
Research on an Assembly Building Buffer Zone Based on Gray Critical Chain

Abstract
:1. Introduction
2. Buffer Size Setting for Assembly Building Projects
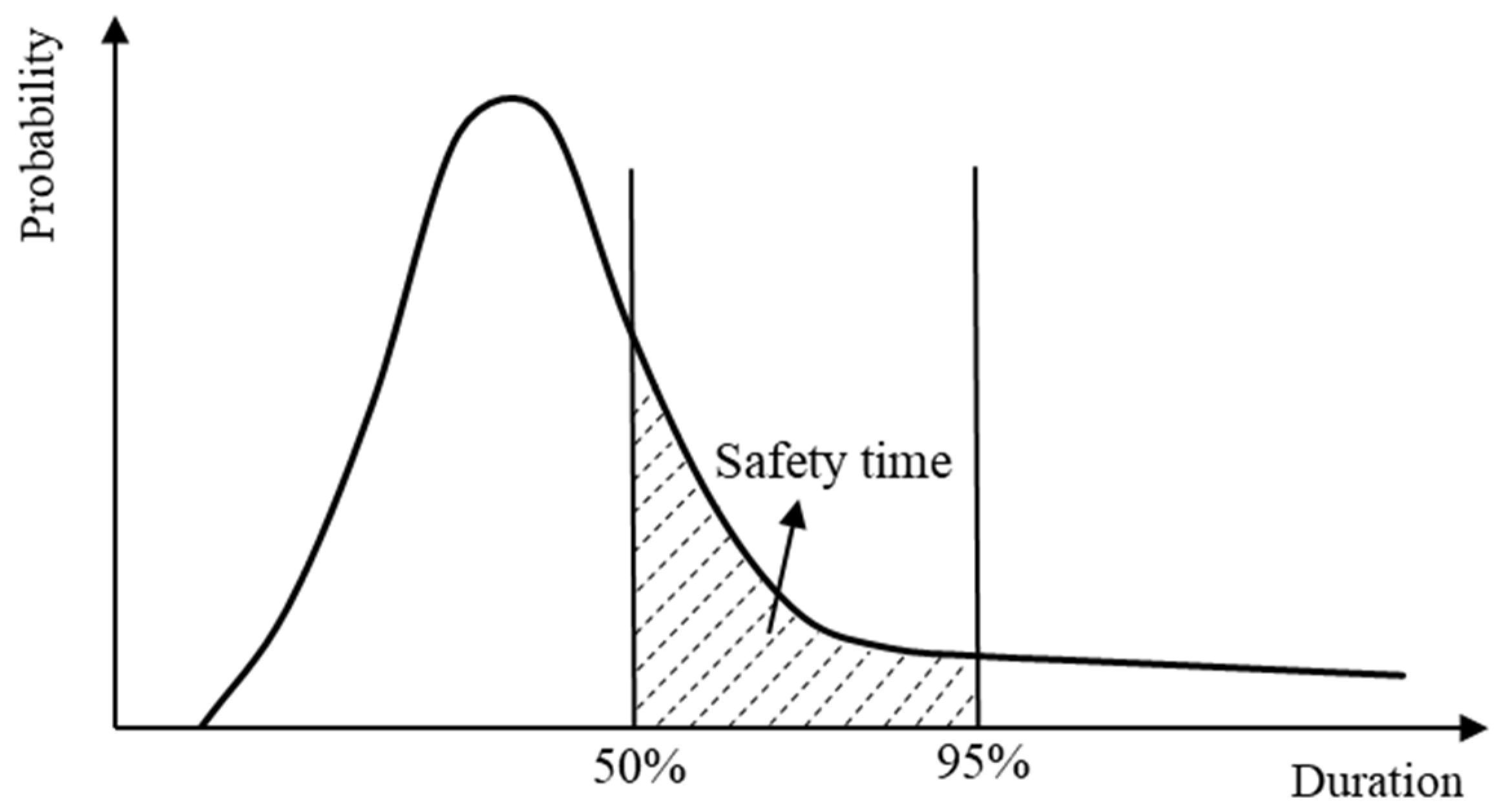
2.1. Determination of Safe Time
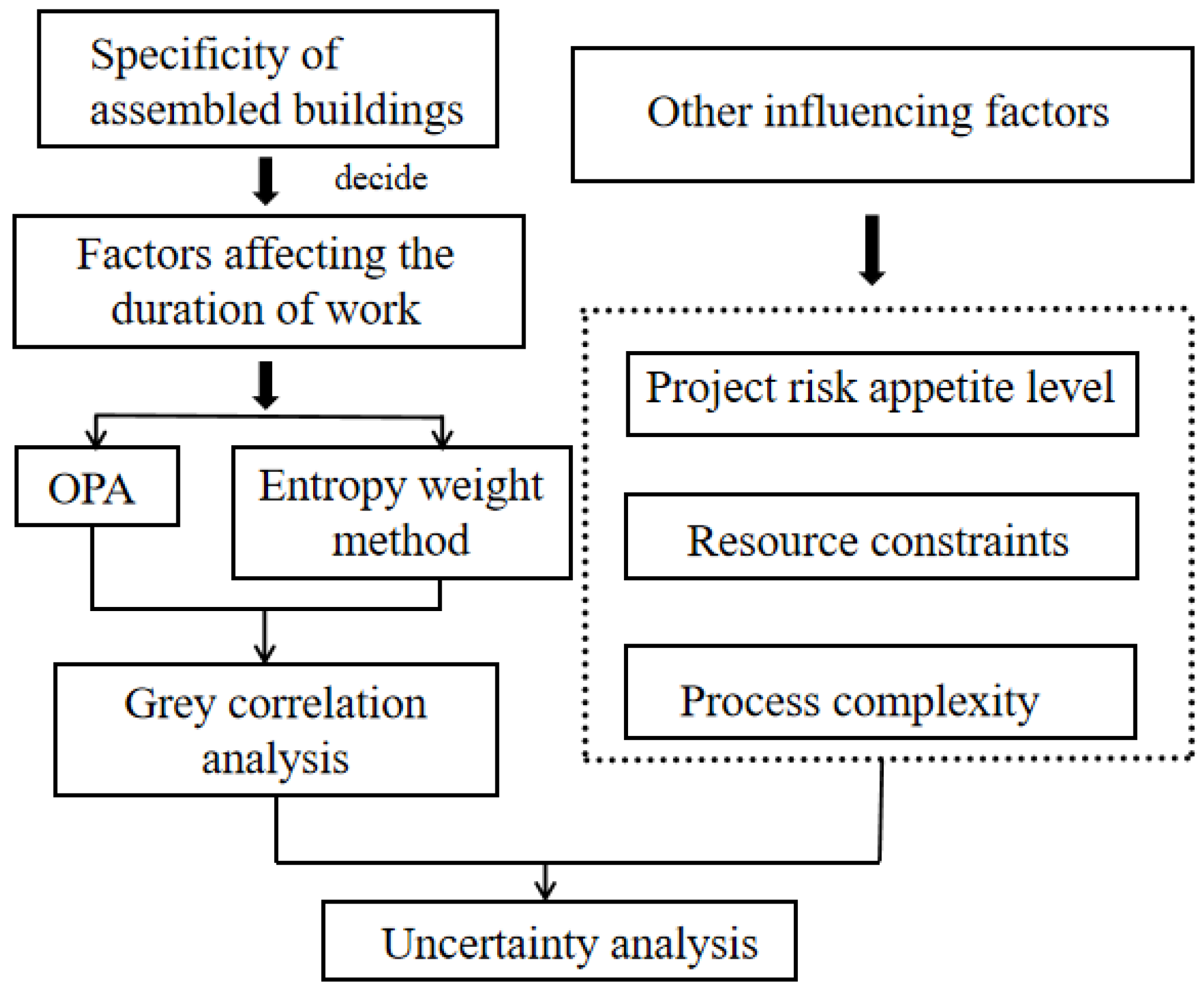
2.2. Determination of Comprehensive Impact Weight Coefficients for the Construction Schedule of Prefabricated Projects
- (1)
- Construct a decision matrix. With m processes and n influencing factors, the evaluation of the n influencing factors on the m processes is used to build a decision matrix of size m × n denoted as X Equation (1). The element xmn represents the evaluation value of the nth influencing factor on the mth process.
- (2)
- Conduct dimensionless transformation. The decision matrix X is transformed to a dimensionless matrix R using the extreme value method, as shown in Equation (2).
- (3)
