
Comparative Study of Carbon Nanotubes and Lignosulfonate as Polyvinyl Acetate (PVAc) Wood Adhesive-Reinforcing Agents

Abstract
:1. Introduction
2. Materials and Methods
2.1. Adhesive Blends Preparation
2.2. Adhesives Samples Characterization
2.3. Fourier Transform Infrared Spectroscopy (FTIR) Analysis
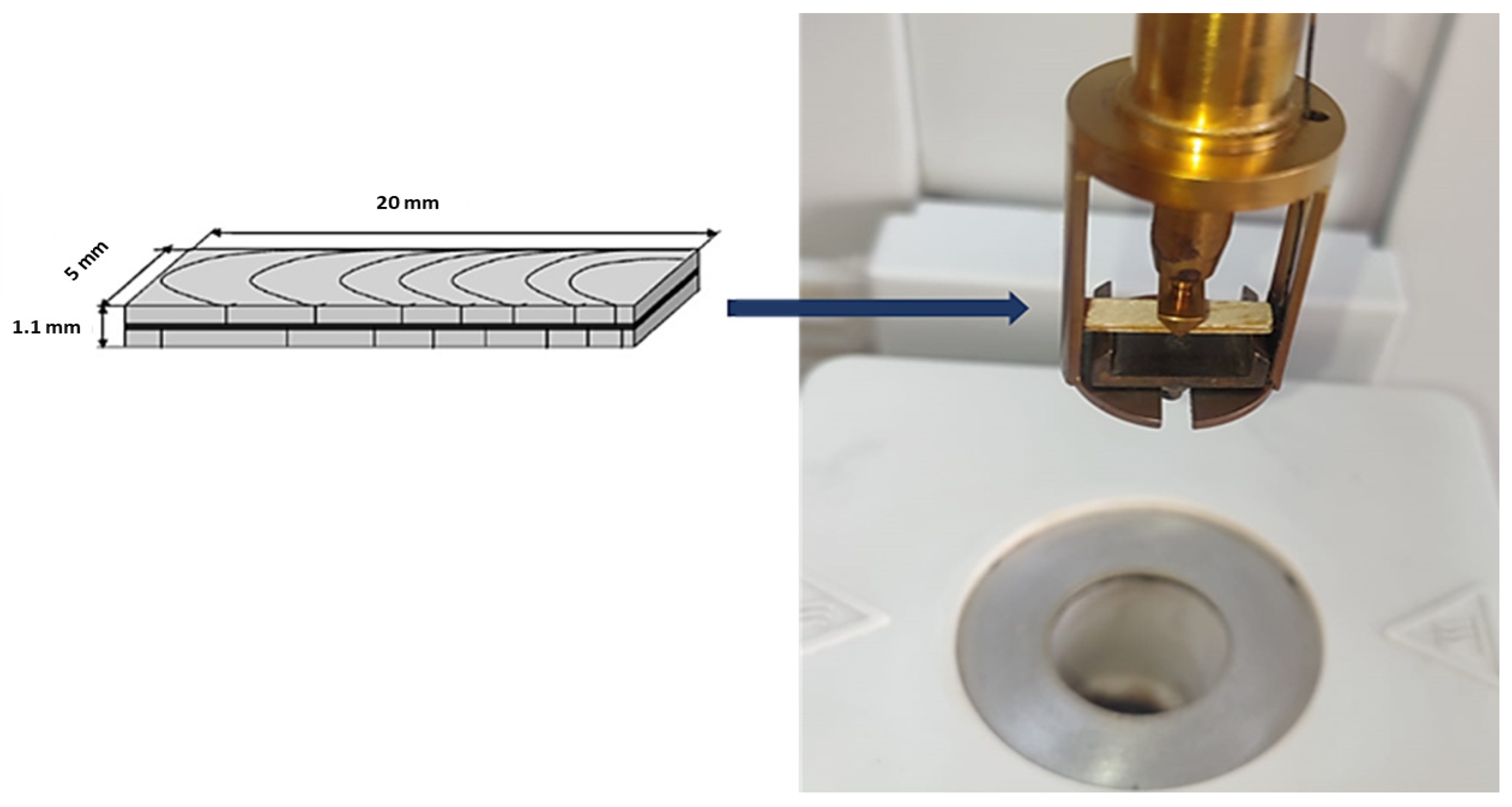
2.4. Dynamic Mechanical Analysis (DMA)
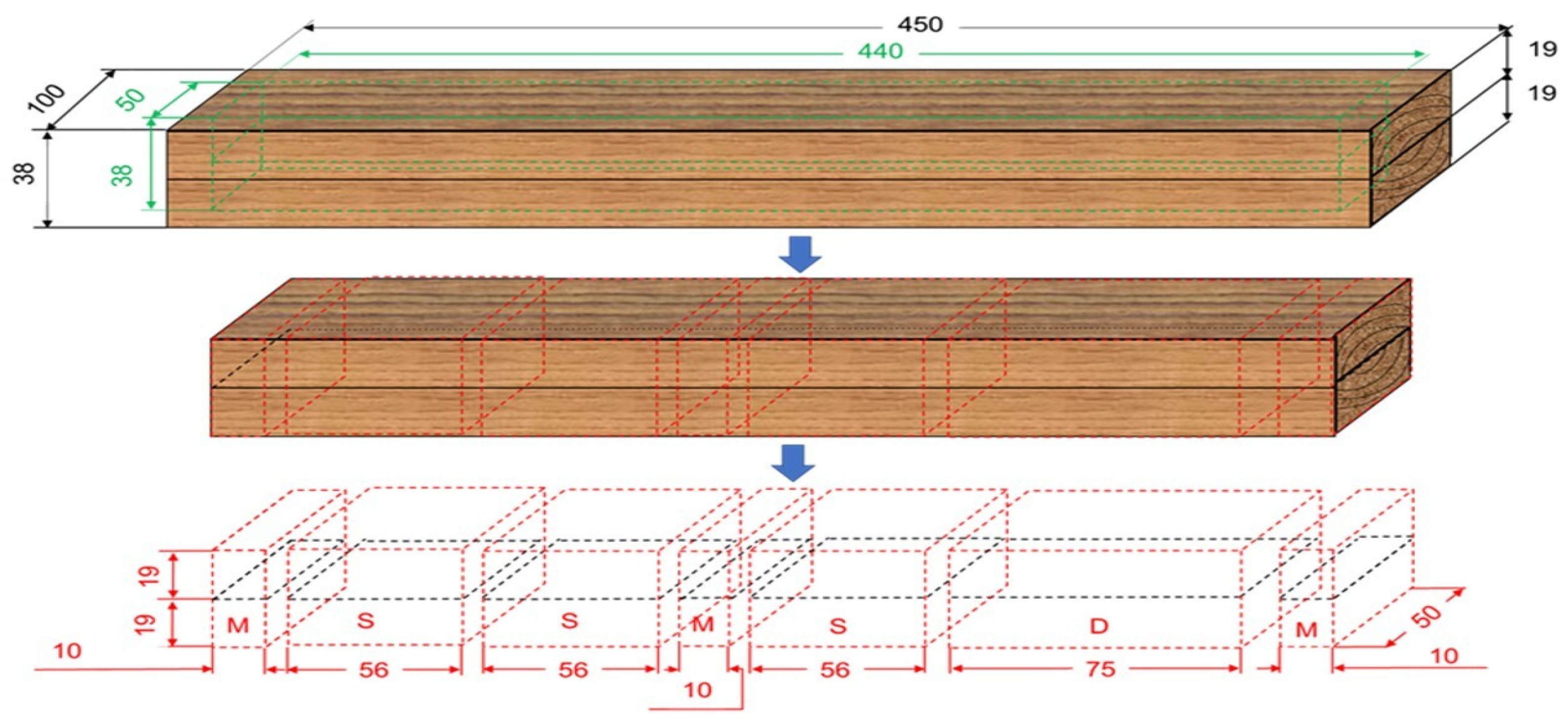
2.5. Gluing and Wood Specimens Obtention
2.6. Dry Test
2.7. Elevated Temperature Test
2.8. Vacuum-Pressure Test
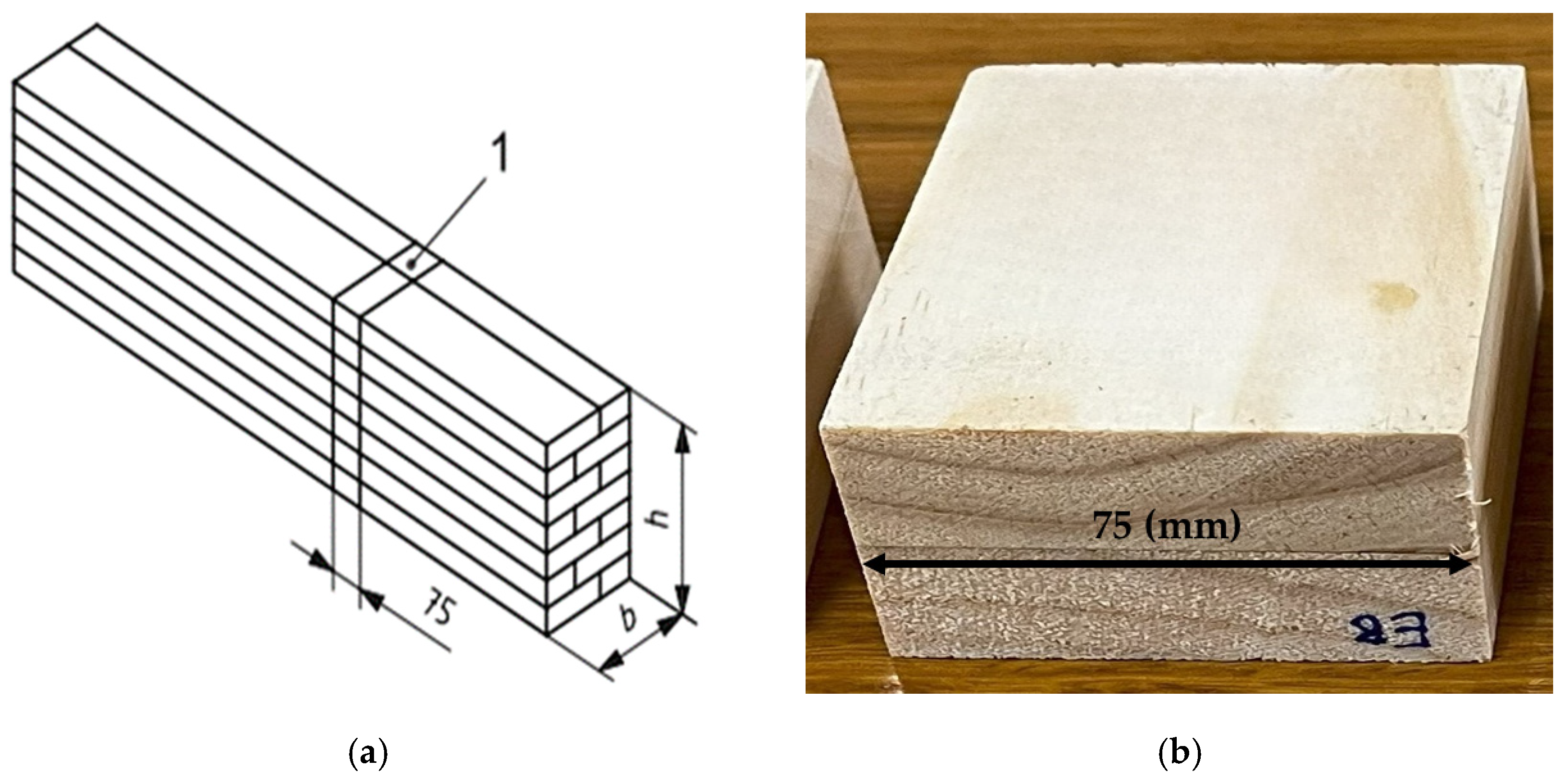
2.9. Delamination Test
2.10. Microscopy Test
3. Results
3.1. Adhesives Characterization
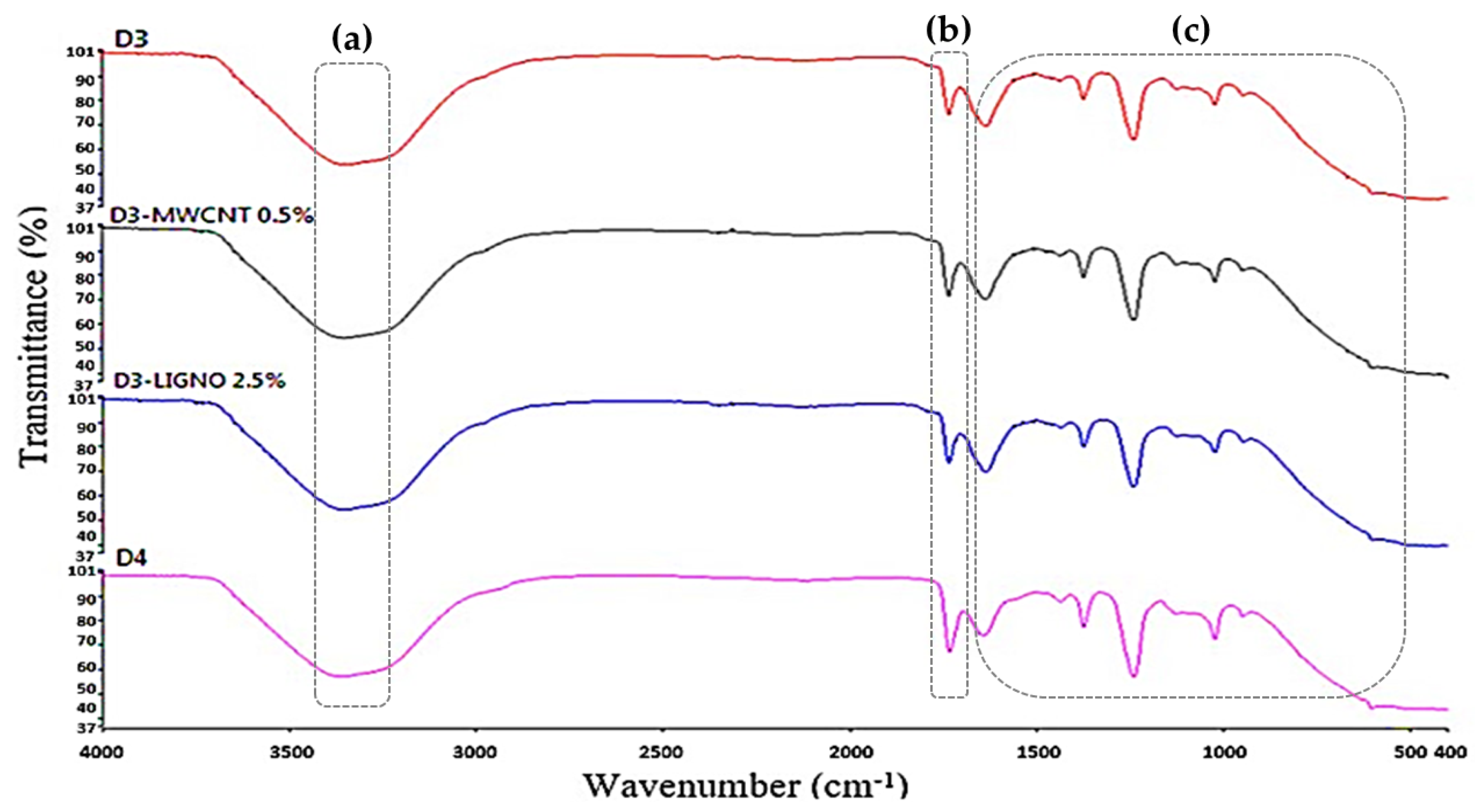
3.2. FTIR Analysis
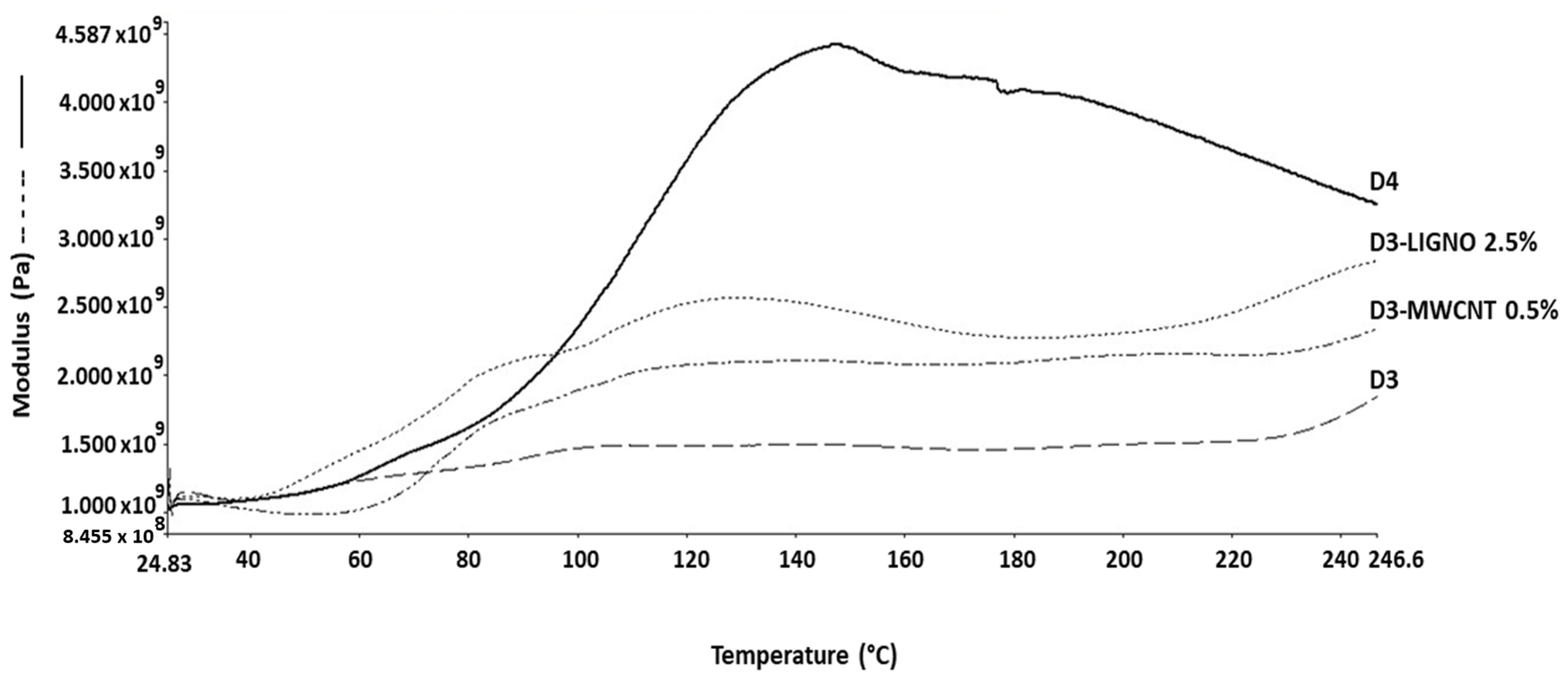
3.3. Dynamic Mechanical Analysis (DMA)
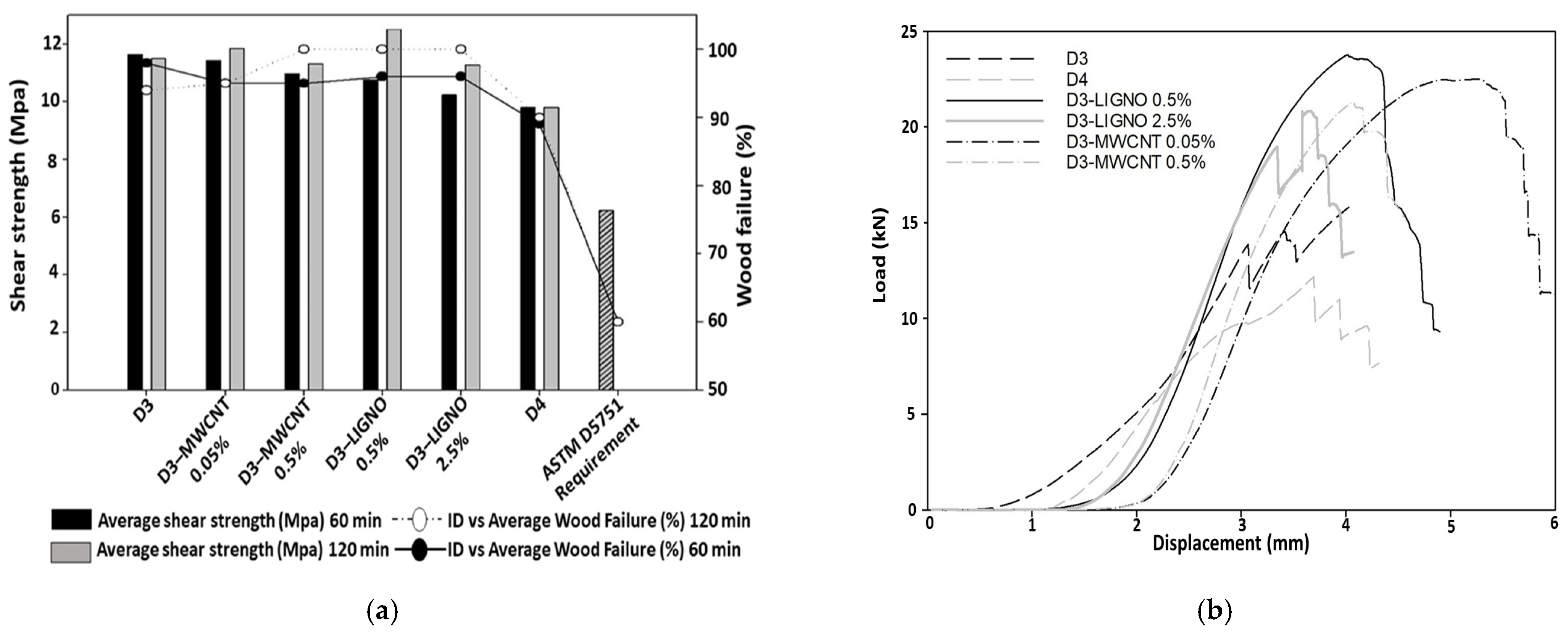
3.4. Mechanical Properties Test
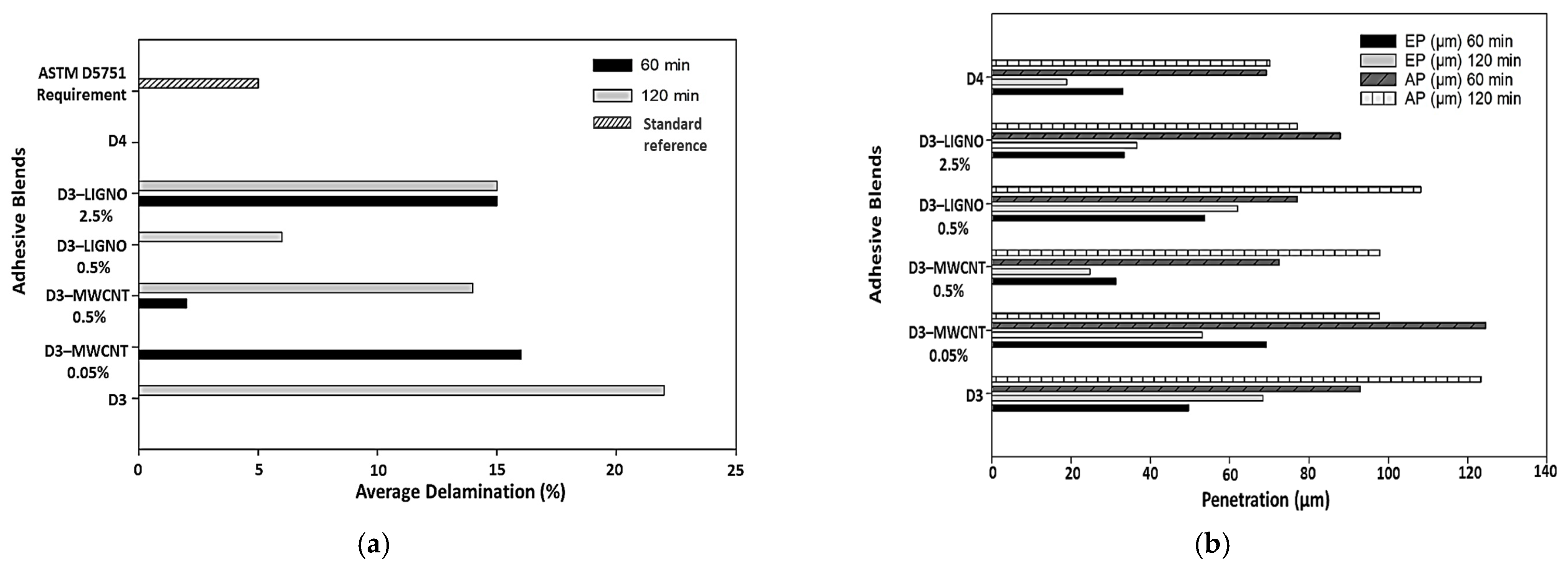
3.5. Delamination Test and Microscopy
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Petković, G.; Vukoje, M.; Bota, J.; Pasanec Preprotić, S. Enhancement of Polyvinyl Acetate (PVAc) Adhesion Performance by SiO2 and TiO2 Nanoparticles. Coatings 2019, 9, 707. [Google Scholar] [CrossRef]
- Barboutis, I.; Kamperidou, V. Shear strength of beech wood joints bonded with commercially produced PVAc D3 adhesives. Int. J. Adhes. Adhes. 2021, 105, 102774. [Google Scholar] [CrossRef]
