Design and Characterization of an Upscaled Dielectric Barrier Discharge-Based Ten-Layer Plasma Source for High-Flow-Rate Gas Treatment

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
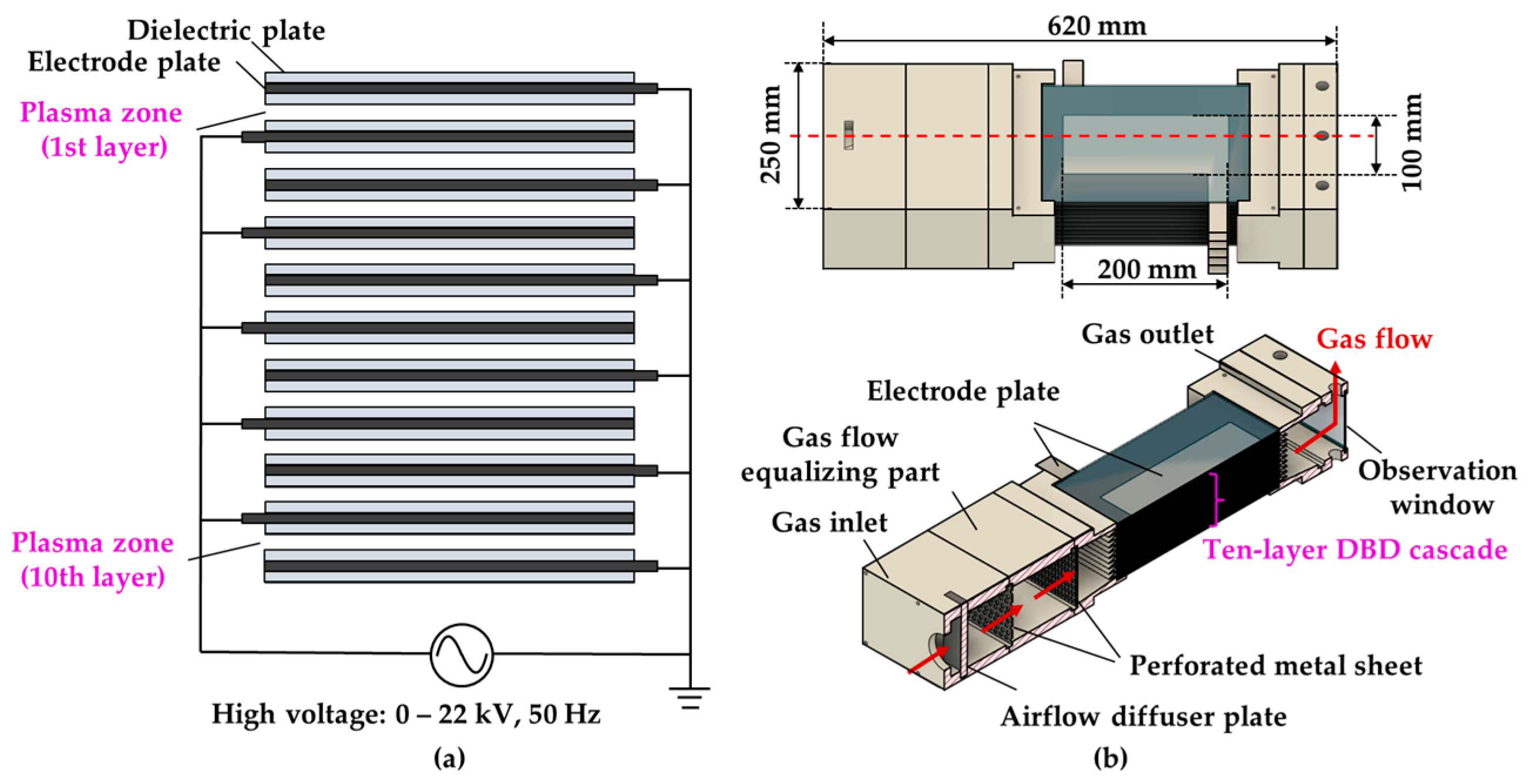
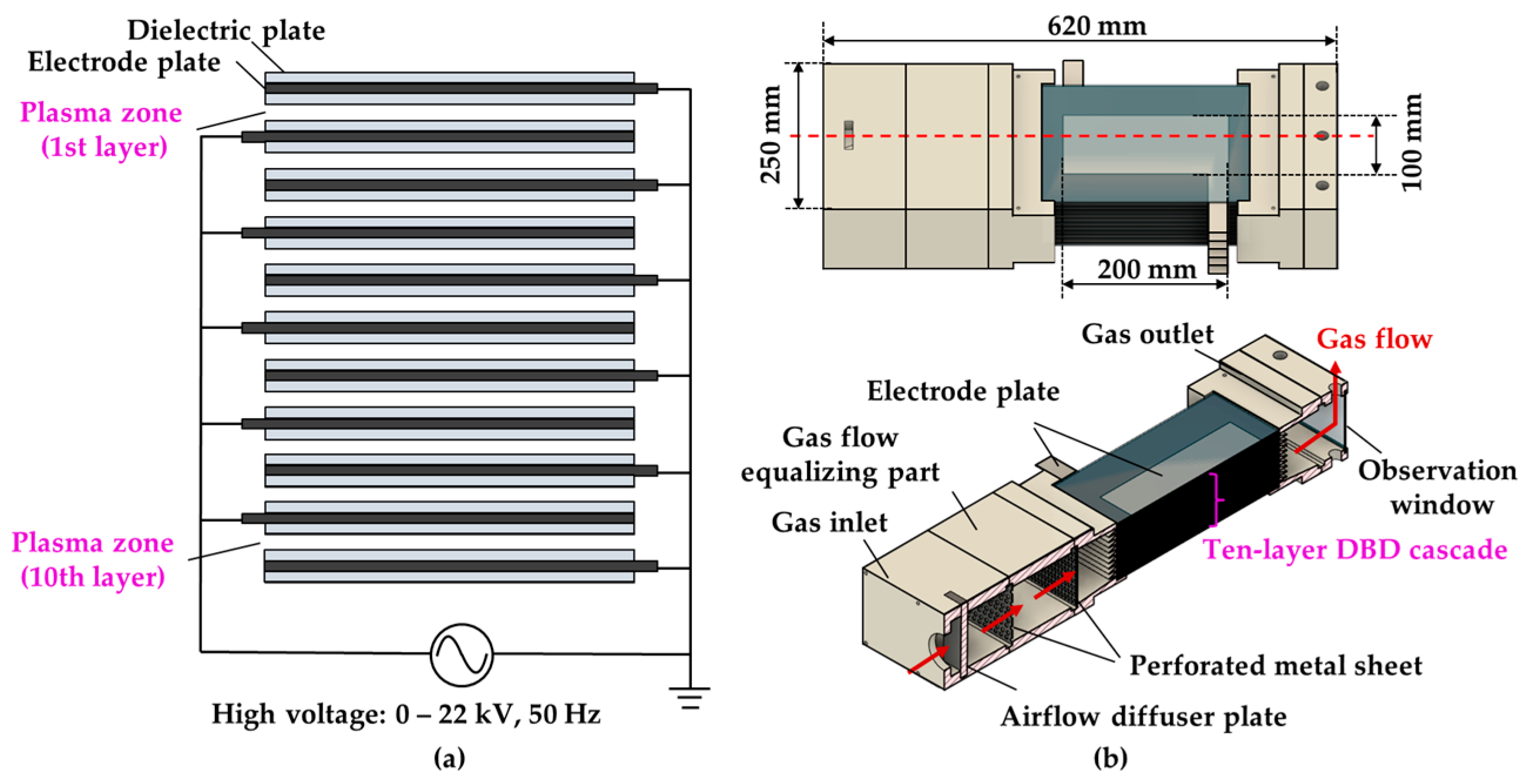
2.1. Rationale for the Upscaled High-Flow-Rate DBD Reactor: Ten-Layer DBD Reactor
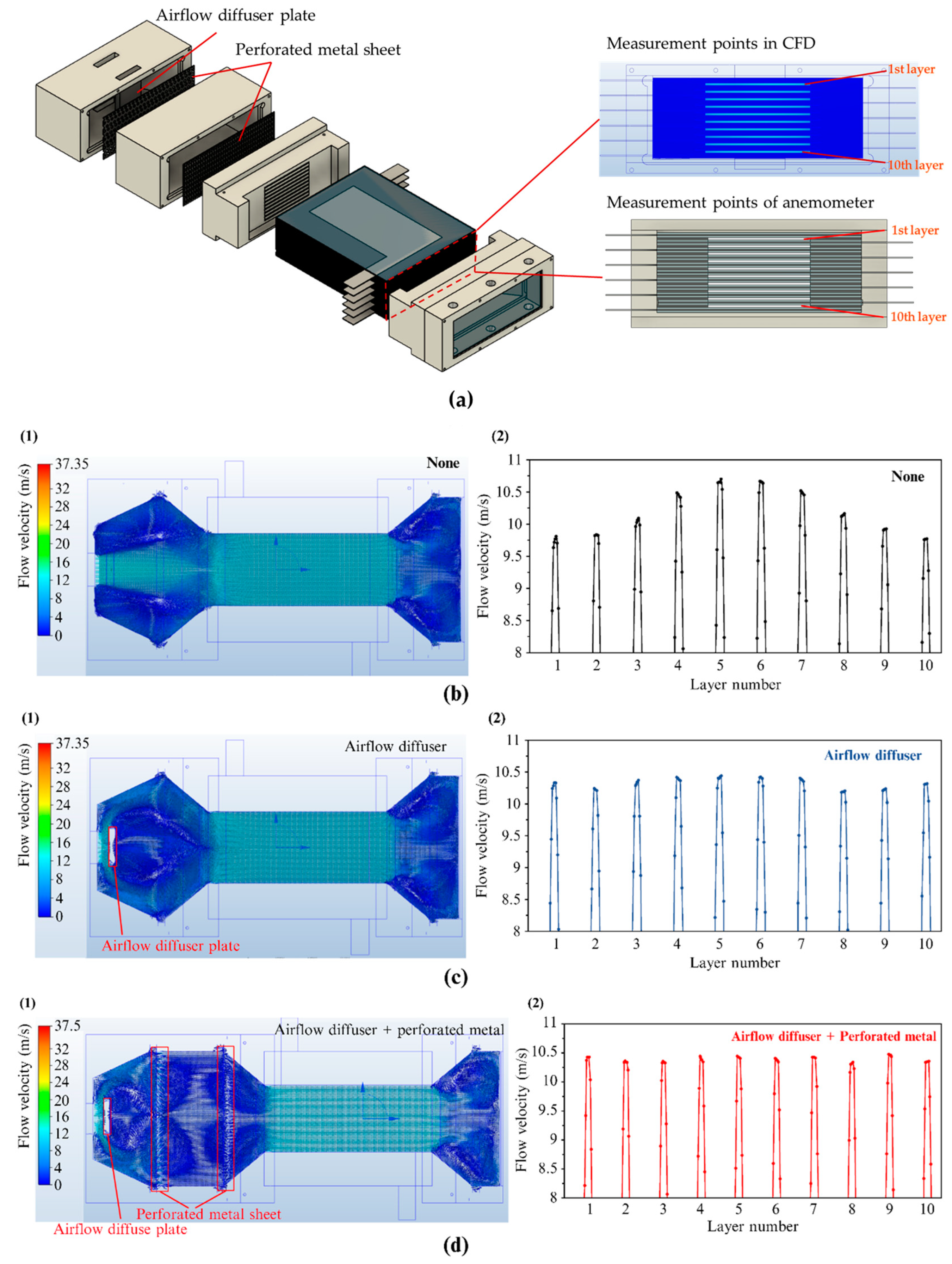
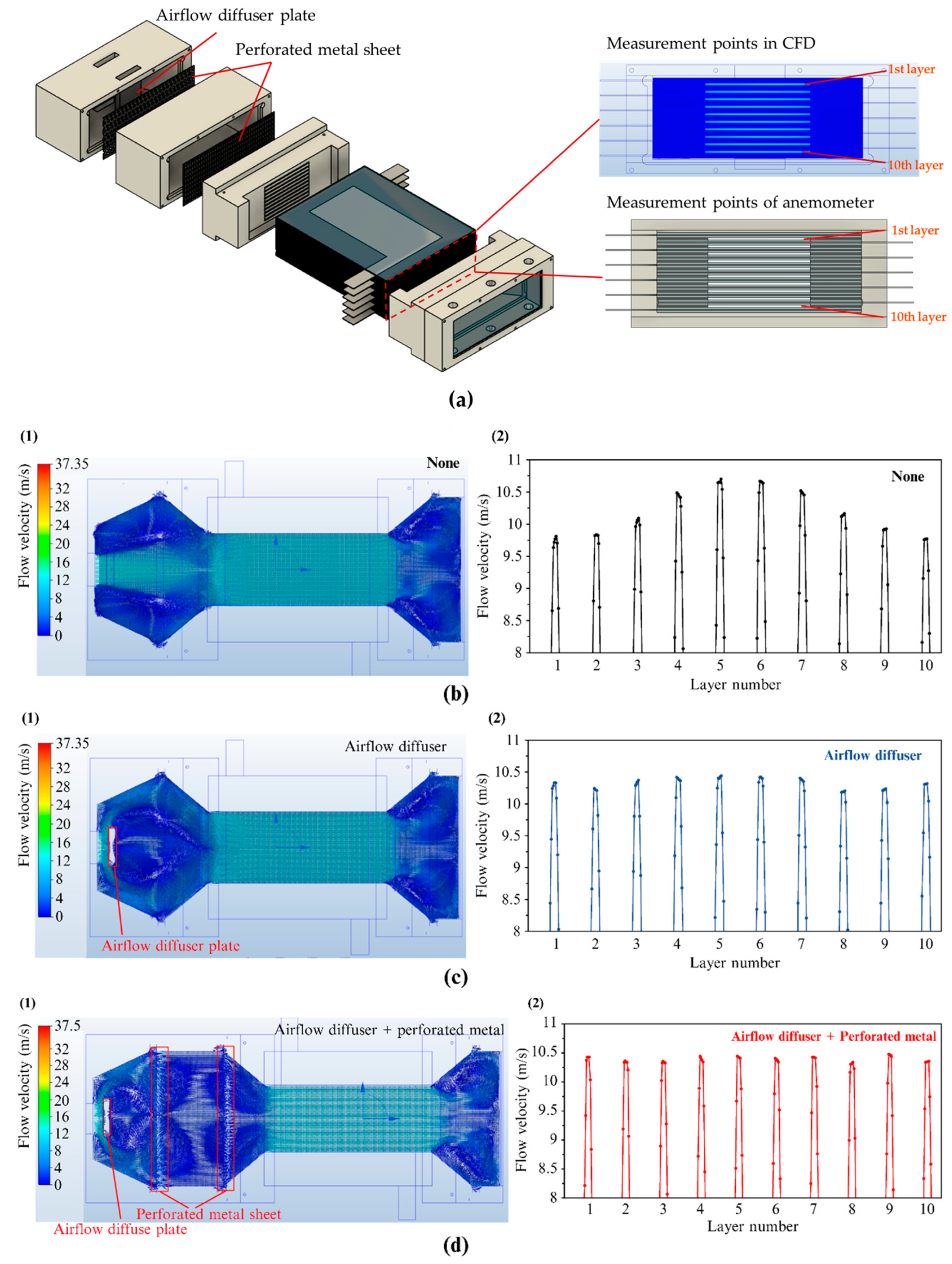
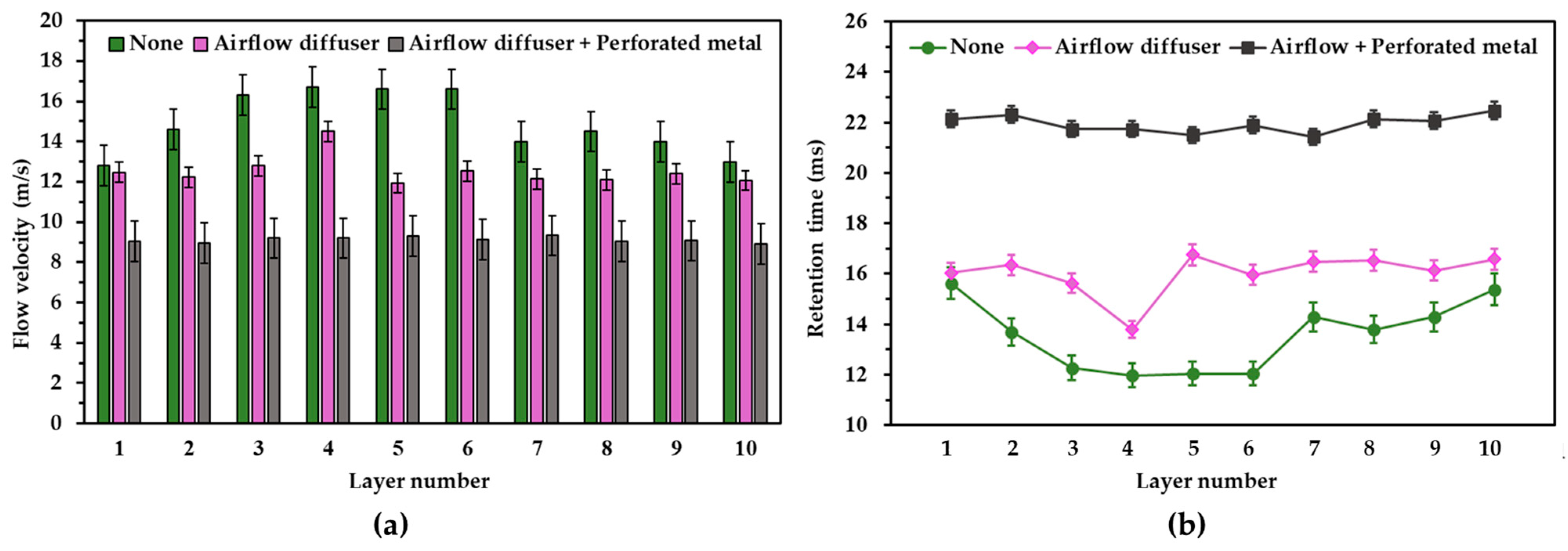
2.2. CFD Simulation-Assisted Flow Path Design
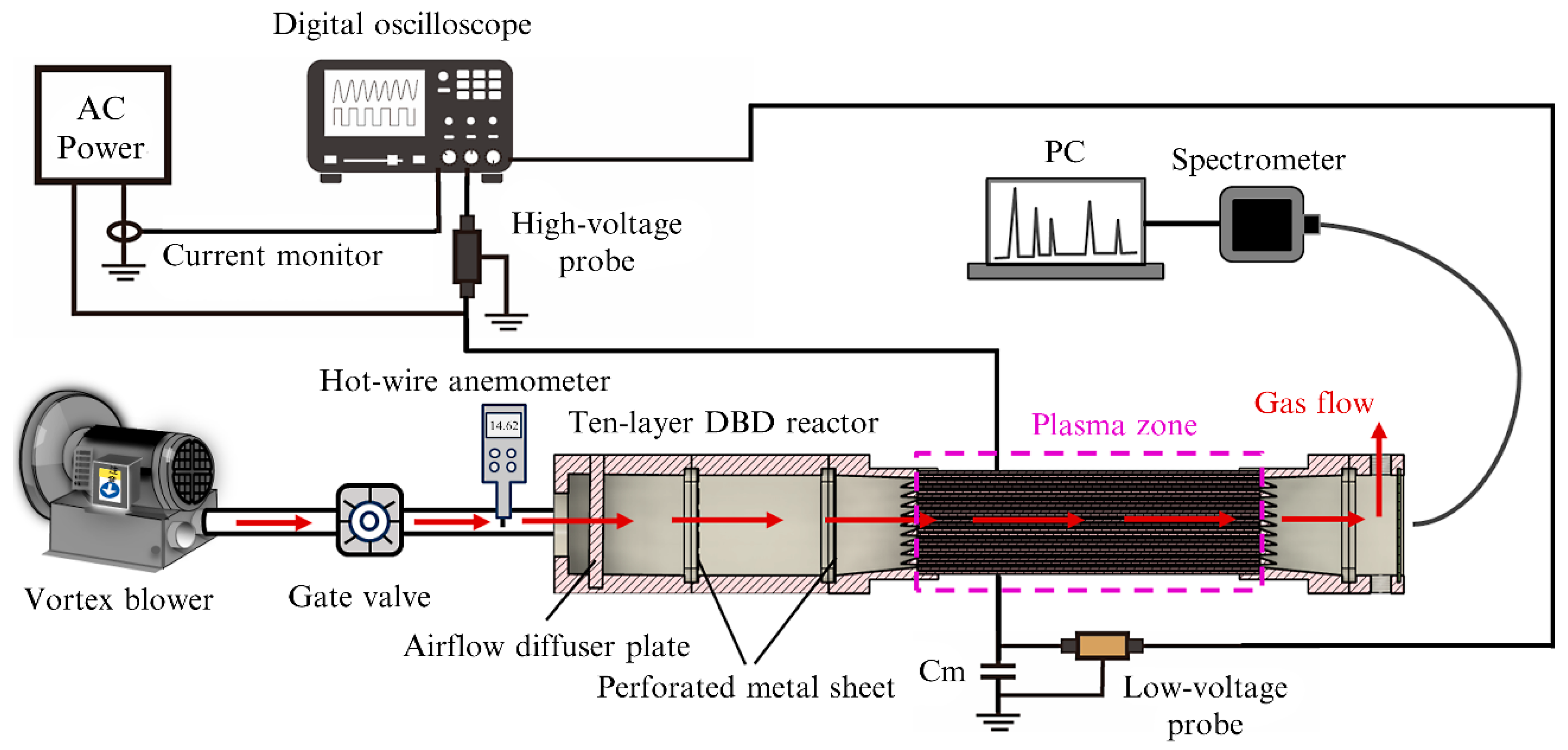
2.3. Experimental Setup
3. Results and Discussion
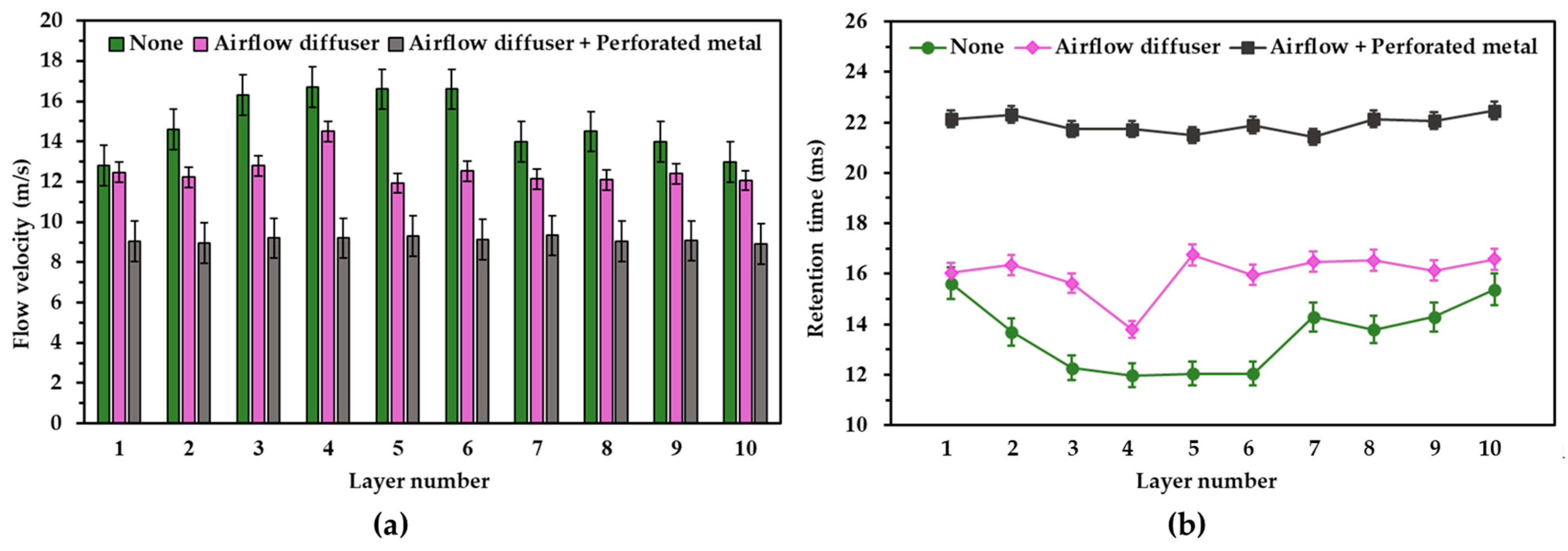
3.1. Optimization of the Flow Path
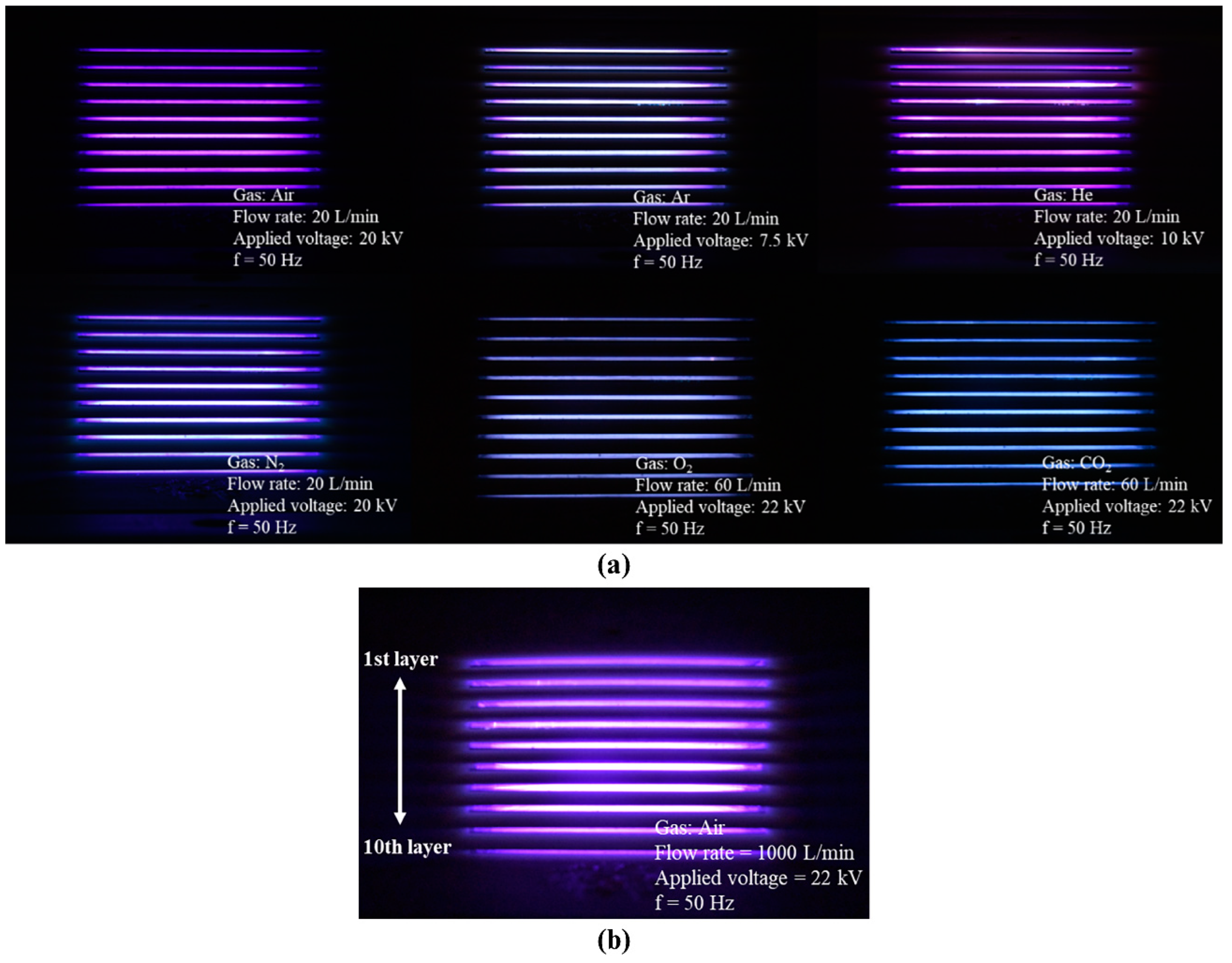
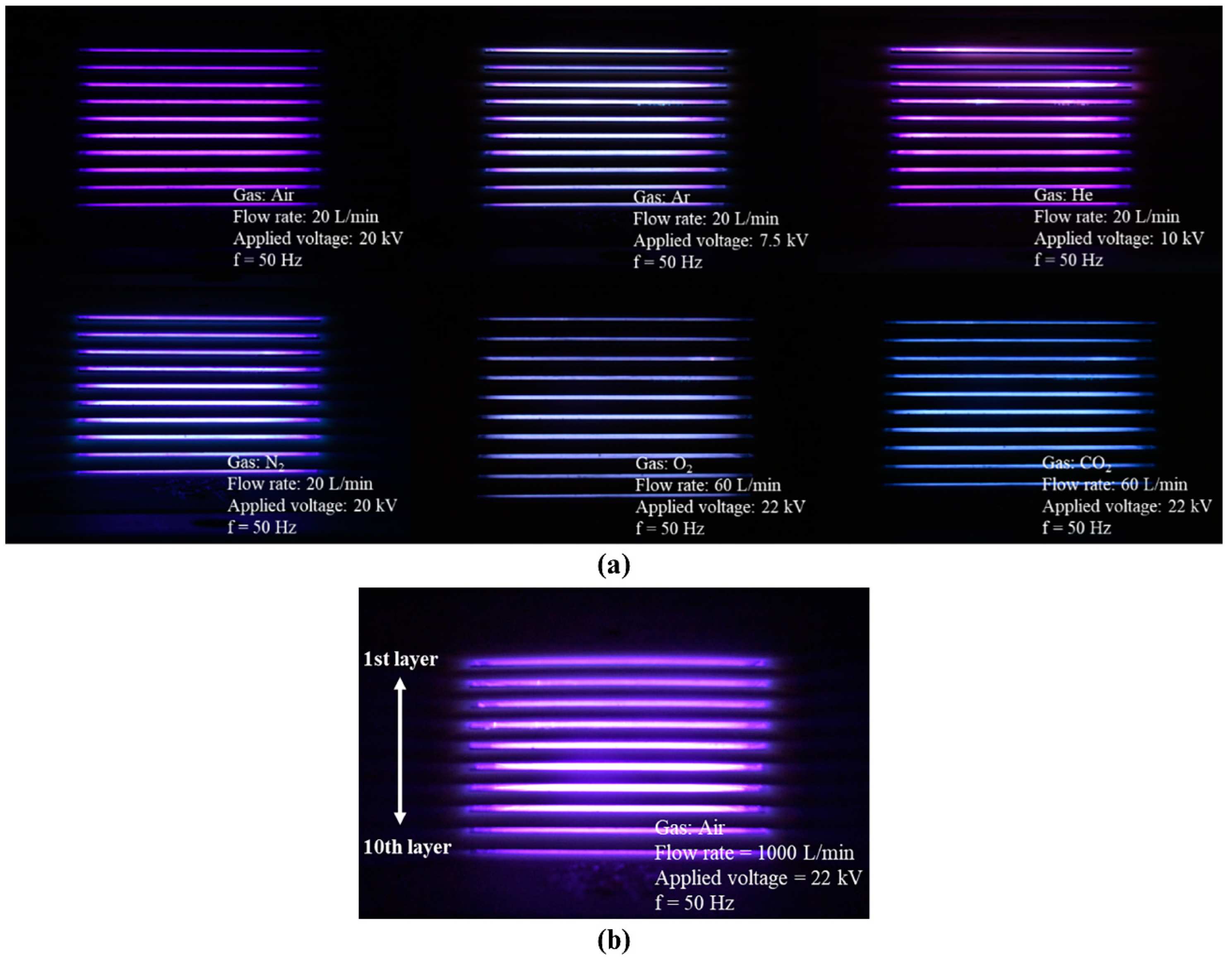
3.2. Multi-Gas Plasma Ignition
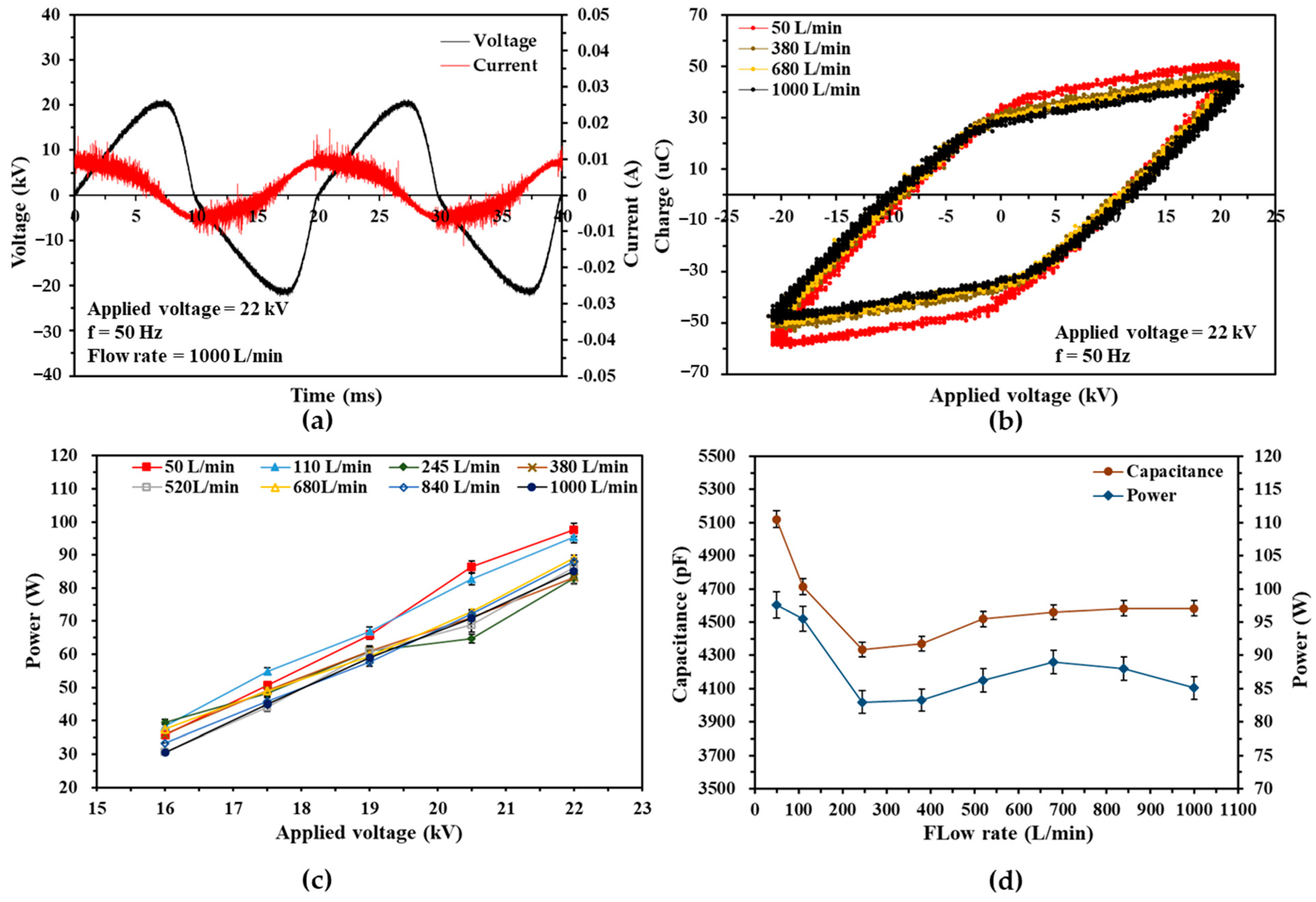
3.3. Electrical Characteristics at a High Flow Rates
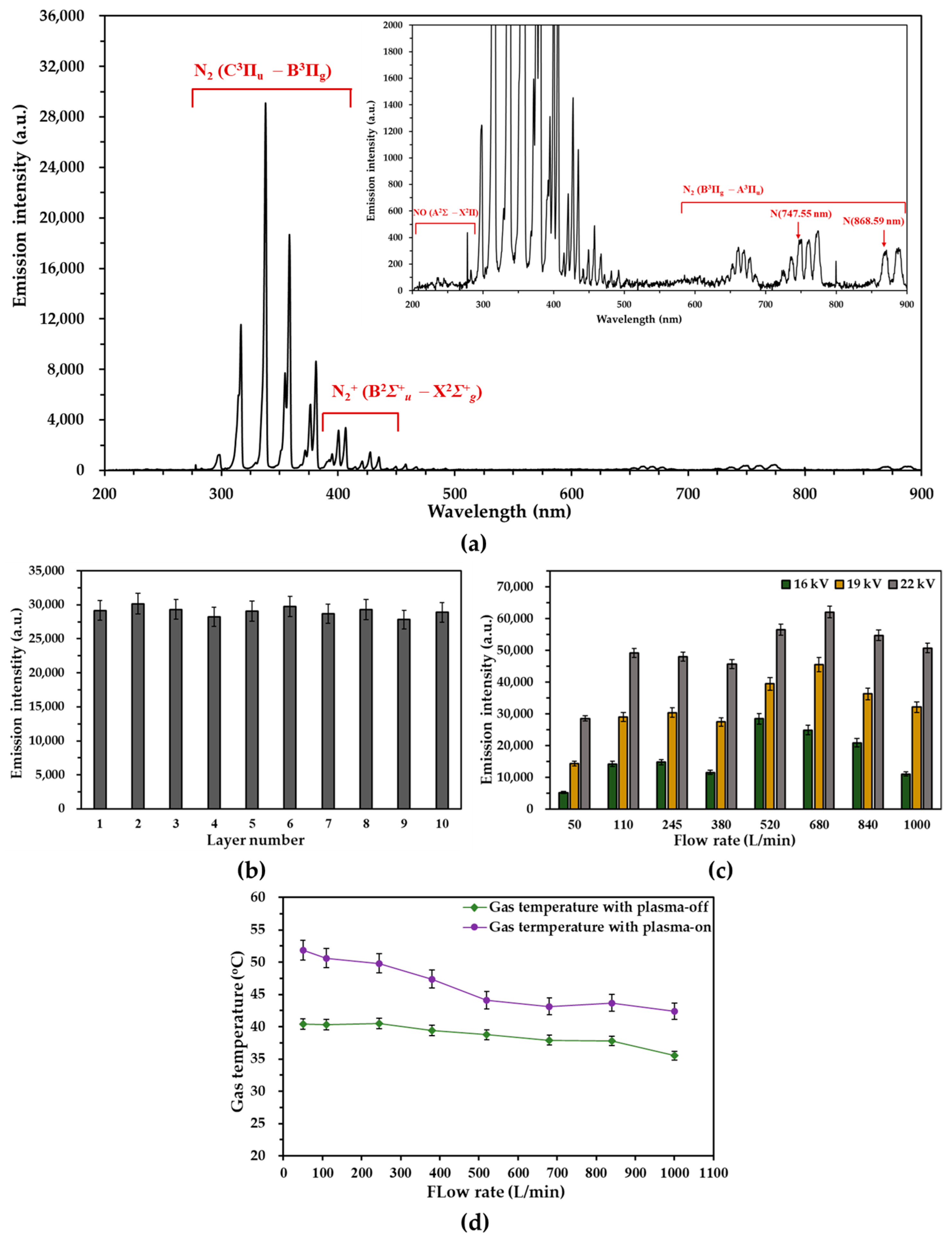
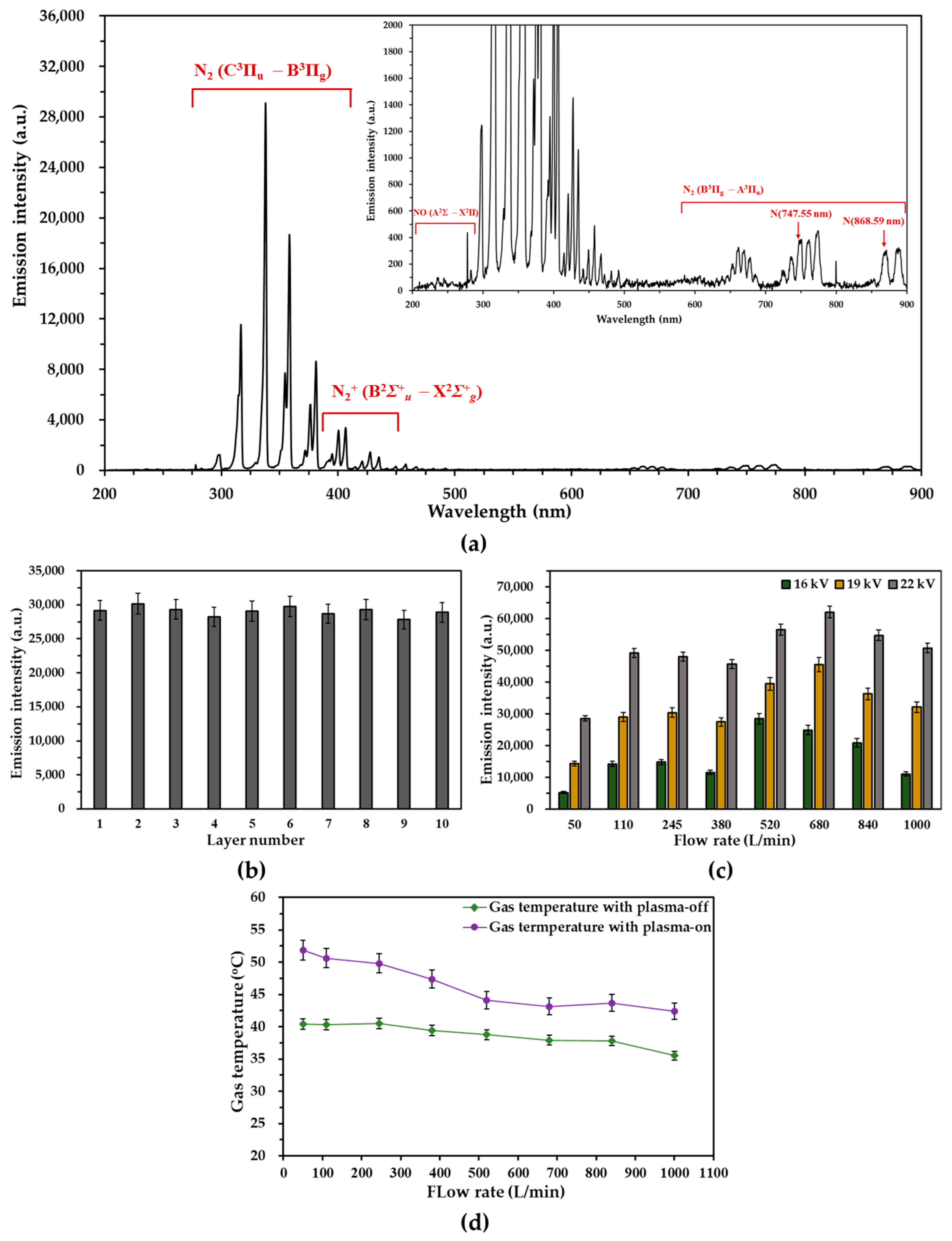
3.4. Spectroscopic Characteristics and Gas Temperature Measurement of the Air Plasma
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lelieveld, J.; Pozzer, A.; Pöschl, U.; Fnais, M.; Haines, A.; Münzel, T. Loss of life expectancy from air pollution compared to other risk factors: A worldwide perspective. Cardiovasc. Res. 2020, 116, 1910–1917. [Google Scholar] [CrossRef] [PubMed]
- González-Martín, J.; Kraakman, N.J.R.; Pérez, C.; Lebrero, R.; Muñoz, R. A state-of-the-art review on indoor air pollution and strategies for indoor air pollution control. Chemosphere 2021, 262, 128376. [Google Scholar] [CrossRef] [PubMed]
- Lu, X.; Naidis, G.V.; Laroussi, M.; Reuter, S.; Graves, D.B.; Ostrikov, K. Reactive species in non-equilibrium atmospheric-pressure plasmas: Generation, transport, and biological effects. Phys. Rep. 2016, 630, 1–84. [Google Scholar] [CrossRef]
- Laroussi, M. Low temperature plasma-based sterilization: Overview and state-of-the-art. Plasma Process. Polym. 2005, 2, 391–400. [Google Scholar] [CrossRef]
