

Modeling and Optimization of Processes for Craft Beer Production: Malt Mixture Modeling and Mashing Optimization for Lager Beer Production


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials and Ingredients
2.2. Mixture Design and Statistical Data Processing
2.3. Determination of the Main Characteristics of Wort
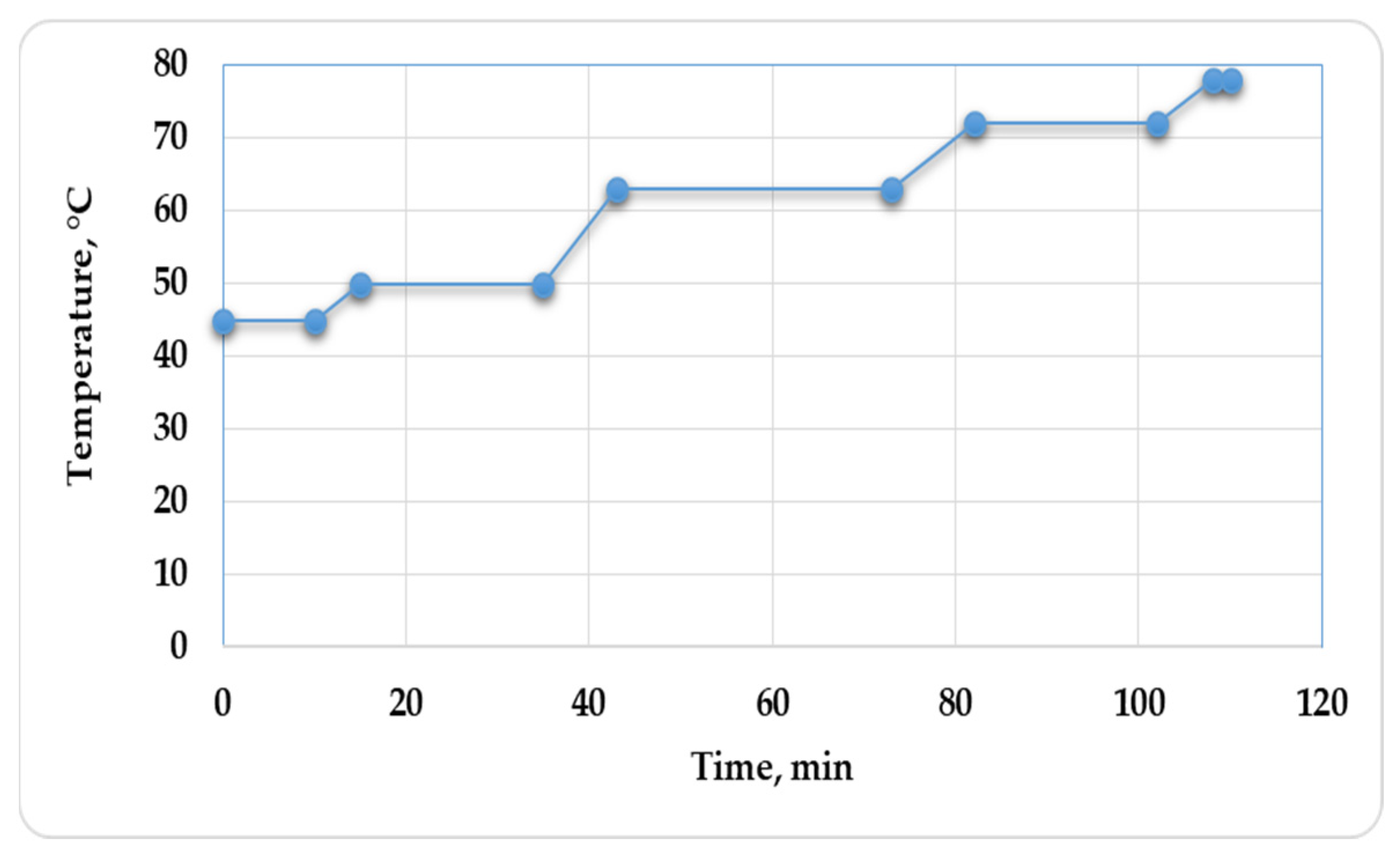
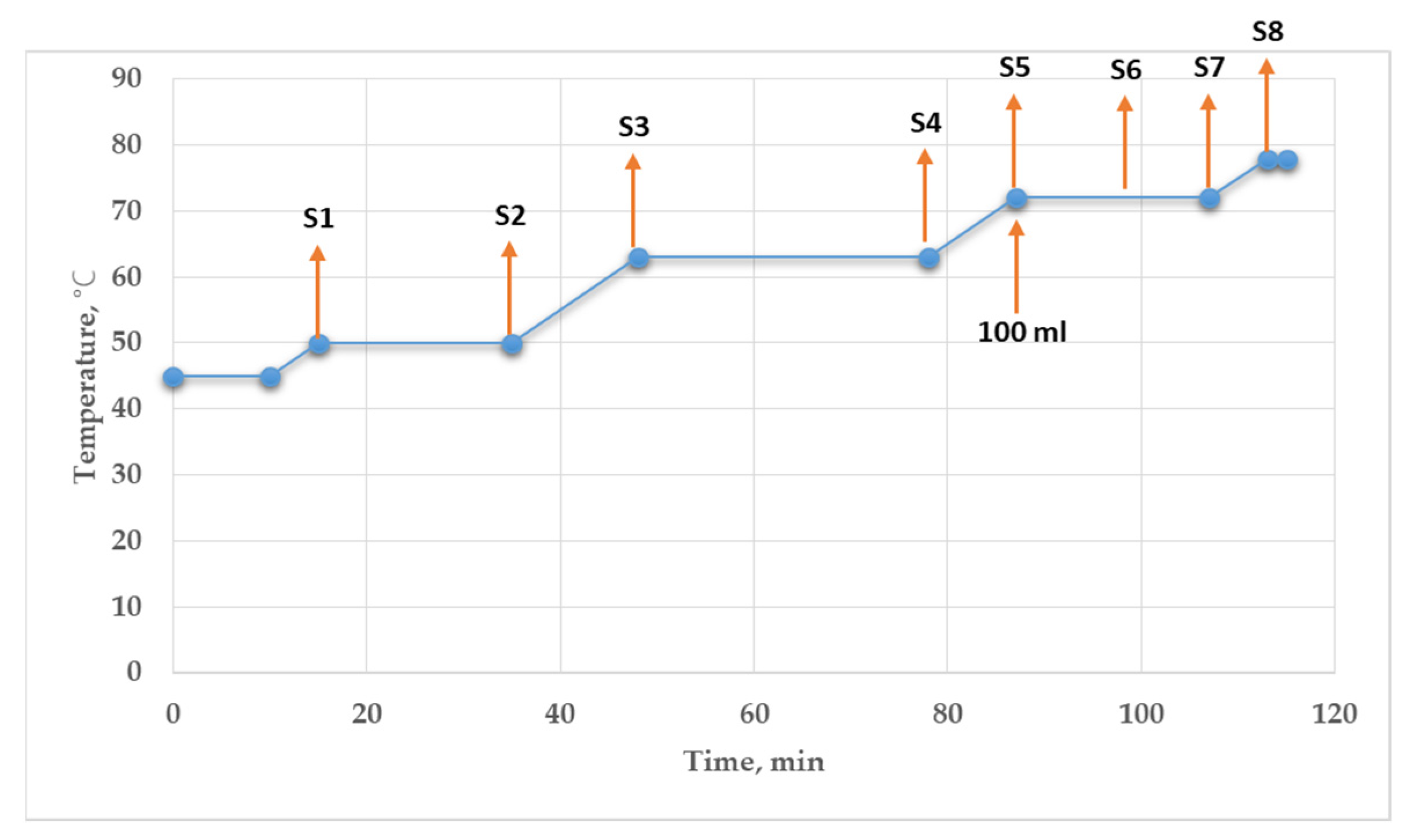
2.3.1. Mashing Method
2.3.2. Wort Analysis
2.4. Extraction, Determination of Phenolic Compounds and Antioxidant Activity
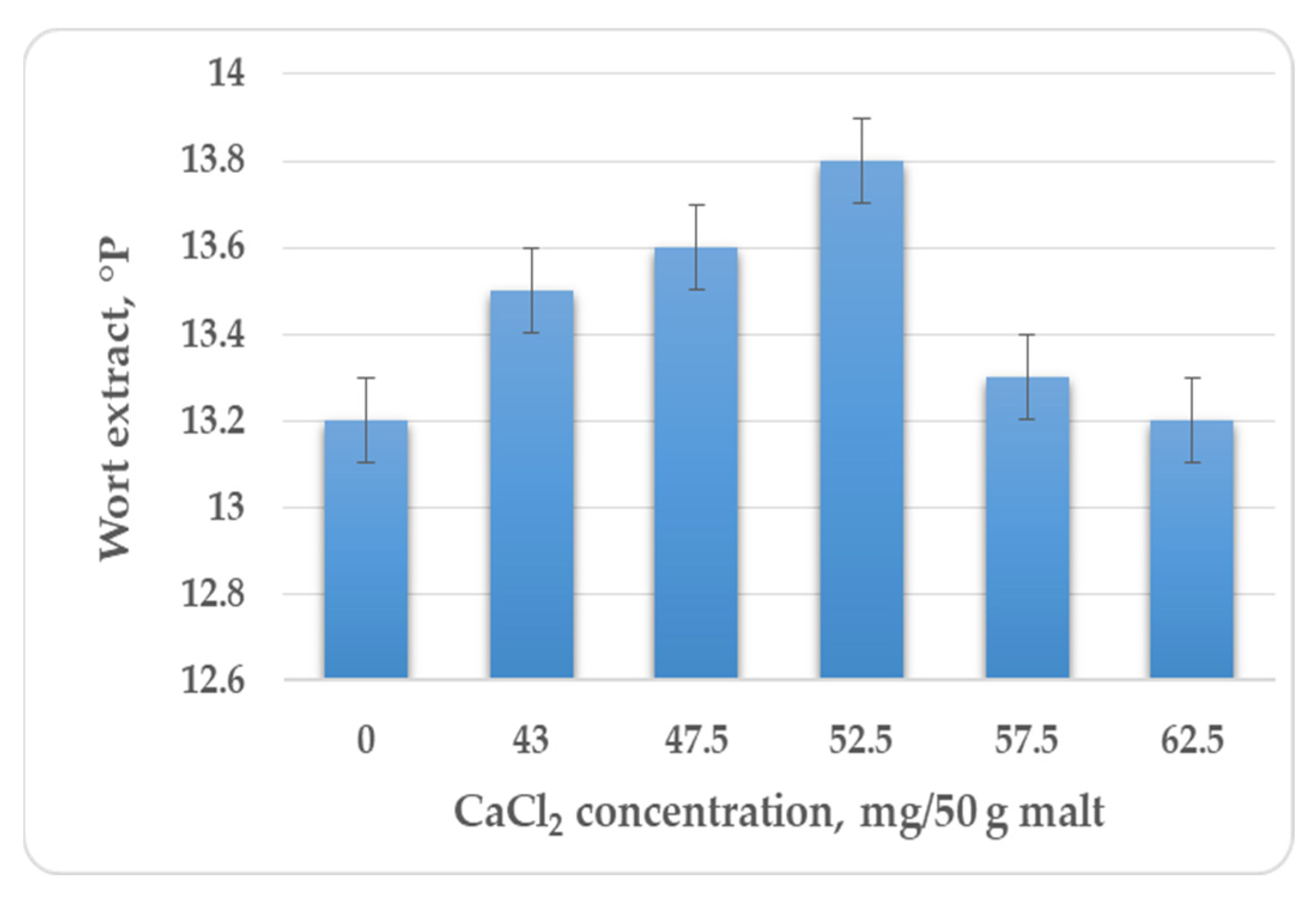
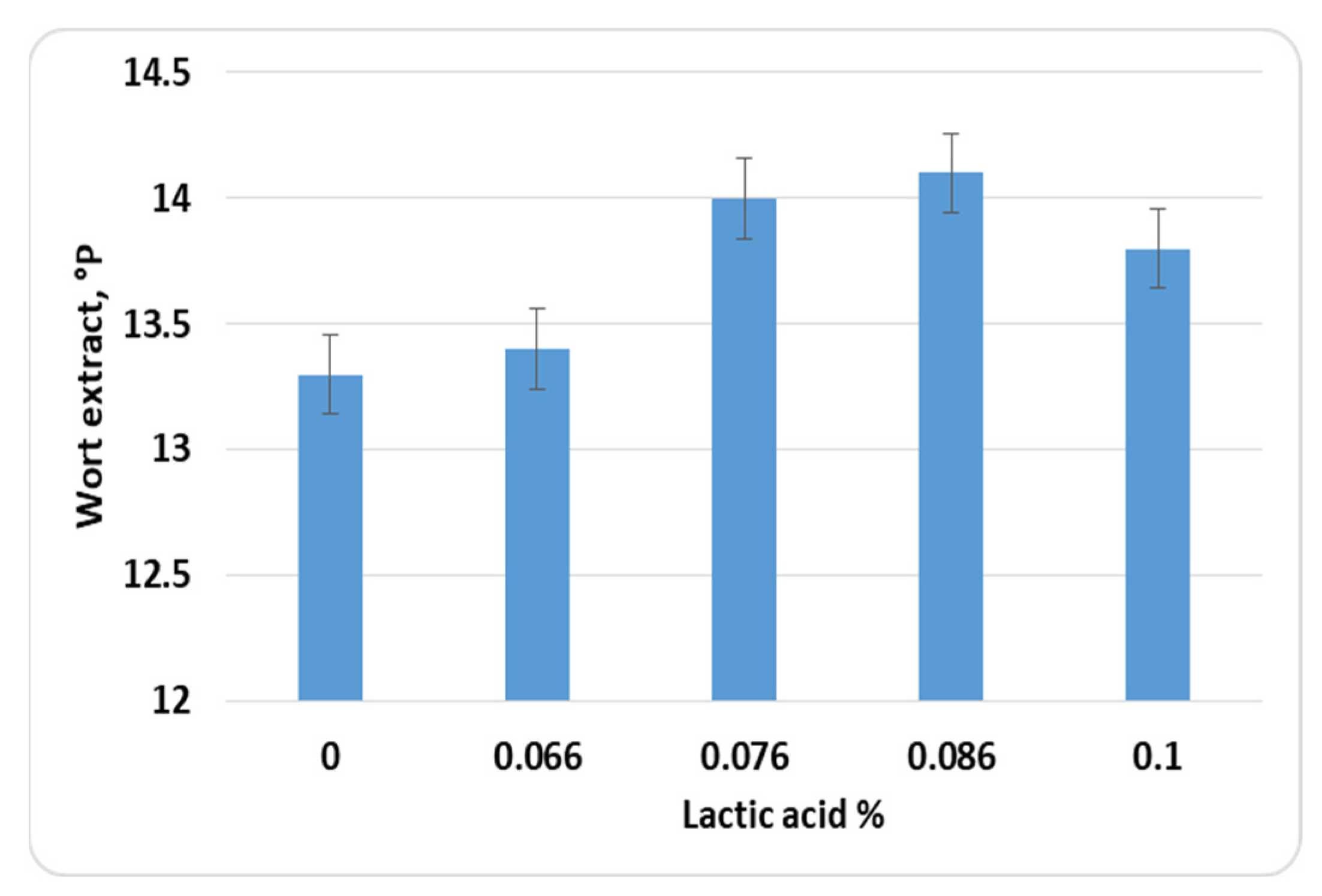
2.5. Investigation of the Influence of the Additions of Acidulated Malt, CaCl2 and Lactic Acid on the Wort Extract Yield
