Abstract
As the main energy-consuming equipment, the reheating furnace plays an important role in the scheduling of continuous casting and hot rolling for a steel mill. This paper studies the energy consumption of cold and hot slab conversion mode in a reheating furnace, forming four conversion relationships, with the goal of minimizing the coupling function between the maximum completion time of the hot rolling and the energy waste of the reheating furnace, and modelling the scheduling of a continuous casting–hot rolling process. An improved ordered pair bat algorithm is used to solve for special process conditions of the proposed scheduling model. The effectiveness of the proposed model and algorithm is verified by solving the different slab charging sequence and conversion mode. Moreover, a comparative study of different types of batches is also conducted, and it is found that the model can save more than 5000 GJ per month for the steel mill, which can achieve the goal of effective energy saving and increasing enterprise profit.
1. Introduction
The iron and steel industry is one of the most important basic industries of the national economy, and it is also a high energy-consumption industry. Statistical data show that China’s steel industry accounts for about 15% of the country’s carbon emissions, which is crucial for implementing carbon reduction targets. The carbon peak and carbon neutrality of the steel industry will also have a profound impact on the overall economic growth of China. As the main energy consumption equipment of steel plants [1], the energy consumption of reheating furnaces accounts for 15–20% of the total energy consumption and 70% of the hot-rolling energy consumption [2]. Due to its high energy consumption and potential for energy conservation, with the recognition and development of national energy conservation, the research on the energy consumption of reheating furnaces has become increasingly important in the scheduling of continuous casting and hot rolling production.
After the slab is manufactured by the continuous casting machine, it can be divided into the following three hot rolling mill connection types: cold-charge rolling (CCR), hot-charge rolling (HCR), and direct hot-charge rolling (DHCR). These three charge modes determine their different initial temperatures in the reheating furnace. Ultimately, it will lead to significant differences in the reheating process time and energy consumption within the reheating furnace. At present, the continuous casting–hot rolling scheduling model focuses more on scheduling the rolling sequence that meets contract constraints, with little consideration given to energy waste during the scheduling process. However, the increased demand for customization and the production mode of multiple varieties and small batches makes it impossible to have continuous hot charge production, and there must be a conversion between hot charging and cold charging mode in production. In fact, when both hot- and cold-charging slabs are mixed in the reheating furnace, there will be temperature differences between adjacent processed slabs. It not only has a significant impact on the reheating quality of the slab but also affects the production rhythm of the slab, leading to energy waste in the reheating furnace. In today’s increasingly tense energy situation, if effective production scheduling can be carried out on the reheating furnace, the energy conversion consumption during the mixing of cold-charging and hot-charging slabs will be minimized, and the effective utilization of energy will increase. This can not only alleviate the current national and international energy shortage but also greatly increase the profits of the enterprise itself.
Therefore, when modelling the scheduling of the continuous casting–hot rolling process, it is not only necessary to consider the scheduling of the continuous casting process and hot-rolling line, but also the impact of the reheating furnace, forming a multi-process, collaborative integrated model of continuous casting, reheating furnace, and hot rolling. This integrated scheduling can significantly affect production efficiency, product delivery time, and customer satisfaction, while reducing enterprise energy consumption and improving its scheduling enforceability.
In the existing research, most of them focus on the production-matching problem of continuous casting, hot rolling, and energy considerations are focused on minimizing residence time or maximizing the hot-charging rate. This paper mainly focuses on the continuous casting and hot rolling problem of steel enterprises that takes into account the energy conversion mode of reheating furnaces. And an improved ordered pair bat algorithm is adopted to achieve the weighted coupling optimization goal of minimizing completion time and energy waste. Ultimately, it achieves energy-saving and profit maximization for steel mills.
Overall, the comparison between this study and the existing research is shown in the Table 1.

Table 1.
Research comparisons.
The contributions made by the research in this paper are mainly:
- Previous research on the energy savings of reheating furnaces mostly focused on thermal energy, and scheduling often aimed to minimize the residence times for each slab without exploring the cold and hot conversion of slabs in the furnace. This study considered the cold-charging and hot-charging slabs conversion mode of the reheating furnace and formed corresponding energy-consumption expressions;
- Previous research on continuous casting and hot rolling scheduling have mostly focused on minimizing the completion time by scheduling the order of slabs, without considering energy impact. Or, they take cold slab as the research object, focus on the minimum residence time of the slab in the reheating furnace, and schedule the reheating furnace–hot-rolling process. The impact of slab sequencing in the reheating furnace on continuous casting–hot rolling scheduling and enterprise energy consumption is rarely considered. Therefore, a continuous casting–hot rolling scheduling model was established under the reheating furnace conversion mode with the weighted coupling goal of minimizing completion time and energy waste;
- For practical engineering problems in steel mills, the problem scale is large, and the solution is complex. It is necessary to find a more suitable algorithm for solving this model. An improved bat algorithm was proposed in this research to solve the model, and its effectiveness in solving practical engineering problems was demonstrated.
2. Literature Review
2.1. Definition of the Problem
The scheduling of the continuous casting–hot rolling process in steel plants has always been a focus of attention for many scholars. The continuous casting process is the process of casting high-temperature molten steel into continuous casting slabs on the continuous casting machine, which is the main process connecting upstream steelmaking and downstream hot rolling in the steel plant system. The hot rolling process, as one of the most important processes in steel manufacturing, uses slabs as raw materials to process hot-rolled products. The reheating furnace is used to heat the slab from the slab warehouse or continuous casting process to the required temperature for rolling before the hot-rolling process. The scheduling of the slabs, an important intermediate equipment, of the reheating furnace is not only related to the heating quality of the slabs and the energy-saving effect but also has a significant impact on the production rhythm of hot rolling. The traditional scheduling of the continuous casting and hot rolling process mostly considers the production scheduling of continuous casting and hot rolling machines while neglecting the important factor of the reheating furnace and failing to achieve collaborative operation of the three. Not only is it impossible to achieve energy savings, but it is also difficult to match the scheduling results obtained to production reality.
2.2. Major Concerns in Current Scheduling Research
At present, many scholars have studied a lot about the problem of continuous casting and hot rolling scheduling in steel enterprises. Lyu et al. [12] modeled the production planning problems of continuous casting and hot rolling through mixed integer programming, using the output of the hot rolling production planning problem as the input to the continuous casting production planning problem, with the goal of minimizing transition time and maximizing equipment utilization. And numerical experiment results showed that the proposed method is very effective in continuous casting and hot rolling planning. Tan et al. [6] decomposed the continuous casting and hot rolling problem into a coupling of two subproblems. One is to allocate casts for the continuous casting machine and determine the order and start time of casts and rolling units. The other is to allocate the reheating furnace and determine the starting time for heating the slab in the furnace. The goal is to maximize the number of slabs processed in hot-charging rolling or hot direct mode and minimize the residence time of slabs in the reheating furnace, thereby saving energy.
