
Improving the Method of Replacing the Defective Sections of Main Oil and Gas Pipelines Using Laser Scanning Data


Abstract
1. Introduction
2. Materials and Methods
3. Results
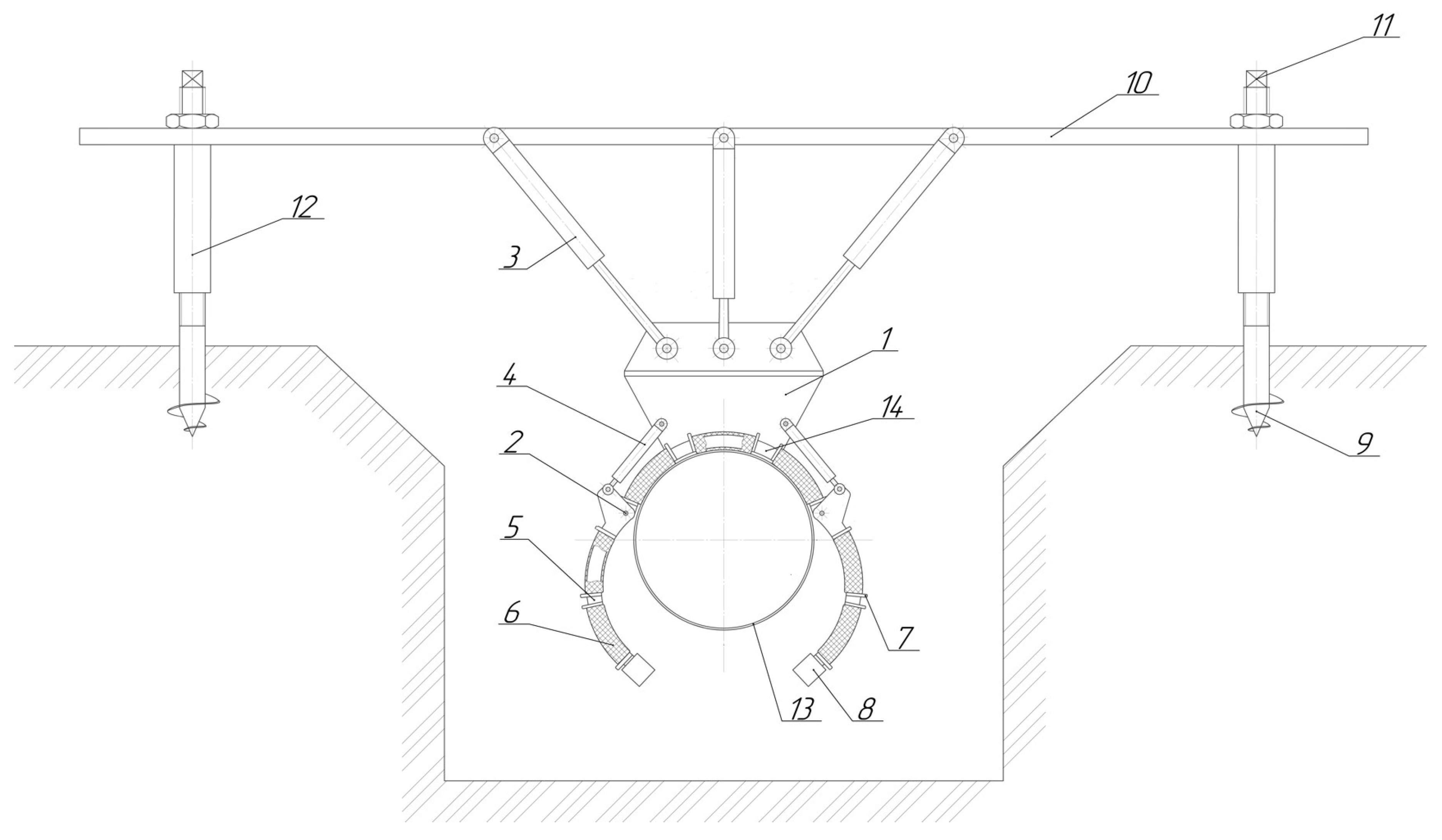
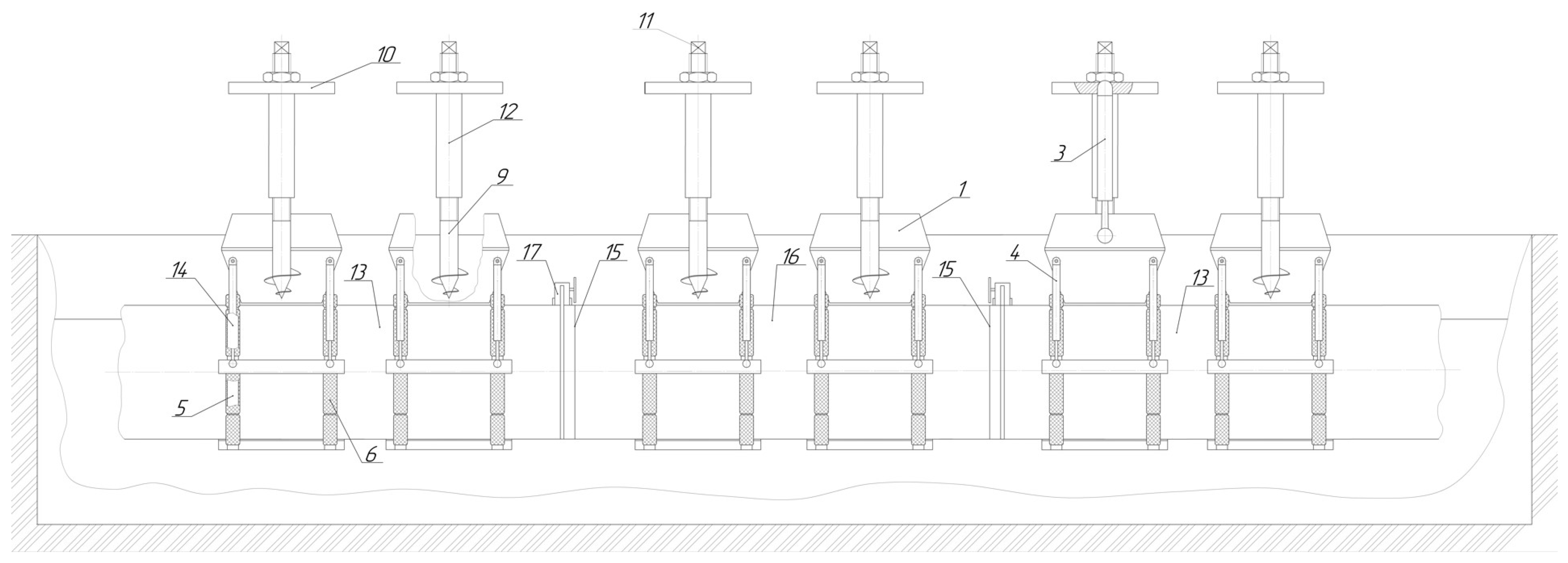
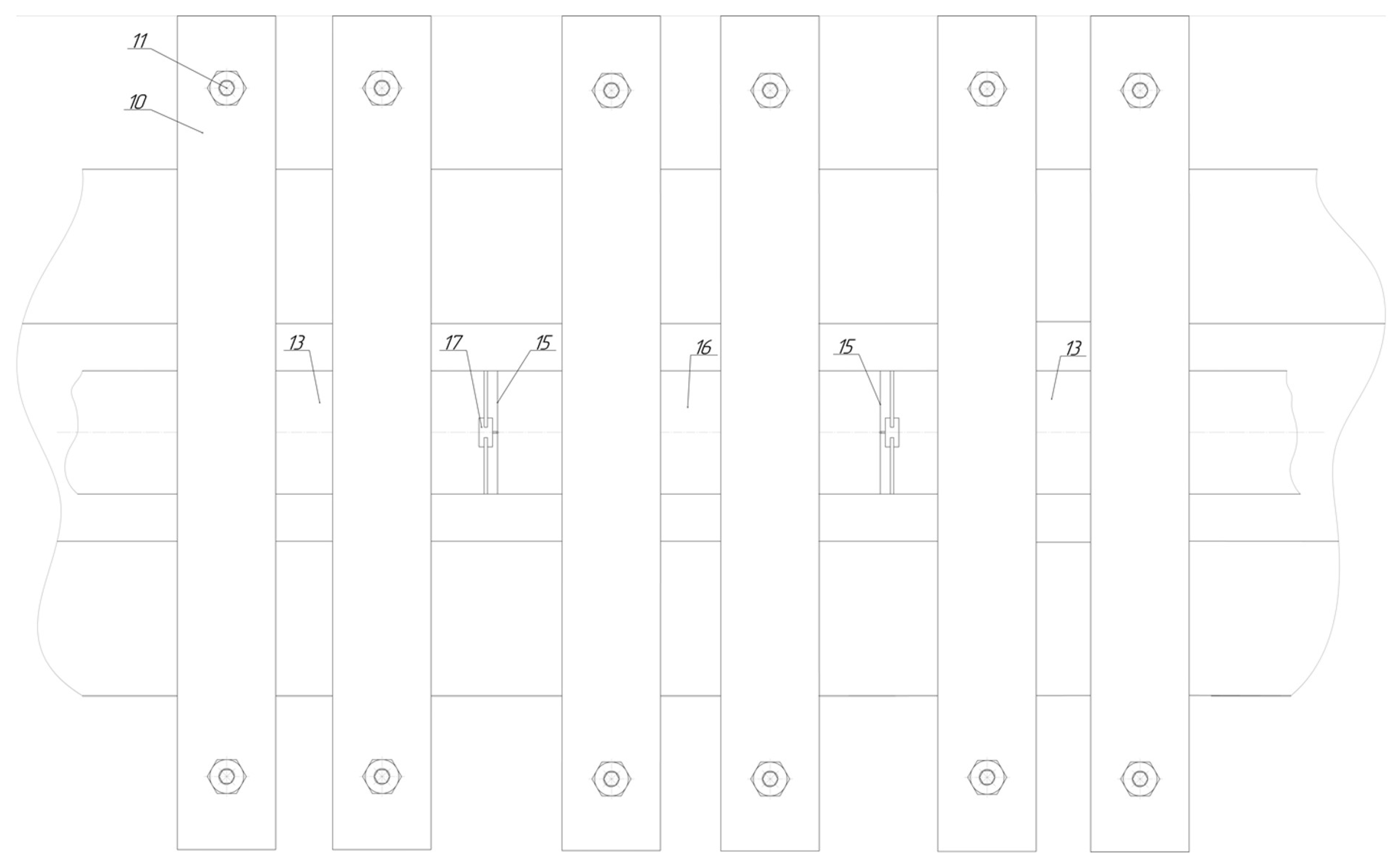
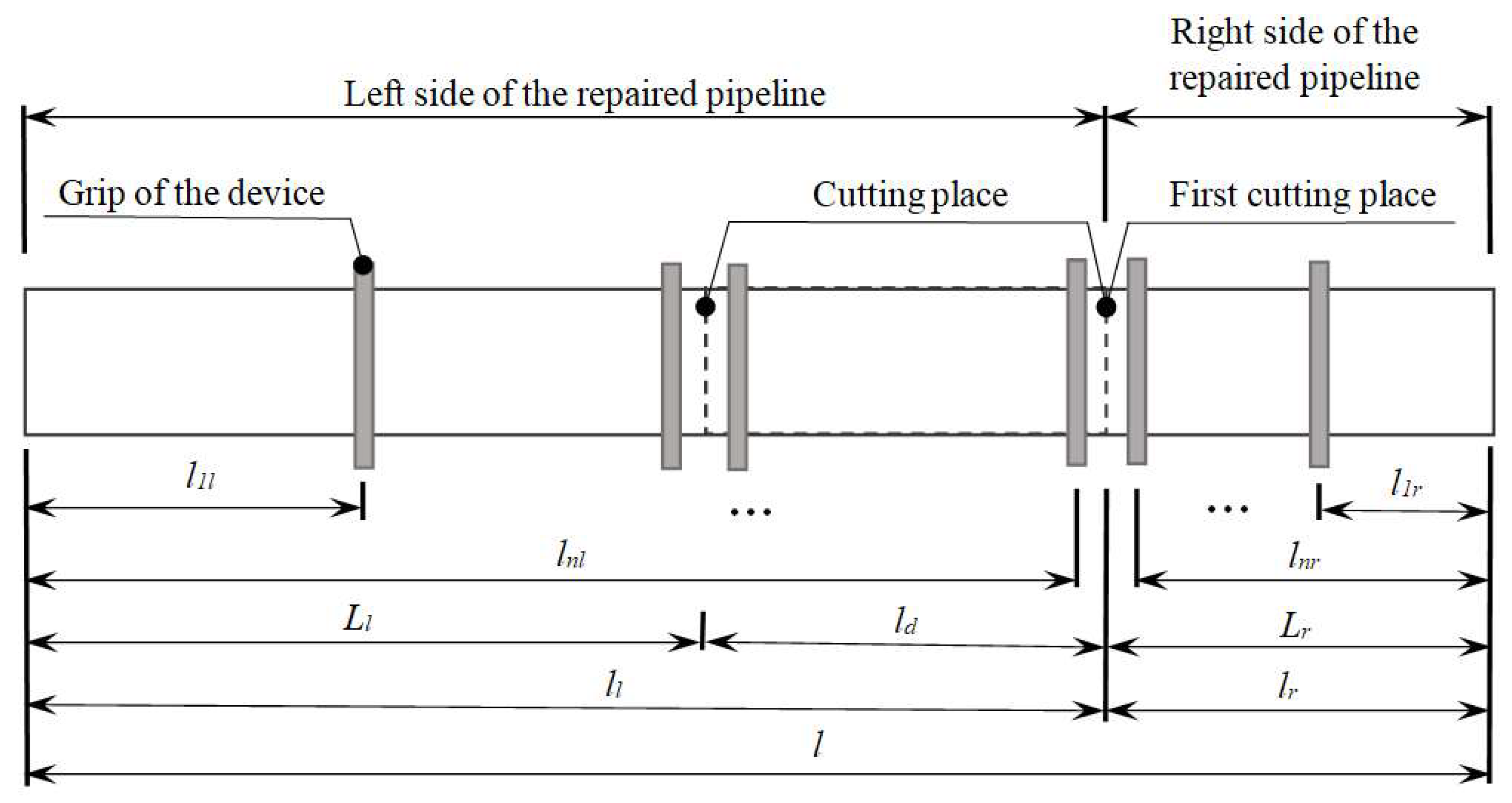
3.1. Development of a Method for Repairing Main Pipelines
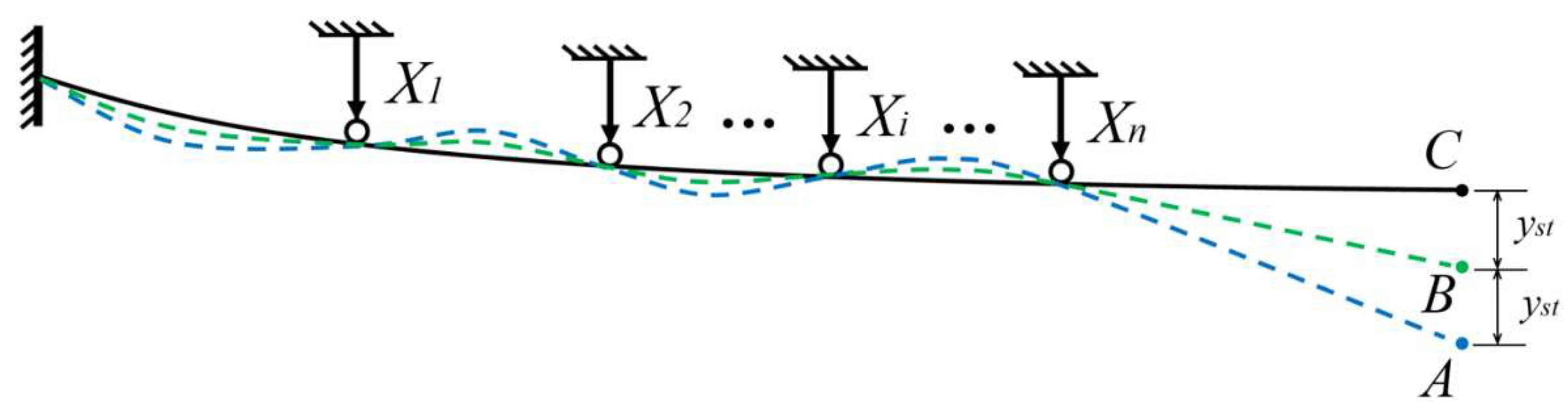
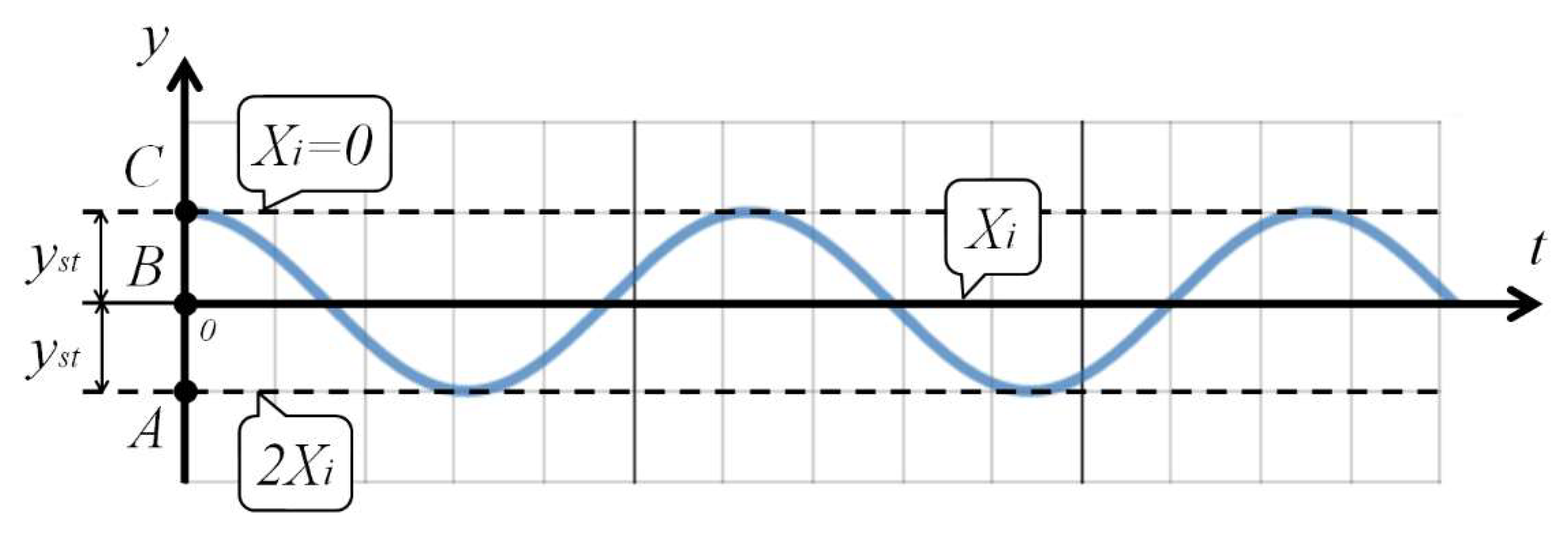
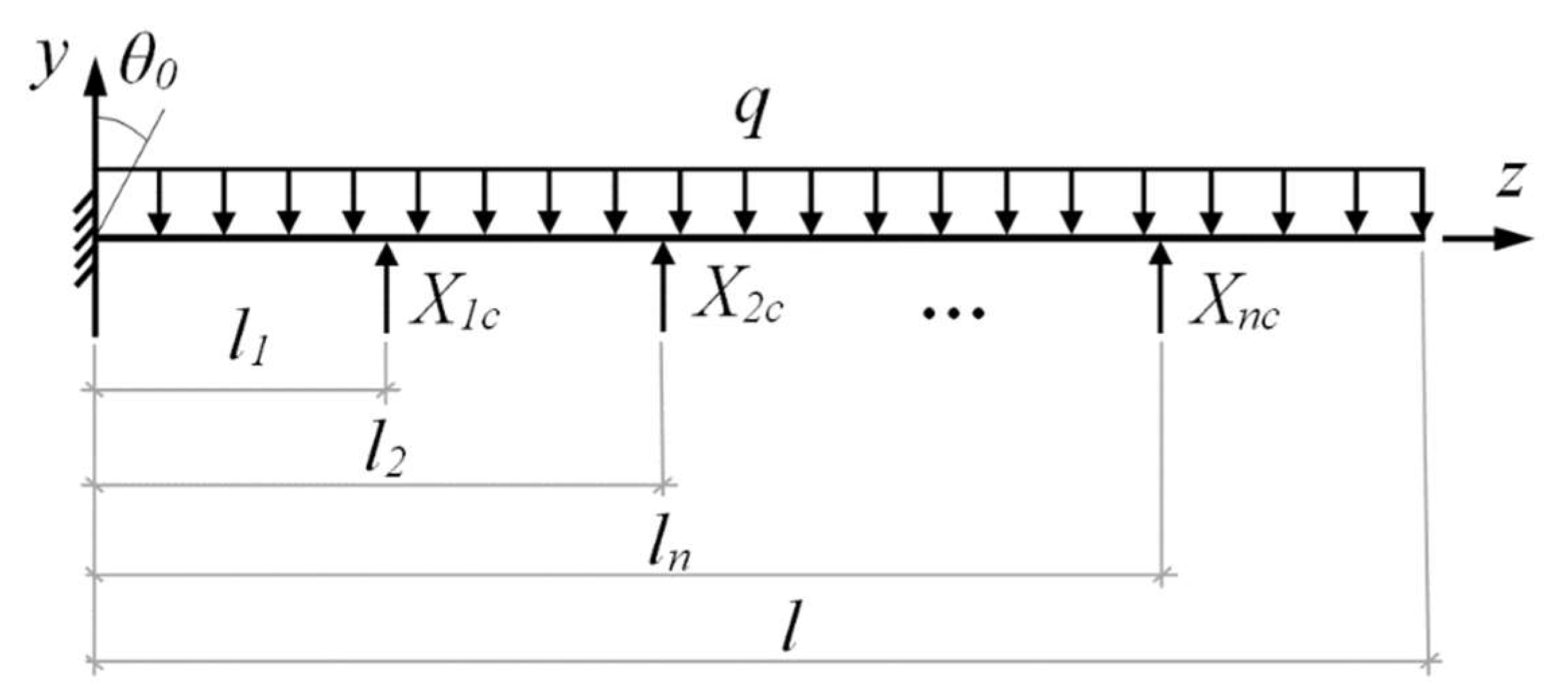
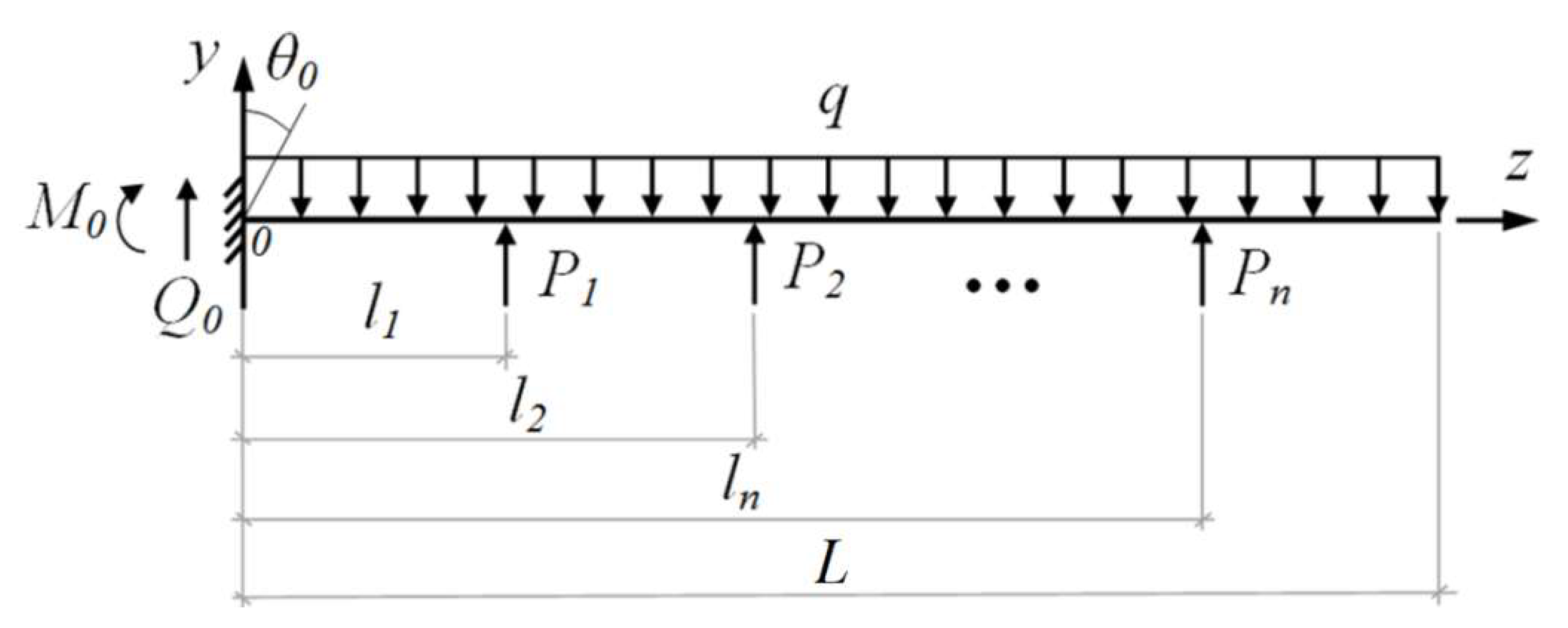
3.2. Development of a Mathematical Model for Assessing the Loads Taken up by the Devices and the Forces Required for Centering the Ends of the Pipeline
- y(z)—pipeline deflection in a vertical or horizontal plane;
- a, b, c, e—polynomial coefficients;
