1. Introduction
The main objective of the National FastCarb Project (fastcarb.fr) was to study how to store CO2 in recycled concrete aggregates (RCAs) to improve their quality by clogging the porosity, increase their use in new concrete, and thus, reduce the CO2 impact of concrete constructions. The objectives of the project targeted two important points for the construction sector: (i) the promotion of the circular economy by integrating the recycling of construction materials with a goal for the construction sector to recover 70% of its waste by 2030 in France and (ii) the reduction of greenhouse gas emissions by promoting low-carbon-footprint constructions over their entire life cycle.
The idea was to use recycled concrete aggregates from the demolition of concrete structures as a “carbon sink” by taking advantage of the spontaneous tendency of hydrated cement paste to fix atmospheric CO
2. A large number of publications showed the potential interest of this technique in the laboratory (see [
1,
2,
3,
4,
5,
6,
7,
8] for instance).
A part of the results of the FastCarb project was already published [
9,
10]. Here, the focus was on two original contributions that were not present in other papers on the accelerated carbonation of RCA. The first one concerned the industrial scale-up of the process with the description of two demonstrators that allowed for carbonating large quantities of recycled aggregates and then the manufacture and characterization of concrete using these aggregates. Then, using data from the industrial demonstrators, the gain in the CO
2 impact of one cubic meter of concrete was estimated.
2. Pilot Installations
As proposed by Xian et al. [
11], flue gases from cement plants were used for the carbonation of the RCA. Two pilot installations were implemented on a full scale in two industrial cement plants, namely, the Vicat Créchy cement plant and the LafargeHolcim Val d’Azergues cement plant. These two facilities are described after the data concerning the aggregates that were used for carbonation is given.
2.1. Description of the Recycled Aggregates
The treated products were recycled sand and recycled gravel manufactured at the Aggneo
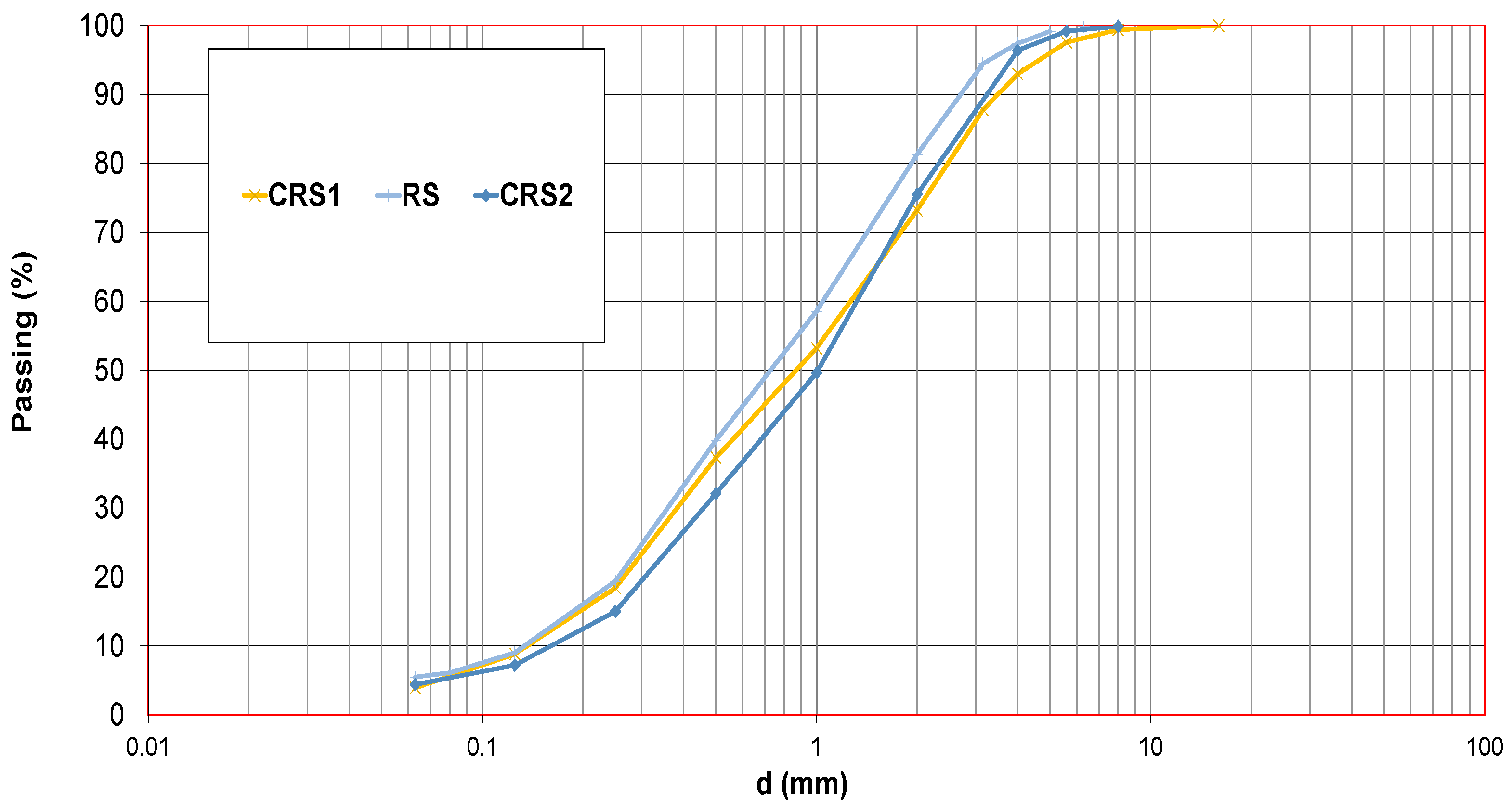
® recycling platform in Saint-Fons. The recycled sand and gravel were obtained via simple crushing of hardened concrete that came from ready-mix concrete returns. This process resulted in the production of aggregates of different sizes: 0/4 and 4/16 mm. The particle size distributions of these RCAs are given in
Figure 1 and
Figure 2. Homogeneous batches from the same productions were constituted and distributed at the two pilot sites (rotating drum and fluidized bed).