From the above research, there are relatively few multi-process optimization models considering the reheating conversion mode of the reheating furnace in current steel production. Most of the studies on reheating furnace energy consumption are focused on optimizing them from the perspective of thermal energy, including the prediction of slab performance [13], furnace temperature optimization control [3], waste heat recovery [4], combustion process control, heat transfer mechanism analysis [14], and scheduling model optimization [15]. Yang and Luo [13] proposed a method that can find the optimal value of the reheating furnace zone temperature under steady-state operation. Comparison of the model with experimental results shows that the heat transfer model is suitable for predicting the heating performance of slabs, but the optimization of production scheduling for reheating furnaces has been less studied. Chen et al. [16] proposed a simplified billet gas consumption intensity (BGCI) apportionment model for steel billets based on production state partitioning and suggested recommendations and measures to realize lean energy management for reheating furnaces. Chakravarty and Kumar [17] explored the possibility of improving the energy efficiency by improving the relocating of thermocouples, reducing the gap between steel billets, introducing delay logic, and so on, ultimately achieving energy savings of the reheating furnace. Zhao et al. [9] considered the objectives and constraints of reheating furnace and rolling scheduling and proposed an improved simulated annealing algorithm to minimize the number of rolling units and the total heating time in the soaking pits. The research did not consider the type of heated slab. Tang et al. [18] proposed a two-stage algorithm to solve the collaborative scheduling problem between reheating furnaces and the hot-rolling process. In the first stage, only the hot-rolling scheduling problem is considered and a decentralized search is conducted. In the second stage, a heuristic algorithm based on decision trees is constructed to obtain the corresponding reheating furnace plan. Suzuki et al. [19] proposed a modeling method for optimizing slab scheduling and reheating furnace thermal control. By transforming the approximate model into a mixed logic dynamic model, the optimal control problem is simplified into a mixed integer programming problem. The validity of the model is verified by numerical simulation. Broughton et al. [20] studied the scheduling of the reheating furnace. In response to the previous research that only considered quality and did not consider financial impact, the reheating furnace scheduling system developed in their article takes into account both product quality and process cost and achieved good results. But they did not consider the hot-charging situation between continuous casting and hot rolling, only scheduling the inventory of cold slabs, and this did not match well with the hot-rolling scheduling, which is not suitable for the actual production of the steel plant. Tang et al. [21] assigned a slab sequence for each furnace and determined the feed-in and residence times for each slab, ultimately achieving the reduction of unnecessary energy consumption in the reheating furnace. They solved the scheduling problem in the reheating furnace well by specifying a scheduling scheme with the objective of minimizing the total penalties, but their research did not integrate well with the scheduling of the hot-rolling mill. Li and Tian [22] established an integrated scheduling model for reheating furnaces and hot-rolling mills and adopted a multi-objective differential evolution algorithm for different optimization objectives of reheating furnaces and hot-rolling mills. They considered reducing unnecessary heating time in the reheating furnace and minimizing total changeovers in the hot-rolling mill to achieve optimal scheduling. Due to the lack of consideration for the conversion of different slab types and the impact of hot charging in the reheating furnace, it also consumes a large amount of energy.
The above-mentioned planning and scheduling models for reheating furnaces generally aim to increase the hot-charging ratio or minimize the time of the slab in the furnace in order to optimize the overall model of the reheating furnace and hot-rolling mill. Most of the heat absorption of the slab and gas consumption in the heating furnace are judged based solely on the unit consumption of the slab and gas, without considering the excessive energy consumption between the conversion of cold- and hot-charging slabs in the same furnace. These schedules do not really match the actual situation of the hot-rolling process. Therefore, it is of great significance to study the cold–hot slab conversion mode and form a functional relationship around the different gas consumption during slab type conversion. This study can reasonably schedule the production of the continuous casting and hot rolling process while meeting process constraints and realize collaborative optimization of multiple processes, including continuous casting, the reheating furnace, and hot rolling. Moreover, it can also reduce production costs and achieve overall energy conservation and consumption reduction.
2.3. Solving Algorithm
In the process of solving the actual model, the difficulty of solving will increase exponentially with the size of the problem, and general methods cannot effectively solve large-scale production planning and scheduling problems in steel enterprises. As a swarm intelligence algorithm, bat algorithm (BA) has shown many advantages in solving discrete scheduling optimization problems such as the flow shop scheduling problem, traveling salesman problem, vehicle routing problem, and job shop scheduling problem [23,24,25,26]. And, for practical engineering problems, the algorithm and its improved algorithms can effectively define practical problems, apply and improve them in practice, and ultimately obtain the optimal solution [27,28]. It can be considered as a feasible solution for practical problems of discrete scheduling. At present, the BA algorithm is in the initial stage of research on energy-constrained scheduling in steel enterprises, and related research, which has great exploration space and certain research significance, is still scarce.
Therefore, according to the actual production situation, this paper establishes a continuous casting and hot rolling scheduling model that considers the conversion mode of hot-charging and cold-charging slabs in the reheating furnace and uses the improved BA to solve it, to achieve the goal of minimizing energy waste. Compared with the traditional continuous casting–hot rolling scheduling model, this model first proposed the impact of the energy consumption of reheating furnace slab cold and hot conversion. Since there are many variables to solving the practical problems and the solution model is complex, the improved BA was used, and the optimization results provide a new idea for the steel plant scheduling and energy saving.
3. Reheating Furnace Cold-Charging and Hot-Charging Slabs Conversion Mode
As mentioned earlier, the connection methods between the continuous casting and hot rolling processes are divided into three categories, as shown in Figure 1. Generally speaking, the temperatures of CCR, HCR, and DHCR slabs entering the furnace are lower than 200 °C, 400–600 °C, and 600–1000 °C, resulting in energy consumption of about 1.338 GJ/t, 0.878 GJ/t, and 0.335 GJ/t for the reheating furnace [29]. It can be seen that the DHCR is most conducive to reducing energy consumption, followed by HCR and CCR.

Figure 1.
The connection methods between continuous casting and hot rolling.
