



IIoT System for Intelligent Detection of Bottleneck in Manufacturing Lines

Abstract
:1. Introduction
2. Literature Review
2.1. The Bottleneck in Manufacturing Lines
2.2. Technological Advances That Impact Data Flow and Data Integration
- Establishes information connections between processes, workstations, factories, and remote sites.
- Makes this information flow more accessible and expands the scope to analyze issues, such as those in this article, to obtain an effective detection of bottlenecks.
- Provides higher-quality data [21], encouraging monitoring, measurement, and comparison with other key information, where we will be able to control deviations or trends.
2.3. Big Data
- It is necessary to select which data to use to balance the cost and complexity of processing large amounts of information.
- Data quality: use cases where bottlenecks are reproduced should be captured and a specific dataset with key variables should be generated for analysis.
- Data analysis: predictive analysis has been proven by the authors to be the most effective way to analyze historical information and predict future events.
Supervised SVM Algorithm to Build a Prediction Model in Big Data
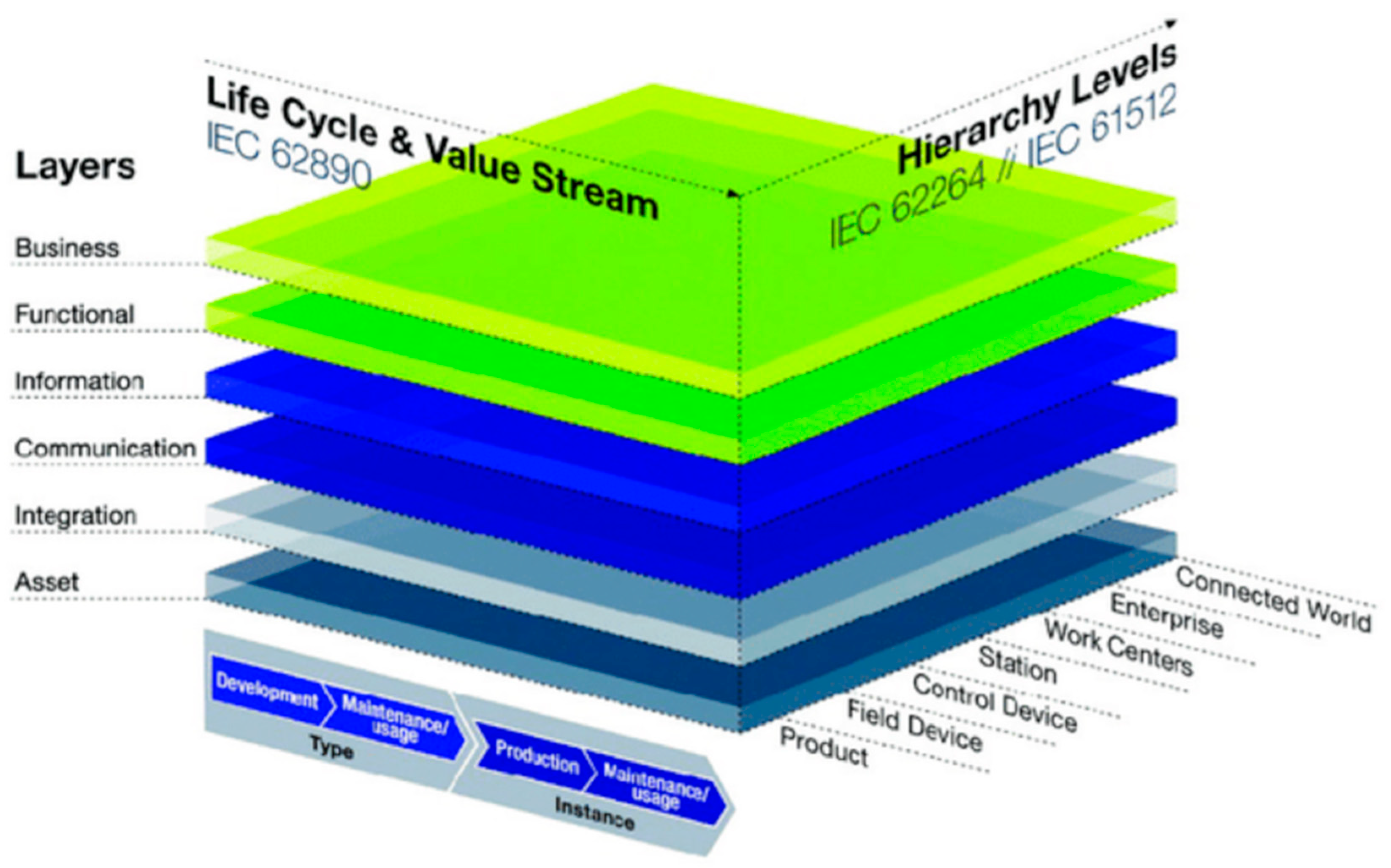
2.4. Current Reference Architecture for Industry 4.0
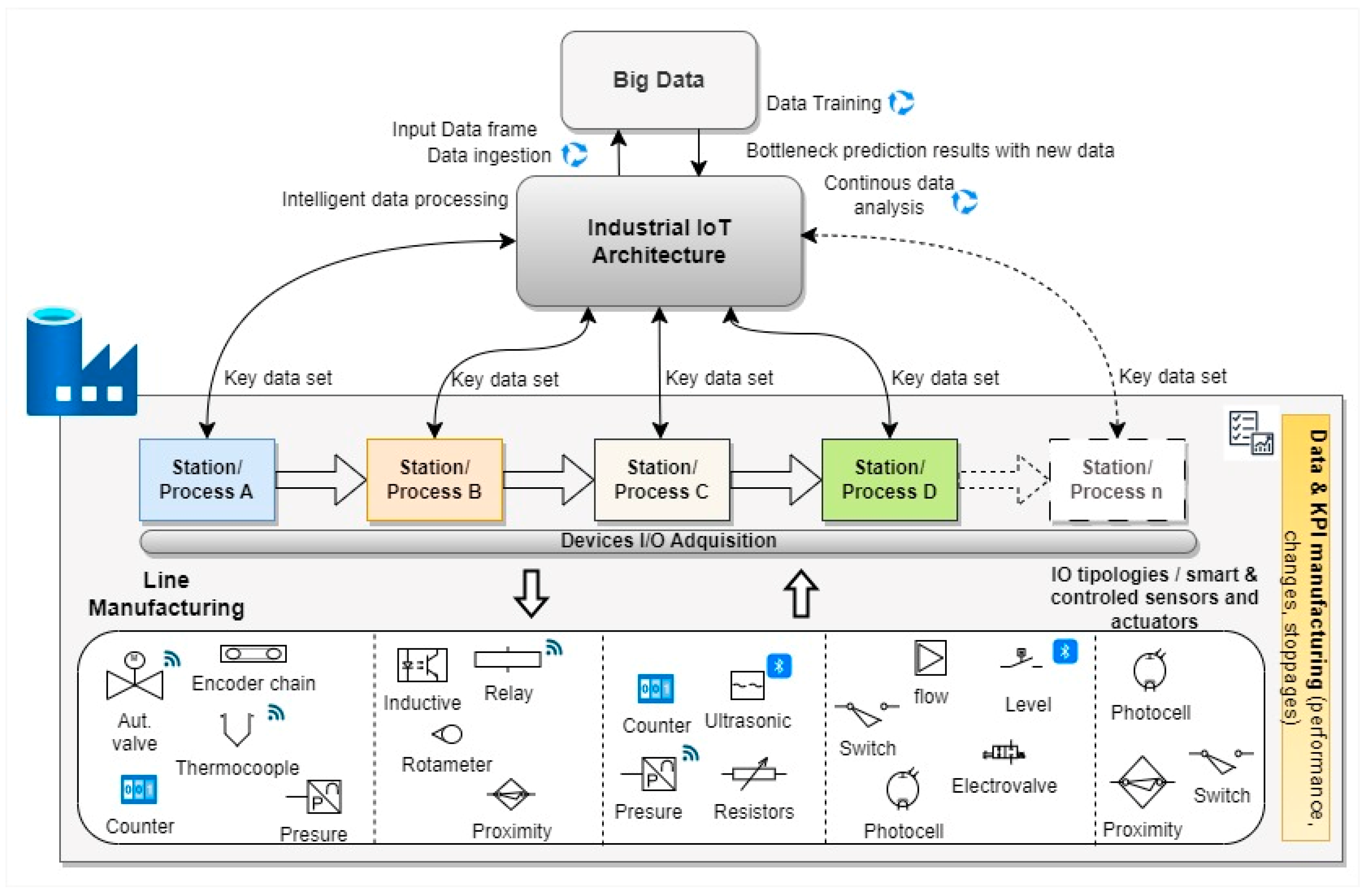
3. Proposal
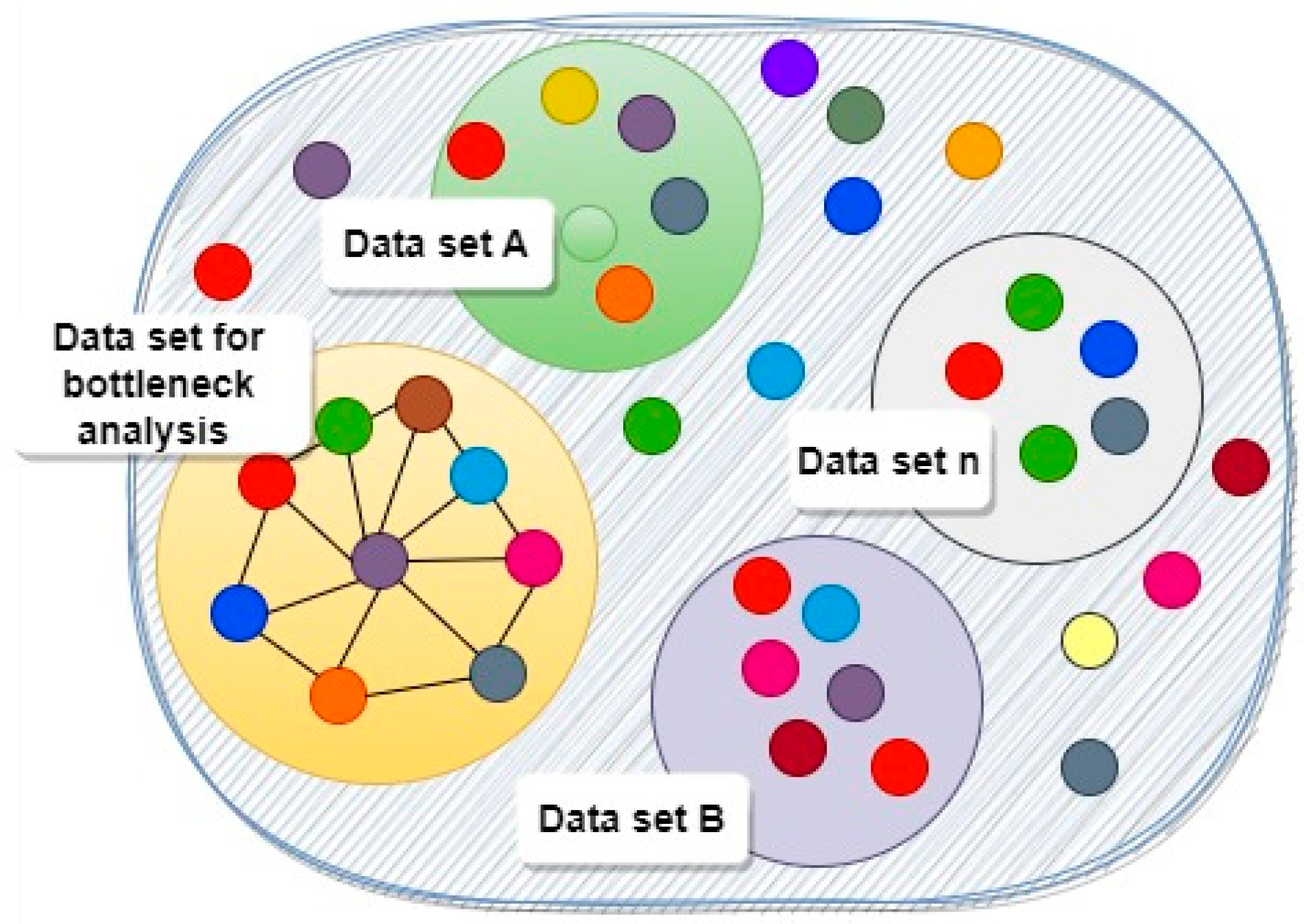
- The first aspect is to acquire and analyze quality data from sensors and actuators of the manufacturing lines that provide us with relevant information about bottleneck risk. With this, we can create a dataset that will help us evaluate the situation and value the system.