The following notations were adopted for the recycled aggregates:
- -
Recycled aggregates without treatment:
- ○
0/4 crushed (RS);
- ○
4/16 crushed (RG).
- -
Recycled carbonated aggregates 1 (fluidized bed):
- ○
0/4 crushed carbonated (CRS1);
- ○
4/16 crushed carbonated (CRG1).
- -
Carbonated recycled aggregates 2 (rotating drum):
- ○
0/4 crushed carbonated (CRS2);
- ○
4/16 crushed carbonated (CRG2).
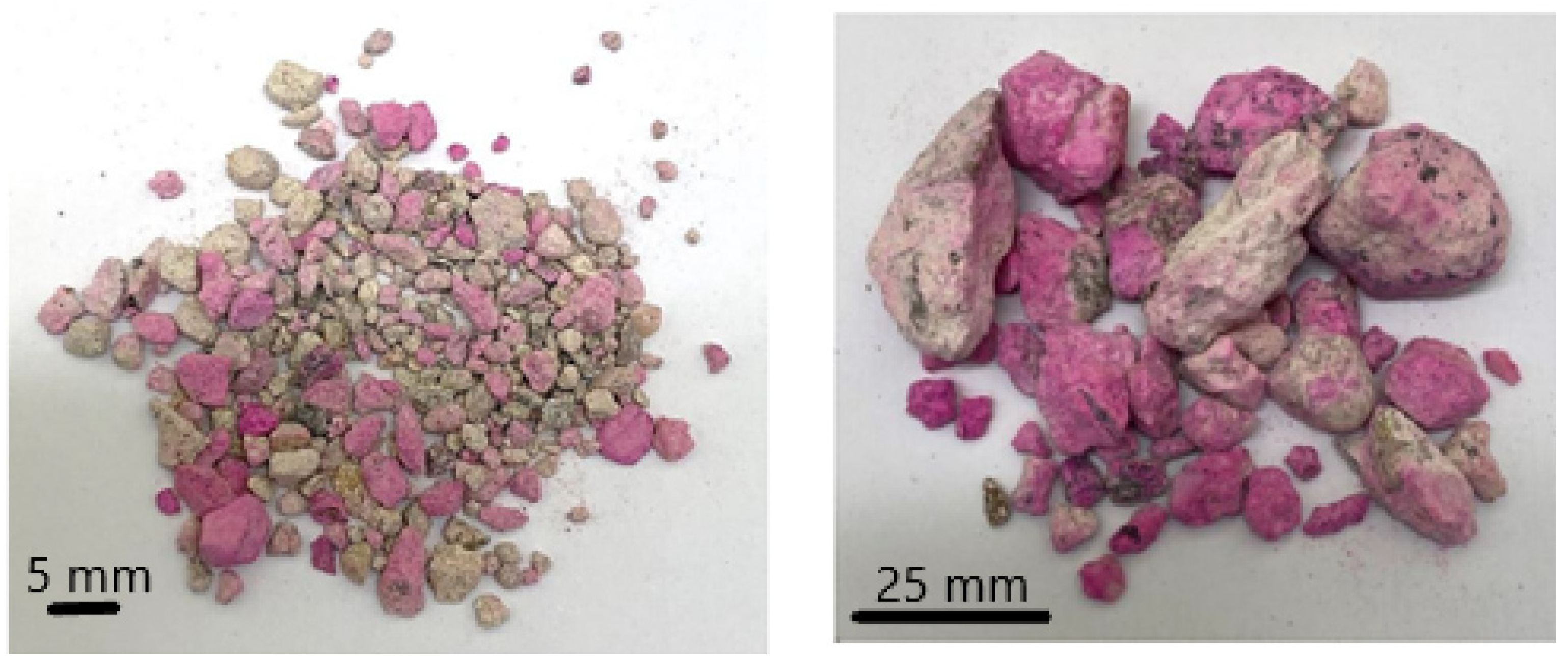
Figure 3 presents the effect of phenolphthalein spraying: the pink color qualitatively indicates that the aggregates were not naturally carbonated.