The different slab entering-furnace temperatures bring about the conversion of the slab types in the reheating furnace during production, as shown in Figure 2. In general, the types of slab conversion are cold slab to hot slab (cold–hot), hot slab to cold slab (hot–cold), hot slab to hot slab (hot–hot), and cold slab to cold slab (cold–cold). Different conversion types can result in different amounts of energy waste, which can have a significant impact on energy savings in steel companies.
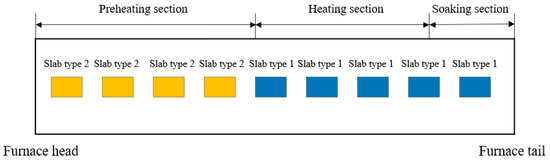
Figure 2.
Schematic of slab conversion.
Therefore, this subsection constructs a relational model of the energy consumption function by considering the ordering of the slab scheduling in the reheating furnace. The assumptions are as follows:
- (1)
- Assuming that the furnace temperature curve does not change with the transformation of the slab type, that is, the furnace temperature remains unchanged after setting, and the furnace heat loss remains constant;
- (2)
- The temperature of the slab to be reheated into and out of the furnace is known, and the rated gas consumption is known;
- (3)
- When the slab is reheated, the heat absorbed by the slab varies uniformly with the time in the furnace.
The parameters and variables involved are expressed as follows:
Parameters:
C—Specific heat capacity of slab;
M—Quality of slab;
, —Slab entering-furnace and exiting-furnace temperatures;
L—Reheating furnace length;
Lk—A certain vacant distance of reheating furnace;
l—The length of a slab in the furnace along the furnace length direction;
Variables:
, , —Rated gas resources required for heating the cold- and hot-charging slabs to the exiting-furnace temperature;
—Slab wasted gas resources;
—The total amount of gas wasted in the furnace;
n—The number of slabs affected by the coexistence of cold- and hot-charging slabs in the same reheating furnace;
t—Time of slab in furnace;
tc, th—Time of cold- and hot-charging slab in furnace;
qc, qh—Rated gas consumption per minute for cold- and hot-charging slabs;
, —victory of cold- and hot-charging slabs in the reheating furnace;
3.1. Cold-Charging Slab to Hot-Charging Slab (Cold–Hot)
According to the definition of specific heat capacity, the heat absorbed by the slab in the reheating furnace is
Based on the previous assumption, the heat absorption of the slab varies uniformly with its time t, so the gas consumptions of the slabs per minute are
The operating speeds of the cold- and hot-charging slabs in the furnace are
In actual production, the transition from cold slab to hot slab in the reheating furnace requires a certain vacant distance. When cold- and hot-charging slabs coexist in the reheating furnace, the hot-charging slabs that enter the furnace later are affected by the cold-charging slabs and step according to the speed of the cold-charging slabs. Therefore, their stepping speed becomes slower, and the time in the furnace becomes longer. The gas in the furnace is still supplied according to the demand of the cold-charging slabs, so the gas consumption is large, and the gas waste is serious.
The gas resources wasted from the 1st to nth hot-charging slabs in the cold-hot furnace are as follows:
The total amount of gas wasted in the furnace during the conversion of cold–hot charging slabs is
3.2. HotCharging Slab to Cold-Charging Slab (Hot–Cold)
When hot- and cold-charging slabs coexist, due to the slow speed of the cold-charging slab, there is no need for vacant distance. Currently, the stepping depends on the speed of the cold-charging slabs. Therefore, the hot-charging slabs’ stepping speed becomes slower, and the time in the furnace becomes longer. The gas is converted to supply according to the demand for the cold-charging slab, and all hot-charging slabs in the furnace will consume more energy.
The gas resources wasted from the 1st to nth hot-charging slabs in the hot-cold furnace are as follows:
The total amount of gas wasted in the furnace during the conversion of hot–cold charging slabs is
3.3. Hot-Charging Slab to Hot-Charging Slab (Hot–Hot)
As mentioned earlier, hot-charging slabs are divided into two categories: DHCR and HCR, and their entering-furnace temperatures and gas consumptions vary greatly. Therefore, it is necessary to consider the differences in energy consumption between hot-charging slabs during conversion.
The conversion between hot-charging slabs needs to consider the following two cases:
- (1)
- Hot slab 1 has a longer time in the furnace and higher-rated energy consumption;
This situation is similar to the type of cold–hot conversion in Section 3.1, but there is no vacant distance of the reheating furnace. Referring to Equations (6)–(8), the gas wasted is defined as
- (2)
- Hot slab 2 has a longer time in the furnace and higher-rated energy consumption;
This situation is similar to the type of hot–cold conversion in Section 3.2. Referring to Equations (10)–(12), the gas wasted is defined as
3.4. Cold-Charging Slab to Cold-Charging Slab (Cold–Cold)
During the cold–cold conversion of slabs, there are also differences in the entering-furnace and exiting-furnace temperatures and the time in furnace, which can cause fluctuations in the gas inside the reheating furnace. The conversion is similar to Section 3.3 and is also discussed in the two different situations. The conversion relationship can be formed by referring to the previous section and will not be elaborated here.
4. Continuous Casting–Hot Rolling Scheduling Model Considering Reheating Conversion Mode
4.1. Problem Assumptions
Due to the complex production process, multi-variety, and small batch production mode of steel enterprises, it is necessary to consider various factors in the scheduling of continuous casting–hot rolling to promote production coordination, reduce energy consumption, and achieve maximum hot delivery and hot charging.
Therefore, after considering the product delivery time and maximizing the hot-charging ratio, this section cites the concepts of hot-rolling batch and integrated batch planning and scheduling on paper [30], to group production contracts and generate a hot-rolling batch with batch types (DHCR, HCR, or CCR). It is used in the hot rolling stage as its minimum scheduling unit to participate in the continuous casting–hot rolling scheduling to improve the executability of the contract plan at the operation level. In general, integrating the casting schedule of the continuous casting machine with the batch schedule of the hot-rolling machine, considering the waste of gas during the cold- and hot-charging slabs conversion in the reheating furnace, and ultimately forming the overall production schedule plays an important role in energy savings and improving the production efficiency of the steel plant.
In the modeling of the continuous casting–hot rolling scheduling problem, the assumptions used are
- (1)
- The hot-rolling batches and the casts contained in each batch are known in advance;
- (2)
- In order to facilitate the scheduling of hot-rolling batches, several reheating furnaces are set with the same specifications and consistent steps, which means that the furnaces here are considered as an expanded capacity reheating furnace. The slabs in each batch are evenly distributed to each reheating furnace for heating operations;
- (3)
- The transportation time between processes is not separately considered and is evenly distributed throughout the processing time;
- (4)
- The number of hot-rolling machines in the steel plant is one, which means that the reheating furnace and hot-rolling machines have a many-to-one relationship.
