
A Decision Support System Based on the Integration of a Theory of Constraints and Strategic Management Tools for the Selection of Product Mixes


Abstract
1. Introduction
- Identify the constraints.
- Decide how to exploit the constraints.
- Subordinate everything else to the above decision.
- Elevate the constraints.
- If, in the previous steps, a constraint has been broken, go back to step 1. Do not let inertia become the constraint.
2. Description of the Product-Mix Problem
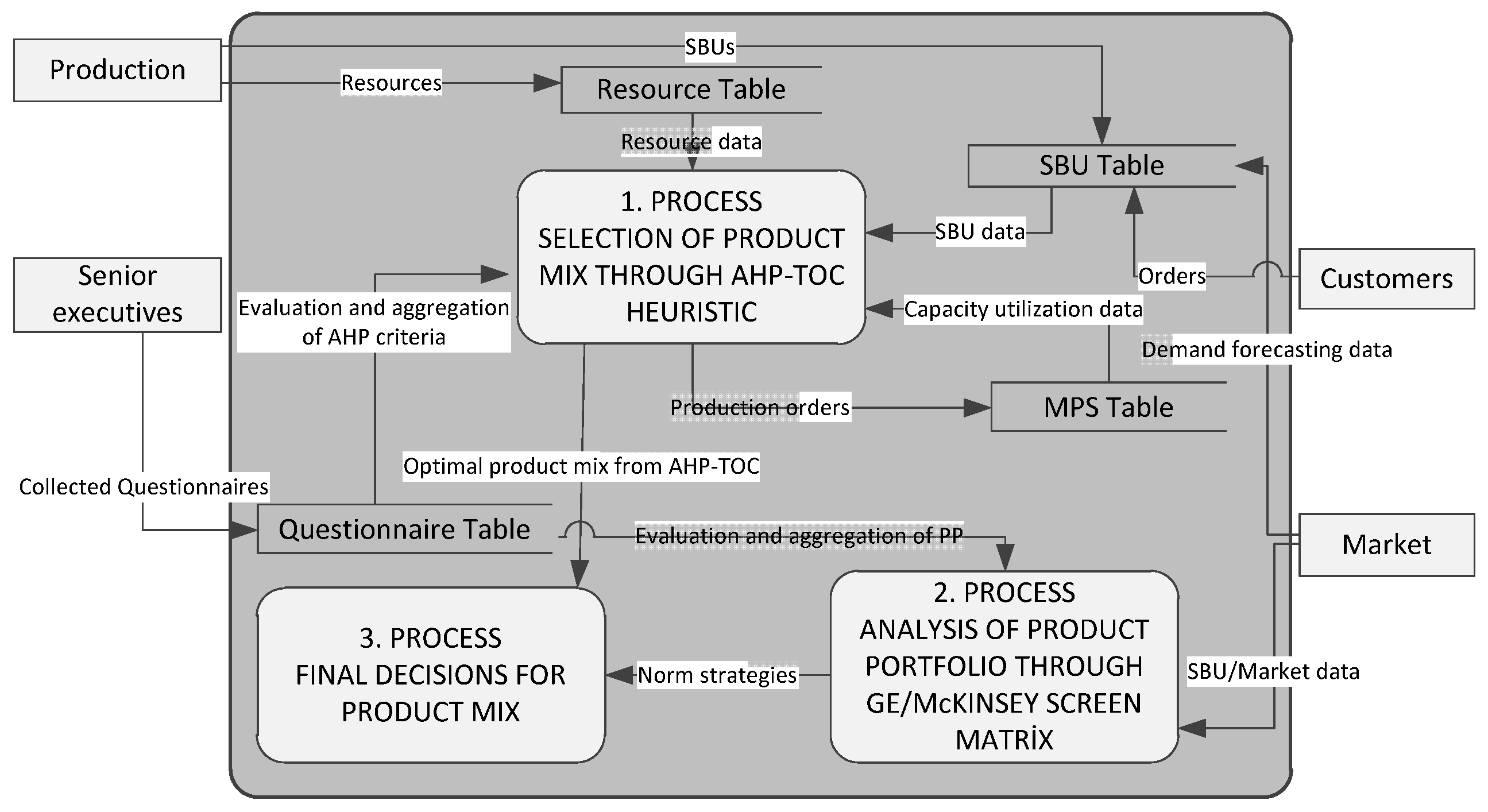
3. System Architecture of the DSS
3.1. Data Management
3.2. Dialog Management
3.3. Model Management
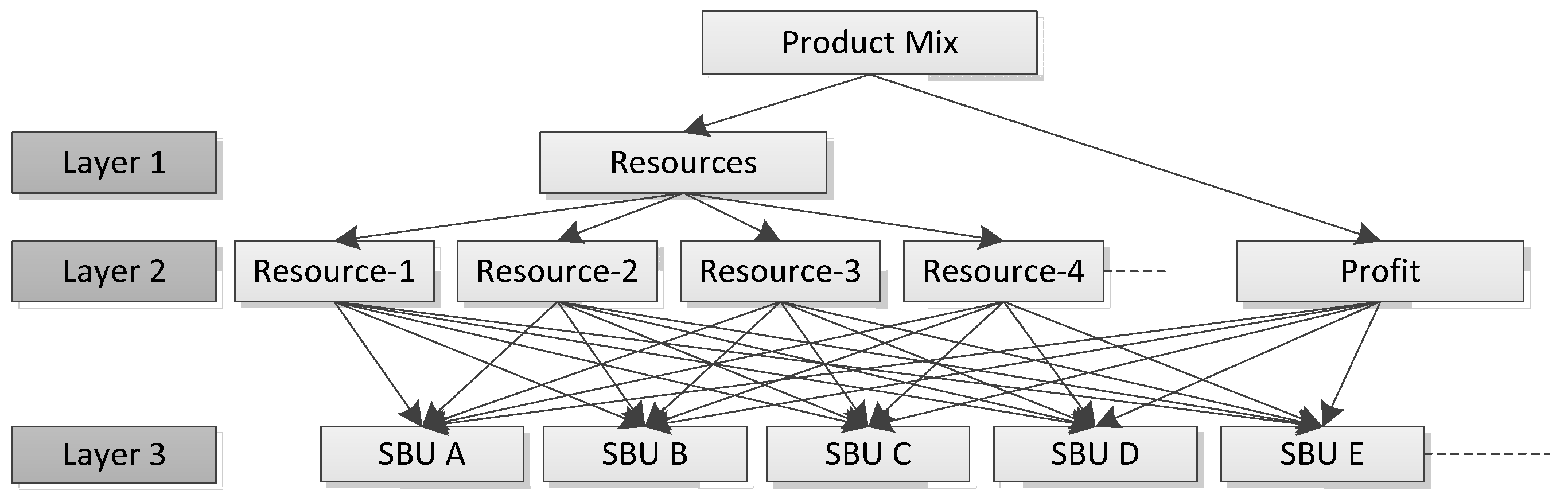
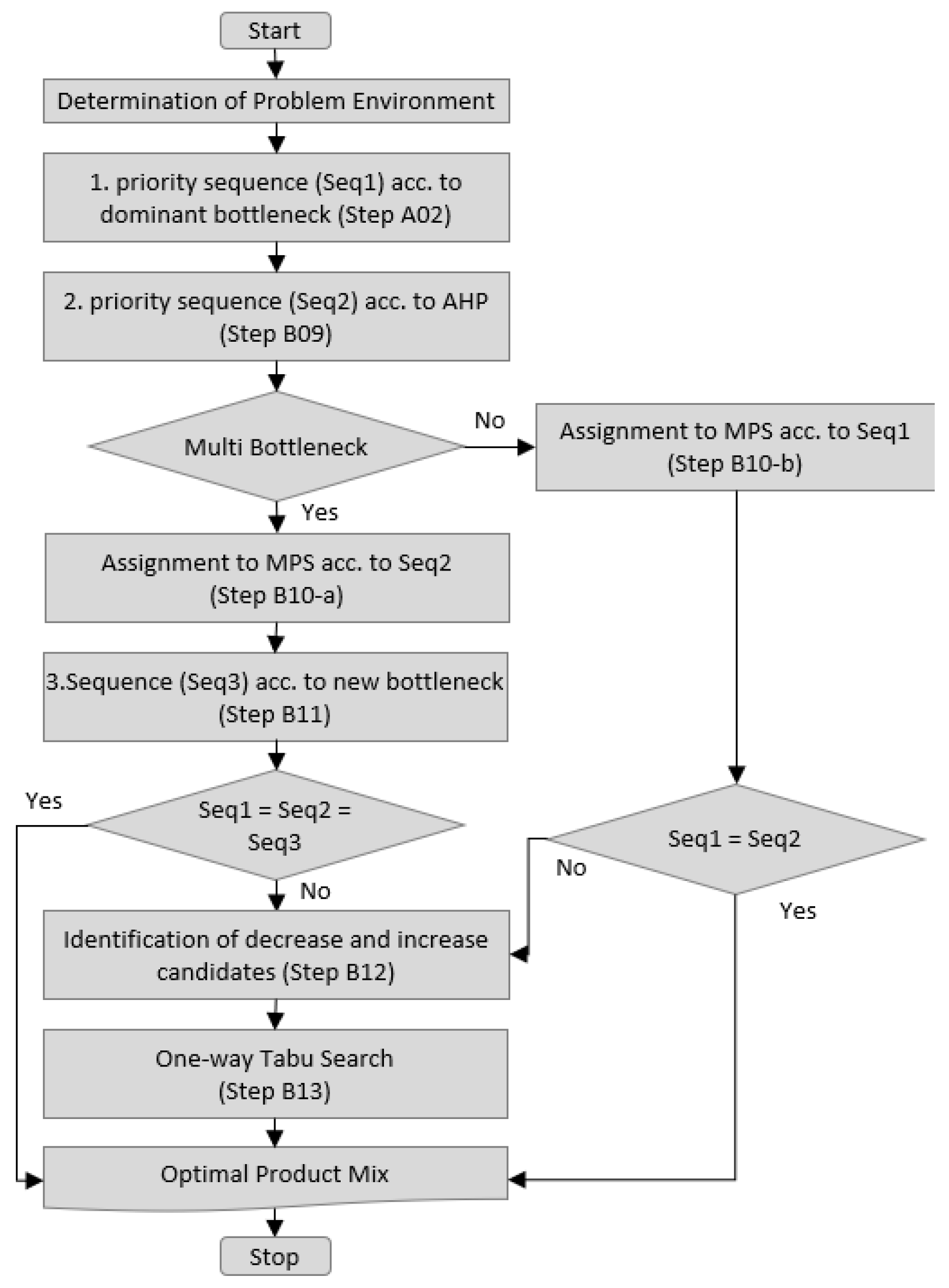
3.3.1. Selection of an Optimal Product Mix under the AHP-TOC Heuristic
| i j k q N M Ri Di Pi | Product index Resource index Demand condition Number of bottlenecks Number of products Number of resources Raw material cost of product i Demand for product i Market price of product i | tij βj CMi RCij TRCj dj CR BN | Processing time of product i on resource j Total available capacity of resource j Contribution margin of product i Utilized capacity of resource j for product i Total utilized capacity of resource j Difference between total capacity and required capacity of resource j Set of constraint resources Bottleneck |
| Algorithm 1: Multi-bottleneck procedure to identify the problem environment. (In the present study, L was initialized with 10). |
| Procedure Multi-Bottleneck:boolean input L, dj, RCij, TRCj, Seqk for k = 1…N if i = k RCij = tij × Di × L else RCij = tij × Di endif TRCj = dj = βj − TRCj Seqk = Rank(dj) for k = 1…N − 1 for i = k + 1…N If Seqk ≠ Seqi return true break endif |
- (1)
- In the first priority sequence, P is prior to Q.
