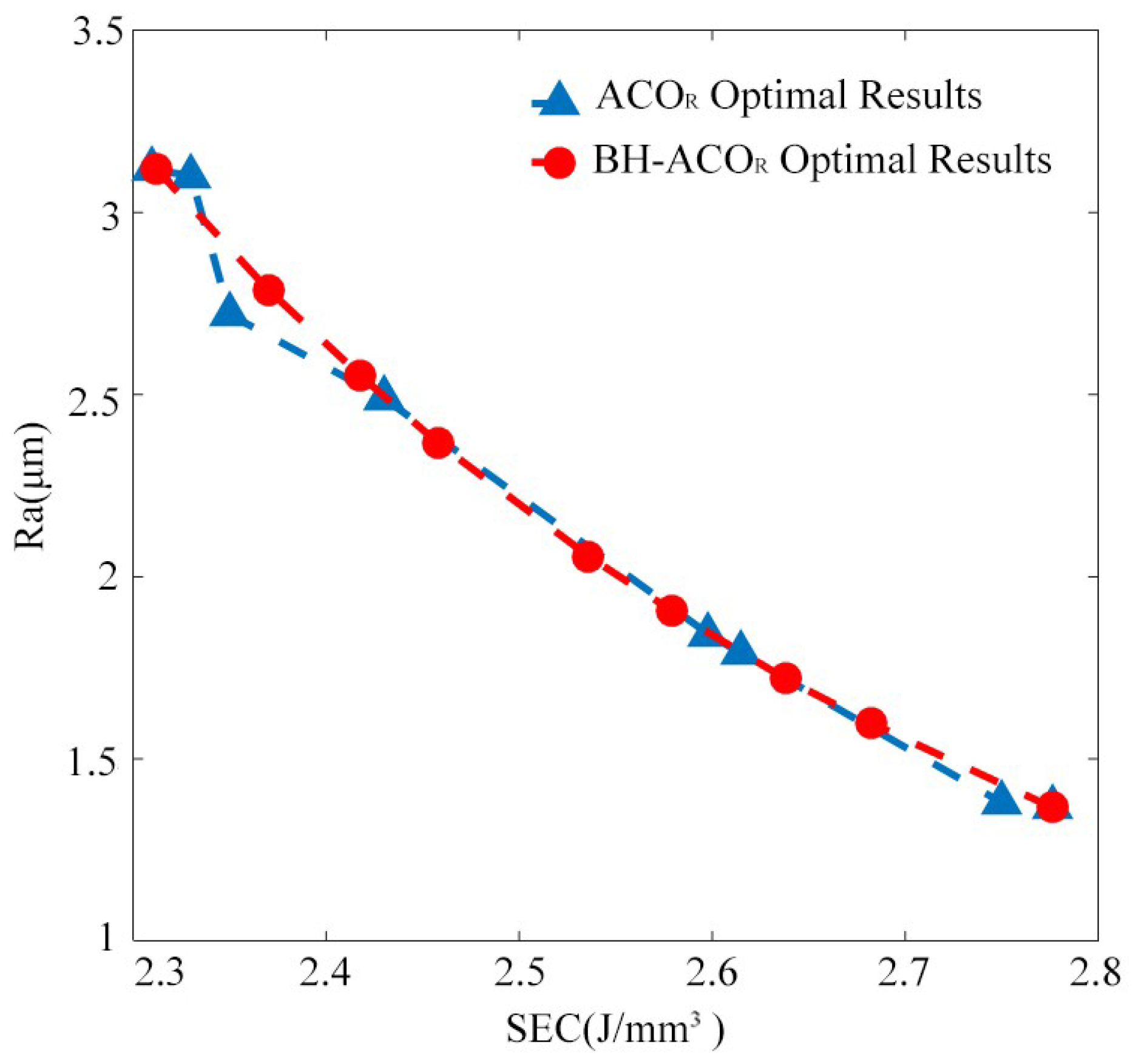
4.1. BH-ACOR Optimization Result
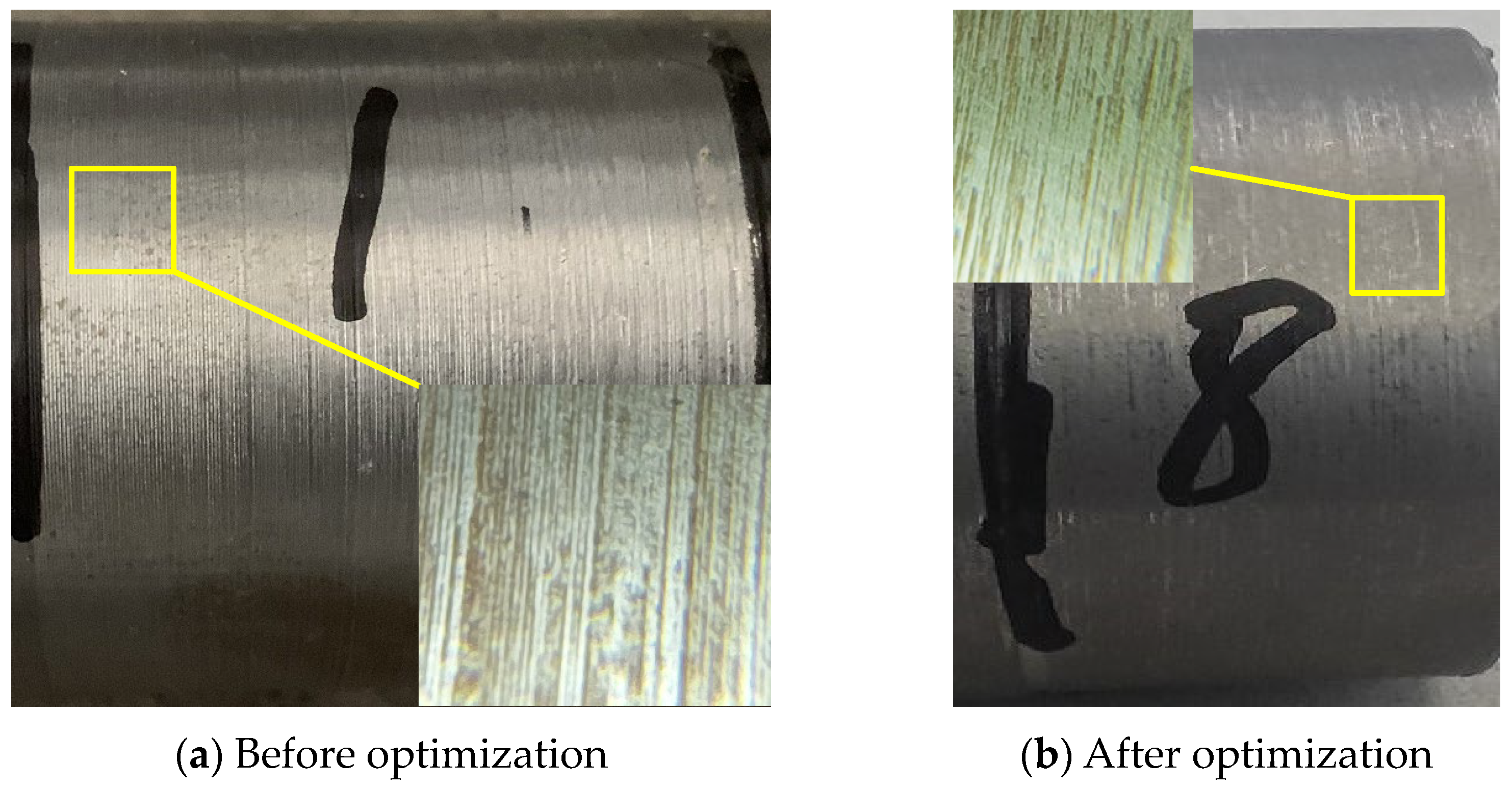
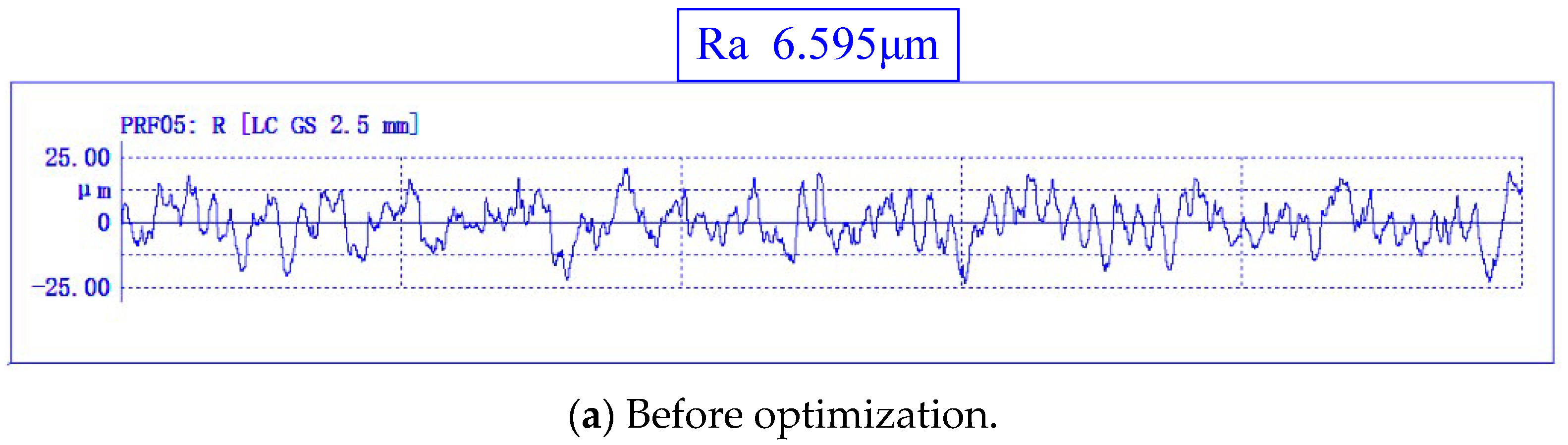
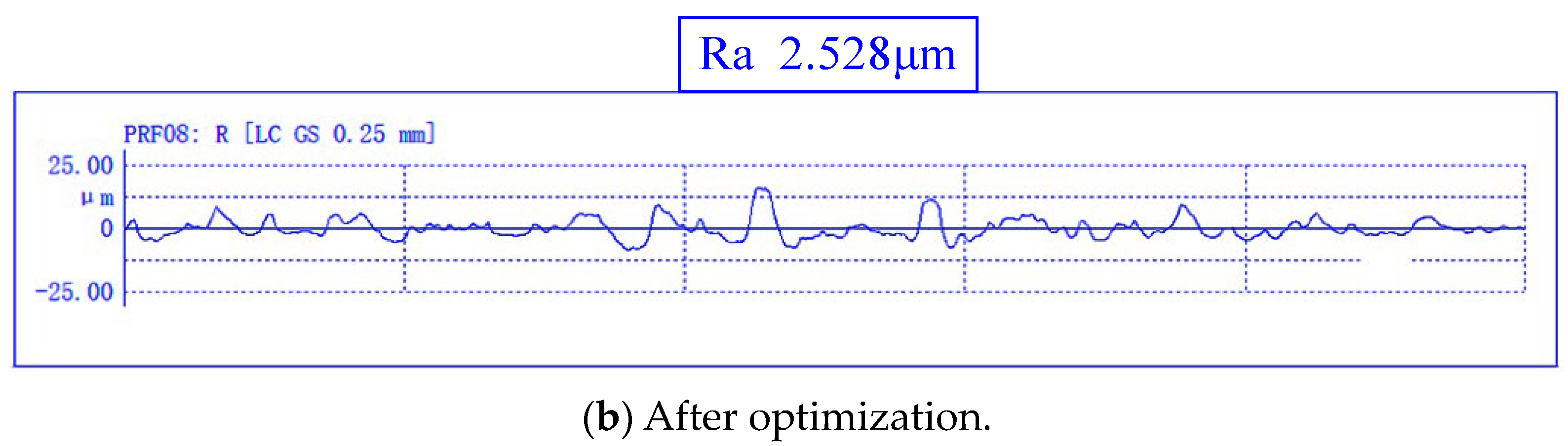
4.2. Result Verification
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, T.; Kong, L.L.; Zhang, H.C.; Iqbal, A. Research status and development trend of typical cutting machine energy consumption model. J. Mech. Eng. 2014, 50, 102–111. [Google Scholar] [CrossRef]
- Gutowski, T.G.; Branham, M.S.; Dahmus, J.B.; Jones, A.; Thiriez, A. Thermodynamic Analysis of Resources Used in Manufacturing Processes. Environ. Sci. Technol. 2009, 43, 1584–1590. [Google Scholar] [CrossRef] [PubMed]
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Ann. 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Feng, C.H.; Huang, Y.G.; Wu, Y.L.; Zhang, J.Y. Feature-based optimization method integrating sequencing and cutting parameters for minimizing energy consumption of CNC machine tools. Int. J. Adv. Manuf. Technol. 2022, 121, 503–515. [Google Scholar] [CrossRef]
- Song, L.; Yan, C.P.; Tu, G.; Xiang, M.H.; Liu, Y.F. Prediction and optimization of surface roughness in high-speed dry milling of 30CrMnSiNiA using GPR and MOHHO algorithm. Int. J. Adv. Manuf. Technol. 2023, 128, 4357–4377. [Google Scholar] [CrossRef]
- Li, W.Z.; Zheng, H.; Feng, Y.Z. Optimization of Cutting Parameters for Deep Hole Boring of Ti-6Al-4V Deep Bottle Hole. Materials 2023, 16, 16155286. [Google Scholar] [CrossRef] [PubMed]