- Kaboorani, A.; Riedl, B. International Journal of Adhesion & Adhesives Improving performance of polyvinyl acetate ( PVA ) as a binder for wood by combination with melamine based adhesives. Int. J. Adhes. Adhes. 2011, 31, 605–611. [Google Scholar] [CrossRef]
- Pizzi, A. Wood adhesives-basic. In Handbook of Adhesion, 2nd ed.; Packham, D.E., Ed.; John Wiley & Sons, Ltd.: Bath, UK, 2005. [Google Scholar]
- Salvini, A.; Saija, L.M.; Finocchiaro, S.; Gianni, G.; Giannelli, C.; Tondi, G. A new methodology in the study of PVAc-based adhesive formulations. J. Appl. Polym. Sci. 2009, 114, 3841–3854. [Google Scholar] [CrossRef]
- Kaboorani, A.; Riedl, B. Effects of adding nano-clay on performance of polyvinyl acetate (PVA) as a wood adhesive. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1031–1039. [Google Scholar] [CrossRef]
- Bila, N.F.; Trianoski, R.; Iwakiri, S.; Bila, N.F.; Manhiça, A.A.; Rocha, M.P.D. Bonding Quality Of Two Lesser-Used Wood Species Brachystegia Spiciformis And Julbernardia Globiflora From Mozambique. Maderas Cienc. Tecnol. 2021, 23, 1–12. [Google Scholar] [CrossRef]
- Mölleken, R.E.; Trianoski, R.; Neto, S.C.; Pereira, C.R.; Iwakiri, S.; Azevedo, E.C. Evaluation of pressing time in the production of edge glued panel with adhesive polyurethane derived from castor oil. Appl. Adhes. Sci. 2016, 4, 9. [Google Scholar] [CrossRef]
- Gadhave, R.V. Importance of Dynamic Mechanical Analysis to Predict Performance of the Polyvinyl Acetate Wood Adhesives in Summer Season. Open J. Polym. Chem. 2022, 12, 93–100. [Google Scholar] [CrossRef]