- (2)
- Product Q should meet three conditions:
- (a)
- Its demand is not fully met;
- (b)
- It is prior to P in the second priority sequence;
- (c)
- In the second priority sequence that it is prior to P, it is prior to all the products where their demands have not been fully met.
- (3)
- The Q candidates are sorted in descending order in the second priority sequence.
- (1)
- The demand of Q is fully met.
- (2)
- It is not possible to increase Q due to the lack of capacity. If the demand of a superior Q candidate is met or if it is not possible to increase it further, we proceed with the next Q and repeat this procedure with all Q candidates. We reiterate this procedure until it is not possible to increase Q. If there is more than one P, we run the following procedure (Algorithm 2):
| Algorithm 2: One-way tabu search procedure. |
| procedure One-way-TS input: n (number of P candidates), φ (arbitrary parameter for maximum units to decrease), α (aspiration level), δ (diversification level), τ (tabu list size). Declare variables, S (a subset of neighbouring moves) and T (product-mix solution) for i = 1,…, φ for S ← neighbourhoodSpace(i) = 1,…, (i + 2)n − (i + 1)n if isTabu(S, α, δ) continue if increaseQ(S) Ti = calculateProfit(S) If Ts ≥ Tbest saveResult(Ts) else addtoTabulist(S, τ) return Tmax |
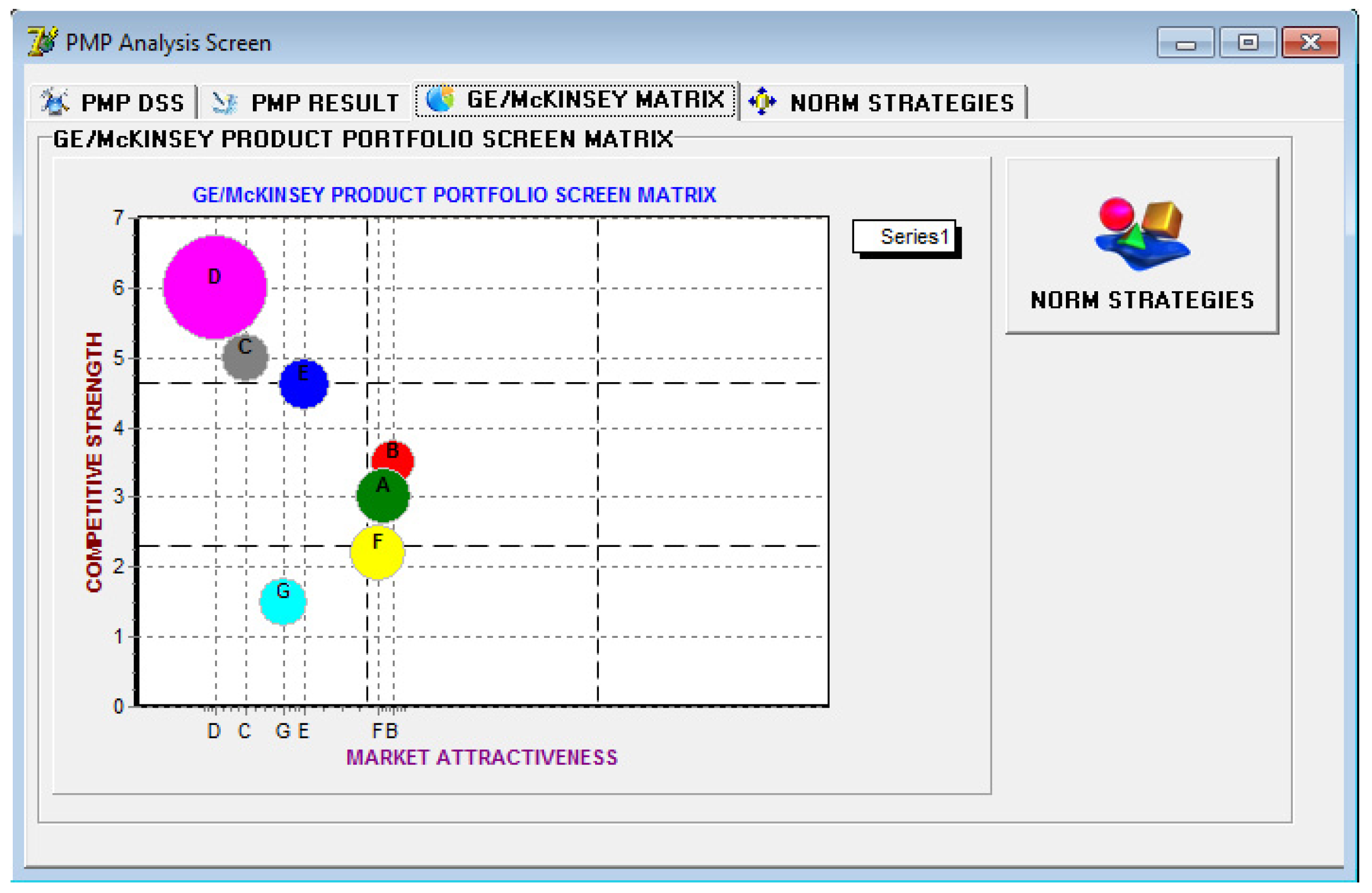
3.3.2. GE/McKinsey Product Portfolio Analysis
3.3.3. Final Solution Procedure for the Product Mix
4. Case Illustration
5. Results and Discussion
6. Conclusions
- (1)
- The survey answers require that either highly experienced executives or consultants complete the GE/McKinsey product portfolio matrix questionnaire when collecting strategic information.