- The second aspect is an Industrial IoT architecture that transforms and articulates this information in an agile way from the operational technology (OT) [42] environment to information technology (IT) [43]. From this point, we will obtain a classified and plotted structure of the acquired data in near real time to make decisions in the face of the problem.
- The third aspect is the Big Data system and historical data analytics that will provide a basis to compare with the quality dataset previously acquired. We have the capability to handle trained data frames, allowing real-time predictions based on data acquired at the field device level.
3.1. Quality Data
- The user experience of the workstations, processes, or machines of the manufacturing line will be important to consider when obtaining the dataset.
- The approach to philosophies, such as total productive maintenance (TPM) [44], is important to create multidisciplinary teams that acquire the knowledge about the manufacturing line or process to track and establish criteria to determine what data and signals from sensors and actuators are needed to define the information set related to the bottleneck.
- The support provided by a Big Data system or data mining of manufacturing variables in contrast to production results will also be strategic to determine which sensors have provided sensitive data in the face of yield decreases, shutdowns, delays, and other aspects related to the occurrence of bottlenecks.
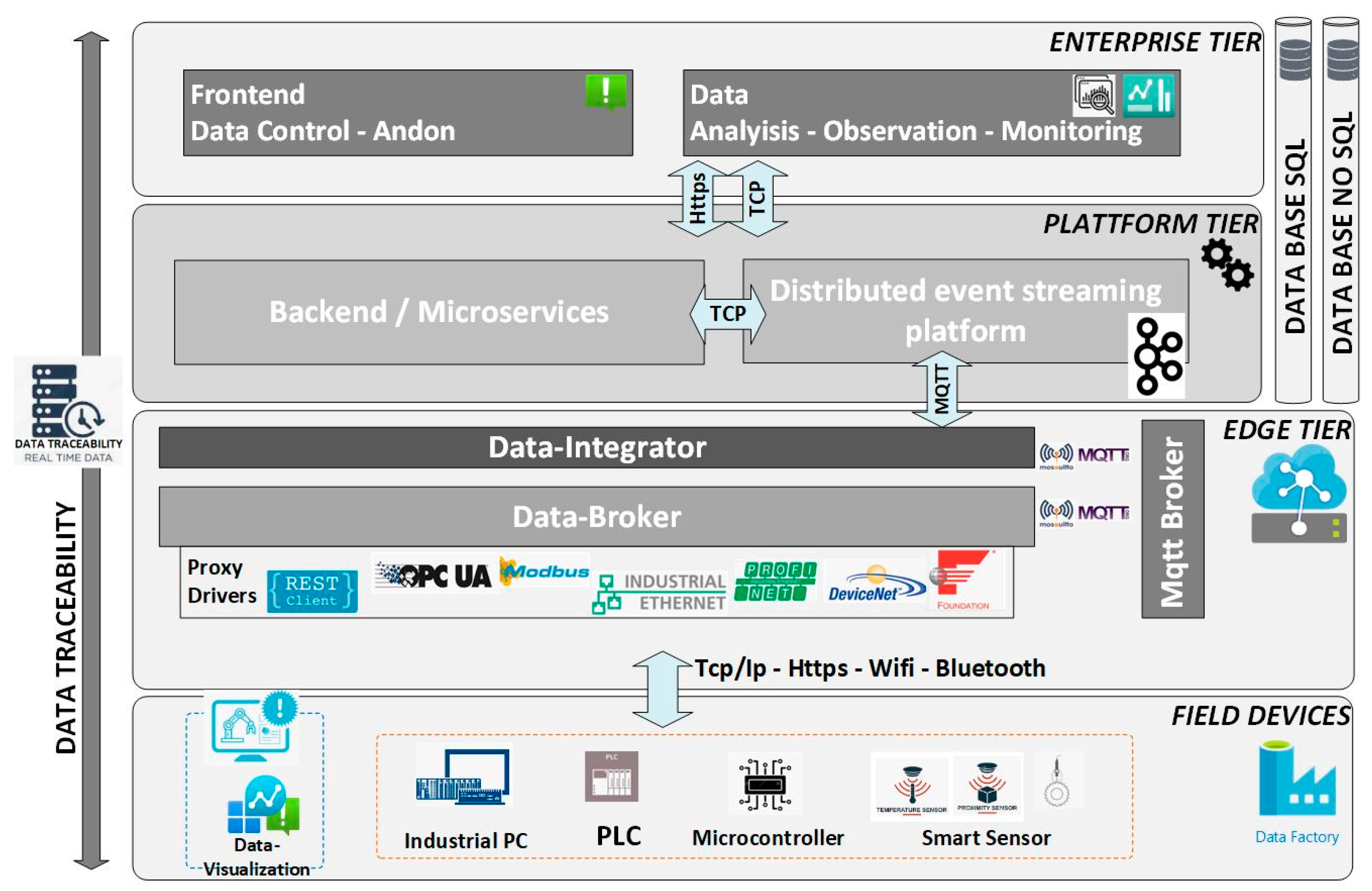
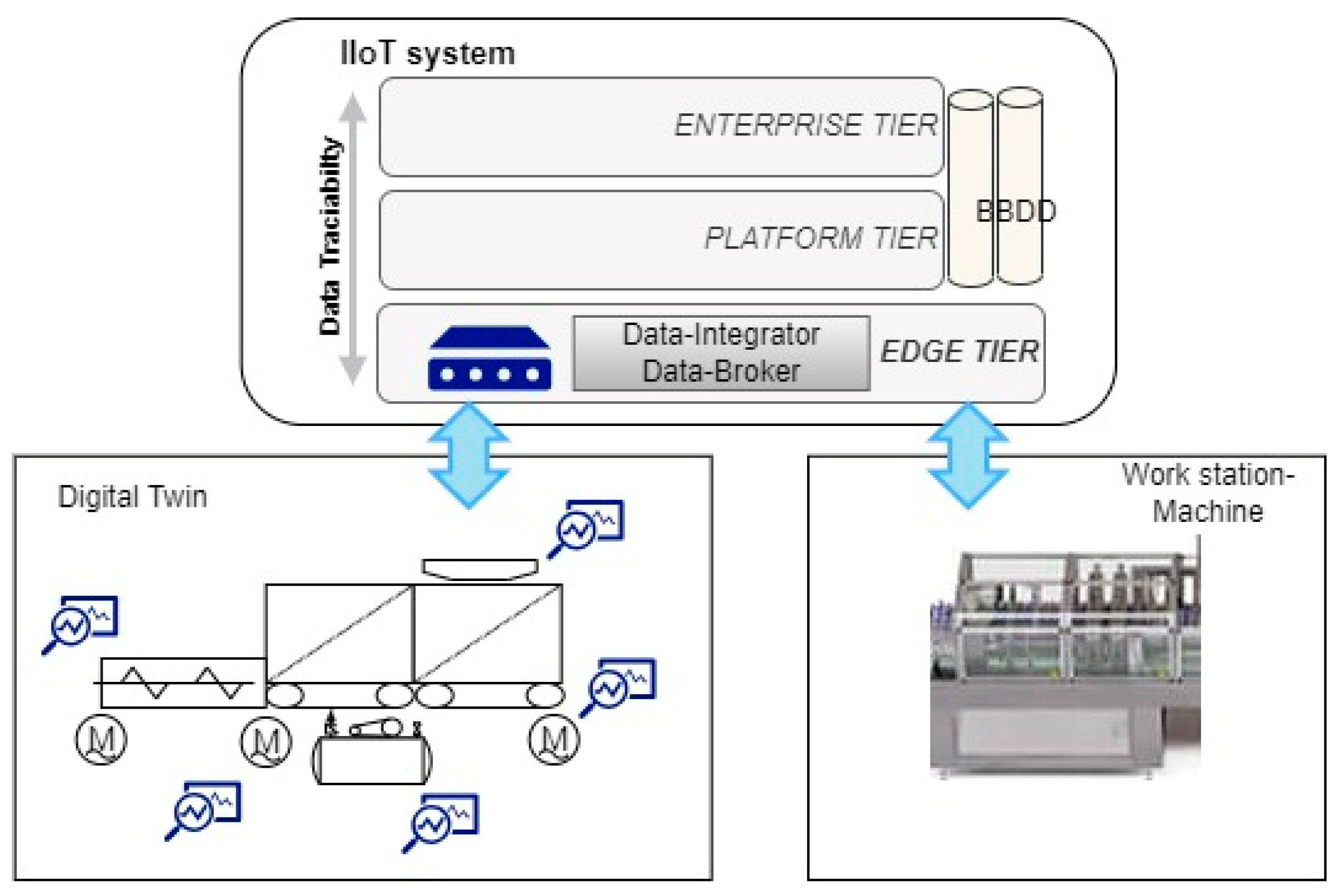
3.2. Proposed IIoT Architecture
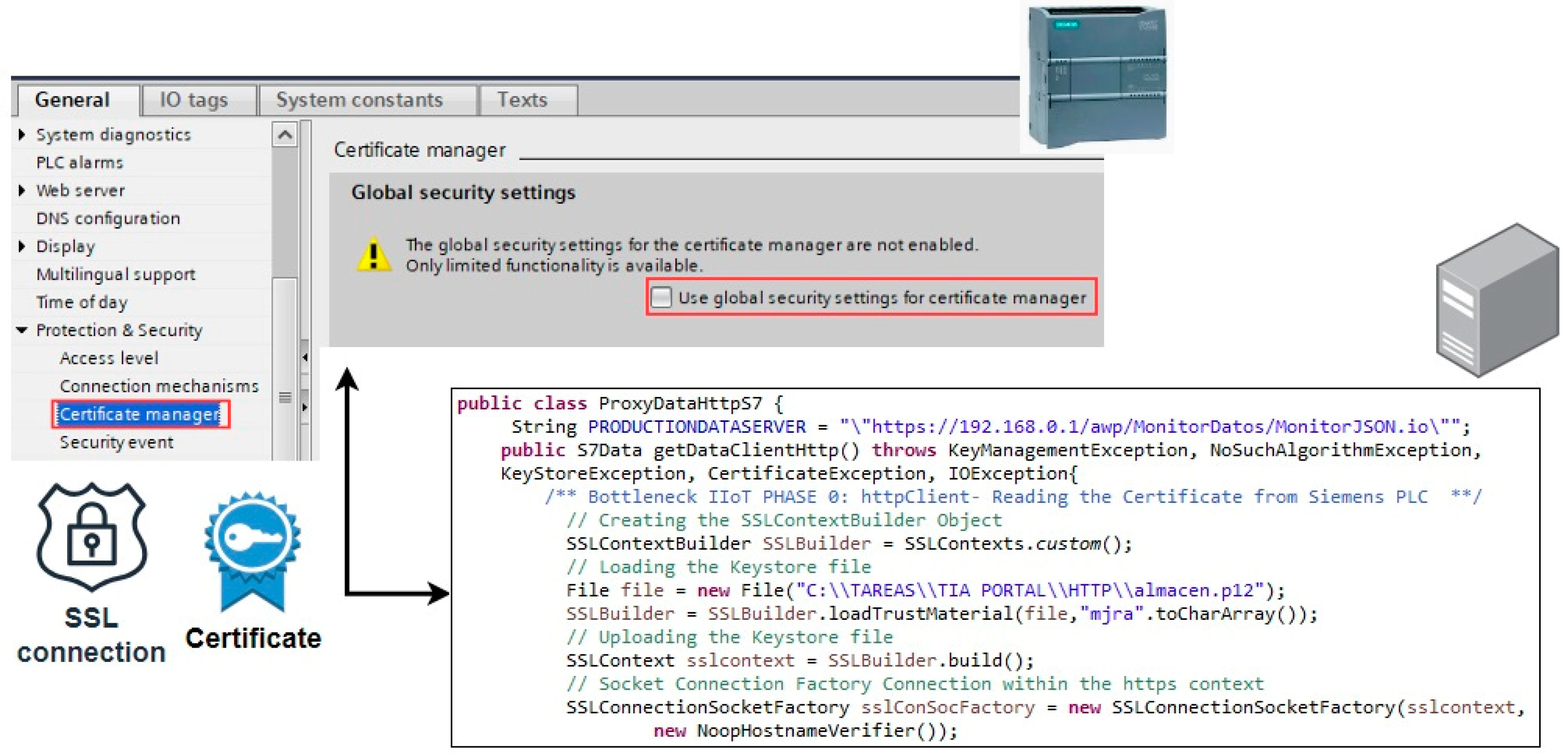
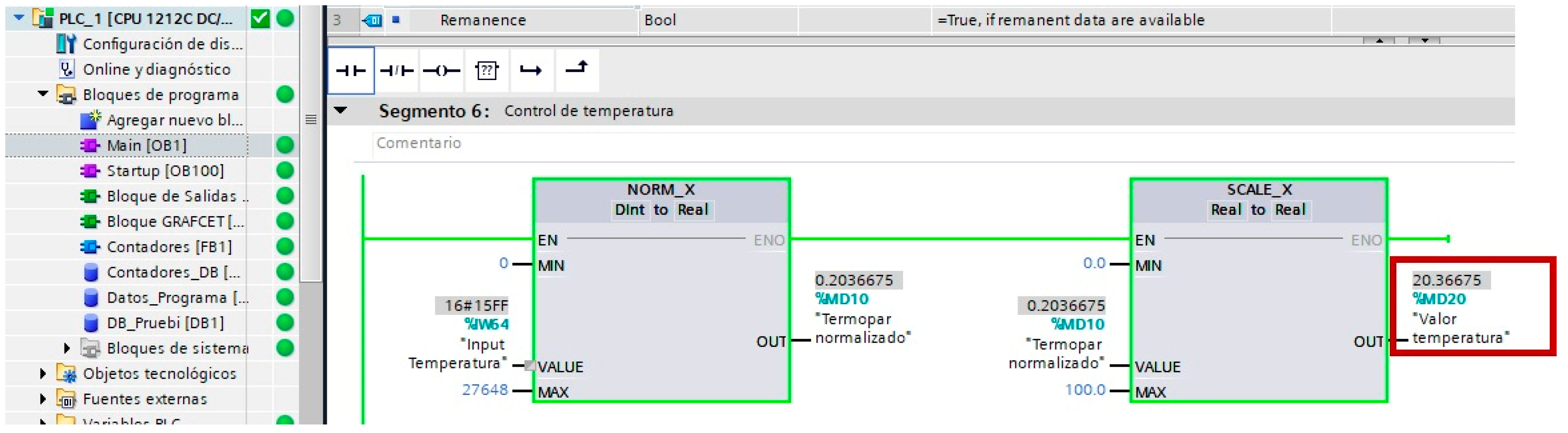
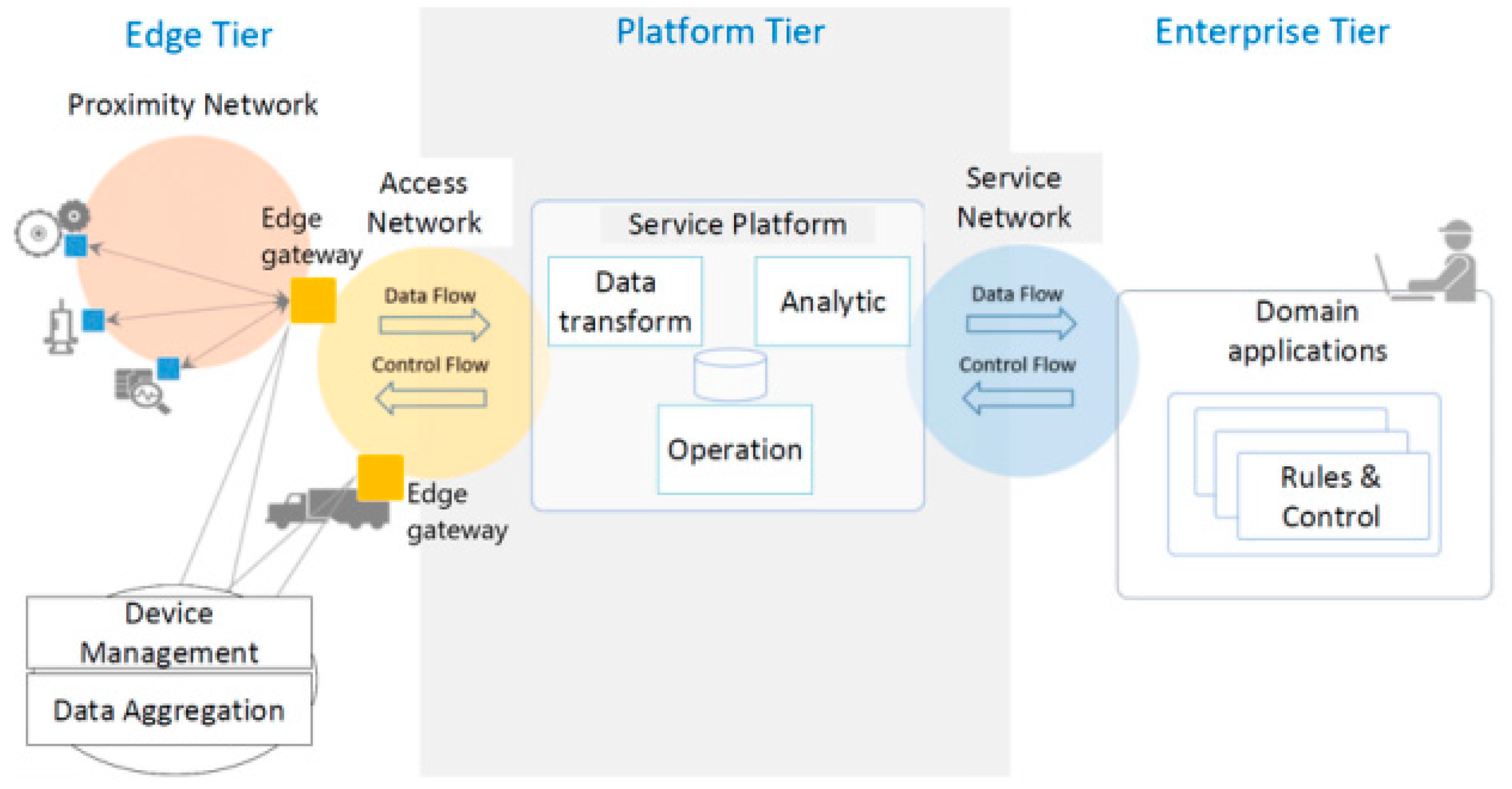
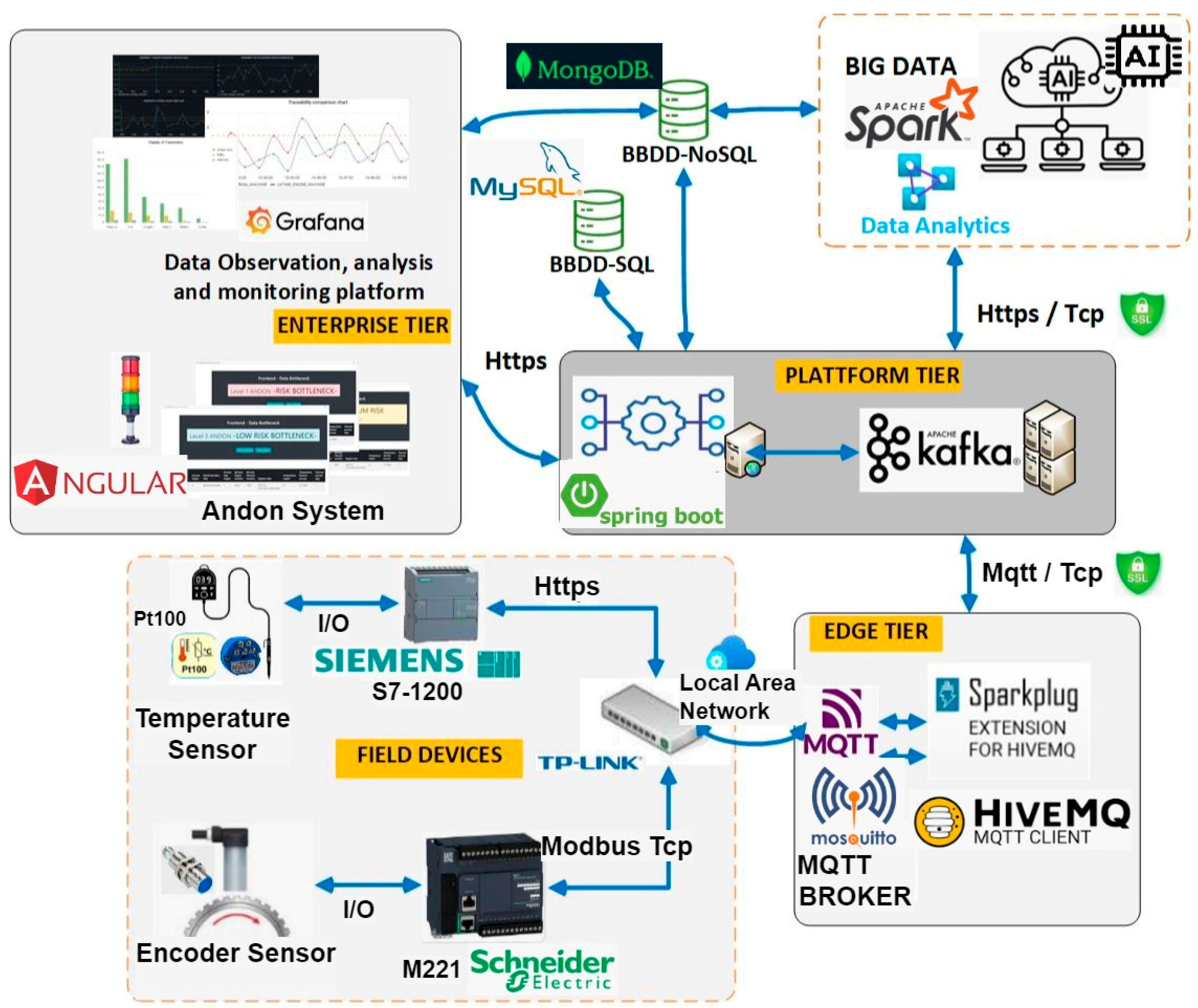
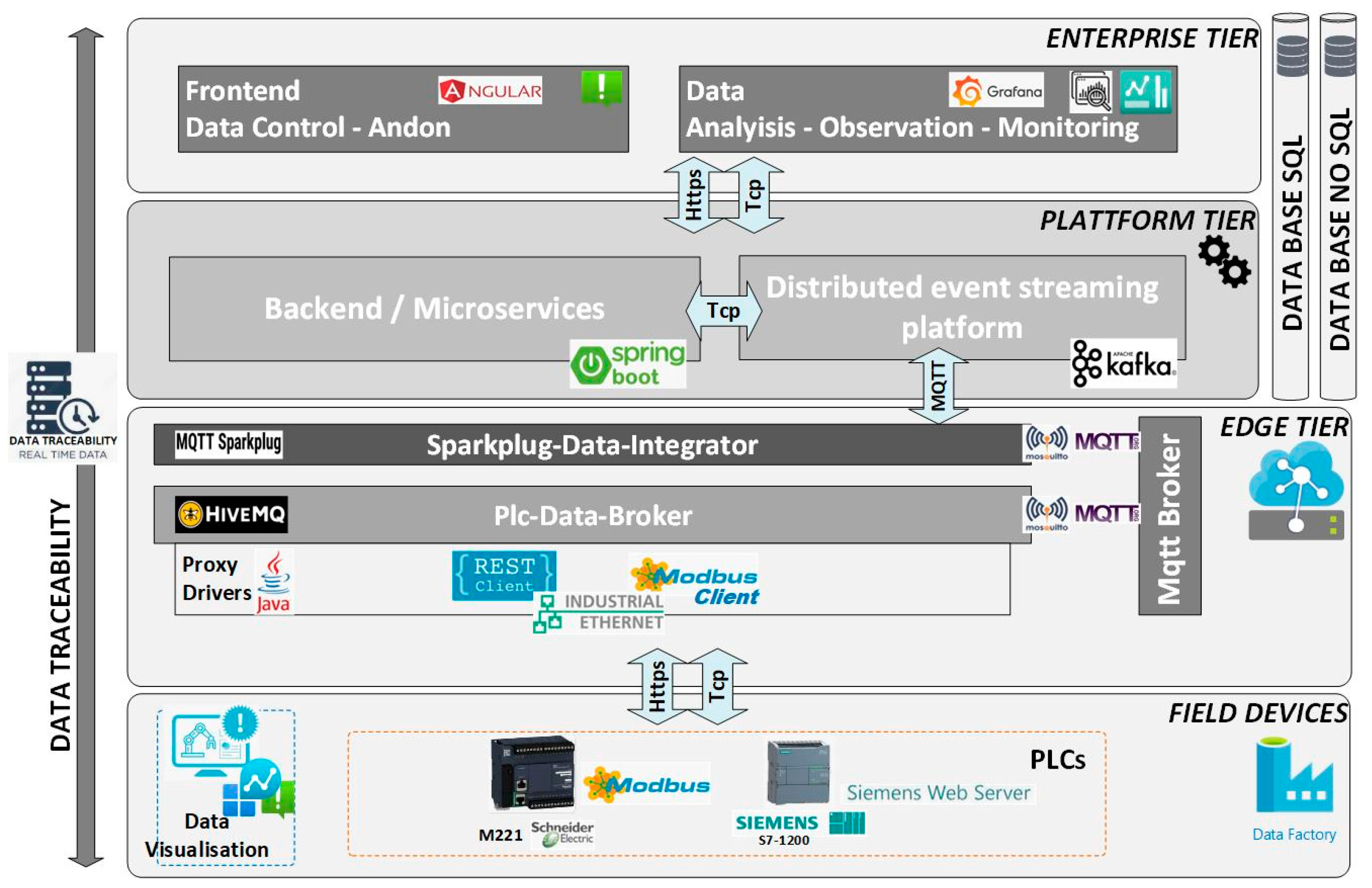
- The field devices tier facilitates connections with control devices such as PLCs, microcontrollers, industrial PCs, embedded systems, and smart sensors. This layer features a communication interface emphasizing interoperability through various protocols, including Ethernet and Wireless. While adapting this technology to an Industry 4.0 system may require effort, optimizing IT–OT convergence is crucial, as highlighted in [45]. Overall, this tier serves as a key link, connecting with control devices to acquire data from sensors and actuators.