2.6. Optimizing the Mashing Mode
3. Results and Discussion
3.1. Modeling and Optimization of the Malt Mixture
3.1.1. Modeling of the Malt Mixture
| Extract = 11.59 ∗ CM2 + 12.24 ∗ CP + 13.38 ∗ P + 0.48 ∗ CM2 ∗ CP + 2.41 ∗ CM2 ∗ P − 1.39 ∗ CP ∗ P + 8.51 ∗ CM2 ∗ CP ∗ P − 1.46 ∗ CM2 ∗ CP ∗ (CM2-CP) + 5.40 ∗ CM2 ∗ P ∗ (CM2-P) + 0.016 ∗ CP ∗ P ∗ (CP-P) | R2 = 84.42% | (1) |
| Color = 202.55 ∗ CM2 + 5.31 ∗ CP + 4.56 ∗ P − 2.07 ∗ CM2 ∗ CP + 250.51 ∗ CM2 ∗ P + 5.26 ∗ CP ∗ P + 696.16 ∗ CM2 ∗ CP ∗ P − 225.8 ∗ CM2 ∗ CP ∗ (CM2-CP) + 494.51 ∗ CM2 ∗ P ∗ (CM2-P) − 62.75 ∗ CP ∗ P ∗ (CP-P) | R2 = 72.55% | (2) |