- Gadhave, R.V.I.; Dhawale, P.V. State of Research and Trends in the Development of Polyvinyl Acetate-Based Wood Adhesive. Open J. Polym. Chem. 2022, 12, 13–42. [Google Scholar] [CrossRef]
- López-Suevos, F.; Eyholzer, C.; Bordeanu, N.; Richter, K. DMA analysis and wood bonding of PVAc latex reinforced with cellulose nanofibrils. Cellulose 2010, 17, 387–398. [Google Scholar] [CrossRef]
- Jiang, W.; Tomppo, L.; Pakarinen, T.; Sirviö, J.A.; Liimatainen, H.; Haapala, A. Effect of cellulose nanofibrils on the bond strength of polyvinyl acetate and starch adhesives for wood. BioResources 2018, 13, 2283–2292. [Google Scholar] [CrossRef]
- Khan, U.; May, P.; Porwal, H.; Nawaz, K.; Coleman, J.N. Improved Adhesive Strength and Toughness of Polyvinyl Acetate Glue on Addition of Small Quantities of Graphene. ACS Appl. Mater. Interfaces 2013, 5, 1423–1428. [Google Scholar] [CrossRef] [PubMed]
- Kolya, H.; Kang, C.W. Polyvinyl acetate/reduced graphene oxide-poly (diallyl dimethylammonium chloride) composite coated wood surface reveals improved hydrophobicity. Prog. Org. Coat. 2021, 156, 106253. [Google Scholar] [CrossRef]
- Ansari, N.; Ali, J.; Zulfequar, M. Nanotechnology, Carbon Nanotubes (CNTs) and Applications. Importance Appl. Nanotechnol. 2021, 1, 71–89. [Google Scholar]
- Yang, S. Properties, applications, and prospects of carbon nanotubes in the construction industry. Archit. Struct. Constr. 2023, 3, 289–298. [Google Scholar] [CrossRef]