Table 1 gives some characteristics of the recycled aggregates before accelerated carbonation (note that for the RS, the aggregates below 1 mm were removed for experimental reasons). The soluble fraction in salicylic acid (SFSA) indicates the quantity of paste [
12]. Calcite is insoluble in this acid. The fact that the SFSA was lower for RS was consistent with a low portlandite content and could be explained by initial carbonation due to an interruption of the laboratory work due to the COVID pandemic.
2.2. Carbonation in a Rotating Drum at the Vicat Créchy Cement Plant
The rotating drum constituting the pilot installed in the Vicat plant in Créchy was already described in a previous paper [
10]. The main points are summarized here: it was 11 m long and had a radius of 2 m (
Figure 4). The RCA and the CO
2-enriched cement gas circulated in counterflow. The rotary movement associated with the lifters welded to the tube linings allowed all the surfaces of the aggregates to be brought into contact with the gas. The gas feeding the drum came from a spike in the chimney of the cement plant. The temperature of the gases was between 40 and 60 °C and had a CO
2 content varying from 11 to 16%. The relative humidity in the drum was 90%.
The drum rotated intermittently at 4 rpm for 2 min every 15 min with an optimal residence time of 60 min for 3 t of RCA. The contents was then drained for 10 min at a speed of 10 rpm.
The particle size distributions of these materials (sand and gravel) before and after carbonation in the rotating drum are given in
Figure 1 and
Figure 2. There was little change in the grain size distribution of the 0–4 mm fraction. For the recycled gravel, the enrichment of the fraction lower than 4 mm was weak (+5%) and could be avoided in a future installation using a screening system at the drum exit. Thus, the carbonation process in the rotating drum used here did not generate excessively finer particles as a consequence of the possible mechanical disintegration of the recycled sand and gravel.
Two carbonation campaigns took place in December 2019 and August 2020. In the first campaign, the moisture content of the sand at the inlet was approximately 14.5% and 13.9% after re-carbonation. Similarly, the moisture content of the gravel was 13.6% at the inlet and 12.5% at the outlet. The RCA’s water content did not change significantly despite a high relative humidity in the drum. In both cases, these moisture contents were well above the laboratory-determined optimums of 5.8% for sand and 2.6% for gravel [
9].
For the second campaign, an attempt to dry via spreading the RCA on the ground in a thin layer for more than 6 months did not bring the water contents to levels comparable to the optimum. This spreading did, however, promote the natural carbonation of the RCA and therefore a lower amount of CO2 was captured. The addition of a drying system to a future industrial installation should therefore be considered.
The carbonation intake was measured by comparing the loss on ignition between 550 °C and 950 °C of carbonated and non-carbonated RCAs. The test was inspired by the norm EN 196-2 “Chemical analysis of cement”. The principle is to measure the loss of mass of test samples of a size that can be adapted to the particle size of RCA at different temperature levels imposed in a furnace. A quantity of around 500 g was used. Here, the mass of the samples was measured at 80 °C, 550 °C, and 950 °C. ATG measurements were first used to verify that the temperatures corresponding to the release of water and those corresponding to the release of CO2 were well separated by the 550 °C level. The ATG measurements were also used to verify the consistency of the values obtained with the loss on ignition measurement.
The results obtained during the first carbonation campaign and under non-optimal water content conditions were on average 31 kg of CO2/t of RCA for the 0/4 fraction and 5 kg/t of RCA for the 4/16 fraction.
2.3. Carbonation in a Fluidized Bed at the LafargeHolcim Val d’Azergues Cement Plant
The demonstrator installed at the LafargeHolcim plant in Val d’Azergues (
Figure 5) was also described in a previous paper [
10]. It was a fluidized bed dryer adapted into a cross-flow reactor for the occasion, with the cement plant gases directly treating the recycled concrete aggregates. It was directly connected to the cement plant gases by metal pipes. The plant gases (CO
2 content of about 20%) were tapped into the main filter located upstream of the stack; therefore, an additional filter was placed at the reactor outlet to prevent any additional dust release at the plant stack.
To remedy the difficulties encountered during the first phase (high humidity in the carbonator chamber and insufficient inclination of the hearth), several improvements to the process were implemented that took advantage of the change in the main filter of the plant:
- -
Reinstallation of the pilot at a location closer to the new gas tapping. At the same time, it was necessary to integrate a slope of about 3% into the carbonator to facilitate the flow of materials.
- -
Reconnection of the pilot to the new plant filter with jointed stainless steel pipes. The original pipes could not be reused because of the different geometry (elbows, shorter distance). This new configuration was also intended to increase the inlet temperature of the gases in the carbonator.
- -
Welding and better-jointed fixing of the perforated bottom to limit the preferential passages of gases on the sides of the apparatus to optimize the fluidization and the solid–gas reaction.
- -
Installation of continuous and controlled feeding of the material to limit discontinuity of the load in the carbonator and to support the fluidization.
