
Parametric Investigation of Die-Sinking EDM of Ti6Al4V Using the Hybrid Taguchi-RAMS-RATMI Method
 , , , and
, , , and
Abstract
1. Introduction
2. Experimental Methodology
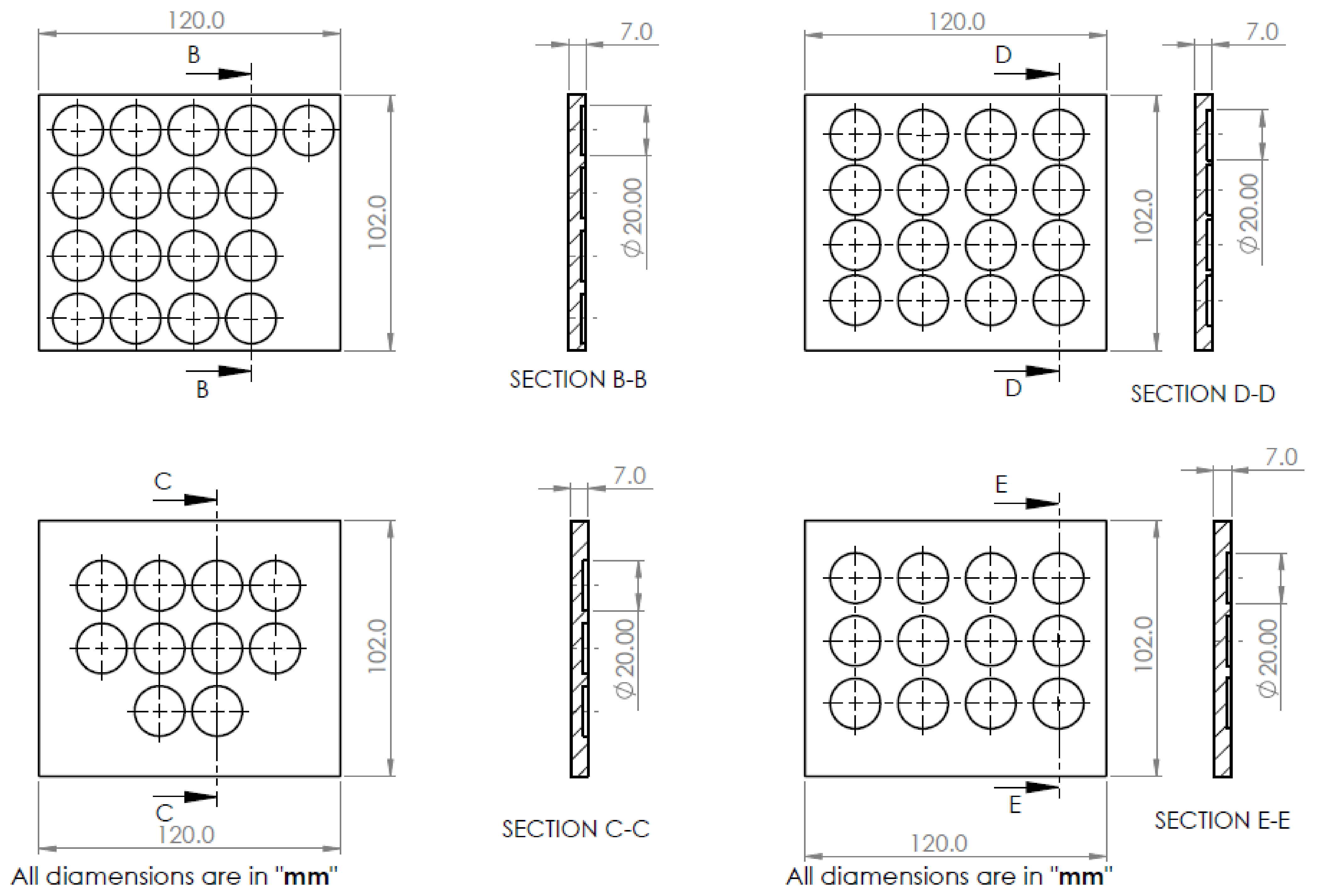
2.1. Work Material
2.2. Selection of Tools and Parameters for Machining
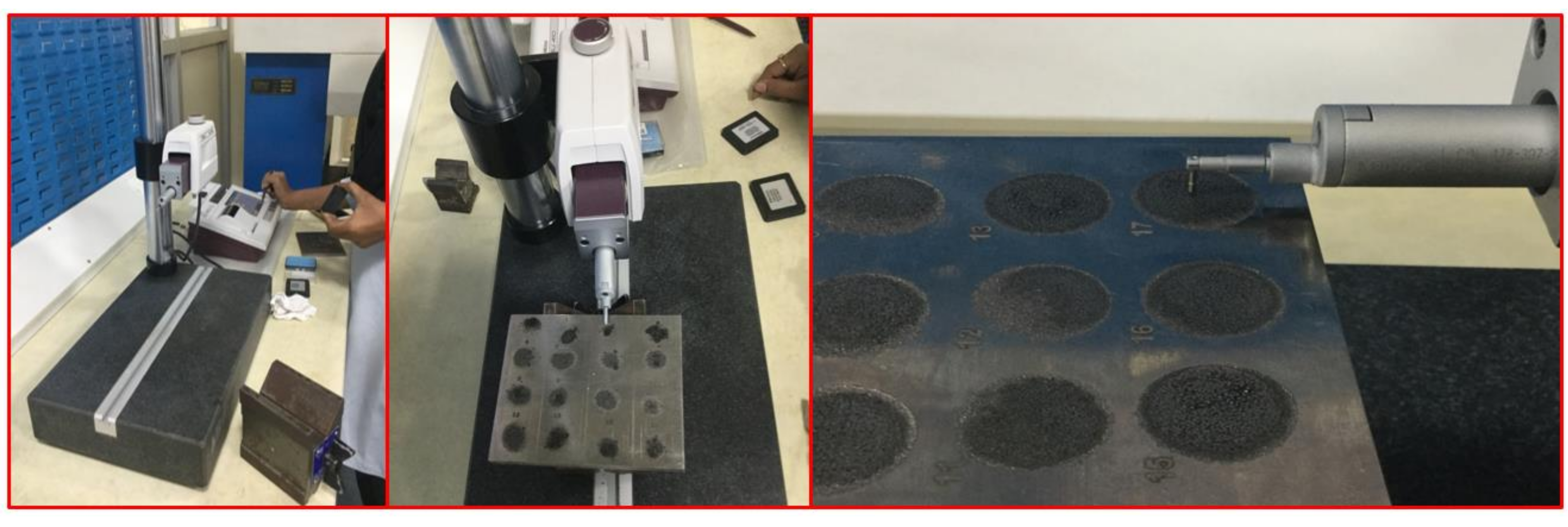
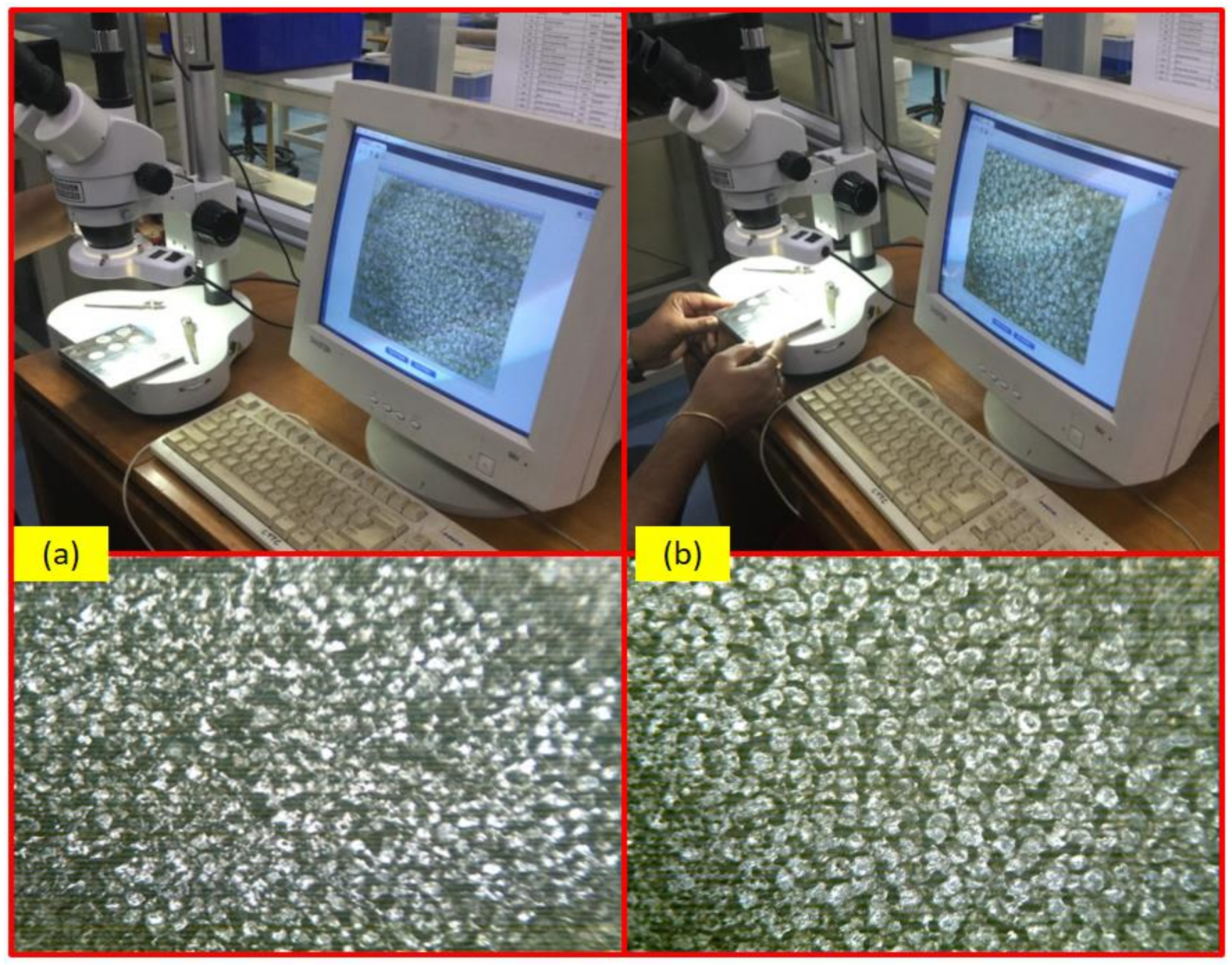
2.3. Machining Setup
3. RAMS-RATMI Method
4. Results and Discussions
4.1. Optimization Using the RAMS-RATMI Method
4.2. Infuential Factors
