
Automatic Optimization System for Heat Source Layout of Multi-Chip Components Based on Multi-Software Integration

Abstract
1. Introduction
2. Automatic Optimization System Framework
2.1. Multi-Software Integration Framework Based on DOS Command
2.2. Automatic Optimization Module Based on NSGA-II Algorithm
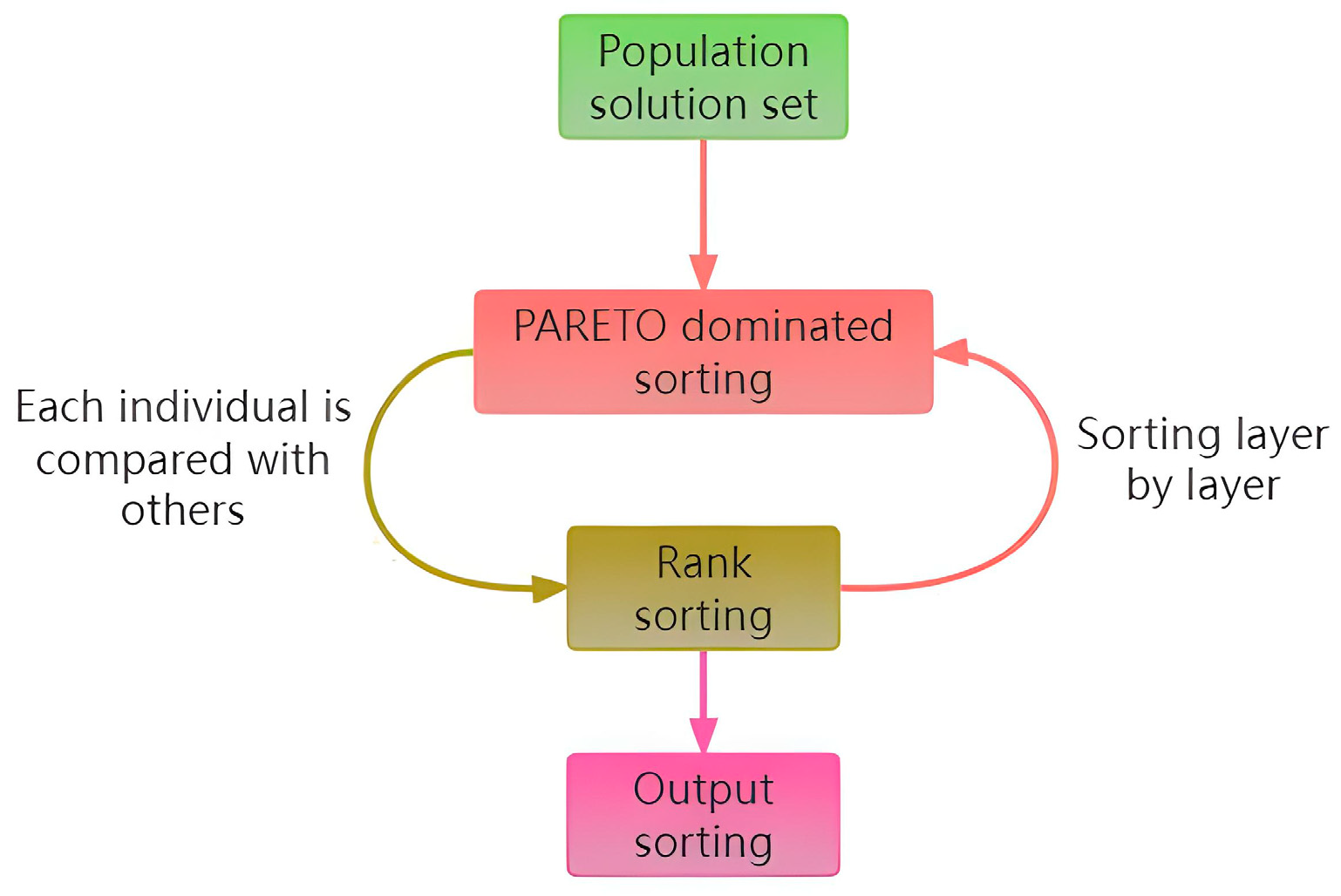
2.2.1. Fast Non-Dominated Sorting
2.2.2. Elitist Preservation Strategy
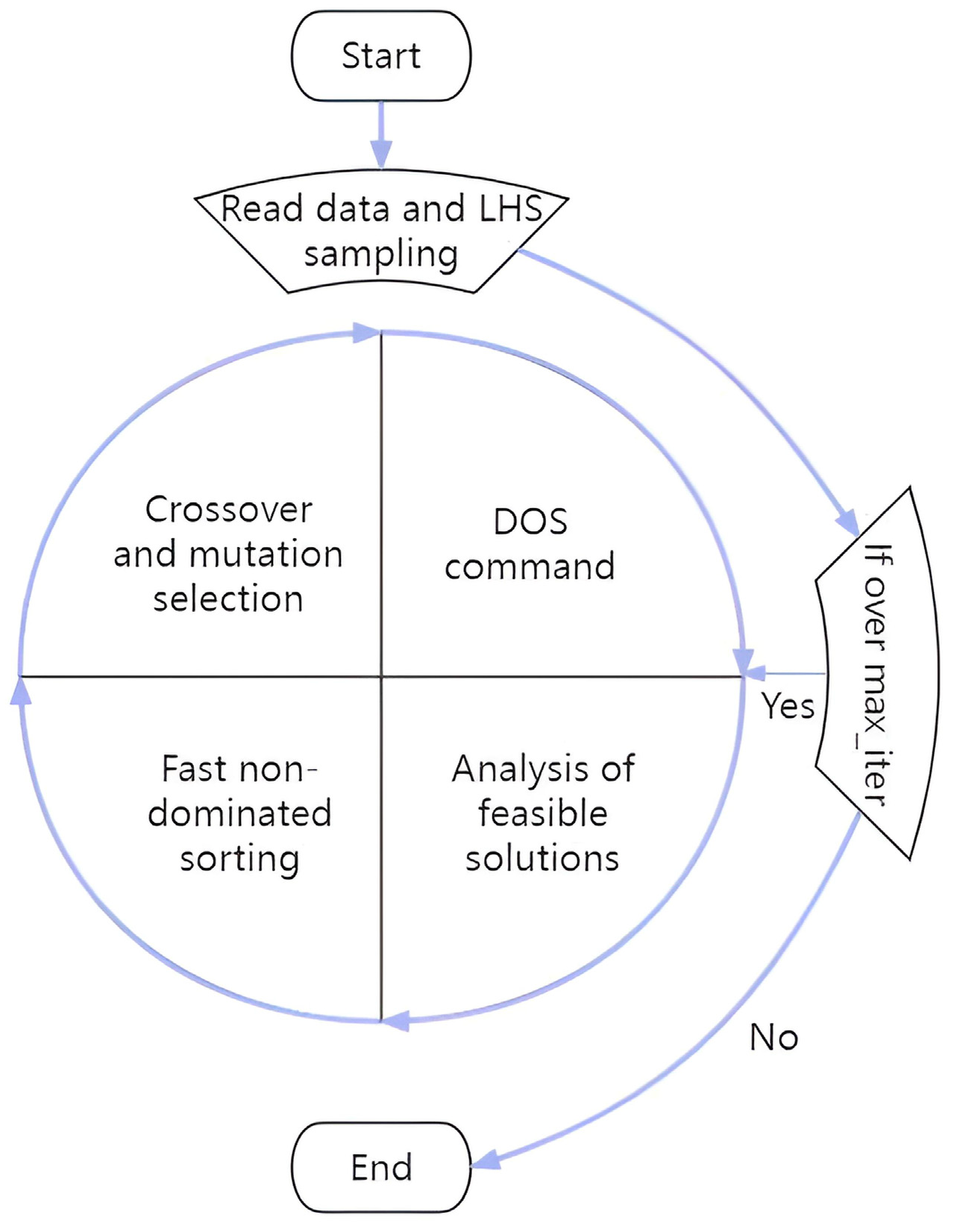
2.2.3. Build Automatic Optimization Module
3. Application of Automatic Optimization System
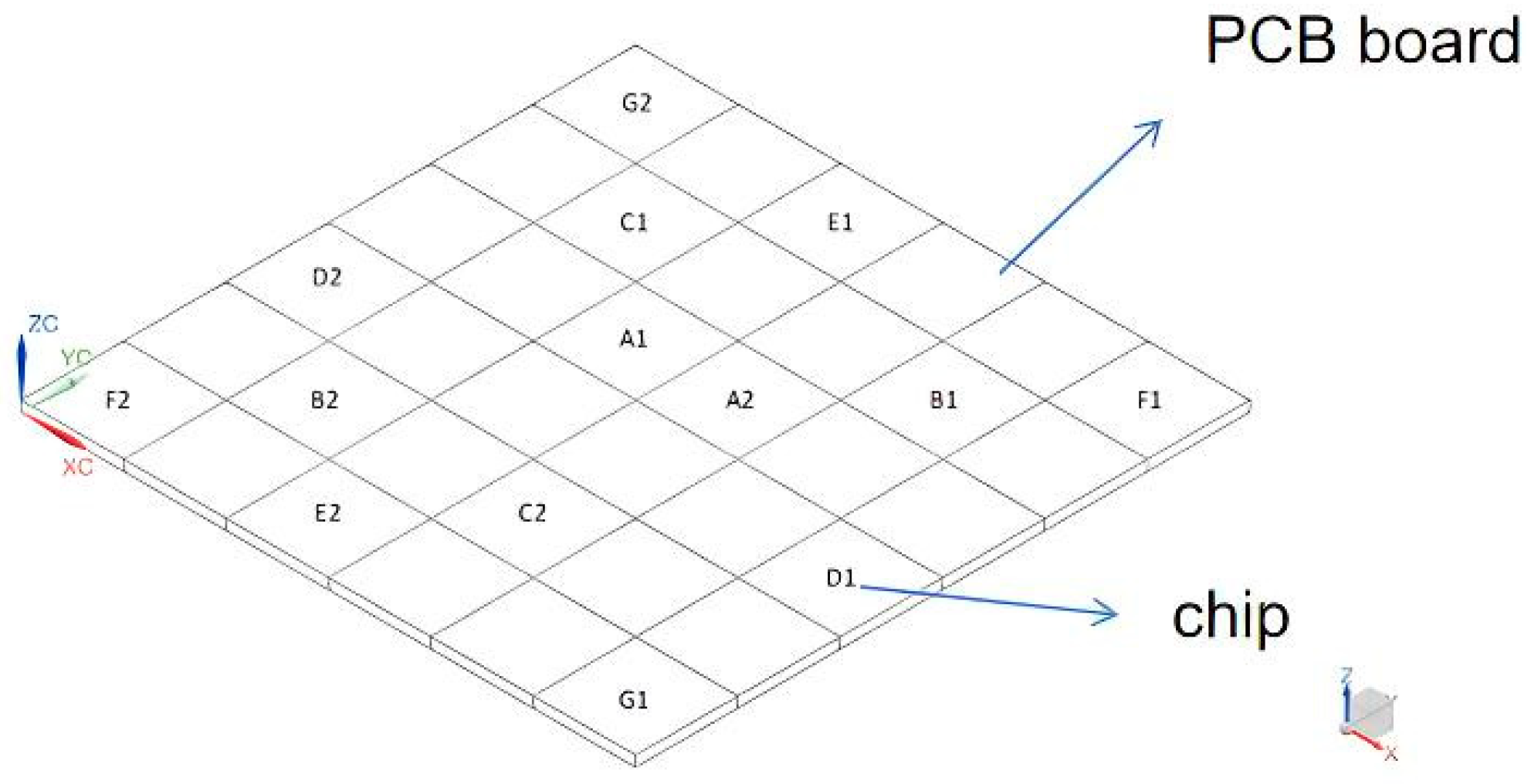
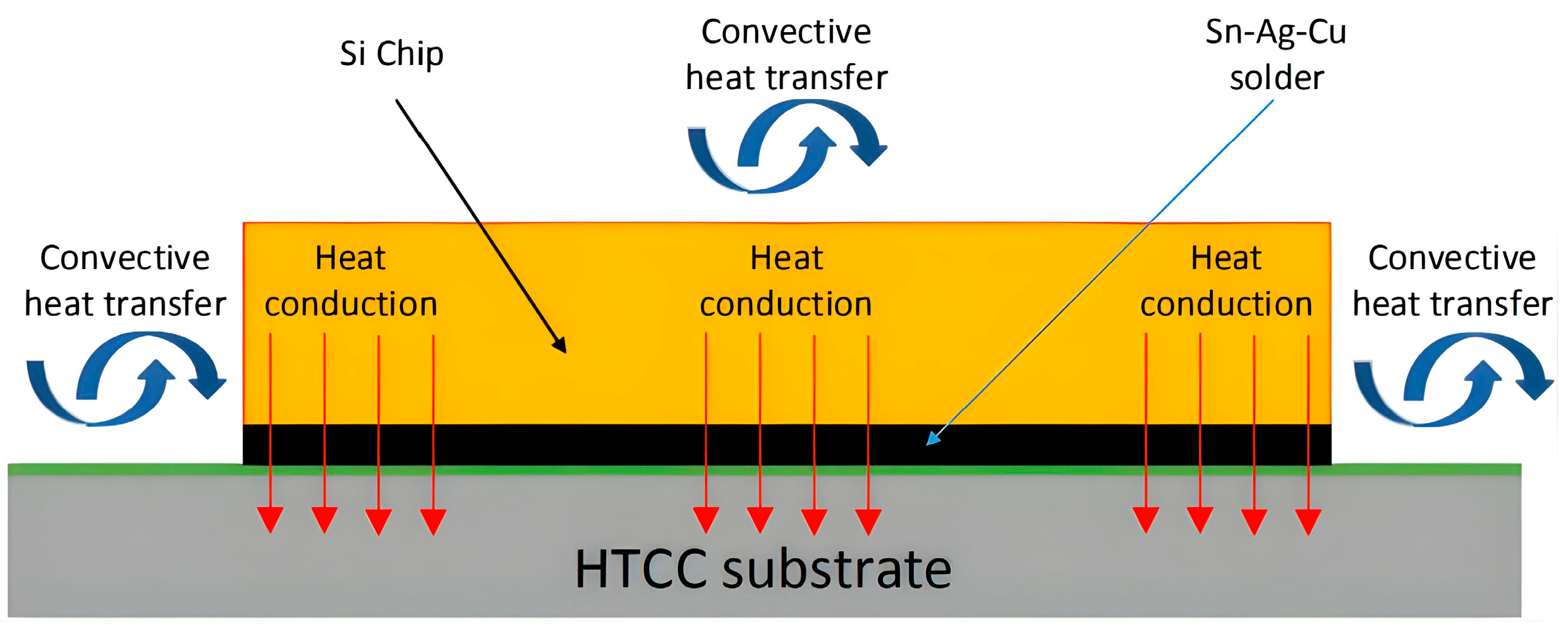
3.1. MCM Thermal Model
3.2. Build MCM Optimization Equation
3.3. Sample Input Space Based on Latin Hypercube Sampling
3.4. Build Automatic Optimization System Framework
4. Simulation Result
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fukunaga, S.; Funaki, T. Thermal Decouple Design of Multichip SiC Power Module With Thermal Anisotropic Graphite. IEEE Trans. Compon. Packag. Manuf. Technol. 2021, 11, 778–784. [Google Scholar] [CrossRef]
- Meng, X.; Wang, G.; Cao, H.; Gao, S.; Cheng, J. Temperature estimation of high temperature data acquisition multichip module for oil field apparatus. In Proceedings of the 2016 15th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Las Vegas, NV, USA, 31 May–3 June 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 218–222. [Google Scholar]