- Zhao, Y.; Xia, Y.; Xi, T.; Zhu, D.; Zhang, Q.; Qi, Z.; Liu, D.; Wang, W. Control of pathogenic bacteria on the surface of rolling fruits by an atmospheric pressure air dielectric barrier discharge system. J. Phys. D Appl. Phys. 2020, 53, 164005. [Google Scholar] [CrossRef]
- Sakudo, A.; Yagyu, Y.; Onodera, T. Disinfection and Sterilization Using Plasma Technology: Fundamentals and Future Perspectives for Biological Applications. Int. J. Mol. Sci. 2019, 20, 5216. [Google Scholar] [CrossRef]
- Kurosawa, M.; Takamatsu, T.; Kawano, H.; Hayashi, Y.; Miyahara, H.; Ota, S.; Okino, A.; Yoshida, M. Endoscopic Hemostasis in Porcine Gastrointestinal Tract Using CO2 Low-Temperature Plasma Jet. J. Surg. Res. 2019, 234, 334–342. [Google Scholar] [CrossRef]
- Gao, L.; Shi, X.; Wu, X. Applications and challenges of low temperature plasma in pharmaceutical field. J. Pharm. Anal. 2021, 11, 28–36. [Google Scholar] [CrossRef]
- Laroussi, M. Cold Plasma in Medicine and Healthcare: The New Frontier in Low Temperature Plasma Applications. Front. Phys. 2020, 8, 74. [Google Scholar] [CrossRef]
- Aida, M.; Iwai, T.; Okamoto, Y.; Miyahara, H.; Seto, Y.; Okino, A. Development of an ionization method using hydrogenated plasma for mass analysis of surface adhesive compounds. J. Anal. At. Spectrom. 2018, 33, 578–584. [Google Scholar] [CrossRef]
- Spencer, S.E.; Tyler, C.A.; Tolocka, M.P.; Glish, G.L. Low-temperature plasma ionization-mass spectrometry for the analysis of compounds in organic aerosol particles. Anal. Chem. 2015, 87, 2249–2254. [Google Scholar] [CrossRef] [PubMed]
- Foest, R.; Schmidt, M.; Becker, K. Microplasmas, an emerging field of low-temperature plasma science and technology. Int. J. Mass Spectrom. 2006, 248, 87–102. [Google Scholar] [CrossRef]
- Uricchio, A.; Fanelli, F. Low-Temperature Atmospheric Pressure Plasma Processes for the Deposition of Nanocomposite Coatings. Processes 2021, 9, 2069. [Google Scholar] [CrossRef]
