Abstract
Walnut shells can be used as fuels in power plants directly or as biochars obtained by pyrolysis or torrefaction. They are an example of clean waste biomass which shows a low ash content and a high Net Calorific Value, making them excellent for energy recovery in industrial and non-industrial applications, such as in bakeries, restaurants, and homes. Their main inconvenience is their low bulk density. Densification is a possible solution that reduces the costs of transportation, handling, and storage. In this work, after the characterization of the walnut shells, briquettes were obtained using a hydraulic piston press briquette machine under different conditions to find the best quality without the need for previous grinding for pelletizing. This method features easy operation and maintenance, and the briquette shape could be adapted as desired. The quality of the briquettes was measured through their density and durability. After fixing a compaction pressure to obtain acceptable briquettes, the factors affecting their quality were studied: operating temperature, moisture content, and the presence of small amounts of walnuts. Good quality briquettes were obtained with a compaction pressure of 66 MPa, with densities around 1040 kg/m3, and durabilities higher than 94% when the process was carried at 140 °C. The greatest increase in durability was observed between briquettes obtained at room temperature and those obtained at 80 °C. The presence of small amounts of walnuts, common after the shelling process, improved the durability. Although water is necessary, briquettes obtained from biomass with only 1% of moisture showed better durabilities. Therefore, walnut shells are suitable for obtaining good quality briquettes according to the specifications of solid biofuels established in the standards, without the need for any pretreatment.
1. Introduction
Nowadays, the use of waste biomass for energy purposes is essential in order to reduce dependence on fossil fuels, and it represents an increasing business sector. Biomass can be used directly in power plants as the main fuel or in co-firing with coal or other wastes. Alternatively, biomass can be subjected to a previous pyrolysis or torrefaction treatment (a kind of mild pyrolysis) to obtain gas, liquid, and solid products. The liquid product can be used as biofuel, as proposed in the literature from catalytic pyrolysis of several types of waste biomass, such as lignin from the pulp and paper industries [1] or peanut shells [2]. On the other hand, the solid product—called biochar—has similar characteristics to coal. Torrefaction increases the efficiency of biomass combustion and gasification processes by increasing the energy density and homogeneity of biomass. During torrefaction, biomass is roasted in an oxygen-depleted environment at temperatures between 240 and 320 °C, resulting in the removal of moisture and some of the volatiles and a reduction in the atomic ratios O/C and H/C [3,4]. The studies on factors that improve the pyrolysis process from waste biomass such as the use of sustainable catalysts could be applied to pyrolysis from plastics which are difficult to recycle [5].
Recently, waste biomasses from various agricultural by-products have been used as biochar precursors, such as sawdust, date seeds, olive seeds, corncobs, rice husks, straw, coffee beans waste, hazelnut shells, palm kernel shells, or walnut shells [6]. Among them, walnut shells represent a significant amount, considering that almost one million metric tons of walnuts were produced worldwide in 2021 [7]. Shells from walnuts usually come washed from the removal process, so they produce a cleaner final combustion than other waste biomass such as waste wood, which can be mixed with soil or bugs. Therefore, this product could be used in barbecues and other types of combustion intended for food. Apart from energy purposes, walnut shell biochars have been studied to develop voltammetric sensors in order to detect traces of heavy metal ions in water and solid samples, obtaining promising results [6].
However, potential applications of biomass shells are limited, mainly due to their low bulk density. This problem can be solved by pelletization or briquetting, thus significantly reducing the handling, transportation, and storage costs [8]. Pelletization in combination with pyrolysis or torrefaction to increase energy density has received great attention [3,9,10].
The manufacturing of pellets implies a previous grinding step, whereas the briquetting process can be carried out without grinding the material, thus presenting the following advantages: (a) saving on the cost of milling, (b) reducing the presence of powder and small particles, which could lead to safety and environmental problems, (c) widening the range of uses, such as special firing or barbecues where the combustion is maintained during a period of time. Most studies are related to biomass pellets or briquettes with previous grinding, as in the work of Wang et al. [11], although good results were obtained for the briquetting of almond shells without grinding [12,13]. Nevertheless, the success of the process and the quality of the briquettes obtained depend on the specific biomass and selected conditions used and should be deeply studied for each case.
Two parameters can be used to analyze the quality of the briquettes obtained. First, briquettes can undergo abrasion and fragmentation during transportation and storage, so they need minimal mechanical resistance to elude these problems. In addition, dust emissions must be avoided during combustion. In order to analyze the mechanical resistance of the briquettes obtained, durability (DU) can be selected as the parameter to study [14]. The objective is to obtain briquettes of high quality (high values of DU) with minimal energy requirements. Density is another parameter used for analyzing the quality of the briquettes [15]. High density implies the use of high compression pressure, so the higher the briquette density, the better the mechanical resistance. Moreover, briquette density influences combustion behavior because denser materials have a longer burnout time [16]. For the briquetting of waste furniture and mattress foams, a correlation between the density and quality of the briquettes was observed in previous works [17,18].