- Salah, L.S.; Ouslimani, N.; Bousba, D.; Huynen, I.; Danleé, Y.; Aksas, H. Carbon Nanotubes (CNTs) from Synthesis to Functionalized (CNTs) Using Conventional and New Chemical Approaches. J. Nanomater. 2021, 2021, 4972770. [Google Scholar] [CrossRef]
- Moya, R.; Rodríguez-Zúñiga, A.; Vega-Baudrit, J. Effects of adding multiwall carbon nanotubes on performance of polyvinyl acetate and urea-formaldehyde adhesives in tropical timber species. J. Nanomater. 2015, 16, 290. [Google Scholar] [CrossRef]
- Zafeiropoulou, K.; Kostagiannakopoulou, C.; Georgopoulou, M.; Vogiantzi, C.; Loutas, T.; Tsantzalis, S.; Sotiriadis, G.; Kostopoulos, V. Development of Multi-Functional Hybrid Carbon-Based Nano-Reinforced Epoxy Adhesives. World J. Mech. 2021, 11, 258–274. [Google Scholar] [CrossRef]
- Emin ÇETİN, M. Investigation of carbon nanotube reinforcement to polyurethane adhesive for improving impact performance of carbon fiber composite sandwich panels. Int. J. Adhes. Adhes. 2022, 112, 103002. [Google Scholar] [CrossRef]
- Ciritcioglu, H.H.; Özbay, G. Characterization and Adhesive Performance of Phenol-Formaldehyde Resol Resin Reinforced with Carbon Nanotubes. BioResources 2022, 17, 4781–4792. [Google Scholar] [CrossRef]
- Ruwoldt, J. A Critical Review of the Physicochemical Properties of Lignosulfonates: Chemical Structure and Behavior in Aqueous Solution, at Surfaces and Interfaces. Surfaces 2020, 3, 622–648. [Google Scholar] [CrossRef]
- Madyaratri, E.W.; Iswanto, A.H.; Nawawi, D.S.; Lee, S.H.; Fatriasari, W. Improvement of Thermal Behavior of Rattan by Lignosulphonate Impregnation Treatment. Forests 2022, 13, 1773. [Google Scholar] [CrossRef]