- (2)
- The criteria adopted for AHP can be extended with the inclusion of customer requirements. However, the definition of customer requirements can vary, depending on the activity area of the industry.
- (3)
- Striking the right balance between the combinatorial complexity of PMP and computing capacity is still an indisputable fact that should be considered in the design of a solution procedure.
- (1)
- Both quantitative and qualitative factors are incorporated into the solution process.
- (2)
- The model is free from impenetrable mathematical expressions. Due to the model’s light computing complexity, the necessary computing time is negligible.
- (3)
- The model not only delivers an efficient solution but also allows for a readjustment of the product range and refinement of the final product-mix strategies.
- (4)
- In case of need, the proposed DSS can be adapted easily, with some slight modifications for different time intervals, offering the option to change the product mixes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Main and Sub-Criteria for the Product Portfolio Screen Matrix
| Market Attractiveness | Competitive Strength |
1. Market
| 1. Market
|
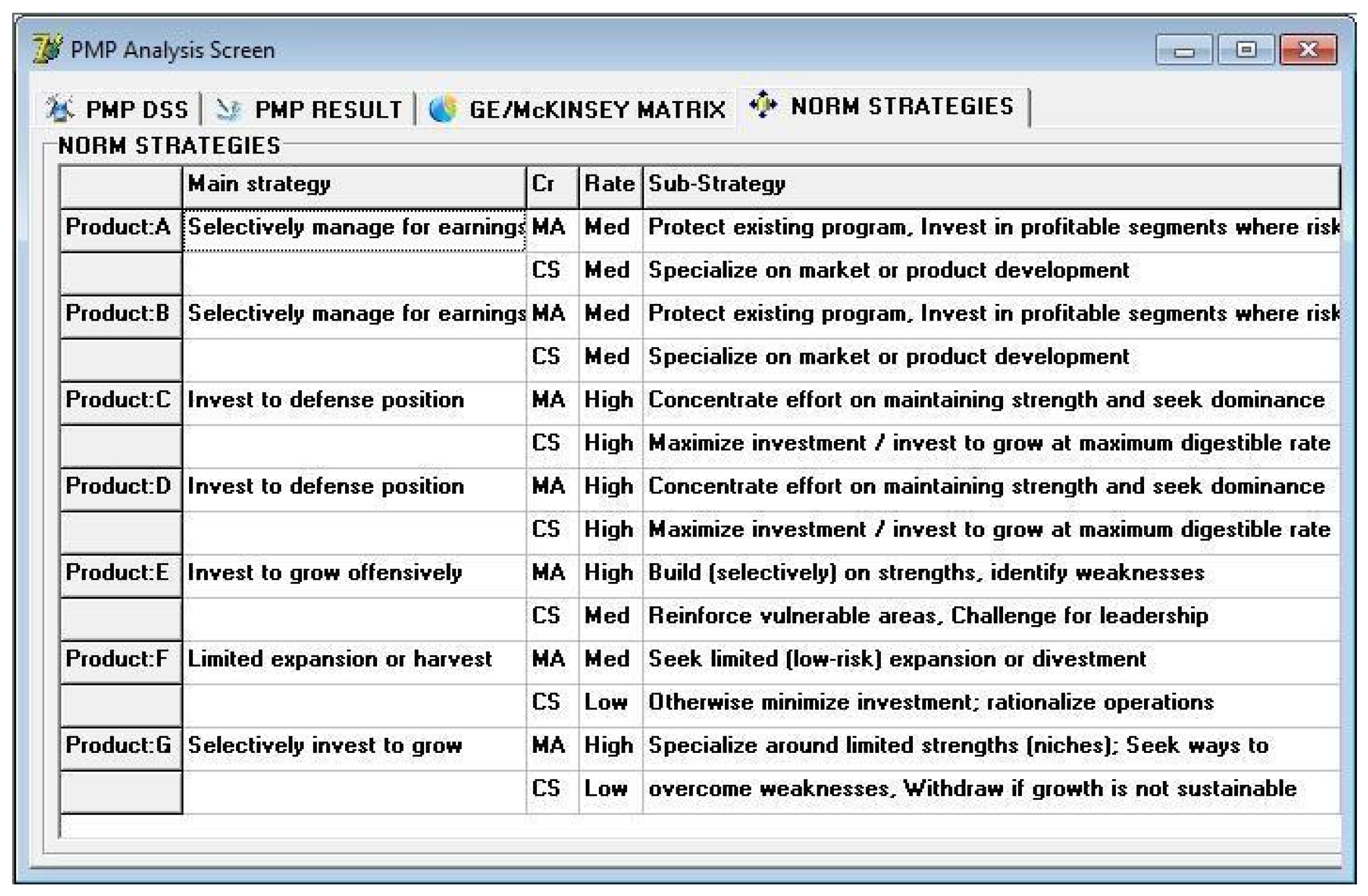
Appendix B. The Norm Strategies of the GE/McKinsey Screening Matrix
| Invest to defend position | Norm Strategies | |
| Market Attractiveness Competitive Strength | High High | Concentrate efforts on maintaining strength and seek dominance Maximize investment/invest to grow at the maximum digestible rate |
| Invest to grow offensively | ||
| Market Attractiveness Competitive Strength | High Med | Build (selectively) on strengths, identify weaknesses Reinforce vulnerable areas. Challenge for leadership |
| Invest to grow offensively | ||
| Market Attractiveness Competitive Strength | Med High | Identify attractive segments (growth areas) and invest in them Build up the ability to counter competition Focus on raising productivity for profitability |
| Selectively invest to grow | ||
| Market Attractiveness Competitive Strength | High Low | Specialize around limited strengths (niches) Seek ways to overcome weaknesses Withdraw if growth is not sustainable |
| Selectively manage earnings | ||
| Market Attractiveness Competitive Strength | Med Med | Protect the existing program Invest in profitable segments where the risk is relatively low Specialize in market or product development |
| Selectively protect and refocus | ||
| Market Attractiveness Competitive Strength | Low High | Defend strengths; manage for current earnings Concentrate on attractive segments |
| Limited expansion or harvest | ||
| Market Attractiveness Competitive Strength | Med Low | Seek limited (low-risk) expansion or divestment Otherwise, minimize investment; rationalize operations |
| Manage for earnings | ||
| Market Attractiveness Competitive Strength | Low Med | Prune unprofitable segments and upgrade the product line Protect the company’s position in the most profitable segments Minimize investment |
| Harvest or divest | ||
| Market Attractiveness Competitive Strength | Low Low | Cut fixed costs and avoid investment Divest at a time that will maximize the cash value |
References
- Komijan, A.R.; Aryanezhad, M.B.; Makui, A. A new heuristic approach to solve product mix problems in a multi-bottleneck system. J. Ind. Eng. Int. Islam. Azad Univ. 2009, 5, 46–57. [Google Scholar]
- Goldratt, E.M. What is This Thing Called Theory of Constraints and How Should It Be Implemented? North River Press: Croton-on-Hudson, NY, USA, 1990. [Google Scholar]
- Balakrishnan, J.; Cheng, C.H. Discussion: Theory of constraints and linear programming: A re-examination. Int. J. Prod. Res. 2000, 38, 1459–1463. [Google Scholar] [CrossRef]
- Fredendall, L.D.; Lea, B.R. Improving the product mix heuristic in the theory of constraints. Int. J. Prod. Res. 1997, 35, 1535–1544. [Google Scholar] [CrossRef]
- Lee, T.N.; Plenert, G. Optimizing theory of constraints when new product alternatives exist. Prod. Inventory Manag. J. 1993, 34, 51–57. [Google Scholar]