- Sharma, A.; Verheijen, M.A.; Wu, L.; Karwal, S.; Vandalon, V.; Knoops, H.C.M.; Sundaram, R.S.; Hofmann, J.P.; Kessels, W.M.M.E.; Bol, A.A. Low-temperature plasma-enhanced atomic layer deposition of 2-D MoS2: Large area, thickness control and tuneable morphology. Nanoscale 2018, 10, 8615–8627. [Google Scholar] [CrossRef]
- Iwai, T.; Inoue, H.; Kakegawa, K.; Ohrui, Y.; Nagoya, T.; Nagashima, H.; Miyahara, H.; Chiba, K.; Seto, Y.; Okino, A. Development of a High-Efficiency Decomposition Technology for Volatile Chemical Warfare Agent Sarin Using Dielectric Barrier Discharge. Plasma Chem. Plasma Process. 2020, 40, 907–920. [Google Scholar] [CrossRef]
- Vandenbroucke, A.M.; Morent, R.; De Geyter, N.; Leys, C. Non-thermal plasmas for non-catalytic and catalytic VOC abatement. J. Hazard. Mater. 2011, 195, 30–54. [Google Scholar] [CrossRef]
- Li, S.; Ma, X.; Jiang, Y.; Cao, X. Acetamiprid removal in wastewater by the low-temperature plasma using dielectric barrier discharge. Ecotoxicol. Environ. Saf. 2014, 106, 146–153. [Google Scholar] [CrossRef]
- Yanagawa, Y.; Kawano, H.; Kobayashi, T.; Miyahara, H.; Okino, A.; Mitsuhara, I. Direct protein introduction into plant cells using a multi-gas plasma jet. PLoS ONE 2017, 12, e0171942. [Google Scholar] [CrossRef]
- Liao, X.; Bai, Y.; Muhammad, A.I.; Liu, D.; Hu, Y.; Ding, T. The application of plasma-activated water combined with mild heat for the decontamination of Bacillus cereus spores in rice (Oryza sativa L. ssp. japonica). J. Phys. D Appl. Phys. 2019, 53, 064003. [Google Scholar] [CrossRef]
- Ambrico, P.F.; Šimek, M.; Ambrico, M.; Morano, M.; Prukner, V.; Minafra, A.; Allegretta, I.; Porfido, C.; Senesi, G.S.; Terzano, R. On the air atmospheric pressure plasma treatment effect on the physiology, germination and seedlings of basil seeds. J. Phys. D Appl. Phys. 2019, 53, 104001. [Google Scholar] [CrossRef]