4.3. Surface Morphology
4.4. Convergence of the Investigation
5. Conclusions
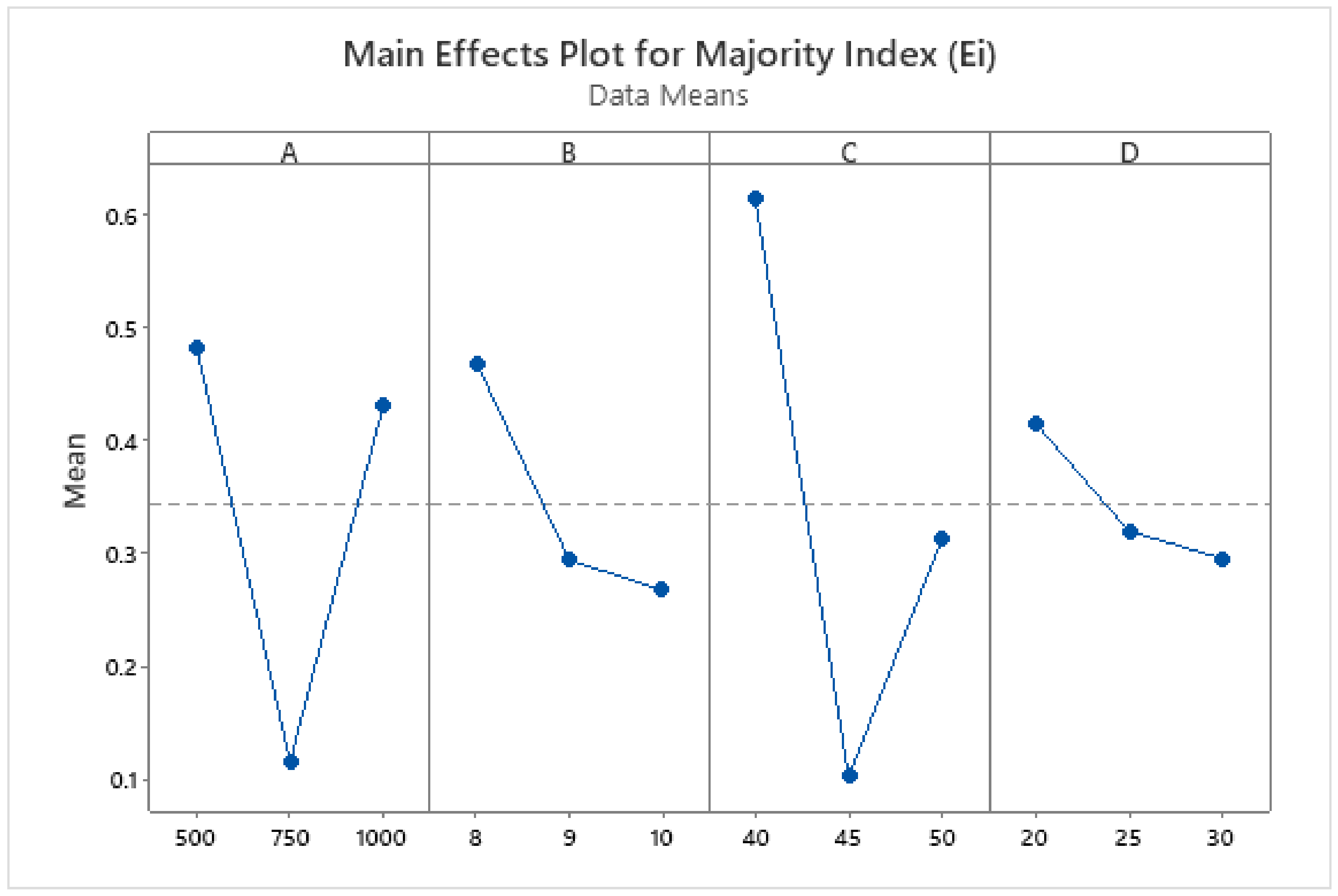
- The RATMI majority index (Ei) was found to be higher in R1 than in R12. To optimize machining characteristics, the Ton of 500 µs, duty cycle of 8%, peak current of 40Amp, and voltage of 20V can be considered. The main effect plot of means for the RATMI majority index (Ei) shows that the maximum value fetched in the same factor configuration should be considered.
