
Dual PID Adaptive Variable Impedance Constant Force Control for Grinding Robot



Abstract
:1. Introduction
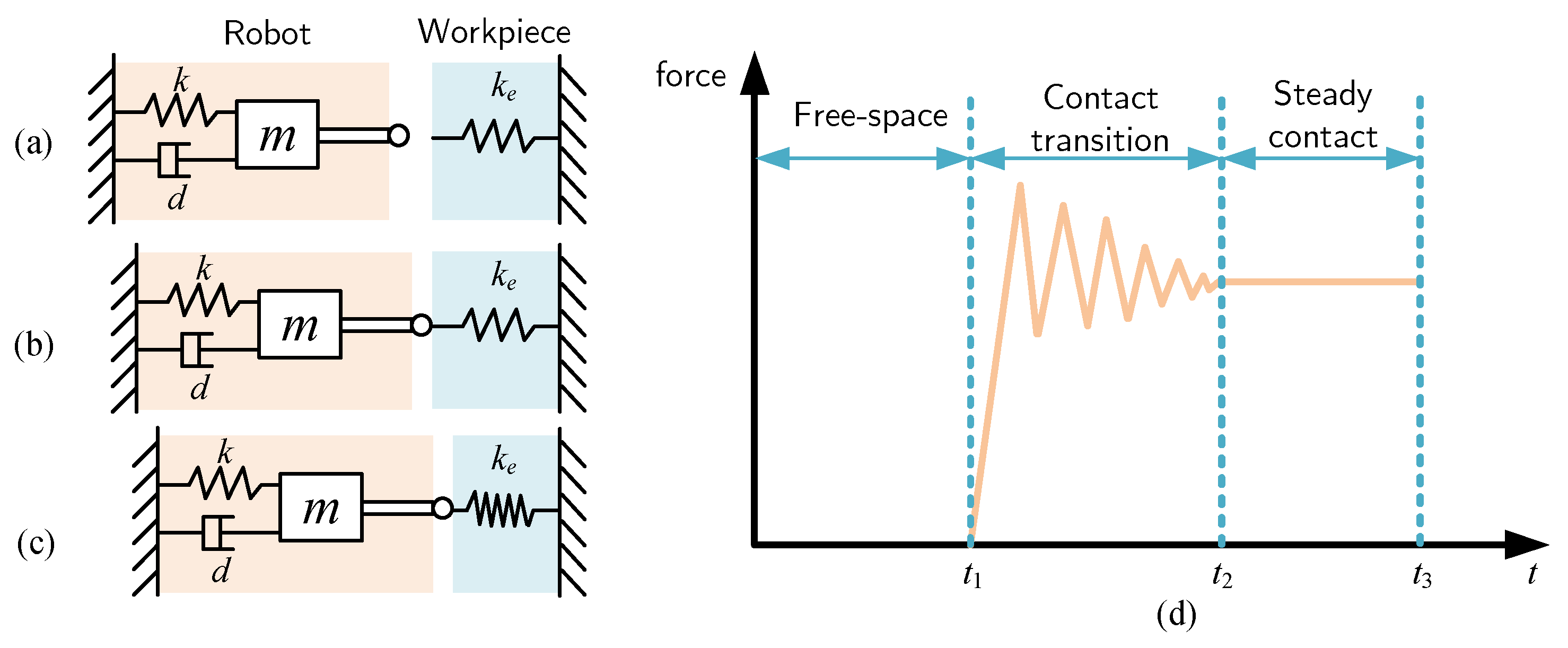
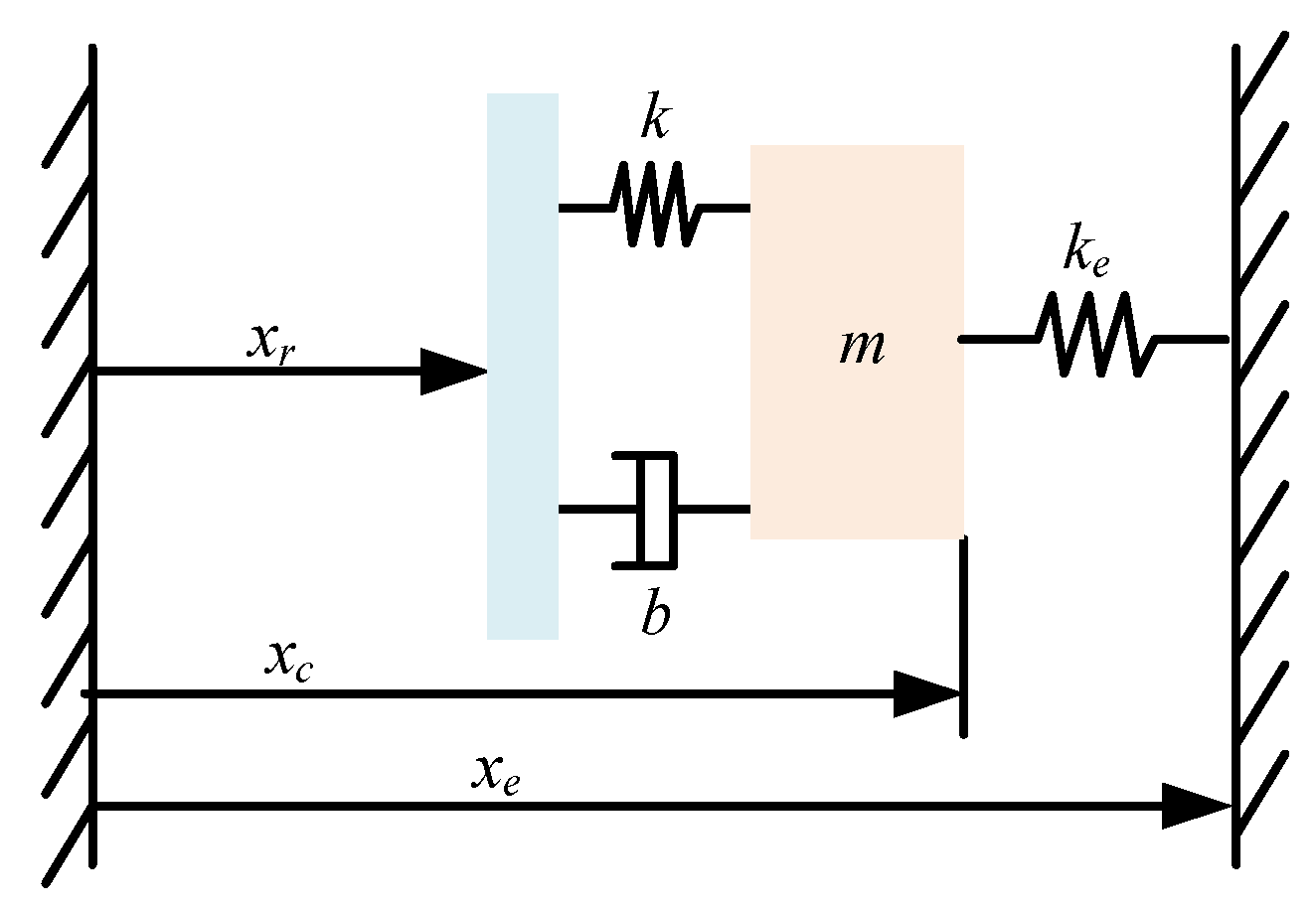
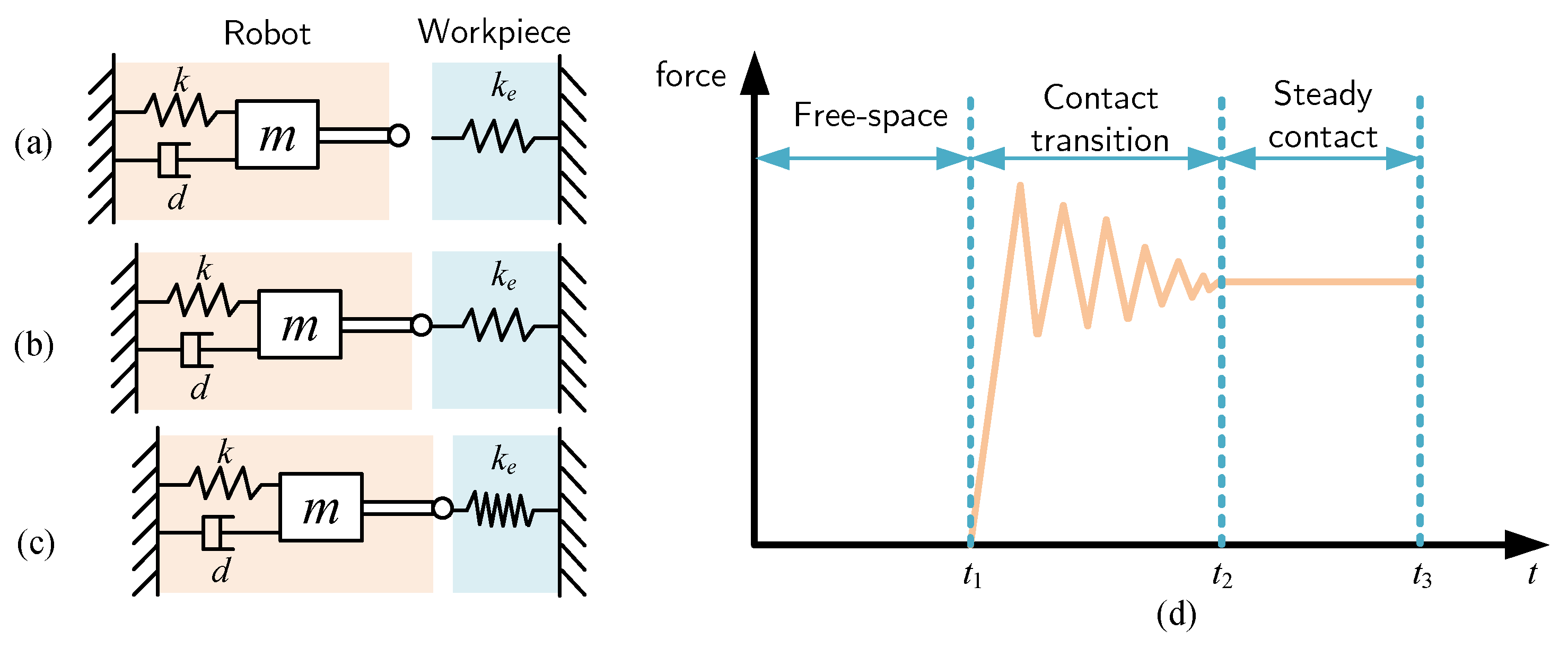
2. Modeling of Grinding System and Suppression of Contact Force Overshoot
3. Position-Based Adaptive Impedance Control
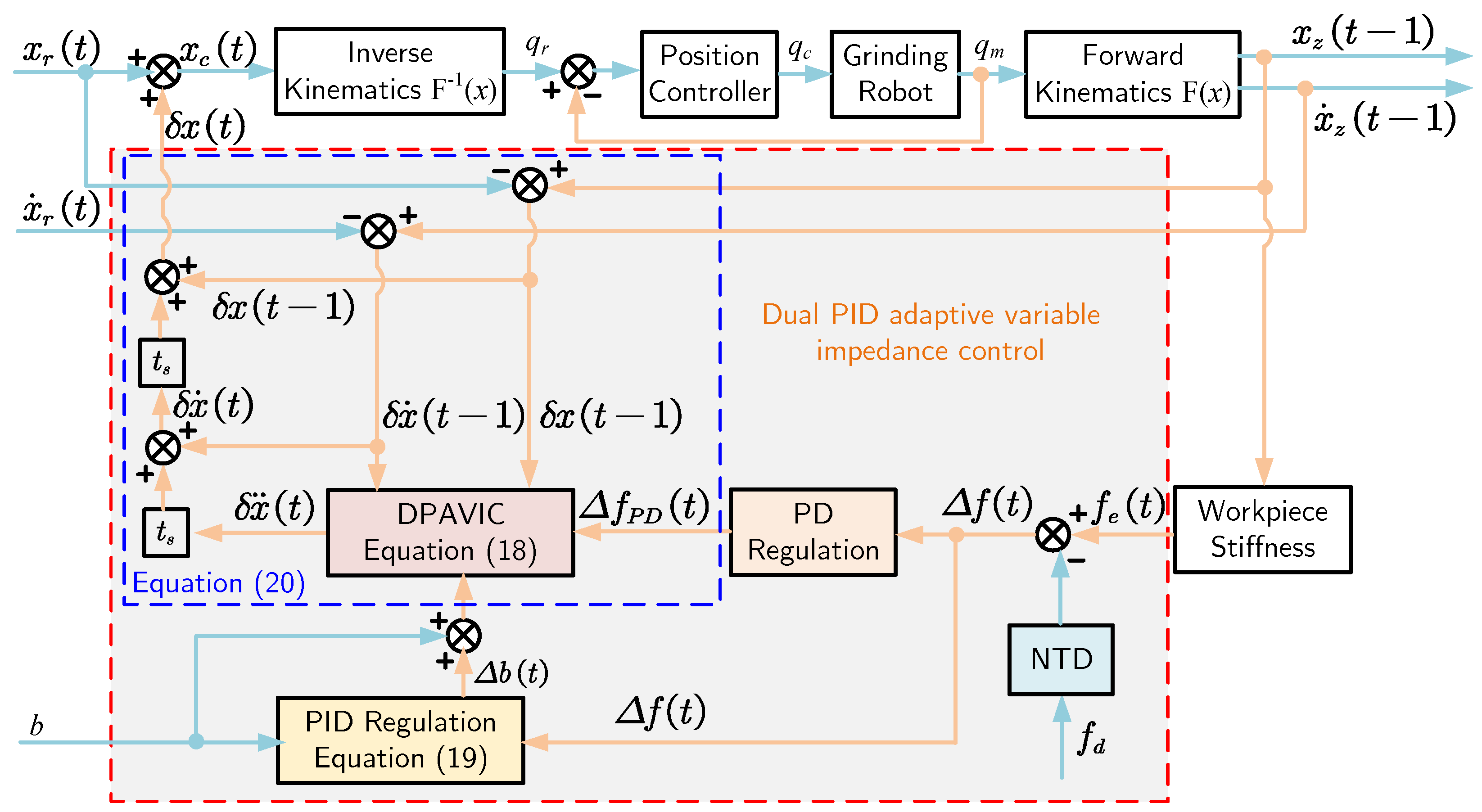
3.1. Dual PID Adaptive Variable Impedance Control
3.2. Stability and Convergence Analysis
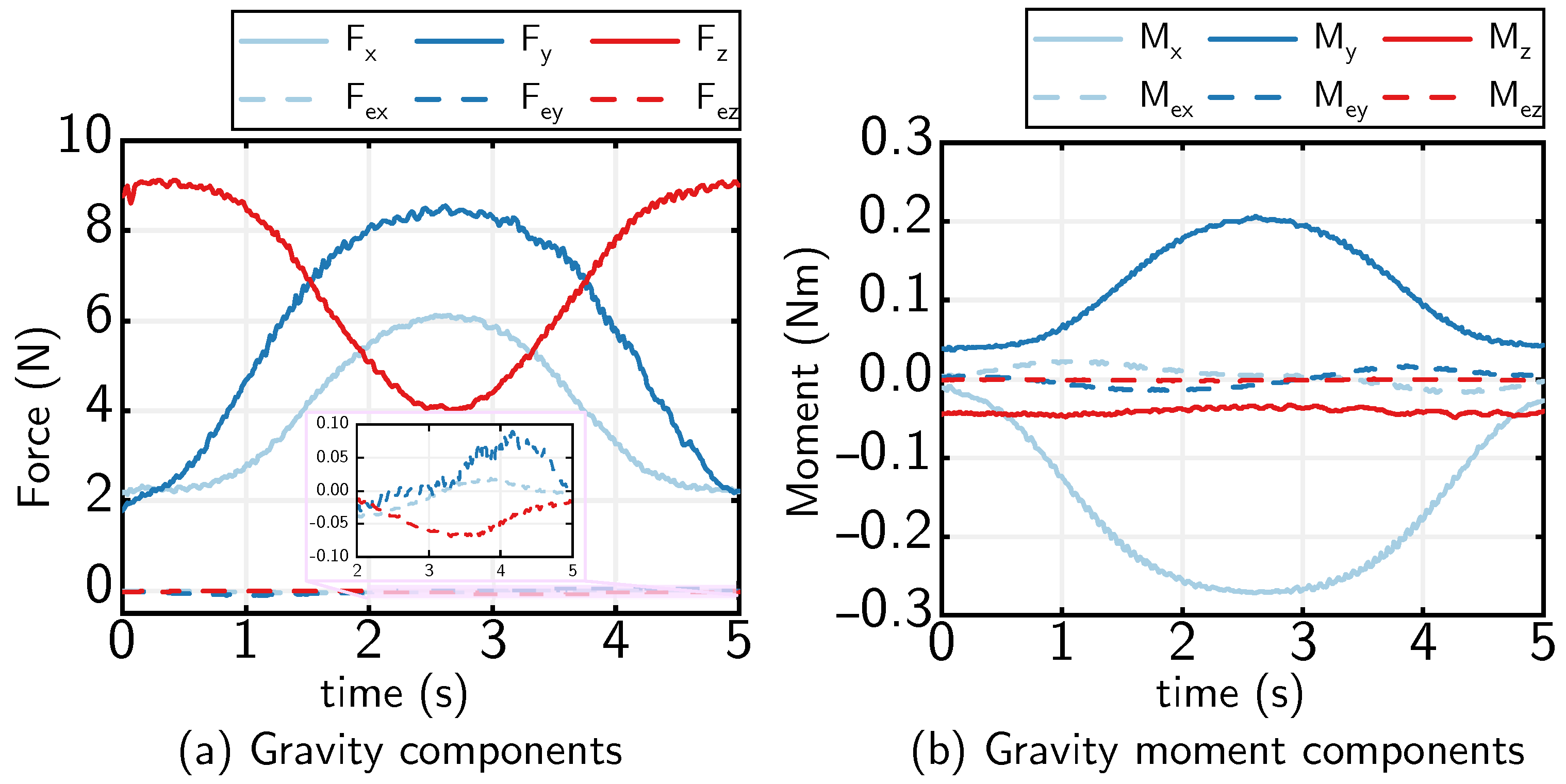
4. 6-Dof Force Sensor Gravity Compensation Strategy
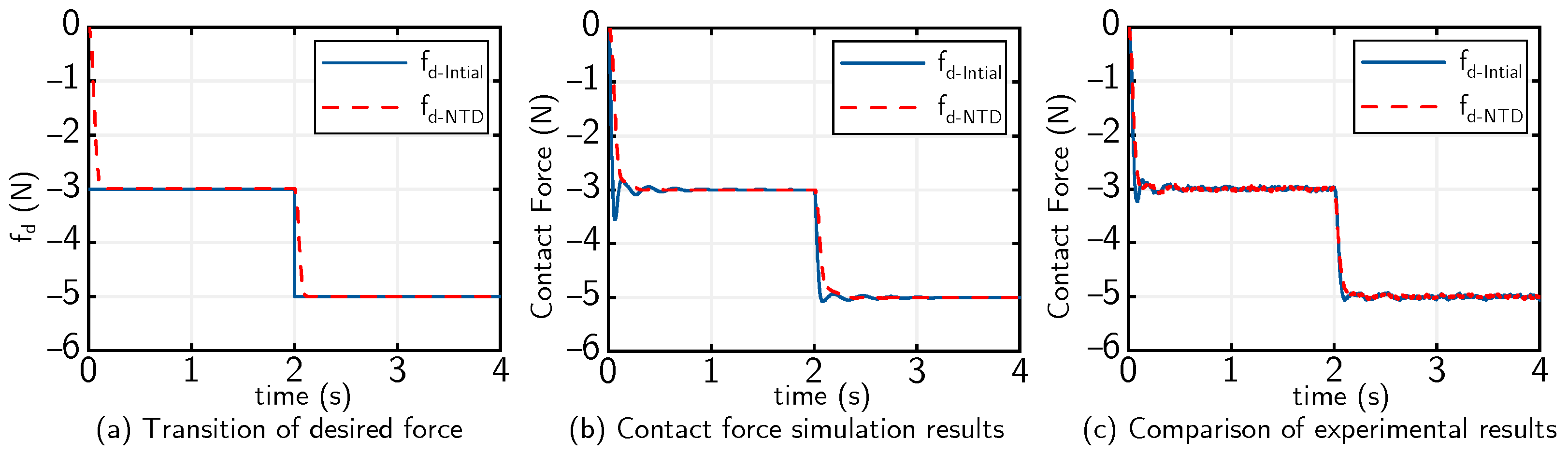
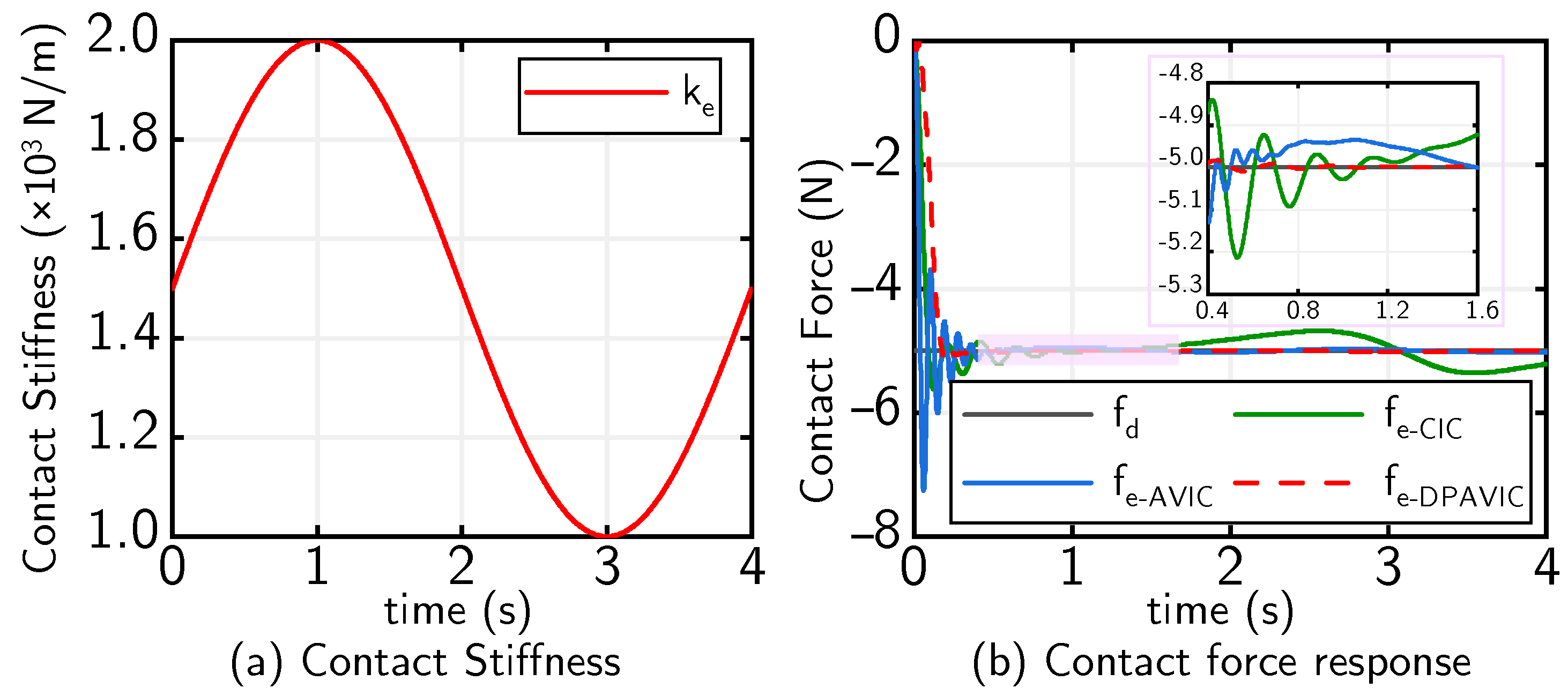
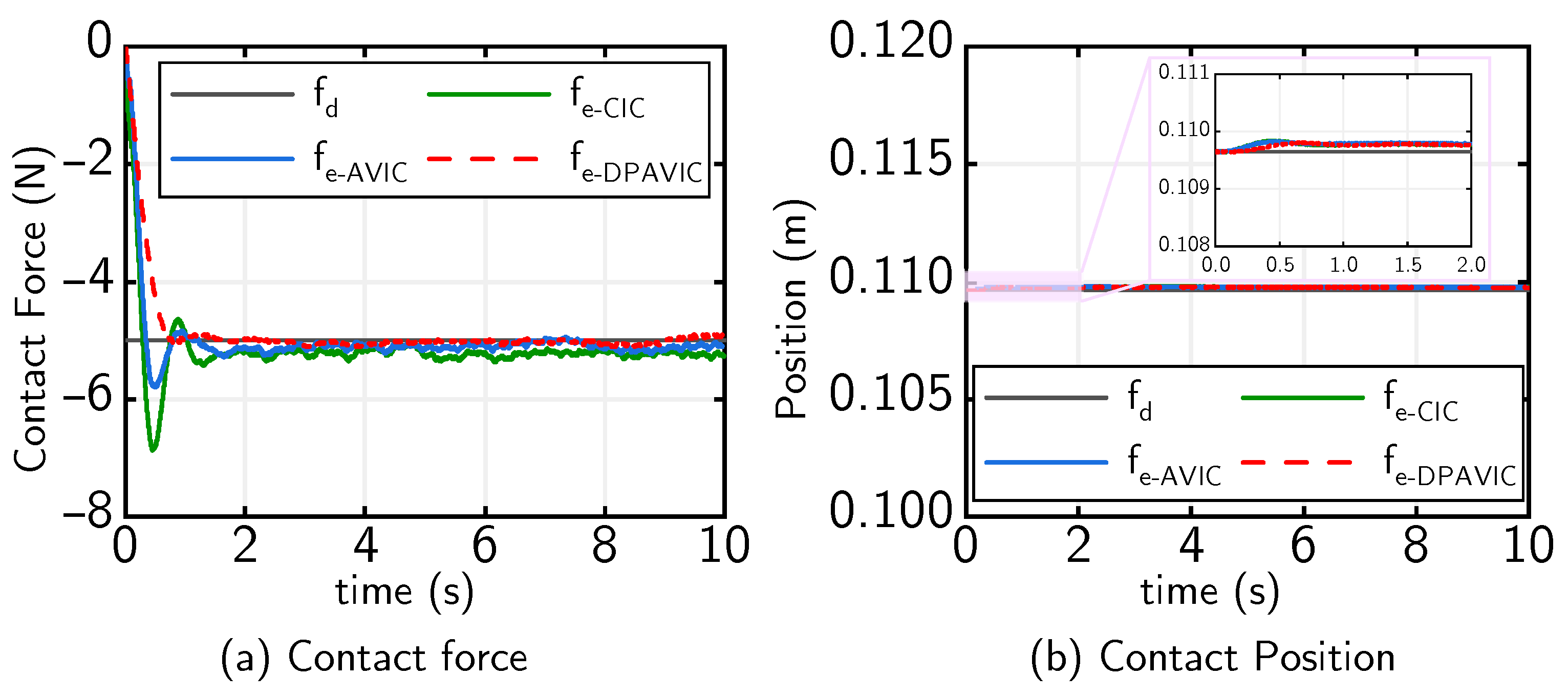
5. Controller Simulation Verification
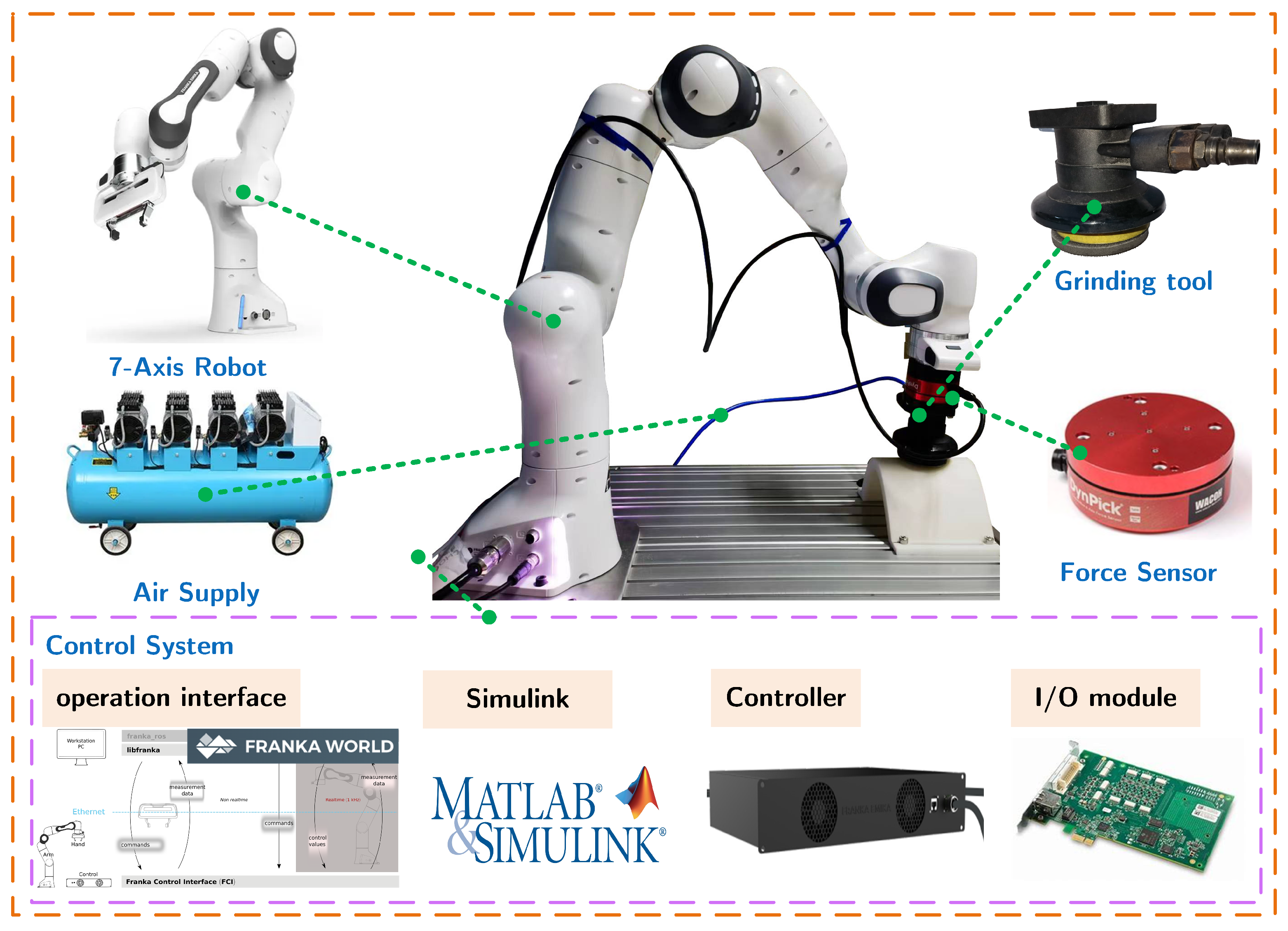
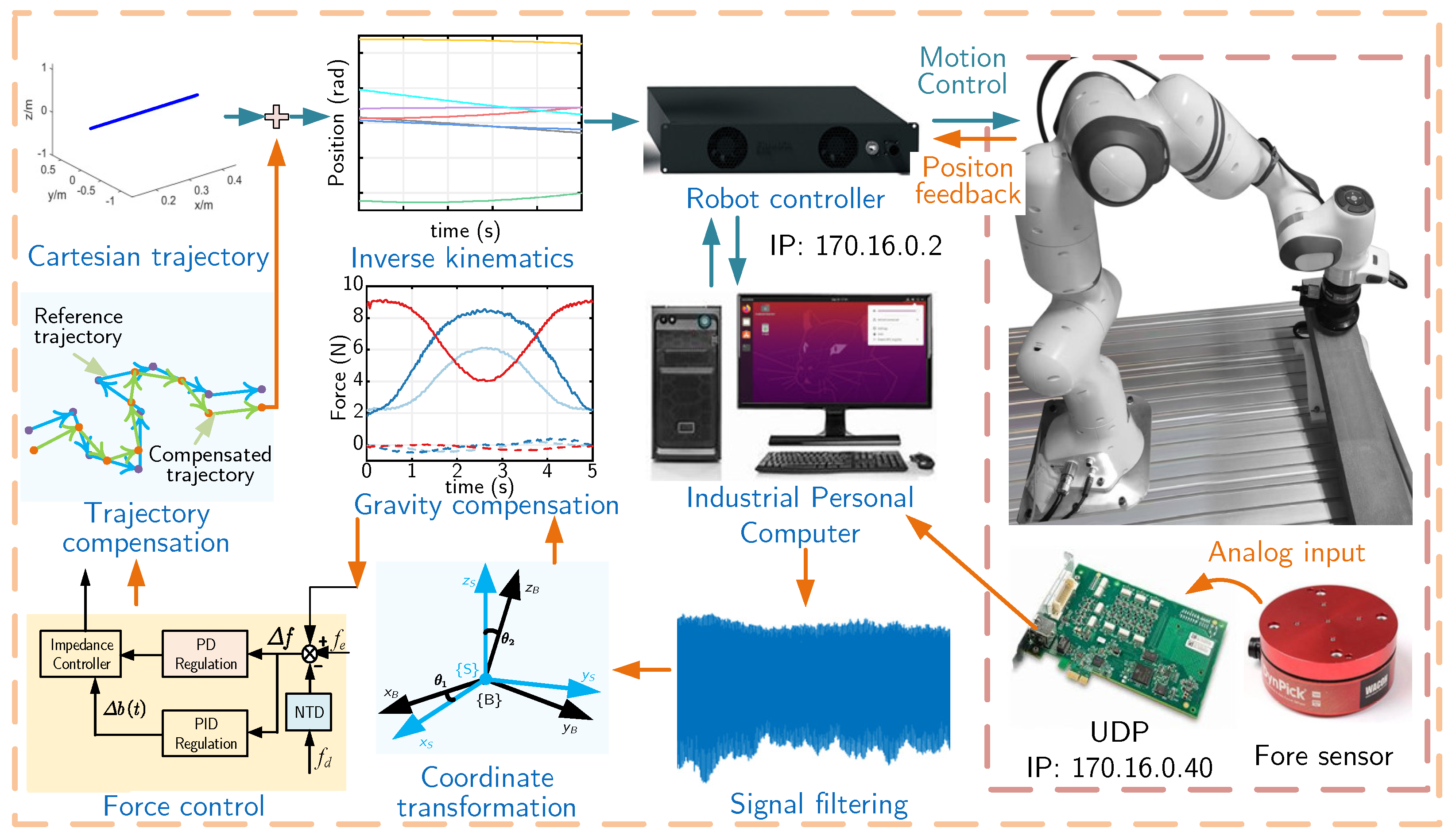
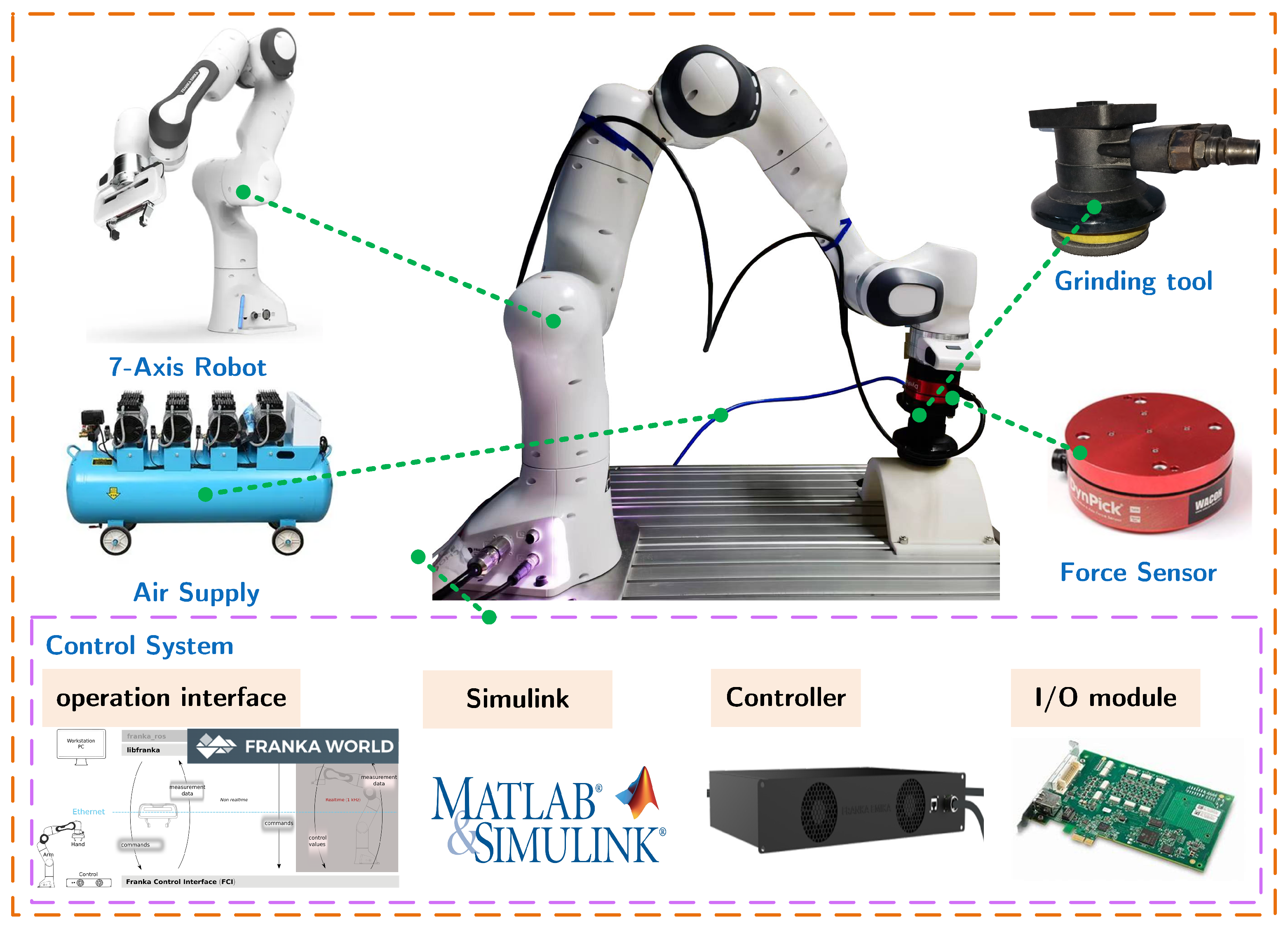
6. Experimental Study
6.1. Flat Surface Constant Force Control
6.2. Slope Surface Constant Force Control
6.3. Large Curvature Surface Constant Force Control
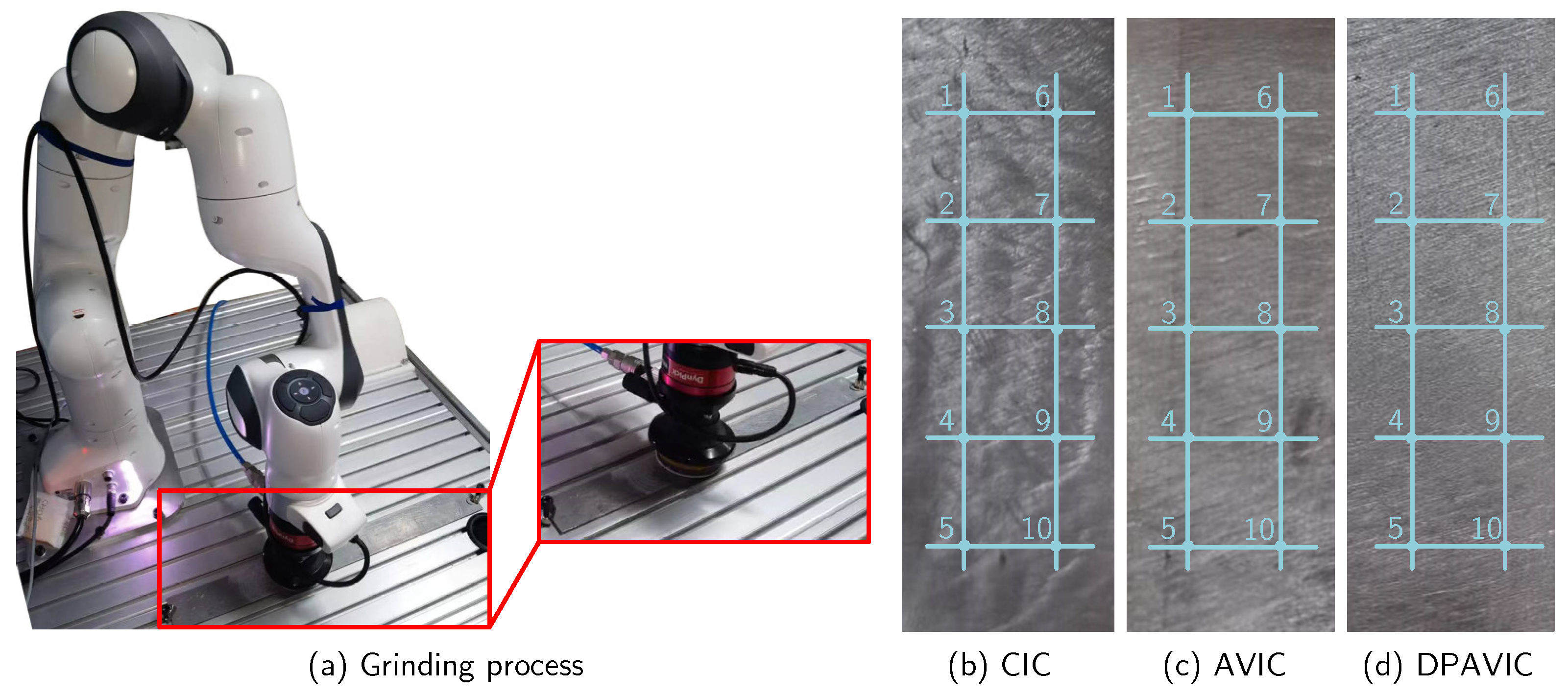
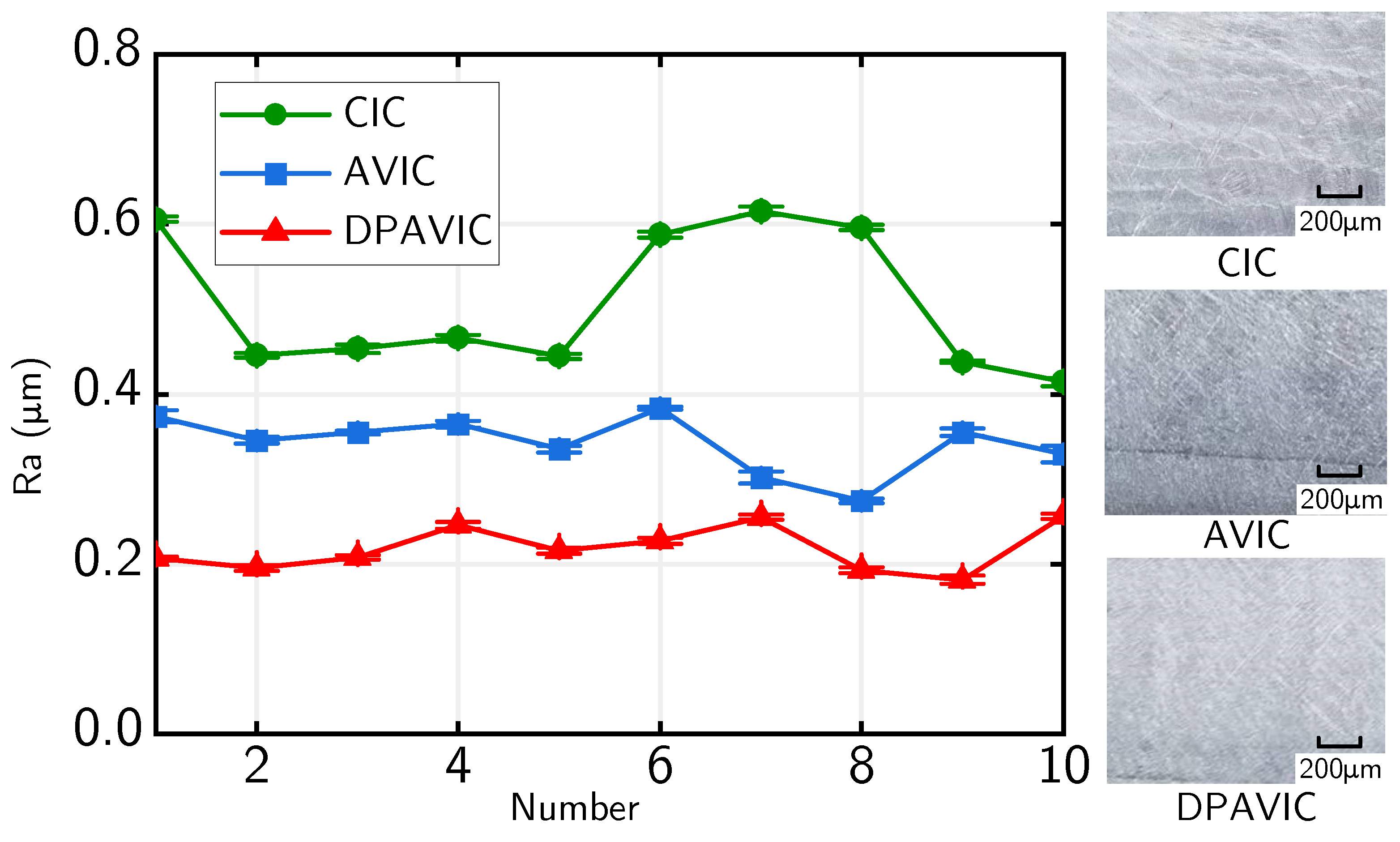
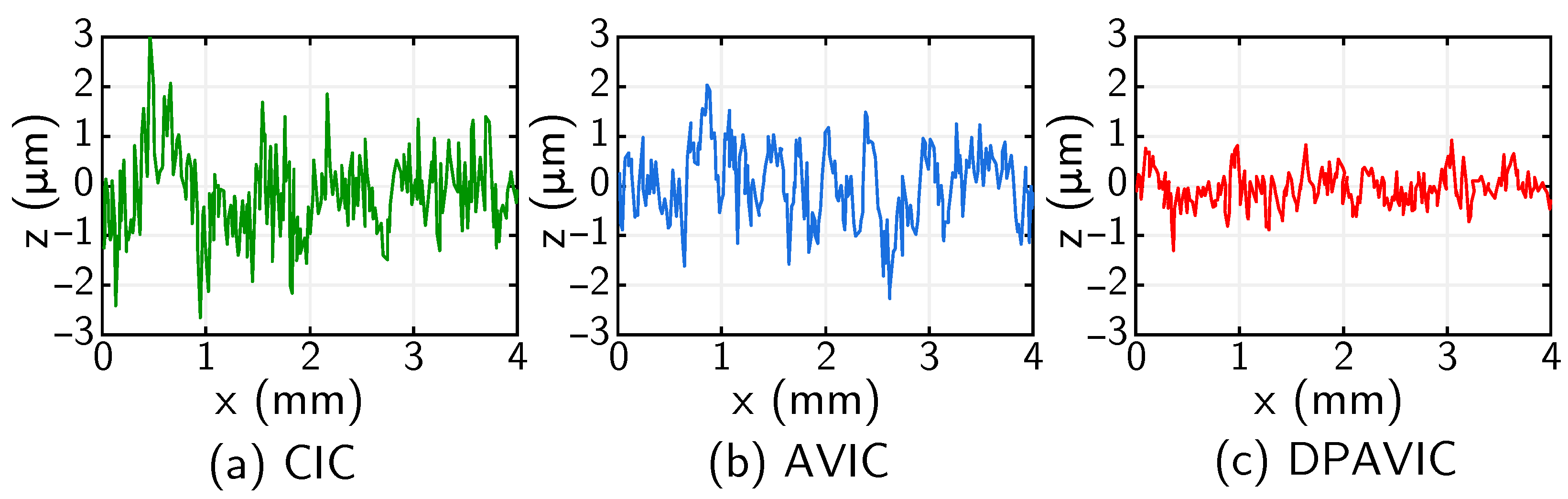
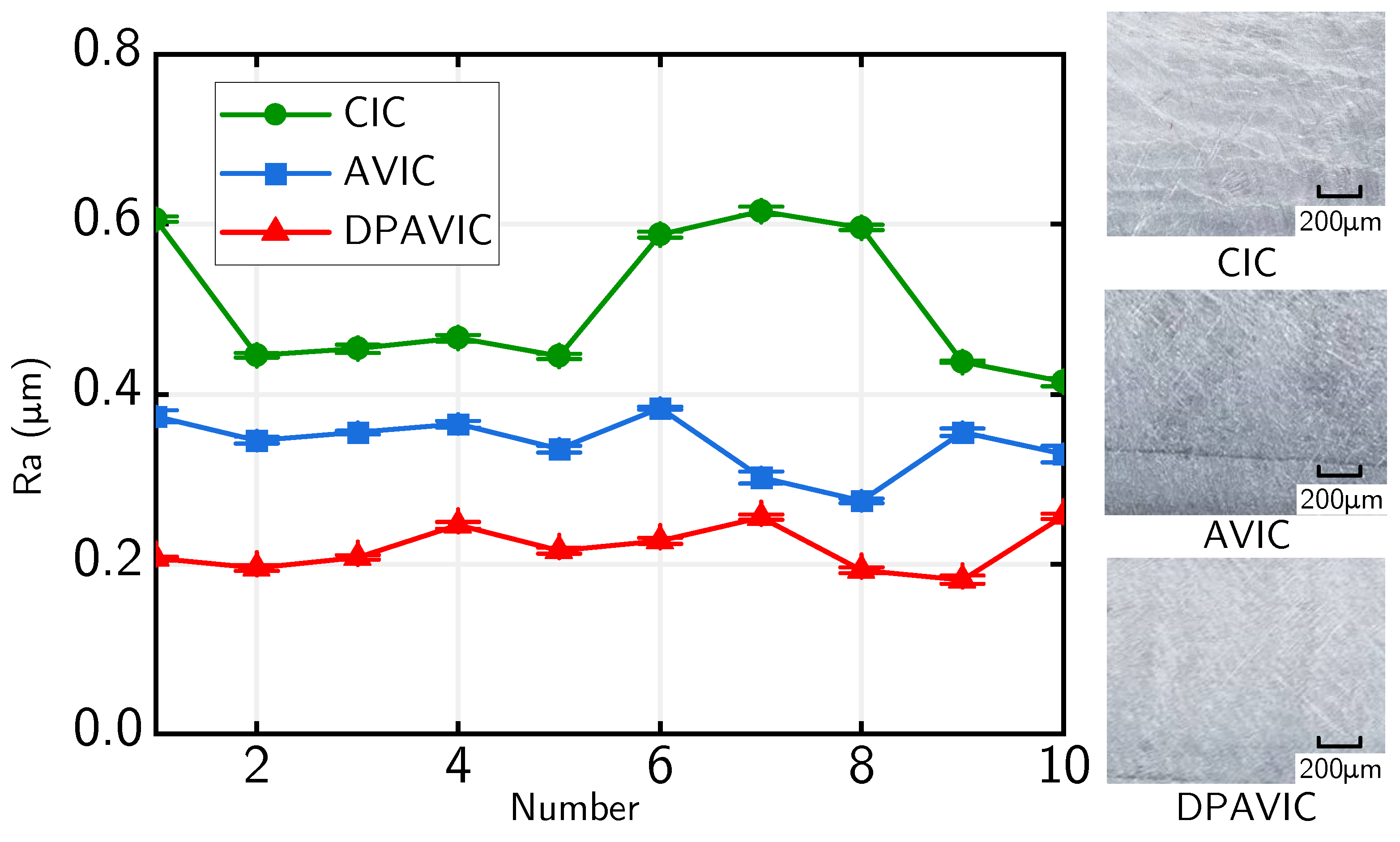
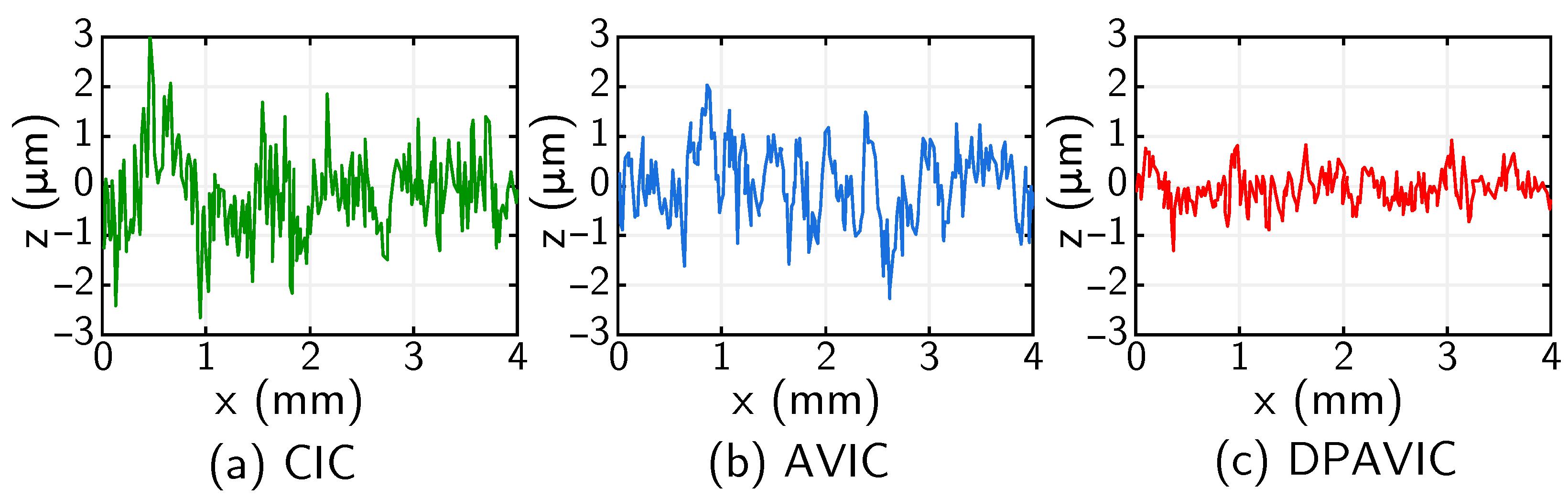
6.4. Constant Force Grinding Experiment
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ADRC | Active disturbance rejection control |
| AVIC | Adaptive variable impedance control |
| CIC | Conventional impedance controller |
| CNC | Computer numerical control |
| DPAVIC | Dual PID adaptive variable impedance constant |
| NTD | Nonlinear tracking differentiator |
| PID | Proportional-Integral-Derivative controller |
| PD | Proportional-Derivative controller |
| 6-Dof | Six degrees of freedom |
Nomenclature
| estimated position disturbance first-order differential | |
| position perturbation second-order differential | |
| environmental position second-order differential | |
| robot end output acceleration | |
| estimated position deviation | |
| damping compensation | |
| force error matrix | |