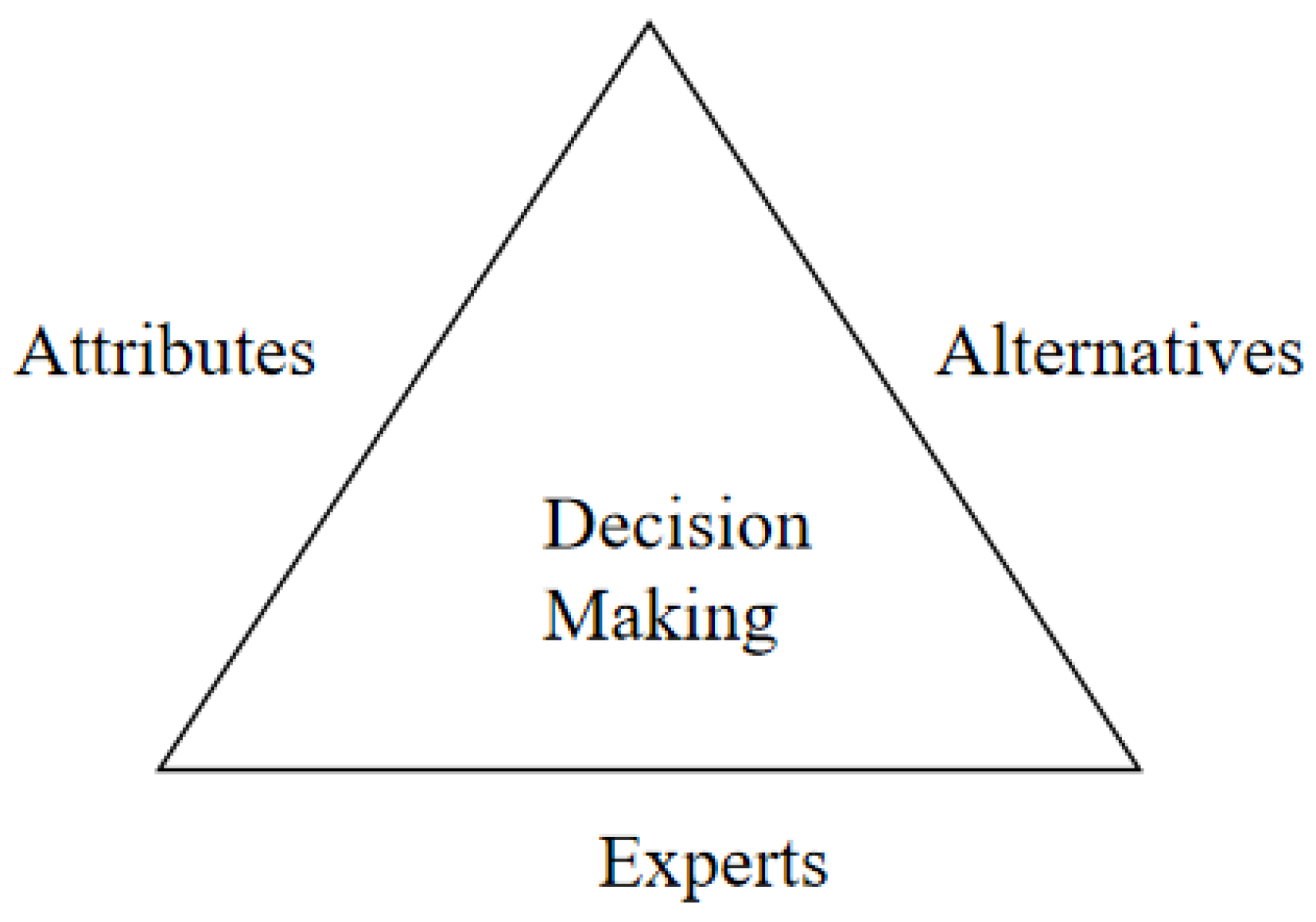
- Apply the Ordinal Priority Approach (OPA) for the subjective determination of weights. OPA is a multi-attribute decision-making (MADM) method [32], which solves problems by building a mathematical model. Figure 3 illustrates the decision triangle schematic. This method considers both the numerical weights of the attributes and the ranking of expert opinions to account for the importance of decision schemes. Attribute weights can be derived from expert opinions, making it a subjective method for weight calculation.
- (4)
- The entropy weight method [39] determines the weights objectively. The entropy weight method in the entropy value of the amount of information provided to determine the size of the indicator weights, resulting in a more objective weight value. First of all, construct the judgment matrix between the evaluation indicators and the influencing factors, then normalize the judgment matrix, derive the normalized judgment matrix, calculate the indicator entropy value eij and the indicator difference coefficient dj, as shown in Equations (5) and (6). Finally, the indicator entropy weight αj is derived, as shown in Equation (7).
- (5)
- Multiplicative synthesis method to determine the integrated weights [40]. The multiplicative synthesis method is used to calculate the combined weight φj of the OPA method and entropy weight method, and the discrimination coefficient ρ and association coefficient εij are calculated as shown in Equations (8)–(10) to obtain the association matrix Y.
- (6)
- Improve the gray correlation degree δi by multiplying the weights of different factors with the corresponding gray correlation coefficients, i.e., the integrated weight coefficient ηi, as shown in Equation (11).