- The ANOVA results show that all the machining parameters are significant in achieving the desired output characteristics. Peak current, with a 51.77% contribution, maximizes MRR and the depth of cut while minimizing surface roughness and TWR, thereby enhancing the machining output characteristics. Also, the residual plots show a good fit of the experimental data.
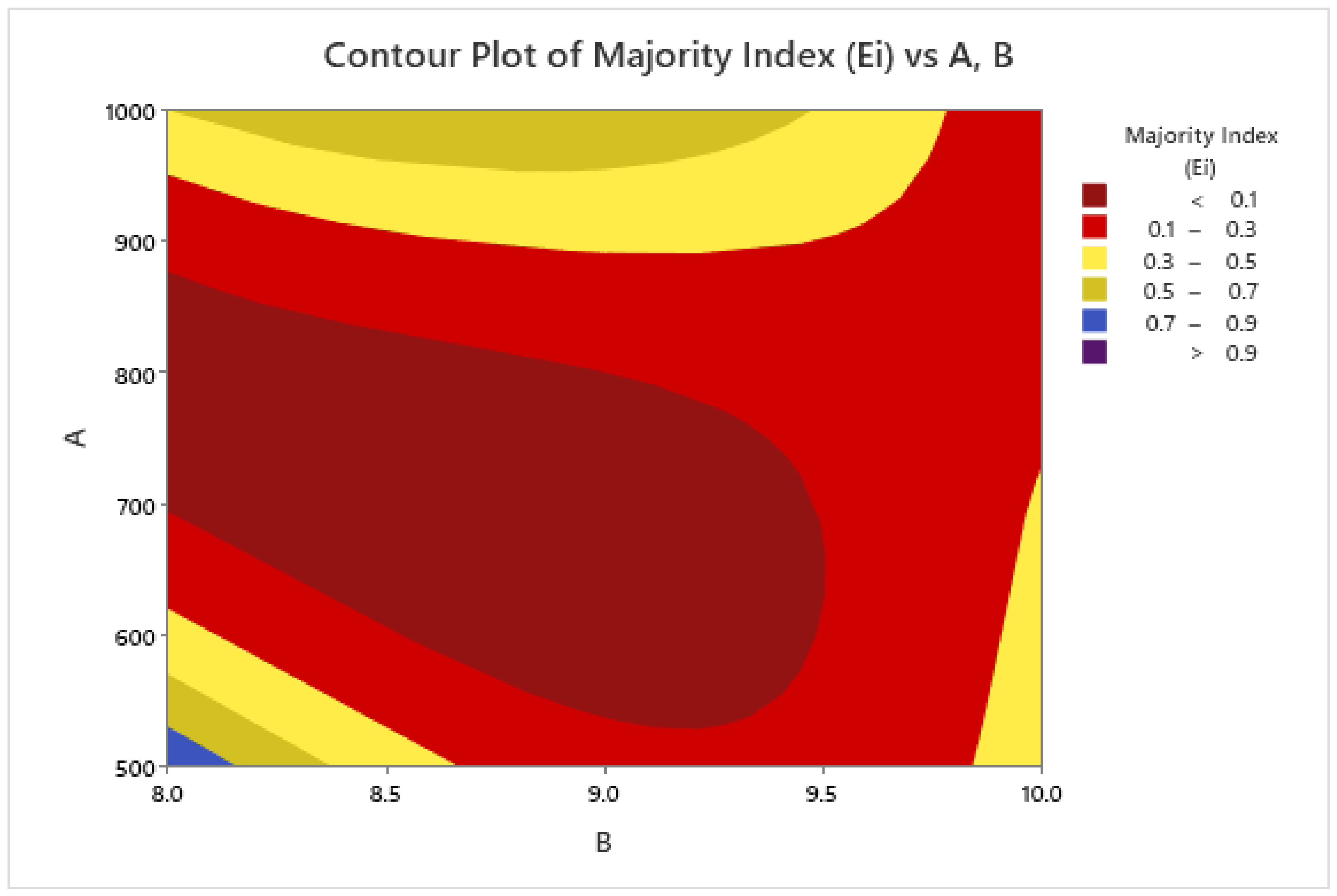
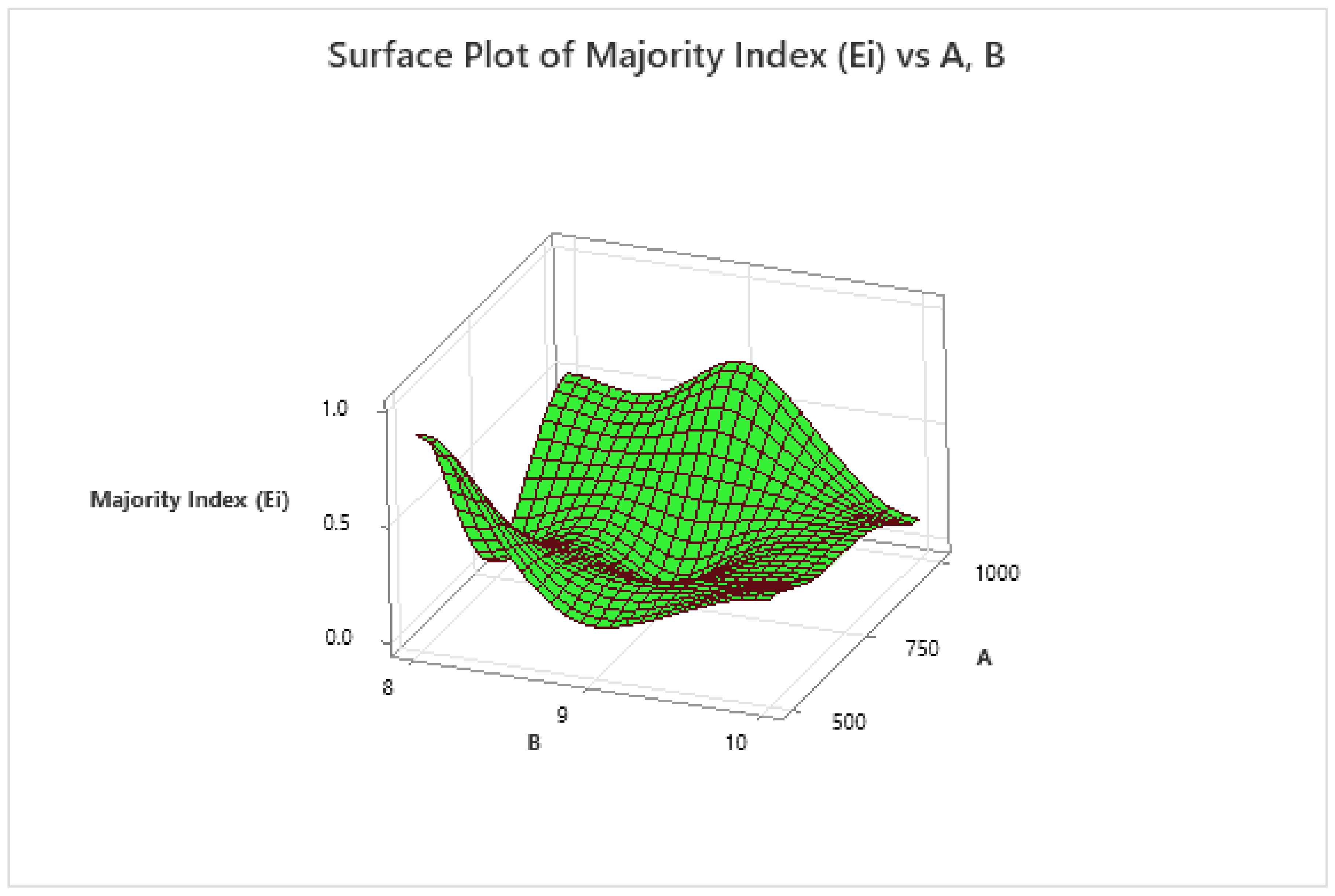
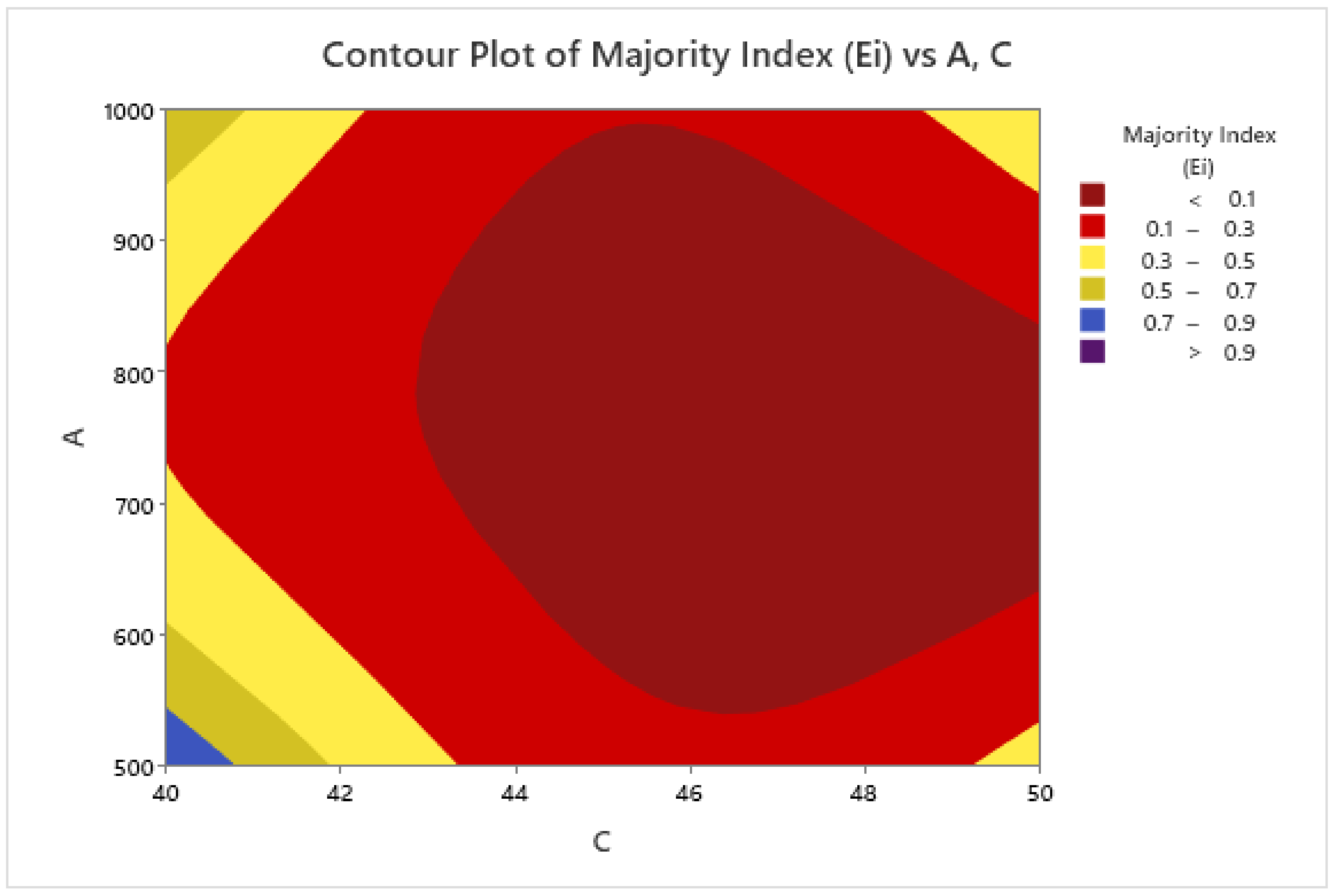