The densification process and quality of the pellets and/or briquettes obtained depend on many factors: operating pressure, material/materials, particle size distribution, biomass moisture, and operating temperature [15,17,18,19,20,21,22,23]. It is widely known that increasing the operating pressure increases the durability of densified materials. The deformation of biomass under pressure can be elastic and plastic. Higher pressures are needed to undergo plastic deformation, although the temperature is also a variable that affects this deformation [24]. In the densification processes, new bonds between the individual particles are generated due to the high pressure applied and due to the presence of binders, which can be part of the raw material or can be added in order to help produce the compacted materials. In biomass densification, the presence of natural binders (such as lignin, proteins, starch, fats, and water-soluble carbohydrates) produces solid bridges between the particles.
In general, the durability of the densified materials decreases as particle size increases [20], although the increase in the production cost due to the fine grinding must also be considered for the optimization of the operational process.
The moisture content of the material is also an important parameter in order to obtain good-quality briquettes or pellets. In densification processes, water is essential since it acts as a binding agent. Water exerts Van der Waals forces between the particles, holding them together. However, it is crucial to find the optimum moisture content to produce good quality briquettes, because if the moisture content is higher than this optimum, their durability will be low. This could be explained by the equilibrium moisture; densified materials with moisture higher than the equilibrium moisture show worse durabilities, because the free moisture prevents the formation of durable bonds [18].
Although most of the briquetting processes occur with the raw material at room temperature, the process temperature can have a considerable influence since it helps the materials lose their elasticity. This fact can be observed in biomass materials, i.e., briquetting almond shells at 170–190 °C [13] and at 70–80 °C [12] and polyurethane foam at 160–190 °C [17].
The aim of this work was to propose a simple and low-cost briquetting process for walnut shells in a hydraulic piston press to obtain good-quality briquettes suitable for direct combustion or for pyrolysis to obtain biochar. The parameters used to measure the briquettes’ quality were density and durability. The factors tested to obtain the best quality were operating temperature, moisture content, and the presence of small amounts of walnuts. A compaction pressure of 66 MPa was chosen for these experiments after several attempts at different pressures and verifying that this was the most suitable one.
2. Materials and Methods
2.1. Chemical Characterization
Walnut shells proceeded from the harvest of a European walnut plantation located in Cuenca (a region of inland Spain) and were obtained directly from shelling, without subjecting the walnuts to previous washing and drying (common in the walnut industry to remove unwanted material). In any case, moisture is around 8% in both cases. Two types of materials have been studied: (i) walnut shells with small portions of walnuts (around 8% weight, which is the common percentage obtained in the walnut shelling process), (ii) walnut shells without any particles of walnuts.
Representative samples were dried at 105 °C and grounded into a particle size less than 420 μm using a vibratory disc mill HERZOG HSM100 to conduct chemical characterization and thermogravimetric analysis. Table 1 shows the elementary properties (proximate analysis and calorific value) and the main chemical composition (C, H, N, O). The composition variations correspond to the standard deviation between 3 replicate analyses. Few chemical compounds and reagents have been used, mainly standards for instrumental analysis, with the purity determined by the manufacturer.

Table 1.
Characterization of the two samples studied (average value ± standard deviation, n = 3).
The proximate analysis consisted of the determination of moisture, ash, volatile matter, and fixed carbon content. Moisture was determined by the weight loss after drying the samples at 105 °C, following the standard UNE-EN ISO 18134-1:2016 [25]. The ash content was calculated as the inorganic matter that remained after combustion in a muffle furnace under controlled conditions at 550 °C according to the UNE-EN ISO 18122:2016 standard [26], considering that walnut shells can contain volatile inorganic compounds. The volatile matter (VM) was determined by the weight loss at 950 °C in a thermobalance PerkinElmer TGA/STDA6000. It was conducted following the thermogravimetric method developed by García et al. [27], which shows satisfactory results according to the standard method ASTM E-1755. The fixed carbon (FC) was calculated by difference according to the following balance:
%FC = 100 − (%Ash + %VM)
The total content of carbon, hydrogen, and nitrogen in biomass samples was measured by combustion at 1000 °C and analysis of products following the UNE-EN ISO 16948:2015 standard [28]. A Leco Micro TruSpec Elemental Analyzer (Leco Corporation, St. Joseph, MI, USA) was used.
The net calorific values were determined by combustion in an AC-350 calorimetric bomb (Leco Corporation, St. Joseph, MI, USA), which measures the temperature increase inside an adiabatic bath and calculates the energy released during combustion.
Table 2 shows the minor elements of the two samples studied. The analyses were performed by X-ray fluorescence with an automatic sequential spectrometer (model TW 1480, Philips Magix, Philips Analytical, Almelo, The Netherlands).
Table 2.
Minor elements of the materials studied by X-Ray fluorescence analysis.
2.2. Briquetting Process and Evaluation of the Quality of the Briquettes Obtained
A hydraulic piston press briquette machine (Mega KCK-50, SEYSU Hidráulica S.L., Madrid, Spain) was used for briquette production. A 53.0 mm diameter cylindrical mold (die) was used to make the briquettes, with height depending on the initial mass.