2.3. Determination of Other Impact Factors for Assembly Project Duration
3. Determination of PB and FB
4. Case Study
4.1. Assembly Project Engineering Background
4.2. Buffer Size Calculation
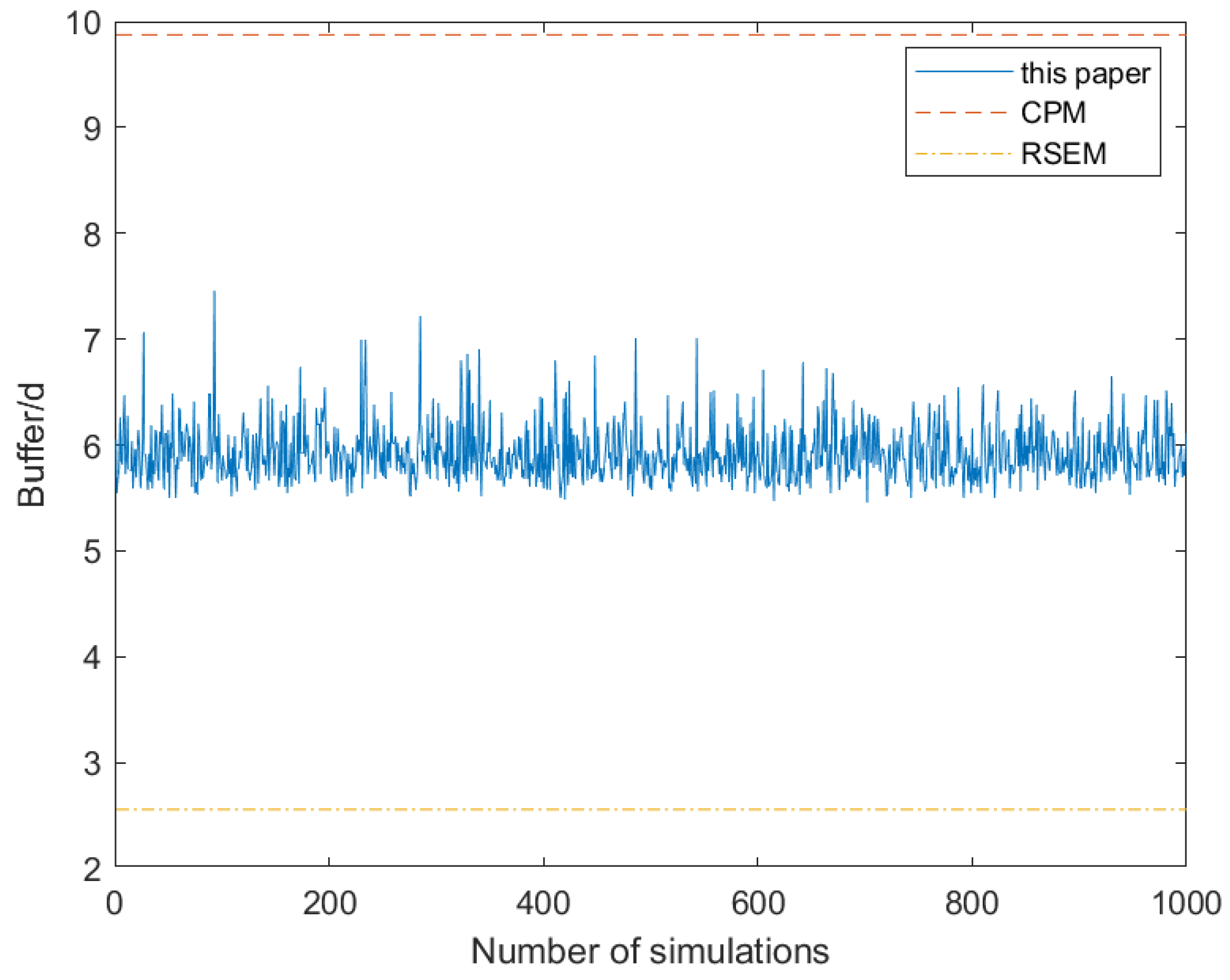
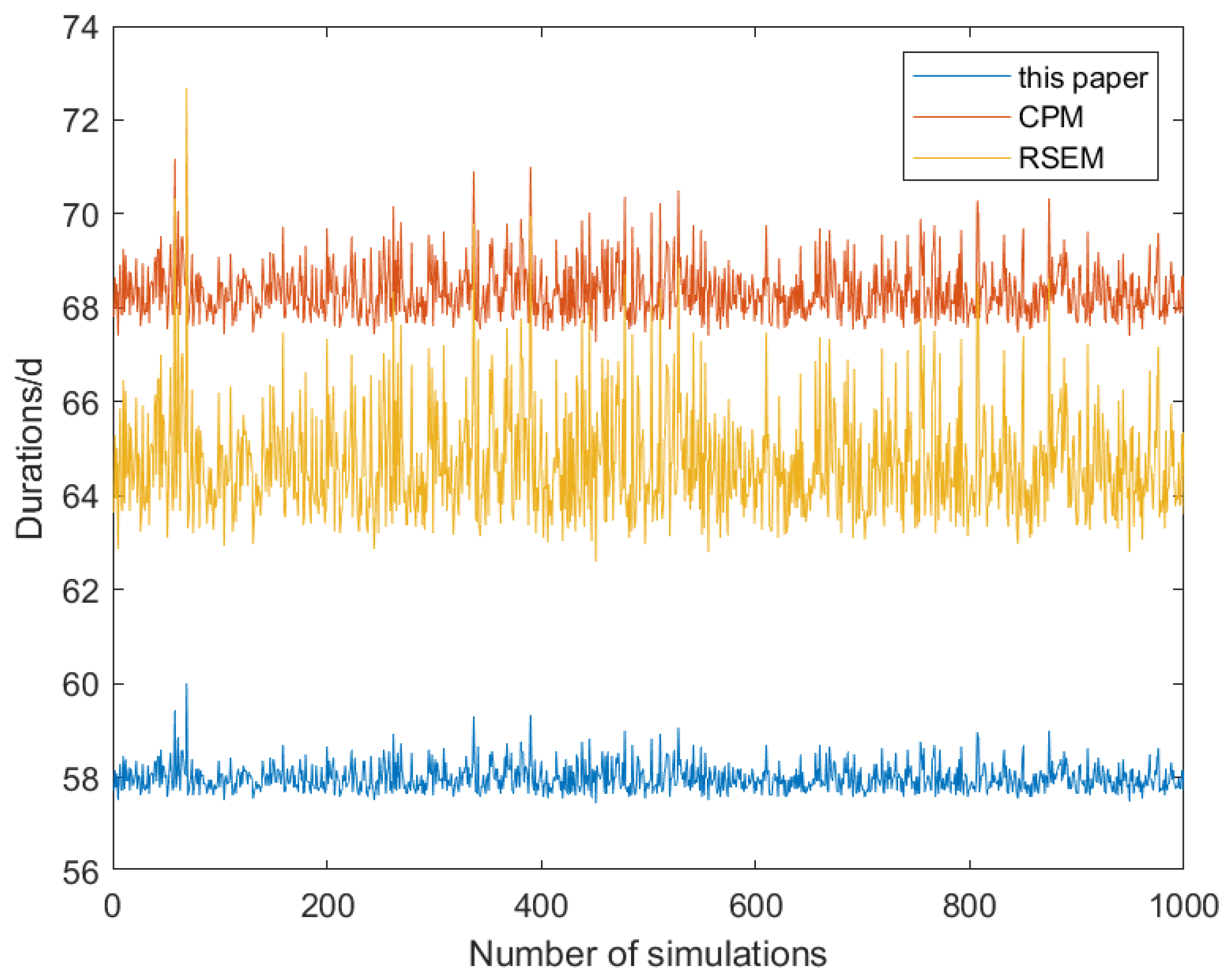
4.3. Monte Carlo Simulation
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wallbaum, H.; Ostermeyer, Y.; Salzer, C.; Escamilla, E.Z. Indicator-based sustainability assessment tool for affordable housing construction technologies. Ecol. Indic. 2012, 18, 353–364. [Google Scholar] [CrossRef]
- Chang, Y.F.; Ishii, H. Fuzzy multiple criteria decision-making approach to assessing the project quality management in the project. Procedia Comput. Sci. 2013, 22, 928–936. [Google Scholar] [CrossRef]
- Zhao, W.H. Discussion on the construction safety risk management of prefabricated residential buildings. Constr. Saf. 2017, 5, 13–15. [Google Scholar]
- Du, J.; Jing, H.Q.; Daniel, C.L.; Sugumaran, V. Multi-agent simulation for managing design changes in prefabricated construction projects. Eng. Constr. Archit. Manag. 2020, 27, 270–295. [Google Scholar] [CrossRef]
- Wang, S.; Tang, J.; Zou, Y.; Zhou, Q. Research on production process optimization of precast concrete component factory based on value stream mapping. Eng. Constr. Archit. Manag. 2020, 27, 850–871. [Google Scholar] [CrossRef]
- Utama, W.P.; Chan, A.P.; Zahoor, H.; Gao, R.; Jumas, D.Y. Making decision toward overseas construction projects. Eng. Constr. Archit. Manag. 2019, 26, 285–302. [Google Scholar] [CrossRef]
- Li, X.J. Research on investment risk influence factors of prefabricated building projects. J. Civ. Eng. Manag. 2020, 26, 599–613. [Google Scholar] [CrossRef]
- Li, X.; Wang, C.; Kassem, M.A.; Alhajlah, H.H.; Bimenyimana, S. Evaluation Method for Quality Risks of Safety in Prefabricated Building Construction Using SEM-SDM Approach. Int. J. Environ. Res. Public Health 2022, 19, 5180. [Google Scholar] [CrossRef]
- Luo, L.Z.; Mao, C.; Shen, L.Y.; Li, Z.D. Risk factors affecting practitioners’attitudes toward the implementation of an industrialized building system. Eng. Constr. Archit. Manag. 2015, 22, 622–643. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, S.; Meng, Q.; Hu, X. Barriers to the development of prefabricated buildings in china: A news coverage analysis. Eng. Constr. Archit. Manag. 2021, 28, 2884–2903. [Google Scholar] [CrossRef]
- Fard, M.M.; Terouhid, S.A.; Kibert, C.J.; Hakim, H. Safety concerns related to modular/prefabricated building construction. Int. J. Inj. Control Saf. Promot. 2017, 24, 10–23. [Google Scholar] [CrossRef]
- Goldratt, E.M. Critical Chain; North River Press: Great Barrington, MA, USA, 1997. [Google Scholar]
- Ni, Z.H.; Ma, J.; Yu, J. Research on schedule management of multi-project aerospace power supply products. Proj. Manag. Technol. 2015, 13, 91–97. [Google Scholar]