- z—horizontal coordinate of the pipeline section, m.
- w—oscillation frequency of the end of the pipeline after cutting, rad/s;
- t—time elapsed from the beginning of oscillations, s.
- ρ—density of the pipeline material, kg/m3;
- l—length of the pipeline, m;
- g—free-fall acceleration, m/s2;
- D, d—outer and inner diameters of the pipeline, respectively, m.
- —load terms due to the deflection of the pipeline in the cross section with the coordinate li as a result of the action of a distributed load from its own weight, m;
- —coefficients of the canonical equations of the force method, characterizing the displacement of the i-th section with the coordinate li as a result of the action of the j-th force equal to unity, m/N;
- —pipeline deflection in the section with coordinate li, calculated by substituting the coordinate li into the polynomial equation, m;
- n—amount of force applied to a given side of the pipeline with the help of grips of devices for fixing and centering its ends.
- E—Young’s modulus of elasticity of pipeline steel, Pa;
- —axial moment of inertia of the pipeline, m4.
- y(z)—coordinate of the vertical position of the pipeline in section z, m;
- M(z)—bending moment in the pipeline cross section with coordinate z, N/m.
- —Heaviside function, equaled to zero for a negative value of the argument and equaled to one for its positive value.
- P1, P2, Pi, Pt, Pu, Pw, Pn—forces applied by device grips, N; L—length of the centered side of the pipeline, equal to the original length of the side of the pipeline, if the cut out section is outside it, and equal to L minus l∂, if the cut out section is on this side, m; l∂—length of the cut out section of the pipeline, m.