| force error in one dimension | |
| force error compensation | |
| force error in one dimension | |
| the parameter update rate | |
| estimated position disturbance second-order differential | |
| position perturbation first-order differential | |
| environmental position first-order differential | |
| robot end output velocity | |
| estimated position disturbance | |
| estimated environmental position | |
| the adjustment factor | |
| , | the angle around the x-axis and y-axis of the system |
| B | the damping matrix of the target impedance |
| b | the damping of the target impedance |
| b | the damping parameter of the impedance controller |
| E | position perturbation matrix |
| e | position perturbation |
| the sensor’s zero drift | |
| desired contact force matrix | |
| desired contact force | |
| contact force matrix | |
| the grinding force | |
| actual contact force | |
| the gravity of the grinding tool | |
| the inertial force | |
| h | the filter factor |
| K | the stiffness matrix of the target impedance |
| k | the stiffness of the target impedance |
| k | the stiffness parameter of the impedance controller |
| second-order transfer function | |
| second-order transfer function | |
| contact environment stiffness matrix | |
| contact environment stiffness | |
| M | the mass matrix of the target impedance |
| m | the mass of the target impedance |
| m | the mass parameter of the impedance controller |
| r | the model parameter |
| the sampling time | |
| u | nonlinear tracking differentiator |
| the target transition signal | |
| the differential signal of the transition signal | |
| command trajectory matrix | |
| environmental position matrix | |
| environmental position | |
| reference trajectory matrix | |
| reference trajectory | |
| robot end output trajectory matrix | |
| robot end output trajectory | |
| the force signals of the 6-Dof force sensor | |
| the moment signals of the 6-Dof force sensor |
References