4.2. Modeling of Continuous Casting–Hot Rolling Process Scheduling Problem
When establishing the continuous casting–hot rolling scheduling model, not only should the capacity constraints between these two processes be considered but also the impact of the connection between cold- and hot-charging slabs on the energy consumption of the reheating furnace and the production rhythm of the continuous casting–hot rolling process. The established model is shown below.
- Parameters
C—Total casts of the continuous casting process;
c—A cast in the continuous casting process;
B—Total batches of the hot-rolling process;
b—A batch in the hot-rolling process;
A—Total slabs in the reheating furnace;
a—A slab in the reheating furnace;
N—The total number of all batches in the hot-rolling process;
Y—Total batch types (DHCR, HCR, CCR);
y—One batch type;
k—Production stage, where k = 1 represents the continuous casting stage and k = 2 represents the hot-rolling stage;
Mk—Collection of all equipment in the production stage k;
m—Processing equipment;
g—reheating furnace;
—Processing time of cast c or batch b on equipment m;
—The maximum and minimum time intervals between continuous casting and hot rolling for cast c with batch type y;
i, j—Number of batches in the hot-rolling process, i = 1, 2,…N, j = 1, 2,…,N;
—Energy waste between batch and , i, j , , ;
—A certain vacant time of the reheating furnace between slabs a′ and a;
—Preparation time for two adjacent slabs a and a′ entering or exiting the reheating furnace;
—A big number;
—Maximum and minimum residence time of slab a in the reheating furnace;
—The discharge time of slab a within cast c during the continuous casting stage;
b(c)—The cast c belongs to the hot-rolling batch b;
Cap—The maximum number of slabs that can be produced in the reheating furnace;
—The number of slabs in the reheating furnace at one time t;
—The maximum production capacity of hot-rolled products with specification type e and batch type y produced during the hot-rolling stage;
- Variables:
T—Production time;
—The start and finish times of cast c or batch b on equipment m;
,,—The start and finish times of cast c, batch b, or slab a with batch type y on equipment m;
—The entry and exit time of slab a on the reheating furnace;
—True when slab a is produced after a′;
—True when slab a is produced in the reheating furnace g;
—True when both slabs a and a′ are produced on the heating furnace g, and the slab immediately following a is a′;
—The actual production quantity of hot-rolled products with specification type e and batch type y produced during the hot-rolling stage in time t;
Objective function:
From the research on the conversion mode of the slab in Section 3, the reheating furnace conversion mode can be used to obtain the minimum gas energy waste in the continuous casting–hot rolling system.
where represents the energy waste between adjacent batch i and batch i + 1. Depending on the type of batches, the energy waste is calculated from Equations (6)–(21) in Section 3.
However, the scheduling of continuous casting–hot rolling is limited by the delivery time and the rolling operating rate, and the scheduling of batch packages cannot occupy the rolling line indefinitely. Therefore, in addition to considering the related energy waste, the maximum completion time should also be considered during scheduling. The objective function of continuous casting and hot rolling can be expressed as the weighted coupling of energy waste and completion time.
Since energy waste and completion time have different dimensions, they need to be normalized before their weighting. A min–max normalization method was used to map the energy and time data to the range [0,1]. Meanwhile, the weighting coefficients were defined as α = β = 0.5.
where f is the raw data of gas waste and completion time, is the normalized data, and and are the maximum and minimum values of the raw data.
After normalization and weighting, the final objective function for continuous casting–hot rolling scheduling can be obtained:
Constraints:
Once the cast starts, no interruption is allowed in the process, so there exists an end time of the cast c on the equipment m equal to its start time plus its processing time.
A batch cannot be interrupted during rolling, so the end time of batch b on equipment m is equal to its start time plus its processing time.
Equation (27) determines the vacant distance, i.e., the sum of the end time of the last CCR-type slab in the reheating furnace, and the vacant time is equal to the start time of the next DHCR or HCR type slab.
Equation (28) ensures that the time interval between continuous casting and hot rolling is within a certain time range, which is related to the batch type.
Equation (29) ensures that the actual production quantity of all rolling production lines must be limited by their production capacity.
Equations (30) and (31) express the processing sequence between two adjacent slabs, ensuring the first-in-first-out principle of the reheating furnace.
Equation (32) indicates that the reheating time of the slab in the reheating furnace must be within the specified time range.
Equation (33) ensures that the entering-furnace time of the slab is after the continuous casting stage. A DHCR-type slab can be fed into the furnace when the slab is finished casting in the continuous casting machine, while the HCR- and CCR-type slabs can be fed into the furnace only after all the slabs in the cast have been processed.
Equation (34) ensures that the number of slabs in the reheating furnace is limited by its production capacity.
5. Ordered Pair Bat Algorithm for Optimizing the Scheduling Problem
The analysis of the continuous casting–hot rolling scheduling problem shows that it is a completely discrete process, using casts and batches as the minimum scheduling units. Each batch contains multiple casts, while each cast can also belong to multiple batches. Therefore, it is more difficult to solve. Firstly, it is necessary to determine the batch-scheduling sequence for hot rolling, calculate the energy consumption of the reheating furnace, and then derive the sequence of the casting schedules. Secondly, the solving algorithm must be determined. Due to its discrete properties of practical engineering problem, the continuous bat algorithm cannot effectively solve it. Therefore, it is necessary to use discrete improvement methods to update the velocity and position of bat individuals.
5.1. Analogy of the Batch Scheduling Problem
The batch scheduling problem for hot rolling can be analogized to the traveling salesman problem (TSP). The TSP is a classic combinatorial optimization problem, which has applications in many engineering aspects [31]. Its mathematical description can be expressed as given the coordinates of n cities and the distance between each pair of cities, with the goal of minimizing the total distance, select a connection diagram that can cover all cities, where each city can only pass through once.
Due to their similarity in modeling, the concept of TSP was borrowed to schedule batches in the practical engineering problem of continuous casting–hot rolling. When defining the sorting of batches, the batch numbers can be analogized as the city numbers in the TSP, the energy waste between batches can be analogized as the distance between cities, and the objective function of minimizing the total energy waste between continuous casting and hot rolling can be analogized as the minimum total distance in the TSP. Specific descriptions are shown in Table 2.
Table 2.
TSP analogy for batch scheduling problem.