- Camposeco-Negrete, C.N.J. Sustainable machining as a mean of reducing the environmental impacts related to the energy consumption of the machine tool: A case study of AISI 1045 steel machining. Int. J. Adv. Manuf. Technol. 2019, 102, 27–41. [Google Scholar] [CrossRef]
- Su, Z.; Meng, L. Multi-Objective Optimization of Cutting Parameters in Turning AISI 304 Austenitic Stainless Steel. Met. Open Access Metall. J. 2020, 10, 217. [Google Scholar] [CrossRef]
- Feng, C.H.; Guo, H.H.; Zhang, J.Y.; Huang, Y.G.; Huang, S. A systematic method of optimization of machining parameters considering energy consumption, machining time, and surface roughness with experimental analysis. Int. J. Adv. Manuf. Technol. 2022, 119, 7383–7401. [Google Scholar] [CrossRef]
- Song, L.; Shi, J.; Pan, A.D.; Xie, J. A Dynamic Multi-Swarm Particle Swarm Optimizer for Multi-Objective Optimization of Machining Operations Considering Efficiency and Energy Consumption. Energies 2020, 13, 2616. [Google Scholar] [CrossRef]
- Wang, L.P.; Han, J.H.; Ma, F.J.; Li, X.K.; Wang, D. Accuracy design optimization of a CNC grinding machine towards low-carbon manufacturing. J. Clean. Prod. 2023, 406, 137100. [Google Scholar] [CrossRef]
- Dorigo, M.; Gambardella, L.M. Ant colony system: A cooperative learning approach to the travelling salesman problem. IEEE Trans Evol. Comput. 1997, 1, 53–66. [Google Scholar] [CrossRef]