| FC = 1648.86 ∗ CM2 + 493.93 ∗ CP + 405.93 ∗ P − 44.90 ∗ CM2 ∗ CP + 101.249 ∗ CM2 ∗ P + 74.87 ∗ CP ∗ P + 847372 ∗ CM2 ∗ CP ∗ P − 300.10 ∗ CM2 ∗ CP ∗ (CM2-CP) − 8.07 ∗ CM2 ∗ P ∗ (CM2-P) + 9.70 ∗ CP ∗ P ∗ (CP-P) | R2 = 99.01% | (3) |
| DPPH = 1092.63 ∗ CM2 + 296.18 ∗ CP + 307.36 ∗ P + 168.04 ∗ CM2 ∗ CP − 118.51 ∗ CM2 ∗ P − 33.87 ∗ CP ∗ P + 781.14 ∗ CM2 ∗ CP ∗ P + 142.38 ∗ CM2 ∗ CP ∗ (CM2-CP) − 344.28 ∗ CM2 ∗ P ∗ (CM2-P) − 77.48 ∗ CP ∗ P ∗ (CP-P) | R2 = 99.39% | (4) |
| FRAP = 1923.31 ∗ CM2 + 645.62 ∗ CP + 693.71 ∗ P + 251.49 ∗ CM2 ∗ CP − 374.23 ∗ CM2 ∗ P − 197.41 ∗ CP ∗ P − 19.62 ∗ CM2 ∗ CP ∗ P − 139.56 ∗ CM2 ∗ CP ∗ (CM2-CP) − 1552.8 ∗ CM2 ∗ P ∗ (CM2-P) − 185.26 ∗ CP ∗ P ∗ (CP-P) | R2 = 97.92% | (5) |