The carbonation rates were also measured utilizing loss on ignition. The measurements in both fractions are presented in
Table 2. The modifications made during phase 2 significantly improved the CO
2 intakes. For the recycled sand, the values obtained were comparable to those determined in the laboratory at the optimal water content (49 kg of CO
2/t of RCA). It appeared that the process only slightly modified the particle size distribution of the materials (
Figure 3 and
Figure 4); there was no disintegration of the materials.
2.4. Conclusions Concerning the Pilot Installations
These pilot-scale results demonstrated that the direct use of industrial gases, without prior treatment and specific process development, was possible with time scales and material quantities in line with current industrial practices. Thus, the rates of CO2 trapped in the recycled aggregates in 1 h of treatment were in the range of 25 to 40 kg of CO2 trapped/t of crushed concrete aggregate. These data were comparable to those obtained in the laboratory under perfectly controlled conditions. If this rate of sequestration may seem modest, it remains nevertheless plausible on an industrial scale and in the short term without unrealistic financial investment.
2.5. Characterization of the Recycled Aggregates after Carbonation in Laboratory Conditions
RS and RG aggregates were also carbonated in laboratory conditions in a static test with a CO
2 concentration of 15% [
9].
Table 3 shows the values of some characteristics that could be compared with the initial values (
Table 1). The main points were the decrease in water absorption, porosity, portlandite content, and the fraction of the paste that was soluble in the salicylic acid. For sand, carbonation was particularly important.
3. Application to Concrete
Forty tons of recycled sand and gravel were carbonated under semi-industrial conditions at each site. These aggregates were used to manufacture concrete and to measure their properties in fresh and hardened states, including certain aspects of their durability.
3.1. Constituents of the Concretes
Except for the recycled aggregates already presented, the constituents used were the following:
- -
Cement: CEM II/A-LL 42,5 R CE CP2 NF—Val d’Azergues plant (Lafarge Holcim, France);
- -
Additives: Superplasticizer Isoflow 857, Rheology Expander Isoflow 7230 (Cemex admixtures Salzkotten, Germany);
- -
Natural aggregates:
- ○
0/4 Saint-Bonnet (LafargeHolcim) (NS in the concretes nomenclature);
- ○
4/11 Saint-Bonnet (LafargeHolcim) (NG);
- ○
11/22 Saint-Bonnet (LafargeHolcim) (NG).
3.2. Studied Concretes
Fourteen concretes were formulated in such a way as to distinguish two families of concretes to be studied, each comprising seven different compositions according to their granular skeleton and the rate of volume substitution retained:
- -
A C25 family, with substitutions ranging from 20% to 40% with sand and 50% to 100% with gravel, as well as a water-to-cement ratio (w/c) equal to 0.55; C25 corresponds to a characteristic compressive strength equal to 25 MPa, measured on cylinders (diameter 11 cm and height 22 cm).
- -
A C45 family, with substitution only with gravel, from 50% to 100% and w/c = 0.37. C45 corresponds to a characteristic compressive strength equal to 45 MPa, measured on cylinders (diameter 11 cm and height 22 cm).
The binder dosages and the water-to-binder ratios of the concretes met the requirements of the exposure classes XC4 (carbonation in a cyclic wet and dry environment) of the standard NF EN 206/CN [
13]. Except for the aggregates, the 14 concretes were similar in terms of the other constituents (same cement type CEM II/A, limestone addition, effective water). The admixture required a recalibration of the dosage for each mix design to meet the workability objectives despite the variability of the water absorption of the recycled aggregates. The targeted consistencies were the same for all the concretes: S4 (slump range between 160 and 210 mm). The characteristics of the compositions are given in
Table 4 for C25 and
Table 5 for C45.
3.3. Production of Concrete
As proposed in the Recybéton project [
14], the aggregates were pre-saturated (the water content of recycled aggregates for mixing was equal to the water absorption plus 1%) and pre-homogenized. The recycled aggregates and the water quantity to add were introduced in a hermetic barrel. Rolling up the barrel for 10 min on the floor led to an increase in the homogeneity of the water in the aggregates. Then, the barrel was at rest for two hours before concrete mixing. In
Table 4 and
Table 5, the indicated quantities of water did not include the absorbed water.