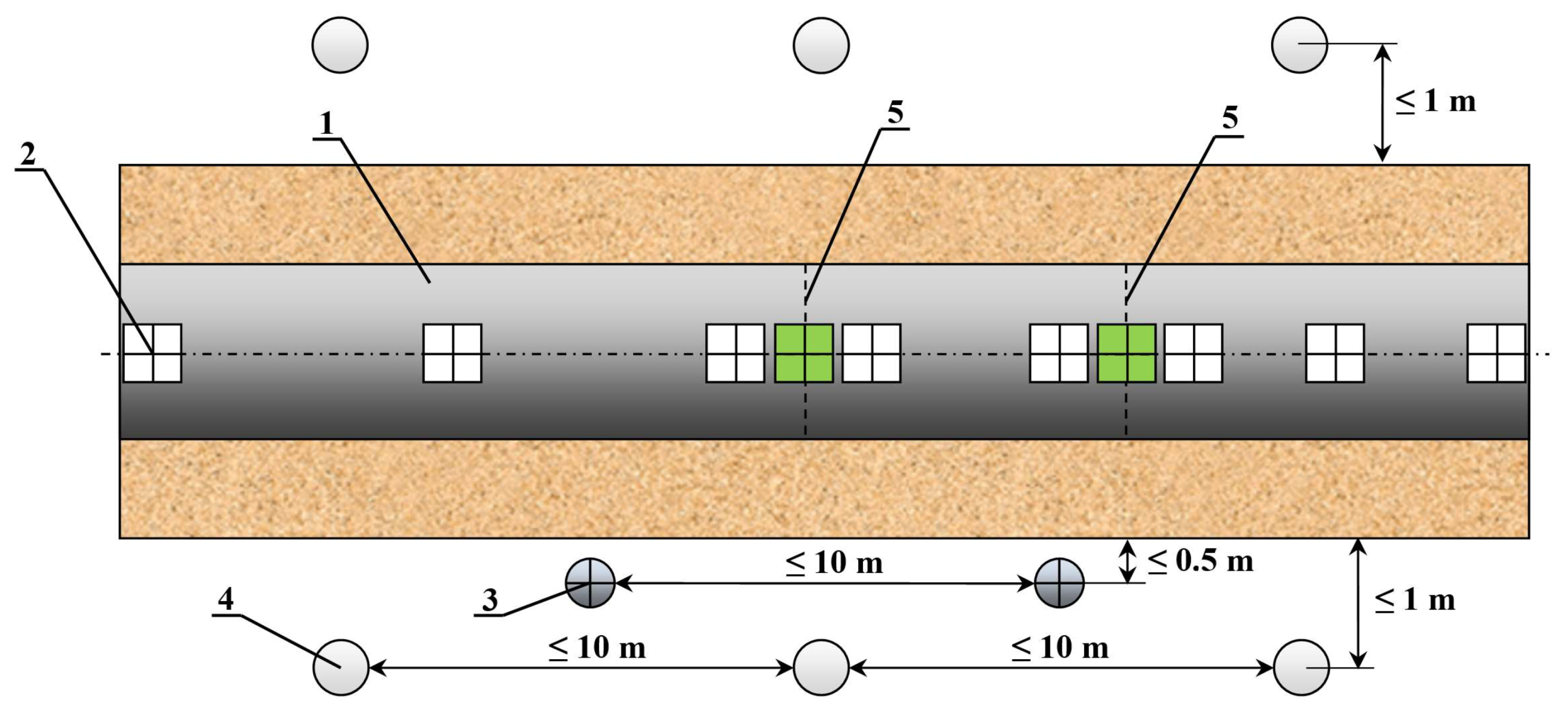
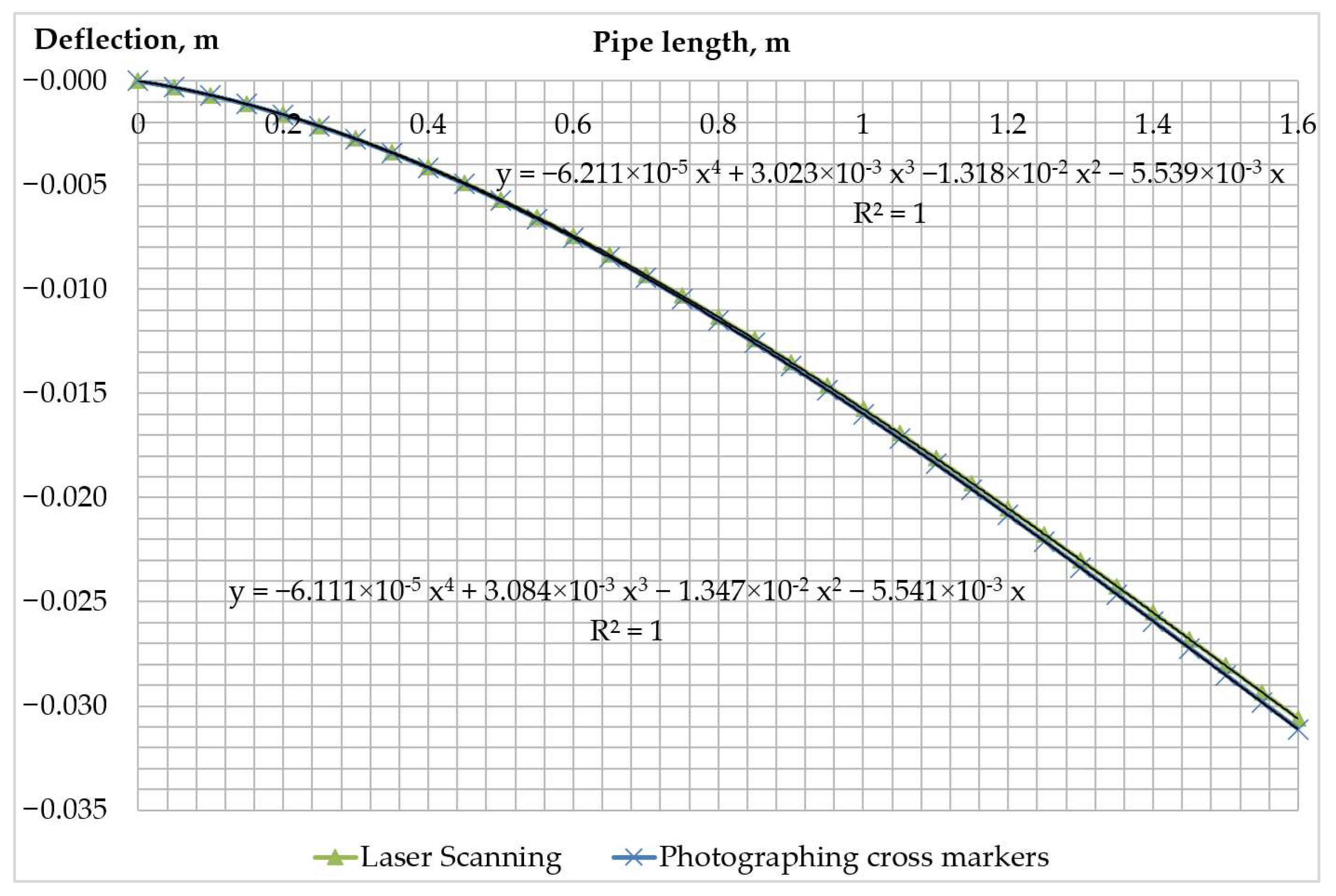
3.3. Experimental Study of the Possibility of Assessing the Position of the Pipeline in the Trench according to Laser Scanning Data
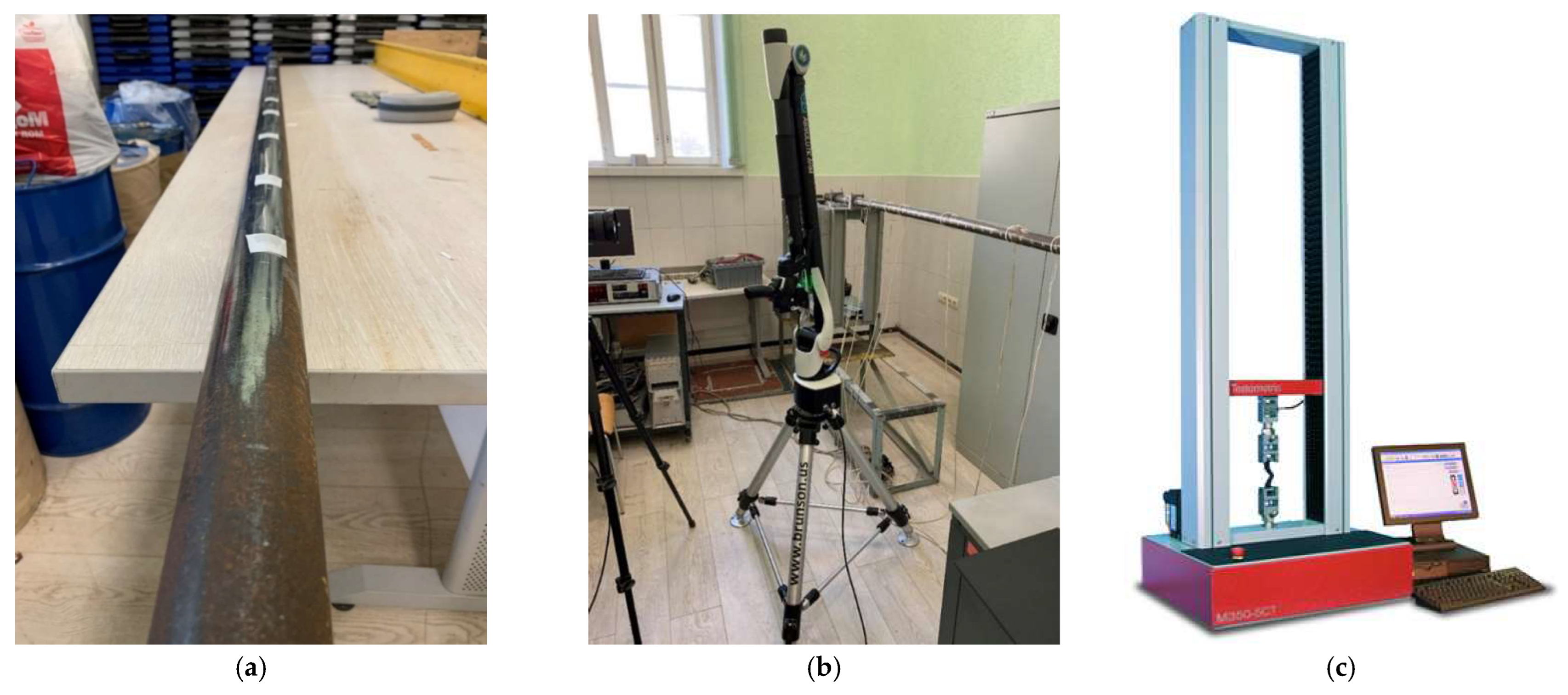
- Pipeline with a length of 2.4 m, an outer diameter of 51 mm and a wall thickness of 3 mm, all pipeline material—steel 09G2S;
- Hexagon RS6 Laser Scanner;
- Hasselblad H5D 200 MS camera with image resolution of 200 MP;
- Electrical press Testometric M350-5CT to create a load on the free end of the pipeline.