| CUPRAC = 8060.23 ∗ CM2 + 2378.72 ∗ CP + 1699.62 ∗ P + 808.62 ∗ CM2 ∗ CP − 683.99 ∗ CM2 ∗ P + 1143.41 ∗ CP ∗ P + 5470.74 ∗ CM2 ∗ CP ∗ P + 1566.78 ∗ CM2 ∗ CP ∗ (CM2-CP) − 1513.8 ∗ CM2 ∗ P ∗ (CM2-P) − 1618.35 ∗ CP ∗ P ∗ (CP-P) | R2 = 99.55% | (6) |
| ABTS = 8496.27 ∗ CM2 + 2503.56 ∗ CP + 2252.9 ∗ P + 1149.24 ∗ CM2 ∗ CP + 2729.06 ∗ CM2 ∗ P − 286.41 ∗ CP ∗ P − 4825.9 ∗ CM2 ∗ CP ∗ P + 3448.93 ∗ CM2 ∗ CP ∗ (CM2-CP) + 5978.78 ∗ CM2 ∗ P ∗ (CM2-P) − 508.107 ∗ CP ∗ P ∗ (C-P) | R2 = 83.37% | (7) |
3.1.2. Malt Mixture Optimization
3.2. Investigation of the Effect of the Addition of Acidulated Malt, Lactic Acid and CaCl2 on the Extract Yield
3.2.1. Addition of CaCl2 and Lactic Acid