- Černáková, L.; Kováčik, D.; Zahoranová, A.; Černák, M.; Mazúr, M. Surface Modification of Polypropylene Non-Woven Fabrics by Atmospheric-Pressure Plasma Activation Followed by Acrylic Acid Grafting. Plasma Chem. Plasma Process. 2005, 25, 427–437. [Google Scholar] [CrossRef]
- Liu, R.; Li, X.; Hu, X.; Dong, H. Surface modification of a medical grade Co-Cr-Mo alloy by low-temperature plasma surface alloying with nitrogen and carbon. Surf. Coat. Technol. 2013, 232, 906–911. [Google Scholar] [CrossRef]
- Lu, W.; Abbas, Y.; Mustafa, M.F.; Pan, C.; Wang, H. A review on application of dielectric barrier discharge plasma technology on the abatement of volatile organic compounds. Front. Environ. Sci. Eng. China 2019, 13, 30. [Google Scholar] [CrossRef]
- Chang, C.-L.; Lin, T.-S. Decomposition of Toluene and Acetone in Packed Dielectric Barrier Discharge Reactors. Plasma Chem. Plasma Process. 2005, 25, 227–243. [Google Scholar] [CrossRef]
- Saleem, F.; Rehman, A.; Ahmad, F.; Khoja, A.H.; Javed, F.; Zhang, K.; Harvey, A. Removal of toluene as a toxic VOC from methane gas using a non-thermal plasma dielectric barrier discharge reactor. RSC Adv. 2021, 11, 27583–27588. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Cheng, S.; Liu, N.; Lu, N.; Shang, K.; Jiang, N.; Li, J.; Wu, Y. Degradation of toluene by tube-tube coaxial dielectric barrier discharge: Power characteristics and power factor optimization. Environ. Technol. 2023, 44, 897–910. [Google Scholar] [CrossRef]
- Guo, Y.; Ye, D.; Chen, K.; He, J. Toluene removal by a DBD-type plasma combined with metal oxides catalysts supported by nickel foam. Catal. Today 2007, 126, 328–337. [Google Scholar] [CrossRef]
- Lee, J.E.; Ok, Y.S.; Tsang, D.C.W.; Song, J.; Jung, S.-C.; Park, Y.-K. Recent advances in volatile organic compounds abatement by catalysis and catalytic hybrid processes: A critical review. Sci. Total Environ. 2020, 719, 137405. [Google Scholar] [CrossRef]
