
Additive Friction Stir Deposition of AA7075-T6 Alloy: Impact of Process Parameters on the Microstructures and Properties of the Continuously Deposited Multilayered Parts

 ,
,  , , ,
, , ,  ,
,
Abstract
:1. Introduction
2. Materials and Procedures
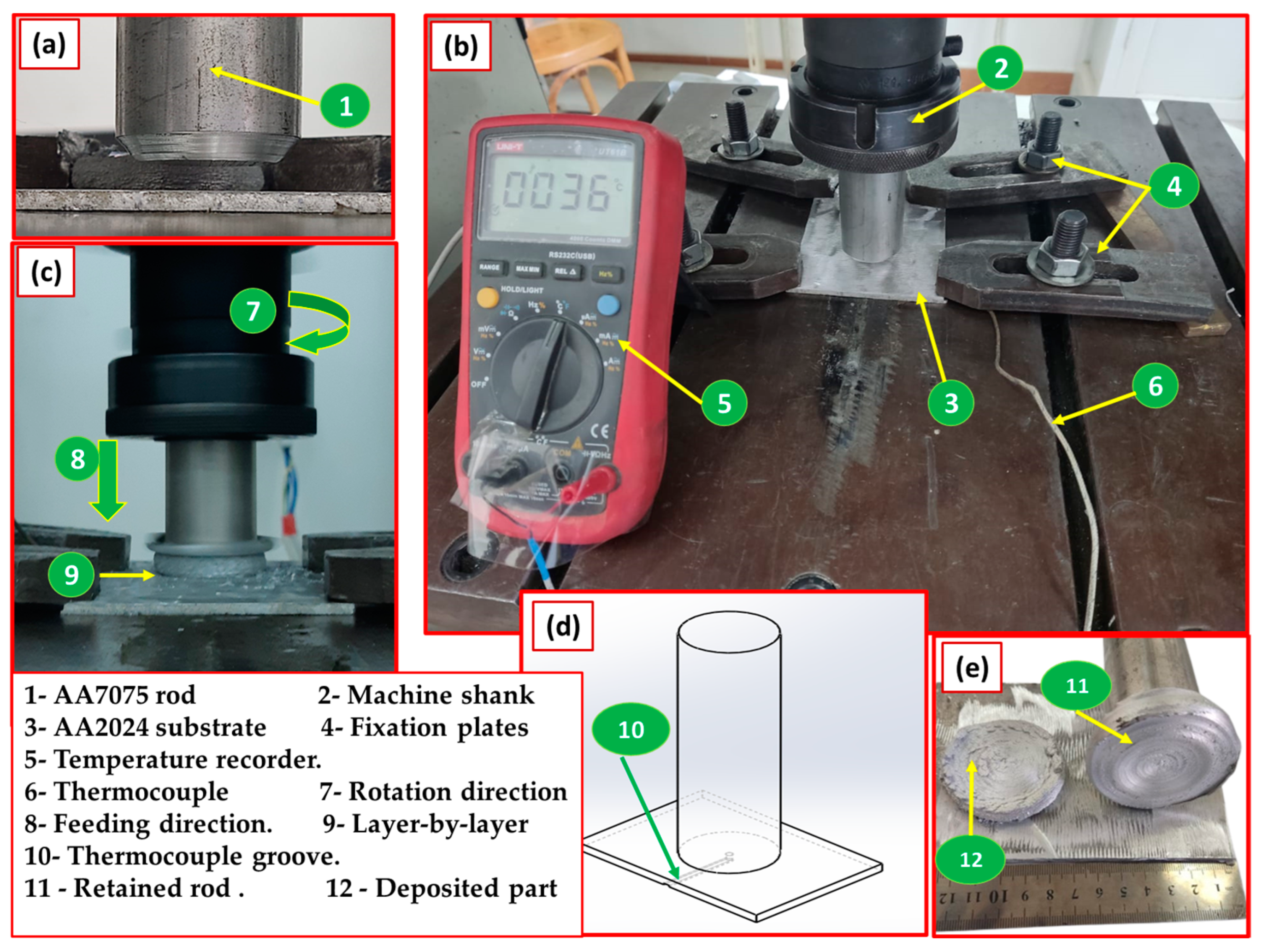
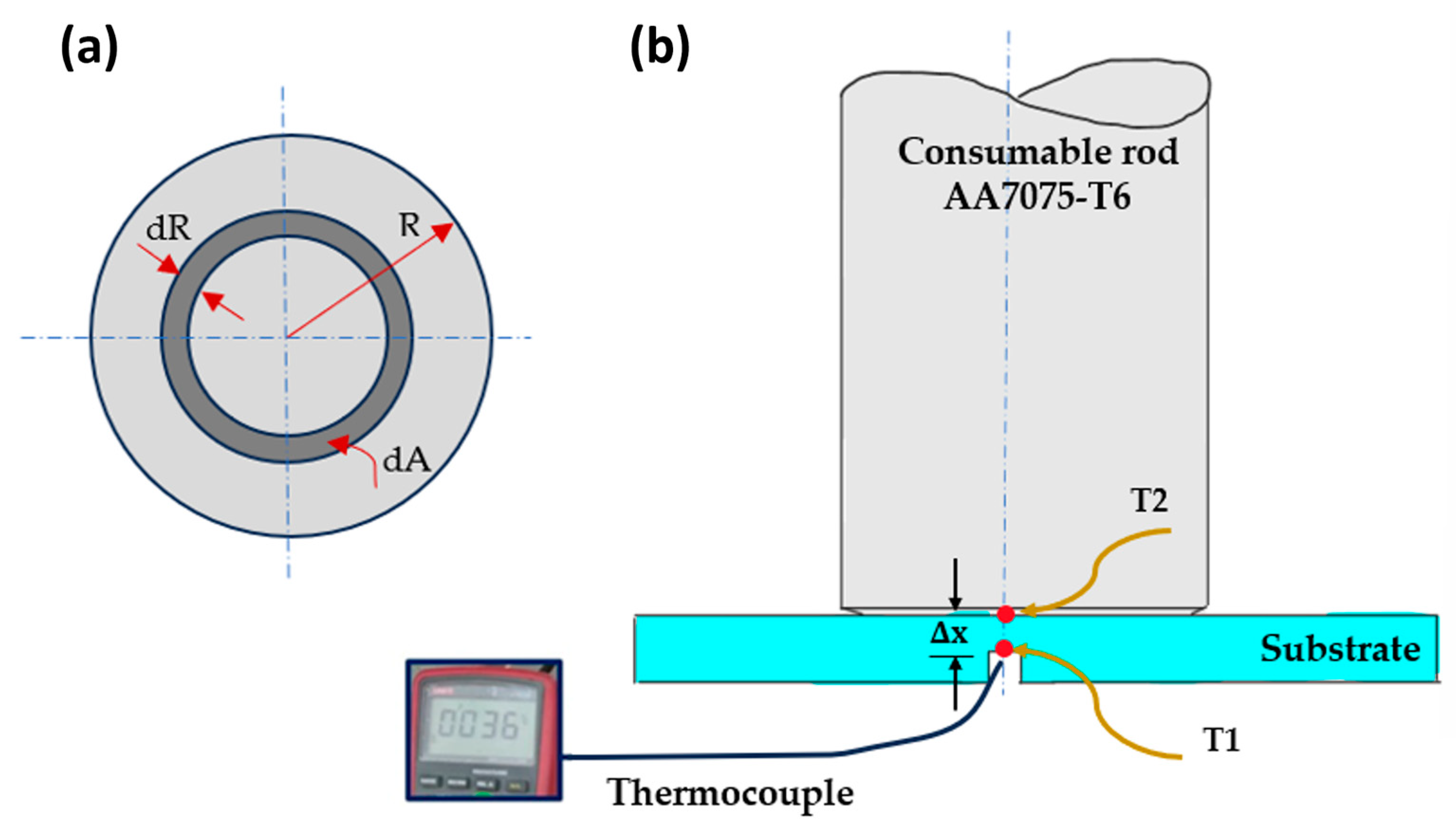
2.1. Initial Materials and Additive Manufacturing Friction Stir Deposition Process