- Zhou, J. Ship Path Planning and Tracking Control Based on Improved Ant Colony Algorithm. Master’s Thesis, Dalian Maritime University, Dalian, China, 2021. Volume 17. [Google Scholar]
- Jin, T.T.; Wu, S.F.; Li, S.; Wang, T.F. Research on improved continuous domain ant colony algorithm for girder lightweight. Mech. Des. Manuf. Eng. 2019, 48, 13–17. [Google Scholar]
- Xu, W.J.; Wang, X.H.; Xiao, J.M.; Gu, J.Y. gravitational search algorithm based on improved adaptive black hole mechanism. Comput. Appl. Res. 2022, 39, 3046–3054. [Google Scholar]
- Zhao, G.Y.; Li, C.X.; Tian, Y.Z.; Zhang, J.F.; Zhao, G.X. Prediction Model for Net Cutting Specific Energy in CNC Turning. J. Nanjing Univ. Aeronaut. Astronaut. Engl. Version 2020, 37, 385–392. [Google Scholar]
- Cui, F. Research on Optimization Method of NC Turning Parameters for Low Energy Consumption and High Surface Quality. Master’s Thesis, Yanbian University, Jilin, China, 2018; pp. 19–20. [Google Scholar]
- Hatamlou, A. Black hole: A new heuristic optimization approach for data clustering. Inf. Sci. 2013, 222, 175–184. [Google Scholar] [CrossRef]
- Tian, X. Experimental study on energy consumption and surface quality of superfine cemented carbide grinding process. Fujian Fujian Inst. Eng. 2020, 51, 50–55. [Google Scholar]