- Zheng, S. Application of Critical Chain in In Vitro Diagnostic Reagent R&D Project Management; University of Chinese Academy of Sciences (School of Engineering Management and Information Technology): Beijing, China, 2014. [Google Scholar]
- Anastasiu, L.; Câmpian, C.; Roman, N. Boosting construction project timeline: The case of critical chain project management (CCPM). Buildings 2023, 13, 1249. [Google Scholar] [CrossRef]
- You, J.X.; Qin, Y. Critical chain project schedule management based on Bayesian network model. J. Tongji Univ. 2015, 43, 1606–1612. [Google Scholar]
- Yu, M.; Xu, N.; Ma, J. An assembly robust project scheduling method based on critical chain technology. J. Shenyang Univ. Archit. 2022, 24, 392–398. [Google Scholar]
- Li, S.C.; Wang, Y.C. Research on key chain buffer setting method based on gray correlation. Sci. Technol. Manag. Res. 2013, 33, 203–206. [Google Scholar]
- Newbold, R.C. Project Management in the Fast Lane Applying the Theory of Constraints; The St. Lucie Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Tukel, O.I.; Rom, W.O.; Eksioglu, S.D. An investigation of buffer sizing techniques in critical chain scheduling. Eur. J. Oper. 2006, 172, 401–416. [Google Scholar] [CrossRef]
- Bie, L.; Cui, N. Study on the buffer size of capability constraints in critical chain multi-project management. Comput. Integr. Manuf. Syst. 2011, 17, 1534–1540. [Google Scholar]
- Zhang, J.; Li, Y.; Wan, D. Research on the method of setting resource buffers for critical chain projects based on activity attributes. Soft Sci. 2017, 31, 124–127. [Google Scholar]
- Jiang, H.; Peng, Y.; Xie, X. A method for calculating critical chain buffer size based on information and multiple resource constraints. J. Civ. Eng. Manag. 2019, 36, 34–41+47. [Google Scholar]
- Huang, J.W.; Wang, Y.K.; Wang, Y.F.; Gong, S.Q.; Zhang, Y.F.; Ye, L.H. Resource flexibility perspective on project schedule management critical chain buffer setting. People’s Chang. 2022, 53, 149–154. [Google Scholar]
- Faria, J.; Araújo, M.; Demeulemeester, E.; Tereso, A. Project management under uncertainty: Using flexible resource management to exploit schedule flexibility. Eur. J. Ind. Eng. 2020, 14, 599–631. [Google Scholar]
- Zarghami, S.A.; Gunawan, I.; de Zubielqui, G.C.; Baroudi, B. Incorporation of resource reliability into critical chain project management buffer sizing. Int. J. Prod. Res. 2020, 58, 6130–6144. [Google Scholar] [CrossRef]
- Ma, G.F.; Wu, M.; Hao, K.K.; Shang, S. A DSM-based CCPMMPL representation method for project scheduling under rework scenarios. Adv. Civ. Eng. 2021, 10, 1. [Google Scholar]
- Li, S.; Wang, Y.; Duan, Y. Buffer Setting Method Based on Gray Evaluation. Stat. Decis. Mak. 2014, 15, 70–72. [Google Scholar]
- Zhang, J.; Zhou, S. Research on uncertainty-based buffer determination method for critical chain projects. Ind. Technol. Econ. 2021, 40, 154–160. [Google Scholar]