- Luebbe, R.L.; Finch, B.J. Theory of constraints and linear programming: A comparison. Int. J. Prod. Res. 1992, 30, 1471–1478. [Google Scholar] [CrossRef]
- Plenert, G. Optimizing theory of constraints when multiple constrained resources exist. Eur. J. Oper. Res. 1993, 70, 126–133. [Google Scholar] [CrossRef]
- Wu, K.; Zheng, M.; Shen, Y. A generalization of the Theory of Constraints: Choosing the optimal improvement option with consideration of variability and costs. IISE Trans. 2020, 52, 276–287. [Google Scholar] [CrossRef]
- Blackstone, J.H. Theory of constraints—A status report. Int. J. Prod. Res. 2001, 39, 1053–1080. [Google Scholar] [CrossRef]
- Goldratt, E.M. The Haystack Syndrome: Sifting Information out of the Data Ocean; North River Press: Croton-on-Hudson, NY, USA, 1990. [Google Scholar]
- Goldratt, E.M.; Cox, J. The Goal: A Process of Ongoing Improvement; 25th anniversary ed.; North River Press: Great Barrington, MA, USA, 2008. [Google Scholar]
- Lea, B.R.; Fredendall, L.D. The impact of management accounting, product structure, product mix algorithm, and planning horizon on manufacturing performance. Int. J. Prod. Econ. 2002, 79, 279–299. [Google Scholar] [CrossRef]
- Patterson, M.C. The product mix decision: A comparison of theory of constraints and labor-based management accounting. Prod. Inventory Manag. J. 1992, 33, 80–85. [Google Scholar]
- Finch, B.J.; Luebbe, R.L. Response to ‘theory of constraints and linear programming: A re-examination’. Int. J. Prod. Res. 2000, 38, 1465–1466. [Google Scholar] [CrossRef]
- Low, T.J. Do we really need product cost? The theory of constraints alternative. Corp. Controll. 1992, 5, 26–36. [Google Scholar]
- Mabin, V.J.; Davies, J. Framework for understanding the complementary nature of TOC frames: Insights from the product mix dilemma. Int. J. Prod. Res. 2003, 41, 661–680. [Google Scholar] [CrossRef]
- Linhares, A. Theory of constraints and the combinatorial complexity of the product-mix decision. Int. J. Prod. Econ. 2009, 121, 121–129. [Google Scholar] [CrossRef]
- Aryanezhad, M.B.; Komijan, A.R. An improved algorithm for optimizing product mix under the theory of constraints. Int. J. Prod. Res. 2004, 42, 4221–4233. [Google Scholar] [CrossRef]
- Maday, C.J. Proper use of constraint management. Prod. Inventory Manag. J. 1994, 35, 84. [Google Scholar]
- Posnack, A.J. Theory of constraints: Improper applications yield improper conclusions. Prod. Inventory Manag. J. 1994, 35, 85–86. [Google Scholar]
- Hsu, T.C.; Chung, S.H. The TOC-based algorithm for solving product mix problems. Prod. Plan. Control 1998, 9, 36–46. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Mutingi, M. A genetic algorithm approach to the theory of constraints product mix problems. Prod. Plan. Control 2001, 12, 21–27. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Mutingi, M. Optimizing the multiple constrained resources product mix problem using genetic algorithms. Int. J. Prod. Res. 2001, 39, 1897–1910. [Google Scholar] [CrossRef]
- Onwubolu, G.C. Tabu search-based algorithm for the TOC product mix decision. Int. J. Prod. Res. 2001, 39, 2065–2076. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Vasant, P.; Sarkar, B.; Mukherjee, S.K. A fully fuzzified, intelligent theory of constraints product-mix decision. Int. J. Prod. Res. 2007, 46, 789–815. [Google Scholar] [CrossRef]
- Mishra, N.; Tiwari, M.; Shankar, R.; Chan, F. Hybrid tabu-simulated annealing based approach to solve multi-constraint product mix decision problem. Expert Syst. Appl. 2005, 29, 446–454. [Google Scholar] [CrossRef]
- Singh, R.K.; Prakash, K.S.; Tiwari, M.K. Psycho-clonal based approach to solve a TOC product mix decision problem. Int. J. Adv. Manuf. Technol. 2006, 29, 1194–1202. [Google Scholar] [CrossRef]
- Wang, J.Q.; Sun, S.D.; Si, S.B.; Yang, H.A. Theory of constraints product mix optimisation based on immune algorithm. Int. J. Prod. Res. 2009, 47, 4521–4543. [Google Scholar] [CrossRef]