- Zhu, D.; Feng, X.; Xu, X.; Yang, Z.; Li, W.; Yan, S.; Ding, H. Robotic grinding of complex components: A step towards efficient and intelligent machining–challenges, solutions, and applications. Robot. Comput.-Integr. Manuf. 2020, 65, 101908. [Google Scholar] [CrossRef]
- Zhu, W.L.; Beaucamp, A. Compliant grinding and polishing: A review. Int. J. Mach. Tools Manuf. 2020, 158, 103634. [Google Scholar] [CrossRef]
- Ma, K.; Yang, G. Kinematic design of a 3-DOF force-controlled end-effector module. In Proceedings of the 2016 IEEE 11th Conference on Industrial Electronics and Applications (ICIEA), Hefei, China, 5–7 June 2016; pp. 1084–1089. [Google Scholar]
- Mu, Y.; Wang, Z.; Zou, L.; Wang, W.; Lv, C.; Wang, A. A novel regional force control strategy based on seven-axis linkage grinding system to improve blade machining accuracy. J. Manuf. Process. 2023, 97, 235–247. [Google Scholar] [CrossRef]
- Solanes, J.E.; Gracia, L.; Muñoz-Benavent, P.; Valls Miro, J.; Perez-Vidal, C.; Tornero, J. Robust hybrid position-force control for robotic surface polishing. J. Manuf. Sci. Eng.-Trans. ASME 2019, 141, 011013. [Google Scholar] [CrossRef]
- Mohammad, A.E.K.; Hong, J.; Wang, D. Design of a force-controlled end-effector with low-inertia effect for robotic polishing using macro-mini robot approach. Robot. Comput.-Integr. Manuf. 2018, 49, 54–65. [Google Scholar] [CrossRef]
- Gracia, L.; Solanes, J.E.; Munoz-Benavent, P.; Miro, J.V.; Perez-Vidal, C.; Tornero, J. Adaptive sliding mode control for robotic surface treatment using force feedback. Mechatronics 2018, 52, 102–118. [Google Scholar] [CrossRef]
- Zhang, H.; Li, L.; Zhao, J.; Zhao, J. The hybrid force/position anti-disturbance control strategy for robot abrasive belt grinding of aviation blade base on fuzzy PID control. Int. J. Adv. Manuf. Technol. 2021, 114, 3645–3656. [Google Scholar] [CrossRef]
- Kakinuma, Y.; Ogawa, S.; Koto, K. Robot polishing control with an active end effector based on macro-micro mechanism and the extended Preston’s law. CIRP Ann.-Manuf. Technol. 2022, 71, 341–344. [Google Scholar] [CrossRef]