- Zhao, B.; Zhong, C. Research on the influencing factors of progress control of assembly building based on ISM. J. Jilin Univ. Archit. 2022, 39, 56–64. [Google Scholar]
- Li, J.; Liu, T.; Zhang, J. Critical chain buffer setting method based on FAHP. Proj. Manag. Technol. 2013, 11, 69–73. [Google Scholar]
- Ataei, Y.; Mahmoudi, A.; Feylizadeh, M.R.; Li, D.-F. Ordinal Priority Approach (OPA) in Multiple Attribute Decision-Making. Appl. Soft Comput. J. 2020, 86, 105893. [Google Scholar] [CrossRef]
- Mahmoudi, A.; Abbasi, M.; Deng, X. A novel project portfolio selection framework towards organizational resilience: Robust Ordinal Priority Approach. Expert Syst. Appl. 2022, 188, 116067. [Google Scholar] [CrossRef]
- Mahmoudi, A.; Abbasi, M.; Yuan, J.; Li, L. Large-scale group decision-making (LSGDM) for performance measurement of healthcare construction projects: Ordinal Priority Approach. Appl. Intell. 2022, 52, 13781–13802. [Google Scholar] [CrossRef] [PubMed]
- Abdel-Basset, M.; Mohamed, M.; Abdel-Monem, A.; Elfattah, M.A. New extension of ordinal priority approach for multiple attribute decision-making problems: Design and analysis. Complex Intell. Syst. 2022, 8, 4955–4970. [Google Scholar] [CrossRef]
- Mahmoudi, A.; Deng, X.; Javed, S.A.; Zhang, N. Sustainable supplier selection in megaprojects: Grey ordinal priority approach. Bus. Strat. Environ. 2021, 30, 318–339. [Google Scholar] [CrossRef]
- Hu, C.; Xu, Z.; Yu, J. Critical chain buffer size calculation method based on duration distribution and multi-resource constraints. J. Syst. Manag. 2015, 24, 237–242. [Google Scholar]
- Lin, P. Research on Supplier Evaluation Based on Topologizable Hierarchical Analysis and Gray Correlation Method; Hefei University of Technology: Hefei, China, 2016. [Google Scholar]
- Zhang, J.Y.; Lv, S.R.; Zhang, Y.D. Fire risk level evaluation of ancient buildings based on WSR-entropy weighted object element topable model. Saf. Environ. Eng. 2020, 27, 126–131. [Google Scholar]
- Xie, L.F. Research on Assembly Multi-Project Schedule Planning And Control Based on Critical Chain; Xi’an University of Architecture and Technology: Xi’an, China, 2020. [Google Scholar]
- Chu, C.C. Buffer estimation and critical chain project management. Comput. Integr. Manuf. Syst. 2008, 14, 1029–1035. [Google Scholar]
- Jiang, H.Y.; Xie, X.H.; Peng, Y. Key chain-based PERT improvement model for assembled buildings and its application. Ind. Eng. Manag. 2018, 23, 82–87+94. [Google Scholar]
- Liu, Z.P. Research on the Optimization of Construction Schedule of Assembly Building Based on Improved Critical Chain Method; Changsha University of Technology: Changsha, China, 2021. [Google Scholar]
- Fallah, M.; Ashtiani, B.; Aryanezhad, M.B. Critical chain project scheduling: Utilizing uncertainty for buffer sizing. Int. J. Res. Rev. Appl. Sci. 2010, 3, 280. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Factor | Factors |
|---|---|
| Personnel factor | Lack of experienced workers U1 |
| Inadequate safety precautions U2 | |