- Al Razi, I.; Huitink, D.R.; Peng, Y. Power Synth-Guided Reliability Optimization of Multi-Chip Power Module. In Proceedings of the 2021 IEEE Applied Power Electronics Conference and Exposition (APEC), Phoenix, AZ, USA, 14–17 June 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 1516–1523. [Google Scholar]
- Emon, A.I.; Carlton, H.; Harris, J.; Krone, A.; Mirza, A.; Hassan, M.; Yuan, Z.; Huitink, D.; Luo, F. Design and Optimization of 650V/60A Double-Sided Cooled Multichip GaN Module. In Proceedings of the 2021 IEEE Applied Power Electronics Conference and Exposition (APEC), Phoenix, AZ, USA, 14–17 June 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 2313–2317. [Google Scholar]
- Fabis, P.M.; Shum, D.; Windischmann, H. Thermal modeling of diamond-based power electronics packaging. In Proceedings of the Fifteenth Annual IEEE Semiconductor Thermal Measurement and Management Symposium (Cat. No. 99CH36306), San Diego, CA, USA, 9–11 March 1999; IEEE: Piscataway, NJ, USA, 1999; pp. 98–104. [Google Scholar]
- Li, H.; Liao, X.; Li, Y.; Liu, S.; Hu, Y.; Zeng, Z.; Ran, L. Improved thermal couple impedance model and thermal analysis of multi-chip paralleled IGBT module. In Proceedings of the 2015 IEEE Energy Conversion Congress and Exposition (ECCE), Montreal, QC, Canada, 20–24 September 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 3748–3753. [Google Scholar]
- Chen, K.; Xing, J.; Wang, S.; Song, M. Heat source layout optimization in two-dimensional heat conduction using simulated annealing method. Int. J. Heat Mass Transf. 2017, 108, 210–219. [Google Scholar] [CrossRef]
- Ning, Y.; Jie, Y.; Ye, T. Thermal Chips Layout Method in MCM Based on an Improved Particle Swarm Algorithm. In Proceedings of the 2019 Chinese Control And Decision Conference (CCDC), Nanchang, China, 3–5 June 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 537–541. [Google Scholar]
- Yang, J.; Ye, N.; Shen, H.; Ye, D.; Zheng, W.; Di, J. A Novel Optimization Algorithm for Thermal Design of MCMs. In Proceedings of the 2020 Chinese Control And Decision Conference (CCDC), Hefei, China, 22–24 August 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 1567–1570. [Google Scholar]
- Lopez-Villegas, J.M.; Samitier, J.; Cané, C.; Losantos, P.; Bausells, J. Improvement of the quality factor of RF integrated inductors by layout optimization. IEEE Trans. Microw. Theory Tech. 2000, 48, 76–83. [Google Scholar] [CrossRef]