- Askvik, K.M.; Hetlesather, S.; Sjöblom, J.; Stenius, P. Properties of the lignosulfonate-surfactant complex phase. Colloids Surf. A Physicochem. Eng. Asp. 2001, 182, 175–189. [Google Scholar] [CrossRef]
- Myrvold, B.O. A new model for the structure of lignosulphonates. Part 1. Behaviour in dilute solutions. Ind. Crops Prod. 2008, 27, 214–219. [Google Scholar] [CrossRef]
- Da Silva, M.A.; Dos Santos, P.V.; Silva, G.C.; Lelis, R.C.C.; Do Nascimento, A.M.; Brito, E.O. Utilização de lignosulfonato e adesivo Fenol-Formaldeído na produção de painéis aglomerados. Sci. For. Sci. 2017, 45, 423–433. [Google Scholar] [CrossRef]
- Magina, S.; Gama, N.; Carvalho, L.; Barros-Timmons, A.; Evtuguin, D.V. Lignosulfonate-based polyurethane adhesives. Materials 2021, 14, 7072. [Google Scholar] [CrossRef] [PubMed]
- Hellmayr, R.; Bischof, S.; Wühl, J.; Guebitz, G.M.; Nyanhongo, G.S.; Schwaiger, N.; Liebner, F.; Wimmer, R. Enzymatic Conversion of Lignosulfonate into Wood Adhesives: A Next Step towards Fully Biobased Composite Materials. Polymers 2022, 14, 259. [Google Scholar] [CrossRef]
- Balea, G.; Lunguleasa, A.; Zeleniuc, O.; Coşereanu, C. Three Adhesive Recipes Based on Magnesium Lignosulfonate, Used to Manufacture Particleboards with Low Formaldehyde Emissions and Good Mechanical Properties. Forests 2022, 13, 737. [Google Scholar] [CrossRef]
- ASTM:D1084-97; Standard Test Methods for Viscosity of Adhesives. ASTM International: West Conshohocken, PA, USA, 1998; pp. 1–5.