2.2. Characterization of the Additive Manufacturing Deposited Parts
3. Results and Discussion
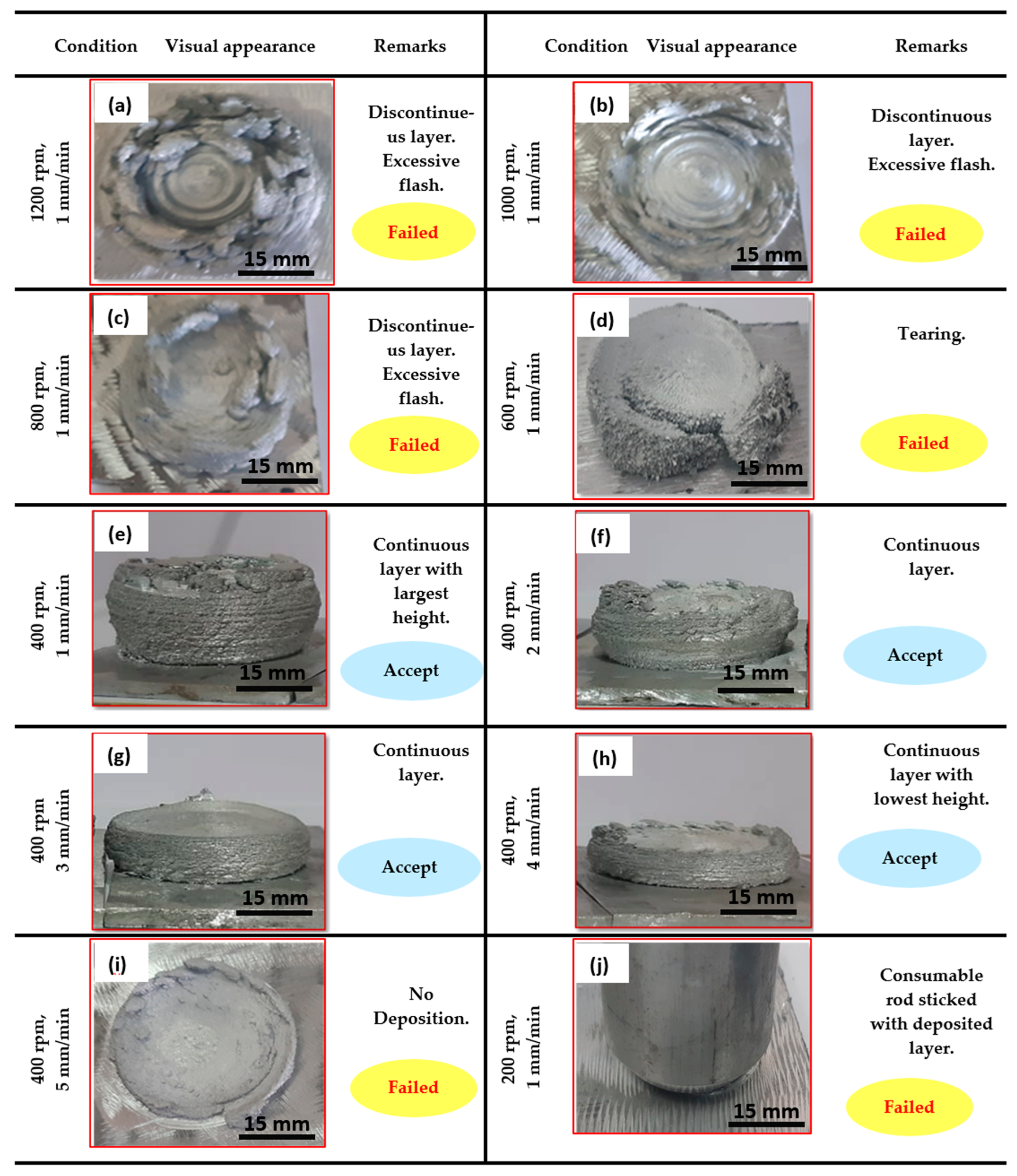
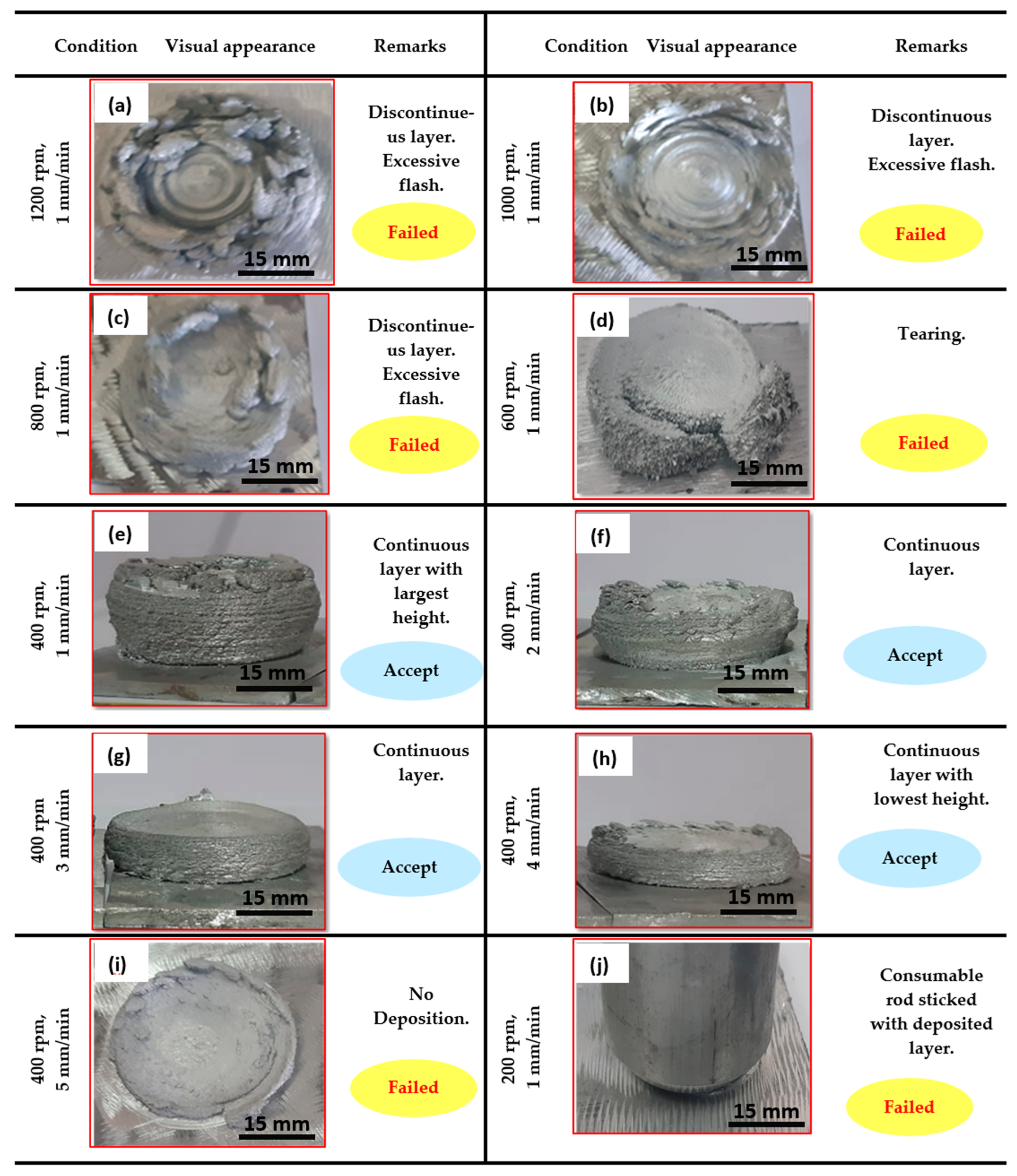
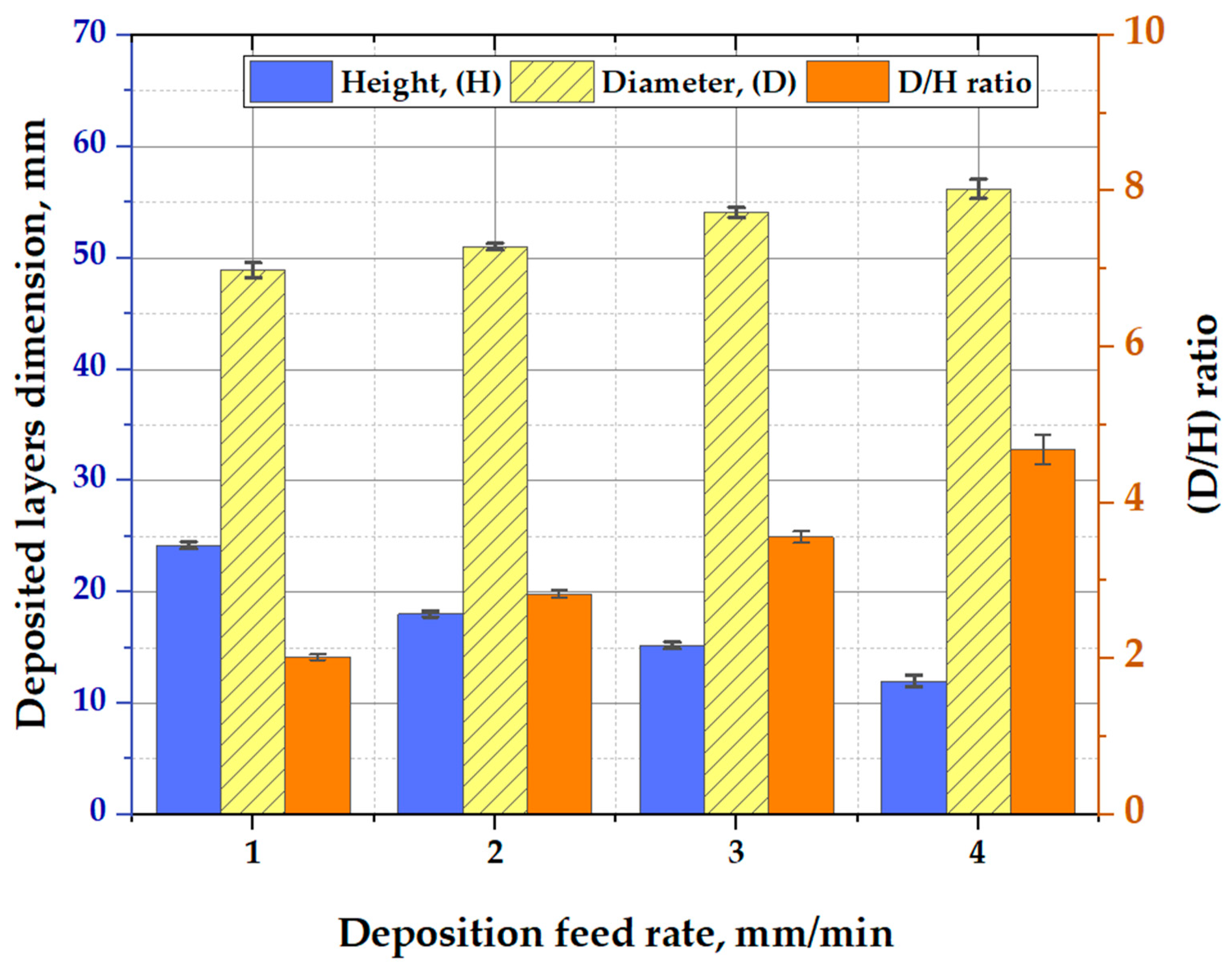
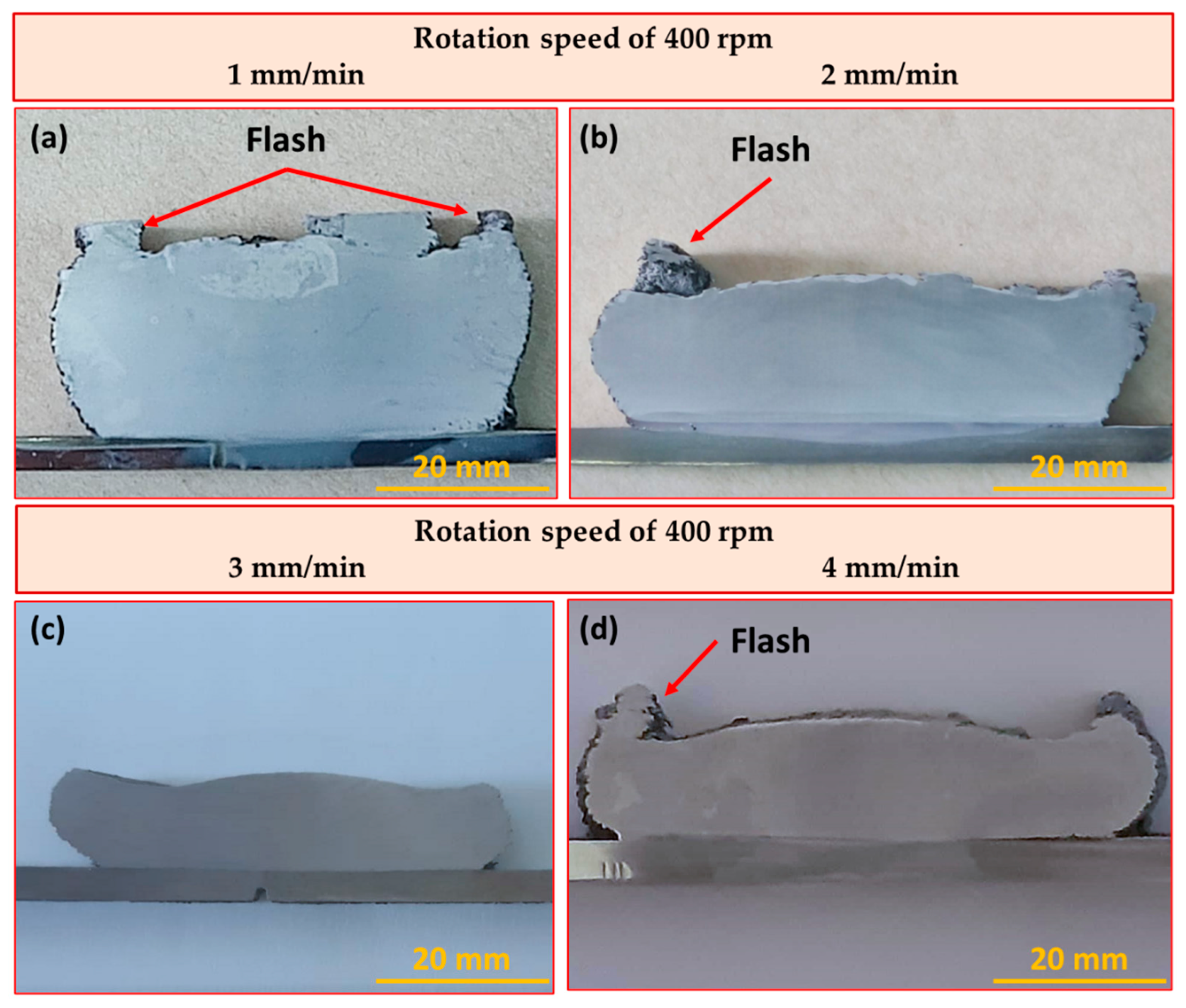
3.1. Visual Inspection of the AFSD Parts
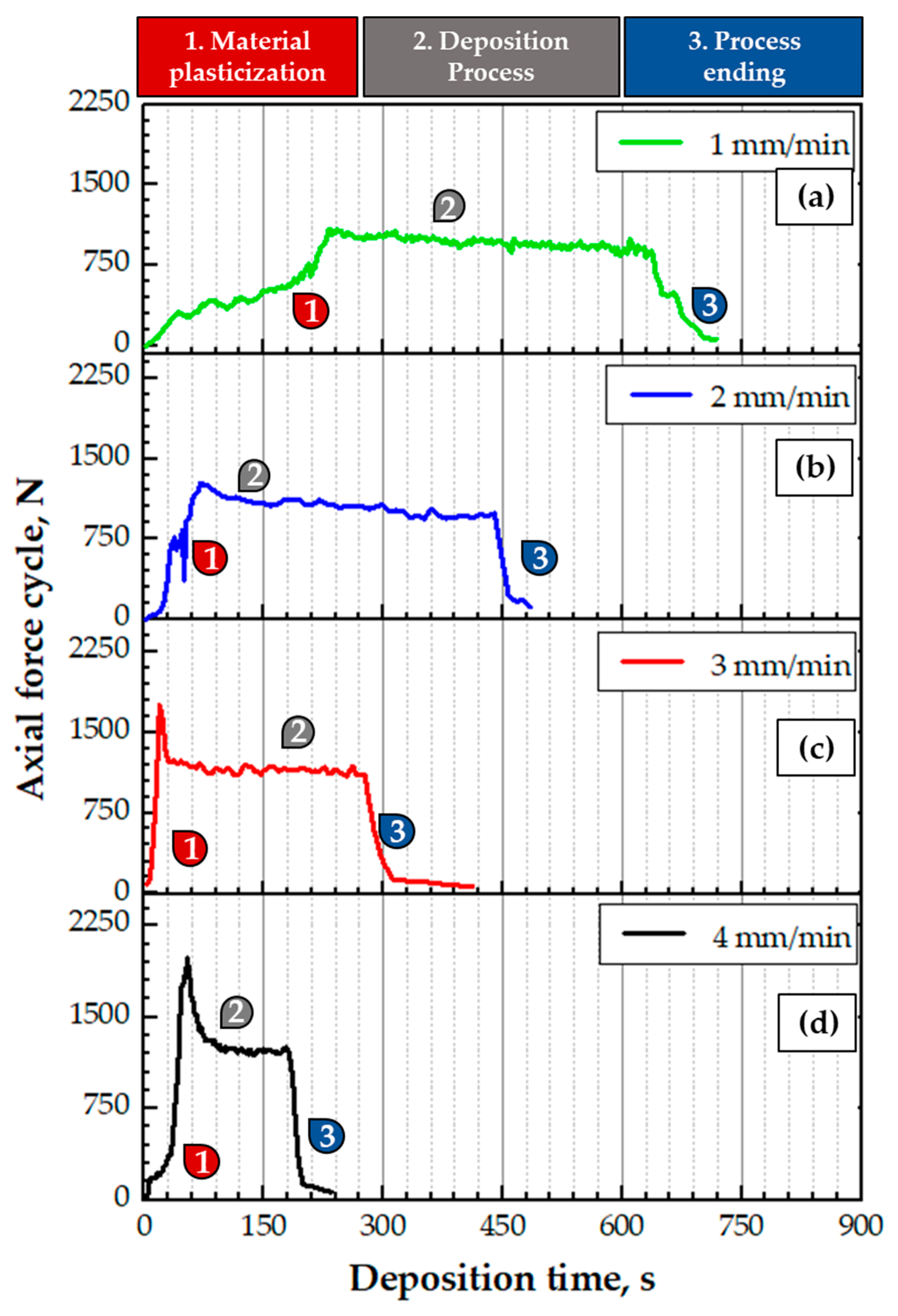
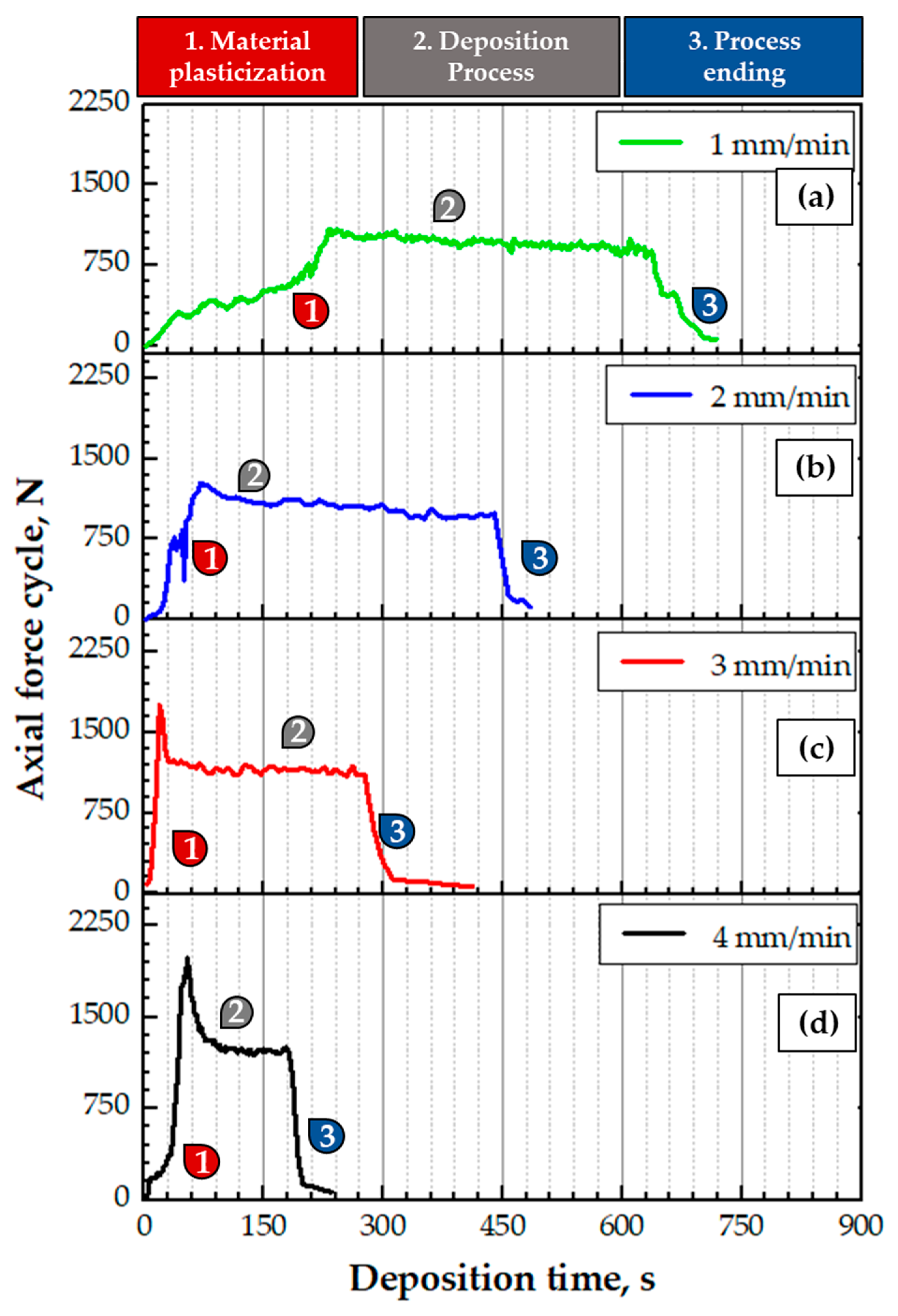