- The left end of the pipeline is fixed in the prepared tooling so that the length of the pipeline from the place of the fixed support is 1.6 m;
- an electric press is installed above the second end of the pipeline;
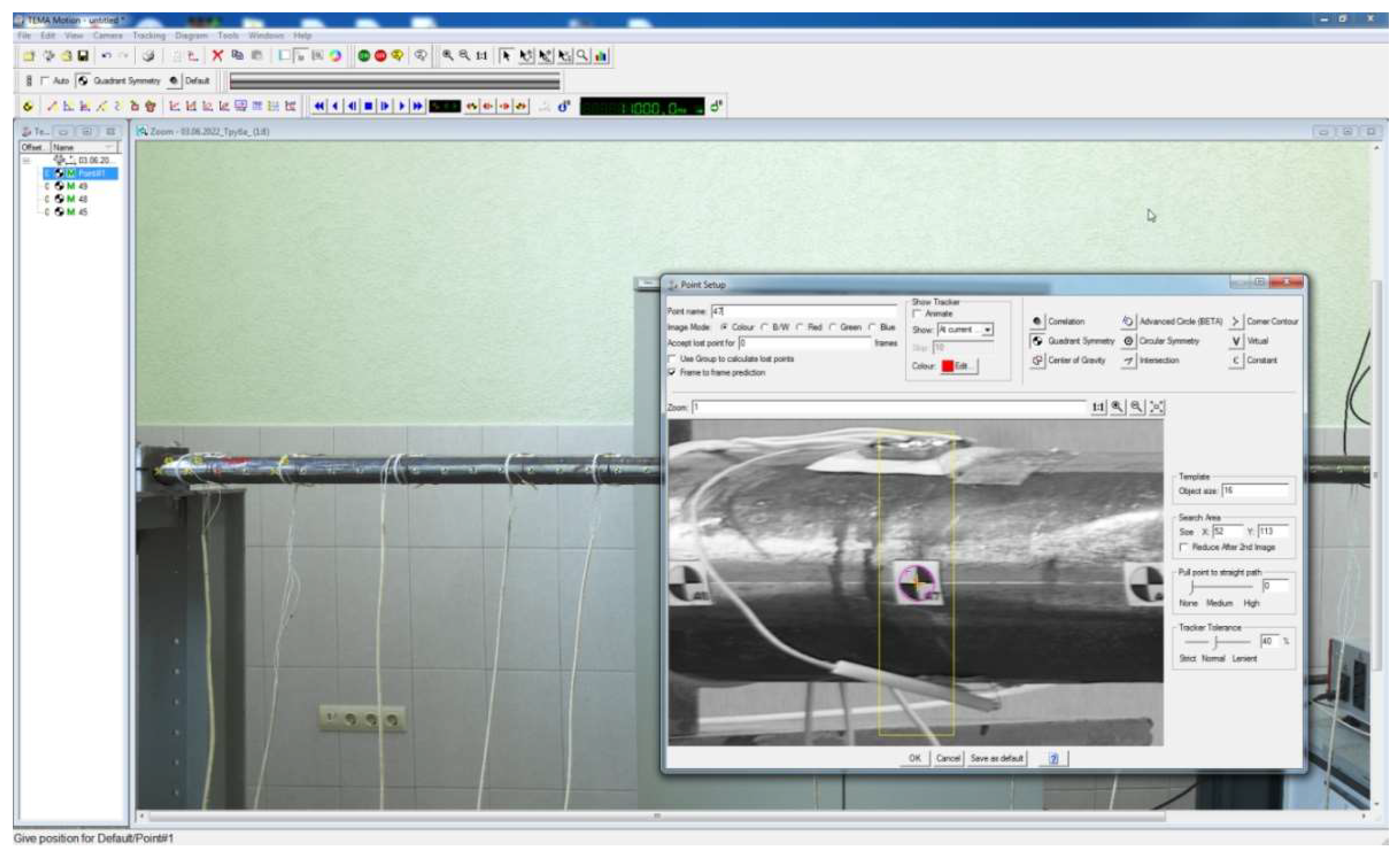
- a camera is installed opposite to the markers glued to the pipeline;
- the free end of the pipeline is loaded with 400 N by lowering the electric press, thereby the elastic bending of the pipeline is realized;
- the pipeline is photographed in a bent position using a camera;
- laser scanning of the pipeline is carried out in a bent position with a laser scanner;
- the load is removed from the free end of the pipeline by lifting the electric press.
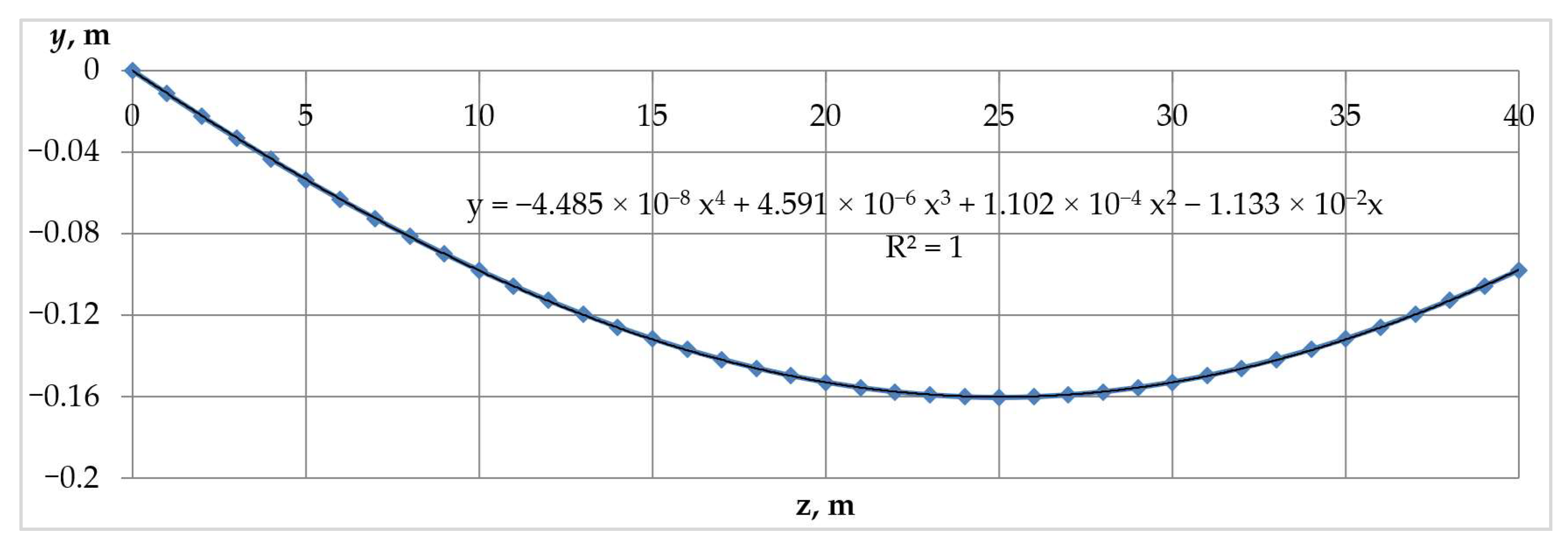
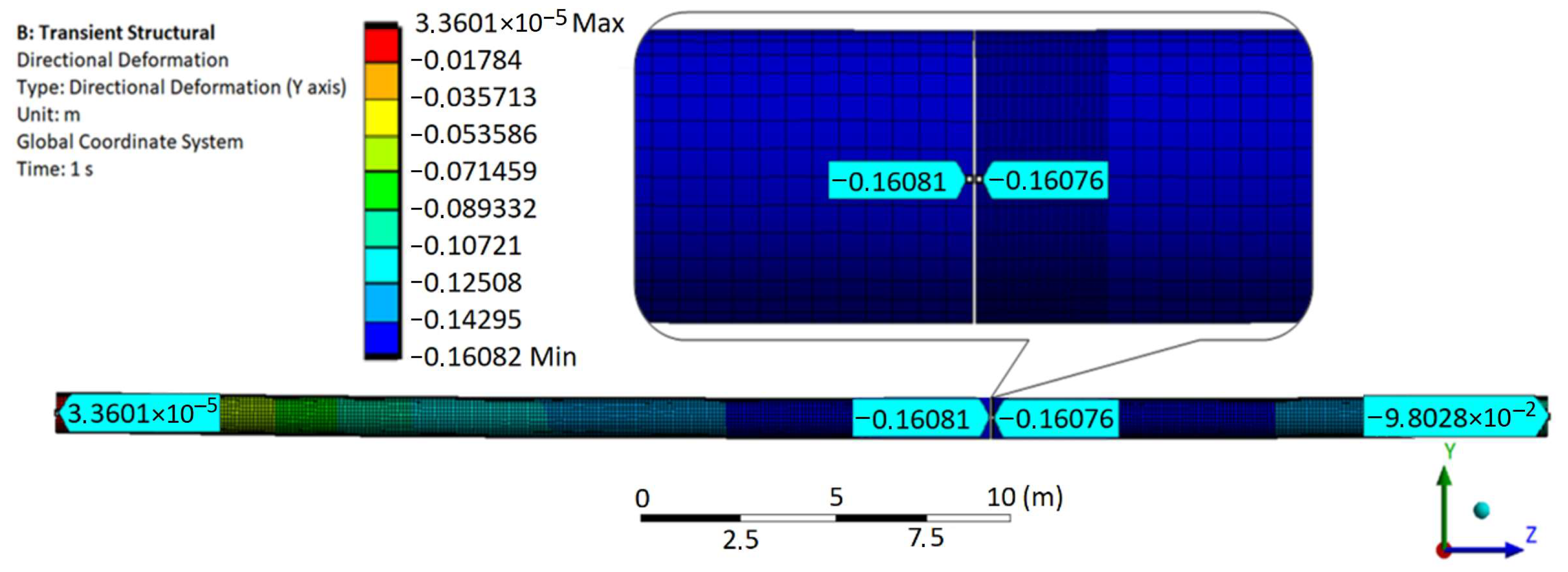
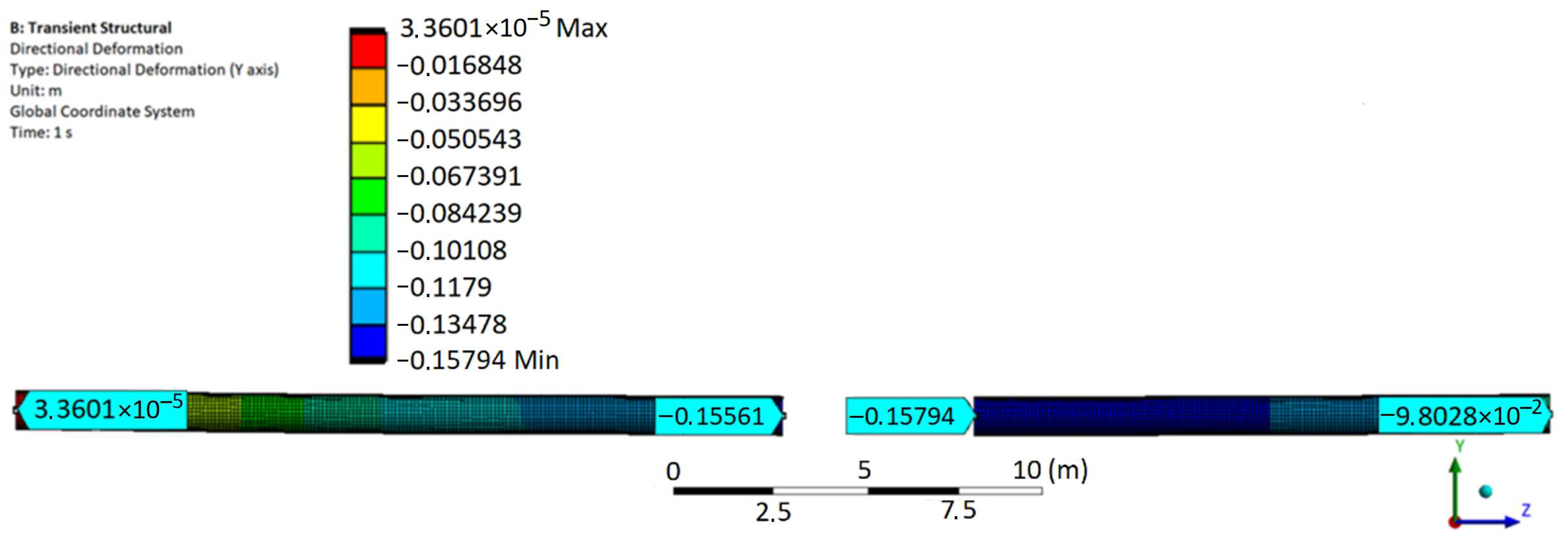
3.4. Determining the Convergence of the Results of Calculations Based on the Proposed Mathematical Model with the Results of Finite Element Modeling of the Process of Cutting the Main Pipeline
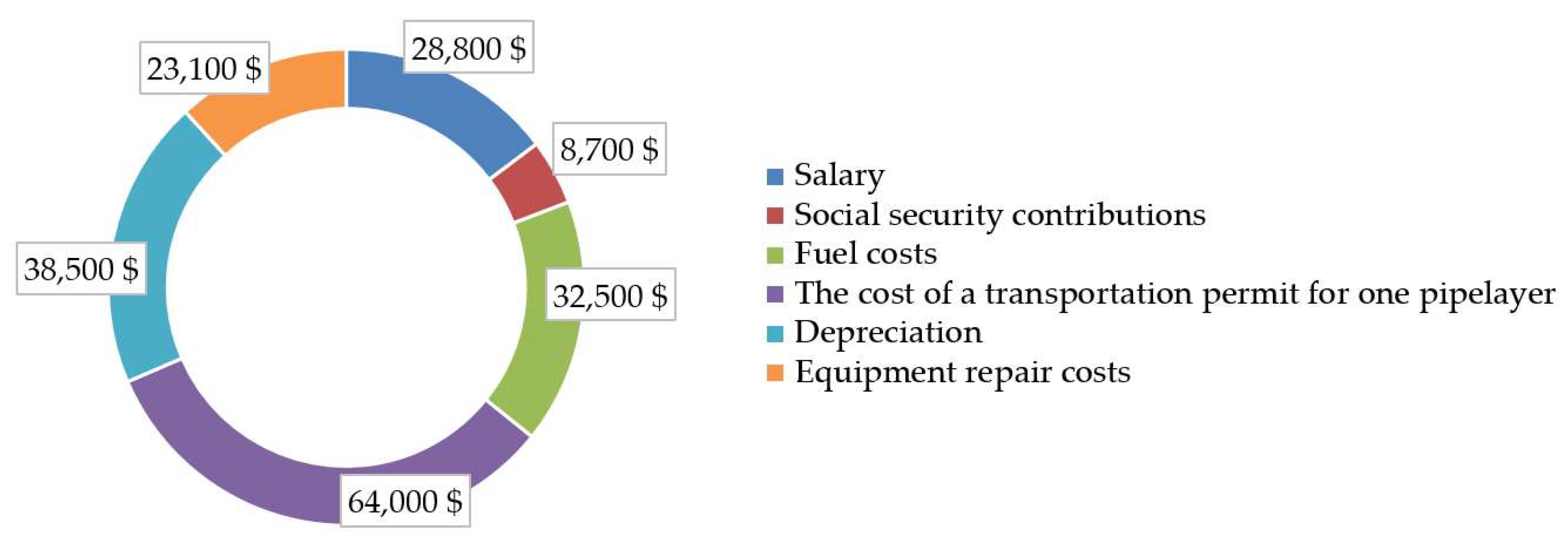
3.5. Calculation of Financial Costs for Repair Work
4. Discussion
5. Conclusions
- The disadvantages of the existing methods of repairing main oil and gas pipelines involving cutting out defective sections are justified.
- The design of devices for fixing and centering the ends of the pipeline has been developed and patented, which makes it possible to avoid a sharp displacement of the ends of the pipeline and ensure their centering before welding a new section without the use of pipelayers.
- A mathematical model has been developed for calculating the reaction forces arising in the hydraulic cylinders of the fixing and centering devices, the forces required to center the ends of the pipeline as well as the resulting stresses in the pipeline wall. The initial data for calculations based on the mathematical model are data on the position of the pipeline in the repair trench. The mathematical model will ensure the safe automatic operation of devices without the presence of working personnel in the trench.