This briquetting system was located inside a furnace with a temperature controller in order to be able to operate at different temperatures, from room temperature up to 140 °C. The compaction pressure was 66 MPa and the pressing process kept the material under this pressure for 1 s twice. This pressure was selected after a previous series of runs carried out at different pressures and observing that the best briquettes were obtained at this pressure. On the other hand, this value was similar to that used with almond shells, furniture waste, and polyurethane waste in previous studies, obtaining in all cases good briquettes [12,13,17,18]. The material was preheated at the selected temperature for 10 min before applying pressure. Experiments were carried out at different values of temperatures (21–140 °C), moisture content (1–8.4%), and presence of walnut particles (0% and 8%).
Determining mechanical durability (DU) for evaluating the quality of briquettes was carried out by subjecting the briquette to controlled shocks by collision against the walls of a dustproof rotating prototype. Durability was calculated from the mass of the sample remaining after the separation of eroded and broken fine particles, following the standard UNE-EN ISO 17831-2:2016 [29]. However, the briquettes studied are smaller than the commercial briquettes indicated by the standard method, so a modification of this method was used to measure the durability of the briquettes obtained. The drum used had an internal diameter and depth of 120 mm and the speed rotation was 50 rpm (see Figure 1).

Figure 1.
Rotating drum used for the durability determination, adapted from the UNE-EN ISO 17831-2:2016 standard [29].
On the other hand, the densities of the briquettes were measured immediately after ejection from the mold by weighing them and measuring their diameter and length. After stabilization for 24 h, the densities were measured once more. During the stabilization time, the size and parameters of the briquettes could change due to dilatation, as stated in the literature [15].
3. Results and Discussion
3.1. Characterization of Initial Biomass
As Table 1 indicates, the Net Calorific Values were 16.9 and 17.1 MJ/kg (on a dry basis) for walnut shells and walnut shells containing 8% of walnuts, respectively. The presence of moisture slightly decreased these values, which are typical for biomass feedstock [30]. Therefore, the proposed materials are suitable to be used as fuels. These Net Calorific Values could increase up to 24 MJ/kg after a torrefaction process to obtain biochars, closer to that of coal, as Wang et al. [11] and other authors observed.
Their low moisture content, 8.4 and 6.8%, respectively, avoids the need for a drying process previous to briquetting or direct combustion, thus saving the energy needed. For instance, when reducing the moisture content in woodchips from the initial 40% to 15% (thus making them suitable for densification), the energy required was 1328 kJ/kg of initial wet material, according to the work of Ghiasi et al. [9], almost twice the energy required for pelletizing the woodchips, which was 757 kJ/kg.
The ash contents were 1.1 and 1.2%, respectively, which are again really low values compared to other waste biomass such as maize straw at 9.4% [11], sewage sludge at 54%, or furfural residue at 11% [3]. This fact agrees with the low metal and minor element content shown in Table 2, which means that this kind of material produces clean combustion and is therefore highly suitable as fuel for many purposes. It will produce low or negligible toxic emissions. This also reduces the corrosion problems in furnaces caused by sulfur content in fuels, since its content is almost negligible at 0.009%. Other waste biomass contains around 1% of sulfur [3]. The same fact occurs with alkali metals such as potassium, with relatively high content in herbaceous plants, 1.8% for maize straw [11], which requires the need for phosphorous-rich additives, whereas walnut shells contain only 0.36%.
According to the UNE EN ISO 17225-3:2021 standard [31] about specifications and classes of wood briquettes, walnut shell waste showed chemical characteristics similar to virgin wood. These properties make this kind of waste appropriate for fuel in briquette form.
3.2. Biomass Briquettes
Figure 2 and Figure 3 show some briquettes obtained by the densification of walnut shells with 8% of walnut and walnut shells (without walnuts) at different operating temperatures and moisture content, respectively.
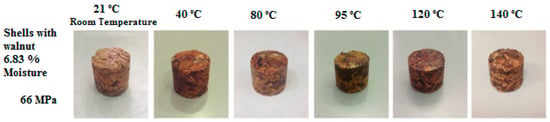
Figure 2.
Briquettes of walnut shells with 8% of walnuts, with initial moisture of 6.83% at different operating temperatures and a compaction pressure of 66 MPa.
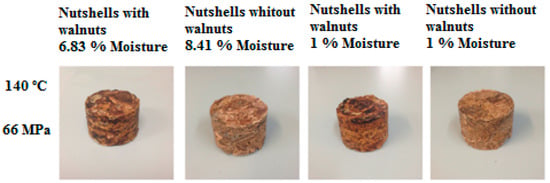
Figure 3.
Briquettes of walnut shells without walnuts and with 8% of walnuts, with different biomass moisture content, obtained at an operating temperature of 140 °C and a compaction pressure of 66 MPa.
At first glance, the briquettes obtained displayed good quality, although their quality was evaluated acutely through the determination of density and mechanical durability.