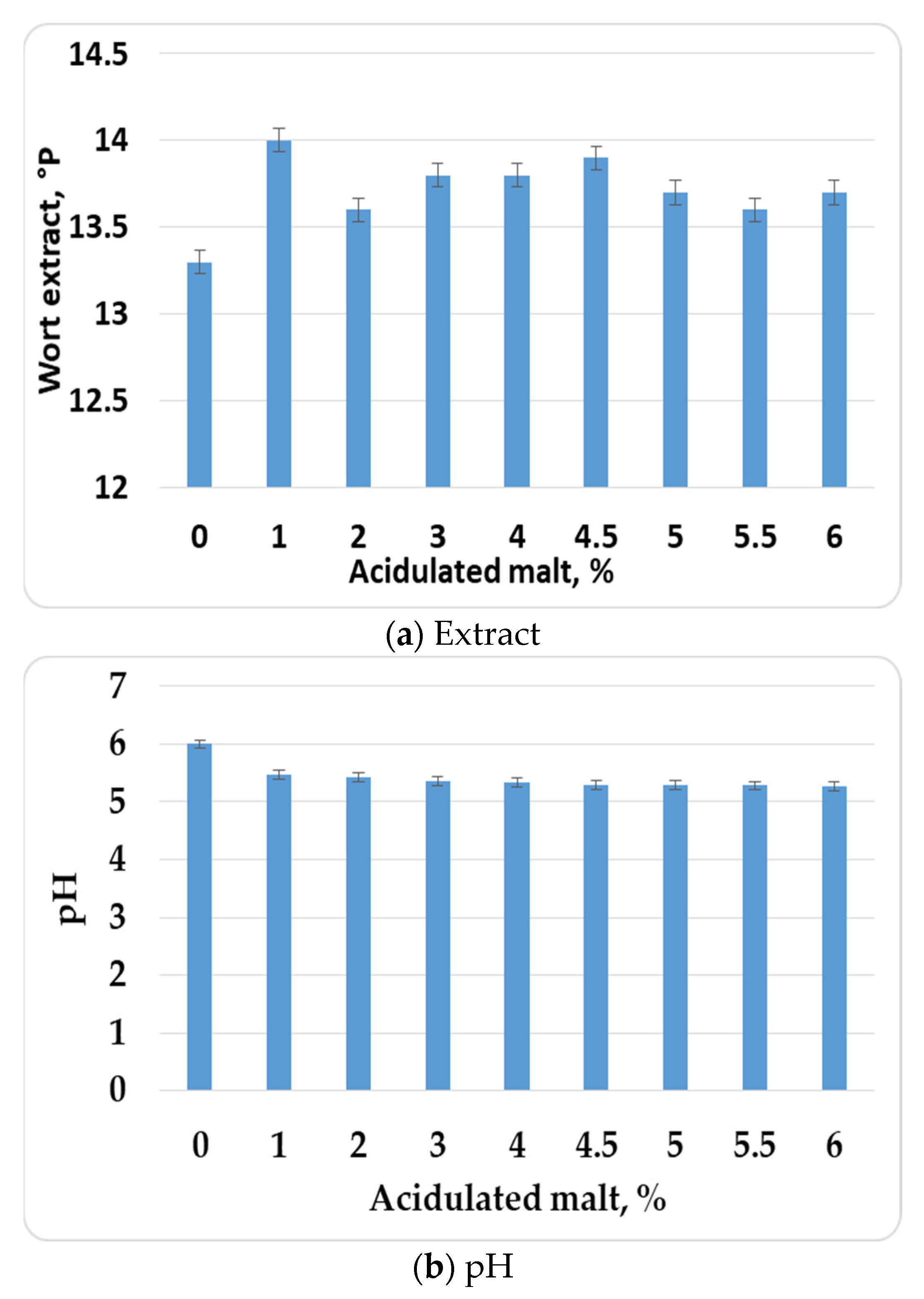
3.2.2. Addition of Acidulated Malt
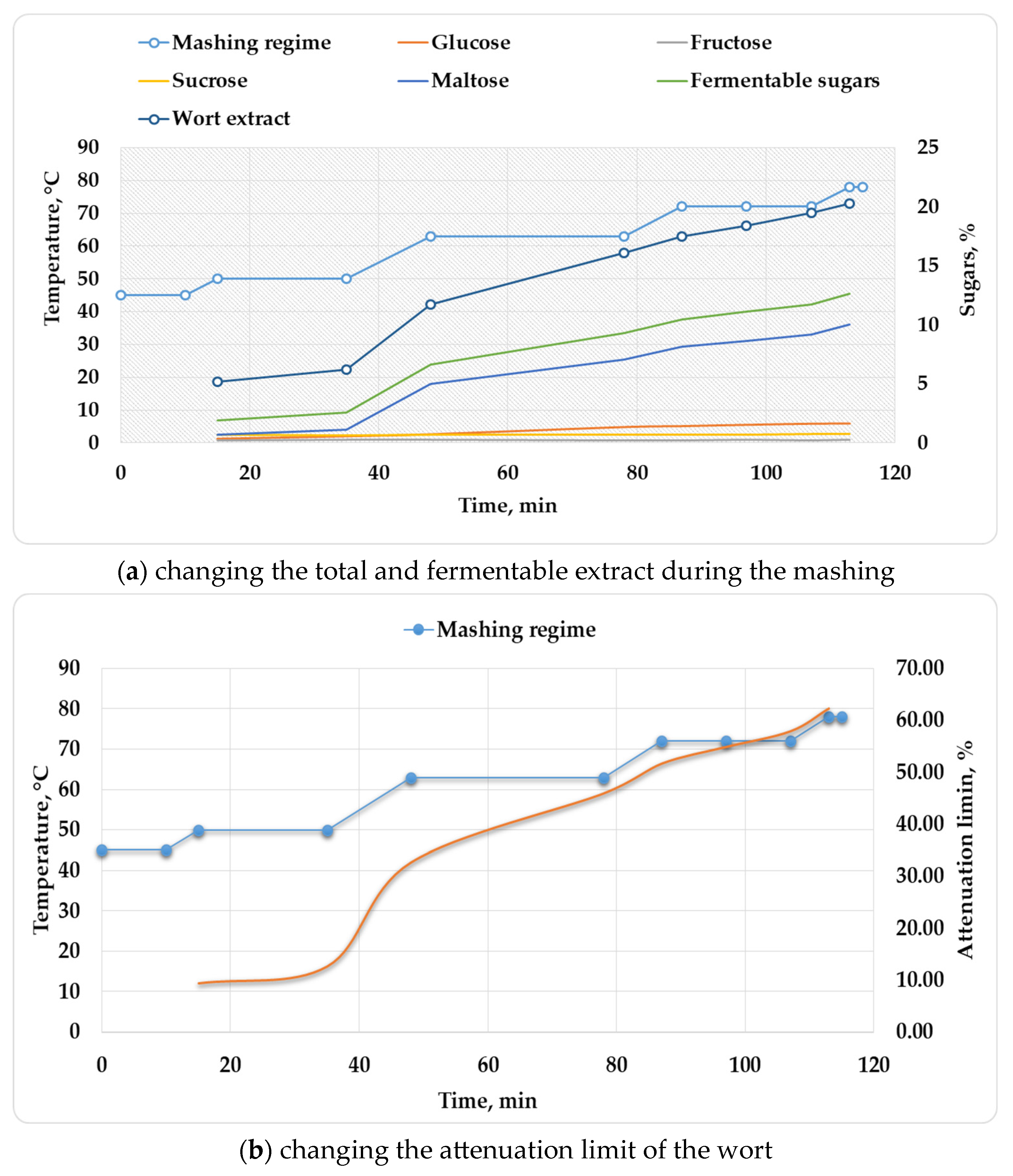
3.3. Optimizing the Mashing Mode
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hernández-Mora, Y.N.; Verde-Calvo, J.R.; Malpica-Sánchez, F.P.; Escalona-Buendía, H.B. Consumer Studies: Beyond Acceptability—A Case Study with Beer. Beverages 2022, 8, 80. [Google Scholar] [CrossRef]
- Violino, S.; Figorilli, S.; Costa, C.; Pallottino, F. Internet of beer: A review on smart technologies from mash to pint. Foods 2020, 9, 950. [Google Scholar] [CrossRef]
- Available online: https://www.brewersassociation.org/statistics-and-data/national-beer-stats/ (accessed on 2 September 2023).