- Xu, M.; Fukuyama, Y.; Nakai, K.; Liu, Z.; Sumiya, Y.; Okino, A. Characteristics of Double-Layer, Large-Flow Dielectric Barrier Discharge Plasma Source for Toluene Decomposition. Plasma 2023, 6, 212–224. [Google Scholar] [CrossRef]
- Schiavon, M.; Torretta, V.; Casazza, A.; Ragazzi, M. Non-thermal Plasma as an Innovative Option for the Abatement of Volatile Organic Compounds: A Review. Water Air Soil Pollut. Focus 2017, 228, 388. [Google Scholar] [CrossRef]
- Li, J.; Ma, C.; Zhu, S.; Yu, F.; Dai, B.; Yang, D. A Review of Recent Advances of Dielectric Barrier Discharge Plasma in Catalysis. Nanomaterials 2019, 9, 1428. [Google Scholar] [CrossRef] [PubMed]
- Dobslaw, D.; Schulz, A.; Helbich, S.; Dobslaw, C.; Engesser, K.-H. VOC removal and odor abatement by a low-cost plasma enhanced biotrickling filter process. J. Environ. Chem. Eng. 2017, 5, 5501–5511. [Google Scholar] [CrossRef]
- Brandenburg, R. Dielectric barrier discharges: Progress on plasma sources and on the understanding of regimes and single filaments. Plasma Sources Sci. Technol. 2017, 26, 053001. [Google Scholar] [CrossRef]
- Müller, S.; Zahn, R.-J. Air pollution control by non-thermal plasma. Contrib. Plasma Phys. 2007, 47, 520–529. [Google Scholar] [CrossRef]
- Matyakubov, N.; Nguyen, D.B.; Saud, S.; Heo, I.; Kim, S.-J.; Kim, Y.J.; Lee, J.H.; Mok, Y.S. Effective practical removal of acetaldehyde by a sandwich-type plasma-in-honeycomb reactor under surrounding ambient conditions. J. Hazard. Mater. 2021, 415, 125608. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, D.B.; Shirjana, S.; Hossain, M.M.; Heo, I.; Mok, Y.S. Effective generation of atmospheric pressure plasma in a sandwich-type honeycomb monolith reactor by humidity control. Chem. Eng. J. 2020, 401, 125970. [Google Scholar] [CrossRef]
- Jo, J.-O.; Lee, S.B.; Jang, D.L.; Mok, Y.S. Plasma–Catalytic Ceramic Membrane Reactor for Volatile Organic Compound Control. IEEE Trans. Plasma Sci. IEEE Nucl. Plasma Sci. Soc. 2013, 41, 3021–3029. [Google Scholar] [CrossRef]