Table 3 shows the results from the examination of the quality of the briquettes obtained. Three replicates of density and mechanical durability were measured for each operating condition studied. Table 3 shows the average and the standard deviation value of each case studied. As can be observed, density values were in the range of 950–1056 kg/m3, which could be considered good compared to the minimum density of 900 kg/m3 required in the UNE EN ISO 17225-3:2021 standard for solid biofuels such as wood briquettes [31]. Wang et al. [11] found a slightly lower value for maize straw, 913 kg/m3. This value decreased during subsequent pyrolysis or torrefaction, depending on the temperature used. For this reason, some authors have studied densification after torrefaction. However, Ghiasi et al. [9] found that the densification process should be carried out before these thermal treatments to avoid using external binders such as wheat flour.
Table 3.
Quality parameters of the briquettes obtained at a compaction pressure of 66 MPa (average value ± standard deviation, n = 3).
With respect to durability, the values obtained in our work were in the range of 90.3–99.0% when a temperature above 80 °C was used. Similar values are obtained in the literature for woodchip pellets [9] and maize straw briquettes [11]. The European standard for solid biofuels, such as wood briquettes, does not establish any minimum requirement for durability.
The briquettes obtained are suitable for subsequent torrefaction in order to obtain a material with similar characteristics to coal. Some authors [10,32] optimized the torrefaction conditions for densified biomass, obtaining 270 °C for at least 30 min under anoxic conditions. Alternatively, they can be directly used as fuel in combustion processes.
3.3. Factors Affecting the Quality of Biomass Briquettes
3.3.1. Operating Temperature
Figure 4 shows a linear relationship between the operating temperature and briquette density. The higher the temperature, the higher the density obtained, as expected. However, it must also be taken into account that the operating temperature is limited. This limit is the temperature at which biomass begins to decompose. Therefore, thermogravimetric analyses were carried out in order to determine these limiting temperatures.
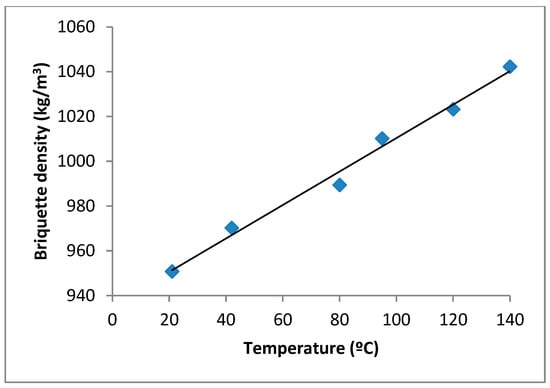
Figure 4.
Briquette density vs. operating temperature for briquettes obtained at 66 MPa with walnut shells with 8% of walnuts and 6.83% of moisture.
Figure 5 shows the thermogravimetric (TG) and derivative thermogravimetric (DTG) curves from the thermal degradation of walnut shells and walnut shells with 8% of walnuts, under an air atmosphere.
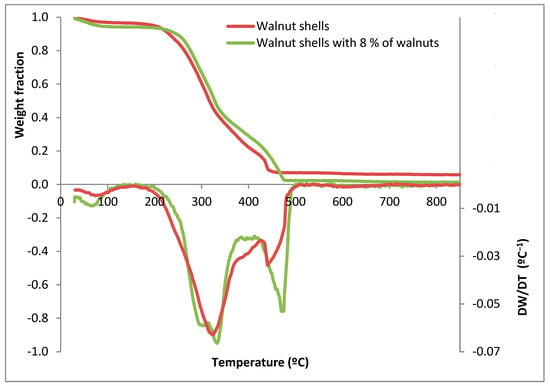
Figure 5.
TG and DTG curves from the thermal degradation, under an air atmosphere, of the studied biomass.
Table 4 summarizes the results obtained from the thermogravimetric analyses, where the main stages of thermal degradation of the biomass studied are detailed.
Table 4.
Stages of thermal decomposition of walnut shells and walnut shells with 8% of walnuts.
Therefore, it can be concluded that briquettes obtained at a temperature lower than 140 °C do not suffer any thermal degradation. Consequently, briquettes obtained at the range of temperatures studied can only suffer moisture loss.
Figure 6 shows durability (DU) vs. operating temperature for the briquettes obtained at 66 MPa with walnut shells with 8% of walnuts and 6.83% of moisture. From this figure, it can be observed that the higher the operating temperature, the higher the durability. However, no linear relationship was observed.
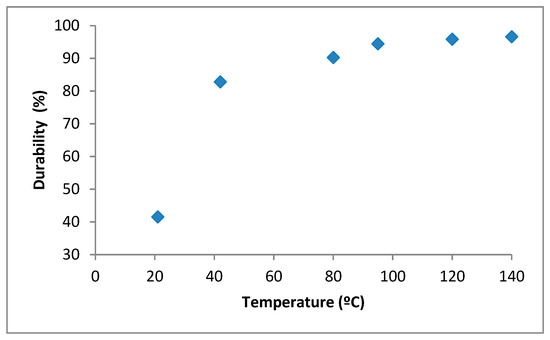
Figure 6.
