
Process to Establish the Enhance of Fatigue Life of New Mechanical System Such as a Drawer by Accelerated Tests



Abstract
:1. Introduction
2. Parametric Accelerated Life Testing for Mechanical Product
2.1. Meaning of BX Lifetime
2.2. Placing an Entire Parametric ALT Scheme
2.3. Generalized Time to Failure Model and Sample Size Equation for Parametric ALT
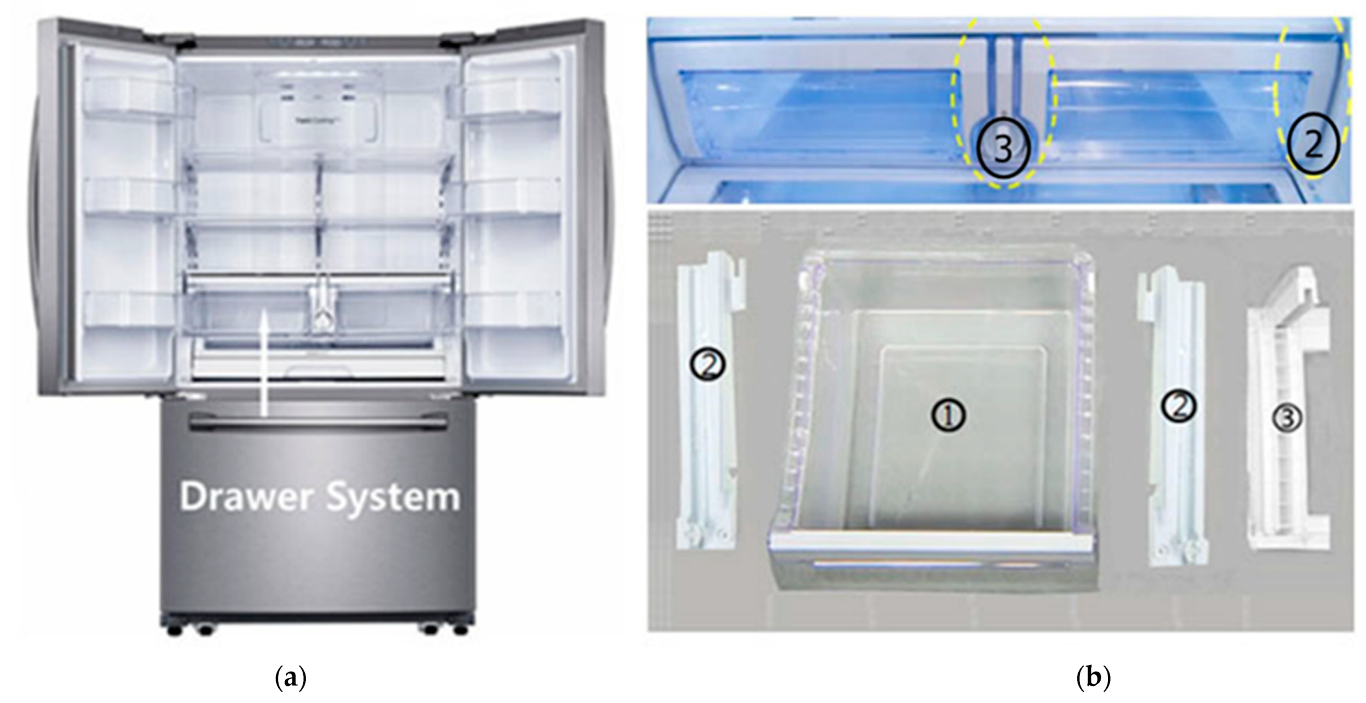
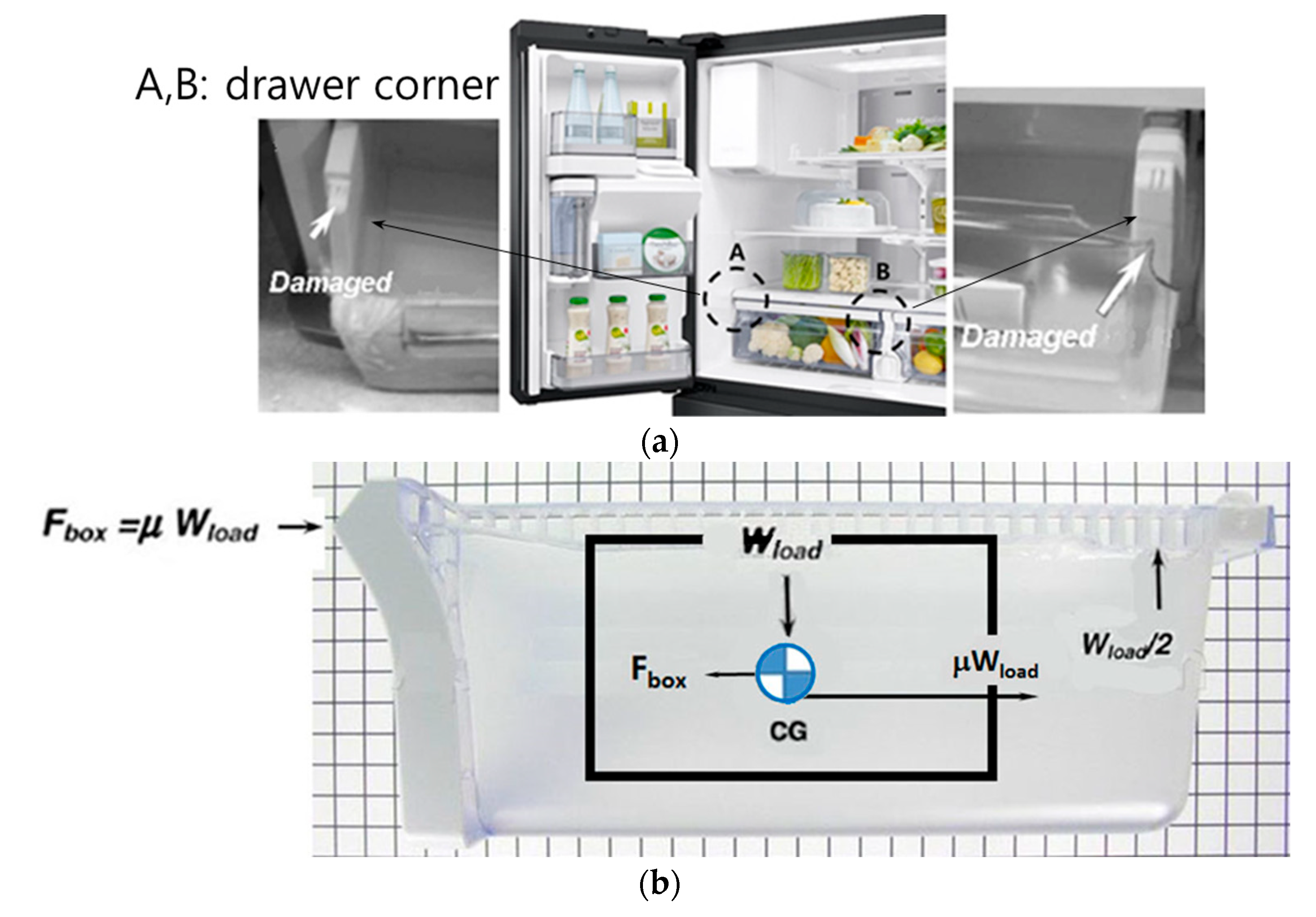
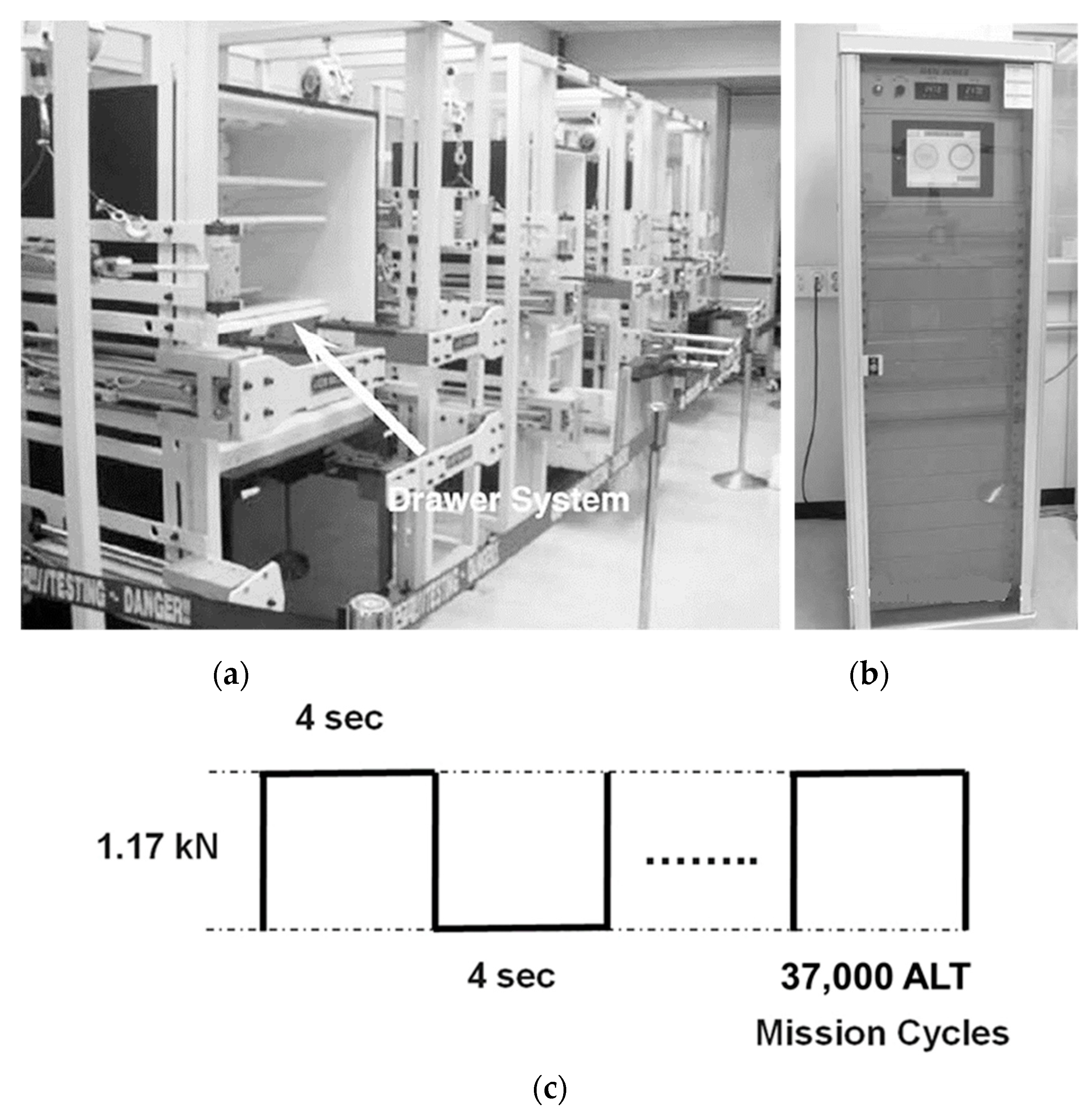
2.4. Case Study—Enhancing the Fatigue Life of a New Drawer System in Domestic Refrigerator