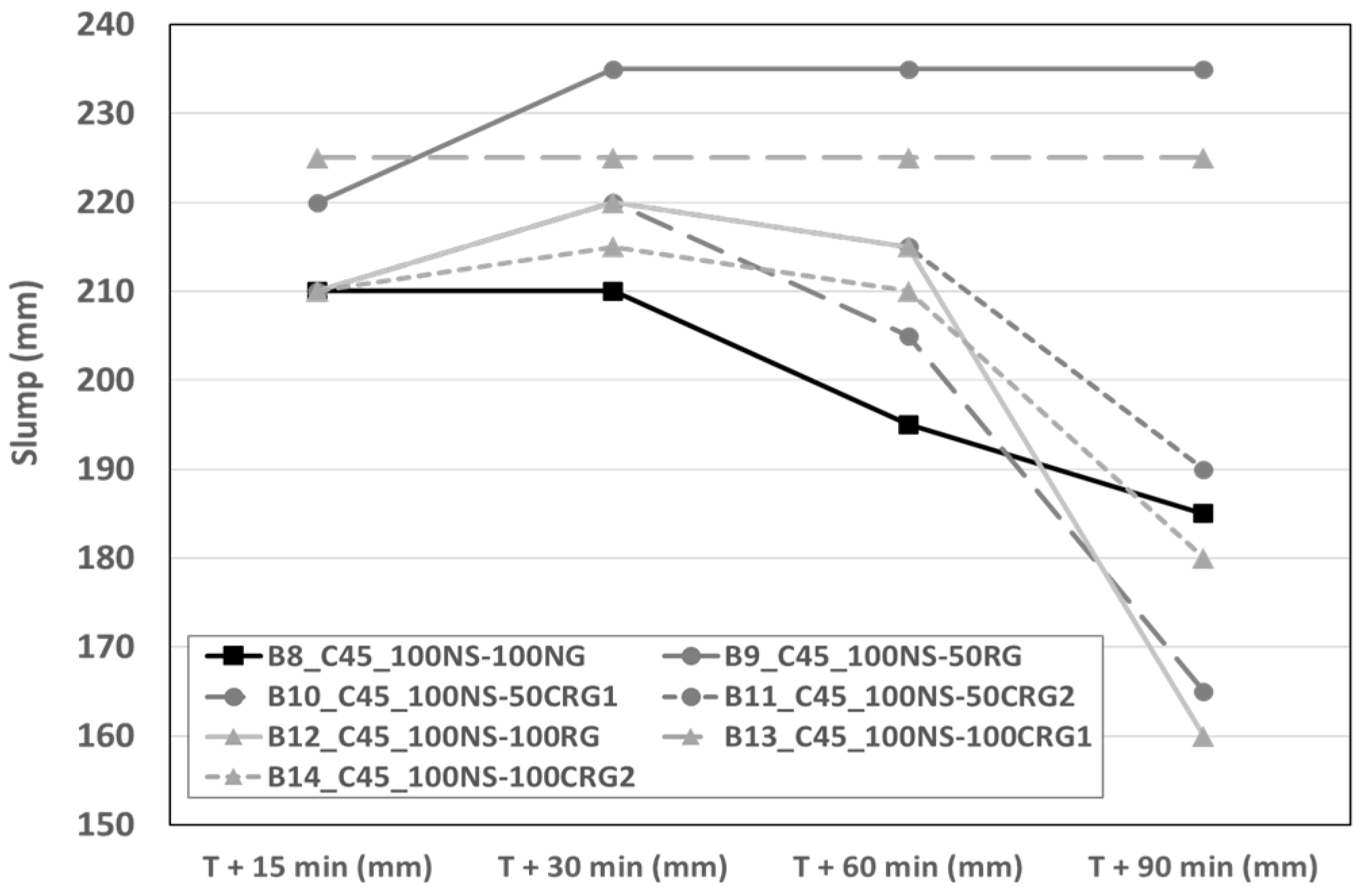
3.4. Properties of Concrete in the Fresh State
Maintenance of slump over time remains a parameter to be monitored for recycled concrete aggregates. The greatest stiffening was observed for class C45 concretes, which were more sensitive to water variations and therefore to the variability of water absorption of recycled aggregates, carbonated or not (
Figure 6 and
Figure 7). The choice of plasticizer, as well as the work on its dosage, made it possible to obtain equivalent slumps for all concretes and very satisfactory slump maintenance, even for long periods (up to 90 min for laboratory tests). The carbonation of recycled aggregates did not change the sensitivity of the concrete to admixture.
3.5. Mechanical Properties of Hardened Concrete
For a given 28-day compressive strength class measured on cylinders, carbonated RCA (CRCA) concrete differed only slightly from RCA concrete in the majority of compressive results (
Figure 8). For low substitution rates (up to 20% sand and 50% gravel), the effects of introducing RCA or CRCA on other concrete properties were minor. For high substitution rates, the effect was visible for the largest w/c ratio. The evolution of the compressive strength with time led to the same strength class of concrete as that obtained with natural or recycled non-carbonated aggregates. The results were similar for other mechanical properties, such as Young’s modulus or the pull-out strength [
15].