- Chang, G.; Pan, R.; Xie, Y.; Yang, J.; Yang, Y.; Li, J. Research on constant force polishing method of curved mold based on position adaptive impedance control. Int. J. Adv. Manuf. Technol. 2022, 122, 697–709. [Google Scholar] [CrossRef]
- Rosales, A.; Heikkilä, T. Analysis and Design of Direct Force Control for Robots in Contact with Uneven Surfaces. Appl. Sci. 2023, 13, 7233. [Google Scholar] [CrossRef]
- Zhou, H.; Ma, S.; Wang, G.; Deng, Y.; Liu, Z. A hybrid control strategy for grinding and polishing robot based on adaptive impedance control. Adv. Mech. Eng. 2021, 13, 16878140211004034. [Google Scholar] [CrossRef]
- Xu, X.; Chen, W.; Zhu, D.; Yan, S.; Ding, H. Hybrid active/passive force control strategy for grinding marks suppression and profile accuracy enhancement in robotic belt grinding of turbine blade. Robot. Comput.-Integr. Manuf. 2021, 67, 102047. [Google Scholar] [CrossRef]
- Su, X.; Xie, Y.; Sun, L.; Jiang, B. Constant Force Control of Centrifugal Pump Housing Robot Grinding Based on Pneumatic Servo System. Appl. Sci. 2022, 12, 9708. [Google Scholar] [CrossRef]
- Ke, X.; Yu, Y.; Li, K.; Wang, T.; Zhong, B.; Wang, Z.; Kong, L.; Guo, J.; Huang, L.; Idir, M.; et al. Review on robot-assisted polishing: Status and future trends. Robot. Comput.-Integr. Manuf. 2023, 80, 102482. [Google Scholar] [CrossRef]
- Al-Shuka, H.F.; Leonhardt, S.; Zhu, W.H.; Song, R.; Ding, C.; Li, Y. Active impedance control of bioinspired motion robotic manipulators: An overview. Appl. Bionics Biomech. 2018, 2018, 8203054. [Google Scholar] [CrossRef] [PubMed]
- Fan, C.; Hong, G.S.; Zhao, J.; Zhang, L.; Zhao, J.; Sun, L. The integral sliding mode control of a pneumatic force servo for the polishing process. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2019, 55, 154–170. [Google Scholar] [CrossRef]
- Ma, Z.; Poo, A.N.; Ang, M.H., Jr.; Hong, G.S.; See, H.H. Design and control of an end-effector for industrial finishing applications. Robot. Comput.-Integr. Manuf. 2018, 53, 240–253. [Google Scholar] [CrossRef]