- Saud, S.; Bhattarai, R.M.; Nguyen, D.B.; Neupane, S.; Matyakubov, N.; Lee, B.; Kim, Y.J.; Lee, J.H.; Heo, I.; Mok, Y.S. A comprehensive study on scaling up ethylene abatement via intermittent plasma-catalytic discharge process in a novel reactor configuration comprising multiple honeycomb monoliths. Chem. Eng. J. 2023, 454, 140486. [Google Scholar] [CrossRef]
- Wright, A.; Taglioli, M.; Montazersadgh, F.; Shaw, A.; Hemaka Bandulasena, H.C. Microbubble-Enhanced DBD Plasma Reactor: Design, Characterisation and Modelling. Chem. Eng. Res. Des. 2019, 144, 159–173. [Google Scholar] [CrossRef]
- Suenaga, Y.; Takamatsu, T.; Aizawa, T.; Moriya, S.; Matsumura, Y.; Iwasawa, A.; Okino, A. Plasma Gas Temperature Control Performance of Metal 3D-Printed Multi-Gas Temperature-Controllable Plasma Jet. Appl. Sci. 2021, 11, 11686. [Google Scholar] [CrossRef]
- Onyshchenko, I.; De Geyter, N.; Morent, R. Improvement of the plasma treatment effect on PET with a newly designed atmospheric pressure plasma jet. Plasma Process. Polym. 2017, 14, 1600200. [Google Scholar] [CrossRef]
- Pasolari, R.S.; Papadopoulos, P.K.; Svarnas, P.; Giannakopoulos, E.; Krontiras, C. Macroscopic modeling of plasma effects on heat and fluid flow in a dielectric barrier discharge based process for biosolid stabilization. AIP Adv. 2020, 10, 045021. [Google Scholar] [CrossRef]
- Abdulkadirov, R.; Lyakhov, P. Estimates of Mild Solutions of Navier–Stokes Equations in Weak Herz-Type Besov–Morrey Spaces. Sci. China Ser. A Math. 2022, 10, 680. [Google Scholar] [CrossRef]
- Mei, D.; Zhu, X.; He, Y.; Yan, J.D.; Tu, X. Plasma-assisted conversion of CO2 in a dielectric barrier discharge reactor: Understanding the effect of packing materials. Plasma Sources Sci. Technol. 2015, 24, 015011. [Google Scholar] [CrossRef]
- Tu, X.; Gallon, H.J.; Twigg, M.V.; Gorry, P.A.; Christopher Whitehead, J. Dry reforming of methane over a Ni/Al2O3 catalyst in a coaxial dielectric barrier discharge reactor. J. Phys. D Appl. Phys. 2011, 44, 274007. [Google Scholar] [CrossRef]