3.2. Additive Friction Stir Deposition Axial Force
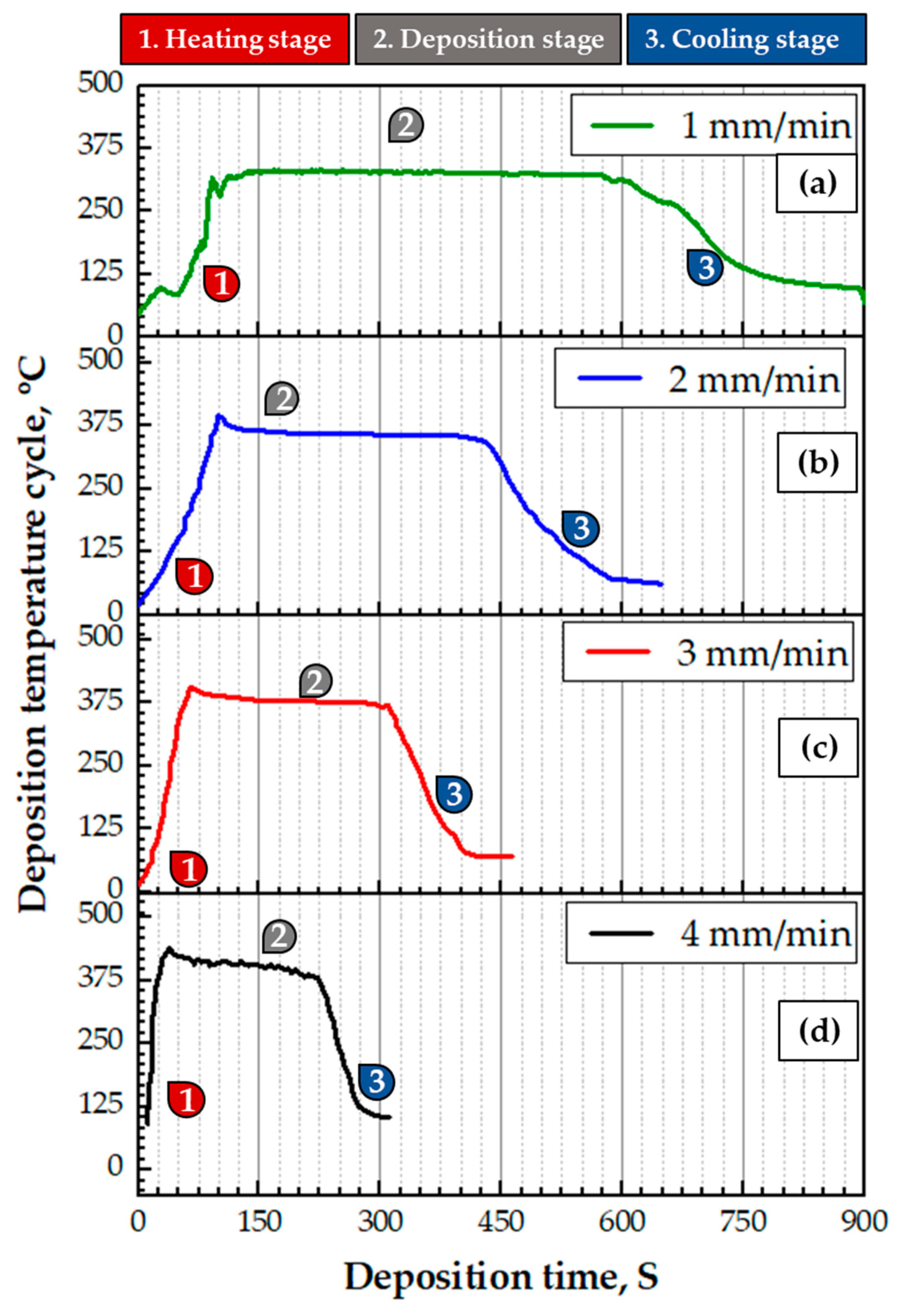
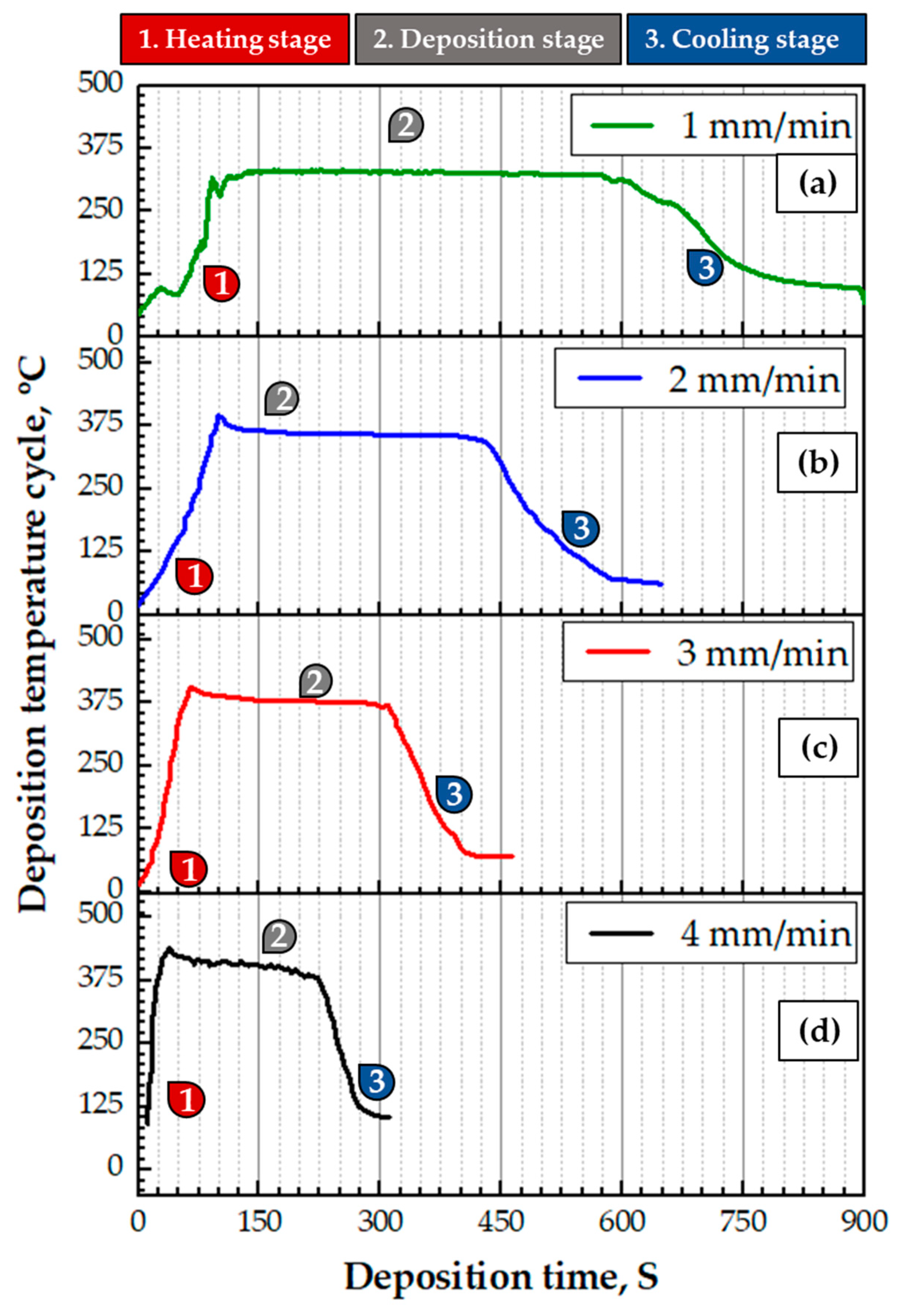
3.3. Thermal Cycle during the AFSD Process
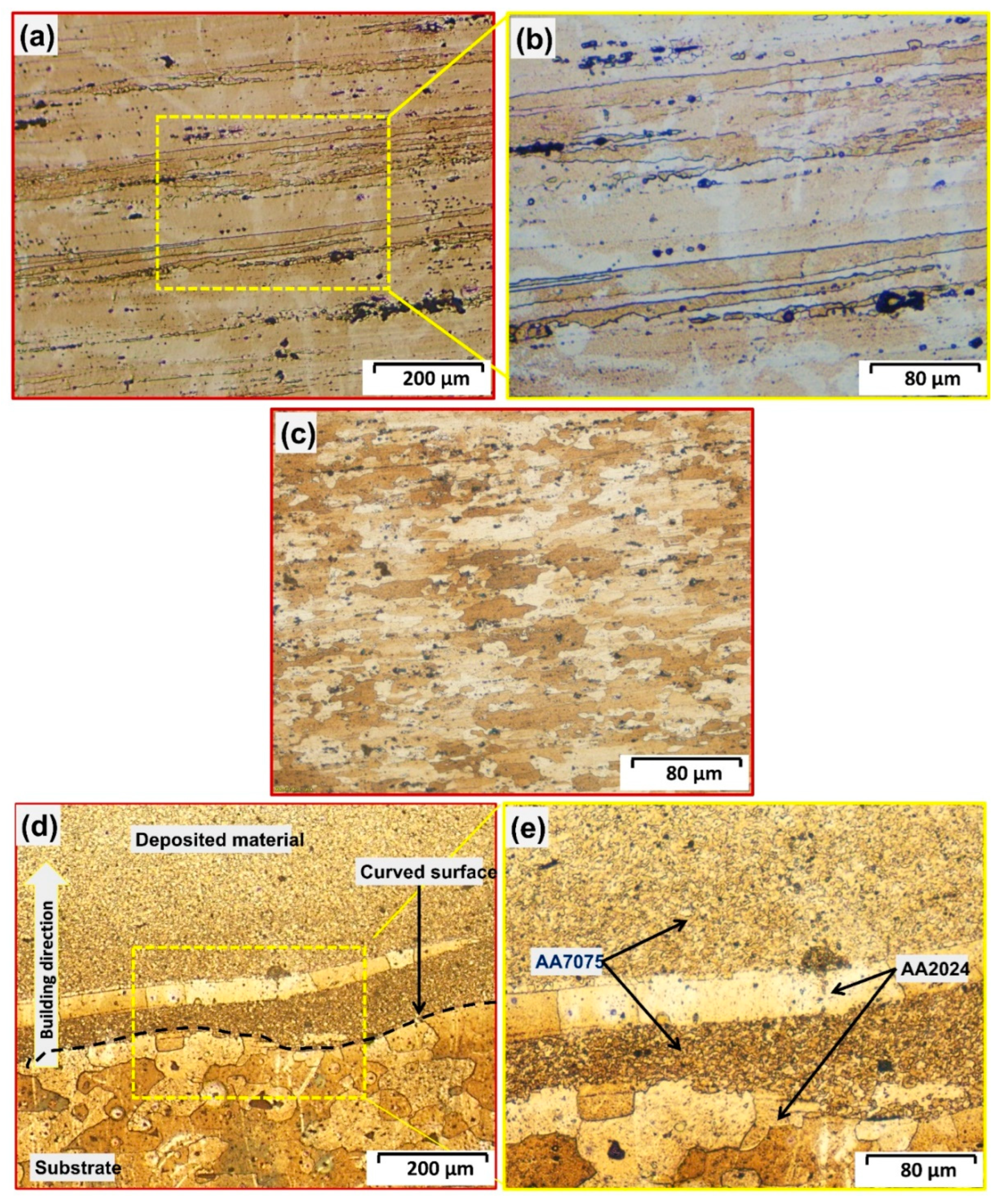
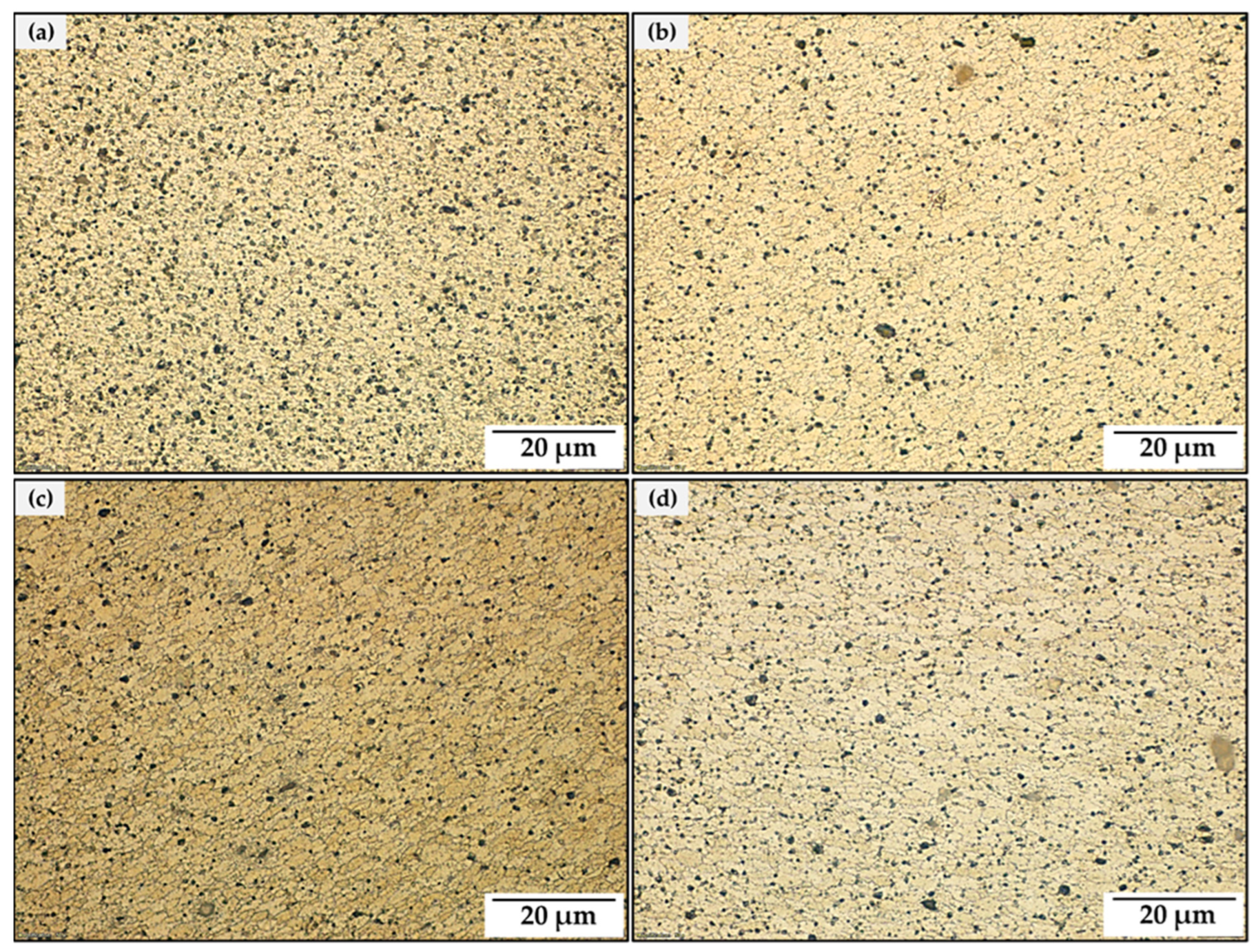
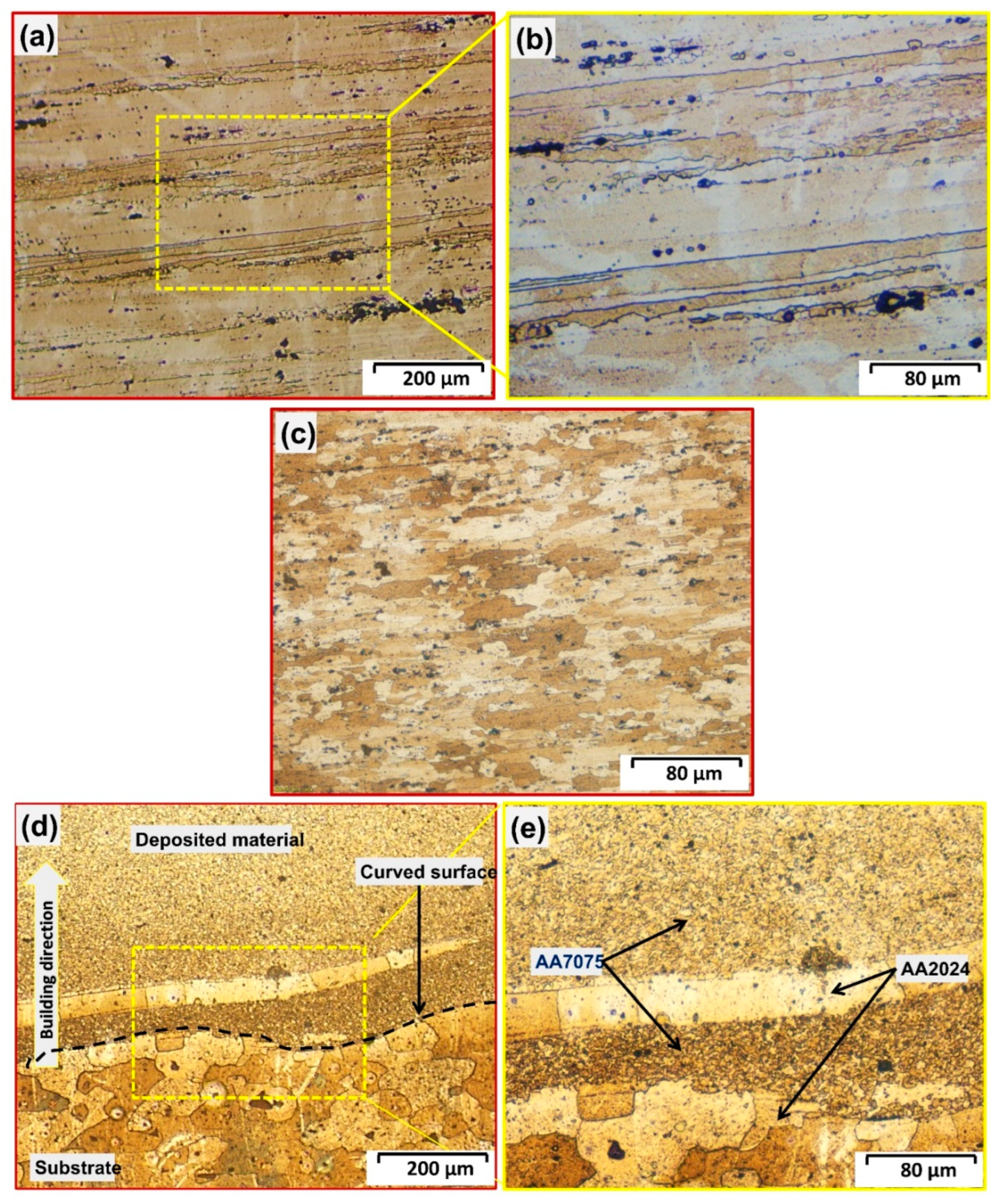
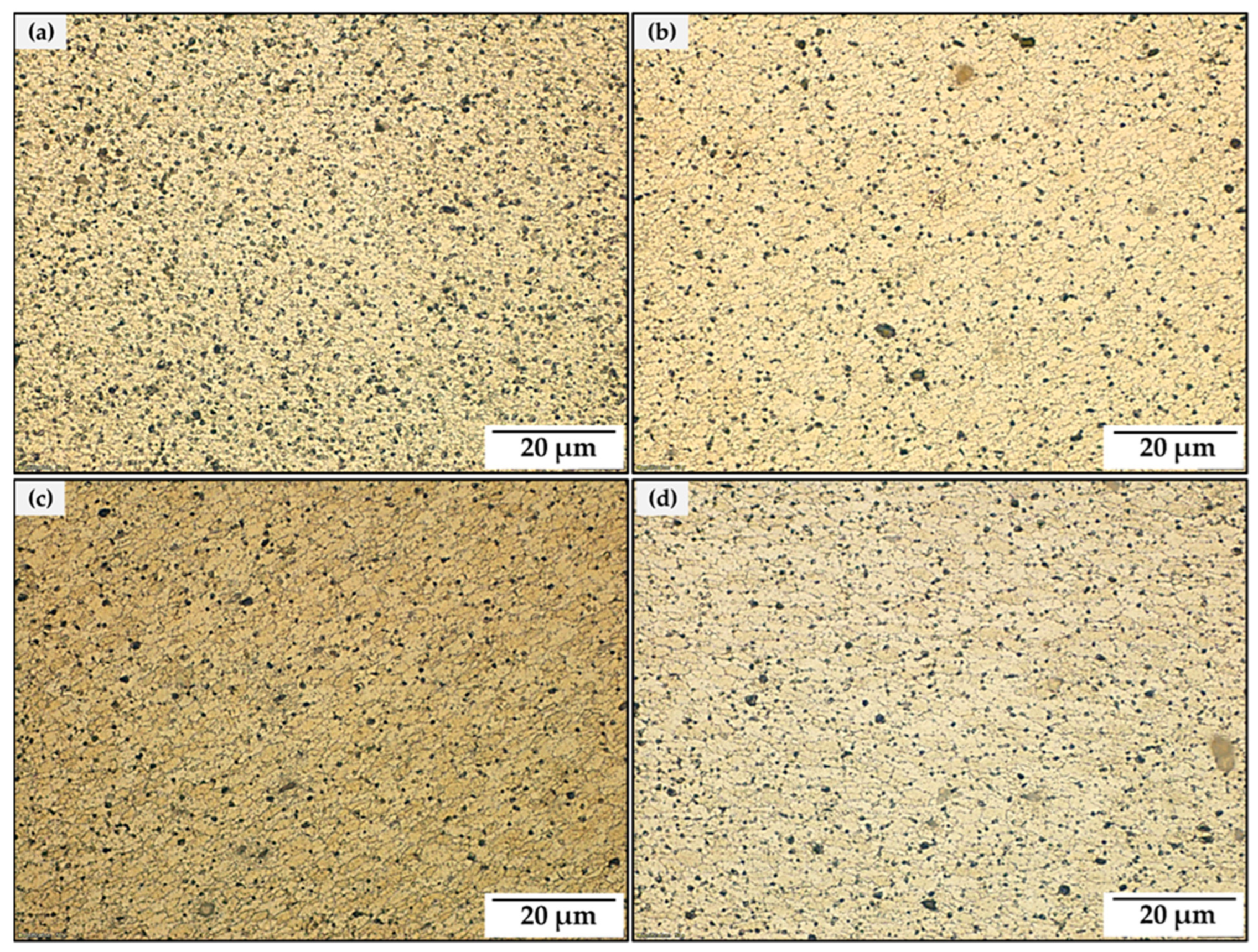
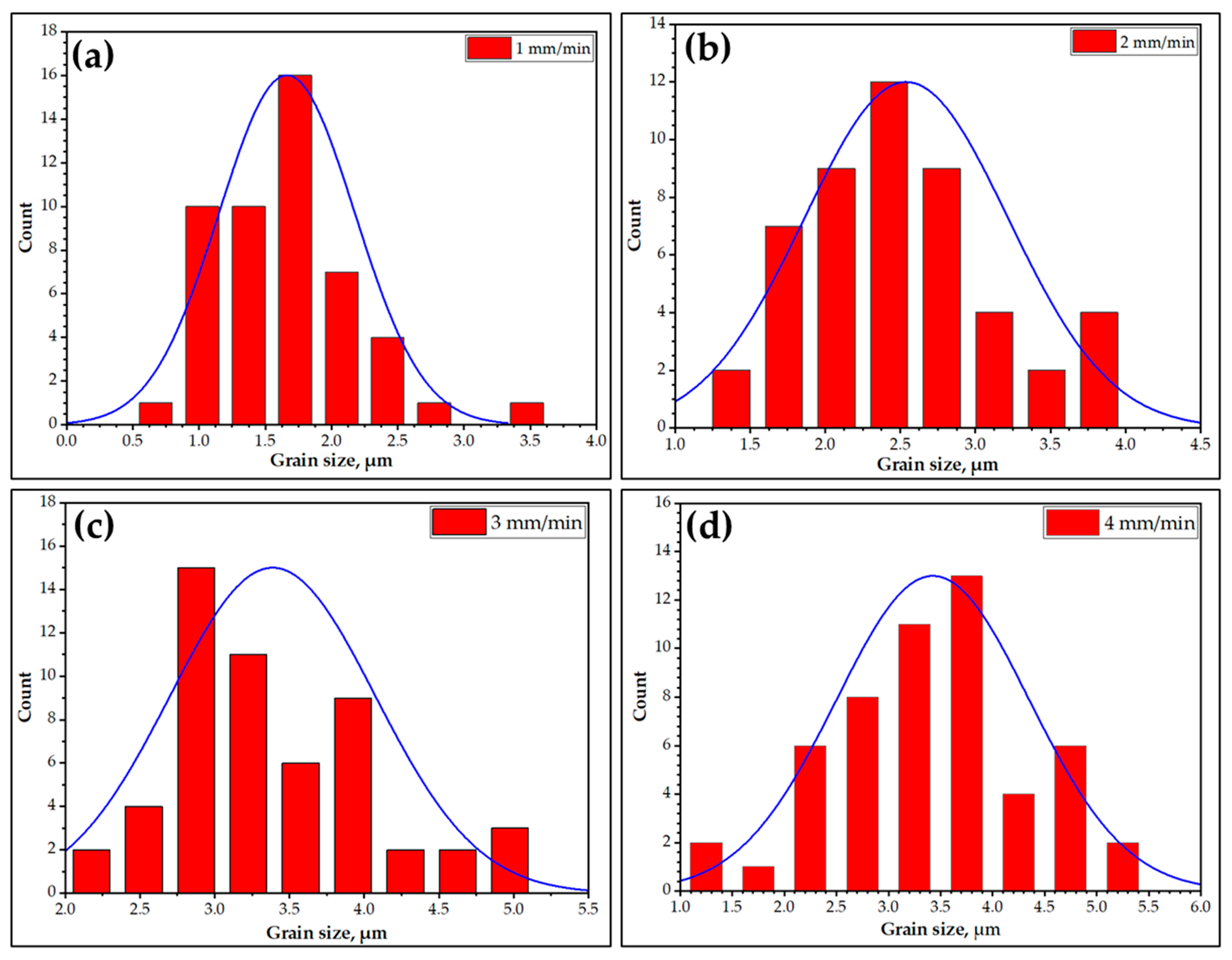