- Li, J.; Guan, Y.S.; Chen, H.W.; Wang, B.; Zhang, T.; Liu, X.N.; Hong, J.; Wang, D.W.; Zhang, H. A high-bandwidth end-effector with active force control for robotic polishing. IEEE Access 2020, 8, 169122–169135. [Google Scholar] [CrossRef]
- Dai, J.; Chen, C.Y.; Zhu, R.; Yang, G.; Wang, C.; Bai, S. Suppress vibration on robotic polishing with impedance matching. Actuators 2021, 10, 59. [Google Scholar] [CrossRef]
- Nguyen, V.L.; Kuo, C.H.; Lin, P.T. Compliance error compensation of a robot end-effector with joint stiffness uncertainties for milling: An analytical model. Mech. Mach. Theory 2022, 170, 104717. [Google Scholar] [CrossRef]
- Yang, G.; Zhu, R.; Fang, Z.; Chen, C.Y.; Zhang, C. Kinematic design of a 2R1T robotic end-effector with flexure joints. IEEE Access. 2020, 8, 57204–57213. [Google Scholar] [CrossRef]
- Jin, M.; Ji, S.; Pan, Y.; Ao, H.; Han, S. Effect of downward depth and inflation pressure on contact force of gasbag polishing. Precis. Eng.-J. Int. Soc. Precis. Eng. Nanotechnol. 2017, 47, 81–89. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, J.; Jin, Y. An improved rational Bezier model for pneumatic constant force control device of robotic polishing with hysteretic nonlinearity. Int. J. Adv. Manuf. Technol. 2022, 123, 665–674. [Google Scholar] [CrossRef]
- Pei, G.; Yu, M.; Xu, Y.; Ma, C.; Lai, H.; Chen, F.; Lin, H. An improved PID controller for the compliant constant-force actuator based on BP neural network and smith predictor. Appl. Sci. 2021, 11, 2685. [Google Scholar] [CrossRef]
- Chen, H.; Yang, J.; Ding, H. Robotic compliant grinding of curved parts based on a designed active force-controlled end-effector with optimized series elastic component. Robot. Comput.-Integr. Manuf. 2024, 86, 102646. [Google Scholar] [CrossRef]
- Chen, P.; Zhao, H.; Yan, X.; Ding, H. Force control polishing device based on fuzzy adaptive impedance control. In Proceedings of the Intelligent Robotics and Applications: 12th International Conference, ICIRA 2019, Shenyang, China, 8–11 August 2019; Proceedings, Part IV 12. Springer: Berlin/Heidelberg, Germany, 2019; pp. 181–194. [Google Scholar]