- Villacreces, S.; Blanco, C.A.; Caballero, I. Developments and characteristics of craft beer production processes. Food Biosci. 2022, 45, 101495. [Google Scholar] [CrossRef]
- Aquilani, B.; Laureti, T.; Poponi, S.; Secondi, L. Beer choice and consumption determinants when craft beers are tasted: An exploratory study of consumer preferences. Food Qual. Prefer. 2015, 41, 214–224. [Google Scholar] [CrossRef]
- Basso, R.F.; Alcarde, A.R.; Portugal, C.B. Could non-Saccharomyces yeasts contribute on innovative brewing fermentations? Food Res. Int. 2016, 86, 112–120, ISSN 0963-9969. [Google Scholar] [CrossRef]
- Kunze, W. Technology Brewing and Malting, 5th ed.; VLB: Berlin, Germany, 2008; p. 946. [Google Scholar]
- Meussdoerffer, F.; Zarnkow, W. Starchy raw materials. In Handbook of Brewing: Processes, Technology, Markets; Eslinger, H.M., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2009; pp. 43–83. [Google Scholar] [CrossRef]
- Yorke, J.; Cook, D.; Ford, R. Brewing with unmalted cereal adjuncts: Sensory and analytical impacts on beer quality. Beverages 2021, 7, 4. [Google Scholar] [CrossRef]
- Bogdan, P.; Kordialik-Bogacka, E. Alternatives to malt in brewing. Trends Food Sci. Technol. 2017, 65, 1–9. [Google Scholar] [CrossRef]
- Embashu, W.; Nantanga, K.K.M. Malts: Quality and phenolic content of pearl millet and sorghum varieties for brewing non-alcoholic beverages and opaque beers. Cereal Chem. 2019, 96, 765–774. [Google Scholar] [CrossRef]
- Klose, C.; Mauch, A.; Wunderlich, S.; Thiele, F.; Zarnkow, M.; Jacob, F.; Arendt, E.K. Brewing with 100% oat malt. J. Inst. Brew. 2011, 117, 411–421. [Google Scholar] [CrossRef]
- Wang, Y. Malting Conditions for Evaluation of Rye Cultivars; North Dakota State University of Agriculture and Applied Science: Fargo, ND, USA, 2017. [Google Scholar]
- Wang, Y.; Jin, Z.; Barr, J.; Gillespie, J.; Simsek, S.; Horsley, R.D.; Schwarz, P.B. Micro-malting for the quality evaluation of rye (Secale cereale) genotypes. Fermentation 2018, 4, 50. [Google Scholar] [CrossRef]
- Adetunji, A.I.; Khoza, S.; de Kock, H.L.; Taylor, J.R.N. Influence of sorghum grain type on wort physico-chemical and sensory quality in a whole-grain and commercial enzyme mashing process. J. Inst. Brew. 2013, 119, 156–163. [Google Scholar] [CrossRef]
- De Meo, B.; Freeman, G.; Marconi, O.; Booer, C.; Perretti, G.; Fantozzi, P. Behaviour of malted cereals and pseudocereals for gluten-free beer production. J. Inst. Brew. 2011, 117, 541–546. [Google Scholar] [CrossRef]
- Kordialik-Bogacka, E.; Bogdan, P.; Pielech-Przybylska, K.; Michałowska, D. Suitability of unmalted quinoa for beer production. J. Sci. Food Agric. 2018, 98, 5027–5036. [Google Scholar] [CrossRef] [PubMed]
- Zarnkow, M.; Kessler, M.; Burberg, F.; Kreisz, S.; Back, W. Gluten free beer from malted cereals and pseudocereals. In Proceedings of the European Brewing Convention Congress, Prague, Czech Republic, 14–19 May 2005; Fachverlag Hans Carl: Nűrnberg, Germany, 2005; pp. 104/1–104/8. [Google Scholar]
- Fujita, A.; Simsek, S.; Schwarz, P.B. Observations on the Malting of Ancient Wheats: Einkorn, Emmer and Spelt. Fermentation 2020, 6, 125. [Google Scholar] [CrossRef]
- Pluháčková, H.; Gregor, T.; Boško, R.; Běláková, S.; Svoboda, Z.; Benešová, K. Fortification of beer with extracts of the selected czech medicinal herbs and plants. Kvas. Prum. 2020, 66, 314–319. [Google Scholar] [CrossRef]
- Đorđević, S.; Popović, D.; Despotović, S.; Veljović, M.; Atanacković, M.; Cvejić, J.; Nedović, V.; Leskošek-Čukalović, I. Extracts of medicinal plants as functional beer additives. Chem. Ind. Chem. Eng. Q 2016, 22, 301–308. [Google Scholar] [CrossRef]
- Available online: https://www.craftbeer.com/news/flower-power-brewing-with-summers-blossoms (accessed on 2 September 2023).