- Agarwal, S. Optimizing machining parameters to combine high productivity with high surface integrity in grinding Silicon Carbide Ceramics. Ceram. Int. 2016, 42, 6244–6262. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, B.; Yang, J. Modeling and optimization of alloy steel 20CrMnTi grinding process parameters based on experiment investigation. Int. J. Adv. Manuf. Technol. 2018, 95, 1859–1873. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Level | ||
|---|---|---|---|
| (m/min) | 40 | 50 | 60 |
| (mm/r) | 0.2 | 0.3 | 0.4 |
| (mm) | 0.3 | 0.5 | 0.7 |
| Order Number | (m/min) | (mm/r) | (mm) | (W) | MRR (mm3/s) | SEC (J/mm3) | Ra (μm) |
|---|---|---|---|---|---|---|---|
| 1 | 40 | 0.2 | 0.3 | 152.3 | 40.00 | 3.81 | 3.18 |
| 2 | 40 | 0.3 | 0.5 | 325.2 | 100.00 | 3.25 | 4.25 |
| 3 | 40 | 0.4 | 0.7 | 533.3 | 186.67 | 2.87 | 6.19 |
| 4 | 50 | 0.2 | 0.5 | 268.8 | 83.33 | 3.23 | 2.07 |
| 5 | 50 | 0.3 | 0.7 | 471.4 | 175.00 | 2.69 | 2.84 |
| 6 | 50 | 0.4 | 0.3 | 278.5 | 100.00 | 2.79 | 4.59 |
| 7 | 60 | 0.2 | 0.7 | 386.6 | 140.00 | 2.76 | 1.34 |
| 8 | 60 | 0.3 | 0.3 | 238.3 | 90.00 | 2.65 | 1.87 |
| 9 | 60 | 0.4 | 0.5 | 504.2 | 200.00 | 2.52 | 3.61 |
| Order Number | (m/min) | (mm/r) | (mm) | Pc (W) | SEC Fitted (J/mm3) | SEC Actual Value (J/mm3) | Ra Fitted (μm) | Ra Actual Value (μm) |
|---|---|---|---|---|---|---|---|---|
| 1 | 40 | 0.3 | 0.7 | 475 | 3.12 | 3.39 | 4.34 | 4.61 |
| 2 | 40 | 0.4 | 0.5 | 377 | 2.99 | 2.83 | 6.29 | 6.63 |
| 3 | 50 | 0.4 | 0.5 | 461 | 2.65 | 2.77 | 4.35 | 4.14 |
| 4 | 50 | 0.2 | 0.7 | 336 | 3.07 | 2.88 | 1.85 | 1.77 |