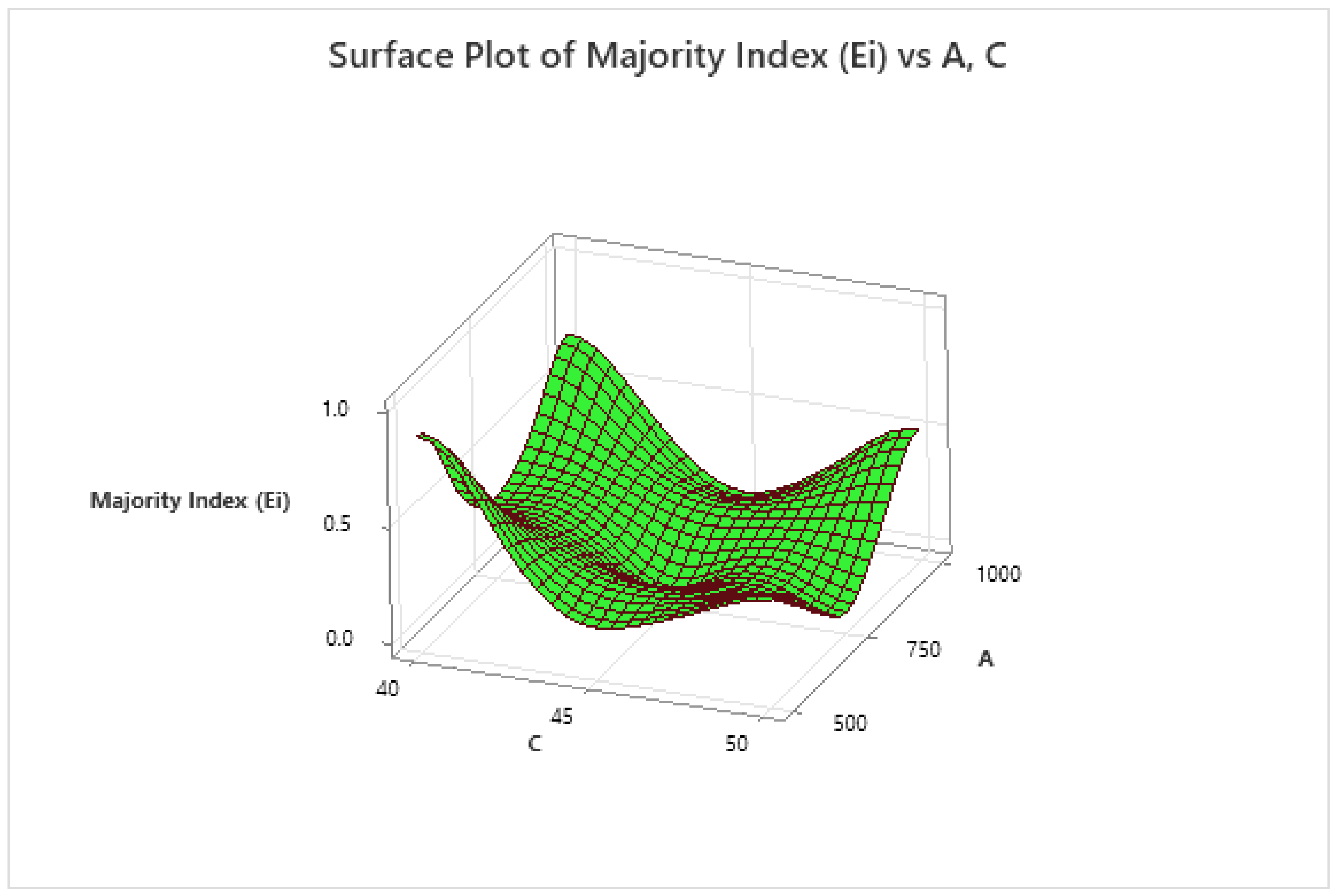
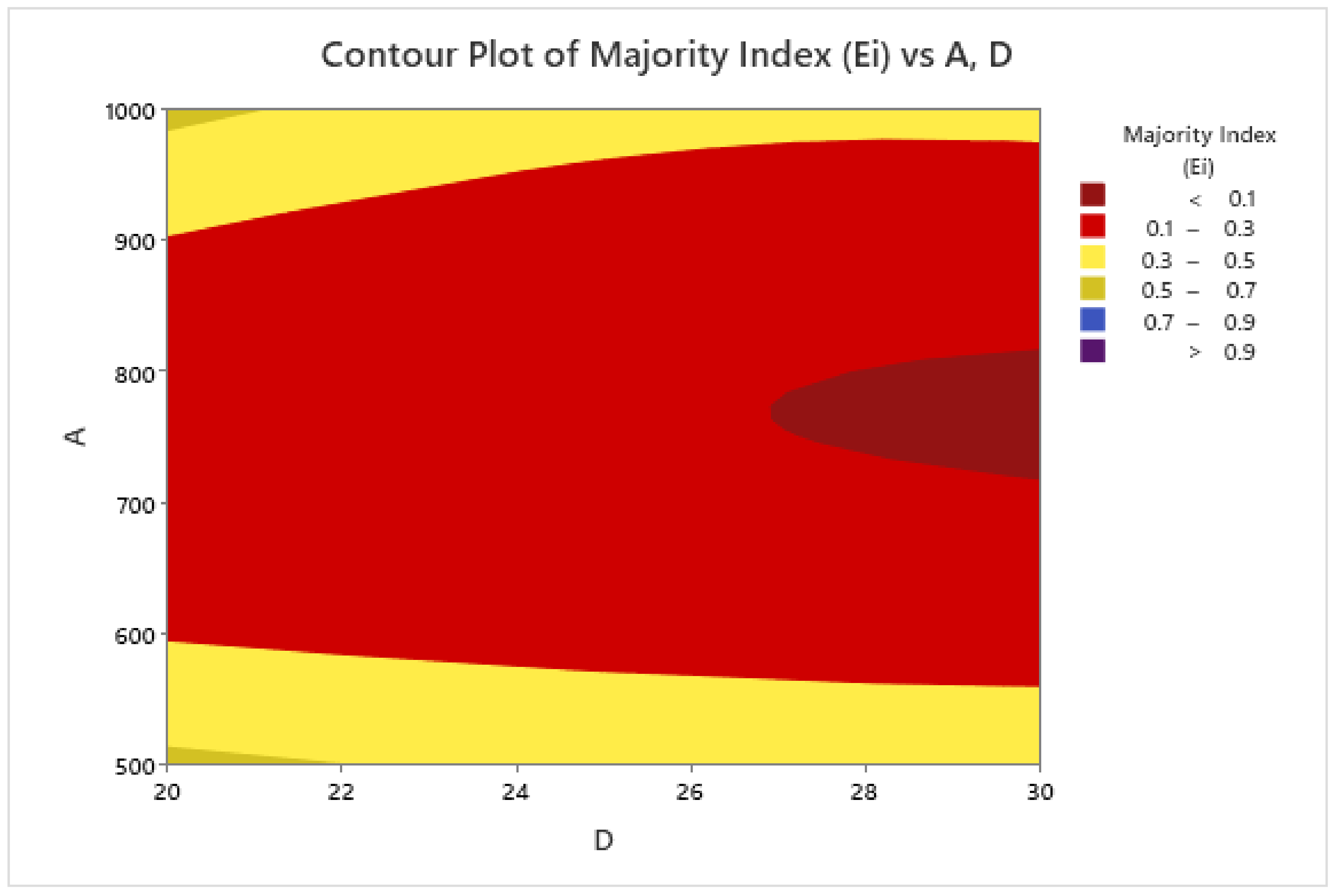
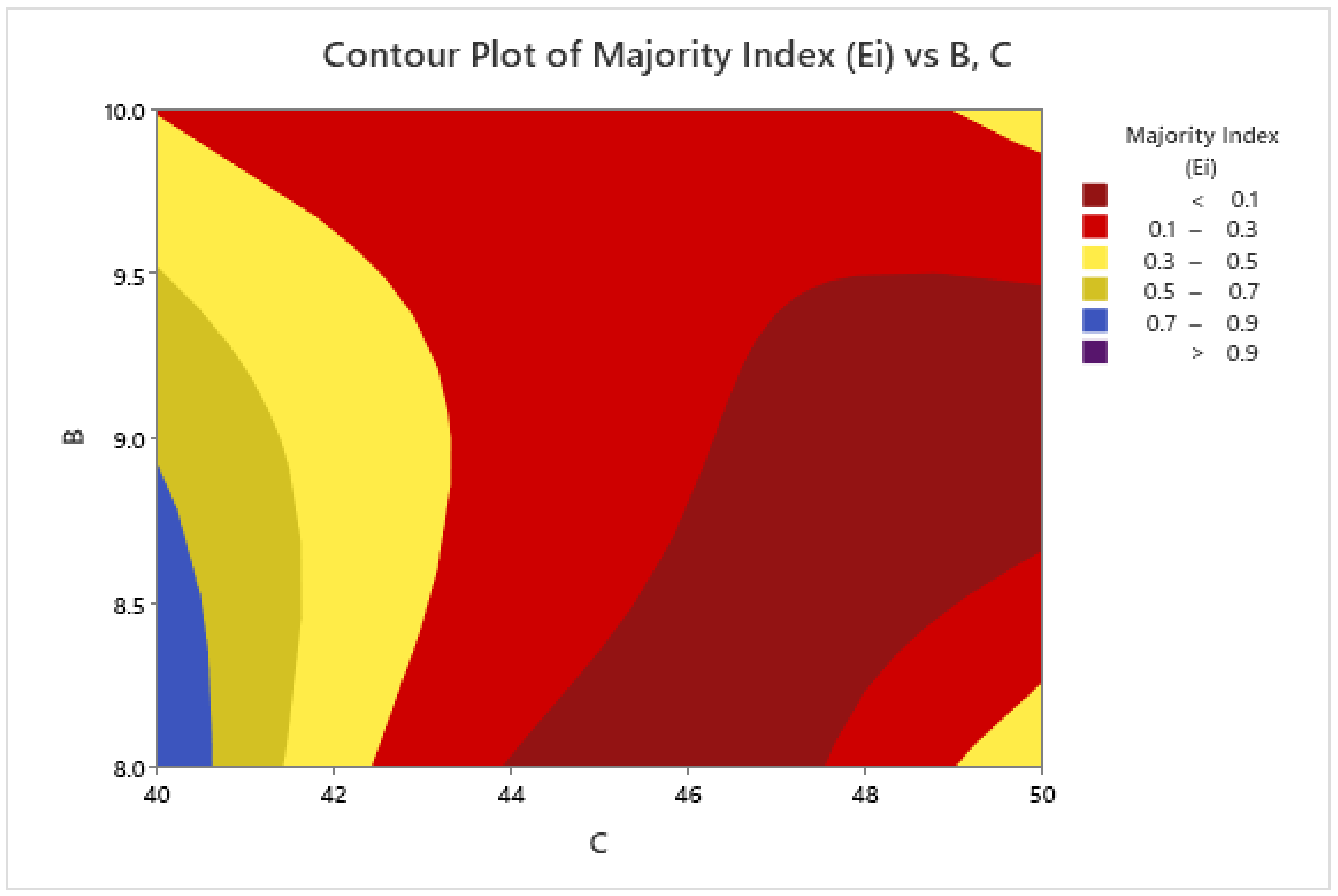
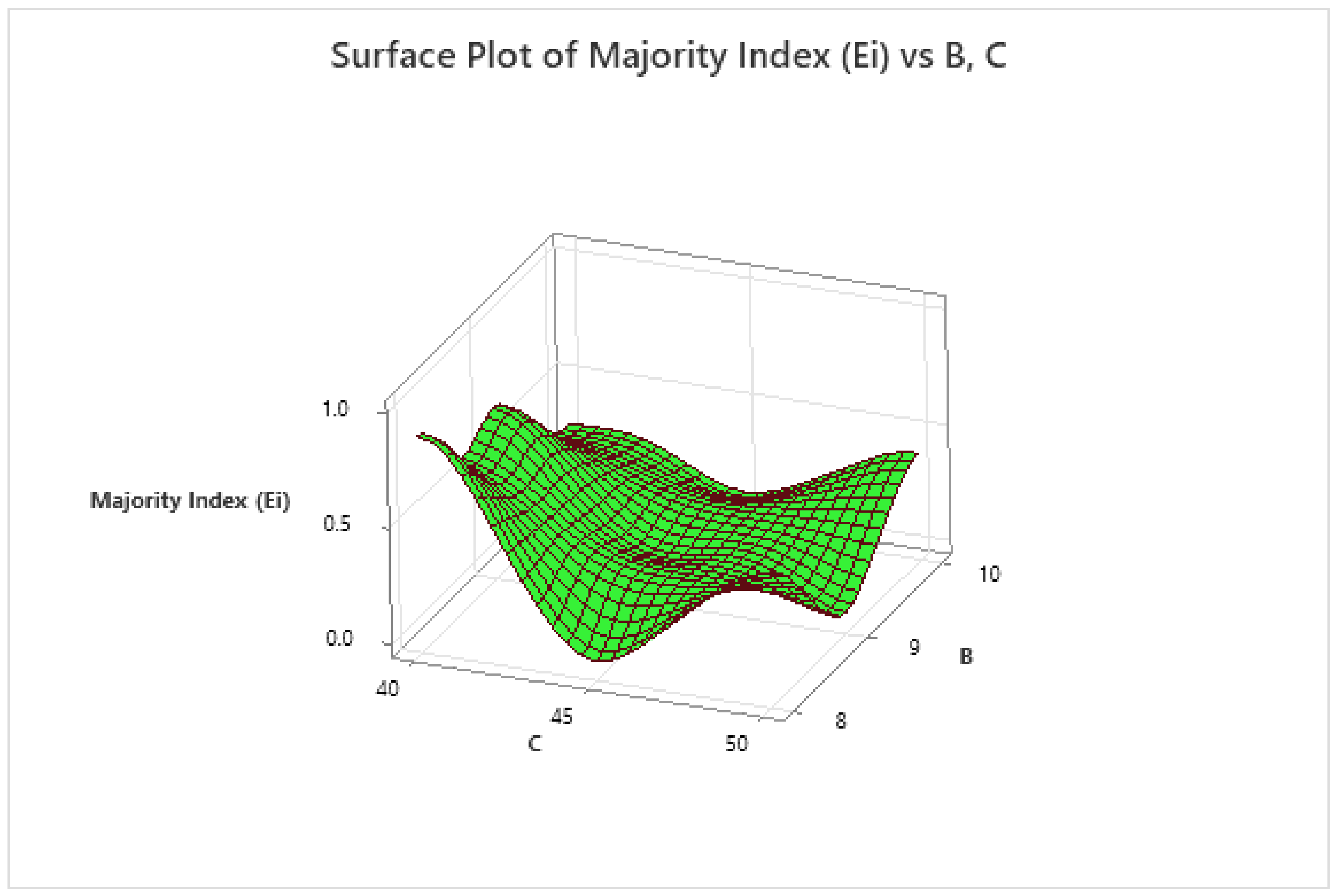
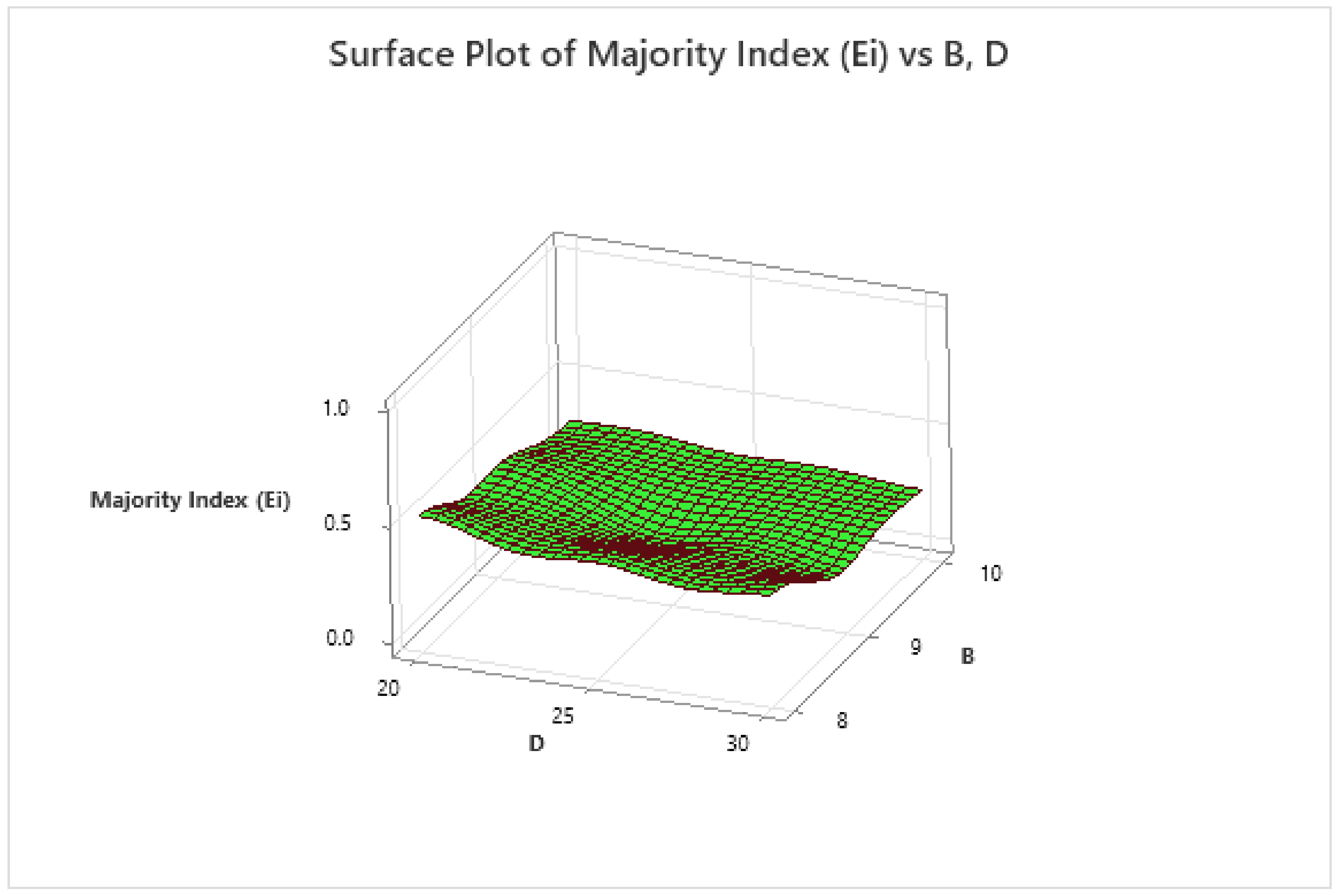
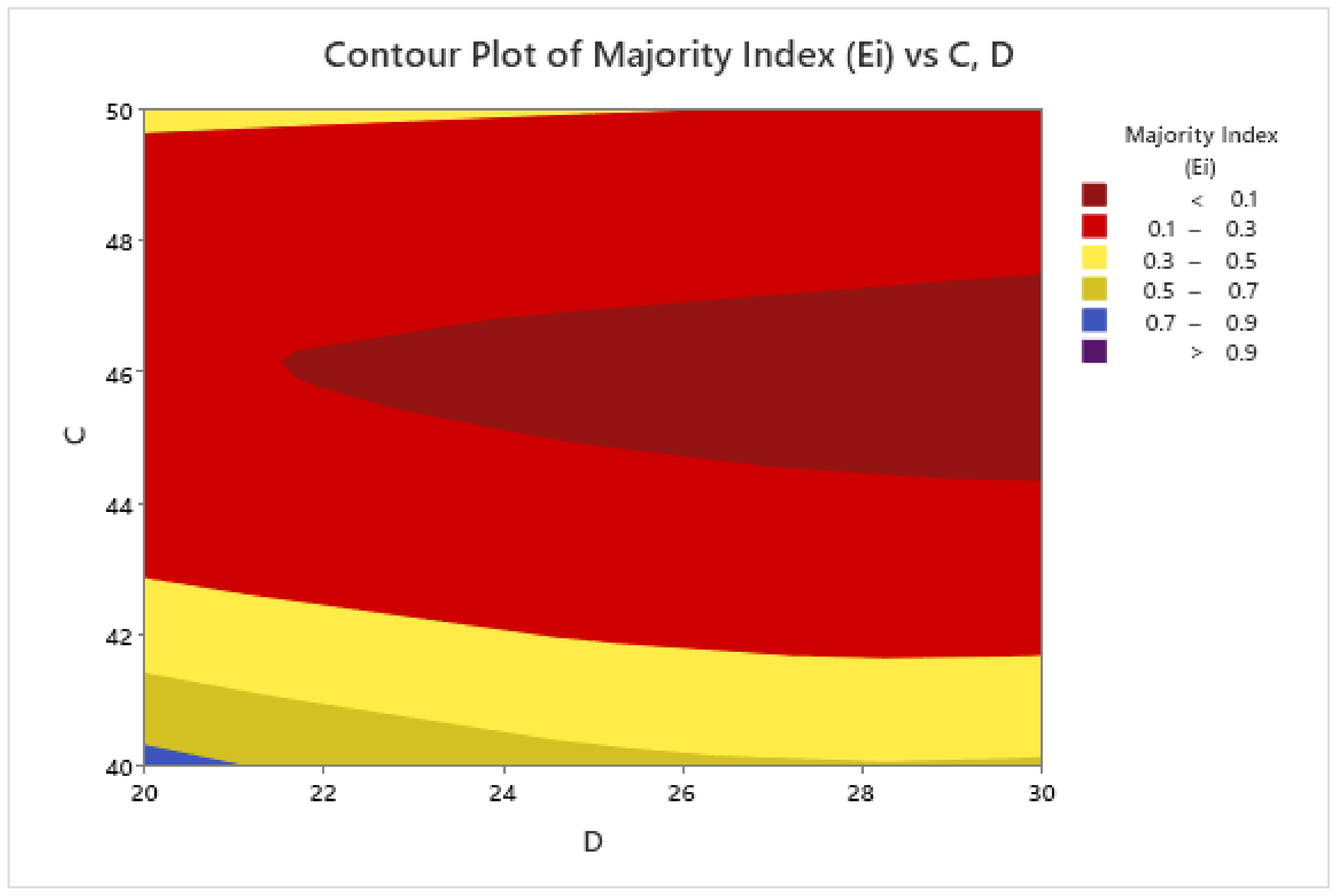
- The study reveals that the majority index (Ei) decreases during medium-level machining settings while increasing at lower-level settings, resulting in lower MRR and high surface roughness values. This phenomenon is also observed in surface plots, with the majority index decreasing in deeper areas and increasing in higher areas.