In the above description, learning from the idea of the distance between adjacent cities in the TSP, an analogy was made to the energy waste in batch scheduling of hot rolling, with the aim of better scheduling the hot-rolling batches to calculate the energy waste. The specific solution can be found in Section 5.2. However, the comprehensive scheduling problem for continuous casting and hot rolling proposed in this study is not a complete TSP standard problem. In addition to batch scheduling, it also needs to consider the scheduling of continuous casting and the matching problem between continuous casting and hot rolling, which is a complex engineering problem.
5.2. The Concept of Ordered Pair
For the continuous casting–hot rolling scheduling problem, the minimal energy waste can be found by studying the reheating furnace cold–heat conversion pattern and determining the batch sequencing. Since the possibility of adjacency exists between any two batches, the solution space of the problem is defined as the set of possible adjacency data between batches. It is necessary to define any two batches a and b to form an ordered pair (a,b) since any two adjacent batches have different energy consumption, (a,b) ≠ (b,a).
The goal of minimizing the energy waste in Equation (22) can be transformed into a mathematical problem of minimizing the sum of energy waste between every two adjacent batches. Take the scheduling problem of 18 batches (numbers 1 to 18) as an example, as shown in Figure 3. The conversion consumption matrix between batches is defined to be expressed in relative weights, as shown in Table 3. The batch rolling plan connection shown in Figure 3A is 1-2-3-4-5-6-7-8-9-10-11-12-13-14-15-16-17-18, with a total weight value of 80.41, while the connection shown in Figure 3B is 1-3-4-2-5-6-7-8-9-10-11-13-14-12-15-16-17-18, with a total weight value of 90.09. Hence, the optimum rolling sequence is Figure 3A. From the comparison between them, it can be concluded that the differences in weight values are reflected in the six different ordered pairs marked in the red part. If the different ordered pairs of Figure 3B are improved and converted to the direction of Figure 3A, the optimal ordering can be finally obtained, i.e., the optimization objective for minimum energy consumption of the continuous casting–hot rolling system is obtained.

Figure 3.
The concept of ordered pairs. (A) The optimum rolling sequence (B) A random rolling sequence.
Table 3.
Consumption matrix between batches scheduling.
5.3. Velocity and Position Updating Strategy
In the standard BA, the method of updating velocity and position based on linear function relationships is only suitable for solving continuity problems and cannot be directly used for discrete problems such as continuous casting and hot rolling in steel mills. Therefore, in this paper, a new set of discrete relations will be investigated to update the bat velocity and position.
The improved algorithm velocity can be described as the distance difference between the current optimal bat position and the position of bat i, and this functional relationship is constructed using the concept of the ordered pair. Ultimately, the velocity of the discrete problem is expressed as
where represents the number of different ordered pairs k between and . Then, a random number between 0 and 1 is selected by the rand function and multiplied by k and rounded by the ceil function. That is, the velocity is used to represent a random integer between 1 and , to represent the velocity of a new bat individual.
After generating the velocity , the bat’s position is transformed by times 2-opt transformation and the optimal value is selected to obtain . In this way, an iterative update is completed. This is expressed as Equation (36):
Therefore, the improved bat algorithm pseudo-code can be obtained as follows Algorithm 1:
| Algorithm 1: Pseudo-code of the ordered pair improved bat algorithm |
| 1 Define the objective function f(x); 2 Initialize the bat population X = x1,x2,……,xn; 3 for each bat xi in the population 4 Initialize the pulse rate ri ∈ [0,0.3], loudness Ai ∈ [0.7,1]; 5 Initialize the bat position xi by 2-opt; 6 end for 7 While (t < max number of iterations) 8 Generate new solutions through Equations (35) and (36); 9 if rand > ri 10 Select a solution among the best ones; 11 Generate a local solution around the selected best solution; 12 end if 13 generate a new solution by flying randomly; 14 if rand < Ai and f(xi) < f(x∗) 15 Accept the new solution; 16 Reduce Ai and increase ri; 17 end if 18 Rank the bats and find the current best x∗ 19 end while 20 Postprocess results and visualization; |
The flowchart of using the ordered pair bat algorithm to solve the continuous casting–hot rolling problem is shown in Figure 4.

Figure 4.
The flowchart for solving the scheduling problem of continuous casting–hot rolling.
6. Results and Discussion
The continuous casting–hot rolling scheduling model developed in this section is from an actual steel mill, including two continuous casters, three reheating furnaces, and one hot-rolling mill. The thickness of all the continuous cast billets is 200 mm, the reheating furnace is 43,200 mm in length, and the rated consumption of the slabs is between 0.37 and 1.3 GJ/t depending on the batch type. The ordered pair BA has a population size of 30, a number of iterations of 500, an initial loudness of A ∈ [0.7, 1], and an initial pulse emission rate of r ∈ [0, 0.3].
6.1. Model Validation
The continuous casting–hot rolling model proposed in this paper considers the constraints of continuous casters, reheating furnace, and hot rolling mills. It not only makes the model more relevant to the actual production but also reduces unnecessary energy waste and increases the profit of the enterprise. To verify the validity of the model, this section compares the established mixed model with minimum completion time scheduling and minimum energy waste models under mixed batch types. The total number of hot-rolled batches is 12. Among them, batches 1, 3, 4, 6, 10, and 12 are the DHCR type, and batches 5, 7, 8, and 9 are the HCR type. Batches 11 and 12 are the CCR type, and the casting schedule corresponding to batch 11 is normally processed in the continuous casting machine, but its rolling schedule is in the next rolling cycle, so its hot rolling schedule is set to 0. The casting schedule corresponding to batch 12 is in the previous casting cycle, and the rolling schedule is in this rolling cycle, so its casting schedule is set to 0. Table 4 lists the castings included in each batch.
Table 4.
Castings schedule included in mixed batch types.
Based on the discussion of the reheating furnace conversion model in Section 3, the energy waste matrix between these 12 batches can be derived as shown in Table 5. For example, the first row and second column matrix L12 = 28.3, which means that the amount of gas wasted during the conversion of batch 1 and batch 2 in the reheating process is 28.3 GJ.
Table 5.
Energy waste matrix for mixed batches (GJ).
The Gantt charts, which aim to minimize completion time, minimize energy waste, and minimize mixed models, are shown in Figure 5,
Figure 6 and Figure 7. CC1 and CC2 represent two continuous casting machines, and the numbers C1 to C24 on the continuous casting machine correspond to the casting number. The color of each casting is the same as the color of the batch it belongs to. If a casting is shown as a mixed color, it means that the casting belongs to multiple different batches. Meanwhile, the two continuous casting machines correspond to one hot rolling line HRM, and the numbers H1 to H12 represent the batch number. There are three reheating furnaces between the continuous casting machine and the hot rolling machine. The heating sequence is the same as the batch rolling sequence, so it is not listed separately, but the production constraints and corresponding energy consumption of the slabs are considered in the modeling process.