- ASTM:E70-97; Standard Test Method for pH of Aqueous Solutions with the Glass Electrode 1. No. Reapproved 2002; ASTM International: West Conshohocken, PA, USA, 2008; Volume 11, pp. 1–6.
- ASTM:D1490-01; Standard Test Method for Nonvolatile Content of Urea-Formaldehyde Resin Solutions. ASTM International: West Conshohocken, PA, USA, 2013; Volume 1, pp. 1–2.
- UNE-EN 542:2003; Adhesives—Determination of density. Asociación Española de Normalización: Madrid, España, 2023; pp. 1–11.
- Núñez Decap, M.; Ballerini Arroyo, A.; Alarcón Énos, J. Evaluation of single cell protein from yeast for the development of wood adhesives. Eur. J. Wood Wood Prod. 2016, 74, 821–828. [Google Scholar] [CrossRef]
- Núñez-Decap, M.; Ballerini-Arroyo, A.; Alarcón-Enos, J. Sustainable particleboards with low formaldehyde emissions based on yeast protein extract adhesives Rhodotorula rubra. Eur. J. Wood Wood Prod. 2018, 76, 1279–1286. [Google Scholar] [CrossRef]
- Núñez-Decap, M.; Ballerini-Arroyo, A.; Alarcón-Enos, J. Wood-adhesives of Rhodotorula rubra reinforced with glyoxal and resorcinol. Int. Wood Prod. J. 2019, 10, 111–117. [Google Scholar] [CrossRef]
- ASTM:D5751-99; Standard Specification forAdhesives Used for Laminate Joints in NonstructuralLumber Products. ASTM International: West Conshohocken, PA, USA, 1999; pp. 1–10.
- ISO 12580; Timber structures—Glued laminated timber—Methods of test for glue-line delamination Structures. International Organization for Standardization: Geneva, Switzerland, 2015; Volume 10406–1:20, pp. 3–6.
- Nuryawan, A.; Park, B.D.; Singh, A.P. Penetration of urea-formaldehyde resins with different formaldehyde/urea mole ratios into softwood tissues. Wood Sci. Technol. 2014, 48, 889–902. [Google Scholar] [CrossRef]
- Sernek, M.; Resnik, J.; Kamke, F.A. Penetration of liquid urea-formaldehyde adhesive into beech wood. Wood Fiber Sci. 1999, 31, 41–48. [Google Scholar]
- Qin, L.; Lin, L.; Fu, F. Microstructural and micromechanical characterization of modified urea-formaldehyde resin penetration into wood. BioResources 2016, 11, 182–194. [Google Scholar] [CrossRef]
- Vashisth, A.; Auvil, T.J.; Sophiea, D.; Mastroianni, S.E.; Green, M.J. Using Radio-Frequency Fields for Local Heating and Curing of Adhesive for Bonding Metals. Adv. Eng. Mater. 2021, 23, 2100210. [Google Scholar] [CrossRef]
- Gruener, J.T.; Vashisth, A.; Pospisil, M.J.; Camacho, A.C.; Oh, J.H.; Sophiea, D.; Mastroianni, S.E.; Auvil, T.J.; Green, M.J. Local heating and curing of carbon nanocomposite adhesives using radio frequencies. J. Manuf. Process. 2020, 58, 436–442. [Google Scholar] [CrossRef]
- Qiao, L.; Easteal, A.J.; Bolt, C.J.; Coveny, P.K.; Franich, R.A. The effects of filler materials on poly(vinyl acetate) emulsion wood adhesives. Pigment Resin Technol. 1999, 28, 326–330. [Google Scholar] [CrossRef]
- Chao, S.; Liaw, Y.; Chou, J.H. The effects of filler shape, type, and size on the properties of encapsulation molding components. Electron. 2021, 10, 98. [Google Scholar] [CrossRef]
- Bilgram Chemie. Product Range Adhesives; Bilgram Chemie: Ostrach, Germany, 2019. [Google Scholar]
- Qintana, R.R.B.; Villegas, G.I.R.; Wilson, A.M.M.; Mundo, R.R.S. Nanotubos de carbono y bionanotecnología. Interciencia Rev. Cienc. y Tecnol. América 2008, 33, 331–336. [Google Scholar]
- Hossain, U.H.; Seidl, T.; Ensinger, W. Combined in situ infrared and mass spectrometric analysis of high-energy heavy ion induced degradation of polyvinyl polymers. Polym. Chem. 2014, 5, 1001–1012. [Google Scholar] [CrossRef]
- Verdet, M.; Salenikovich, A.; Cointe, A.; Coureau, J.L.; Galimard, P.; Toro, W.M.; Blanchet, P.; Delisee, C. Mechanical performance of polyurethane and epoxy adhesives in connections with glued-in rods at elevated temperatures. BioResources 2016, 11, 8200–8214. [Google Scholar] [CrossRef]
- Zhang, S.; Zheng, C.; Li, M.; Ding, K.; Huang, X.; Liang, X. Sodium lignosulfonate cross-linked bioprosthetic heart valve materials for enhanced cytocompatibility, improved hemocompatibility, and reduced calcification. Compos. Part B 2022, 234, 109669. [Google Scholar] [CrossRef]
- Prabhu, R.; Jagtap, R.; Digar, M. Study on incorporating wattle tannin in polyvinyl acetate emulsion and its effect on properties for wood bonding application. SN Appl. Sci. 2020, 2, 1722. [Google Scholar] [CrossRef]