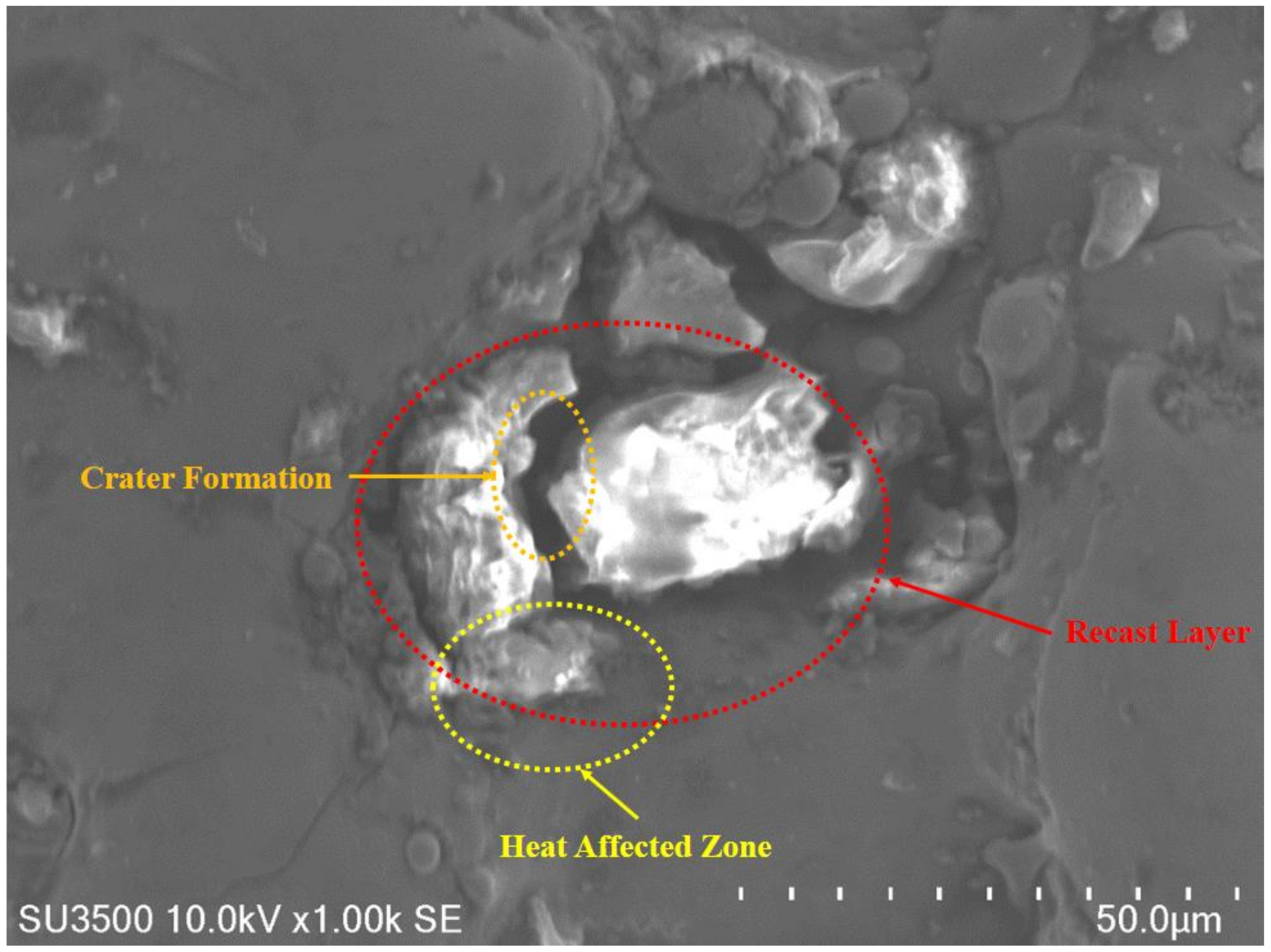
- The surface of Ti6Al4V is impacted by EDM using a copper tool. Small and large craters are present due to spark erosion, resulting from localized melting and vaporization. R12 has higher surface roughness than R1 due to irregular craters and molten metal droplets. The roughness can vary depending on EDM parameters, with higher discharge energy generally resulting in higher surface roughness.