- The choice of the method of laser scanning of the pipeline to determine the position of the pipeline in the repair trench is justified.
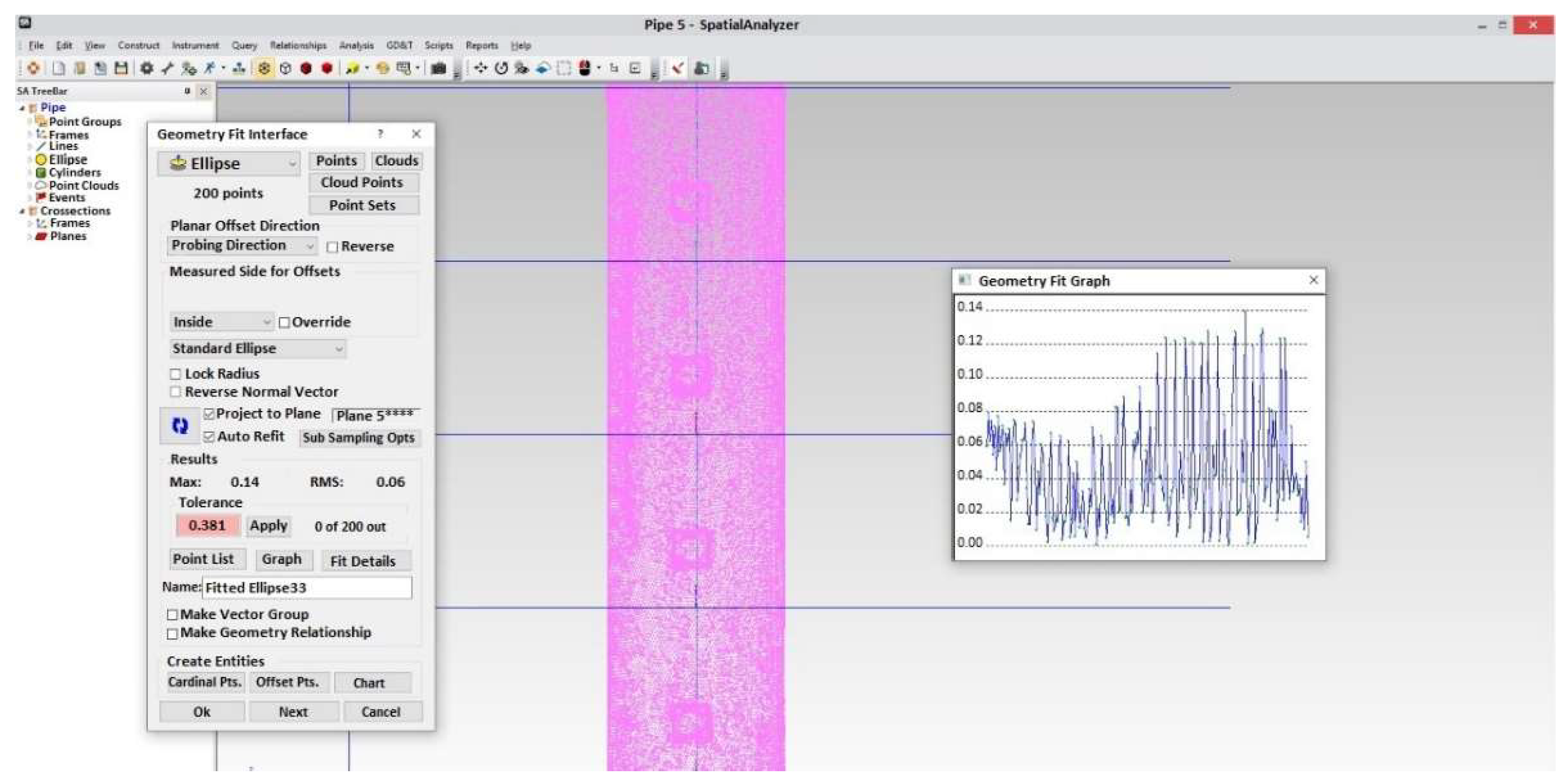
- A method for processing a point cloud of a pipeline obtained as a result of laser scanning has been developed. The method allows us to obtain a polynomial that describes the spatial position of the central axis of the pipeline, based on its point cloud.
- As a result of a laboratory study, it was found that the developed method for processing a point cloud of a scanned pipeline makes it possible to obtain a polynomial, on the basis of which it is possible to estimate with sufficient accuracy (up to 5%) the parameters calculated by the mathematical model, in comparison with the method of photographing cross markers glued on the side generatrix of the pipeline.
- As a result of modeling the process of cutting the main pipeline and centering its ends by the method of finite element computer simulation, a sufficient convergence (up to 5%) of the simulation results with the results of calculations using the proposed mathematical model was obtained.
- According to the results of calculating the financial costs for the production of repair work according to the currently used method, it was revealed that the main costs (transportation permit for one pipelayer, depreciation and fuel costs) fall on the use of pipelayers. The devices proposed in the work can significantly reduce these cost items and completely eliminate the largest one, which is the cost of a transportation permit for oversized equipment.
- The developed method of repairing main oil and gas pipelines and the mathematical model will improve the level of industrial safety of the repair process, as well as its technological and economic efficiency.