- Bitenieks, J.; Meri, R.M.; Zicans, J.; Kalnins, M. Characterization of Polyvinyl Acetate/Multi Walled Carbon Nanotube Nanocomposites. Key Eng. Mater. 2017, 721, 13–17. [Google Scholar] [CrossRef]
- Yu, Y.; Fu, S.; Song, P.; Luo, X.; Jin, Y.; Lu, F.; Wu, Q.; Ye, J. Functionalized lignin by grafting phosphorus-nitrogen improves the thermal stability and flame retardancy of polypropylene. Polym. Degrad. Stab. 2012, 97, 541–546. [Google Scholar] [CrossRef]
- Bertini, F.; Canetti, M.; Cacciamani, A.; Elegir, G.; Orlandi, M.; Zoia, L. Effect of ligno-derivatives on thermal properties and degradation behavior of poly(3-hydroxybutyrate)-based biocomposites. Polym. Degrad. Stab. 2012, 97, 1979–1987. [Google Scholar] [CrossRef]
- Mandlekar, N.; Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Malucelli, G.; Guan, J.-P. An Overview on the Use of Lignin and Its Derivatives in Fire Retardant Polymer Systems. Lignin-Trends Appl. 2018, 9, 207–231. [Google Scholar] [CrossRef]
- Wang, M.; Yin, G.Z.; Yang, Y.; Fu, W.; Díaz Palencia, J.L.; Zhao, J.; Wang, N.; Jiang, Y.; Wang, D.Y. Bio-based flame retardants to polymers: A review. Adv. Ind. Eng. Polym. Res. 2023, 6, 132–155. [Google Scholar] [CrossRef]
- Pedraja, A. Combustión, Gasificación y Pirólisis de Lignosulfonato de Calcio Mediante TG-DSC-MS. 2016. Available online: https://repositorio.unican.es/xmlui/bitstream/handle/10902/8166/382177.pdf?sequence=1 (accessed on 16 December 2023).
- Komisarz, K.; Majka, T.M.; Pielichowski, K. Chemical Transformation of Lignosulfonates to Lignosulfonamides with Improved Thermal Characteristics. Fibers 2022, 10, 20. [Google Scholar] [CrossRef]
- Lee, D.K.; Yoo, J.; Kim, H.; Kang, B.H.; Park, S.H. Electrical and Thermal Properties of Carbon Nanotube Polymer Composites with Various Aspect Ratios. Materials 2022, 15, 1356. [Google Scholar] [CrossRef]
- Rotkin, S.V.; Perebeinos, V.; Petrov, A.G.; Avouris, P. An essential mechanism of heat dissipation in carbon nanotube electronics. Nano Lett. 2009, 9, 1850–1855. [Google Scholar] [CrossRef] [PubMed]
- Pérez Paz, A.; García-Lastra, J.M.; Markussen, T.; Thygesen, K.S.; Rubio, A. Carbon nanotubes as heat dissipaters in microelectronics. Eur. Phys. J. B 2013, 86, 234. [Google Scholar] [CrossRef]
- Ma, P.C.; Siddiqui, N.A.; Marom, G.; Kim, J.K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Dubey, R.; Dutta, D.; Sarkar, A.; Chattopadhyay, P. Functionalized carbon nanotubes: Synthesis, properties and applications in water purification, drug delivery, and material and biomedical sciences. Nanoscale Adv. 2021, 3, 5722–5744. [Google Scholar] [CrossRef]
- Donchak, V.; Stetsyshyn, Y.; Bratychak, M.; Broza, G.; Harhay, K.; Stepina, N.; Kostenko, M.; Voronov, S. Nanoarchitectonics at surfaces using multifunctional initiators of surface-initiated radical polymerization for fabrication of the nanocomposites. Appl. Surf. Sci. Adv. 2021, 5, 100104. [Google Scholar] [CrossRef]
- Andrade Guel, M.L.; López López, L.I.; Sáenz Galindo, A. Nanotubos de carbono: Funcionalización y aplicaciones biológicas. Rev. Mex. Ciencias Farm. 2012, 43, 9–18. [Google Scholar]
- Kamke, F.A.; Lee, J.N. Adhesive penetration in wood—A review. Wood Fiber Sci. 2007, 39, 205–220. [Google Scholar]
- Hass, P.; Wittel, F.K.; Mendoza, M.; Herrmann, H.J.; Niemz, P. Adhesive penetration in beech wood: Experiments. Wood Sci. Technol. 2012, 46, 243–256. [Google Scholar] [CrossRef]
- Hass, P.; Wittel, F.K.; Stampanoni, M.; Kastner, A.; Mannes, D.; Niemz, P.; Frihart, C.R.; Hunt, C.G.; Moon, R.J. 3D characterization of adhesive penetration into wood by means of synchrotron radiation. Proc. Int. Conf. Wood Adhes. 2009, 1, 348–351. [Google Scholar]
- Knorz, M.; Schmidt, M.; Torno, S.; Van De Kuilen, J.W. Structural bonding of ash (Fraxinus excelsior L.): Resistance to delamination and performance in shearing tests. Eur. J. Wood Wood Prod. 2014, 72, 297–309. [Google Scholar] [CrossRef]
- Frihart, C.R. Adhesive bonding and performance testing of bonded wood products. ASTM Spec. Tech. Publ. 2005, 2, 1–12. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, M.; Keten, S.; Derome, D.; Carmeliet, J. Towards unraveling the moisture-induced shape memory effect of wood: The role of interface mechanics revealed by upscaling atomistic to composite modeling. NPG Asia Mater. 2021, 13, 74. [Google Scholar] [CrossRef]