- Mahammadunnisa, S.; Reddy, E.L.; Reddy, P.R.M.K.; Subrahmanyam, C. A facile approach for direct decomposition of nitrous oxide assisted by non-thermal plasma. Plasma Process. Polym. 2013, 10, 444–450. [Google Scholar] [CrossRef]
- Suenaga, Y.; Takamatsu, T.; Aizawa, T.; Moriya, S.; Matsumura, Y.; Iwasawa, A.; Okino, A. Influence of Controlling Plasma Gas Species and Temperature on Reactive Species and Bactericidal Effect of the Plasma. Appl. Sci. 2021, 11, 11674. [Google Scholar] [CrossRef]
- Wagner, H.-E.; Brandenburg, R.; Kozlov, K.V.; Sonnenfeld, A.; Michel, P.; Behnke, J.F. The barrier discharge: Basic properties and applications to surface treatment. Vacuum 2003, 71, 417–436. [Google Scholar] [CrossRef]
- Pipa, A.V.; Koskulics, J.; Brandenburg, R.; Hoder, T. The simplest equivalent circuit of a pulsed dielectric barrier discharge and the determination of the gas gap charge transfer. Rev. Sci. Instrum. 2012, 83, 115112. [Google Scholar] [CrossRef]
- Pipa, A.V.; Hoder, T.; Koskulics, J.; Schmidt, M.; Brandenburg, R. Experimental determination of dielectric barrier discharge capacitance. Rev. Sci. Instrum. 2012, 83, 075111. [Google Scholar] [CrossRef]
- Stancu, G.D.; Kaddouri, F.; Lacoste, D.A.; Laux, C.O. Atmospheric pressure plasma diagnostics by OES, CRDS and TALIF. J. Phys. D Appl. Phys. 2010, 43, 124002. [Google Scholar] [CrossRef]
- Walsh, J.L.; Kong, M.G. Portable nanosecond pulsed air plasma jet. Appl. Phys. Lett. 2011, 99, 081501. [Google Scholar] [CrossRef]
- Deng, X.L.; Nikiforov, A.Y.; Vanraes, P.; Leys, C. Direct current plasma jet at atmospheric pressure operating in nitrogen and air. J. Appl. Phys. 2013, 113, 023305. [Google Scholar] [CrossRef]
- Yue, W.; Lei, W.; Dong, Y.; Shi, C.; Lu, Q.; Cui, X.; Wang, X.; Chen, Y.; Zhang, J. Toluene degradation in air/H2O DBD plasma: A reaction mechanism investigation based on detailed kinetic modeling and emission spectrum analysis. J. Hazard. Mater. 2023, 448, 130894. [Google Scholar] [CrossRef]