- The edge tier plays a crucial role in processing acquired data for bottleneck detection. Using primarily MQTT 5 and OPC-UA [46] protocols, it prepares and categorizes data, with additional connectivity options, such as HTTP for external data sources. The integration component connects to these protocols, collecting sensor values and key data related to bottleneck issues. The objective is to subscribe to MQTT broker “topics” [47] or obtain data from OPC-UA clients, integrating, classifying, and publishing datasets for further analysis in the subsequent tier.
- The platform tier consists of a distributed event streaming platform and a microservices backend [48]. The event streaming platform subscribes to datasets containing bottleneck information, allowing real-time or deferred data utilization. The backend, operating as microservices, analyzes and publishes results by comparing real-time datasets with trained data from Big Data for risk predictions. Traceability data are stored in a relational SQL database for business use, including dashboard displays of data trends. Simultaneously, a NoSQL database stores data in JSON format, facilitating Big Data analysis and supporting data traceability analysis in the enterprise tier.
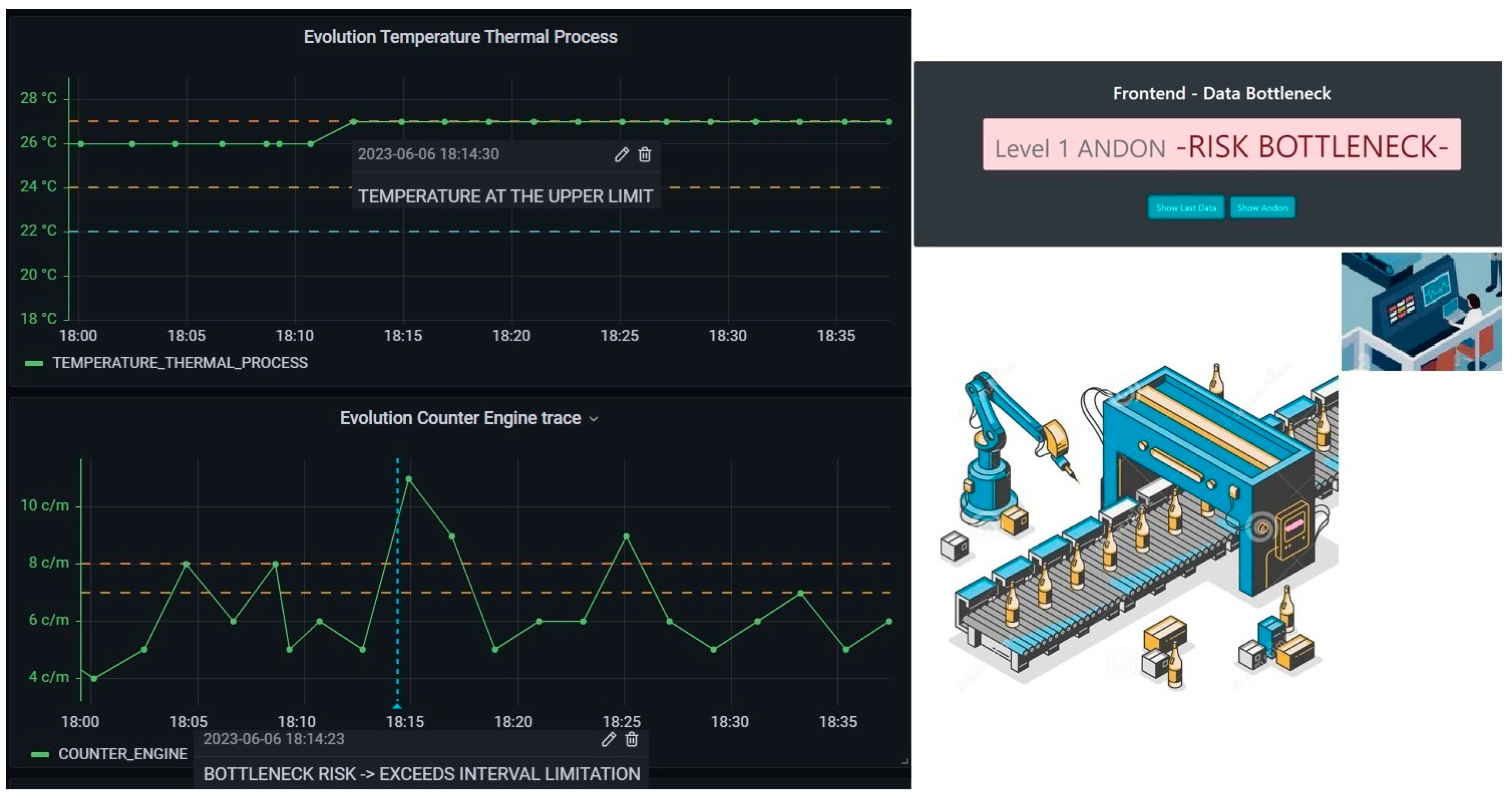
- The enterprise tier is designed to fulfill the needs of bottleneck detection and facilitate decision-making regarding risk. It includes a graphical system interface resembling an Andon system [49,50] for displaying bottleneck risks at key points on the manufacturing line. The front-end web client receives risk data from microservices, derived from Big Data information. Additionally, the component focuses on data analysis, observation, and monitoring over time using a NoSQL database type. This analysis aims to assess trends, calculate data, and create comparisons during moments of bottleneck risk, providing a solid foundation for informed manufacturing decisions.
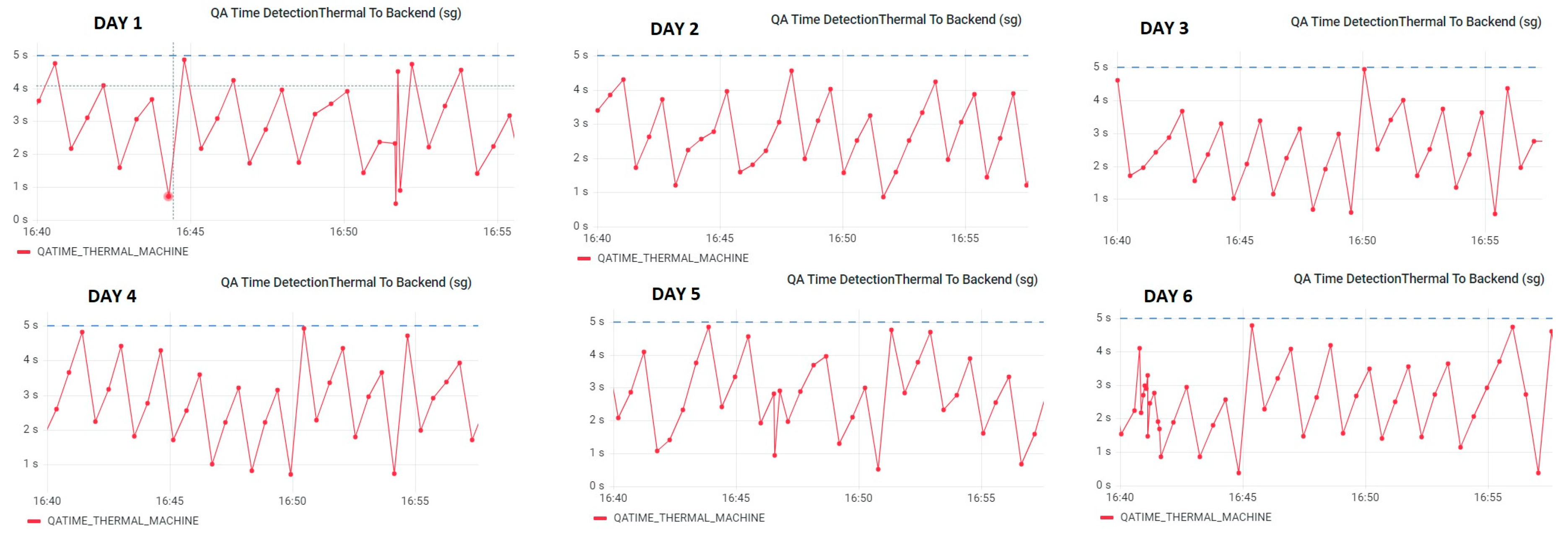
- Data traceability is a cross-component application ensuring data quality by incorporating timestamps in each tier. This enables comprehensive tracking of information at every step, offering metrics for optimal path determination, especially across different network segments. Continuous measurement of data is conducted to verify their quality and detect deviations, with the enterprise layer utilizing this information for latency analysis.