- Chen, X.; Chen, X.; Zhou, W.; Zhang, J.; Yao, W. The heat source layout optimization using deep learning surrogate modeling. Struct. Multidiscip. Optim. 2020, 62, 3127–3148. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, J.; Zhang, X.; Zhou, W. A deep learning-based method for heat source layout inverse design. IEEE Access 2020, 8, 140038–140053. [Google Scholar] [CrossRef]
- Qian, C.; Tan, R.K.; Ye, W. An adaptive artificial neural network-based generative design method for layout designs. Int. J. Heat Mass Transf. 2022, 184, 122313. [Google Scholar] [CrossRef]
- Cuco, A.P.C. Development of a Multi Objective Methodology for Layout Optimization of Equipment in Artificial Satellites. Master’s Thesis, National Institute for Space Research (INPE), Sao Jose dos Campos, Brazilo, 2011. [Google Scholar]
- Chang, Y.K.; Hwang, K.L.; Kang, S.J. SEDT (System Engineering Design Tool) development and its application to small satellite conceptual design. Acta Astronaut. 2007, 61, 676–690. [Google Scholar] [CrossRef]
- Li, Z.; Zeng, Y.; Wang, Y.; Wang, L.; Song, B. A hybrid multi-mechanism optimization approach for the payload packing design of a satellite module. Appl. Soft Comput. 2016, 45, 11–26. [Google Scholar] [CrossRef]
- Xiong, Y.; Guo, L.; Yang, Y.; Wang, H. Intelligent sensitivity analysis framework based on machine learning for spacecraft thermal design. Aerosp. Sci. Technol. 2021, 118, 106927. [Google Scholar] [CrossRef]