3.4. Macrostructure and Microstructure Investigation
3.5. Mechanical Properties
4. Conclusions
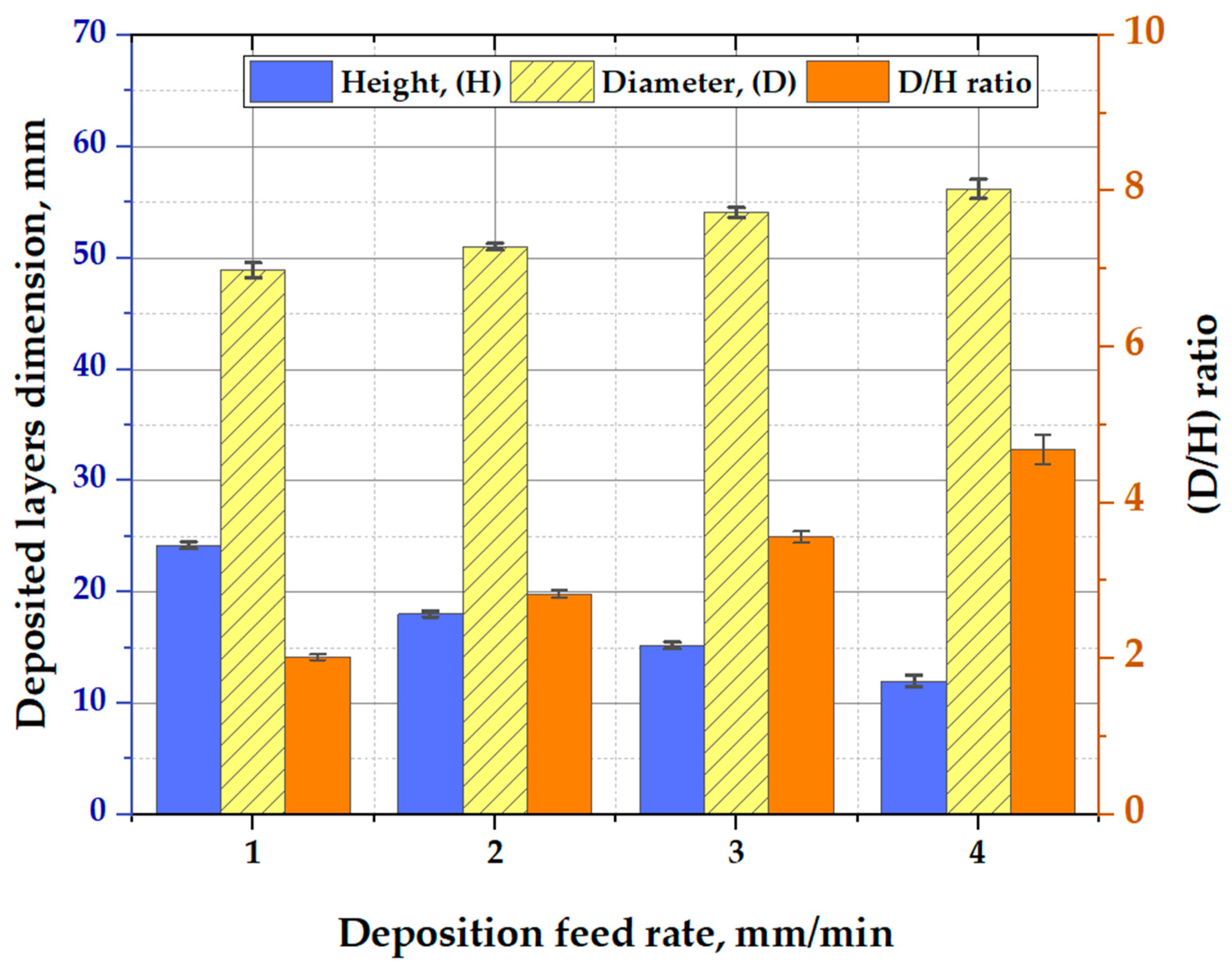
- The suggested AFSD process successfully fabricated sound continuous multilayered AA7075-T6 DPs without any physical defects (porosity or cavities) using a 400 rpm rotation speed and 1, 2, 3, and 4 mm/min deposition feed rates.