- Zapata, P.J.; Martínez-Esplá, A.; Gironés-Vilaplana, A.; Santos-Lax, D.; Noguera-Artiaga, L.; Carbonell-Barrachina, A.A. Phenolic, volatile, and sensory profiles of beer enriched by macerating quince fruits. LWT 2019, 103, 139–146. [Google Scholar] [CrossRef]
- Zhao, X.; Yin, Y.; Fang, W.; Yang, Z. What happens when fruit married with beer? Int. J. Gastron. Food Sci. 2023, 32, 100716. [Google Scholar] [CrossRef]
- Capece, A.; Romaniello, R.; Siesto, G.; Romano, P. Conventional and non-conventional yeasts in beer production. Fermentation 2018, 4, 38. [Google Scholar] [CrossRef]
- Sannino, C.; Mezzasoma, A.; Buzzini, P.; Turchetti, B. Non-conventional yeasts for producing alternative beers. In Non-Conventional Yeasts: From Basic Research to Application; Sibirny, A., Ed.; Springer: Cham, Switzerland, 2019; pp. 361–388. [Google Scholar]
- Budroni, M.; Zara, G.; Ciani, M.; Comitini, F. Saccharomyces and non-Saccharomyces starter yeast. In Brewing Technology; Kanauchi, M., Ed.; INTECH: Rijeka, Croatia, 2017; pp. 81–100. [Google Scholar]
- González-Salitre, L.; González-Olivares, L.G.; Basilio-Cortes, U.A. Humulus lupulus L. a potential precursor to human health: High hops craft beer. Food Chem. 2023, 405, 134959. [Google Scholar] [CrossRef]
- Oladokun, O.; James, S.; Cowley, T.; Dehrmann, F.; Smart, K.; Hort, J.; Cook, D. Perceived bitterness character of beer in relation to hop variety and the impact of hop aroma. Food Chem. 2017, 230, 215–224. [Google Scholar] [CrossRef] [PubMed]
- Shopska, V.; Denkova-Kostova, R.; Dzhivoderova-Zarcheva, M.; Teneva, D.; Denev, P.; Kostov, G. Comparative study on phenolic content and antioxidant activity of different malt types. Antioxidants 2021, 10, 1124. [Google Scholar] [CrossRef] [PubMed]
- Carvalho, D.O.; Correia, E.; Lopes, L.; Guido, L.F. Further insights into the role of melanoidins on the antioxidant potential of barley malt. Food Chem. 2014, 160, 127–133. [Google Scholar] [CrossRef] [PubMed]
- Shopska, V.; Denkova-Kostova, R.; Kostov, G. Modeling in Brewing—A Review. Processes 2022, 10, 267. [Google Scholar] [CrossRef]
- Kostov, G.; Shopska, V.; Denkova-Kostova, R.; Ivanova, K. Mixture modeling as a way for optimization of wort in beer production. In Proceedings of the European Council for Modelling and Simulation, Florence, Italy, 20–23 June 2023; pp. 186–193. [Google Scholar] [CrossRef]
- Shopska, V.; Teneva, D.; Denkova-Kostova, R.; Ivanova, K.; Denev, P.; Kostov, G. Modelling of Malt Mixture for the Production of Wort with Increased Biological Value. Beverages 2022, 8, 44. [Google Scholar] [CrossRef]
- BestMalz Catalog. Available online: https://bestmalz.de/ (accessed on 20 April 2021).
- Analytica (Version 2019)—European Brewing Convention. Available online: https://brewup.eu/ebcanalytica (accessed on 20 August 2023).