- Ray, A.; Sarkar, B.; Sanyal, S. The TOC-based algorithm for solving multiple constraint resources. IEEE Trans. Eng. Manag. 2010, 57, 301–309. [Google Scholar] [CrossRef]
- Wang, J.Q.; Zhang, Z.T.; Chen, J.; Guo, Y.Z.; Wang, S.; Sun, S.D.; Qu, T.; Huang, G.Q. The TOC-based algorithm for solving multiple constraint resources: A re-examination. IEEE Trans. Eng. Manag. 2014, 61, 138–146. [Google Scholar] [CrossRef]
- Atli, Y.V. Determination of labour cost at cotton yarn manufacturing companies: A sampling [Turkish]. Tekst. Maraton 2004, 14, 66–67. [Google Scholar]
- Jiao, J.; Zhang, Y. Product portfolio planning with customer-engineering interaction. IIE Trans. 2005, 37, 801–814. [Google Scholar] [CrossRef]
- Kieltyka, L.; Hiep, P.M.; Dao MT, H.; Minh, D.T. Comparative analysis of business strategy of Hung Thinh and Novaland real estate developers using McKinsey matrix. Int. J. Multidiscip. Res. Growth Eval. 2022, 3, 175–180. [Google Scholar]
- Jang, H.S.; Choi, S.I.; Kim, W.Y.; Chang, C.K. Strategic selection of green construction products. KSCE J. Civ. Eng. 2012, 16, 1115–1122. [Google Scholar] [CrossRef]
- Zihare, L.; Blumberga, D. Market opportunities for cellulose products from combined renewable resources. Environ. Clim. Technol. 2017, 19, 33–38. [Google Scholar] [CrossRef]
- Al-Sharrah, G.K.; Hankinson, G.; Elkamel, A. Decision-making for petrochemical planning using multiobjective and strategic tools. Chem. Eng. Res. Des. 2006, 84, 1019–1030. [Google Scholar] [CrossRef][Green Version]
- Olhager, J.; Wikner, J. Production planning and control tools. Prod. Plan. Control 2000, 11, 210–222. [Google Scholar] [CrossRef]
- Skinner, W. Manufacturing-Missing Link in Corporate Strategy. Harv. Bus. Rev. 1969, 47, 136–145. [Google Scholar]
- Moore, R. Making Common Sense Common Practice; Butterworth-Heinemann: Amsterdam, The Netherlands, 2004. [Google Scholar] [CrossRef]
- Baki, S.M.; Cheng, J.K. A linear programming model for product mix profit maximization in a small medium enterprise company. Int. J. Ind. Manag. (IJIM) 2021, 9, 64–73. [Google Scholar]
- Jaegler, Y.; Jaegler, A.; Mhada, F.Z.; Trentesaux, D.; Burlat, P. A new methodological support for control and optimization of manufacturing systems in the context of product customization. J. Ind. Prod. Eng. 2021, 38, 341–355. [Google Scholar] [CrossRef]
- Chanda, R.; Pabalkar, V.; Gupta, S. A study on application of linear programming on product mix for profit maximization and cost optimization. Indian J. Sci. Technol. 2022, 15, 1067–1074. [Google Scholar] [CrossRef]
- De Jesus Pacheco, D.A.; Junior, J.A.V.A.; de Matos, C.A. The constraints of theory: What is the impact of the Theory of Constraints on Operations Strategy? Int. J. Prod. Econ. 2021, 235, 107955. [Google Scholar] [CrossRef]
- Dombrowski, U.; Intra, C.; Zahn, T.; Krenkel, P. Manufacturing strategy–a neglected success factor for improving competitiveness. Procedia CIRP 2016, 41, 9–14. [Google Scholar] [CrossRef]
- Niski, A.; Krause, S.; Drusche, O. The sustainable corporate strategy in industrial goods markets. Okol. Wirtsch.-Fachz. 2020, 33, 30–37. [Google Scholar] [CrossRef]
- Patil, P.P.; Narkhede, B.E.; Akarte, M.M. Pattern of manufacturing strategy implementation and implications on manufacturing levers and manufacturing outputs and business performance. Int. J. Indian Cult. Bus. Manag. 2015, 10, 157–177. [Google Scholar] [CrossRef]
- Sarmiento, R.; Thurer, M.; Whelan, G. Rethinking Skinner’s model: Strategic trade-offs in products and services. Manag. Res. Rev. 2016, 39, 1199–1213. [Google Scholar] [CrossRef]
- Dangayach, G.S.; Deshmukh, S.G. Manufacturing strategy: Literature review and some issues. Int. J. Oper. Prod. Manag. 2001, 21, 884–932. [Google Scholar]
- Dohale, V.; Gunasekaran, A.; Akarte, M.M.; Verma, P. Twenty-five years’ contribution of “Benchmarking: An International Journal” to manufacturing strategy: A scientometric review. Benchmarking Int. J. 2020, 27, 2887–2908. [Google Scholar] [CrossRef]