3.3. Big Data and Machine Learning
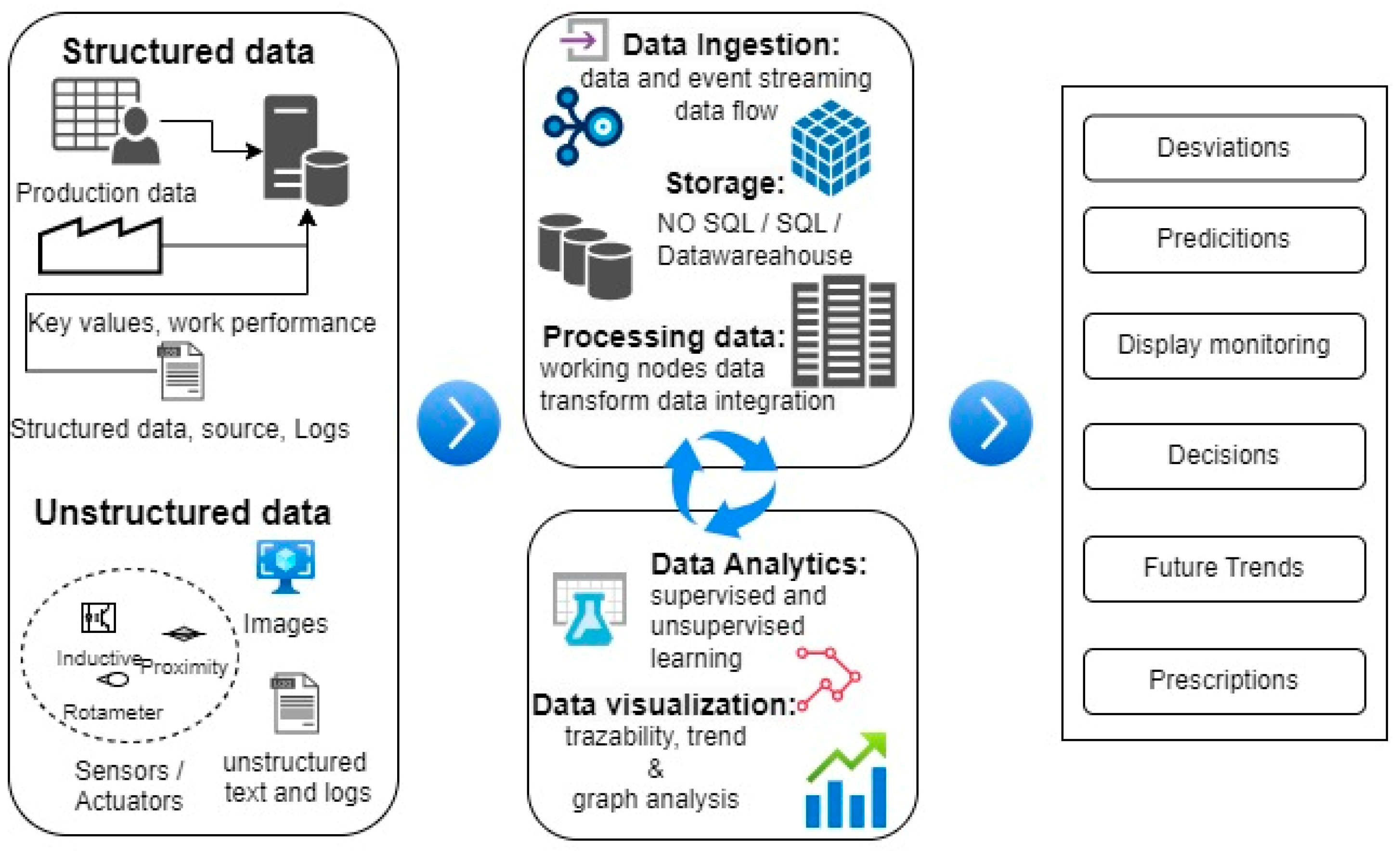
3.3.1. Big Data Process
3.3.2. Data Frame
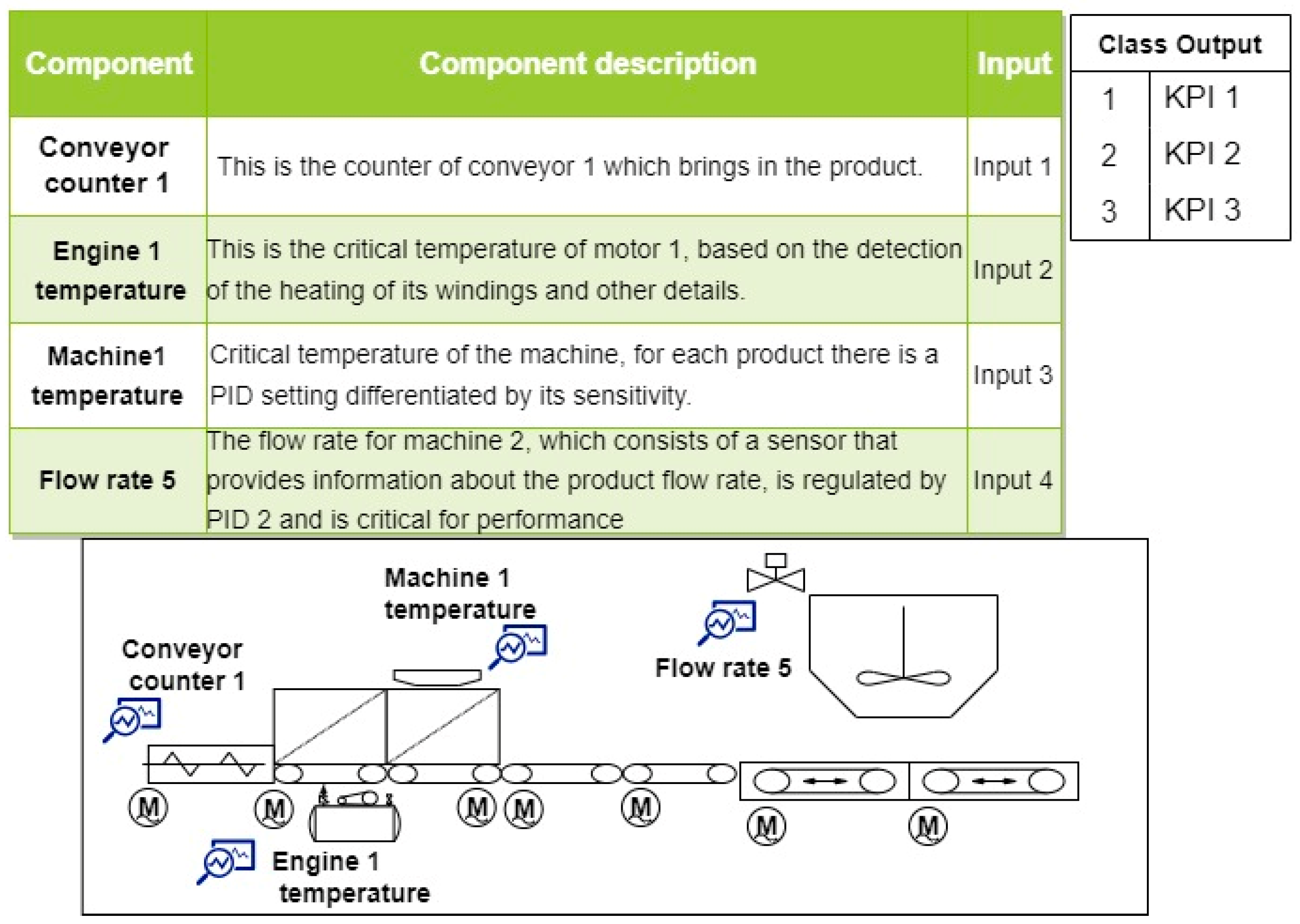
- From sensors and actuators, we can have discrete data (all/nothing), accumulated information, and numerical values from analogue sensors, such as temperatures, humidity, flow rates, levels, etc.
- The key manufacturing data [54] are those that will give us information about the moment of manufacture, such as yields, number of machine stoppages in each time, number of format changes in each time, product manufactured, etc.
- Specific information of the origin element, such as identification of the process, line, machine, specific station, etc.
3.3.3. Interpretability and Explainability
4. Experimentation
- Second, the real-time graphical observation system captures the information and displays it on the timeline to analyze moments of risk. We also measured the historical trend of the variables considering when they impacted during the bottleneck risk. This allowed us to see if there was oscillation, focus the problem on the variable in question, and make decisions.
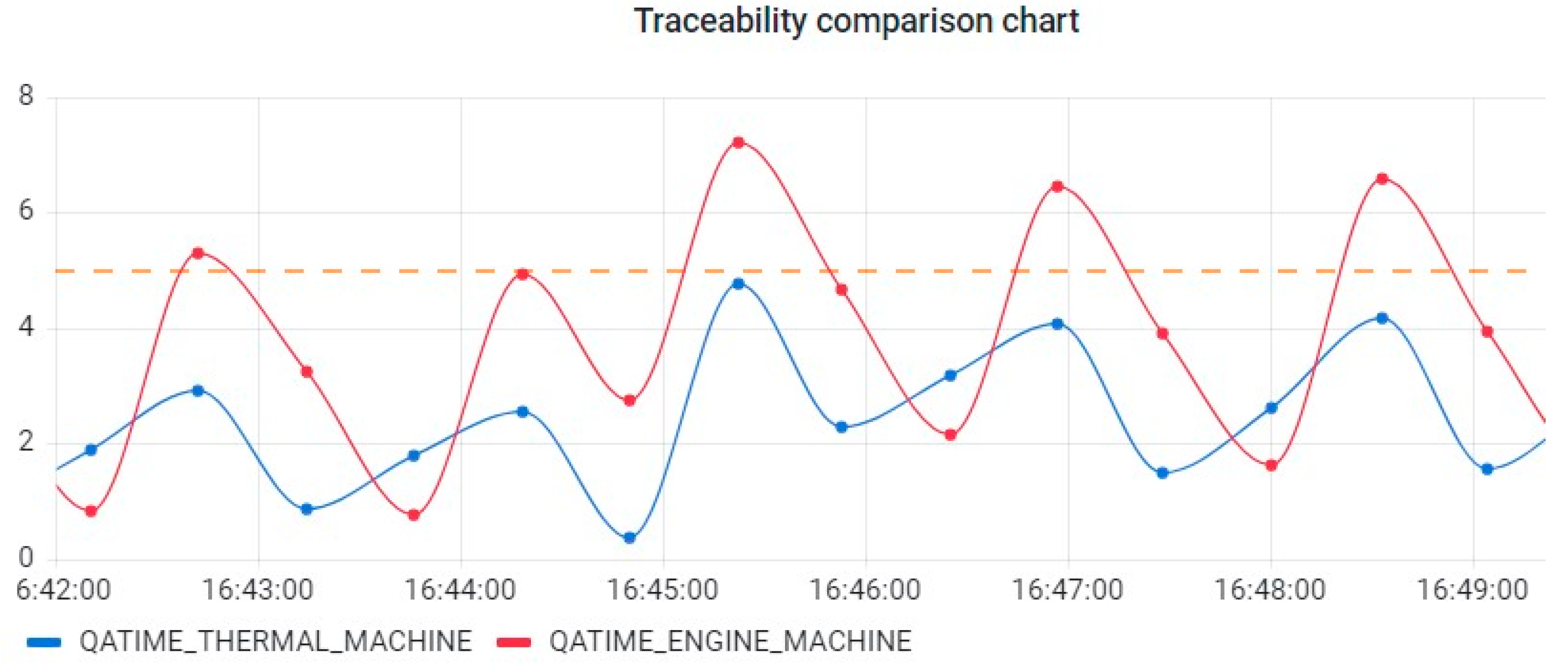
- Third, this experimentation environment also allowed us to cross between sensor and actuator measurements. In this way, we can compare their behavior, for example, whether key or risky moments aligned or not. Similarly, we measured the response times to make contrasts and comparisons of the system against latencies.