- Xiao, D.; Cheng, C.; Shen, J.; Lan, Y.; Xie, H.; Shu, X.; Meng, Y.; Li, J.; Chu, P.K. Characteristics of atmospheric-pressure non-thermal N2 and N2/O2 gas mixture plasma jet. J. Appl. Phys. 2014, 115, 033303. [Google Scholar] [CrossRef]
- Butterworth, T.; Allen, R.W.K. Plasma-catalyst interaction studied in a single pellet DBD reactor: Dielectric constant effect on plasma dynamics. Plasma Sources Sci. Technol. 2017, 26, 065008. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Mesh Element | Fluid Node | Solid Node | Total Node |
|---|---|---|---|---|
| None | Tetrahedral | 126,865 | 81,699 | 208,564 |
| Airflow diffuser | Tetrahedral | 127,756 | 82,275 | 210,031 |
| Airflow diffuser + perforated metal | Tetrahedral | 216,881 | 85,611 | 302,492 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, M.; Mori, Y.; Liu, Z.; Fukuyama, Y.; Sumiya, Y.; Zhan, T.; Okino, A. Design and Characterization of an Upscaled Dielectric Barrier Discharge-Based Ten-Layer Plasma Source for High-Flow-Rate Gas Treatment. Appl. Sci. 2024, 14, 27. https://doi.org/10.3390/app14010027
Xu M, Mori Y, Liu Z, Fukuyama Y, Sumiya Y, Zhan T, Okino A. Design and Characterization of an Upscaled Dielectric Barrier Discharge-Based Ten-Layer Plasma Source for High-Flow-Rate Gas Treatment. Applied Sciences. 2024; 14(1):27. https://doi.org/10.3390/app14010027
Chicago/Turabian StyleXu, Mao, Yuito Mori, Zhizhi Liu, Yohei Fukuyama, Yuki Sumiya, Tianzhuo Zhan, and Akitoshi Okino. 2024. "Design and Characterization of an Upscaled Dielectric Barrier Discharge-Based Ten-Layer Plasma Source for High-Flow-Rate Gas Treatment" Applied Sciences 14, no. 1: 27. https://doi.org/10.3390/app14010027
APA StyleXu, M., Mori, Y., Liu, Z., Fukuyama, Y., Sumiya, Y., Zhan, T., & Okino, A. (2024). Design and Characterization of an Upscaled Dielectric Barrier Discharge-Based Ten-Layer Plasma Source for High-Flow-Rate Gas Treatment. Applied Sciences, 14(1), 27. https://doi.org/10.3390/app14010027