Figure 5.
Scheduling Gantt chart for minimizing completion time.
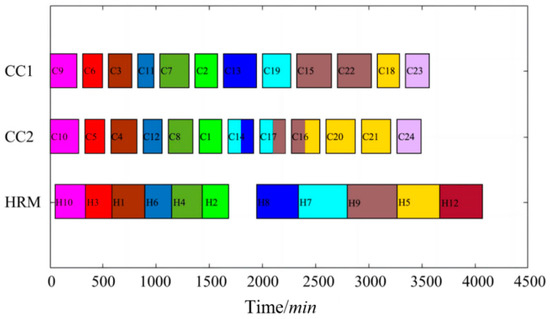
Figure 6.
Scheduling Gantt chart for minimizing energy waste.

Figure 7.
Scheduling Gantt chart for mixed model.
Figure 5 takes minimizing completion time as the objective function. The total completion time is 3832 min, and the rolling line operation rate is the highest, reaching 97.78%. However, the scheduling process did not consider the energy consumption of the slab conversion in the reheating furnace, resulting in the CCR-type batch being arranged for production between the DHCR and HCR batches, leading to a significant waste of energy. It is calculated that this scheduling mode consumes an additional 1855.6 GJ of gas energy, while the total rated gas energy consumption is 32,522.6 GJ, and the wasted energy accounts for 5.71% of the total consumption.
Since batch type conversion can cause energy waste, multiple conversions of different types of batches should be avoided as much as possible. Due to the energy consumption characteristics of CCR-type batches, whether a DHCR- or HCR-type batch is heated after it, the energy consumption during cold- and hot-charging slab conversion is always relatively high. So, under the objective function of minimizing energy consumption, the processing time of batch 12 of the CCR type is arranged at the end of the rolling mill, which can effectively avoid the existence of batches of the DHCR or HCR types afterwards and reduce the waste of conversion energy in the reheating furnace, as shown in Figure 6 With this scheduling sequencing, the furnaces consume 549.3 GJ more gas resources, accounting for 1.69% of the total consumption, which is 70.4% less than the minimum completion time model. However, the final completion time is 4073 min, which is 241 min more than the minimum completion time model, and the rolling line operation rate is reduced by 5.78%. The decrease in the rolling line operation rate will increase the equipment vacancy time, thereby affecting the on-time delivery level of enterprises.
Figure 7 shows the Gantt chart of a mixed scheduling model considering energy consumption and completion time. Under the influence of mixed scheduling, the completion time is 3868 min, and the wasted gas is 1066.9 GJ. Compared to the minimum completion time model, 42.50% of gas resources are saved. Compared to the minimum energy consumption model, the completion time is shortened by 205 min, and the rolling line operation rate increases by 4.88%.
The energy wastage and completion time calculated by the three models is shown in Table 6, which shows that the minimum completion time model takes the least time, but the gas waste is the largest. The minimum gas consumption model wastes the least amount of gas but has the longest completion time, resulting in the lowest rolling line operation rate. The mixed model combines the above two objective functions and can achieve the goal of saving gas in a relatively short period of time, making it a relatively optimal scheduling solution. It can be concluded that the scheduling method considering the conversion mode of the reheating furnace is effective for energy savings in the continuous casting–hot rolling stage.
Table 6.
Comparison of energy wastage between three models.
6.2. Algorithm Validation
From references [25,32,33], it can be seen that the bat algorithm and its improved algorithms are effective and feasible in solving the TSP problem. Based on Section 5, in order to verify the effectiveness of the ordered pair method and the bat algorithms in steel mills, this section will compare the ordered pair improved bat algorithm with the Hamming distance improved bat algorithm and the Hamming distance improved particle swarm algorithm. In the mixed batch type mode, the above three algorithms are used to achieve batch scheduling of the continuous casting–hot rolling process with the goals of minimizing completion time, minimizing energy waste, and a mixed model of the two. The comparison of the three algorithms is shown in Table 7.
Table 7.
Comparison of three algorithms.
From the comparison between the ordered pair bat algorithm and the Hamming distance bat algorithm in Table 7, it can be seen that the Hamming distance bat algorithm solves for a long total completion time for scheduling optimization. This will increase the occupancy time of the hot rolling mill, reduce equipment turnover, and is not conducive to efficient scheduling for enterprises. Moreover, under the minimum completion time objective, the gas waste obtained by the Hamming distance bat algorithm increases by 210.7 GJ. Although the scheduling that minimizes gas waste can achieve the optimal value of 549.3 GJ, it requires an additional completion time of 201 min. In the mixed model, the minimum completion time is 215 min longer, and the energy waste also increases. Therefore, it can be considered that the ordered pair bat algorithm is superior to the Hamming distance bat algorithm, which can prove the effectiveness of the “ordered pair” concept.
From the comparison of the three algorithms, it can be seen that, in terms of minimizing completion time, the Hamming distance particle swarm algorithm has a long completion time and wastes a lot of gas. From the minimum gas waste model, its completion time has increased by 428 min. In the mixed model, not only is the minimum completion time extended, but the gas consumption also increases, which is not the optimal solution to the scheduling problem.
Overall, the ordered pair bat algorithm proposed can achieve excellent results in terms of minimum completion time and energy waste. It has practical significance for solving the batch scheduling problem of continuous casting and hot rolling in steel enterprises and can be considered as an efficient and applicable algorithm. Meanwhile, the running time of the ordered pair bat algorithm is approximately 13 s, which means that the algorithm can obtain feasible solutions for the continuous casting and hot rolling problem in a short period of time.
6.3. Optimization Results of Energy Savings for Different Types of Batches
The previous Section 6.1 has verified the validity of the model built in this paper, and the reheating method used is a mixture of cold- and hot-charging slabs. In this subsection, the energy savings will be considered for the case where the reheating furnace is completely loaded with hot-charging slabs or cold-charging slabs and discussed in comparison with the mixed situation.
- (1)
- Hot-charge mode
In hot-charge mode (including HCR and DHCR), the energy consumption is referred to in Section 3.3. Similarly, taking 12 batches as an example, among them, batches 1–11 are the DHCR type, and batch 12 is the HCR type. Table 8 lists the castings included in each hot batch. In the reheating furnace, when HCR slabs are converted to DHCR slabs, more energy is wasted. Therefore, in the reheating process, priority is given to heating DHCR slabs and then HCR slabs. The Gantt chart obtained is shown in Figure 8.