- Wei, Y.; Xu, Q. Design of a new passive end-effector based on constant-force mechanism for robotic polishing. Robot. Comput.-Integr. Manuf. 2022, 74, 102278. [Google Scholar] [CrossRef]
- Chen, F.; Zhao, H.; Li, D.; Chen, L.; Tan, C.; Ding, H. Contact force control and vibration suppression in robotic polishing with a smart end effector. Robot. Comput.-Integr. Manuf. 2019, 57, 391–403. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, W.; Ding, X.; Yun, C. A force control joint for robot–environment contact application. J. Mech. Robot. 2019, 11, 034502. [Google Scholar] [CrossRef]
- Chen, C.Y.; Dai, J.; Yang, G.; Wang, C.; Li, Y.; Chen, L. Sensor-based force decouple controller design of macro–mini manipulator. Robot. Comput.-Integr. Manuf. 2023, 79, 102415. [Google Scholar] [CrossRef]
- Xie, F.; Chong, Z.; Liu, X.J.; Zhao, H.; Wang, J. Precise and smooth contact force control for a hybrid mobile robot used in polishing. Robot. Comput.-Integr. Manuf. 2023, 83, 102573. [Google Scholar] [CrossRef]
- Hogan, N. Impedance control: An approach to manipulation. In Proceedings of the 1984 American Control Conference, San Diego, CA, USA, 6–8 June 1984; pp. 304–313. [Google Scholar]
- Gu, L.; Huang, Q. Adaptive Impedance Control for Force Tracking in Manipulators Based on Fractional-Order PID. Appl. Sci. 2023, 13, 10267. [Google Scholar] [CrossRef]
- Kawamura, S. Hybrid position/force control of robot manipulators based on learning method. In Proceedings of the 2nd International Conference on Advanced Robotics ICAR 85, Tokyo, Japan, 9–10 September 1985. [Google Scholar]
- Gan, Y.; Duan, J.; Chen, M.; Dai, X. Multi-robot trajectory planning and position/force coordination control in complex welding tasks. Appl. Sci. 2019, 9, 924. [Google Scholar] [CrossRef]
- Li, L.; Wang, Z.; Zhu, G.; Zhao, J. Position-based force tracking adaptive impedance control strategy for robot grinding complex surfaces system. J. Field Robot. 2023, 40, 1097–1114. [Google Scholar] [CrossRef]