4.1. Hardware Used
4.2. Technologies Implemented in the Proposed IIoT Software Architecture
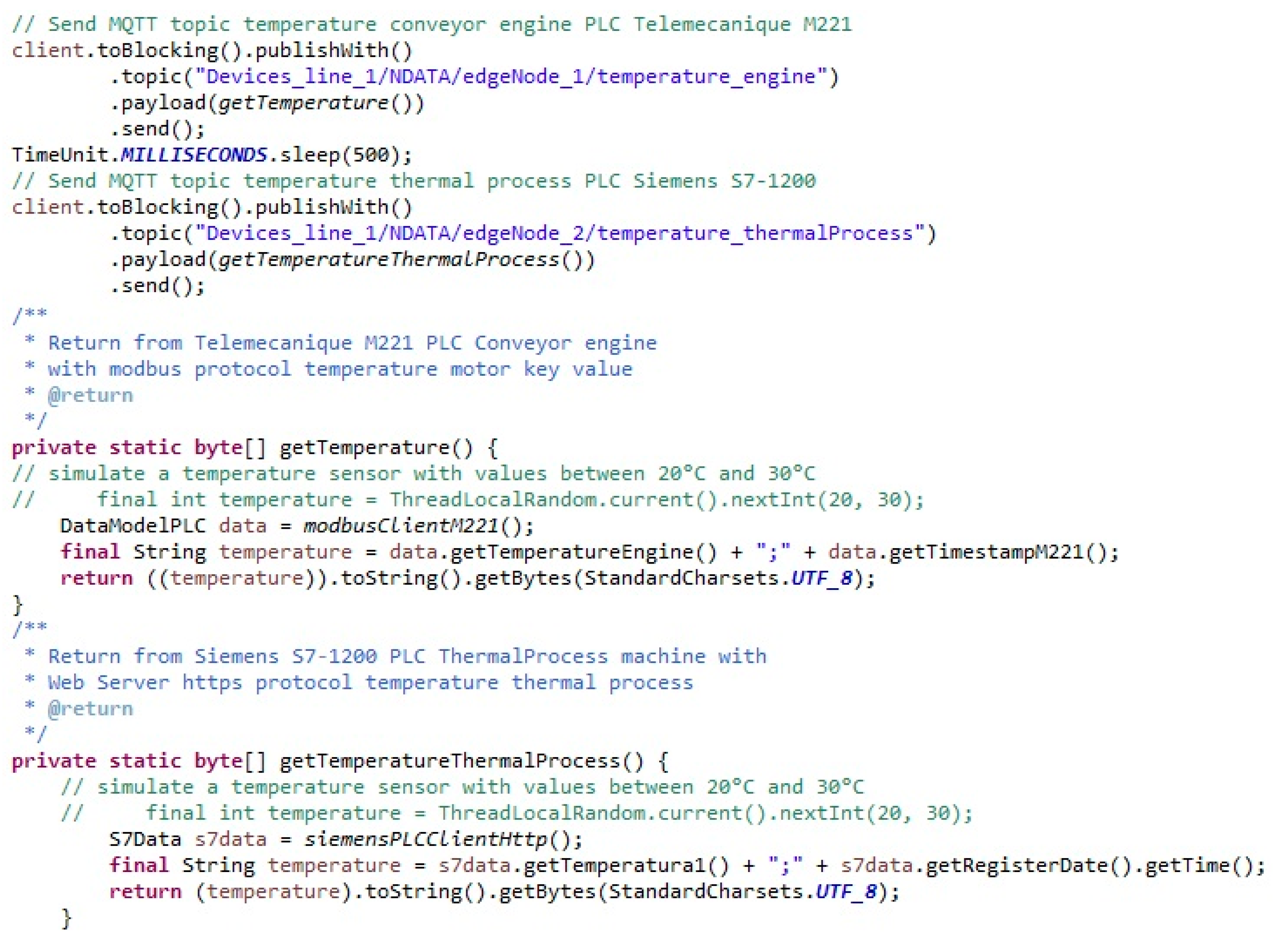
- In the simulation implementation, at the edge tier, the Plc-Data-broker component publishes and subscribes the information acquired from the PLCs through the MQTT engine. We used a Modbus service for the Schneider PLC and a web service using REST protocol for the Siemens PLC.
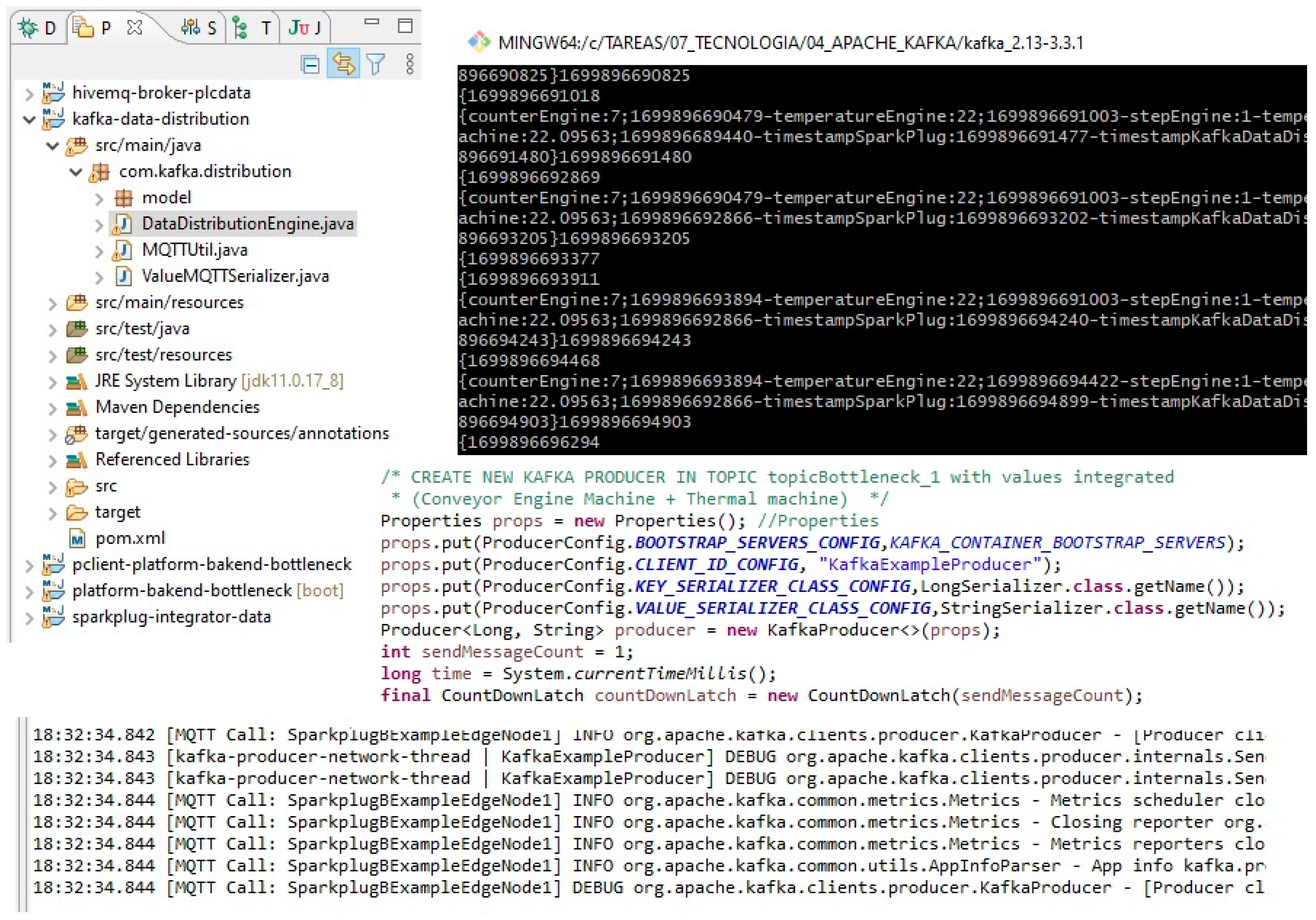
- The sparkplug-data-integrator component follows the specifications of the sparkplug framework [60], integrating MQTT data with specific topics for dataset identification and classification at the edge level. Additionally, the system incorporates a quality level using the “data traceability” component to save timestamps linked to the integrated data.
- Second is the backend/microservices component interfaces with distributed real-time data, connecting with Big Data to utilize trained Machine Learning data. It sends new datasets to assess the risk of a bottleneck, with a microservice publishing risk indications at regular intervals. This synchronous REST client, scheduled every 30 s in the experimentation, facilitates continuous information capture by the Andon system in the enterprise layer.
- The data captured from the experiment are stored in two databases: SQL for information traceability and business, and NoSQL for Big Data DB ingestion, providing a historical and analytical data source.
- The frontend for the proof-of-concept uses the angular single-page framework with the Node.js engine, enabling real-time updates and implementing the Andon system for monitoring.
- A simulated client system is implemented using Grafana 10 [63], connected to databases, to display a dashboard with key values. The dashboard triggers a review when the bottleneck alarm is activated, offering insights into data behavior. The platform allows interval-based updates, displaying trends over different periods. Additionally, the enterprise tier will feature an interface to connect to the NoSQL database with historical data from the Big Data system to analyze future trends and make decisions regarding the sensible dataset for bottleneck detection.
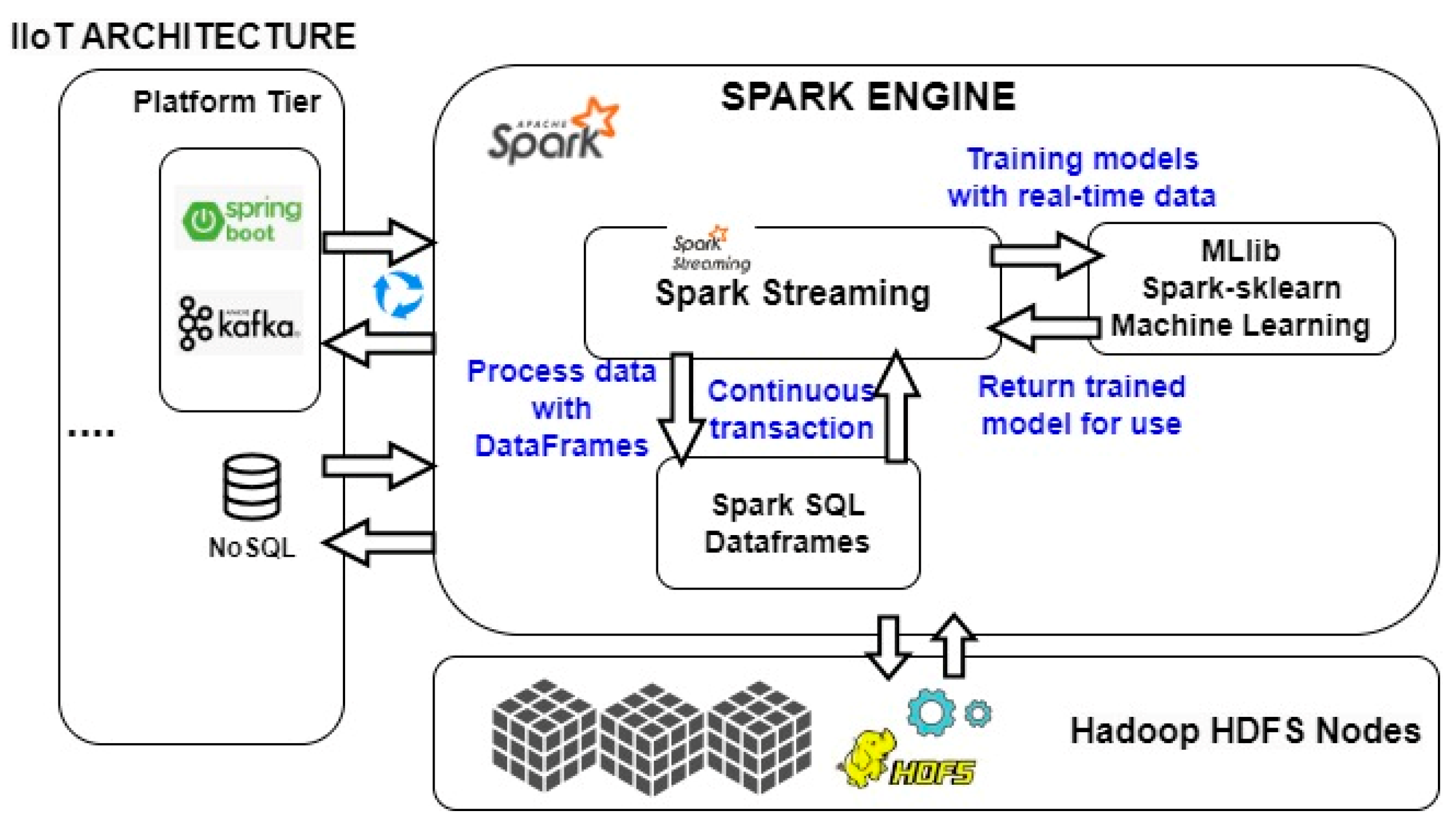
4.3. Big Data Architecture
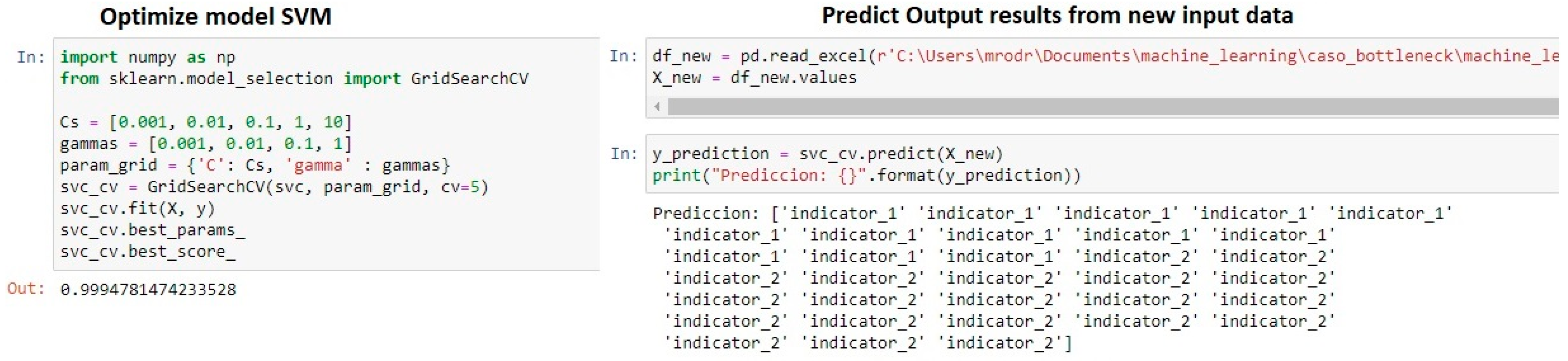
- First, by inserting the set of data detected and integrated from the IIoT architecture into the Big Data system through the NoSQL database, we will obtain a data history. To do this, a data frame will be created with an input with this sensitive dataset for bottleneck detection and an output class to classify it. The Big Data system will train this data framework to generate predictions about the input of new information. An optimized Hadoop distributed file system (HDFS) will be used to preserve historical data over time.