- Deb, K.; Agrawal, S.; Pratap, A.; Meyarivan, T. A Fast Elitist Non-dominated Sorting Genetic Algorithm for Multi-objective Optimization: NSGA-II. In Proceedings of the International Conference on Parallel Problem Solving from Nature, Leiden, The Netherlands, 5–9 September 2000; Springer: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- Van Veldhuizen, D.A.; Lamont, G.B. Evolutionary computation and convergence to a pareto front. In Proceedings of the Late Breaking Papers at the Genetic Programming 1998 Conference, Madison, WI, USA, 22–25 July 1998; pp. 221–228. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Module | Unit [mm] |
|---|---|
| Substrate | |
| Element |
| Module | Material | ||||
|---|---|---|---|---|---|
| Substrate | 2000 | 18 | 840 | 3.5 | |
| Sintered W | 20 | 173 | 130 | 19.25 | |
| Gold-boardd | 0.5 | 317 | 130 | 19.3 | |
| Chip | Silicon | 300 | 139 | 703 | 2.32 |
| Bonded material | Sn-Ag-Cu | 50 | 78 | 76 | 7.4 |
| Air | Air | - | 0.027 | 1006 | 1.205 |
| Chip | Power [W] | Chip | Power [W] |
|---|---|---|---|
| A1, A2 | 0.1 | E1, E2 | 0.5 |
| B1, B2 | 0.2 | F1, F2 | 0.6 |
| C1, C2 | 0.3 | G1, G2 | 0.7 |
| D1, D2 | 0.4 | - | - |
| Option | Value |
|---|---|
| Population size | 40 |
| Number of generations | 40 |