| Ineffective staffing U3 | |
| Material factor | Untimely transportation of prefabricated components U4 |
| Prefabricated production inefficiencies U5 | |
| Unreasonable stacking on site U6 | |
| Technical factor | Difficult construction U7 |
| Failure of machinery and equipment U8 | |
| Technical complexity U9 | |
| Management factor | Untimely joining of work processes at the construction site U10 |
| Poorly designed construction program and construction schedule U11 | |
| Inadequate coordination of on-site movement control U12 | |
| Environmental factor | Policies and regulations U13 |
| Insufficient construction space U14 | |
| Force majeure U15 |
| Process Number | Process Name | Pre-Immediate Work | Duration (a, m, b) | Estimated Time | Resource Requirements | ||
|---|---|---|---|---|---|---|---|
| R1 | R2 | R3 | |||||
| A | Construction Preparation | (1, 2.5, 3.5) | 2.5 | 1 | 2 | 0 | |
| B | Measuring and placing lines | A | (2, 2.5, 4) | 2.5 | 2 | 2 | 0 |
| C | Lifting of prefabricated exterior wall panels | B | (3.5, 4, 5.5) | 4.5 | 4 | 6 | 4 |
| D | Installation of diagonal brace correction | C | (1.5, 2, 4) | 2 | 2 | 3 | 5 |
| E | Cast-in-place shear wall and column reinforcement tying | B | (3, 3.5, 4.5) | 3.5 | 3 | 4 | 0 |
| F | Cast-in-place shear wall and column support formwork | E | (2, 3.5, 4.5) | 3.5 | 3 | 3 | 0 |
| G | Erection of floor and laminated balcony slab formwork and row frame | D, F | (1, 1.5, 3) | 1.5 | 3 | 4 | 0 |
| H | Cast-in-place beam reinforcement tying and modeling | G | (2.5, 3.5, 4.5) | 3.5 | 2 | 2 | 0 |
| I | Formwork support for post-cast zone | H | (1, 1.5, 3) | 1.5 | 2 | 1 | 0 |
| J | Prefabricated laminated panels lifting | G | (2, 3.5, 4.5) | 3.5 | 3 | 5 | 5 |
| K | Prefabricated shaped components lifting | J | (1.5, 2.5, 4) | 2.5 | 3 | 3 | 5 |
| L | Tying of reinforcement at wall panel joints | I | (1, 1.5, 3) | 1.5 | 2 | 3 | 1 |
| M | Formwork erection at wall panel joints | L | (1, 1.5, 3) | 1.5 | 2 | 2 | 1 |
| N | Plumbing and electrical installation | M | (1.5, 2.5, 3.5) | 2.5 | 2 | 2 | 0 |
| O | Beam and slab face reinforcement tying | N | (1, 1.5, 3) | 1.5 | 2 | 3 | 0 |
| P | Concrete pouring and maintenance of cast-in-place parts | O | (2, 3.5, 4.5) | 3.5 | 2 | 2 | 0 |
| Q | Prefabricated staircase lifting | G | (3, 4.5, 6) | 4.5 | 3 | 5 | 4 |
| R | Scaffolding and row frame removal | K, Q | (1, 1.5, 3) | 1.5 | 2 | 0 | 0 |
| S | High-strength grouting construction | R | (2, 3.5, 4.5) | 3.5 | 4 | 6 | 4 |
| T | Inspection and acceptance | S | (0.5, 1, 2) | 1 | 1 | 1 | 0 |
| Work Sequence | n1 | n2 | n3 | n4 | n5 |
|---|---|---|---|---|---|
| A | 4 | 2.4 | 2.4 | 3.4 | 3 |
| B | 3.4 | 2 | 3 | 2.8 | 5 |
| C | 4.2 | 2.6 | 4.2 | 3.4 | 4.2 |
| D | 4.2 | 2.2 | 3.4 | 2.6 | 4.2 |
| E | 4.2 | 2.8 | 4 | 3.2 | 3.6 |
| F | 4 | 3.4 | 4.6 | 3.4 | 3.8 |
| G | 4.2 | 3.4 | 3.8 | 3.8 | 4.6 |
| H | 4.2 | 3.2 | 4.4 | 3.4 | 4 |
| I | 3.6 | 3.2 | 4.4 | 4 | 4.4 |