3. Results and Discussion
4. Summary and Conclusions
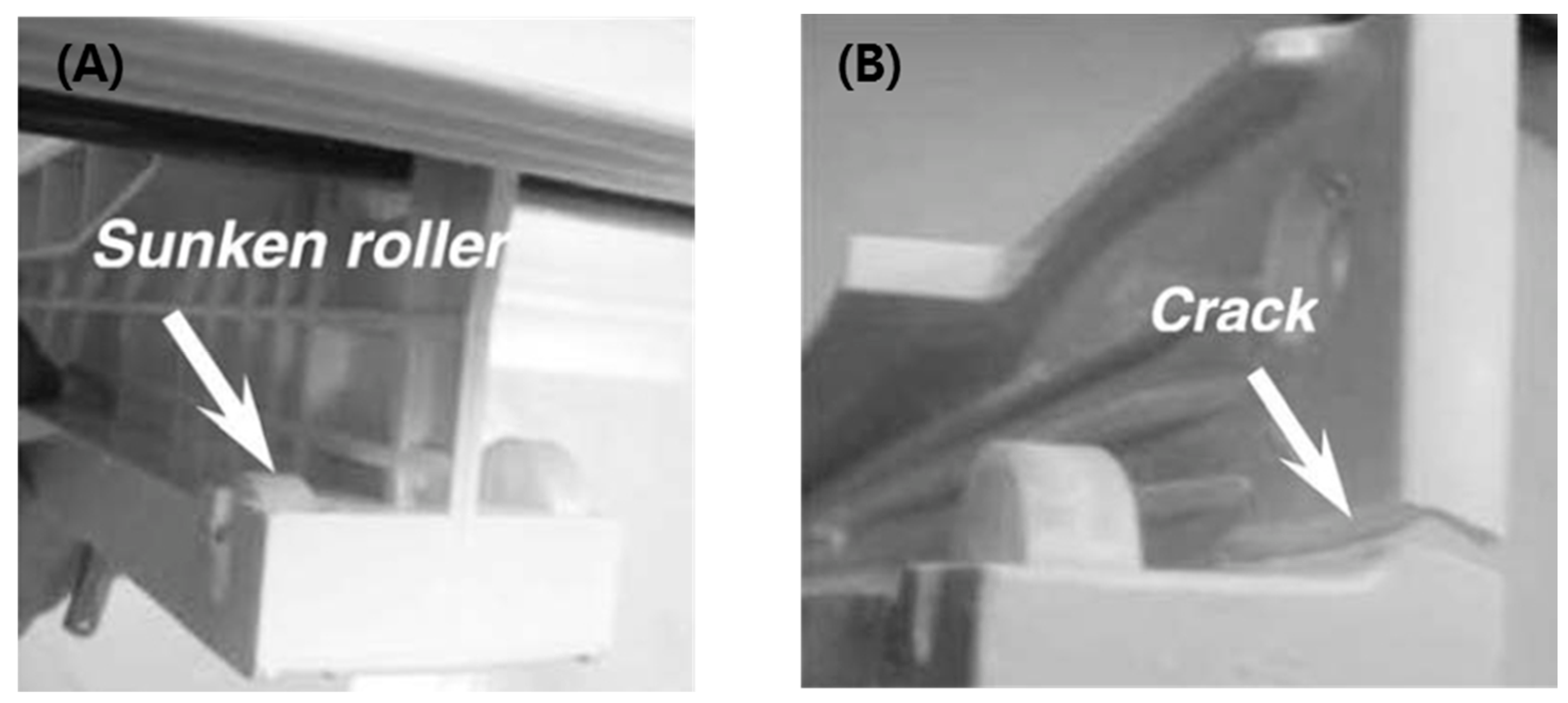
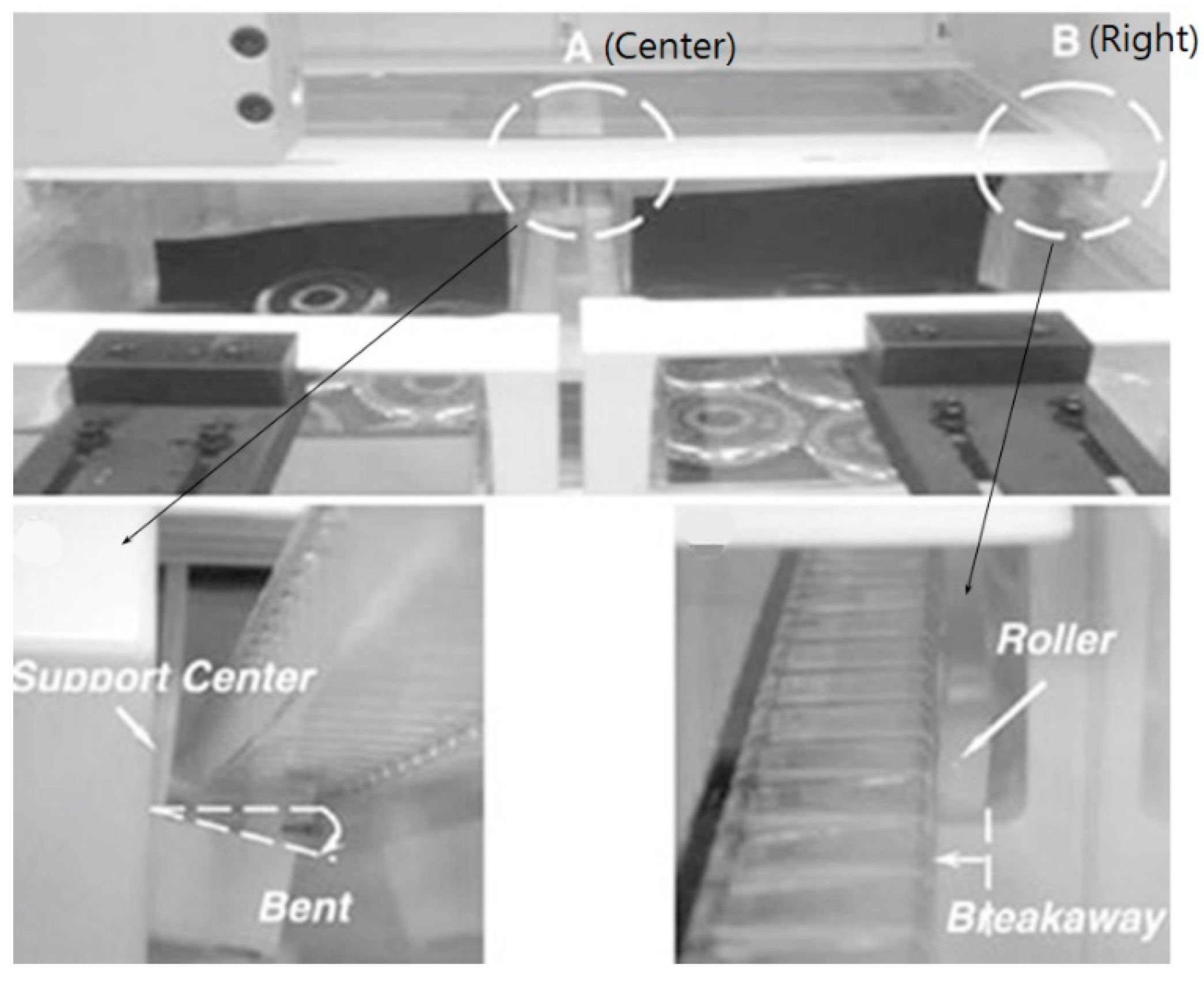
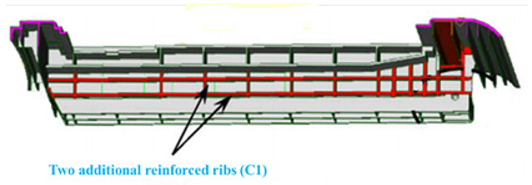
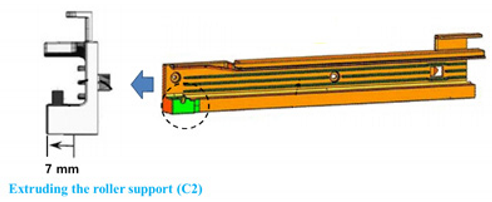
- For the original drawer design, when the accelerated loads were performed, the left/right rail rollers were taken away and the center support rail was deformed because of the insufficient strength. The drawer structure might be altered by extending the roller support in the guide rail as well as attaching up-strengthened ribs on the center support.