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Litvinenko, V.S. Digital economy as a factor in the technological development of the mineral sector. Nat. Resour. Res. 2020, 29, 1521–1541. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Tsvetkov, P.S.; Dvoynikov, M.V.; Buslaev, G.V.; Eichlseder, W. Barriers to implementation of hydrogen initiatives in the context of global energy sustainable development. J. Min. Inst. 2020, 244, 428–438. [Google Scholar] [CrossRef]
- Sultanbekov, R.; Denisov, K.; Zhurkevich, A.; Islamov, S. Reduction of Sulphur in Marine Residual Fuels by Deasphalting to Produce VLSFO. J. Mar. Sci. Eng. 2022, 10, 1765. [Google Scholar] [CrossRef]
- Gendler, S.G.; Fazylov, I.R. Application efficiency of closed gathering system toward microclimate normalization in operating galleries in oil mines. MIAB Mining Inf. Anal. Bull. 2021, 9, 65–78. [Google Scholar] [CrossRef]
- Loseva, E.; Lozovsky, I.; Zhostkov, R.; Syasko, V. Wavelet Analysis for Evaluating the Length of Precast Spliced Piles Using Low Strain Integrity Testing. Appl. Sci. 2022, 12, 10901. [Google Scholar] [CrossRef]
- Dvoynikov, M.; Sidorov, D.; Kambulov, E.; Rose, F.; Ahiyarov, R. Salt Deposits and Brine Blowout: Development of a Cross-Linking Composition for Blocking Formations and Methodology for Its Testing. Energies 2022, 15, 7415. [Google Scholar] [CrossRef]
- Li, X.; Chen, G.; Chang, Y.; Xu, C. Risk-based operation safety analysis during maintenance activities of subsea pipelines. Process Saf. Environ. Prot. 2019, 122, 247–262. [Google Scholar] [CrossRef]
- Yamilev, M.Z.; Masagutov, A.M.; Nikolaev, A.K.; Pshenin, V.V.; Zaripova, N.A.; Plotnikova, K.I. Modified equations for hydraulic calculation of thermally insulated oil pipelines for the case of a power-law fluid. Sci. Technol. Oil Oil Prod. Pipeline Transp. 2021, 11, 388–395. [Google Scholar] [CrossRef]
- Schipachev, A.M.; Koshkur, O.N.; Ljadly, M.A.; Mikhin, S.O.; Kopchikov, A.E. Restoration of the Serviceability of Defective Sections of Oil and Gas Pipelines Using the Magnetic-Pulse Method. IOP Conf. Ser. Earth Environ. Sci. 2022, 988, 022064. [Google Scholar] [CrossRef]
- Khan, N.S.; Sriyab, S.; Kaewkhao, A.; Thawinan, E. Hall current effect in bioconvection Oldroyd-B nanofluid flow through a porous medium with Cattaneo-Christov heat and mass flux theory. Sci. Rep. 2022, 12, 19821. [Google Scholar] [CrossRef]
- Van, T.N.; Aleksandrov, A.N.; Rogachev, M.K. An extensive solution to prevent wax deposition formation in gas-lift wells. J. Appl. Eng. Sci. 2022, 20, 264–275. [Google Scholar]
- Sultanbekov, R.; Beloglazov, I.; Islamov, S.; Ong, M.C. Exploring of the incompatibility of marine residual fuel: A case study using machine learning methods. Energies 2021, 14, 8422. [Google Scholar] [CrossRef]
- Mahdi, E.; Eltai, E. Development of cost-effective composite repair system for oil/gas pipelines. Compos. Struct. 2018, 202, 802–806. [Google Scholar] [CrossRef]
- Arifin, H.H.; Zardasti, L.; Lim, K.S.; Noor, N.M.; Yahaya, N.; Mazlan, A.N.; Sam, A.R.M. Stress distribution analysis of composite repair with Carbon Nanotubes reinforced putty for damaged steel pipeline. Int. J. Press. Vessel. Pip. 2021, 194, 104537. [Google Scholar] [CrossRef]
- ASME B31.8-2003; Gas Transmission and Distribution Piping Systems. The American Society of Mechanical Engineers: New York, NY, USA, 2003.
- RD 153-39.4-067-04 2004; Methods for Repairing Defective Sections of Existing Main Oil Pipelines. CSY Printing House: Saint Petersburg, Russia, 2004.
- Smyth, R.; Powers, B. Pipeline Repair. In Oil and Gas Pipelines, 1st ed.; Revie, R.W., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2015; pp. 657–664. [Google Scholar]
- Repin, S.V.; Maximov, S.E.; Zazykin, A.V.; Chechuev, V.E. Planning methods for machinery restoration repairs for trunk pipelines construction in North. In Contemporary Problems of Architecture and Construction, 1st ed.; Rybnov, E., Akimov, P., Khalvashi, M., Vardanyan, E., Eds.; CRC Press: London, UK, 2021; pp. 393–399. [Google Scholar]
- Akboga Kale, Õ. Characteristic analysis and prevention strategy of trench collapse accidents in the US, 1995–2020. Rev. Constr. 2021, 20, 617–628. [Google Scholar]
- Liang, K.; Chen, X.; Wang, M. Research on Acceptable Level of Social Risks in Oil and Gas Pipeline. In Proceedings of the 2021 IEEE International Conference on Emergency Science and Information Technology (ICESIT), Chongqing, China, 22–24 November 2021; pp. 359–363. [Google Scholar]
- Koulinas, G.K.; Demesouka, O.E.; Bougelis, G.G.; Koulouriotis, D.E. Risk Prioritization in a Natural Gas Compressor Station Construction Project Using the Analytical Hierarchy Process. Sustainability 2022, 14, 13172. [Google Scholar] [CrossRef]
- Bolshunov, A.V.; Vasilev, D.A.; Ignatiev, S.A.; Dmitriev, A.N.; Vasilev, N.I. Mechanical drilling of glaciers with bottom-hole scavenging with compressed air. Ice Snow 2022, 62, 35–46. [Google Scholar]
- Hwang, W.; Lee, J.S. Analytical Model for the Structural Behavior of Pipelines During Lowering-In. Appl. Sci. 2019, 9, 2595. [Google Scholar] [CrossRef]
- Su, W.; Huang, S. Frost Heaving Damage Mechanism of a Buried Natural Gas Pipeline in a River and Creek Region. Materials 2022, 15, 5795. [Google Scholar] [CrossRef]
- Kornilova, Z.G.; Ammosov, G.S.; Ivanov, D.S.; Antonov, A.A. On the influence of natural climatic conditions on the planned-high-altitude position of the pipeline. Procedia Struct. Integr. 2022, 40, 245–250. [Google Scholar] [CrossRef]
- Baktizin, R.N.; Zaripov, R.M.; Korobkov, G.E.; Masalimov, R.B. Assessment of internal pressure effect, causing additional bending of the pipeline. J. Min. Inst. 2020, 242, 160–168. [Google Scholar] [CrossRef]
- Nair, G.S.; Dash, S.R.; Mondal, G. Numerical Study of Horizontally Bent Buried Steel Pipelines Subjected to Oblique Faulting. J. Press. Vessel. Technol. 2022, 144, 051803. [Google Scholar] [CrossRef]
- Vasseghi, A.; Haghshenas, E.; Soroushian, A.; Rakhshandeh, M. Failure analysis of a natural gas pipeline subjected to landslide. Eng. Fail. Anal. 2021, 119, 105009. [Google Scholar] [CrossRef]
- Shad, M.R.; Hayat, U.; Aftab, Z. Investigation of Rupture of 24-inch Diameter Gas Pipeline Near Pipe-Bend. J. Fail. Anal. Prev. 2022, 22, 858–863. [Google Scholar] [CrossRef]
- Wang, K.; Ma, W.-F.; Cao, J.; Nie, H.-L.; Ren, J.-J.; Dang, W. Excavation Inspection and Integrity Evaluation of Girth Weld in Oil and Gas Pipeline. In Proceedings of the International Petroleum and Petrochemical Technology Conference 2020, Shanghai, China, 26–28 August 2020; pp. 657–663. [Google Scholar]
- Efimenko, L.A.; Kapustin, O.E.; Derkach, A.P.; Murashov, N.A.; Gubjin, I.M.; Sevostyanov, S.P.; Ramus, R.O. Calculation and experimental analysis of the parameters thermal cycles of welding methods used in the repair of ring joints of gas pipelines. Weld. Int. 2019, 33, 302–307. [Google Scholar] [CrossRef]
- Zapuklyak, V.; Melnichenko, Y.; Poberezhny, L.; Kyzymyshyn, Y.; Grytsuliak, H.; Komada, P.; Amirgaliyev, Y.; Kozbakova, A. Development of main gas pipeline deepening method for prevention of external effects. In Mechatronic Systems 1, 1st ed.; Waldemar Wójcik, W., Pavlov, S., Kalimoldayev, M., Eds.; Routledge: London, UK, 2021; pp. 75–87. [Google Scholar]
- Haladuick, S.; Dann, M.R. Decision making for long-term pipeline system repair or replacement. ASME J. Risk Uncertain. Eng. Syst. Part A Civ. Eng. 2018, 4, 04018009. [Google Scholar] [CrossRef]
- Gjertveit, E.; Berge, J.O.; Opheim, B.S. The Kvitebjorn Gas Pipeline Repair. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 3–6 May 2010; OnePetro: Richardson, TX, USA, 2010. [Google Scholar]
- Majid, Z.A.; Mohsin, R. Multiple failures of API 5L X42 natural gas pipeline. Eng. Fail. Anal. 2013, 31, 421–429. [Google Scholar] [CrossRef]
- Askarov, R.M.; Sharnina, G.S.; Tagirov, M.B.; Askarov, R.G. A Method of Repairing a Potentially Hazardous Pipeline Section. Patent of the Russian Federation 2740329, 13 January 2021. [Google Scholar]
- Konnov, Y.D.; Matveev, Y.G.; Khabibullin, R.F.; Chebotarev, A.Y. Method of Repairing Defective Pipeline Sections in a Trench. Patent of the Russian Federation 2708758, 27 November 2013. [Google Scholar]
- Khoperskii, G.G.; Prokof’ev, V.V. Pipe Centering Device. Patent of the Russian Federation 2217650, 27 November 2003. [Google Scholar]
- Nosov, A.G.; Leskov, A.K.; Galimov, I.S. 2018 Centering Device. Patent of the Russian Federation 2645837, 16 November 2016. [Google Scholar]
- Aginey, R.V.; Firstov, A.A. Improving the method for assessment of bending stresses in the wall of an underground pipeline. J. Min. Inst. 2022, 257, 744–754. [Google Scholar] [CrossRef]