- Báder, M.; Németh, R. Spring-back of Wood after Longitudinal Compression. IOP Conf. Ser. Earth Environ. Sci. 2020, 505, 012018. [Google Scholar] [CrossRef]
- Bavaneghi, F.; Ghorbani, M.; Kargarfard, A. Effect of Press Time on Springback and Water Absorption of Acetylated Particleboard. In Proceedings of the 43rd IRG Annual Meeting, Kuala Lumpu, Malaysia, 6–10 May 2012; pp. 1–8. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples ID | MWCNT (%) | LIGNO (%) | Number of Specimens Tested | |||||
|---|---|---|---|---|---|---|---|---|
| Shear Strength (3 Conditions) | Microscopy | Delamination | ||||||
| Pressing Time (min) | ||||||||
| 60 | 120 | 60 | 120 | 60 | 120 | |||
| D3 | - | - | 60 | 60 | 3 | 3 | 10 | 10 |
| D3-MWCNT | 0.05 | - | 60 | 60 | 3 | 3 | 10 | 10 |
| D3-MWCNT | 0.5 | 60 | 60 | 3 | 3 | 10 | 10 | |
| D3-LIGNO | - | 0.5 | 60 | 60 | 3 | 3 | 10 | 10 |
| D3-LIGNO | - | 2.5 | 60 | 60 | 3 | 3 | 10 | 10 |
| D4 | - | - | 60 | 60 | 3 | 3 | 10 | 10 |
| Condition Test | Shear Strength (MPa) | Wood Failure (%) | ||
|---|---|---|---|---|
| Group Specimens (Average) | Individual Each Specimen | Group Specimens (Average) | Individual Each Specimen | |
| Dry | 6.22 | 3.11 | ≥60 | ≥30 |
| Elevated temperature | 4.15 | 2.07 | ≥40 | ≥20 |
| Vacuum-pressure | 5.19 | 2.59 | ≥50 | ≥25 |
| Samples ID | Viscosity (cP) | pH | Density (g/cm3) | Solid (%) | Electrical Conductivity (mS) |
|---|---|---|---|---|---|
| D3 | 2668.33 | 3.2 | 1.10 | 45 | 8.12 |
| D3-MWCNT 0.05% | 1549.00 | 3.1 | 1.10 | 43 | 8.52 |
| D3-MWCNT 0.5% | 994.67 | 3.3 | 1.09 | 40 | 8.33 |
| D3-LIGNO 0.5% | 1486.00 | 2.9 | 1.10 | 44 | 8.37 |
| D3-LIGNO 2.5% | 1719.00 | 3.3 | 1.10 | 45 | 8.97 |
| D4 | 3171.67 | 2.5 | 1.12 | 52 | 12.97 |
| ID SAMPLES | Dry Test | Elevated Temperature Test | Vacuum-Pressure Test | |||
|---|---|---|---|---|---|---|
| Shear Strength (MPa) * | Wood Failure (%) * | Shear Strength (MPa) * | Wood Failure (%) * | Shear Strength (MPa) * | Wood Failure (%) * | |
| D3 (1) | 11.64 ab | 98 ab | 5.6 ab | 5 a | 1.53 b | 5 ab |
| D3 (2) | 11.55 abc | 94 abc | 3.65 ab | 5 a | 0.92 ab | 0 a |
| D3-MWCNT 0.05% (1) | 11.43 abc | 95 abc | 3.70 ab | 10 a | 0.83 a | 0 a |
| D3-MWCNT 0.05% (2) | 11.85 bc | 95 abc | 2.60 ab | 5 a | 0.77 a | 25 b |
| D3-MWCNT 0.5% (1) | 10.97 abc | 95 abc | 2.16 a | 0 a | 0.96 ab | 5 a |
| D3-MWCNT 0.5% (2) | 11.32 abc | 100 b | 3.14 ab | 5 a | 1.13 abc | 20 bc |
| D3-LIGNO 0.5% (1) | 10.76 abc | 96 abc | 7.83 b | 19 b | 1.39 bc | 1 a |
| D3-LIGNO 0.5% (2) | 12.51 b | 100 b | 6.26 b | 7 a | 1.11 abc | 0 a |
| D3-LIGNO 2.5% (1) | 10.24 ab | 96 abc | 6.44 bc | 3 a | 1.11 abc | 0 a |
| D3-LIGNO 2.5% (2) | 11.28 abc | 100 b | 5.39 bc | 1 a | 0.93 ab | 0 a |
| D4 (1) | 9.80 a | 89 a | 5.81 bc | 50 b | 5.48 b | 70 c |
| D4 (2) | 9.80 a | 90 ab | 4.06 bc | 20 b | 4.98 b | 45 c |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidal-Vega, M.; Núñez-Decap, M.; Hernández-Durán, J.; Catricura-Muñoz, P.; Jara-Briones, C.; Moya-Rojas, B.; Opazo-Carlsson, C. Comparative Study of Carbon Nanotubes and Lignosulfonate as Polyvinyl Acetate (PVAc) Wood Adhesive-Reinforcing Agents. Appl. Sci. 2024, 14, 365. https://doi.org/10.3390/app14010365
Vidal-Vega M, Núñez-Decap M, Hernández-Durán J, Catricura-Muñoz P, Jara-Briones C, Moya-Rojas B, Opazo-Carlsson C. Comparative Study of Carbon Nanotubes and Lignosulfonate as Polyvinyl Acetate (PVAc) Wood Adhesive-Reinforcing Agents. Applied Sciences. 2024; 14(1):365. https://doi.org/10.3390/app14010365
Chicago/Turabian StyleVidal-Vega, Marcela, Mario Núñez-Decap, Javier Hernández-Durán, Pedro Catricura-Muñoz, Catalina Jara-Briones, Boris Moya-Rojas, and Camila Opazo-Carlsson. 2024. "Comparative Study of Carbon Nanotubes and Lignosulfonate as Polyvinyl Acetate (PVAc) Wood Adhesive-Reinforcing Agents" Applied Sciences 14, no. 1: 365. https://doi.org/10.3390/app14010365
APA StyleVidal-Vega, M., Núñez-Decap, M., Hernández-Durán, J., Catricura-Muñoz, P., Jara-Briones, C., Moya-Rojas, B., & Opazo-Carlsson, C. (2024). Comparative Study of Carbon Nanotubes and Lignosulfonate as Polyvinyl Acetate (PVAc) Wood Adhesive-Reinforcing Agents. Applied Sciences, 14(1), 365. https://doi.org/10.3390/app14010365