| Crossover probability | 0.9 |
| Crossover distribution index | 10.0 |
| Mutation distribution index | 20.0 |
| Max fail runs | 5 |
| Failed run penalty value | 1.0 E30 |
| Failed run objective value | 1.0 E30 |
| Initialization mode | LHS |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, X.; Hu, J.; Ge, Y.; Guo, L.; Han, K.; Zhang, J. Automatic Optimization System for Heat Source Layout of Multi-Chip Components Based on Multi-Software Integration. Appl. Sci. 2024, 14, 4577. https://doi.org/10.3390/app14114577
Huang X, Hu J, Ge Y, Guo L, Han K, Zhang J. Automatic Optimization System for Heat Source Layout of Multi-Chip Components Based on Multi-Software Integration. Applied Sciences. 2024; 14(11):4577. https://doi.org/10.3390/app14114577
Chicago/Turabian StyleHuang, Xingxing, Jiangcheng Hu, Yan Ge, Liang Guo, Kang Han, and Jiahong Zhang. 2024. "Automatic Optimization System for Heat Source Layout of Multi-Chip Components Based on Multi-Software Integration" Applied Sciences 14, no. 11: 4577. https://doi.org/10.3390/app14114577
APA StyleHuang, X., Hu, J., Ge, Y., Guo, L., Han, K., & Zhang, J. (2024). Automatic Optimization System for Heat Source Layout of Multi-Chip Components Based on Multi-Software Integration. Applied Sciences, 14(11), 4577. https://doi.org/10.3390/app14114577