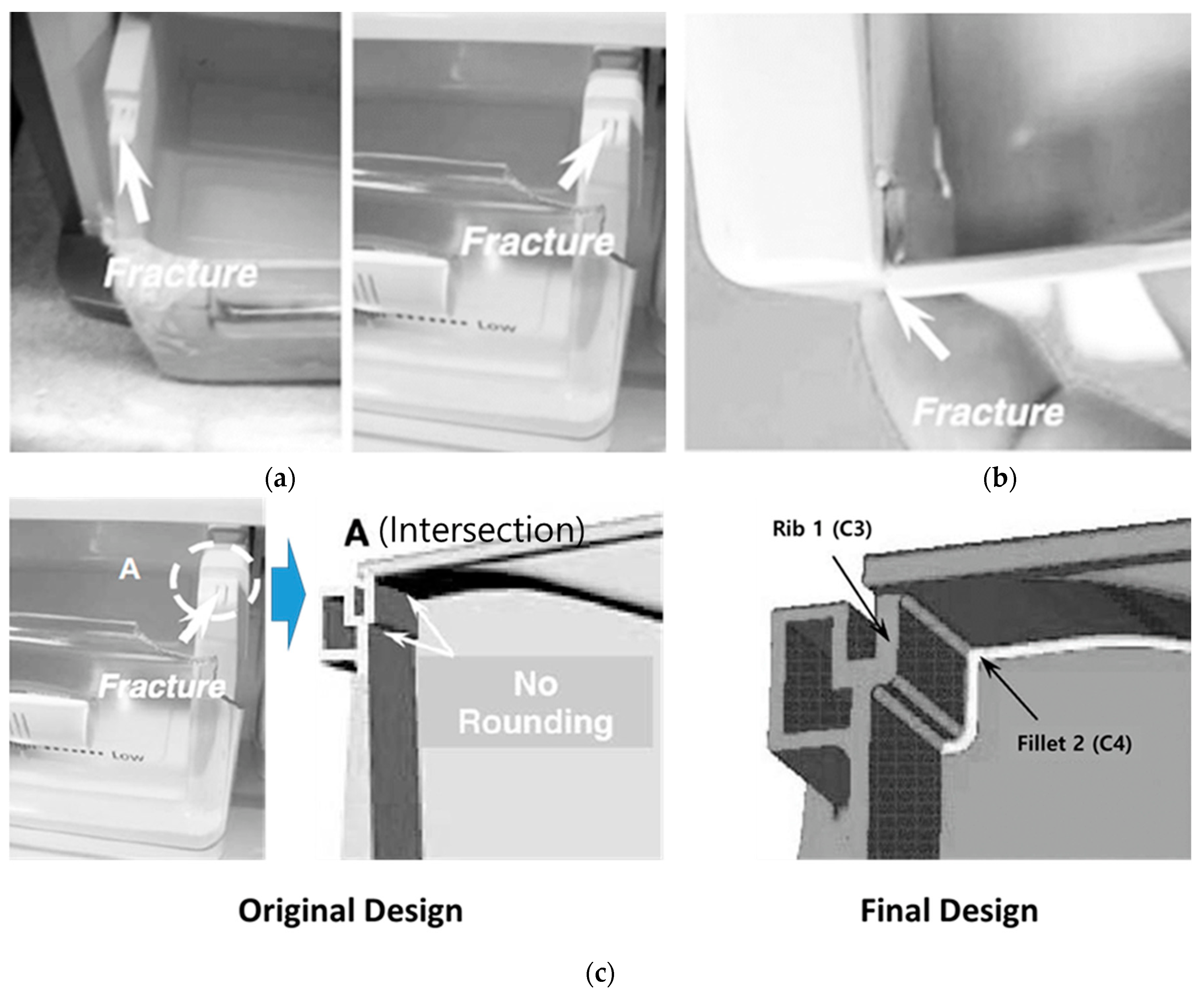
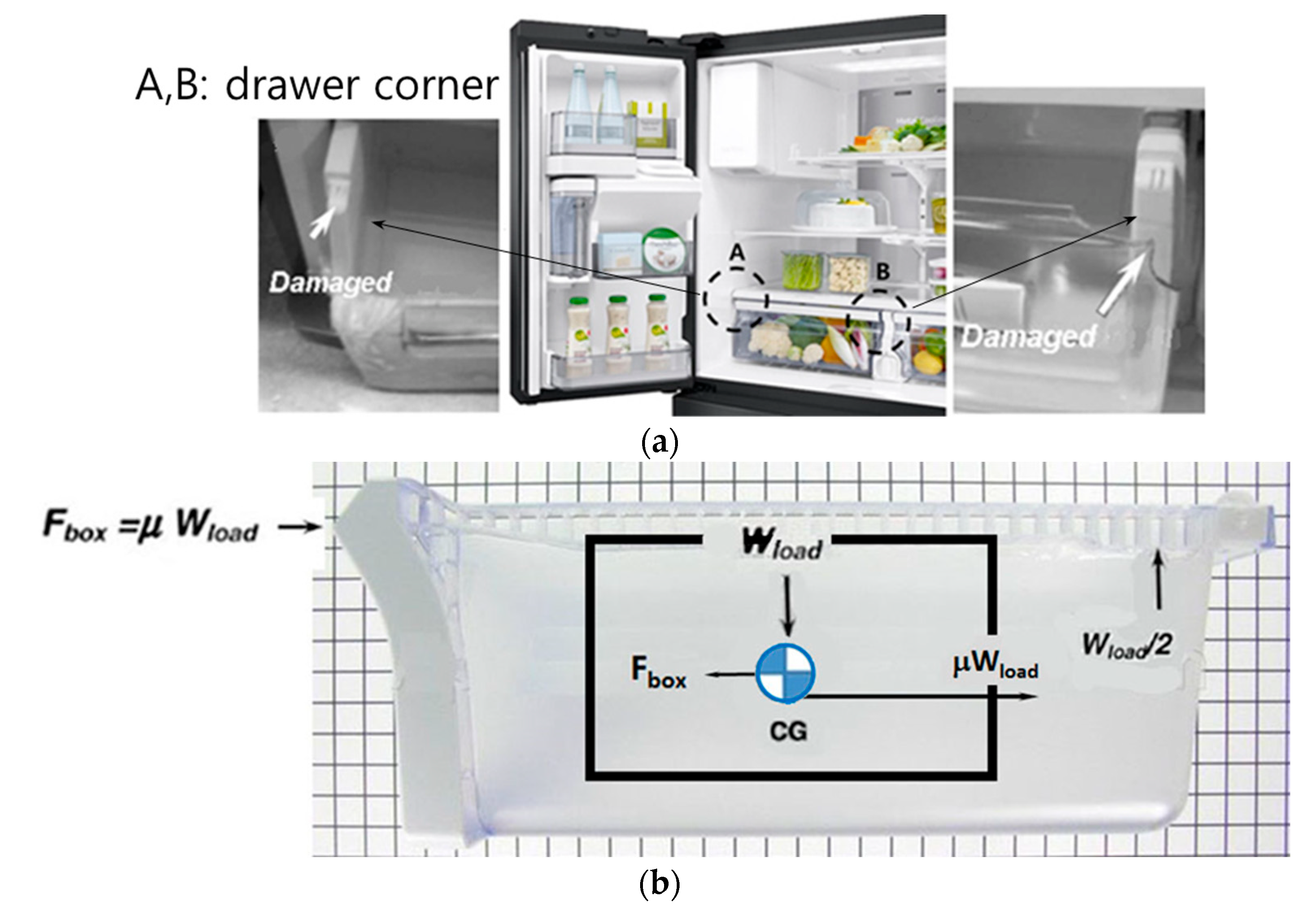
- In the first ALT, the box cover in the drawer system fractured at the junction of the drawer cover and its body structure. It was corrected by making the enforced ribs and executing fillets thicker. As the approximated stress concentrations at the intersection areas of drawer decreased from 23.0 to 14.0 MPa using the FEM analysis, we also verified the appropriateness of new design for fatigue.