Table 8.
Castings schedule included in hot batch types.

Figure 8.
Scheduling Gantt chart in hot-charge mode.
The mixed scheduling consumes 323.7 GJ more gas resources, mainly due to the energy wasted during the conversion of DHCR to HCR batches. In comparison, using the minimum completion time objective function, the gas waste obtained is 633.4 GJ. The batch scheduling of hot-charge mode has a total rated consumption of 18,532.8 GJ. So, compared to the minimum time model, the model in this section saves 1.67% of the total consumption.
- (2)
- Cold-charge mode
Referring to Section 3.4 for the energy consumption in cold-charge mode (CCR), Table 9 lists the castings included in each cold batch, and the Gantt chart obtained is shown in Figure 9.
Table 9.
Castings schedule included in cold batch types.
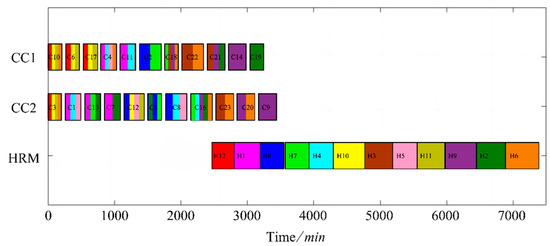
Figure 9.
Scheduling Gantt chart in cold-charge mode.
Because the slab needs to wait in the slab warehouse before being heated and rolled in cold mode, the front of the rolling line is in an idle state. The total rated consumption is 49,678.2 GJ, and the reheating furnace consumes 194.2 GJ more gas resources, accounting for 0.39%. At this time, if the minimized total time objective function is adopted, the total amount of over-consumption is 578.0 GJ, accounting for 1.16%. Therefore, 0.77% of the energy can be saved.
Based on the above analysis, the energy-saving effect on continuous casting–hot rolling scheduling varies under different batch types. The data are compared with the mixed batch data in the previous section, as shown in Table 10. It can be seen from the table that since the mixed batch is a collection of batches of cold and hot batch types, which generally includes the four batch type conversions described in Section 3, the gas waste is the largest, and the proportion of energy saved reaches 2.46%. The hot-charge batches include DHCR and HCR, which not only have the same type of conversion but also have conversion between the two batches. The amount of gas waste is also relatively high, and the energy savings reach 1.67%. And the cold-charge batch only contains cold-charging slabs from the slab warehouse, so its internal conversion consumes less energy and saves 0.77% of energy.
Table 10.
Energy-saving comparison of different types of batches.
In summary, compared with the minimum time model, the amount of gas resources saved by the cold and hot conversion model proposed in this paper is substantial. Among them, the mixed charging batch has the largest amount of energy wastage, and accordingly, its energy-saving space is the maximum. If the model is applied to an actual steel mill, it will save more than 5000 GJ per month, and the profit can be up to 1 million RMB if all the energy is used for electricity generation. Therefore, the model proposed in this paper can effectively save energy and increase the profit of the enterprise.
7. Conclusions
This paper discusses the problem of continuous casting–hot rolling scheduling for steel enterprises by considering the cold and hot conversion mode of the reheating furnace. First, the slab conversion mode is divided into four categories: cold slab to hot slab (cold–hot), hot slab to cold slab (hot–cold), cold slab to cold slab (cold–cold), and hot slab to hot slab (hot–hot). Based on this, a scheduling model that considers the characteristics of the production process of continuous casting–hot rolling is established, considering the conversion mode of the reheating furnace. In the solution process, an ordered pair improved bat algorithm is proposed to achieve the mixed optimization objective of minimizing completion time and gas wastage, considering the expanded problem model and the inconsistent operating units of the continuous casting–hot rolling process.
In actual production, the proposed model can find a feasible solution for steel mill scheduling in a short time, which makes it possible to reduce the gas consumption of the reheating furnace while completing the production within the delivery period. Among them, the mixed reheating furnace has the greatest energy-saving advantage, which can save more than 5000 GJ per month. If the gas saved here is used for electricity generation in CCPP units, it can significantly increase the enterprise’s profit. In conclusion, the modeling and solution algorithm proposed in this paper is effective for solving the actual problem and can achieve the energy-saving and profit maximization of steel mills.
Author Contributions
Conceptualization, N.Z. and Z.L.; methodology, N.Z. and Z.L.; software, N.Z., T.J. and Z.L.; validation, N.Z. and T.J.; writing—original draft preparation, N.Z. and T.J.; writing—review and editing, N.Z., T.J. and Z.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- McBrien, M.; Serrenho, A.C.; Allwood, J.M. Potential for energy savings by heat recovery in an integrated steel supply chain. Appl. Therm. Eng. 2016, 103, 592–606. [Google Scholar] [CrossRef]
- Chen, G. The problem and energy-saving of reheating furnace. Energy Metall. Ind. 2008, 27, 32–35. [Google Scholar]
- Kostúr, K. Optimal control of heating in a reheating furnace. Metalurgija 2020, 59, 473–476. [Google Scholar]
- Zhao, J.; Ma, L.; Zayed, M.E.; Elsheikh, A.H.; Li, W.; Yan, Q.; Wang, J. Industrial reheating furnaces: A review of energy efficiency assessments, waste heat recovery potentials, heating process characteristics and perspectives for steel industry. Process Saf. Environ. Prot. 2021, 147, 1209–1228. [Google Scholar] [CrossRef]
- Tang, W.; Cao, L.; Wen, Y.; Jiang, S.L. A bi-level optimization method for integrated production scheduling between continuous casting and hot rolling processes. In Proceedings of the 2022 IEEE 18th International Conference on Automation Science and Engineering (CASE), Mexico City, Mexico, 20–24 August 2022. [Google Scholar]
- Tan, Y.; Zhou, M.C.; Wang, Y.; Guo, X.; Qi, L. A hybrid MIP–CP approach to multistage scheduling problem in continuous casting and hot-rolling processes. IEEE Trans. Autom. Sci. Eng. 2019, 16, 1860–1869. [Google Scholar] [CrossRef]