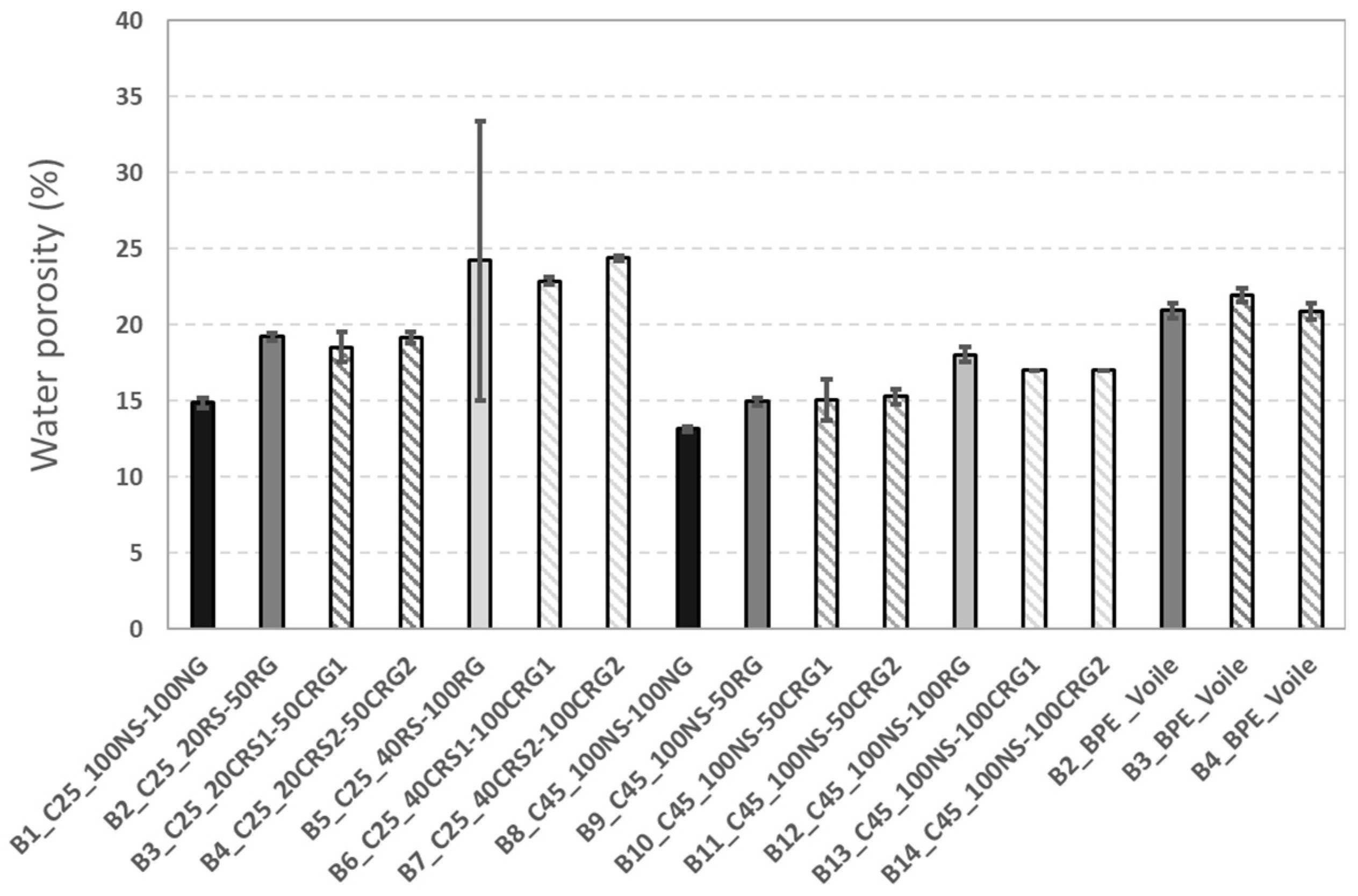
3.6. Durability Properties
The main durability indicators (water porosity, chloride ion migration, gas permeability, and accelerated carbonation rate) were measured.
Figure 9 shows that the concrete had a higher porosity with the rate of substitution with CRCA. This increase was of the same order of magnitude as that observed with the use of the same non-carbonated aggregates.
Regarding the diffusivity of chloride ions, the use of CRCA did not lead to any notable and systematic effects (
Figure 10). Concretes made with recycled aggregates, whether carbonated or not, corresponding to strength class C45 had diffusivities equivalent to concrete made with natural aggregates. Similar results were observed for the carbonation rate. Concerning the risks associated with reinforcement corrosion, the use of CRCA can therefore be considered in the same way as the use of RCA. These results highlighted the contribution of greater compactness of the cementitious matrix and confirmed the relevance of reducing the water-to-binder ratio (W/B) when the incorporation rates of recycled aggregates (carbonated or not) were high.
3.7. Discussion
These results fell short of what is reported in the literature, where a significant improvement in mechanical and durability properties was observed in some recent studies [
17,
18,
19,
20] on the use of CRCA. However, these studies used carbonated recycled aggregates derived from carbonation processes that were very different from the industrial approach of the project. Other causes are also possible, such as natural carbonation of the RCAs due, as explained before, to an interruption of the work during the COVID pandemic. This issue is still under review.
4. Estimation of a Possible Gain in the Climate Change Impact of Concrete
4.1. LCA Considerations
A life cycle assessment of the carbonation process was carried out to estimate the possible environmental gains [
21]. Here, only the carbon footprint aspect will be discussed. According to the EN 16757 standard, concrete’s life cycle includes the deconstruction phase. This means that, for example, the carbon emitted during the crushing of recycled aggregates is charged to the concrete. The limit is at the point of substitution, i.e., when the recycled aggregate becomes a product and is likely to replace a natural aggregate. Only the additional operations, such as screening and additional crushing, are charged to the new aggregate. This also implies that the benefits of accelerated carbonation should therefore be allocated to this new aggregate.