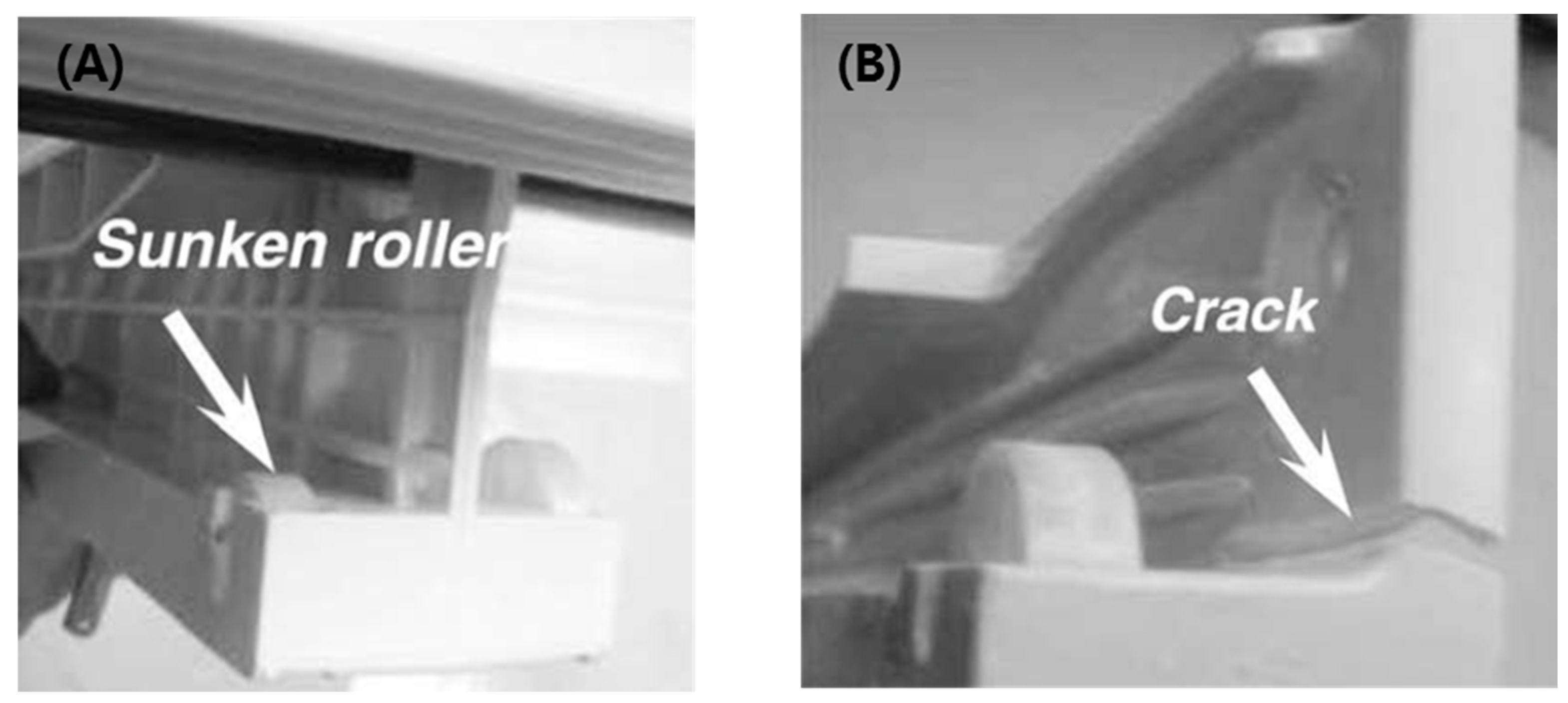
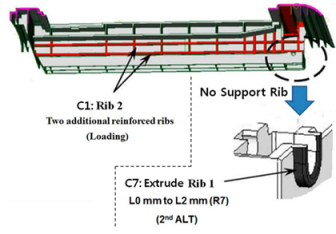
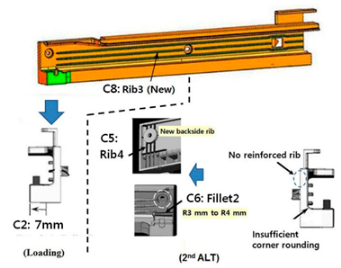
- In the second ALT, rollers in the center support were broken away and the guide rails fractured. To improve them, the center support rail extended the roller rib. The guide rail also was altered through: (1) adding the reinforced rib; (2) enhancing the corner rounding.