Durability vs. operating temperature for briquettes obtained at 66 MPa with walnut shells with 8% of walnuts and 6.83% of moisture.
The highest increase in durability is observed between briquettes obtained at room temperature and those obtained around 80 °C. Operating temperatures higher than 80 °C generate briquettes with higher durability, although the increase is not as significant as that observed between 20–80 °C. This could be due to the softening of some biomass components in this range of temperatures. For instance, lignin, which is known as a natural binder in densification processes, shows a glass transition temperature range from 60 to 90 °C [33]. Consequently, densification carried out at these temperatures causes the glass transition of lignin (and other natural components), and they can act as natural binders [34]. Therefore, the most significant changes in durability occur at temperatures between the glass transition ranges of some natural components of biomass.
Initially, the water content of the biomass was found in the vapor phase. However, when compaction pressure was applied, the biomass structure was broken, opening new pores due to the breakage of the biomass fibers. Then, water vapor that was in equilibrium with relative air humidity (40–60% humidity) condensed into liquid water. This liquid water probably redistributed itself across the biomass net according to water viscosity.
Figure 7 shows the relationship between the dynamic viscosity of water and temperature [35,36] and it can be observed that the higher the temperature, the lower the dynamic viscosity of water. This decrease is faster at lower temperatures.
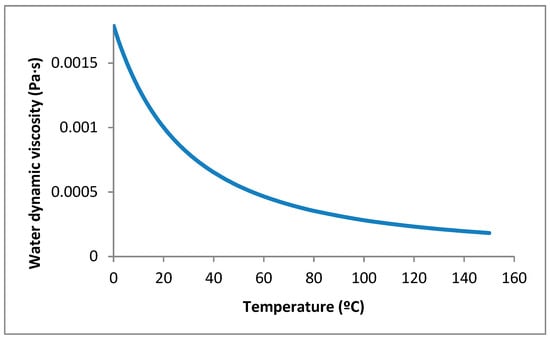
Figure 7.
Relationship between water dynamic viscosity and temperature based on data from Reid et al. [36].
From Figure 8, it seems that the dynamic viscosity of water could be an important factor that affects the durability of the biomass briquettes. This can be explained because the lower the value of the water viscosity, the further the water will reach. This water will remain adhered through Van der Waals forces, acting as a binder. Consequently, as can be observed in Figure 8, the lower the water dynamic viscosity, the higher the durability of the obtained briquettes.
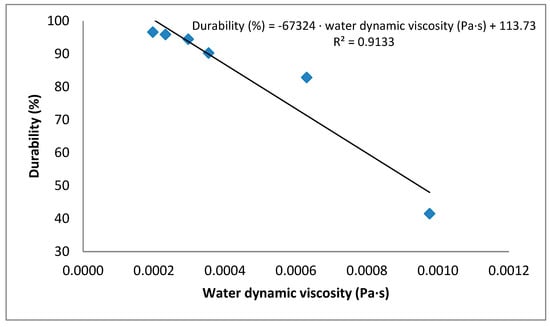
Figure 8.
Durability of briquettes obtained at 66 MPa with walnut shells with 8% of walnuts and 6.83% of moisture at different operating temperatures vs. their corresponding water dynamic viscosity.
On the other hand, water is attracted to pores due to the attraction of water to other surfaces and due to capillarity. Figure 9 shows the relationship between the surface tension of the water in contact with air and temperature [35,37], and it can be observed that the higher the temperature, the lower the surface tension. Therefore, capillarity also decreases if the temperature increases. However, the results of durability cannot be explained by the possible variation of the surface tension of water with temperature because, as observed in Figure 9, the variation in the surface tension due to temperature is small and could be considered negligible. The temperature increase between experiments is not very high. Greater differences would be observed at higher working temperatures.
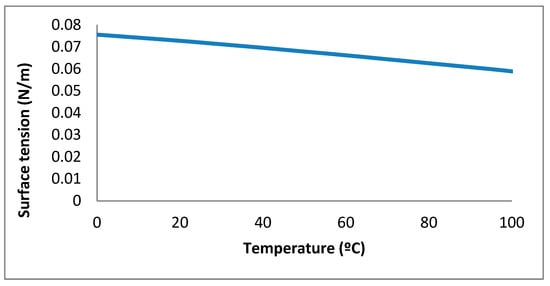
Figure 9.
Relationship between the surface tension of water in contact with air and temperature based on data from Lide [37].
3.3.2. Moisture Content
From Table 3, it can be observed that briquettes obtained from biomass with 1% of moisture showed better durabilities than those made of biomass with higher moisture content (6.8% and 8.4%). When compact pressure was applied at high temperatures (higher than 100 °C), gaseous water turned into liquid water. However, when compact pressure stopped, liquid water expanded again and evaporated inside the pores, and consequently, the briquette structure could be broken. This effect was also observed in briquettes obtained from almond shells [12,13].
Water is necessary for the densification of biomass because it acts as a binder and a lubricant, although densified materials with high initial moisture content showed worse durability results due to water re-expansion after the compaction process [20].