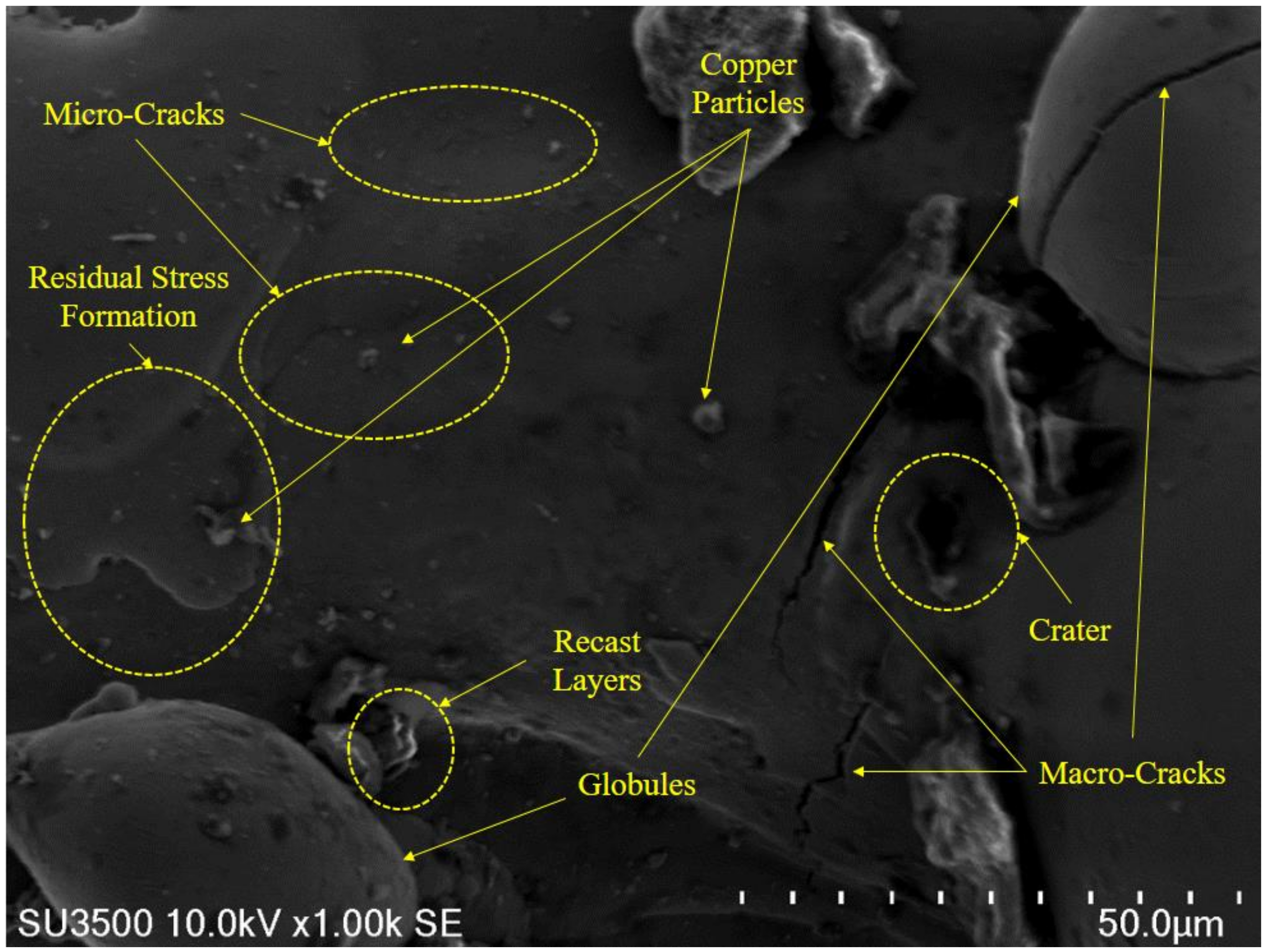
- SEM micrographs show the recast layer formed on the surface of molten material due to solidification. EDM settings affect the recast layer’s thickness, with thinner layers often due to decreased energy levels. Inhomogeneous heat flow, metallurgical transformations, and plastic deformation are often encouraged by EDM operation, leading to residual tension and surface cracking. A heat-affected zone beneath the recast layer undergoes structural changes and thermal pressures without melting.
- Surface morphology of EDMed Ti6Al-4V specimens with copper electrodes shows poor surface integrity, including fractures, microcracks, globules, pockmarks, and a white layer. The degree of surface imperfections varies depending on electrode material and spark energy input.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Paulson, D.M.; Saif, M.; Zishan, M. Optimization of Wire-EDM Process of Titanium Alloy-Grade 5 Using Taguchi’s Method and Grey Relational Analysis. Mater. Today Proc. 2023, 72, 144–153. [Google Scholar] [CrossRef]
- Suresh, S.; Jamil, M.A.; Sulaiman, S.; Shokor, M.R.M. Optimization of Electrode Material for EDM Die-Sinking of Titanium Alloy Grade 5—TI6AL4V. Int. J. Adv. Sci. Eng. Inf. Technol. 2016, 6, 534. [Google Scholar] [CrossRef]
- Bhaumik, M.; Maity, K. Effect of Different Tool Materials during EDM Performance of Titanium Grade 6 Alloy. Eng. Sci. Technol. Int. J. 2018, 21, 507–516. [Google Scholar] [CrossRef]
- Jain, A.; Pandey, A.K. Modeling and Optimizing of Different Quality Characteristics in Electrical Discharge Drilling of Titanium Alloy (Grade-5) Sheet. Mater. Today Proc. 2019, 18, 182–191. [Google Scholar] [CrossRef]
- Choudhary, R.; Kumar, A.; Yadav, G.; Yadav, R.; Kumar, V.; Akhtar, J. Analysis of Cryogenic Tool Wear during Electrical Discharge Machining of Titanium Alloy Grade 5. Mater. Today Proc. 2020, 26, 864–870. [Google Scholar] [CrossRef]
- Kushwaha, A.; Jadam, T.; Datta, S.; Masanta, M. Assessment of Surface Integrity during Electrical Discharge Machining of Titanium Grade 5 Alloys (TI-6AL-4V). Mater. Today Proc. 2019, 18, 2477–2485. [Google Scholar] [CrossRef]
- Madyira, D.M.; Akinlabi, E.T. Effects of wire electrical discharge machining on fracture toughness of grade 5 titanium alloy. In Proceedings of the World Congress on Engineering, London, UK, 2–4 July 2014. [Google Scholar]
- Sivam, S.P.; Michaelraj, A.L.; Kumar, S.S.; Prabhakaran, G.; Dinakaran, D.; Ilankumaran, V. Statistical Multi-Objective Optimization of Electrical Discharge Machining Parameters in Machining Titanium Grade 5 Alloy Using Graphite Electrode. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 228, 736–743. [Google Scholar] [CrossRef]
- Krishnaraj, V. Optimization of Process Parameters in Micro-EDM of TI-6AL-4V Alloy. J. Manuf. Sci. Prod. 2016, 16, 41–49. [Google Scholar] [CrossRef]
- Sivam, S.P.; Michaelraj, A.L.; Satish Kumar, S.; Varahamoorthy, R.; Dinakaran, D. Effects of Electrical Parameters, Its Interaction and Tool Geometry in Electric Discharge Machining of Titanium Grade 5 Alloy with Graphite Tool. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 227, 119–131. [Google Scholar] [CrossRef]
- Perumal, A.; Kailasanathan, C.; Stalin, B.; Rajkumar, P.R.; Gangadharan, T.; Venkatesan, G. Evaluation of EDM Process Parameters on Titanium Alloy through Taguchi Approach. Mater. Today Proc. 2021, 45, 2394–2400. [Google Scholar] [CrossRef]
- Kumar, R.; Roy, S.; Gunjan, P.; Sahoo, A.; Sarkar, D.D.; Das, R.K. Analysis of MRR and Surface Roughness in Machining TI-6AL-4V ELI Titanium Alloy Using EDM Process. Procedia Manuf. 2018, 20, 358–364. [Google Scholar] [CrossRef]
- Bhaumik, M.; Maity, K. Multi-response optimization of EDM parameters using grey relational analysis (GRA) for Ti-5Al-2.5 Sn titanium alloy. World J. Eng. 2021, 18, 50–57. [Google Scholar] [CrossRef]
- Singh, S.K.; Kumar, N. Optimizing the EDM parameters to improve the surface roughness of titanium alloy (Ti-6AL-4V). Int. J. Emerg. Sci. Eng. 2013, 1, 10–13. [Google Scholar]
- Verma, V.; Sajeevan, R. Multi Process Parameter Optimization of Diesinking EDM on Titanium Alloy (TI6AL4 V) Using Taguchi Approach. Mater. Today Proc. 2015, 2, 2581–2587. [Google Scholar] [CrossRef]
- Bhaumik, M.; Maity, K.; Mohapatra, K.D. Multi-Objective Optimization of Edm Process Parameters Using Rsm-Based Gra and Topsis Method for Grade 6 Titanium Alloy. Surf. Rev. Lett. 2021, 28, 2150062. [Google Scholar] [CrossRef]
- Meena, V.K.; Azad, M.S. Grey Relational Analysis of Micro-EDM Machining of TI-6AL-4V Alloy. Mater. Manuf. Process. 2012, 27, 973–977. [Google Scholar] [CrossRef]
- Mathai, V.; Dave, H.; Desai, K. Study on effect of process parameters on responses during planetary EDM of titanium grade 5 alloy. Int. J. Mod. Manuf. Technol. 2016, 8, 53–60. [Google Scholar]
- Mathai, V.J.; Dave, H.K.; Desai, K.P. Characterisation and modelling of tool electrode wear during planetary EDM of titanium grade 5 alloy. Int. J. Manuf. Technol. Manag. 2020, 34, 445–466. [Google Scholar] [CrossRef]
- Huu, P.N.; Duc, T.N.; Shirguppikar, S. Simultaneous Improvement of Z-Coordinate and Overcut in EDM of Titanium Grade 5 Alloy Using a Carbon-Coated Micro-Tool Electrode. Mod. Phys. Lett. B 2023, 37, 2340004. [Google Scholar] [CrossRef]
- Verma, V.; Sahu, R. Process Parameter Optimization of Die-Sinking EDM on Titanium Grade—V Alloy (Ti6Al4V) Using Full Factorial Design Approach. Mater. Today Proc. 2017, 4, 1893–1899. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K.; Littlefair, G.; Debnath, S.; Prakash, C.; Singh, M.A.; Marla, D.; Singh, R.K. Methods and variables in Electrical discharge machining of titanium alloy—A review. Heliyon 2020, 6, e05554. [Google Scholar] [CrossRef] [PubMed]
- Rahul, N.; Mishra, D.K.; Datta, S.; Masanta, M. Effects of Tool Electrode on EDM Performance of TI-6AL-4V. Silicon 2018, 10, 2263–2277. [Google Scholar] [CrossRef]
- Unses, E.; Cogun, C. Improvement of Electric Discharge Machining (EDM) Performance of Ti-6Al-4V Alloy with Added Graphite Powder to Dielectric. Stroj. Vestn. 2015, 61, 409–418. [Google Scholar] [CrossRef]