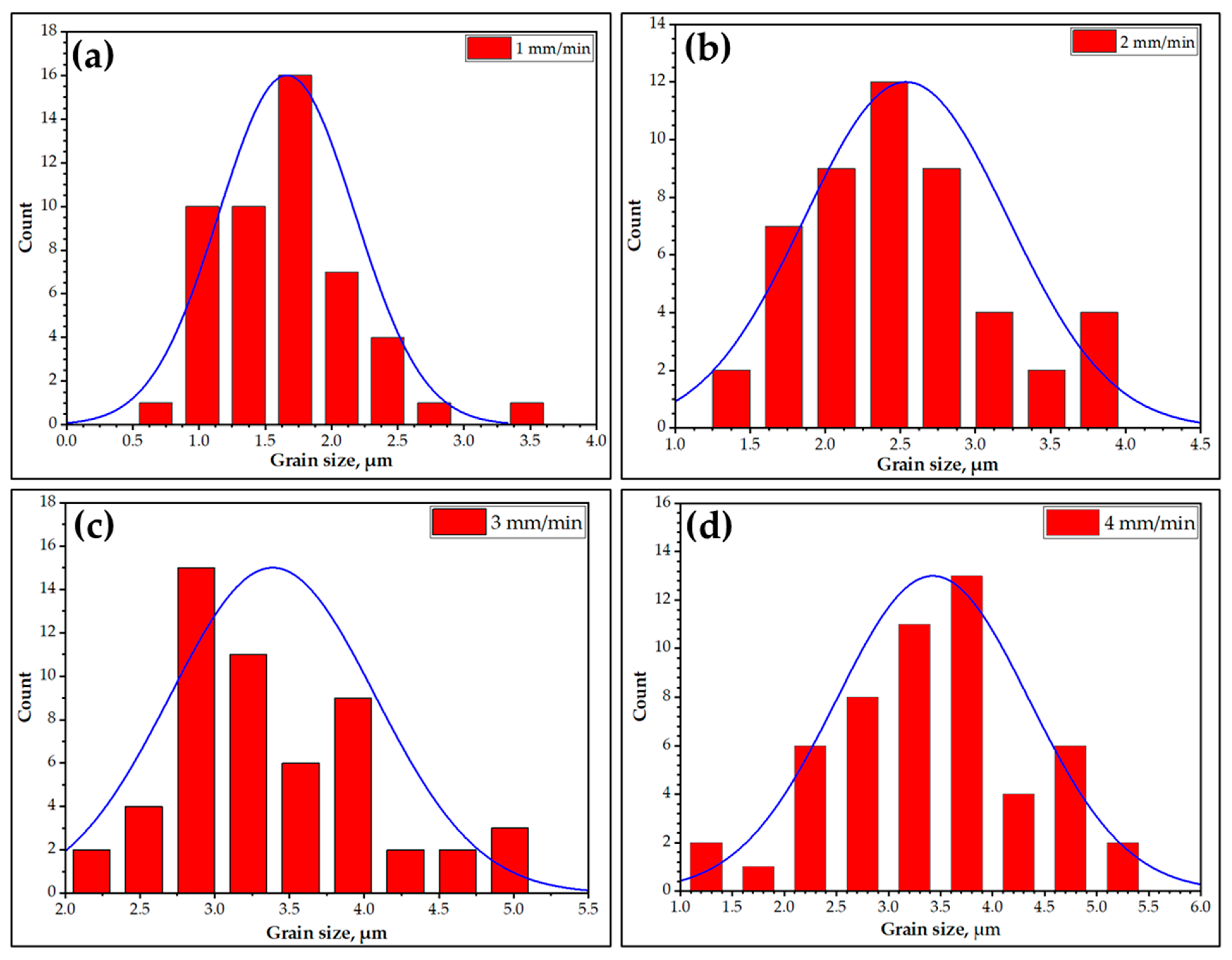
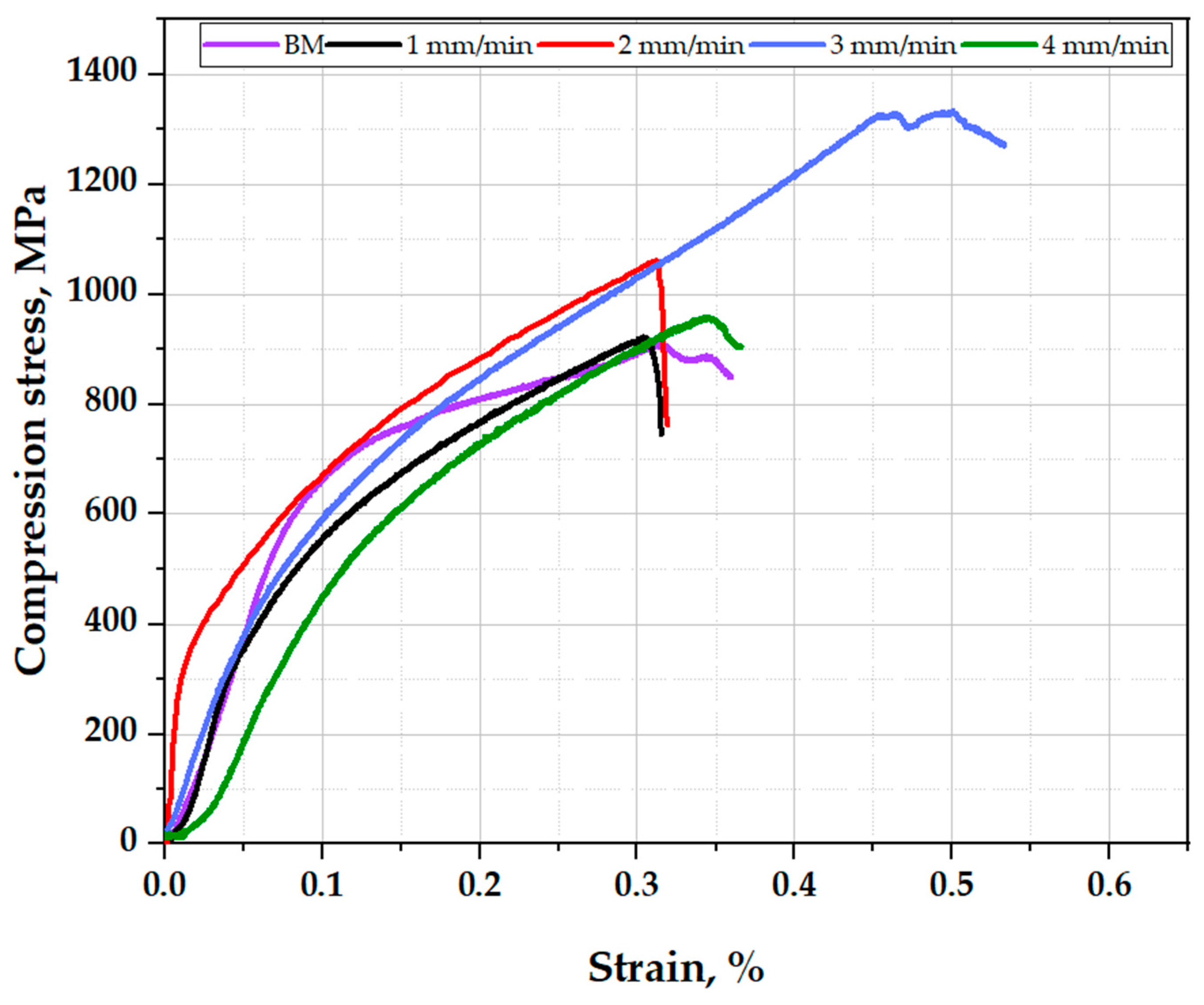
- The microstructure investigation showed that the AFSD at the applied deposition parameters produced equiaxed fine grain structures compared to the AA7075-T6 rod BM, and the optimum parameters for manufacturing deposited high-performance materials were found to be a CRRS of 400 rpm and a deposition feeding rate of 3 mm/min.