- Dohale, V.; Gunasekaran, A.; Akarte, M.M.; Verma, P. 52 Years of manufacturing strategy: An evolutionary review of literature (1969–2021). Int. J. Prod. Res. 2022, 60, 569–594. [Google Scholar] [CrossRef]
- Dohale, V.; Akarte, M.M.; Verma, P. Systematic review of manufacturing strategy studies focusing on congruence aspect. Benchmarking Int. J. 2022, 29, 2665–2690. [Google Scholar]
- Das, S.; Canel, C. Linking manufacturing and competitive strategies for successful firm performance: A review and reconceptualization. J. Strategy Manag. 2022, 16, 148–172. [Google Scholar] [CrossRef]
- Čižman, A.; Černetič, J. Improving competitiveness in veneers production by a simple-to-use DSS. Eur. J. Oper. Res. 2004, 156, 241–260. [Google Scholar] [CrossRef]
- Kotler, P.; Armstrong, G. Principles of Marketing; Pearson Education: Harlow, UK, 2010. [Google Scholar]
- Saaty, T.L. The Analytic Hierarchy Process: Planning, Priority Setting, Resource Allocation; McGraw-Hill International Book Co.: New York, NY, USA; London, UK, 1980. [Google Scholar]
- Vargas, L.G. An Overview of the Analytic Hierarchy Process and its Applications. Eur. J. Oper. Res. 1990, 48, 2–8. [Google Scholar] [CrossRef]
- Saaty, T.L. Decision Making with the Analytic Hierarchy Process. Int. J. Serv. Sci. 2008, 1, 83–98. [Google Scholar] [CrossRef]
- Ishizaka, A.; Labib, A. Review of the Main Developments in the Analytic Hierarchy Process. Expert Syst. Appl. 2011, 38, 14336–14345. [Google Scholar] [CrossRef]
- Glover, F. Tabu search—Part I. ORSA J. Comput. 1989, 1, 190–206. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extreme Importance | Very Strong Importance | Strong Importance | Moderate Importance | Equal Importance | Moderate Importance | Strong Importance | Very Strong Importance | Extreme Importance | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 9:1 | 8:1 | 7:1 | 6:1 | 5:1 | 4:1 | 3:1 | 2:1 | 1:1 | 1:2 | 1:3 | 1:4 | 1:5 | 1:6 | 1:7 | 1:8 | 1:9 | ||
| Resources |  | | | | | | | | | | | | | | | | | Profit |
| SBU | Di (ton) | CMi ($/ton) | CMi/ti8 (seq1) | Processing Times on Resources (min) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S1 | S2 | S3 | S4 | S5 | S6 | S7 | S8 | S9 | ||||
| A | 81 | 2800 | 63.64 | 34 | 33 | 31 | 24 | 32 | 37 | 35 | 44 | 36 |
| B | 52 | 2850 | 55.88 | 40 | 38 | 36 | 27 | 36 | 43 | 40 | 51 | 42 |
| C | 57 | 2900 | 47.54 | 47 | 44 | 43 | 32 | 43 | 50 | 47 | 61 | 49 |
| D | 290 | 2900 | 43.28 | 52 | 49 | 47 | 35 | 47 | 55 | 52 | 67 | 54 |
| E | 69 | 3700 | 44.58 | 64 | 61 | 59 | 44 | 59 | 69 | 65 | 83 | 67 |
| F | 84 | 4000 | 38.83 | 79 | 75 | 72 | 54 | 73 | 85 | 80 | 103 | 83 |
| G | 63 | 5500 | 41.35 | 103 | 98 | 94 | 71 | 95 | 111 | 104 | 133 | 108 |
| Required capacity TRCj | 40,134 | 38,050 | 36,505 | 27,367 | 36,733 | 42,927 | 40,431 | 51,881 | 41,952 | |||
| Available capacity βj | 41,760 | 41,760 | 41,760 | 41,760 | 41,760 | 41,760 | 41,760 | 41,760 | 41,760 | |||
| Difference dj | 1626 | 3710 | 5255 | 14,393 | 5027 | −1167 | 1329 | −10,121 | −192 | |||
| Constraint resources CR | BN2 | BN1 | BN3 | |||||||||
| Actual or max. available capacity bj | 40,134 | 38,050 | 36,505 | 27,367 | 36,733 | 41,760 | 40,431 | 41,760 | 41,760 | |||
| Resource | Profit | Priority Vector | |
|---|---|---|---|
| Resource | 1 | 1/2 | 0.333 |
| Profit | 2 | 1 | 0.667 |
| SBU | B04 (ri) | B05—Normalized Processing Times (pij) | B08 (hi) | B09 (Wi) | seq2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S1 | S2 | S3 | S4 | S5 | S6 | S7 | S8 | S9 | |||||
| A | 0.114 | 0.081 | 0.083 | 0.081 | 0.084 | 0.083 | 0.082 | 0.083 | 0.081 | 0.082 | 0.219 | 0.149 | 2 |
| B | 0.116 | 0.095 | 0.095 | 0.094 | 0.094 | 0.094 | 0.096 | 0.095 | 0.094 | 0.096 | 0.189 | 0.140 | 3 |
| C | 0.118 | 0.112 | 0.111 | 0.113 | 0.111 | 0.112 | 0.111 | 0.111 | 0.113 | 0.112 | 0.161 | 0.132 | 6 |
| D | 0.118 | 0.124 | 0.123 | 0.123 | 0.122 | 0.122 | 0.122 | 0.123 | 0.124 | 0.123 | 0.146 | 0.127 | 7 |
| E | 0.150 | 0.153 | 0.153 | 0.154 | 0.153 | 0.153 | 0.153 | 0.154 | 0.153 | 0.153 | 0.117 | 0.139 | 5 |