- Ma, Q.; Tian, G.; Zeng, Y.; Li, R.; Song, H.; Wang, Z.; Gao, B.; Zeng, K. Pipeline In-Line Inspection Method, Instrumentation and Data Management. Sensors 2021, 21, 3862. [Google Scholar] [CrossRef]
- Coramik, M.; Ege, Y. Discontinuity inspection in pipelines: A comparison review. Measurement 2017, 111, 359–373. [Google Scholar] [CrossRef]
- Song, H.; Yang, L.; Liu, G.; Tian, G.; Ona, D.; Song, Y.; Li, S. Comparative Analysis of In-line Inspection Equipments and Technologies. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382, 032021. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, C.; Huang, M. Soil–pipe interaction due to tunnelling: Assessment of Winkler modulus for underground pipelines. Comput. Geotech. 2013, 50, 17–28. [Google Scholar] [CrossRef]
- Perveitalov, O.G.; Nosov, V.V.; Borovkov, A.I.; Hanuhov, H.M.; Chetvertukhin, N.V. Calculation of Durability and Fatigue Life Parameters of Structural Alloys Using a Multilevel Model of Acoustic Emission Pulse Flow. Metals 2023, 13, 4. [Google Scholar] [CrossRef]
- Melo, C.; Dann, M.R.; Hugo, R.J.; Janeta, A. A Framework for Risk-Based Integrity Assessment of Unpiggable Pipelines Subject to Internal Corrosion. J. Press. Vessel. Technol. 2019, 141, 021702. [Google Scholar] [CrossRef]
- Mills, G.H.; Jackson, A.E.; Richardson, R.C. Advances in the Inspection of Unpiggable Pipelines. Robotics 2017, 6, 36. [Google Scholar] [CrossRef]
- Men’shikov, S.N.; Dzhaljabov, A.A.; Vasiliev, G.G.; Leonovich, I.A.; Ermilov, O.M. Spatial Models Developed Using Laser Scanning at Gas Condensate Fields in the Northern Construction-Climatic Zone. J. Min. Inst. 2019, 238, 430–437. [Google Scholar] [CrossRef]
- Raj, T.; Hashim, F.H.; Huddin, A.B.; Ibrahim, M.F.; Hussain, A. A Survey on LiDAR Scanning Mechanisms. Electronics 2020, 9, 741. [Google Scholar] [CrossRef]
- Pshenin, V.; Liagova, A.; Razin, A.; Skorobogatov, A.; Komarovsky, M. Robot Crawler for Surveying Pipelines and Metal Structures of Complex Spatial Configuration. Infrastructures 2022, 7, 75. [Google Scholar] [CrossRef]
- Sidorkin, D.I.; Shammazov, I.A.; Dzhemilev, E.R. Device for Fixing and Centering the Ends of the Pipeline When Cutting out Its Defective Section. Patent of the Russian Federation 2763096, 9 April 2021. [Google Scholar]
- Iwamoto, T.; Kanie, S. Evaluation of bending behavior of flexible pipe using digital image processing. Procedia Eng. 2017, 171, 1272–1278. [Google Scholar] [CrossRef]
- Xu, H.; Ren, W.X.; Wang, Z.C. Deflection estimation of bending beam structures using fiber bragg grating strain sensors. Adv. Struct. Eng. 2015, 18, 395–403. [Google Scholar] [CrossRef]
- Froio, D.; Rizzi, E.; Simões, F.M.; Pinto Da Costa, A. Dynamics of a beam on a bilinear elastic foundation under harmonic moving load. Acta Mech. 2018, 229, 4141–4165. [Google Scholar] [CrossRef]
- Li, J.W.; Ni, B.Y.; Jiang, C.; Fang, T. Dynamic response bound analysis for elastic beams under uncertain excitations. J. Sound Vib. 2018, 422, 471–489. [Google Scholar] [CrossRef]
- Peng, Y.; Li, Z.; Kamel, M.M. Geometrical nonlinear problems of truss beam by base force element method. Int. J. Numer. Methods Eng. 2021, 122, 4793–4824. [Google Scholar] [CrossRef]
- Krastev, R. Consistent Presentation of the Beam Deflection Theory Including Shear Correction. Int. Sci. J. Math. Model 2021, 5, 120–123. [Google Scholar]
- Gavriilidis, I.; Karamanos, S.A. Bending and buckling of internally-pressurized steel lined pipes. Ocean. Eng. 2019, 171, 540–553. [Google Scholar] [CrossRef]
- Velázquez, J.C.; Hernández-Sánchez, E.; Terán, G.; Capula-Colindres, S.; Diaz-Cruz, M.; Cervantes-Tobón, A. Probabilistic and Statistical Techniques to Study the Impact of Localized Corrosion Defects in Oil and Gas Pipelines: A Review. Metals 2022, 12, 576. [Google Scholar] [CrossRef]
- González-Arévalo, N.E.; Velázquez, J.C.; Díaz-Cruz, M.; Cervantes-Tobón, A.; Terán, G.; Hernández-Sanchez, E.; Capula-Colindres, S. Influence of aging steel on pipeline burst pressure prediction and its impact on failure probability estimation. Eng. Fail. Anal. 2021, 120, 104950. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pipeline Position Survey Method | Pipeline Axis Bending Polynomial Coefficients | |||
|---|---|---|---|---|
| a | b | c | e | |
| Laser scanning | −6.211 × 10−5 | 3.023 × 10−3 | −1.318 × 10−2 | −5.539 × 10−3 |
| Photographing cross markers | −6.111 × 10−5 | 3.084 × 10−3 | −1.347 × 10−2 | −5.541 × 10−3 |
| Parameter | Value Obtained by Laser Scanning | Value Obtained by Photographing Cross Markers | Deviations of the Values, % |
|---|---|---|---|
| X1c, N | 125.576 | 129.152 | 2.769 |
| X2c, N | −948.374 | −971.726 | 2.403 |
| P1, N | 927.2 | 927.437 | 0.026 |
| P2, N | −348.757 | −348.85 | 0.027 |
| M0, N·m | 452.215 | 452.336 | 0.027 |
| Q0, N | −522.731 | −522.875 | 0.028 |
| σmax, MPa | 88.231 | 88.208 | 0.026 |
| Parameter | Value |
|---|---|
| Pipeline length | l = 40 m |
| The length of the sides of the pipeline section after the first cut –left side –right side | ll = 25 m lr = 15 m |
| Angle of rotation of cross sections of the pipeline located at the edge of the trench –left cross section –right cross section | θ0l = −0.012 rad θ0r = −0.009 rad |
| Cut out section length | ld = 5 m |
| Distances to the grips of devices for calculating the force reactions that occur in hydraulic cylinders when fixing the ends of the pipeline and their centering forces for –left side of the pipeline section –right side of the pipeline section | l1l = 14 m l2l = 19.5 m l3l = 20.5 m l4l = 24.5 m l1r = 7 m l2r = 14.5 m |
| Elevation of the centering position with the ends of the welded new section for –left end –right end | hl = −0.1604 m hr= −0.1604 m |
| Coefficients of the polynomial describing the deflection of the axis of the pipeline | a = −4.485 × 10−8 b = 4.591 × 10−6 c = 1.102 × 10−4 e = −1.133 × 10−2 |
| Pipeline wall material | Steel 09G2S |
| Density of pipeline wall material | ρ = 7 850 kg/m3 |
| Young’s modulus of steel pipeline wall | E = 2 × 1011 Pa |
| Pipeline outer diameter | D = 1.02 m |
| Pipeline inner diameter | d = 0.996 m |
| Parameter | Value | |
|---|---|---|
| Left Side of the Pipeline | Right Side of the Pipeline | |
| X1c, N | 60,840.659 | −228,037.316 |
| X2c, N | 501,900.494 | 199,519.112 |
| X3c, N | −885,059.581 | – |
| X4c, N | 400,649.306 | – |
| P2, N | −385,756.233 | −356,149.835 |
| P2, N | 277,925.232 | 170,705.197 |
| Parameter | The Value According to the Proposed Mathematical Model | The Value According to the Data Obtained from ANSYS Software | Relative Deviation of Values, % |
|---|---|---|---|
| X1lc, N | 60,840.659 | 58,541.161 | 3.780 |
| X2lc, N | 501,900.494 | 492,306.149 | 1.912 |
| X3lc, N | −885,059.581 | −862,500.279 | 2.549 |
| X4lc, N | 400,649.306 | 381,167.958 | 4.862 |
| X1rc, N | −228,037.316 | −219,326.955 | 3.820 |
| X2rc, N | 199,519.112 | 193,197.162 | 3.169 |
| hl, m | −0.1604 | −0.1556 | 2.986 |
| hr, m | −0.1604 | −0.1579 | 1.534 |
| σmaxl, MPa | 186.318 | 181.638 | 2.512 |
| σmaxr, MPa | 133.017 | 128.541 | 3.365 |
| Parameter | Value |
|---|---|
| Number of repairs per year carried out by one service department | 40 |
| Pipelayer cost | 385,000 $ |
| Number of pipelayers | 2 |
| Pipelayer service life | 20 years |
| Number of employees in the repair crew | 18 |
| Average salary of an employee | 5 $/h |
| The duration of work on the centering of the ends of the pipeline and their welding | 8 h |
| The cost of a transportation permit for one pipelayer | 800 $/1 repair |
| Diesel fuel cost | 0.9 $/L |
| Pipelayer fuel consumption | 52.1 L/h |
| Truck crane fuel consumption | 35 L/100 km |
| Fuel consumption of the carrier | 35 L/100 km |
| Distance to the place of repair work | 100 km |
| Equipment repair costs (% of equipment cost) | 3% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shammazov, I.; Dzhemilev, E.; Sidorkin, D. Improving the Method of Replacing the Defective Sections of Main Oil and Gas Pipelines Using Laser Scanning Data. Appl. Sci. 2023, 13, 48. https://doi.org/10.3390/app13010048
Shammazov I, Dzhemilev E, Sidorkin D. Improving the Method of Replacing the Defective Sections of Main Oil and Gas Pipelines Using Laser Scanning Data. Applied Sciences. 2023; 13(1):48. https://doi.org/10.3390/app13010048
Chicago/Turabian StyleShammazov, Ildar, Enver Dzhemilev, and Dmitry Sidorkin. 2023. "Improving the Method of Replacing the Defective Sections of Main Oil and Gas Pipelines Using Laser Scanning Data" Applied Sciences 13, no. 1: 48. https://doi.org/10.3390/app13010048
APA StyleShammazov, I., Dzhemilev, E., & Sidorkin, D. (2023). Improving the Method of Replacing the Defective Sections of Main Oil and Gas Pipelines Using Laser Scanning Data. Applied Sciences, 13(1), 48. https://doi.org/10.3390/app13010048