4.2. Assumptions for Calculating the Climate Change Impact of Carbonation
In the following, the CO
2 impact of transport was estimated using data from the Ecoinvent database [
22,
23] and other impacts were estimated during the project directly from Lafarge’s demonstrator. The estimations were as follows:
- -
Transport to the recycling site was taken into account using the previous cycle (concrete);
- -
Aditionnal operations for RCA = 1.6 kg of CO2eq/t of CRCA;
- -
Transport from recycling site to carbonation site = 30 km, i.e., 4.7 kg of CO2eq/t of CRCA;
- -
Carbonation = 0.9 kg of CO2eq/t of CRCA;
- -
Carbonation infrastructure = 0.4 kg of CO2eq/t of CRCA;
- -
Transport from carbonation site to concrete production plant = 20 km, i.e., 3.1 kg of CO2eq/t of CRCA.
For the carbonation, these hypotheses were based on an analysis of the demonstrators of the project. The total CO2eq impact was rounded to 11 kg of CO2eq/t of CRCA. For the recycled sand, considering the 39 kg of CO2 captured in the fluidized bed, we had a balance of 11 − 39 = −28 kg of CO2eq/t, and for the gravel, 11 − 12 = −1 kg of CO2eq/t.
4.3. Application to Concretes
A concrete with an XC4 exposure class was considered. This concrete contained 1000 kg of gravel and 900 kg of sand in 1 m
3. Within the framework of the recent French annex of EN206 [
13], it was possible in this case to replace natural aggregates by 50% for the gravel and 20% for the sand if the water-to-binder ratio was decreased by 0.05. This generated a CO
2eq saving compared with the use of natural aggregate, which had an impact of 2.6 kg CO
2eq/t as follows:
If a performance-based approach is used, this could allow for the validation of a formula containing, for example, 100% recycled gravel and 50% recycled sand. In this case, the quantities would therefore be 1000 kg of carbonated recycled gravel and 450 kg of carbonated recycled sand, and the CO
2 saving would be as follows:
which represents about 10% of the climate change impact of classical concrete.
5. Conclusions
The national FastCarb project already drew some conclusions regarding the accelerated carbonation of recycled concrete aggregates. First, it was possible to demonstrate that the carbonation of RCA was possible on an industrial scale and not only in the laboratory. Two demonstrators were installed in cement plants where the gases from the kiln were directly used. The amount of CO2 stored was up to 40 kg/t of RCA for the sandy fraction. Concretes incorporating these carbonated RCA were manufactured and it was shown that the use of these concretes could be the same as for conventional RCA. A better behavior was expected but not confirmed by our tests.
The LCA of these demonstrators confirmed that the sandy fraction of RCA was the most interesting material for CO2 absorption and climate change impact when the carbonated recycled aggregates were used in new concrete. The carbonated sand had an initial negative weight in terms of CO2. This is also interesting for a circular economy objective because recycled concrete sand is difficult to use in concretes made with RCA.
The project showed that accelerated carbonation is feasible at an industrial scale with results consistent with laboratory experiments and with positive impacts when RCA transport is limited. The amount of CO2 that could be mineralized will not solve the problem of CO2 emissions from the concrete industry by itself but is a possible and interesting contribution to fostering the circular economy.
Author Contributions
L.I.: writing—original draft preparation, resources, conceptualization, methodology, and formal analysis; T.P.: writing—original draft preparation, resources, conceptualization, methodology, and formal analysis; J.-M.P.: writing—original draft preparation, conceptualization, methodology, and formal analysis; J.-M.T.: writing—review and editing, conceptualization, methodology, formal analysis, supervision and project administration, and funding acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
The investigations and results reported in this paper were supported by the French Ministry for the Ecological Transition in the framework of the FastCarb National Project.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
The authors would like to thank Laury Barnes-Davin, Yvan-Pierre Jacob, Xavier Guillot, Vincent Meyer, Jena Jeong, Laetitia Robbiano, Amor Ben Fraj, Harifidy Ranaivomanana, Gabriel Pham, Fanny Geffray, Ouali Amiri, Jonathan Mai-Nhu, Patrick Rougeau, Adelaide Feraille, Myriam Saadé, Assia Djerbi, Othman Omikrine-Metalssi, Marie Sereng, and Patrick Dangla for their contributions to this collective work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhan, B.; Poon, C.S.; Liu, Q.; Kou, S.C.; Shi, C. Experimental study on CO2 curing for enhancement of recycled aggregate properties. Constr. Build. Mat. 2014, 67, 3–7. [Google Scholar] [CrossRef]