- Palanisamy, A.; Rekha, R.; Sivasankaran, S.; Narayanan, C.S. Multi-Objective Optimization of EDM Parameters Using Grey Relational Analysis for Titanium Alloy (TI–6AL–4V). Appl. Mech. Mater. 2014, 592–594, 540–544. [Google Scholar] [CrossRef]
- Karmiris-Obratański, P.; Papazoglou, E.L.; Leszczyńska-Madej, B.; Zagórski, K.; Markopoulos, A.P. A Comprehensive Study on Processing Ti–6Al–4V ELI with High Power EDM. Materials 2021, 14, 303. [Google Scholar] [CrossRef]
- Gangil, M.; Pradhan, M.K. Optimization the Machining Parameters by Using VIKOR Method during EDM Process of Titanium Alloy. Mater. Today Proc. 2018, 5, 7486–7495. [Google Scholar] [CrossRef]
- Balamurali, P.; Karthikeyan, S.; Anbuchezhiyan, G.; Pugazhenthi, R. Experimental Investigation and Optimization of Cryogenically Treated Titanium Grade-2 Alloy in Electrical Discharge Machining. In Recent Advances in Materials and Modern Manufacturing; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2022; pp. 107–119. [Google Scholar]
- Baroi, B.K.; Debnath, T.; Jagadish, N.; Patowari, P.K. Machinability Assessment of Titanium Grade 2 Alloy Using Deionized Water in EDM. Mater. Today Proc. 2020, 26, 2221–2225. [Google Scholar] [CrossRef]
- Khan, M.A.; Rahman, M.M.; Kadirgama, K. An experimental investigation on surface finish in die-sinking EDM of Ti-5Al-2.5 Sn. Int. J. Adv. Manuf. Technol. 2015, 77, 1727–1740. [Google Scholar] [CrossRef]
- Azad, M.S.; Puri, A.B. Simultaneous Optimisation of Multiple Performance Characteristics in Micro-EDM Drilling of Titanium Alloy. Int. J. Adv. Manuf. Technol. 2012, 61, 1231–1239. [Google Scholar] [CrossRef]
- Baroi, B.K.; Kar, S.; Patowari, P.K. Electric discharge machining of titanium grade 2 alloy and its parametric study. Mater. Today Proc. 2018, 5, 5004–5011. [Google Scholar] [CrossRef]
- Gupta, V.; Singh, B.; Mishra, R.K. Machining of titanium and titanium alloys by electric discharge machining process: A review. Int. J. Mach. Mach. Mater. 2020, 22, 99–121. [Google Scholar] [CrossRef]
- Kebede, A.W.; Patowari, P.K.; Sahoo, C.K. Machining Efficiency and Geometrical Accuracy on Micro-EDM Drilling of Titanium Alloy. Mater. Manuf. Process. 2024, 39, 1380–1395. [Google Scholar] [CrossRef]
- Asif, N.; Saleem, M.Q.; Farooq, M.U. Performance Evaluation of Surfactant Mixed Dielectric and Process Optimization for Electrical Discharge Machining of Titanium Alloy Ti6Al4V. CIRP J. Manuf. Sci. Technol. 2023, 43, 42–56. [Google Scholar] [CrossRef]
- Abdulaal, R.M.S.; Bafail, O.A. Two New Approaches (RAMS-RATMI) in Multi-Criteria Decision-Making Tactics. J. Math. 2022, 1–20. [Google Scholar] [CrossRef]
- Baraily, A.; Chatterjee, S.; Ghadai, R.K.; Das, P.P.; Chakraborty, S. Optimization of Hybrid Al-MMC Drilling Using a New RAMS-RATMI-Based Approach. IJIDEM 2023, 1–17. [Google Scholar] [CrossRef]
- Urošević, K.; Gligorić, Z.; Miljanović, I.; Beljić, Č.; Gligorić, M. Novel Methods in Multiple Criteria Decision-Making Process (MCRAT and RAPS)—Application in the Mining Industry. Mathematics 2021, 9, 1980. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Properties |
|---|---|
| Titanium (Ti): Balance | Ultimate tensile strength: ~950 MPa |
| Aluminum (Al): 6% | Yield strength: ~880 MPa |
| Vanadium (V): 4% | Elongation: ~14% |
| Iron (Fe): ≤0.25% | Modulus of elasticity: ~110 GPa |
| Oxygen (O): ≤0.20% | Density: ~4.43 g/cm3 |
| Carbon (C): ≤0.08% | Melting point: ~1660 °C |
| Nitrogen (N): ≤0.05% | Thermal conductivity: ~6.7 W/m K |
| Hydrogen (H): ≤0.015% | Coefficient of thermal expansion: ~8.6 × 10−6/°C |
| Bulk Modulus | 140 GPa |
| Density | 8.96 g/cm3 |
| Melting point | 1084.62 °C |
| Poisson ratio | 0.34 |
| Shear modulus | 48 GPa |
| Thermal conductivity | 401 W/m K |
| Thermal expansion | 16.5 µm/m K (at 25 °C) |
| Vickers hardness | 343–369 MPa |
| Young’s modulus | 110–128 GPa |
| Parameters | Coded Form | L1 | L2 | L3 |
|---|---|---|---|---|
| Pulse-on time (Ton), µs | A | 500 | 750 | 1000 |
| Duty cycle, % | B | 8 | 9 | 10 |
| Peak current, Amp | C | 40 | 45 | 50 |
| Voltage, V | D | 20 | 25 | 30 |
| Run No. | A (Pulse on Time (Ton), µs) | B (Duty Cycle, %) | C (Peak Current, Amp) | D (Voltage, V) | MRR mm3/ min | Depth of Cut, mm | Surface Roughness, µm | TWR mm3/ min |
|---|---|---|---|---|---|---|---|---|
| R1 | 500 | 8 | 40 | 20 | 5.48 | 0.087 | 9.07 | 0.000000223 |
| R2 | 500 | 8 | 40 | 25 | 5.30 | 0.084 | 8.97 | 0.00000111 |
| R3 | 500 | 8 | 40 | 30 | 5.20 | 0.083 | 8.72 | 0.00000223 |
| R4 | 500 | 9 | 45 | 20 | 2.37 | 0.038 | 9.24 | 0.00000223 |
| R5 | 500 | 9 | 45 | 25 | 2.20 | 0.035 | 9.14 | 0.00000446 |
| R6 | 500 | 9 | 45 | 30 | 2.09 | 0.033 | 8.89 | 0.00000223 |
| R7 | 500 | 10 | 50 | 20 | 3.49 | 0.056 | 10.33 | 0.00000223 |
| R8 | 500 | 10 | 50 | 25 | 3.31 | 0.053 | 10.24 | 0.00000223 |
| R9 | 500 | 10 | 50 | 30 | 3.21 | 0.051 | 9.99 | 0.00000223 |
| R10 | 750 | 8 | 45 | 20 | 1.60 | 0.026 | 7.66 | 0.00000223 |
| R11 | 750 | 8 | 45 | 25 | 1.43 | 0.023 | 7.57 | 0.00000223 |
| R12 | 750 | 8 | 45 | 30 | 1.32 | 0.021 | 7.32 | 0.00000223 |
| R13 | 750 | 9 | 50 | 20 | 1.71 | 0.027 | 11.53 | 0.00000111 |
| R14 | 750 | 9 | 50 | 25 | 1.53 | 0.024 | 11.43 | 0.00000111 |
| R15 | 750 | 9 | 50 | 30 | 1.43 | 0.023 | 11.18 | 0.00000111 |
| R16 | 750 | 10 | 40 | 20 | 2.89 | 0.046 | 8.65 | 0.00000111 |
| R17 | 750 | 10 | 40 | 25 | 2.72 | 0.043 | 8.55 | 0.00000111 |
| R18 | 750 | 10 | 40 | 30 | 2.61 | 0.042 | 8.31 | 0.00000223 |
| R19 | 1000 | 8 | 50 | 20 | 3.94 | 0.063 | 9.89 | 0.00000111 |
| R20 | 1000 | 8 | 50 | 25 | 3.77 | 0.060 | 9.79 | 0.00000111 |
| R21 | 1000 | 8 | 50 | 30 | 3.66 | 0.058 | 9.55 | 0.00000223 |
| R22 | 1000 | 9 | 40 | 20 | 4.11 | 0.066 | 9.78 | 0.000000111 |
| R23 | 1000 | 9 | 40 | 25 | 3.94 | 0.063 | 9.69 | 0.00000111 |
| R24 | 1000 | 9 | 40 | 30 | 3.84 | 0.061 | 9.44 | 0.00000223 |
| R25 | 1000 | 10 | 45 | 20 | 2.02 | 0.032 | 7.19 | 0.00000334 |
| R26 | 1000 | 10 | 45 | 25 | 1.85 | 0.029 | 7.09 | 0.00000223 |
| R27 | 1000 | 10 | 45 | 30 | 1.74 | 0.028 | 6.84 | 0.00000223 |