- Second, the distributed event streaming platform will provide real-time data, establishing a connection with Big Data to generate predictions based on the new data and considering the trained historical data. This forecast will indicate whether there is a risk of bottleneck in the Andon system.
4.4. Results
5. Discussion
5.1. Predictive Maintenance as a Reference
5.2. Use of Edge Architecture vs. Cloud Computing in the Proposed Framework
5.3. Digital Twin
5.4. Metaverse and Hyperautomation
6. Challenges, Open Issues, and Future Work
- The challenge lies in outdated Programmable Logic Controllers (PLCs) with non-adaptable communication protocols, hindering Industry 4.0 principles of flexibility, scalability, and seamless integration. This limitation not only affects compatibility but also introduces communication latency with modern systems. Adapting to today’s integrable systems becomes a significant challenge for companies, impacting their competitiveness and the smooth transition to Industry 4.0 models.
- Another notable challenge is the computational complexity associated with data processing in a local industrial environment. This challenge affects the feasibility of leveraging available data, particularly when considering access. As highlighted in [10], many Machine Learning techniques face scalability and generation capacity issues due to the complexity introduced by incorporating Big Data in the cloud. This limitation poses an open issue, necessitating a thorough investigation into the analysis and classification of key quality data to mitigate the processing volume. It emphasizes the importance of focusing on high-quality data relevant to the specific process or problem under analysis.
- In our research focused on Machine Learning algorithms for manufacturing, particularly in predictive maintenance, SVM and KNN classification algorithms were explored for bottleneck analysis in manufacturing lines. In addition to the considerations, the authors of [27] presented a table illustrating the successful application of these algorithms in predicting failures and errors, including experimentation in IIoT sensor networks. However, an open challenge, as mentioned in [28], is the need for improved accuracy in these algorithms, requiring support from suitable feature selection methods. This underscores the difficulty in many cases to identify the key data essential for the required analysis.
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Basic Flow of the Data Preprocessing
Appendix B. Machine Learning Experimentation and Results



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature_Engine | Temperature_Thermal_Process | Process_Step_Engine | Machine_Counter_Engine | Class |
|---|---|---|---|---|
| 19 | 21 | 8 | 5 | indicator_1 |
| 19 | 20 | 1 | 4 | indicator_2 |
| 25 | 26 | 3 | 6 | indicator_1 |
| 26 | 20 | 1 | 8 | indicator_2 |
| 20 | 24 | 5 | 6 | indicator_1 |

Appendix C. Development Environments Employed for Experimentation of the Proposed IIoT Architecture
References
- Kuo, C.; Lim, J.T.; Meerkov, S.M. Bottlenecks in serial production lines: A system-theoretic approach. Math. Prob. Eng. 1996, 2, 233–276. [Google Scholar] [CrossRef]
- Liao, Y.; Rocha, E.; Deschamps, F. Industrial Internet of Things: A Systematic Literature Review and Insights. IEEE IoT J. 2018, 5, 4515–4525. [Google Scholar] [CrossRef]
- Yanga, C.; Penga, T.; Lanb, S.; Shenc, S.; Wangd, L. Towards iot-enabled dynamic service optimal selection in multiple manufacturing clouds. J. Manuf. Syst. 2020, 56, 213–226. [Google Scholar] [CrossRef]
- Quatrini, E.; Costantino, F.; Gravio, G.; Patriarca, P. Machine learning for anomaly detection and process phase classification to improve safety and maintenance activities. J. Manuf. Syst. 2020, 56, 117–132. [Google Scholar] [CrossRef]
- Rahman, M.S.B.A.; Mohamad, E.; Rahman, A.A.B.A. Development of iot—Enabled data analytics enhance decision support system for lean manufacturing process improvement. Concurr. Eng. Res. Appl. 2021, 29, 209–217. [Google Scholar] [CrossRef]
- Lee, J.; Ni, J.; Singh, J.; Jiang, B.; Azamfar, M.; Feng, J. Intelligent maintenance systems and predictive manufacturing. J. Manuf. Sci. Eng. 2022, 142, 110805. [Google Scholar] [CrossRef]
- Cinar, E.; Kalay, S.; Saricicek, I. A Predictive Maintenance System Design and Implementation for Intelligent Manufacturing. Machines 2022, 10, 1006. [Google Scholar] [CrossRef]
- Achouch, M.; Dimitrova, M.; Ziane, K.; Karganroudi, S.S.; Dhouib, R.; Ibrahim, H.; Adda, M. On Predictive Maintenance in Industry 4.0: Overview, Models, and Challenges. Appl. Sci. 2022, 12, 8081. [Google Scholar] [CrossRef]
- Hofmann, C.; Staehr, T.; Cohen, S.; Stricker, N.; Haefner, B.; Lanza, G. Augmented go see: An approach for improved bottleneck identification in production lines. In Proceedings of the Conference on Learning Factories 2019, Braunschweig, Germany, 26–28 March 2019; pp. 148–154. [Google Scholar] [CrossRef]
- Yu, W.; Liu, L.; Dillon, T.; Fellow, L.; Rahayu, W.; Mostafa, F. An Integrated Framework for Health State Monitoring in a Smart Factory Employing IoT and Big Data Techniques. IEEE Int. Things J. 2021, 9, 2443–2454. [Google Scholar] [CrossRef]
- Jagatheesaperumal, K.; Rahouti, M.; Ahmad, K.; Al-Fuqaha, A.; Guizani, M. The Duo of Artificial Intelligence and Big Data for Industry 4.0: Applications, Techniques, Challenges, and Future Research Directions. IEEE Int. Things J. 2022, 9, 12861–12885. [Google Scholar] [CrossRef]
- Lawrence, S.R.; Buss, A.H. Economic Analysis of Production Bottlenecks. Math. Prob. Eng. 1995, 1, 341–361. [Google Scholar] [CrossRef]
- IIC: What Could the Future of Industrial Communications Look Like? Available online: https://www.iiot-world.com/smart-manufacturing/what-could-the-future-of-industrial-communications-look-like/ (accessed on 2 October 2023).
- O’Connell, E.; Moore, D.; Newe, T. Challenges Associated with Implementing 5G in Manufacturing. Telecom 2020, 1, 48–67. [Google Scholar] [CrossRef]
- Sachs, J.; Landernäs, K. Review of 5G capabilities for smart manufacturing. In Proceedings of the 17th International Symposium on Wireless Communication Systems (ISWCS), Berlin, Germany, 6–9 September 2021. [Google Scholar] [CrossRef]
- Industrial Network Market Shares. Available online: https://www.hms-networks.com/news-and-insights/news-from-hms/2023/05/05/industrial-network-market-shares-2023#:~:text=Wireless%20grows%20fastest,connectivity%20to%20mobile%20industrial%20equipment (accessed on 2 October 2023).
- Khan, M.; Wu, X.; Xu, X.; Dou, W. Big Data Challenges and Opportunities in the Hype of Industry 4.0. In Proceedings of the IEEE International Conference on Communications (ICC), Paris, France, 21–25 May 2017. [Google Scholar] [CrossRef]
- Mqtt Client, Mqtt Broker, and Mqtt Server Connection Establishment Explained—Mqtt Essentials: Part 3. Available online: https://www.hivemq.com/blog/mqtt-essentials-part-3-client-broker-connection-establishment/ (accessed on 2 October 2023).
- Opc UA—Structured Data up to the Cloud. Available online: https://new.siemens.com/global/en/products/automation/industrial-communication/opc-ua.html (accessed on 2 October 2023).
- Programming an Opc ua.Net Client with c for the Simatic Net Opc ua Server. Available online: https://support.industry.siemens.com/cs/document/42014088/programming-an-opc-ua-net-client-with-cfor-the-simatic-net-opc-ua-server?dti=0lc=en-AU (accessed on 2 October 2023).
- Brauner, P.; Dalibor, M.; Jarke, M.A. Computer science perspective on digital transformation in production. ACM Trans. IoT. 2022, 3, 1–32. [Google Scholar] [CrossRef]
- Nekovee, M.; Ayaz, F. Vision, Enabling Technologies, and Scenarios for a 6G-Enabled Internet of Verticals (6G-IoV). Future Internet 2023, 15, 57. [Google Scholar] [CrossRef]
- Saha, R.; Kumar, N.; Kumar, G. A taxonomy of security issues in industrial internet-of-things: Scoping review for existing solutions, future implications, and research challenges. IEEE Acc. 2021, 9, 25344–25359. [Google Scholar] [CrossRef]
- Zhou, C.; Hu, B.; Shi, Y.; Tian, Y.; Li, X.; Zhaoa, Y. Unified Architectural Approach for Cyberattack-Resilient Industrial Control Systems. Proc. IEEE. 2021, 109, 517–541. [Google Scholar] [CrossRef]
- Lim, C.; Le, K.Q.; Lu, Q.; Wong, C.H. An Overview of 3-D Printing in Manufacturing, Aerospace, and Automotive Industries. IEEE Pot. 2022, 33, 18–22. [Google Scholar] [CrossRef]
- L’Heureux, A.; Grolinger, K.; Elyamany, H.F.; Capretz, M.A.M. Machine Learning With Big Data: Challenges and Approaches. IEEE Acc. 2017, 5, 7777–7784. [Google Scholar] [CrossRef]
- Murat Çınar, Z.; Nuhu, A.; Zeeshan, Q. Machine Learning in Predictive Maintenance towards Sustainable Smart Manufacturing in Industry 4.0. Sustainability 2020, 12, 8211. [Google Scholar] [CrossRef]
- Wang, T.; Chen, J.; Gao, X.; Qin, Y. Real-time Monitoring for Disk Laser Welding Based on Feature Selection and SVM. Appl. Sci. 2017, 7, 884. [Google Scholar] [CrossRef]
- Romeoa, L.; Loncarskid, J.; Paolantia, M.; Bocchinic, G.; Mancinia, A.; Frontonia, E. Machine Learning-based Design Support System for the Prediction of Heterogeneous Machine Parameters in Industry 4.0. J. Exp. Sys. App. 2020, 140, 2–35. [Google Scholar] [CrossRef]
- IIC: Industrial Iot Reference Architecture: IIRA Definition. Cleveland, Ohio. Available online: https://www.iiot-world.com/industrial-iot/connected-industry/iic-industrial-iot-reference-architecture/ (accessed on 5 October 2023).
- Industry 4.0 and ot Transformation: Technologies, Benefits, and Challenges. Available online: https://www.redhat.com/en/blog/industry-4-and-ot-transformation-technologies-benefits-and-challenges (accessed on 9 October 2023).
- Understanding Edge Computing. Available online: https://www.redhat.com/en/topics/edge-computing (accessed on 9 October 2023).
- Rami 4.0 Reference Architectural Model for Industrie 4.0. isa.org. Available online: https://www.isa.org/intech-home/2019/march-april/features/rami-4-0-reference-architectural-model-for-industr (accessed on 9 October 2023).
- Melo, P.F.S.; Godoy, E.P.; Ferrari, P.; Sisinni, E. Open Source Control Device for Industry 4.0 Based on RAMI 4.0. Electronics 2021, 10, 869. [Google Scholar] [CrossRef]
- Reference Architectural Model Industrie 4.0 (rami 4.0): An Introduction. Available online: https://ec.europa.eu/futurium/en/system/files/ged/a2-schweichhart-reference_architectural_model_industrie_4.0_rami_4.0.pdf (accessed on 10 October 2023).