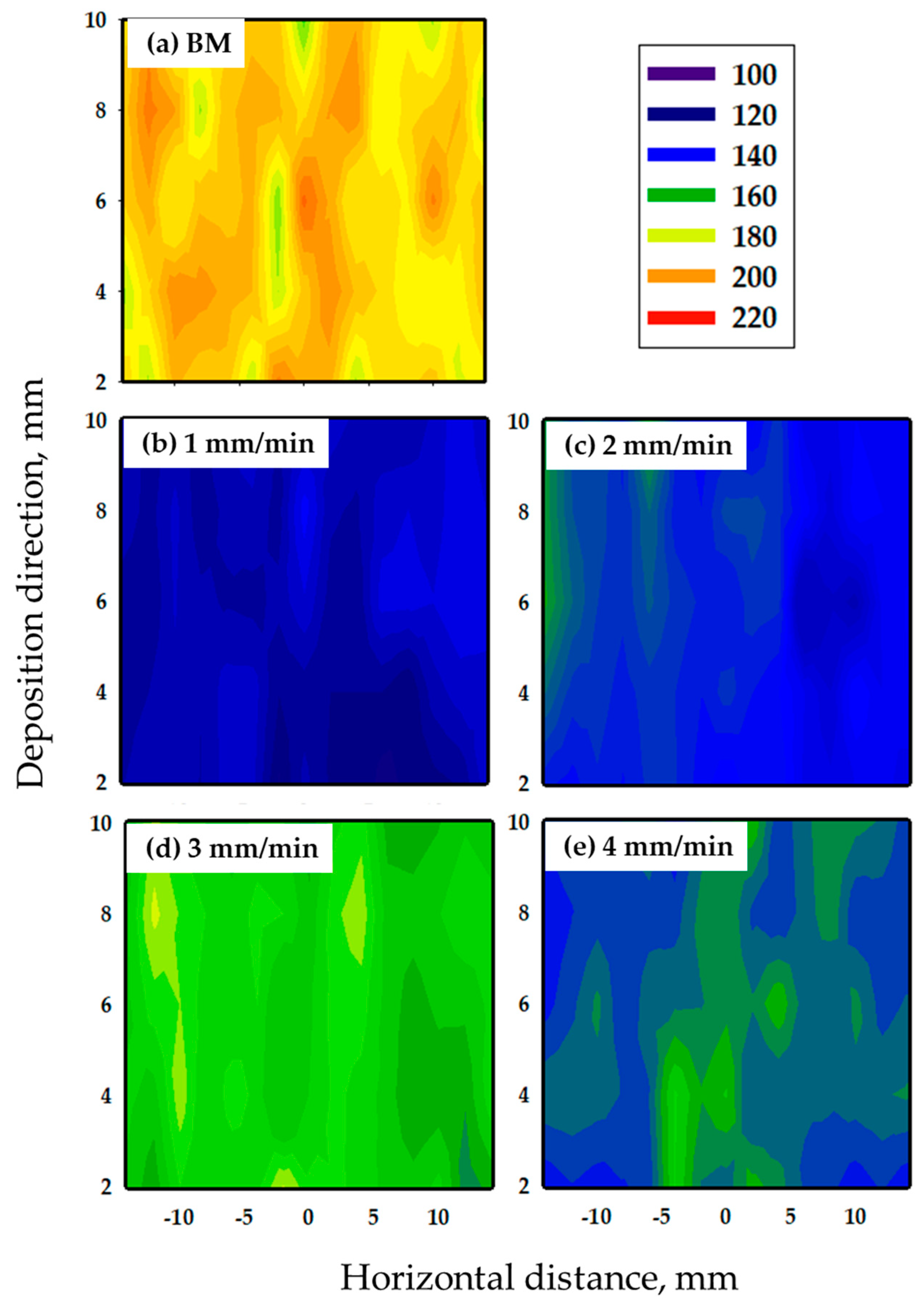
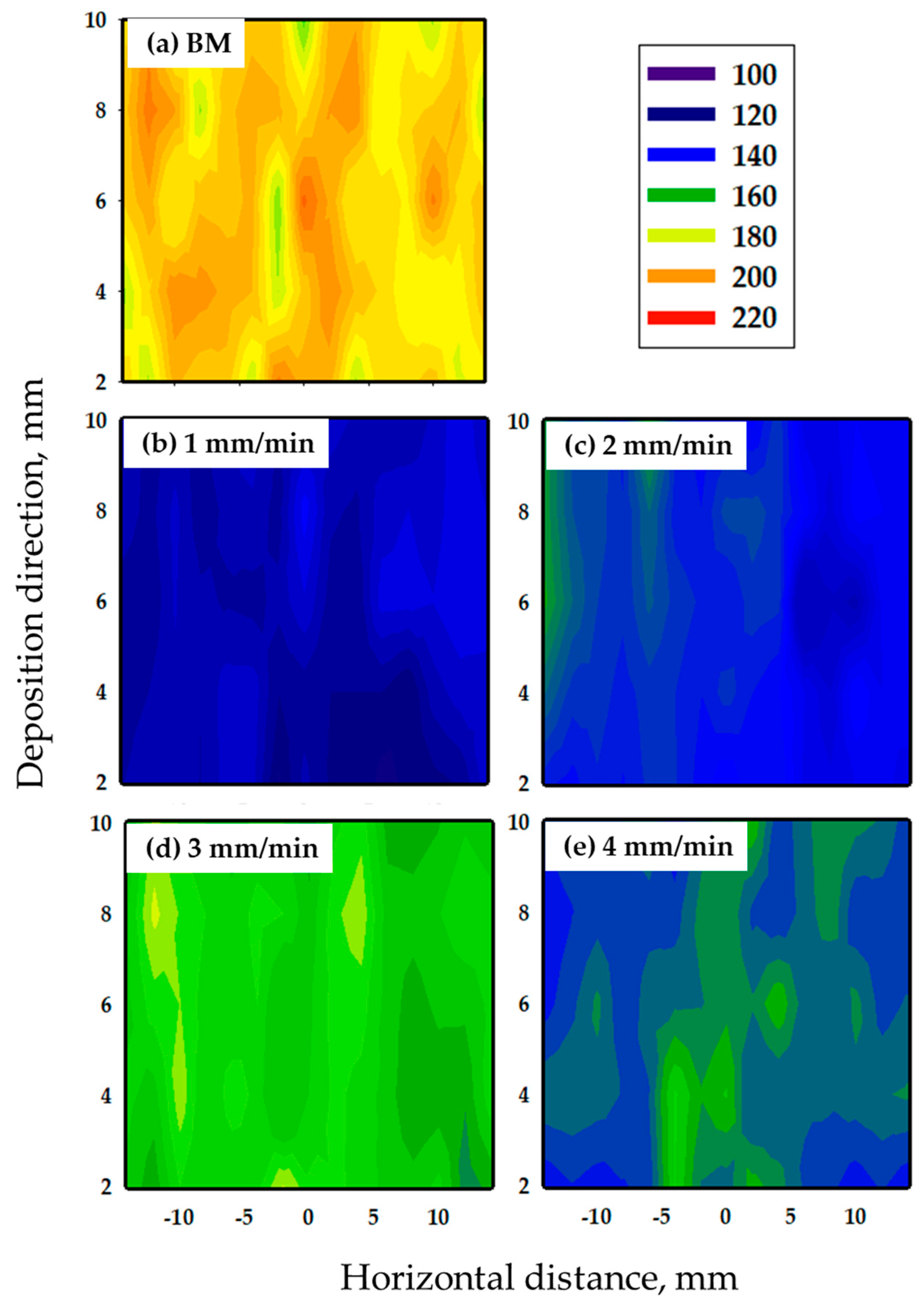
- The chosen AFSD technique with the applied processing variables gives a more uniform hardness distribution through the cross-sections of the AA7075-T6 deposited materials compared to the AA7075-T6 rod BM.
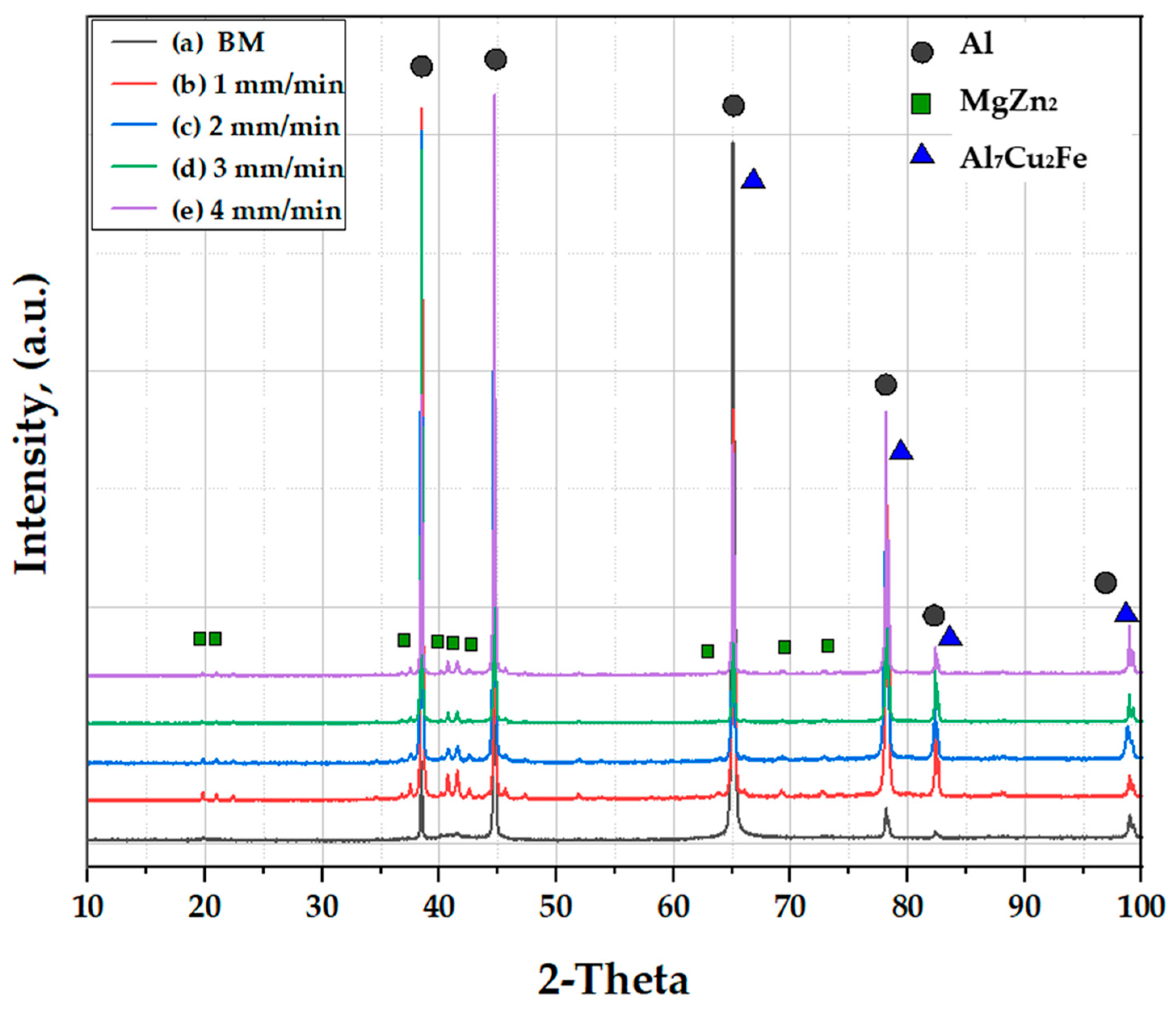
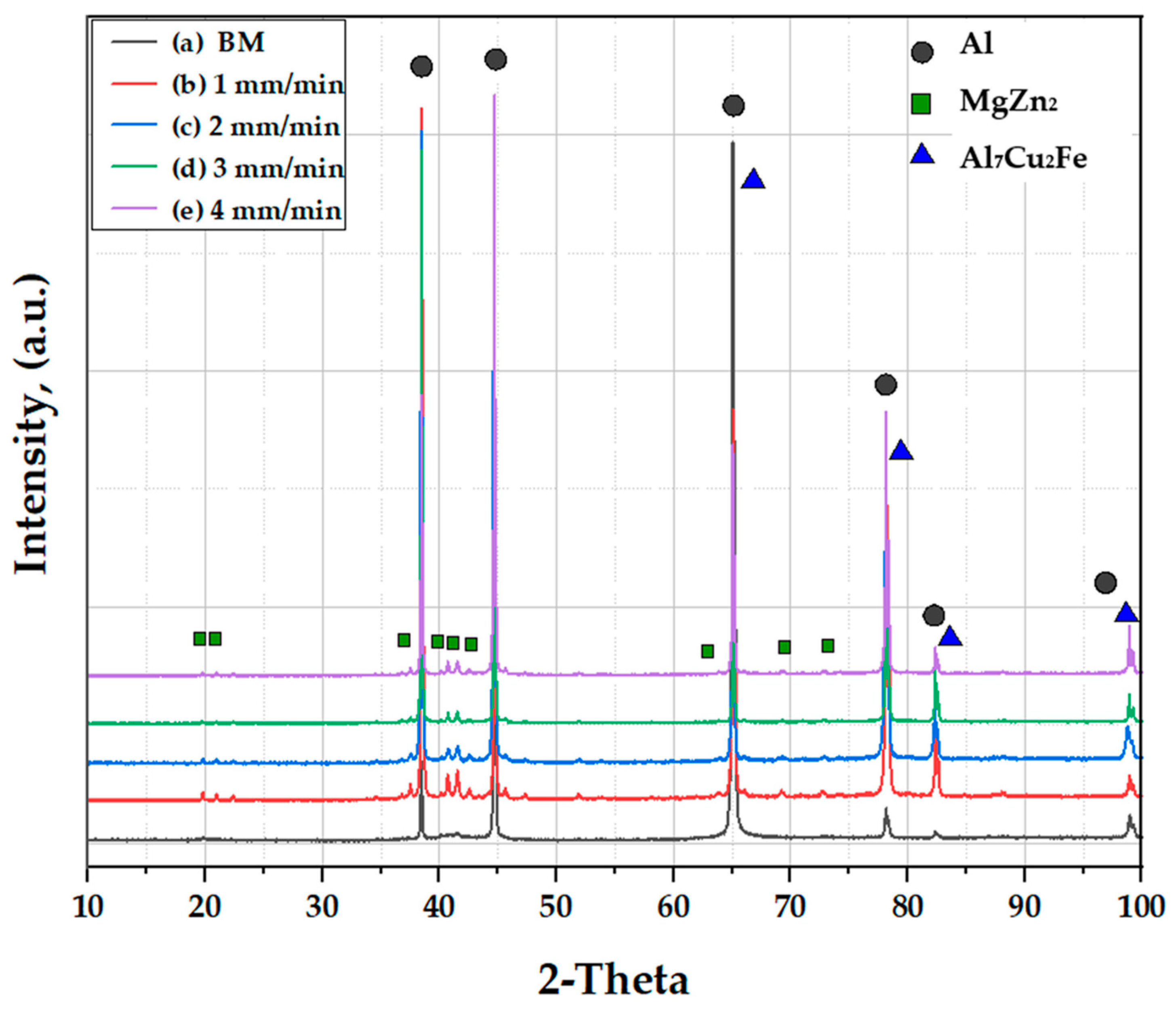
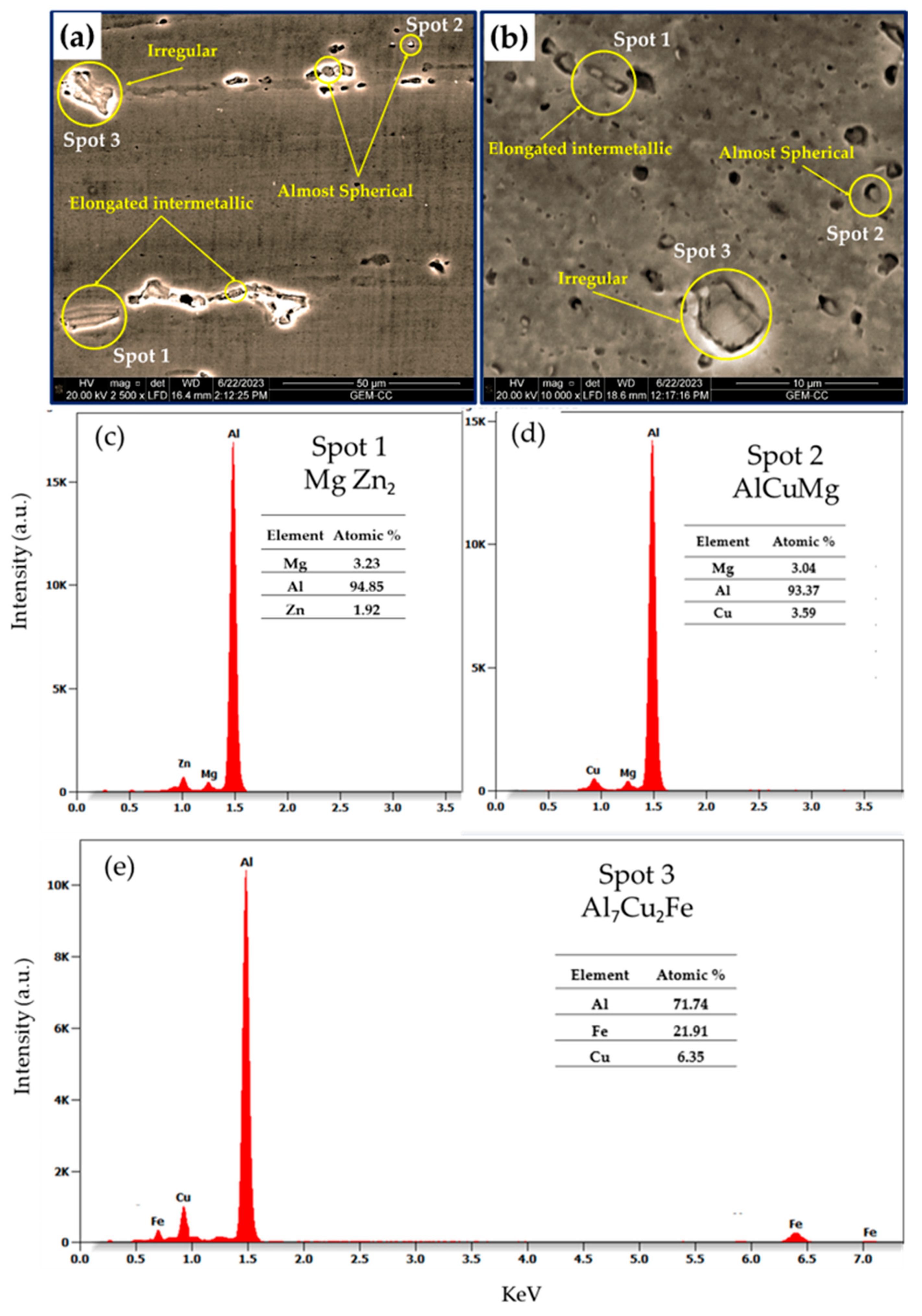
- The deposition feed rate affects the size and dispersion of intermetallics (MgZn2, AlCuMg and Al7Cu2Fe) at a CRRS of 400 rpm, and the obtained results demonstrate that these precipitates have a direct impact on the strengthening of the deposited layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Joey Griffiths, R.; Petersen, D.T.; Garcia, D.; Yu, H.Z. Additive Friction Stir-Enabled Solid-State Additive Manufacturing for the Repair of 7075 Aluminum Alloy. Appl. Sci. 2019, 9, 3486. [Google Scholar] [CrossRef]
- Abd El-Hameed, A.M.; Abdel-Aziz, Y.A. Aluminium Alloys in Space Applications: A Short Report. J. Adv. Res. Appl. Sci. Eng. Technol. 2021, 22, 1–7. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, G.; Cao, Y.; Zhu, Y.; Liu, Q. On the Microstructure and Mechanical Properties of Similar and Dissimilar AA7075 and AA2024 Friction Stir Welding Joints: Effect of Rotational Speed. J. Manuf. Process. 2019, 37, 470–487. [Google Scholar] [CrossRef]
- Bahemmat, P.; Haghpanahi, M.; Givi, M.K.B.; Seighalani, K.R. Study on Dissimilar Friction Stir Butt Welding of AA7075-O and AA2024-T4 Considering the Manufacturing Limitation. Int. J. Adv. Manuf. Technol. 2012, 59, 939–953. [Google Scholar] [CrossRef]
- Kumar Srivastava, A.; Kumar, N.; Rai Dixit, A. Friction Stir Additive Manufacturing—An Innovative Tool to Enhance Mechanical and Microstructural Properties. Mater. Sci. Eng. B Solid State Mater. Adv. Technol. 2021, 263, 114832. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Gerlich, A.P. Potentials and Strategies of Solid-State Additive Friction-Stir Manufacturing Technology: A Critical Review. J. Manuf. Process. 2018, 36, 77–92. [Google Scholar] [CrossRef]
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R.S. Friction Stir Additive Manufacturing for High Structural Performance through Microstructural Control in an Mg Based WE43 Alloy. Mater. Des. 2015, 65, 934–952. [Google Scholar] [CrossRef]
- Galvis, J.C.; Oliveira, P.H.F.; De Paula Martins, J.; De Carvalho, A.L.M. Assessment of Process Parameters by Friction Surfacing on the Double Layer Deposition. Mater. Res. 2018, 21. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Janaki Ram, G.D. Microstructures and Properties of Friction Freeform Fabricated Borated Stainless Steel. J. Mater. Eng. Perform. 2013, 22, 3034–3042. [Google Scholar] [CrossRef]
- Subramaniyan, M.; Karuppan, S.; Eswaran, P.; Appusamy, A.; Shankar, A.N. State of Art on Fusion Deposition Modeling Machines Process Parameter Optimization on Composite Materials. Mater. Today Proc. 2021, 45, 820–827. [Google Scholar] [CrossRef]
- Kah, P.; Rajan, R.; Martikainen, J.; Suoranta, R. Investigation of Weld Defects in Friction-Stir Welding and Fusion Welding of Aluminium Alloys. Int. J. Mech. Mater. Eng. 2015, 10, 26. [Google Scholar] [CrossRef]
- Mertens, A.I.; Delahaye, J.; Lecomte-Beckers, J. Fusion-Based Additive Manufacturing for Processing Aluminum Alloys: State-of-the-Art and Challenges. Adv. Eng. Mater. 2017, 19, 1700003. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Noor Siddiquee, A.; Kundra, T.K. A Review on Recent Progress in Solid State Friction Based Metal Additive Manufacturing: Friction Stir Additive Techniques. Crit. Rev. Solid State Mater. Sci. 2019, 44, 345–377. [Google Scholar] [CrossRef]
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction Stir Based Welding and Processing Technologies—Processes, Parameters, Microstructures and Applications: A Review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Alfattani, R.; Yunus, M.; Mohamed, A.F.; Alamro, T.; Hassan, M.K. Assessment of the Corrosion Behavior of Friction-Stir-Welded Dissimilar Aluminum Alloys. Materials 2022, 15, 260. [Google Scholar] [CrossRef]
- Yunus, M.; Alamro, T. Evaluation of Wear and Corrosion Properties of FSWed Aluminum Alloy Plates of AA2020-T4 with Heat Treatment under Different Aging Periods. Rev. Adv. Mater. Sci. 2022, 61, 687–697. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Nirgude, S.K.; Choudhari, C.M.; Kalpande, S.D. A Review on Pre/Post Treatments Used in Friction Stir Welding. In Proceedings of the International Conference on Advances in Thermal Systems, Materials and Design Engineering (ATSMDE2017), Mumbai, India, 21–22 December 2017. [Google Scholar]
- Yu, H.Z.; Jones, M.E.; Brady, G.W.; Griffiths, R.J.; Garcia, D.; Rauch, H.A.; Cox, C.D.; Hardwick, N. Non-Beam-Based Metal Additive Manufacturing Enabled by Additive Friction Stir Deposition. Scr. Mater. 2018, 153, 122–130. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Khodaverdizadeh, H.; Mahmoudi, A.; Nazari, E. Tensile Behavior of Friction Stir Welded AA 6061-T4 Aluminum Alloy Joints. Mater. Des. 2012, 37, 166–173. [Google Scholar] [CrossRef]
- Phillips, B.J.; Mason, C.J.T.; Beck, S.C.; Avery, D.Z.; Doherty, K.J.; Allison, P.G.; Jordon, J.B. Effect of Parallel Deposition Path and Interface Material Flow on Resulting Microstructure and Tensile Behavior of Al-Mg-Si Alloy Fabricated by Additive Friction Stir Deposition. J. Mater. Process. Technol. 2021, 295, 117169. [Google Scholar] [CrossRef]
- Jinoop, A.N.; Paul, C.P.; Bindra, K.S. Laser-Assisted Directed Energy Deposition of Nickel Super Alloys: A Review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 2376–2400. [Google Scholar] [CrossRef]
- Gandra, J.; Krohn, H.; Miranda, R.M.; Vilaça, P.; Quintino, L.; Dos Santos, J.F. Friction Surfacing—A Review. J. Mater. Process. Technol. 2014, 214, 1062–1093. [Google Scholar] [CrossRef]
- Phillips, B.J.; Avery, D.Z.; Liu, T.; Rodriguez, O.L.; Mason, C.J.T.; Jordon, J.B.; Brewer, L.N.; Allison, P.G. Microstructure-Deformation Relationship of Additive Friction Stir-Deposition Al–Mg–Si. Materialia 2019, 7, 100387. [Google Scholar] [CrossRef]
- Palanivel, S.; Sidhar, H.; Mishra, R.S. Friction Stir Additive Manufacturing: Route to High Structural Performance. JOM 2015, 67, 616–621. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Perry, M.E.J.; Sietins, J.M.; Zhu, Y.; Hardwick, N.; Cox, C.D.; Rauch, H.A.; Yu, H.Z. A Perspective on Solid-State Additive Manufacturing of Aluminum Matrix Composites Using MELD. J. Mater. Eng. Perform. 2019, 28, 648–656. [Google Scholar] [CrossRef]