| 5 | 60 | 0.4 | 0.7 | 678 | 2.31 | 2.42 | 3.12 | 3.01 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Iterations | 200 | 60 | |
| Initial population k | 10 | 0.2 | |
| Reinforcement factor | 0.5 | 0.4 | |
| Offset distance ratio | 0.8 | 0.3 | |
| 40 | 0.7 |
| BH-ACOR | ACOR | |||
|---|---|---|---|---|
| c | SEC (J/mm3) | Ra (μm) | SEC (J/mm3) | Ra (μm) |
| 0.1 | 2.776 | 1.367 | 2.775 | 1.366 |
| 0.2 | 2.682 | 1.525 | 2.776 | 1.367 |
| 0.3 | 2.638 | 1.602 | 2.752 | 1.382 |
| 0.4 | 2.579 | 1.778 | 2.615 | 1.792 |
| 0.5 | 2.536 | 1.956 | 2.598 | 1.843 |
| 0.6 | 2.458 | 2.282 | 2.431 | 2.491 |
| 0.7 | 2.418 | 2.665 | 2.352 | 2.721 |
| 0.8 | 2.370 | 2.892 | 2.332 | 3.101 |
| 0.9 | 2.312 | 3.119 | 2.311 | 3.119 |
| Author | Original Result | BH-ACOR Result | ||||||
|---|---|---|---|---|---|---|---|---|
| Tian xiao [19] | (mm/s) 48 | (m/s) 30 | ap (μm) 5 | (mm/s) 22.15 | (m/s) 30 | ap (μm) 20 | ||
| SEG (J/mm3) 70.13 | Ra (μm) 0.63 | SEG (J/mm3) 39.7↓ | Ra (μm) 0.603↓ | |||||
| Agarwal [20] | ap (μm) 45 | (m/min) 7.86 | G (μm) 121 | Ra (μm) 75 | ap (μm) 45 | (m/min) 14 | G (μm) 5.02 | Ra (μm) 125 |
| MR (mm3/min) −353.7 | Ra (μm) 0.335 | %D 3.5 | MR (mm3/min) −630↓ | Ra (μm) 0.21↓ | %D 2.65↓ | |||
| Zhang [21] | (m/s) 120 | (m/s) 0.836 | ap (mm) 13.5 | (m/s) 150 | (m/s) 0.719 | ap (mm) 19 | ||
| MRR (mm3/s) −11.286 | Ra (μm) 0.686 | MRR (mm3/s) −13.65↓ | Ra (μm) 0.684↓ | |||||
(m/min) | (mm/r) | (mm) | (W) | SEC (J/mm3) | Ra (μm) | |