3.3.3. Natural Binders
Lignin, proteins, lipids, and other compounds present in biomass help to produce good-quality densified materials, because these natural binders can generate solid bridges between particles. Natural binders are excreted from biomass cells at compression pressure and/or temperature; therefore, their adhesive effect helps obtain high-durability densified materials [34,38].
Table 5 shows the major components of walnut shells [39]. In the same table, the major components of another lignocellulosic material, furniture waste, are also shown for comparison [18]. It can be observed that lignin content is lower in walnut shells; however, the protein content is higher.
Table 5.
Organic composition of lignocellulosic materials.
Furthermore, it must be taken into account that walnuts are not lignocellulosic materials and their major components are different, as can be seen in Table 6.
Table 6.
Major components of walnuts.
As mentioned in the Introduction section, lignin, lipids, proteins, and carbohydrates act as natural binders in densification processes. From Table 6, it can be concluded that briquettes from walnut shells with 8% of walnuts showed higher contents of natural binders than those without walnuts (only shells). Therefore, it could be expected that the durability of the briquettes of walnut shells with 8% of walnuts was higher and, effectively, this is what happened, as can be observed in Table 3.
4. Conclusions
In this work, good-quality briquettes were obtained from walnut shells through a simple, versatile, and easy-to-maintain process. Since the process does not require adding extra binders or previous grinding, the cost is reduced compared to other densification techniques. The moderate temperature used could be achieved by using the residual heat generated from other processes. The briquettes obtained can be considered as a clean material suitable for special combustion processes where pollution is not allowed.
The effect of some parameters on the quality of the briquettes has been studied and it can be concluded that:
There is a positive and linear correlation between the operating temperature and the density obtained.
The higher the operating temperature, the higher the durability and, therefore, the briquette quality. However, in this case, no linear correlation is observed. A higher increase in durability is observed between briquettes obtained at room temperature and those obtained at 80 °C. Operating temperatures higher than 80 °C generate briquettes of higher durability, although these durability increases are not as significant as those obtained between 20–80 °C.
Increasing operating temperature causes the viscosity of natural binders, such as water, to decrease and consequently, the mobility of the natural binders increases. A linear correlation has been determined between water dynamic viscosity and the durability of the briquettes.
Briquettes obtained from biomass with 1% moisture show better durabilities than those from biomasses with higher moisture content (6.8% and 8.4%). Water is necessary for the densification of the biomass because it acts as a binder and a lubricant, although briquettes with a high moisture content show worse mechanical durability results, probably due to water re-expansion after the compaction process.
The presence of small amounts of walnuts with the walnut shells (around 8% weight, similar to the percentage obtained in the walnut shelling process) improved the durability of the briquettes. This is attributed to the high content of natural binders (such as lipids, proteins, and carbohydrates) found in walnuts.
As a final conclusion, walnut shells can be used to obtain good-quality briquettes according to the specifications of solid biofuels established in the standards, without the need for any pretreatment. A hydraulic piston press briquette machine with a compaction pressure of 66 MPa and temperatures of 80–140 °C allowed us to obtain briquettes with diameters of 53 mm, varying heights depending on the initial mass, densities around 1040 kg/m3, and durabilities around 94%. Thus, a waste product is suitable to be valorized by combustion to obtain energy without the need for fossil fuels.
Author Contributions
Conceptualization, R.F.; Formal analysis, E.V., M.A.G., A.I.M., M.F.G.-R. and N.O.; Funding acquisition, R.F.; Investigation, E.V., M.A.G. and A.I.M.; Methodology, R.F., M.A.G. and A.I.M.; Supervision, R.F.; Validation, M.A.G. and A.I.M.; Visualization, E.V., M.F.G.-R. and N.O.; Writing—original draft, R.F.; Writing—review & editing, E.V., M.A.G., A.I.M., M.F.G.-R. and N.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Agencia Estatal de Investigación (Spain) [grant number AEI/10.13039/501100011033], by the University of Alicante [grant number UAUSTI21-03] and by the Spanish Ministerio de Economia y Competividad [Research Project CTQ2016-76608-R].