- Garcia, D.; Hartley, W.D.; Rauch, H.A.; Griffiths, R.J.; Wang, R.; Kong, Z.J.; Zhu, Y.; Yu, H.Z. In Situ Investigation into Temperature Evolution and Heat Generation during Additive Friction Stir Deposition: A Comparative Study of Cu and Al-Mg-Si. Addit. Manuf. 2020, 34, 101386. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Elfishawy, E.; Alzahrani, B.; Touileb, K.; Habba, M.I.A. The Effect of Temper Condition and Feeding Speed on the Additive Manufacturing of AA2011 Parts Using Friction Stir Deposition. Materials 2021, 14, 6396. [Google Scholar] [CrossRef]
- Alzahrani, B.; Seleman, M.M.E.S.; Ahmed, M.M.Z.; Elfishawy, E.; Ahmed, A.M.Z.; Touileb, K.; Jouini, N.; Habba, M.I.A. The Applicability of Die Cast A356 Alloy to Additive Friction Stir Deposition at Various Feeding Speeds. Materials 2021, 14, 6018. [Google Scholar] [CrossRef]
- Perry, M.E.J.; Griffiths, R.J.; Garcia, D.; Sietins, J.M.; Zhu, Y.; Yu, H.Z. Morphological and Microstructural Investigation of the Non-Planar Interface Formed in Solid-State Metal Additive Manufacturing by Additive Friction Stir Deposition. Addit. Manuf. 2020, 35, 101293. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Janaki Ram, G.D. Microstructure Evolution in Aluminum Alloy AA 2014 during Multi-Layer Friction Deposition. Mater. Charact. 2013, 86, 146–151. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Garcia, D.; Song, J.; Vasudevan, V.K.; Steiner, M.A.; Cai, W.; Yu, H.Z. Solid-State Additive Manufacturing of Aluminum and Copper Using Additive Friction Stir Deposition: Process-Microstructure Linkages. Materialia 2021, 15, 100967. [Google Scholar] [CrossRef]
- Liu, X.; Yao, J.; Wang, X.; Zou, Z.; Qu, S. Finite Difference Modeling on the Temperature Field of Consumable-Rod in Friction Surfacing. J. Mater. Process. Technol. 2009, 209, 1392–1399. [Google Scholar] [CrossRef]
- Gao, H.; Li, H. Friction Additive Manufacturing Technology: A State-of-the-Art Survey. Adv. Mech. Eng. 2021, 13, 16878140211034431. [Google Scholar] [CrossRef]
- Vitanov, V.I.; Javaid, N.; Stephenson, D.J. Application of Response Surface Methodology for the Optimisation of Micro Friction Surfacing Process. Surf. Coat. Technol. 2010, 204, 3501–3508. [Google Scholar] [CrossRef]
- Vilaca, P.; Gandra, J.; Vidal, C. Linear Friction Based Processing Technologies for Aluminum Alloys: Surfacing, Stir Welding and Stir Channeling. In Aluminium Alloys—New Trends in Fabrication and Applications; InTech: London, UK, 2012. [Google Scholar]
- Elfishawy, E.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M. Additive Manufacturing of Aluminum Using Friction Stir Deposition. In Minerals, Metals and Materials Series; Springer: Cham, Switzerland, 2020; pp. 227–238. [Google Scholar]
- Karthik, G.M.; Ram, G.D.J.; Kottada, R.S. Friction Deposition of Titanium Particle Reinforced Aluminum Matrix Composites. Mater. Sci. Eng. A 2016, 653, 71–83. [Google Scholar] [CrossRef]
- Mathers, G. The Welding of Aluminium and Its Alloys; CRC Press: Boca Raton, FL, USA, 2002; ISBN 1855735679. [Google Scholar]
- Öksüz, K.E.; Baǧirov, H.; Şimşir, M.; Karpuzoǧlu, C.; Özbölük, A.; Demirhan, Y.Z.; Bilgin, H.U. Investigation of Mechanical Properties and Microstructure of AA2024 and AA7075. Appl. Mech. Mater. 2013, 390, 547–551. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Zidan, Z.A.; Ramadan, R.M.; Ataya, S.; Alsaleh, N.A. Microstructure and Mechanical Properties of Dissimilar Friction Stir Welded AA2024-T4/AA7075-T6 T-Butt Joints. Metals 2021, 11, 128. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Abdelazem, K.A.; El-Sayed Seleman, M.M.; Alzahrani, B.; Touileb, K.; Jouini, N.; El-Batanony, I.G.; Abd El-Aziz, H.M. Friction Stir Welding of 2205 Duplex Stainless Steel: Feasibility of Butt Joint Groove Filling in Comparison to Gas Tungsten Arc Welding. Materials 2021, 1, 4597. [Google Scholar] [CrossRef]
- Karpagarajan, S.; Balamurugan, C.; Vigneshwaran, S.; Abdel Aziz, E.S.I. Effect of Volume Fraction on Microstructure and Wear Behavior of Dual-Phase Brass/W Surface Composites Fabricated via Friction Stir Processing. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2023, 237, 1562–1574. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent Research Progress in Solid State Friction-Stir Welding of Aluminium–Magnesium Alloys: A Critical Review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Moran, J. Variations in Dry Sliding Friction Coefficients with Velocity. In Proceedings of the International Conference on Mechanics, Materials, Mechanical Engineering and Chemical Engineering (MMMCE 2015), Barcelona, Spain, 7–9 April 2015; ISBN 9781618042958. [Google Scholar]
- Ni, Y.; Mao, Y.; Qin, D.; Xiao, X.; Fu, L. Thermal Cycles and Deformation Characters during High-Speed Micro Friction Stir Welding Process of AA7075-T6 Sheets. Metals 2019, 9, 1236. [Google Scholar] [CrossRef]
- Srinivasa Rao, T.; Selvaraj, M.; Koteswara Rao, S.R.; Ramakrishna, T. Thermal Cycles and Their Effects during Friction Stir Welding of AA7075 Thicker Plates with and without In-Process Cooling. Materwiss Werksttech. 2021, 52, 308–319. [Google Scholar] [CrossRef]
- Douglas Hartley, W. Processing Mechanics of Additive Friction Stir Deposition. Ph.D. Thesis, Virginia Tech, Blacksburg, VA, USA, 2023. [Google Scholar]
- Correia, A.N.; Santos, P.A.M.; Braga, D.F.O.; Baptista, R.; Infante, V. Effects of Friction Stir Welding Process Control and Tool Penetration on Mechanical Strength and Morphology of Dissimilar Aluminum-to-Polymer Joints. J. Manuf. Mater. Process. 2023, 7, 106. [Google Scholar] [CrossRef]
- Shirzadi, A. Solid-State Diffusion Bonding; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Pankade, S.B.; Ambad, P.M.; Wahane, R.; Gogte, C.L. Effect of the Post-Weld Heat Treatments on Mechanical and Corrosion Properties of Friction Stir-Welded AA 7075-T6 Aluminium Alloy. In Strengthening and Joining by Plastic Deformation: Select Papers from AIMTDR 2016; Springer: Singapore, 2019; pp. 79–94. [Google Scholar]
- Boonma, J.; Khammuangsa, S.; Uttarasak, K.; Dutchaneephet, J.; Boonruang, C.; Sirikulrat, N. Post-Weld Heat Treatment Effects on Hardness and Impact Strength of Aluminum Alloy 6061 Friction Stir Butt Weld. Mater. Trans. 2015, 56, 1072–1076. [Google Scholar] [CrossRef]
- Zhang, J.; Feng, X.S.; Gao, J.S.; Huang, H.; Ma, Z.Q.; Guo, L.J. Effects of Welding Parameters and Post-Heat Treatment on Mechanical Properties of Friction Stir Welded AA2195-T8 Al-Li Alloy. J. Mater. Sci. Technol. 2018, 34, 219–227. [Google Scholar] [CrossRef]