- Seraji, H.; Colbaugh, R. Force tracking in impedance control. Int. J. Robot. Res. 1997, 16, 97–117. [Google Scholar] [CrossRef]
- Bilal, M.; Akram, M.N.; Rizwan, M. Adaptive Variable Impedance Control for Multi-axis Force Tracking in Uncertain Environment Stiffness with Redundancy Exploitation. Control Eng. Appl. Inform. 2022, 24, 35–45. [Google Scholar]
- Jia, H.; Lu, X.; Cai, D.; Xiang, Y.; Chen, J.; Bao, C. Predictive Modeling and Analysis of Material Removal Characteristics for Robotic Belt Grinding of Complex Blade. Appl. Sci. 2023, 13, 4248. [Google Scholar] [CrossRef]
- Kronander, K.; Billard, A. Stability considerations for variable impedance control. IEEE Trans. Robot. 2016, 32, 1298–1305. [Google Scholar] [CrossRef]
- Cao, H.; Chen, X.; He, Y.; Zhao, X. Dynamic adaptive hybrid impedance control for dynamic contact force tracking in uncertain environments. IEEE Access. 2019, 7, 83162–83174. [Google Scholar] [CrossRef]
- Wang, G.; Deng, Y.; Zhou, H.; Yue, X. PD-adaptive variable impedance constant force control of macro-mini robot for compliant grinding and polishing. Int. J. Adv. Manuf. Technol. 2023, 124, 2149–2170. [Google Scholar] [CrossRef]
- Wahballa, H.; Duan, J.; Dai, Z. Constant force tracking using online stiffness and reverse damping force of variable impedance controller for robotic polishing. Int. J. Adv. Manuf. Technol. 2022, 121, 5855–5872. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, W.; Zheng, L.; Yun, C. Force control-based vibration suppression in robotic grinding of large thin-wall shells. Robot. Comput.-Integr. Manuf. 2021, 67, 102031. [Google Scholar] [CrossRef]
- Lee, C.H.; Wang, W.C. Robust adaptive position and force controller design of robot manipulator using fuzzy neural networks. Nonlinear Dyn. 2016, 85, 343–354. [Google Scholar] [CrossRef]
- Irawan, A.; Nonami, K. Optimal impedance control based on body inertia for a hydraulically driven hexapod robot walking on uneven and extremely soft terrain. J. Field Robot. 2011, 28, 690–713. [Google Scholar] [CrossRef]