Data Availability Statement
The data that support the findings of this study are available on request from the corresponding author, N.O.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ali, G.; Afraz, M.; Muhammad, F.; Nisar, J.; Shah, A.; Munir, S.; Tasleem Hussain, S. Production of Fuel Range Hydrocarbons from Pyrolysis of Lignin over Zeolite Y, Hydrogen. Energies 2022, 16, 215. [Google Scholar] [CrossRef]
- Nisar, J.; Ahmad, A.; Ali, G.; Rehman, N.U.; Shah, A.; Shah, I. Enhanced Bio-Oil Yield from Thermal Decomposition of Peanut Shells Using Termite Hill as the Catalyst. Energies 2022, 15, 1891. [Google Scholar] [CrossRef]
- Siyal, A.A.; Liu, Y.; Ali, B.; Mao, X.; Hussain, S.; Fu, J.; Ao, W.; Zhou, C.; Wang, L.; Liu, G.; et al. Pyrolysis of Pellets Prepared from Pure and Blended Biomass Feedstocks: Characterization and Analysis of Pellets Quality. J. Anal. Appl. Pyrolysis 2022, 161, 105422. [Google Scholar] [CrossRef]
- Rudolfsson, M.; Stelte, W.; Lestander, T.A. Process Optimization of Combined Biomass Torrefaction and Pelletization for Fuel Pellet Production—A Parametric Study. Appl. Energy 2015, 140, 378–384. [Google Scholar] [CrossRef]
- Rex, P.; Ganesan, V.; Sivashankar, V.; Tajudeen, S. Prospective Review for Development of Sustainable Catalyst and Absorbents from Biomass and Application on Plastic Waste Pyrolysis. Int. J. Environ. Sci. Technol. 2022, 1–16. [Google Scholar] [CrossRef]
- El Hamdouni, Y.; el Hajjaji, S.; Szabó, T.; Trif, L.; Felhősi, I.; Abbi, K.; Labjar, N.; Harmouche, L.; Shaban, A. Biomass Valorization of Walnut Shell into Biochar as a Resource for Electrochemical Simultaneous Detection of Heavy Metal Ions in Water and Soil Samples: Preparation, Characterization, and Applications. Arab. J. Chem. 2022, 15, 104252. [Google Scholar] [CrossRef]
- Shahbandeh, M. Nuts: Global Production by Type 2021/22. Statista. Available online: https://www.statista.com/statistics/1030790/tree-nut-global-production-by-type/ (accessed on 16 February 2023).
- Li, Y.; Liu, H. High-Pressure Densification of Wood Residues to Form an Upgraded Fuel. Biomass Bioenergy 2000, 19, 177–186. [Google Scholar] [CrossRef]
- Ghiasi, B.; Kumar, L.; Furubayashi, T.; Lim, C.J.; Bi, X.; Kim, C.S.; Sokhansanj, S. Densified Biocoal from Woodchips: Is It Better to Do Torrefaction before or after Densification? Appl. Energy 2014, 134, 133–142. [Google Scholar] [CrossRef]
- Manouchehrinejad, M.; Mani, S. Torrefaction after Pelletization (TAP): Analysis of Torrefied Pellet Quality and Co-Products. Biomass Bioenergy 2018, 118, 93–104. [Google Scholar] [CrossRef]
- Wang, Q.; Han, K.; Gao, J.; Li, H.; Lu, C. The Pyrolysis of Biomass Briquettes: Effect of Pyrolysis Temperature and Phosphorus Additives on the Quality and Combustion of Bio-Char Briquettes. Fuel 2017, 199, 488–496. [Google Scholar] [CrossRef]
- Font, R. Proceso Mejorado de Fabricacion de Briquetas Combustibles. Patent ES2201862. Available online: https://innoua.ua.es/es/GeneraFichaOfertaPDF?pIdOferta=33 (accessed on 22 February 2023).
- Font, R. Procedimiento Para La Fabricación de Briquetas Para La Valorización Energética de Residuos de Muebles. Patent WO2016185063A1, 24 November 2016. Available online: https://patents.google.com/patent/WO2016185063A1/es (accessed on 22 February 2023).
- UNE-EN ISO 16559:2022; Biocombustibles Sólidos. Vocabulario. Asociación Española de Normalización (AENOR): Madrid, Spain. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma?c=N0070126 (accessed on 19 April 2023).
- Križan, P.; Šooš, Ľ.; Vukelić, Đ. A Study of Impact Technological Parametres on the Briquetting Process. Facta Univ. Ser. Work. Living Environ. Prot. 2009, 6, 39–47. [Google Scholar]
- Obernberger, I.; Thek, G. Physical Characterisation and Chemical Composition of Densified Biomass Fuels with Regard to Their Combustion Behaviour. Biomass Bioenergy 2004, 27, 653–669. [Google Scholar] [CrossRef]
- Garrido, M.A.; Font, R.; Conesa, J.A. Thermochemical Study of the Briquetting Process of Mattress Foams. Fuel Process. Technol. 2017, 159, 88–95. [Google Scholar] [CrossRef]
- Moreno, A.I.; Font, R.; Conesa, J.A. Physical and Chemical Evaluation of Furniture Waste Briquettes. Waste Manag. 2016, 49, 245–252. [Google Scholar] [CrossRef] [PubMed]
- Ishii, K.; Furuichi, T. Influence of Moisture Content, Particle Size and Forming Temperature on Productivity and Quality of Rice Straw Pellets. Waste Manag. 2014, 34, 2621–2626. [Google Scholar] [CrossRef] [PubMed]
- Kaliyan, N.; Vance Morey, R. Factors Affecting Strength and Durability of Densified Biomass Products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Lee, S.M.; Ahn, B.J.; Choi, D.H.; Han, G.S.; Jeong, H.S.; Ahn, S.H.; Yang, I. Effects of Densification Variables on the Durability of Wood Pellets Fabricated with Larix kaempferi C. and Liriodendron tulipifera L. Sawdust. Biomass Bioenergy 2013, 48, 1–9. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. A Study of Bonding and Failure Mechanisms in Fuel Pellets from Different Biomass Resources. Biomass Bioenergy 2011, 35, 910–918. [Google Scholar] [CrossRef]
- Mandal, S.; Prasanna Kumar, G.V.; Bhattacharya, T.K.; Tanna, H.R.; Jena, P.C. Briquetting of Pine Needles (Pinus roxburgii) and Their Physical, Handling and Combustion Properties. Waste Biomass Valorization 2019, 10, 2415–2424. [Google Scholar] [CrossRef]
- Križan, P.; Matúš, M.; Šooš, L.; Beniak, J. Behavior of Beech Sawdust during Densification into a Solid Biofuel. Energies 2015, 8, 6382–6398. [Google Scholar] [CrossRef]
- UNE-EN ISO 18134-1:2016; Biocombustibles Sólidos. Determinación Del Contenido de Humedad. Método de Secado En Estufa. Parte 1: Humedad Total. Método de Referencia. Asociación Española de Normalización (AENOR): Madrid, Spain. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=norma-une-en-iso-18134-1-2016-n0056325 (accessed on 19 April 2023).