- Ivanov, K.; Petelkov, I.; Shopska, V.; Denkova, R.; Gochev, V.; Kostov, G. Investigation of mashing modes for low-alcohol beer production. J. Inst. Brew. 2016, 122, 508–516. [Google Scholar] [CrossRef]
- Bernstein, L.; Willox, I.C. Water. In The Practical Brewer; Broderick, H.M., Ed.; Master Brewers Association of the Americas: Madison, WI, USA, 1977; pp. 13–20. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| № | Pilsner (P) | Caramel Pils (CP) | Caramel Munich Type 2 (CM2) | Pilsner (P) | Caramel Pils (CP) | Caramel Munich Type 2 (CM2) |
|---|---|---|---|---|---|---|
| % | g | |||||
| 1 | 0.333 | 0.000 | 0.667 | 16.67 | 0.00 | 33.33 |
| 2 | 1.000 | 0.000 | 0.000 | 50.00 | 0.00 | 0.00 |
| 3 | 0.333 | 0.333 | 0.333 | 16.67 | 16.67 | 16.67 |
| 4 | 0.167 | 0.167 | 0.667 | 8.33 | 8.33 | 33.33 |
| 5 | 0.000 | 1.000 | 0.000 | 0.00 | 50.00 | 0.00 |
| 6 | 0.667 | 0.000 | 0.333 | 33.33 | 0.00 | 16.67 |
| 7 | 0.000 | 0.667 | 0.333 | 0.00 | 33.33 | 16.67 |
| 8 | 0.667 | 0.333 | 0.000 | 33.33 | 16.67 | 0.00 |
| 9 | 0.000 | 0.000 | 1.000 | 0.00 | 0.00 | 50.00 |
| 10 | 0.167 | 0.667 | 0.167 | 8.33 | 33.33 | 8.33 |
| 11 | 0.667 | 0.167 | 0.167 | 33.33 | 8.33 | 8.33 |
| 12 | 0.000 | 0.333 | 0.667 | 0.00 | 16.67 | 33.33 |
| 13 | 0.333 | 0.667 | 0.000 | 16.67 | 33.33 | 0.00 |
| 14 | 0.333 | 0.333 | 0.333 | 16.67 | 16.67 | 16.67 |
| 15 | 1.000 | 0.000 | 0.000 | 50.00 | 0.00 | 0.00 |
| 16 | 0.667 | 0.333 | 0.000 | 33.33 | 16.67 | 0.00 |
| Variant | Extract | Color | FC | DPPH | FRAP | CUPRAC | ABTS |
|---|---|---|---|---|---|---|---|
| °P | EBC Units | mg/dm3 | μmol TROLOX/dm3 | ||||
| 1 | 13.070 | 247.500 | 1274.080 | 781.910 | 1313.540 | 5621.670 | 7783.310 |
| 2 | 13.590 | 5.750 | 397.600 | 333.360 | 688.540 | 1682.780 | 2266.760 |
| 3 | 12.930 | 200.000 | 896.530 | 597.670 | 953.130 | 4488.330 | 5850.640 |
| 4 | 12.740 | 142.500 | 1214.900 | 840.040 | 1403.130 | 6216.110 | 7007.420 |
| 5 | 12.240 | 9.330 | 496.580 | 294.980 | 644.790 | 2388.330 | 2488.950 |
| 6 | 12.960 | 82.500 | 830.920 | 561.480 | 1140.630 | 3860.560 | 4180.850 |
| 7 | 12.310 | 90.000 | 902.350 | 586.700 | 1113.540 | 4377.220 | 4216.120 |
| 8 | 12.430 | 8.250 | 415.460 | 310.330 | 651.040 | 2460.560 | 2164.490 |
| 9 | 11.600 | 205.000 | 1651.630 | 1091.180 | 1919.790 | 8076.670 | 8432.240 |
| 10 | 12.430 | 35.000 | 667.650 | 451.810 | 913.540 | 3238.330 | 3807.010 |
| 11 | 12.840 | 40.000 | 660.510 | 478.130 | 932.290 | 3055.000 | 3785.850 |
| 12 | 11.740 | 135.000 | 1241.430 | 876.230 | 1551.040 | 6421.110 | 7317.780 |
| 13 | 12.360 | 10.900 | 500.660 | 287.300 | 578.130 | 2293.890 | 2192.700 |
| 14 | 12.880 | 97.500 | 937.350 | 581.220 | 1115.630 | 4416.110 | 3066.390 |
| 15 | 13.190 | 8.480 | 419.540 | 280.720 | 694.790 | 1721.670 | 2227.970 |
| 16 | 12.960 | 9.300 | 474.130 | 287.300 | 657.290 | 2199.440 | 2287.920 |
| 2,2-diphenyl-1-picrylhydrazyl (DPPH); 2,2-azinobis-(3-ethylbenzothiazoline-6-sulfonate (ABTS); ferric reducing ability of plasma (FRAP); cupric reducing antioxidant capacity (CUPRAC) | |||||||
| Factor | Low | High | Optimum, % | Optimum, g |
|---|---|---|---|---|
| Factors | ||||
| Pilsner | 0.0 | 1.0 | 93.6 | 46.8 |
| Caramel Pils | 0.0 | 1.0 | 5.2 | 2.6 |
| Caramel Munich 2 | 0.0 | 1.0 | 1.2 | 0.6 |
| Optimum responses/calculated/ | ||||
| Color | EBC | 8.0 | - | |
| Extract | °P | 13.22 | - | |
| FC | mg/dm3 | 925.24 | - | |
| DPPH | μmol TROLOX/dm3 | 320.69 | - | |
| FRAP | 767.07 | - | ||
| CUPRAC | 1922.62 | - | ||
| ABTS | 2472.58 | - | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ivanov, A.; Ivanova, K.; Kostov, G. Modeling and Optimization of Processes for Craft Beer Production: Malt Mixture Modeling and Mashing Optimization for Lager Beer Production. Appl. Sci. 2023, 13, 11554. https://doi.org/10.3390/app132011554
Ivanov A, Ivanova K, Kostov G. Modeling and Optimization of Processes for Craft Beer Production: Malt Mixture Modeling and Mashing Optimization for Lager Beer Production. Applied Sciences. 2023; 13(20):11554. https://doi.org/10.3390/app132011554
Chicago/Turabian StyleIvanov, Alexander, Kristina Ivanova, and Georgi Kostov. 2023. "Modeling and Optimization of Processes for Craft Beer Production: Malt Mixture Modeling and Mashing Optimization for Lager Beer Production" Applied Sciences 13, no. 20: 11554. https://doi.org/10.3390/app132011554
APA StyleIvanov, A., Ivanova, K., & Kostov, G. (2023). Modeling and Optimization of Processes for Craft Beer Production: Malt Mixture Modeling and Mashing Optimization for Lager Beer Production. Applied Sciences, 13(20), 11554. https://doi.org/10.3390/app132011554