- Lin, S.-W.; Mellor, S. Architecture Alignment and Interoperability: An Industrial Internet Consortium and Plattform Industrie 4.0 Joint Whitepaper. Available online: https://www.iiconsortium.org/pdf/JTG2_Whitepaper_final_20171205.pdf (accessed on 11 October 2023).
- Schnicke, F.; Kuhn, T. Reference Architectures for Industry 4.0. In Reference Architectures for Critical Domains, 1st ed; Nakagawa, E.Y., Antonino, P.O., Eds.; Springer International Publishing: Cham, Switzerland, 2023; Volume 1, pp. 151–179. Available online: https://link.springer.com/chapter/10.1007/978-3-031-16957-1_7 (accessed on 11 October 2023).
- Karagiozidis, A.; Gergeleit, M. An OT Forensic Model Based on Established IT Forensics Using IIRA. In Proceedings of the 2022 IEEE 27th International Conference on Emerging Technologies and Factory Automation (ETFA), Stuttgart, Germany, 6–9 September 2022. [Google Scholar] [CrossRef]
- Trakadas, P.; Simoens, P.; Gkonis, P.; Sarakis, L. An Artificial Intelligence-Based Collaboration Approach in Industrial IoT Manufacturing: Key Concepts, Architectural Extensions and Potential Applications. Sensors 2020, 20, 5480. [Google Scholar] [CrossRef] [PubMed]
- Nakagawa, E.Y.; Antonino, P.O.; Schnicke, F.; Capilla, R.; Kuhn, T.; Liggesmeyer, P. Industry 4.0 reference architectures: State of the art and future trends. Comp. Ind. Eng. 2021, 156, 107241. [Google Scholar] [CrossRef]
- Leitão, P.; Karnouskos, S.; Strasser, T.; Jia, X.; Lee, J.; Colombo, A.W. Alignment of the IEEE Industrial Agents Recommended Practice Standard with the Reference Architectures RAMI4.0, IIRA, and SGAM. IEEE Open J. Ind. Elec. Soc. 2023, 4, 98–111. [Google Scholar] [CrossRef]
- Wagner, P.; Hansch, G.; Konrad, C.; John, K.-H.; Bauer, J. Applicability of Security Standards for Operational Technology by SMEs and Large Enterprises. In Proceedings of the 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 8–11 September 2020; pp. 1548–1550. [Google Scholar] [CrossRef]
- Martynov, V.; Shavaleeva, D.N.; Zaytseva, A.A. Information Technology as the Basis for Transformation into a Digital Society and Industry 5.0. In Proceedings of the International Conference “Quality Management, Transport and Information Security, Information Technologies” (IT&QM&IS), Sochi, Russia, 23–27 September 2019; pp. 539–542. [Google Scholar] [CrossRef]
- Bon, A.T.; Lim, M. Total Productive Maintenance in automotive industry: Issues and effectiveness. In Proceedings of the International Conference on Industrial Engineering and Operations Management (IEOM), Dubai, United Arab Emirates, 3–5 March 2015. [Google Scholar] [CrossRef]
- Veneri, G.; Capasso, A. IoT background. In Hands-On Industrial Internet of Things: Create a Powerful Industrial IoT Infrastructure Using Industry 4.0, 1st ed.; Packt Publishing: Birmingham, UK, 2018; pp. 8–16. [Google Scholar]
- The Industrial Interoperability Standard. Unified Architecture. Available online: https://opcfoundation.org/about/opc-technologies/opc-ua/ (accessed on 15 October 2023).
- Mqtt Manual Page. Available online: https://mosquitto.org/man/mqtt-7.html (accessed on 18 October 2023).
- What Are Microservices? Available online: https://www.ibm.com/topics/microservices (accessed on 18 October 2023).
- Cotrino, A.; Sebastián, M.A.; González-Gaya, C. Industry 4.0 Roadmap: Implementation for Small and Medium-Sized Enterprises. Appl. Sci. 2020, 10, 8566. [Google Scholar] [CrossRef]
- Edirisuriya, A.; Weerabahu, S.; Wickramarachchi, R. Applicability of Lean and Green Concepts in Logistics 4.0: A Systematic Review of Literature. In Proceedings of the IEEE International Conference on Production and Operations Management Society (POMS), Peradeniya, Sri Lanka, 14–16 December 2018. [Google Scholar] [CrossRef]
- Cuia, Y.; Karaa, S.; Chan, K.C. Manufacturing big data ecosystem: A systematic literature review. Rob. Comp. Int. Man. 2020, 62, 3–15. [Google Scholar] [CrossRef]
- Spark Streaming Programming Guide. Available online: https://spark.apache.org/docs/latest/streaming-programming-guide.html (accessed on 26 October 2023).
- HDFS Architecture Guide. Available online: https://hadoop.apache.org/docs/r1.2.1/hdfs_design.html (accessed on 26 October 2023).
- Ramis, B.; Muhammad, U.; Mohammed, W.M.; Martínez, J.L. Implementing and Visualizing ISO 22400 Key Performance Indicators for Monitoring Discrete Manufacturing Systems. Machines 2018, 6, 39. [Google Scholar] [CrossRef]
- Ante, G.; Facchini, F.; Mossa, G.; Digiesi, S. Developing a key performance indicators tree for lean and smart production systems. IFAC-PapersOnLine 2018, 51, 13–18. [Google Scholar] [CrossRef]
- Linardatos, P.; Papastefanopoulos, V.; Kotsiantis, S. Explainable AI: A Review of Machine Learning Interpretability Methods. Entropy 2021, 23, 18. [Google Scholar] [CrossRef]
- Liker, J.K. Principio 5: Cree una cultura de parar a fin de resolver los problemas, para lograr una buena calidad a la primera. In Las claves del éxito de Toyota: 14 Principios de Gestión del Fabricante más Grande del Mundo (Original: “the Toyota Way”), 10th ed.; Grupo Planeta: Barcelona, Spain, 2021; Volume 1, pp. 207–223. [Google Scholar]
- Fischertechnik and Simulation—An Optimal Combination, Which Many Engineers and Experts Already Value Today. Available online: https://www.fischertechnik.de/en/products/industry-and-universities (accessed on 20 October 2023).
- Automation, Artificial Intelligence, and Industry 4.0. Available online: https://www.fischertechnik.de/en/simulating (accessed on 20 October 2023).
- Mqtt Sparkplug Essentials: Architecture. Available online: https://www.hivemq.com/blog/sparkplug-essentials-part-2-architecture/ (accessed on 20 October 2023).
- Apache Kafka Native Mqtt at Scale with Confluent Cloud and Waterstream. Available online: https://www.confluent.io/es-es/blog/iot-streaming-use-cases-with-kafka-mqtt-confluent-and-waterstream/ (accessed on 20 October 2023).
- Apache Kafka Documentation. Available online: https://kafka.apache.org/081/documentation.html (accessed on 20 October 2023).
- Grafana 10 Release: New Panels, Grafana as Code Updates, Data Correlations, and More. Available online: https://grafana.com/blog/2023/06/13/grafana-10-release-all-the-new-features-to-know/ (accessed on 25 October 2023).
- Compare, M.; Baraldi, P.; Zio, E. Challenges to IoT-Enabled Predictive Maintenance for Industry 4.0. IEEE IoT J. 2020, 7, 4585–4597. [Google Scholar] [CrossRef]
- Paolanti, M.; Romeo, L.; Felicetti, A.; Mancini, A.; Frontoni, E.; Loncarski, J. Machine Learning approach for Predictive Maintenance in Industry 4.0. In Proceedings of the 2018 14th IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications (MESA), Oulu, Finland, 2–4 July 2018. [Google Scholar] [CrossRef]
- SIMATIC IPC127E Industrial Edge Device. Available online: https://www.dex.siemens.com/edge/manufacturing-process-industries/simatic-ipc127e-industrial-edge-device (accessed on 9 December 2023).
- Qi, Q.; Tao, F. A Smart Manufacturing Service System Based on Edge Computing, Fog Computing, and Cloud Computing. IEEE Access 2019, 7, 86769–86777. [Google Scholar] [CrossRef]
- Sriram, G.P. Edge computing vs. cloud computing: An overview of big data challenges and opportunities for large enterprises. Int. Res. J. Mod. Eng. Tech. Sci. 2022, 4, 1331–1337. Available online: https://www.irjmets.com/uploadedfiles/paper/issue_1_january_2022/18590/final/fin_irjmets1643224039.pdf (accessed on 10 December 2023).
- Balakrishnan, K.; Dhanalakshmi, R.; Sinha, B.B.; Gopalakrishnan, R. Clock synchronization in industrial Internet of Things and potential works in precision time protocol: Review, challenges and future directions. Int. J. Cogn. Comp. Eng. 2023, 4, 205–219. [Google Scholar] [CrossRef]
- What is a Digital Twin? Available online: https://www.ibm.com/topics/what-is-a-digital-twin (accessed on 10 December 2023).
- Azure Digital Twins Data History (with Azure Data Explorer). Available online: https://learn.microsoft.com/en-us/azure/digital-twins/concepts-data-history (accessed on 10 December 2023).
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. A Literature Review of the Challenges and Opportunities of the Transition from Industry 4.0 to Society 5.0. Energies 2022, 15, 6276. [Google Scholar] [CrossRef]
- Chowdhury, M.Z.; Shahjalal, M.; Ahmed, S.; Jang, Y.M. 6G Wireless Communication Systems: Applications, Requirements, Technologies, Challenges, and Research Directions. IEEE Open J. Commun. Soc. 2020, 1, 957–975. [Google Scholar] [CrossRef]
- Project Jupyter Documentation. Available online: https://docs.jupyter.org/en/latest/ (accessed on 26 October 2023).
- Scikit-Learn Developers. 1.4. Support Vector Machines. Available online: https://scikit-learn.org/stable/modules/svm.html (accessed on 26 October 2023).
- Totally Integrated Automation Portal. Available online: https://www.siemens.com/global/en/products/automation/industry-software/automation-software/tia-portal.html (accessed on 6 November 2023).
- EcoStruxure™ Machine Expert A Single Software Environment. Available online: https://www.se.com/in/en/product-range/2226-ecostruxure-machine-expert/#overview (accessed on 6 November 2023).
- Eclipse IDE. Available online: https://eclipseide.org/ (accessed on 6 November 2023).
- Red Hat Team. What Is CI/CD? Available online: https://www.redhat.com/en/topics/devops/what-is-ci-cd (accessed on 3 November 2023).


| Register_Date | Qa_Time_Engine_Machine (Sg) | Qa_Time_Thermal_Machine (Sg) |
|---|---|---|
| 13 November 2023, 16:42:10 | 1.89 | 0.847 |
| 13 November 2023, 16:42:10 | 1.89 | 0.847 |
| 13 November 2023, 16:42:42 | 5.33 | 2.95 |
| 13 November 2023, 16:43:14 | 3.26 | 0.875 |
| 13 November 2023, 16:43:46 | 0.769 | 1.81 |
| 13 November 2023, 16:45:22 | 7.25 | 4.80 |
| 13 November 2023, 16:46:57 | 6.49 | 4.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez Aguilar, M.J.; Cardiel, I.A.; Somolinos, J.A.C. IIoT System for Intelligent Detection of Bottleneck in Manufacturing Lines. Appl. Sci. 2024, 14, 323. https://doi.org/10.3390/app14010323
Rodríguez Aguilar MJ, Cardiel IA, Somolinos JAC. IIoT System for Intelligent Detection of Bottleneck in Manufacturing Lines. Applied Sciences. 2024; 14(1):323. https://doi.org/10.3390/app14010323
Chicago/Turabian StyleRodríguez Aguilar, Manuel José, Ismael Abad Cardiel, and José Antonio Cerrada Somolinos. 2024. "IIoT System for Intelligent Detection of Bottleneck in Manufacturing Lines" Applied Sciences 14, no. 1: 323. https://doi.org/10.3390/app14010323
APA StyleRodríguez Aguilar, M. J., Cardiel, I. A., & Somolinos, J. A. C. (2024). IIoT System for Intelligent Detection of Bottleneck in Manufacturing Lines. Applied Sciences, 14(1), 323. https://doi.org/10.3390/app14010323