- UNE-EN ISO 18122:2016; Biocombustibles Sólidos. Determinación Del Contenido de Ceniza. Asociación Española de Normalización (AENOR): Madrid, Spain. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=norma-une-en-iso-18122-2016-n0056486 (accessed on 19 April 2023).
- García, R.; Pizarro, C.; Lavín, A.G.; Bueno, J.L. Biomass Proximate Analysis Using Thermogravimetry. Bioresour. Technol. 2013, 139, 1–4. [Google Scholar] [CrossRef] [PubMed]
- UNE-EN ISO 16948:2015; Biocombustibles Sólidos. Determinación Del Contenido Total de Carbono, Hidrógeno y Nitrógeno. Asociación Española de Normalización (AENOR): Madrid, Spain. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=norma-une-en-iso-16948-2015-n0055295 (accessed on 19 April 2023).
- UNE-EN ISO 17831-2:2016; Biocombustibles Sólidos. Determinación de La Durabilidad Mecánica de Pélets y Briquetas. Parte 2: Briquetas. Asociación Española de Normalización (AENOR): Madrid, Spain. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0057457 (accessed on 19 April 2023).
- UNE-EN ISO 17225-1:2021; Biocombustibles Sólidos. Especificaciones y Clases de Combustibles. Parte 1: Requisitos Generales. Asociación Española de Normalización (AENOR): Madrid, Spain. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0068685 (accessed on 19 April 2023).
- UNE-EN ISO 17225-3:2021; Biocombustibles Sólidos. Especificaciones y Clases de Combustibles. Parte 3: Clases de Briquetas de Madera. Asociación Española de Normalización (AENOR): Madrid, Spain. Available online: https://www.une.org/encuentra-tu-norma/busca-tu-norma/norma/?c=N0067971 (accessed on 19 April 2023).
- Felfli, F.F.; Luengo, C.A.; Suárez, J.A.; Beatón, P.A. Wood Briquette Torrefaction. Energy Sustain. Dev. 2005, 9, 19–22. [Google Scholar] [CrossRef]
- Irvine, G.M. The Glass Transitions of Lignin and Hemicellulose and Their Measurement by Differential Thermal Analysis. Tappi J. 1984, 67, 118–121. [Google Scholar]
- Kaliyan, N.; Morey, R.V. Natural Binders and Solid Bridge Type Binding Mechanisms in Briquettes and Pellets Made from Corn Stover and Switchgrass. Bioresour. Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef] [PubMed]
- Green, D.W.; Perry, R.H. Liquid Density, Viscosity, and Interfacial Tension. In Perry’s Chemical Engineers’ Handbook; McGraw-Hill Education: New York, NY, USA, 2008; p. 2400. ISBN 9780071422949. [Google Scholar]
- Reid, R.C.; Prausnitz, J.M.; Poiling, B.E. The Properties of Gases and Liquids, 4th ed.; McGraw-Hill, Inc.: New York, NY, USA, 1987; ISBN 978-0070517998. [Google Scholar]
- Lide, D.R. CRC Handbook of Chemistry and Physics, 84th ed.; CRC Press: Boca Raton, FL, USA, 2003; ISBN 0-8493-0484-9. [Google Scholar]
- Forero Núñez, C.A. Densification Mechanisms during Solid Biofuels Production Made of Sawdust, Coal and Cocoa Husks by Pressing. Ph.D. Thesis, Universidad Nacional de Colombia, Bogota, Colombia, 2014. [Google Scholar]
- Wartelle, L.H.; Marshall, W.E. Citric Acid Modified Agricultural By-Products as Copper Ion Adsorbents. Adv. Environ. Res. 2000, 4, 1–7. [Google Scholar] [CrossRef]
- USDA National Nutrient Database for Standard Reference, Legacy Release. Available online: https://data.nal.usda.gov/dataset/usda-national-nutrient-database-standard-reference-legacy-release (accessed on 22 February 2023).
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).