| F | 0.162 | 0.189 | 0.188 | 0.188 | 0.188 | 0.190 | 0.189 | 0.189 | 0.190 | 0.189 | 0.095 | 0.140 | 4 |
| G | 0.223 | 0.246 | 0.246 | 0.246 | 0.247 | 0.247 | 0.247 | 0.246 | 0.245 | 0.246 | 0.072 | 0.173 | 1 |
| B07 (qj): | 0.116 | 0.110 | 0.106 | 0.079 | 0.106 | 0.121 | 0.117 | 0.121 | 0.121 | ||||
| S6 | S8 | S9 | ||||||
|---|---|---|---|---|---|---|---|---|
| SBU | Di | xi | Busy | Idle | Busy | Idle | Busy | Idle |
| A | 81 | 81 | 2997 | 38,763 | 3564 | 38,196 | 2916 | 38,844 |
| B | 52 | 52 | 2236 | 36,527 | 2652 | 35,544 | 2184 | 36,660 |
| C | 57 | 57 | 2850 | 33,677 | 3477 | 32,067 | 2793 | 33,867 |
| E | 69 | 69 | 4761 | 28,916 | 5727 | 26,340 | 4623 | 29,244 |
| D | 290 | 290 | 15,950 | 12,966 | 19,430 | 6910 | 15,660 | 13,584 |
| G | 63 | 51 | 5661 | 7305 | 6783 | 127 | 5508 | 8076 |
| F | 84 | 1 | 85 | 7220 | 103 | 24 | 83 | 7993 |
| Total Profit: 1921,100 | ||||||||
| Sequence | Step | Priority Sequence | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| seq1 | A03 | A | > | B | > | C | > | E | > | D | > | G | > | F |
| seq2 | B09 | G | > | A | > | B | > | F | > | E | > | C | > | D |
| Q Candidates → | Q1 | Q2 | ||||||||||||
| P Candidates | P5 | P4 | P3 | P2 | P1 | |||||||||
| P Candidates | Q Candidates | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Iteration | D | C | E | B | A | G | F | S8 | Profit | Tabu |
| 0 | 290 | 57 | 69 | 52 | 81 | 51 | 0 | 127 | 1,917,100 | |
| 1 | 289 | 57 | 69 | 52 | 81 | 52 | 0 | 61 | 1,919,700 | |
| 2 | 290 | 56 | 69 | 52 | 81 | 52 | 0 | 55 | 1,919,700 | |
| 3 | 290 | 57 | 68 | 52 | 81 | 52 | 0 | 77 | 1,918,900 | X |
| 4 | 290 | 57 | 69 | 51 | 81 | 52 | 0 | 45 | 1,919,750 | |
| 5 | 290 | 57 | 69 | 52 | 80 | 52 | 0 | 38 | 1,919,800 | |
| 6 | 289 | 56 | 69 | 52 | 81 | 52 | 1 | 19 | 1,920,800 | |
| 7 | 290 | 56 | 68 | 52 | 81 | 53 | 0 | 5 | 1,921,500 | |
| 8 | 290 | 57 | 68 | 51 | 81 | 52 | 1 | 25 | 1,920,050 | X |
| 9 | 290 | 57 | 69 | 51 | 80 | 52 | 0 | 89 | 1,916,950 | X |
| 10 | 289 | 57 | 69 | 52 | 80 | 52 | 1 | 2 | 1,920,900 | X |
| 11 | 289 | 57 | 68 | 52 | 81 | 53 | 0 | 11 | 1,921,500 | |
| 12 | 290 | 56 | 69 | 51 | 81 | 52 | 1 | 3 | 1,920,850 | X |
| 31 | 289 | 56 | 68 | 51 | 80 | 54 | 0 | 34 | 1,918,450 | X |
| SBU | Market Attractiveness | Competitive Strength | Di | Importance Value | Importance Order |
|---|---|---|---|---|---|
| A | 4.5 | 3 | 81 | 3.75 | 5 |
| B | 4.4 | 3.5 | 52 | 3.95 | 4 |
| C | 5.9 | 5 | 57 | 5.45 | 2 |
| D | 6.2 | 6 | 290 | 6.10 | 1 |
| E | 5.3 | 4.6 | 69 | 4.95 | 3 |
| F | 4.55 | 2.2 | 84 | 3.37 | 7 |
| G | 5.5 | 1.5 | 63 | 3.50 | 6 |
| Importance order: D > C > E > B > A > G > F | |||||
| Sequence | Step | Priority Sequence | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| seq2 | B09 | G | > | A | > | F | > | B | > | E | > | C | > | D |
| seq3 | B11 | A | > | B | > | C | > | E | > | D | > | G | > | F |
| Q Candidates → | Q1 | |||||||||||||
| P Candidates | P3 | P1 | P2 | |||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elmas, Y.; Yüregir, H.O.; Yılmaz, E. A Decision Support System Based on the Integration of a Theory of Constraints and Strategic Management Tools for the Selection of Product Mixes. Appl. Sci. 2023, 13, 12191. https://doi.org/10.3390/app132212191
Elmas Y, Yüregir HO, Yılmaz E. A Decision Support System Based on the Integration of a Theory of Constraints and Strategic Management Tools for the Selection of Product Mixes. Applied Sciences. 2023; 13(22):12191. https://doi.org/10.3390/app132212191
Chicago/Turabian StyleElmas, Yasin, Hacire Oya Yüregir, and Ebru Yılmaz. 2023. "A Decision Support System Based on the Integration of a Theory of Constraints and Strategic Management Tools for the Selection of Product Mixes" Applied Sciences 13, no. 22: 12191. https://doi.org/10.3390/app132212191
APA StyleElmas, Y., Yüregir, H. O., & Yılmaz, E. (2023). A Decision Support System Based on the Integration of a Theory of Constraints and Strategic Management Tools for the Selection of Product Mixes. Applied Sciences, 13(22), 12191. https://doi.org/10.3390/app132212191