- Pu, Y.; Li, L.; Wang, Q.; Shi, X.; Luan, C.; Zhang, G.; Fu, L.; El-Fatah Abomohra, A. Accelerated carbonation technology for enhanced treatment of recycled concrete aggregates: A state-of-the-art review. Constr. Build. Mat. 2021, 282, 122671. [Google Scholar] [CrossRef]
- Zajac, M.; Skibsted, J.; Skocek, J.; Durdzinski, P.; Bullerjahn, F.; Ben Haha, M. Phase assemblage and microstructure of cement paste subjected to enforced, wet carbonation. Cem. Concr. Res. 2020, 130, 105990. [Google Scholar] [CrossRef]
- Li, L.; Wu, M. An overview of utilizing CO2 for accelerated carbonation treatment in the concrete industry. J. CO2 Util. 2022, 60, 102000. [Google Scholar] [CrossRef]
- Xiao, J.; Zhang, H.; Tang, Y.; Deng, Q.; Wang, D.; Poon, C.S. Fully utilizing carbonated recycled aggregates in concrete: Strength, drying shrinkage and carbon emissions analysis. J. Clean. Prod. 2022, 377, 134520. [Google Scholar] [CrossRef]
- Winnefeld, F.; Leemann, A.; German, A.; Lothenbach, B. CO2 storage in cement and concrete by mineral carbonation. Curr. Opin. Green Sustain. Chem. 2022, 38, 100672. [Google Scholar] [CrossRef]
- Skocek, J.; Zajac, M.; Ben Haha, M. Carbon Capture and Utilization by mineralization of cement pastes derived from recycled concrete. Sci. Rep. 2020, 10, 5614. [Google Scholar] [CrossRef] [PubMed]
- Tam, V.W.; Butera, A.; Le, K.N.; Li, W. Utilising CO2 technologies for recycled aggregate concrete: A critical review. Constr. Build. Mater. 2020, 250, 118903. [Google Scholar] [CrossRef]
- Sereng, M.; Djerbi, A.; Metalssi, O.; Dangla, P.; Torrenti, J.-M. Improvement of recycled aggregates properties by means of CO2 uptake. Appl. Sci. 2021, 11, 6571. [Google Scholar] [CrossRef]
- Torrenti, J.M.; Amiri, O.; Barnes-Davin, L.; Bougrain, F.; Braymand, S.; Cazacliu, B.; Colin, J.; Cudeville, A.; Dangla, P.; Djerbi, A.; et al. The FastCarb project: Taking advantage of the accelerated carbonation of recycled concrete aggregates. Case Stud. Constr. Mater. 2022, 17, e01349. [Google Scholar] [CrossRef]
- Xian, X.; Zhang, D.; Shao, Y. Flue gas carbonation curing of cement paste and concrete at ambient pressure. J. Clean. Prod. 2021, 313, 127943. [Google Scholar] [CrossRef]
- Zhao, Z.; Xiao, J.; Damidot, D.; Rémond, S.; Bulteel, D.; Courard, L. Quantification of the Hardened Cement Paste Content in Fine Recycled Concrete Aggregates by Means of Salicylic Acid Dissolution. Materials 2022, 15, 3384. [Google Scholar] [CrossRef] [PubMed]
- EN 206/CN; Concrete—Specification, Performance, Production and Conformity. AFNOR: Paris, France, 2022.
- de Larrard, F.; Colina, H. Concrete Recycling—Research and Practice; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Pernin, T.; Robbiano, L.; Ranaivomanana, H.; Ben-Fraj, A.; Geffray, F.; Pham, G.; Guillot, X.; Rougeau, P.; Amiri, O. Projet National FastCarb–Production de bétons contenant des granulats de béton recyclés carbonatés. Acad. J. Civ. Eng. 2022, 40, 93–104. [Google Scholar]
- XP P18-462; Essai sur Béton Durci—Essai Accéléré de Migration des Ions Chlorure en Régime Non-Stationnaire—Détermination du Coefficient de Diffusion Apparent des Ions Chlorure. AFNOR: Paris, France, 2012.
- Russo, N.; Lollini, F. Effect of carbonated recycled coarse aggregates on the mechanical and durability properties of concrete. J. Build. Eng. 2022, 51, 104290. [Google Scholar] [CrossRef]
- Lu, B.; Shi, C.; Cao, Z.; Guo, M.; Zheng, J. Effect of carbonated coarse recycled concrete aggregate on the properties and microstructure of recycled concrete. J. Clean. Prod. 2019, 233, 421–428. [Google Scholar] [CrossRef]
- Xuan, D.X.; Zhan, B.J.; Poon, C.S. Durability of recycled aggregate concrete prepared with carbonated recycled concrete aggregates. Cem. Concr. Compos. 2017, 84, 214–221. [Google Scholar] [CrossRef]
- Zhang, H.; Romero Rodriguez, C.; Dong, H.; Gan, Y.; Schlangen, E.; Šavija, B. Elucidating the effect of accelerated carbonation on porosity and mechanical properties of hydrated portland cement paste using X-ray tomography and advanced micromechanical testing. Micromachines 2020, 11, 471. [Google Scholar] [CrossRef] [PubMed]
- Guyard, P.; Saade, M.; Feraille, A. Carbonatation accélérée de granulats de béton recyclés quels bénéfices environnementaux? Acad. J. Civ. Eng. 2022, 40, 117–131. (In French) [Google Scholar]
- Frischknecht, R.; Jungbluth, N.; Althaus, H.-J.; Doka, G.; Dones, R.; Heck, T.; Hellweg, S.; Hischier, R.; Nemecek, T.; Rebitzer, G.; et al. The ecoinvent database: Overview and methodological framework (7 pp). Int. J. Life Cycle Assess. 2005, 10, 3–9. [Google Scholar] [CrossRef]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}