- Ranko, Z.; Angel, V.F.; Pedro, G.G.; Angel, L.G. An architecture for robot force and impact control. In Proceedings of the 2006 IEEE Conference on Robotics, Automation and Mechatronics, Bangkok, Thailand, 7–9 June 2006; pp. 1–6. [Google Scholar]
- Roveda, L.; Pedrocchi, N.; Vicentini, F.; Tosatti, L.M. An interaction controller formulation to systematically avoid force overshoots through impedance shaping method with compliant robot base. Mechatronics 2016, 39, 42–53. [Google Scholar] [CrossRef]
- Duan, J.; Gan, Y.; Chen, M.; Dai, X. Adaptive variable impedance control for dynamic contact force tracking in uncertain environment. Robot. Auton. Syst. 2018, 102, 54–65. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gravity (N) | x (m) | y (m) | z (m) | () | () |
|---|---|---|---|---|---|
| 8.956 | −0.0020 | −0.0053 | 0.0455 | 0.8052 | 1.8096 |
| Zero Drift | (N) | (N) | (N) | (Nm) | (Nm) | (Nm) |
|---|---|---|---|---|---|---|
| Value | 0.6382 | −0. 4779 | 0.5209 | 0.0295 | 0.0134 | −0.0379 |
| Parameters | Value |
|---|---|
| 1.0 | |
| 50 | |
| 0 | |
| 2000 | |
| 1 |
| Feed Rate (mm/s) | Grinding Tool Diameter (mm) | Sandpaper (grit) | Grinding Tool Speed (rpm) | () (N) |
|---|---|---|---|---|
| 15 | 50 | 100 | 3000 | −5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, C.; Guo, K.; Sun, J. Dual PID Adaptive Variable Impedance Constant Force Control for Grinding Robot. Appl. Sci. 2023, 13, 11635. https://doi.org/10.3390/app132111635
Wu C, Guo K, Sun J. Dual PID Adaptive Variable Impedance Constant Force Control for Grinding Robot. Applied Sciences. 2023; 13(21):11635. https://doi.org/10.3390/app132111635
Chicago/Turabian StyleWu, Chong, Kai Guo, and Jie Sun. 2023. "Dual PID Adaptive Variable Impedance Constant Force Control for Grinding Robot" Applied Sciences 13, no. 21: 11635. https://doi.org/10.3390/app132111635
APA StyleWu, C., Guo, K., & Sun, J. (2023). Dual PID Adaptive Variable Impedance Constant Force Control for Grinding Robot. Applied Sciences, 13(21), 11635. https://doi.org/10.3390/app132111635