- Qiao, Q.; Su, Y.; Cao, H.; Zhang, D.; Ouyang, Q. Effect of Post-Weld Heat Treatment on Double-Sided Friction Stir Welded Joint of 120 Mm Ultra-Thick SiCp/Al Composite Plates. Mater. Charact. 2020, 169, 110668. [Google Scholar] [CrossRef]
- Patel, S.K.; Singh, V.P.; Roy, B.S.; Kuriachen, B. Recent Research Progresses in Al-7075 Based in-Situ Surface Composite Fabrication through Friction Stir Processing: A Review. Mater. Sci. Eng. B Solid State Mater. Adv. Technol. 2020, 262, 114708. [Google Scholar] [CrossRef]
- Gholami, S.; Emadoddin, E.; Tajally, M.; Borhani, E. Friction Stir Processing of 7075 Al Alloy and Subsequent Aging Treatment. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2015, 25, 2847–2855. [Google Scholar] [CrossRef]
- Johannes, L.B.; Mishra, R.S. Multiple Passes of Friction Stir Processing for the Creation of Superplastic 7075 Aluminum. Mater. Sci. Eng. A 2007, 464, 255–260. [Google Scholar] [CrossRef]
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; Albaijan, I.; El-Sayed Seleman, M.M.; Salem, H.G. Grain Structure Evolution and Mechanical Properties of Multi-Channel Spiral Twist Extruded AA5083. Metals 2021, 11, 1276. [Google Scholar] [CrossRef]
- Zheng, K.; Li, Y.; Yang, S.; Fu, K.; Zheng, J.; He, Z.; Yuan, S. Investigation and Modeling of the Preheating Effects on Precipitation and Hot Flow Behavior for Forming High Strength AA7075 at Elevated Temperatures. J. Manuf. Mater. Process. 2020, 4, 76. [Google Scholar] [CrossRef]
- Chemin, A.; Marques, D.; Bisanha, L.; Motheo, A.d.J.; Bose Filho, W.W.; Ruchert, C.O.F. Influence of Al7Cu2Fe Intermetallic Particles on the Localized Corrosion of High Strength Aluminum Alloys. Mater. Des. 2014, 53, 118–123. [Google Scholar] [CrossRef]
- Aliyah, A.N.; Anawati, A. Effect of Heat Treatment on Microstructure and Mechanical Hardness of Aluminum Alloy AA7075. In IOP Conference Series: Materials Science and Engineering; Institute of Physics Publishing: Bristol, UK, 2019; Volume 541. [Google Scholar]
- Hao, Z.; Shaokang, D.; Zeming, M.; Jun, W. Study on the Precipitation Behavior of Precipitates of 7075 Aluminum Alloy Friction Stir Welding Joint. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2020; Volume 1003, pp. 37–46. [Google Scholar]
- Isadare, A.D.; Aremo, B.; Adeoye, M.O.; Olawale, O.J.; Shittu, M.D. Effect of Heat Treatment on Some Mechanical Properties of 7075 Aluminium Alloy. Mater. Res. 2013, 16, 190–194. [Google Scholar] [CrossRef]
- Seleman, M.M.E.S.; Ahmed, M.M.Z.; Ramadan, R.M.; Zaki, B.A. Effect of FSW Parameters on the Microstructure and Mechanical Properties of T-Joints between Dissimilar Al-Alloys. Int. J. Integr. Eng. 2022, 14, 1–12. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction Stir Welding/Processing of Metals and Alloys: A Comprehensive Review on Microstructural Evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Javidani, M.; Mofarrehi, M.; Farzaneh, A.; Chen, X.G. Submerged Dissimilar Friction Stir Welding of Aa6061 and AA7075 Aluminum Alloys: Microstructure Characterization and Mechanical Property. Metals 2021, 11, 1592. [Google Scholar] [CrossRef]
- Mehri, A.; Abdollah-zadeh, A.; Entesari, S.; Saeid, T.; Wang, J.T. The Effects of Friction Stir Welding on Microstructure and Formability of 7075-T6 Sheet. Results Eng. 2023, 18, 101041. [Google Scholar] [CrossRef]
- Kosturek, R.; Torzewski, J.; Wachowski, M.; Śnieżek, L. Effect of Welding Parameters on Mechanical Properties and Microstructure of Friction Stir Welded AA7075-T651 Aluminum Alloy Butt Joints. Materials 2022, 15, 5950. [Google Scholar] [CrossRef]
- El-Sayed Seleman, M.M.; Ataya, S.; Ahmed, M.M.Z.; Hassan, A.M.M.; Latief, F.H.; Hajlaoui, K.; El-Nikhaily, A.E.; Habba, M.I.A. The Additive Manufacturing of Aluminum Matrix Nano Al2O3 Composites Produced via Friction Stir Deposition Using Different Initial Material Conditions. Materials 2022, 15, 2926. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhou, J.; Xiao, X.; Li, S.; Cui, M.; Zhang, P.; Long, S.; Zhang, J. Microstructural Evolution and Hardness Responses of 7050 Al Alloy during Processing. Materials 2022, 15, 5629. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Fydrych, D.; Çam, G. Friction Stir Welding of Aluminum in the Aerospace Industry: The Current Progress and State-of-the-Art Review. Materials 2023, 16, 2971. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AA7075-T6 | ||||||||
| Element | Si | Mn | Cu | Zn | Fe | Mg | Cr | Al |
| Wt.% | 0.36 | 0.19 | 1.14 | 5.72 | 0.23 | 2.62 | 0.20 | Bal. |
| AA2024-T4 | ||||||||
| Element | Fe | Si | Mg | Ti | Zn | Mn | Cu | Al |
| Wt.% | 0.13 | 0.32 | 1.15 | 0.14 | 0.12 | 0.44 | 4.48 | Bal. |
| Deposition Rate, (mm/min) | Rotation Speed, RPM | Axial Force, Kg | Heat Input, Watt | T1: Substrate Temp, °C | T2: Deposited Layer Temp, °C |
|---|---|---|---|---|---|
| 1 | 400 | 976 | 7173.60 | 330 | 339 |
| 2 | 1020 | 7497.00 | 352 | 375 | |
| 3 | 1144 | 8408.40 | 375 | 386 | |
| 4 | 1225 | 9003.75 | 395 | 407 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elshaghoul, Y.G.Y.; El-Sayed Seleman, M.M.; Bakkar, A.; Elnekhaily, S.A.; Albaijan, I.; Ahmed, M.M.Z.; Abdel-Samad, A.; Reda, R. Additive Friction Stir Deposition of AA7075-T6 Alloy: Impact of Process Parameters on the Microstructures and Properties of the Continuously Deposited Multilayered Parts. Appl. Sci. 2023, 13, 10255. https://doi.org/10.3390/app131810255
Elshaghoul YGY, El-Sayed Seleman MM, Bakkar A, Elnekhaily SA, Albaijan I, Ahmed MMZ, Abdel-Samad A, Reda R. Additive Friction Stir Deposition of AA7075-T6 Alloy: Impact of Process Parameters on the Microstructures and Properties of the Continuously Deposited Multilayered Parts. Applied Sciences. 2023; 13(18):10255. https://doi.org/10.3390/app131810255
Chicago/Turabian StyleElshaghoul, Yousef G. Y., Mohamed M. El-Sayed Seleman, Ashraf Bakkar, Sarah A. Elnekhaily, Ibrahim Albaijan, Mohamed M. Z. Ahmed, Abdou Abdel-Samad, and Reham Reda. 2023. "Additive Friction Stir Deposition of AA7075-T6 Alloy: Impact of Process Parameters on the Microstructures and Properties of the Continuously Deposited Multilayered Parts" Applied Sciences 13, no. 18: 10255. https://doi.org/10.3390/app131810255
APA StyleElshaghoul, Y. G. Y., El-Sayed Seleman, M. M., Bakkar, A., Elnekhaily, S. A., Albaijan, I., Ahmed, M. M. Z., Abdel-Samad, A., & Reda, R. (2023). Additive Friction Stir Deposition of AA7075-T6 Alloy: Impact of Process Parameters on the Microstructures and Properties of the Continuously Deposited Multilayered Parts. Applied Sciences, 13(18), 10255. https://doi.org/10.3390/app131810255