- Pan, Z.; Wang, T.; Zhou, X.; Chen, P. Application of extremal optimization approach to the integrated scheduling problem of continuous casting and hot rolling process. In Proceedings of the 2017 29th Chinese Control and Decision Conference (CCDC), Chongqing, China, 28–30 May 2017; pp. 2429–2434. [Google Scholar]
- Torres, N.; Greivel, G.; Betz, J.; Moreno, E.; Newman, A.; Thomas, B. Optimizing steel coil production schedules under continuous casting and hot rolling. Eur. J. Oper. Res. 2024, 314, 496–508. [Google Scholar] [CrossRef]
- Zhao, Z.; Bian, Z.; Wang, C.; Zou, K.; Liu, S. Energy-efficient Hot-rolling Scheduling of High-quality Steel Products. In Proceedings of the 2023 IEEE Symposium Series on Computational Intelligence (SSCI), Mexico City, Mexico, 5–8 December 2023; pp. 482–487. [Google Scholar]
- Cowling, P.I.; Ouelhadj, D.; Petrovic, S. A multi-agent architecture for dynamic scheduling of steel hot rolling. J. Intell. Manuf. 2003, 14, 457–470. [Google Scholar] [CrossRef]
- Xu, D.; Zhang, Q.; Lu, C.; Liu, S. NSGA-II for slab selecting and reheating furnace scheduling in hot rolling production. In Proceedings of the 2016 Chinese Control and Decision Conference (CCDC), Yinchuan, China, 28–30 May 2016; pp. 6776–6779. [Google Scholar]
- Lyu, M.; Wang, Z.; Chan, F.T.S. Mixed integer programming model and heuristic algorithm for production planning of continuous casting and hot rolling. In Proceedings of the 2015 IEEE International Conference on Automation Science and Engineering (CASE), Gothenburg, Sweden, 24–28 August 2015; pp. 1503–1508. [Google Scholar]
- Yang, Z.; Luo, X.C. Optimal set values of zone modeling in the simulation of a walking beam type reheating furnace on the steady-state operating regime. Appl. Therm. Eng. 2016, 101, 191–201. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Sundén, B.; Yang, R.; Baleta, J.; Vujanović, M. Analysis of slab heating characteristics in a reheating furnace. Energy Convers. Manag. 2017, 149, 928–936. [Google Scholar] [CrossRef]
- Lu, B.; Chen, D.; Chen, G.; Yu, W.P. An energy apportionment model for a reheating furnace in a hot rolling mill—A case study. Appl. Therm. Eng. 2017, 112, 174–183. [Google Scholar] [CrossRef]
- Chen, D.; Lu, B.; Dai, F.; Chen, G.; Yu, W. Variations on billet gas consumption intensity of reheating furnace in different production states. Appl. Therm. Eng. 2018, 129, 1058–1067. [Google Scholar] [CrossRef]
- Koushik, C.; Kumar, S. Increase in energy efficiency of a steel billet reheating furnace by heat balance study and process improvement. Energy Rep. 2020, 6, 343–349. [Google Scholar]
- Tang, L.; Wang, X. A Two-Phase Heuristic for the Production Scheduling of Heavy Plates in Steel Industry. IEEE Trans. Control Syst. Technol. 2009, 18, 104–117. [Google Scholar] [CrossRef]
- Suzuki, M.; Katsuki, K.; Imura, J.-I.; Nakagawa, J.-I.; Kurokawa, T.; Aihara, K. Simultaneous optimization of slab permutation scheduling and heat controlling for a reheating furnace. J. Process Control 2014, 24, 225–238. [Google Scholar] [CrossRef]
- Broughton, J.S.; Mahfouf, M.; Linkens, D.A. A paradigm for the scheduling of a continuous walking beam reheat furnace using a modified genetic algorithm. Mater. Manuf. Process. 2007, 22, 607–614. [Google Scholar] [CrossRef]
- Tang, L.; Ren, H.; Yang, Y. Reheat furnace scheduling with energy consideration. Int. J. Prod. Res. 2015, 53, 1642–1660. [Google Scholar] [CrossRef]
- Li, K.; Tian, H. Integrated scheduling of reheating furnace and hot rolling based on improved multi objective differential evolution. Complexity 2018, 2018, 1919438. [Google Scholar] [CrossRef]
- Bian, J.; Yang, L. A study of flexible flow shop scheduling problem with variable processing times based on improved bat algorithm. Int. J. Simul. Process Model. 2020, 15, 245–254. [Google Scholar] [CrossRef]
- Cai, Y.; Qi, Y.; Cai, H.; Huang, H.; Chen, H. Chaotic discrete bat algorithm for capacitated vehicle routing problem. Int. J. Auton. Adapt. Commun. Syst. 2019, 12, 91–108. [Google Scholar] [CrossRef]
- Osaba, E.; Yang, X.S.; Diaz, F.; Lopez-Garcia, P.; Carballedo, R. An improved discrete bat algorithm for symmetric and asymmetric Traveling Salesman Problems. Eng. Appl. Artif. Intell. 2016, 48, 59–71. [Google Scholar] [CrossRef]
- Zhu, H.; He, B.; Li, H. Modified bat algorithm for the multi-objective flexible job shop scheduling problem. Int. J. Perform. Eng. 2017, 13, 999. [Google Scholar] [CrossRef]
- Biswal, S.; Barisal, A.K.; Behera, A.; Prakash, T. Optimal power dispatch using BAT algorithm. In Proceedings of the 2013 International Conference on Energy Efficient Technologies for Sustainability (ICEETS), Nagercoil, India, 10–12 April 2013; pp. 1018–1023. [Google Scholar]
- Jaafer, A.A.; Al-Bazoon, M.; Dawood, A.O. Structural topology design optimization using the binary bat algorithm. Appl. Sci. 2020, 10, 1481. [Google Scholar] [CrossRef]
- Tang, L.; Liu, J.; Rong, A.; Yang, Z. A review of planning and scheduling systems and methods for integrated steel production. Eur. J. Oper. Res. 2001, 133, 1–20. [Google Scholar] [CrossRef]
- Zhang, X.; Lv, Z. Model and solution of integrated batch planning and scheduling for steelmaking-continuous casting-hot rolling. Control Decis. 2013, 28, 1257–1262. [Google Scholar]
- Gouveia, L.; Paias, A.; Ponte, M. The travelling salesman problem with positional consistency constraints: An Application to healthcare services. Eur. J. Oper. Res. 2023, 308, 960–989. [Google Scholar] [CrossRef]
- Saji, Y.; Barkatou, M. A discrete bat algorithm based on Lévy flights for Euclidean traveling salesman problem. Expert Syst. Appl. 2021, 172, 114639. [Google Scholar] [CrossRef]
- Nan, Z.; Zhimin, L.; Shen, Q.; Ting, L. An Improved Unordered Pair Bat Algorithm for Solving the Symmetrical Traveling Salesman Problem. Found. Comput. Decis. Sci. 2022, 47, 87–103. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).