|---|---|---|---|---|---|---|
| Before | 40 | 0.4 | 0.5 | 384 | 2.88 | 6.60 |
| 40 | 0.3 | 0.7 | 477 | 3.41 | 4.74 | |
| 50 | 0.4 | 0.5 | 410 | 2.46 | 4.38 | |
| 50 | 0.3 | 0.5 | 371 | 2.97 | 3.43 | |
| 60 | 0.4 | 0.3 | 316 | 2.63 | 3.51 | |
| After | 60 | 0.28 | 0.7 | 527 | 2.69 | 2.53 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; He, P.; Li, H.; Li, S.; Xu, L.; He, K. Multi-Objective Cutting Parameter Optimization Method for the Energy Consumption and Machining Quality of Computerized Numerical Control Lathes. Appl. Sci. 2024, 14, 905. https://doi.org/10.3390/app14020905
Li J, He P, Li H, Li S, Xu L, He K. Multi-Objective Cutting Parameter Optimization Method for the Energy Consumption and Machining Quality of Computerized Numerical Control Lathes. Applied Sciences. 2024; 14(2):905. https://doi.org/10.3390/app14020905
Chicago/Turabian StyleLi, Jian, Pengbo He, Huankun Li, Shifa Li, Liping Xu, and Kui He. 2024. "Multi-Objective Cutting Parameter Optimization Method for the Energy Consumption and Machining Quality of Computerized Numerical Control Lathes" Applied Sciences 14, no. 2: 905. https://doi.org/10.3390/app14020905
APA StyleLi, J., He, P., Li, H., Li, S., Xu, L., & He, K. (2024). Multi-Objective Cutting Parameter Optimization Method for the Energy Consumption and Machining Quality of Computerized Numerical Control Lathes. Applied Sciences, 14(2), 905. https://doi.org/10.3390/app14020905