| Run No. | MRR | Depth of Cut | Surface Roughness | TWR |
|---|---|---|---|---|
| R1 | 0.2921 | 0.0325 | 0.0031 | 0.0406 |
| R2 | 0.2739 | 0.0304 | 0.0032 | 0.0016 |
| R3 | 0.2631 | 0.0292 | 0.0033 | 0.0004 |
| R4 | 0.0548 | 0.0061 | 0.0030 | 0.0004 |
| R5 | 0.0470 | 0.0052 | 0.0030 | 0.0001 |
| R6 | 0.0426 | 0.0047 | 0.0032 | 0.0004 |
| R7 | 0.1185 | 0.0132 | 0.0024 | 0.0004 |
| R8 | 0.1070 | 0.0119 | 0.0024 | 0.0004 |
| R9 | 0.1003 | 0.0112 | 0.0025 | 0.0004 |
| R10 | 0.0250 | 0.0028 | 0.0043 | 0.0004 |
| R11 | 0.0199 | 0.0022 | 0.0044 | 0.0004 |
| R12 | 0.0170 | 0.0019 | 0.0047 | 0.0004 |
| R13 | 0.0284 | 0.0032 | 0.0019 | 0.0016 |
| R14 | 0.0229 | 0.0026 | 0.0019 | 0.0016 |
| R15 | 0.0199 | 0.0022 | 0.0020 | 0.0016 |
| R16 | 0.0814 | 0.0091 | 0.0034 | 0.0016 |
| R17 | 0.0719 | 0.0080 | 0.0035 | 0.0016 |
| R18 | 0.0665 | 0.0074 | 0.0037 | 0.0004 |
| R19 | 0.1513 | 0.0168 | 0.0026 | 0.0016 |
| R20 | 0.1383 | 0.0154 | 0.0026 | 0.0016 |
| R21 | 0.1306 | 0.0145 | 0.0028 | 0.0004 |
| R22 | 0.1649 | 0.0183 | 0.0026 | 0.1639 |
| R23 | 0.1513 | 0.0168 | 0.0027 | 0.0016 |
| R24 | 0.1433 | 0.0159 | 0.0028 | 0.0004 |
| R25 | 0.0397 | 0.0044 | 0.0049 | 0.0002 |
| R26 | 0.0332 | 0.0037 | 0.0050 | 0.0004 |
| R27 | 0.0295 | 0.0033 | 0.0054 | 0.0004 |
| Run No. | Uik | Uih | MCRAT | RAMS | RATMI | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T11 | T22 | t(Ti) | Rank | Mi | MSi | Rank | t(Ti) | MSi | Ei | Rank | |||
| R1 | 0.5697 | 0.2090 | 0.3246 | 0.0860 | 0.4106 | 2 | 0.3034 | 0.8635 | 1 | 0.4106 | 0.8635 | 0.9981 | 1 |
| R2 | 0.5517 | 0.0692 | 0.3143 | 0.0285 | 0.3428 | 3 | 0.2780 | 0.7912 | 3 | 0.3428 | 0.7912 | 0.8302 | 3 |
| R3 | 0.5407 | 0.0612 | 0.3081 | 0.0252 | 0.3332 | 4 | 0.2721 | 0.7743 | 4 | 0.3332 | 0.7743 | 0.8014 | 4 |
| R4 | 0.2467 | 0.0581 | 0.1405 | 0.0239 | 0.1645 | 16 | 0.1267 | 0.3606 | 16 | 0.1645 | 0.3606 | 0.2019 | 16 |
| R5 | 0.2286 | 0.0560 | 0.1303 | 0.0230 | 0.1533 | 17 | 0.1177 | 0.3349 | 17 | 0.1533 | 0.3349 | 0.1635 | 17 |
| R6 | 0.2177 | 0.0601 | 0.1240 | 0.0247 | 0.1487 | 19 | 0.1129 | 0.3213 | 18 | 0.1487 | 0.3213 | 0.1454 | 18 |
| R7 | 0.3628 | 0.0527 | 0.2067 | 0.0217 | 0.2284 | 10 | 0.1833 | 0.5217 | 10 | 0.2284 | 0.5217 | 0.4324 | 10 |
| R8 | 0.3448 | 0.0531 | 0.1965 | 0.0219 | 0.2183 | 11 | 0.1744 | 0.4964 | 11 | 0.2183 | 0.4964 | 0.3961 | 11 |
| R9 | 0.3338 | 0.0543 | 0.1902 | 0.0223 | 0.2125 | 12 | 0.1691 | 0.4813 | 12 | 0.2125 | 0.4813 | 0.3748 | 12 |
| R10 | 0.1666 | 0.0687 | 0.0949 | 0.0283 | 0.1232 | 23 | 0.0901 | 0.2564 | 23 | 0.1232 | 0.2564 | 0.0529 | 23 |
| R11 | 0.1486 | 0.0695 | 0.0846 | 0.0286 | 0.1132 | 25 | 0.0820 | 0.2334 | 25 | 0.1132 | 0.2334 | 0.0186 | 25 |
| R12 | 0.1376 | 0.0717 | 0.0784 | 0.0295 | 0.1079 | 27 | 0.0776 | 0.2208 | 27 | 0.1079 | 0.2208 | 0.0010 | 27 |
| R13 | 0.1776 | 0.0596 | 0.1012 | 0.0245 | 0.1257 | 22 | 0.0936 | 0.2665 | 22 | 0.1257 | 0.2665 | 0.0649 | 22 |
| R14 | 0.1595 | 0.0598 | 0.0909 | 0.0246 | 0.1155 | 24 | 0.0852 | 0.2424 | 24 | 0.1155 | 0.2424 | 0.0294 | 24 |
| R15 | 0.1486 | 0.0606 | 0.0846 | 0.0249 | 0.1096 | 26 | 0.0802 | 0.2283 | 26 | 0.1096 | 0.2283 | 0.0086 | 26 |
| R16 | 0.3008 | 0.0709 | 0.1714 | 0.0292 | 0.2006 | 13 | 0.1545 | 0.4398 | 13 | 0.2006 | 0.4398 | 0.3228 | 13 |
| R17 | 0.2828 | 0.0714 | 0.1611 | 0.0294 | 0.1905 | 14 | 0.1458 | 0.4150 | 14 | 0.1905 | 0.4150 | 0.2870 | 14 |
| R18 | 0.2718 | 0.0639 | 0.1549 | 0.0263 | 0.1811 | 15 | 0.1396 | 0.3973 | 15 | 0.1811 | 0.3973 | 0.2578 | 15 |
| R19 | 0.4100 | 0.0650 | 0.2336 | 0.0268 | 0.2604 | 6 | 0.2076 | 0.5907 | 6 | 0.2604 | 0.5907 | 0.5386 | 6 |
| R20 | 0.3920 | 0.0654 | 0.2233 | 0.0269 | 0.2502 | 8 | 0.1987 | 0.5655 | 8 | 0.2502 | 0.5655 | 0.5023 | 8 |
| R21 | 0.3810 | 0.0565 | 0.2171 | 0.0232 | 0.2403 | 9 | 0.1926 | 0.5480 | 9 | 0.2403 | 0.5480 | 0.4725 | 9 |
| R22 | 0.4281 | 0.4081 | 0.2439 | 0.1679 | 0.4118 | 1 | 0.2957 | 0.8415 | 2 | 0.4118 | 0.8415 | 0.9829 | 2 |
| R23 | 0.4100 | 0.0659 | 0.2336 | 0.0271 | 0.2607 | 5 | 0.2076 | 0.5909 | 5 | 0.2607 | 0.5909 | 0.5394 | 5 |
| R24 | 0.3990 | 0.0570 | 0.2274 | 0.0235 | 0.2508 | 7 | 0.2015 | 0.5736 | 7 | 0.2508 | 0.5736 | 0.5096 | 7 |
| R25 | 0.2102 | 0.0713 | 0.1197 | 0.0294 | 0.1491 | 18 | 0.1110 | 0.3158 | 19 | 0.1491 | 0.3158 | 0.1418 | 19 |
| R26 | 0.1921 | 0.0738 | 0.1095 | 0.0304 | 0.1398 | 20 | 0.1029 | 0.2929 | 20 | 0.1398 | 0.2929 | 0.1087 | 20 |
| R27 | 0.1812 | 0.0763 | 0.1032 | 0.0314 | 0.1346 | 21 | 0.0983 | 0.2797 | 21 | 0.1346 | 0.2797 | 0.0898 | 21 |
| Qk | 0.5697 | ||||||||||||
| Qh | 0.4115 | ||||||||||||
| Factors | DoF | Adj SS | % Contribution | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Ton, A | 2 | 0.71058 | 30.89 | 0.355289 | 56.67 | 0.000 |
| Duty cycle, B | 2 | 0.21391 | 9.30 | 0.106957 | 17.06 | 0.000 |
| Peak current, C | 2 | 1.19068 | 51.77 | 0.595339 | 94.97 | 0.000 |
| Voltage, D | 2 | 0.07200 | 3.13 | 0.035998 | 5.74 | 0.012 |
| Error | 18 | 0.11284 | 4.91 | 0.006269 | ||
| Total | 26 | 2.30001 | ||||
| R-sq | 95.09% | R-sq(adj) | 92.91% | R-sq(pred) | 88.96% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samantra, C.; Barua, A.; Pradhan, S.; Kumari, K.; Pallavi, P. Parametric Investigation of Die-Sinking EDM of Ti6Al4V Using the Hybrid Taguchi-RAMS-RATMI Method. Appl. Sci. 2024, 14, 7139. https://doi.org/10.3390/app14167139
Samantra C, Barua A, Pradhan S, Kumari K, Pallavi P. Parametric Investigation of Die-Sinking EDM of Ti6Al4V Using the Hybrid Taguchi-RAMS-RATMI Method. Applied Sciences. 2024; 14(16):7139. https://doi.org/10.3390/app14167139
Chicago/Turabian StyleSamantra, Chitrasen, Abhishek Barua, Swastik Pradhan, Kanchan Kumari, and Pooja Pallavi. 2024. "Parametric Investigation of Die-Sinking EDM of Ti6Al4V Using the Hybrid Taguchi-RAMS-RATMI Method" Applied Sciences 14, no. 16: 7139. https://doi.org/10.3390/app14167139
APA StyleSamantra, C., Barua, A., Pradhan, S., Kumari, K., & Pallavi, P. (2024). Parametric Investigation of Die-Sinking EDM of Ti6Al4V Using the Hybrid Taguchi-RAMS-RATMI Method. Applied Sciences, 14(16), 7139. https://doi.org/10.3390/app14167139