| J | 4.2 | 3.8 | 4.4 | 3.6 | 4.4 |
| K | 3.6 | 4 | 4.8 | 3.6 | 3.6 |
| L | 3.8 | 3.2 | 4.4 | 3.6 | 4.2 |
| M | 4.4 | 3.6 | 4.2 | 4 | 4.2 |
| N | 4.6 | 3.4 | 4.2 | 3.6 | 3.2 |
| O | 4.2 | 3.2 | 4 | 3 | 4.2 |
| P | 3.6 | 3.8 | 4 | 2.4 | 4.8 |
| Q | 4 | 2.8 | 4.4 | 3.2 | 3.2 |
| R | 4.8 | 2.6 | 3.2 | 3.8 | 4.8 |
| S | 2.6 | 3.4 | 4 | 3 | 4.2 |
| T | 4.6 | 2.2 | 0.8 | 3.2 | 3.8 |
| Work Sequence | δi | σ | β | γ | ||
|---|---|---|---|---|---|---|
| A | 0.517 | 2.382 | 3.146 | 0.764 | 0.250 | 0.000 |
| B | 0.582 | 2.775 | 3.613 | 0.837 | 0.333 | 0.134 |
| C | 0.641 | 4.275 | 5.113 | 0.837 | 0.800 | 0.205 |
| D | 0.554 | 2.419 | 3.500 | 1.081 | 1.000 | 0.334 |
| E | 0.597 | 3.634 | 4.226 | 0.592 | 0.500 | 0.205 |
| F | 0.673 | 3.382 | 4.146 | 0.764 | 0.500 | 0.305 |
| G | 0.735 | 1.775 | 2.613 | 0.837 | 0.500 | 0.496 |
| H | 0.669 | 3.500 | 4.184 | 0.684 | 0.333 | 0.477 |
| I | 0.736 | 1.775 | 2.613 | 0.837 | 0.333 | 0.577 |
| J | 0.761 | 3.382 | 4.146 | 0.764 | 1.000 | 0.477 |
| K | 0.743 | 2.631 | 3.567 | 0.936 | 1.000 | 0.577 |
| L | 0.674 | 1.775 | 2.613 | 0.837 | 0.375 | 0.620 |
| M | 0.789 | 1.775 | 2.613 | 0.837 | 0.333 | 0.663 |
| N | 0.695 | 2.500 | 3.184 | 0.684 | 0.333 | 0.705 |
| O | 0.634 | 1.775 | 2.613 | 0.837 | 0.375 | 0.777 |
| P | 0.679 | 3.382 | 4.146 | 0.764 | 0.333 | 0.820 |
| Q | 0.593 | 4.500 | 5.526 | 1.026 | 0.800 | 0.477 |
| R | 0.755 | 1.775 | 2.613 | 0.837 | 0.333 | 0.954 |
| S | 0.584 | 3.382 | 4.146 | 0.764 | 0.800 | 0.934 |
| T | 0.546 | 1.134 | 1.726 | 0.592 | 0.167 | 1.034 |
| PB (d) | FB1 (d) | FB2 (d) | FB3 (d) | ||
|---|---|---|---|---|---|
| Traditional Methods | C&PM | 9.875 | 2.875 | 5.625 | 7.125 |
| RSEM | 2.678 | 1.516 | 2.233 | 2.478 | |
| Modified grey critical chain method | 4.572 | 0.735 | 1.644 | 3.571 | |
| Simulation Value | Difference in Value | ||||||
|---|---|---|---|---|---|---|---|
| C&PM | RSEM | Improvement of the Gray Critical Chain Method | Compare to C&PM | Compare to RSEM | |||
| d | % | d | % | ||||
| Buffer/d | 9.875 | 2.678 | 4.572 | −5.303 | - | 1.707 | - |
| Durations/d | 67.62 | 65.64 | 57.96 | −9.66 | −14.3% | −7.68 | −11.7% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Ye, Z.; Ye, Z.; Sun, Q. Research on an Assembly Building Buffer Zone Based on Gray Critical Chain. Appl. Sci. 2023, 13, 13174. https://doi.org/10.3390/app132413174
Chen J, Ye Z, Ye Z, Sun Q. Research on an Assembly Building Buffer Zone Based on Gray Critical Chain. Applied Sciences. 2023; 13(24):13174. https://doi.org/10.3390/app132413174
Chicago/Turabian StyleChen, Jiaying, Ziyang Ye, Zehui Ye, and Qiao Sun. 2023. "Research on an Assembly Building Buffer Zone Based on Gray Critical Chain" Applied Sciences 13, no. 24: 13174. https://doi.org/10.3390/app132413174
APA StyleChen, J., Ye, Z., Ye, Z., & Sun, Q. (2023). Research on an Assembly Building Buffer Zone Based on Gray Critical Chain. Applied Sciences, 13(24), 13174. https://doi.org/10.3390/app132413174