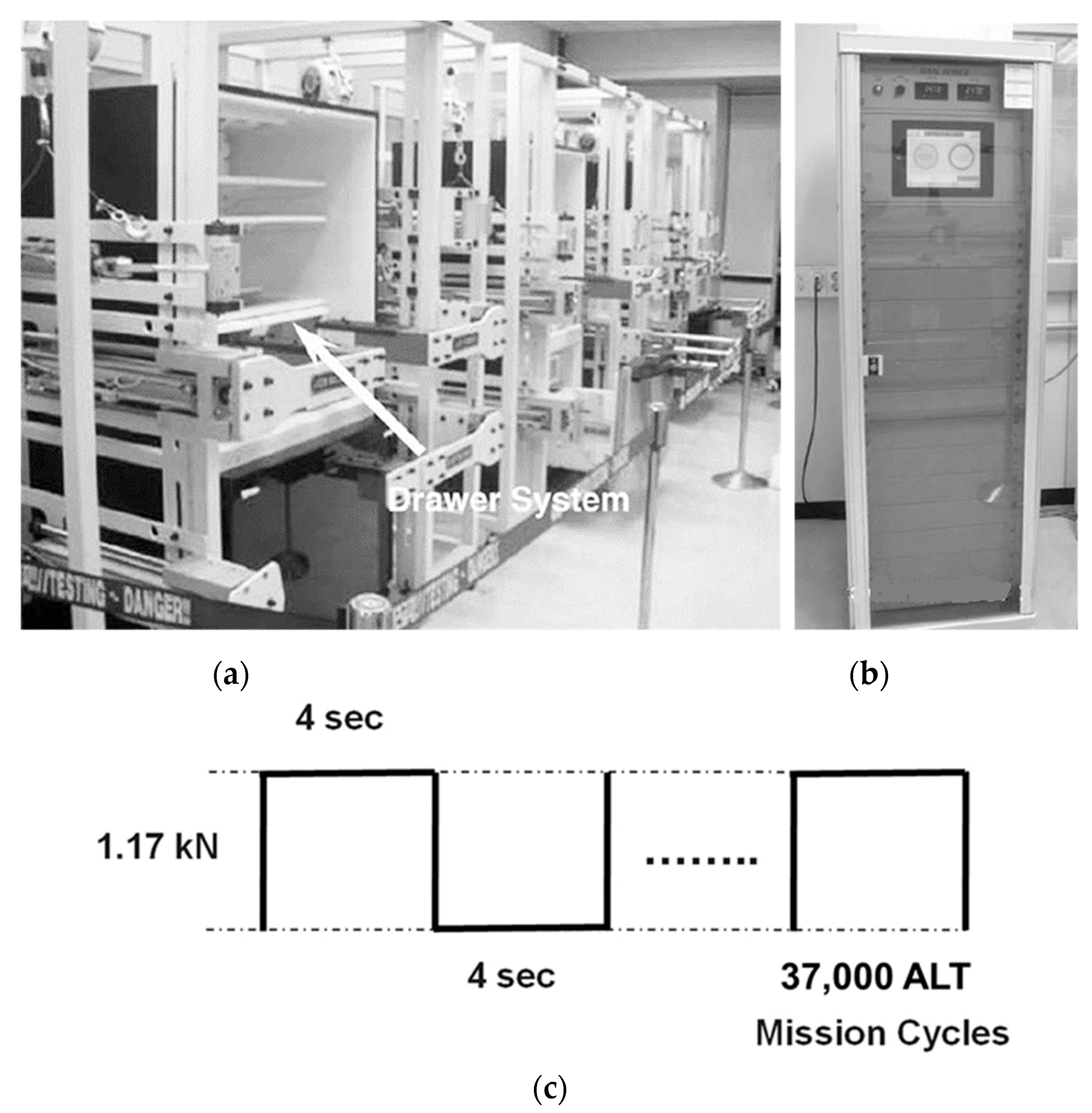
- With these altered designs, in the third ALT, there were no reliability issues. The altered drawer system was guaranteed to satisfy the lifetime need—B1 life 10 years. By examining problematic field products, load analysis, and parametric ALTs with design modifications, the mechanical system, such as in the drawer, was successful in having a lengthy lifetime.
- By figuring out the design problems for returned products, we could design and perform parametric ALTs. After reproducing the design failures, we might modify them. Finally, we checked if the product achieved the lifetime target. In the process, we utilized the (generalized) stress model and sample size equation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| a | Crack size |
| BX | Time which is a cumulated failure rate of X%: durability index |
| Ea | Activation energy, eV |
| e | Effort |
| f | Flow |
| F(t) | Unreliability |
| h | Testing cycles (or cycles) |
| h* | Non-dimensional testing cycles, |
| k | Boltzmann’s constant, 8.62 × 10−5 eV/deg |
| ka | Constant of the counter-electromotive force |
| LB | Target BX life and x = 0.01X, on the condition that x ≤ 0.2 |
| n | Number of test samples |
| R | Ratio for minimum stress to maximum stress in stress cycle, σmin/σmax |
| r | Failed numbers |
| Ra | Electromagnetic resistance |
| S | Stress |
| T | Temperature, K |
| ti | Test time for each sample |
| TF | Time to failure |
| TL | Ice-crushing torque in bucket, kN cm |
| X | Accumulated failure rate, % |
| x | x = 0.01X, on condition that x ≤ 0.2. |
| Greek symbols | |
| η | Characteristic life |
| λ | Cumulative damage exponent in Palmgren–Miner’s rule |
| χ2 | Chi-square distribution |
| α | Confidence level |
| μ | Friction coefficient |
| Superscripts | |
| β | Shape parameter in Weibull distribution |
| n | Stress dependence, |
| Subscripts | |
| 0 | Normal stress conditions |
| 1 | Accelerated stress conditions |
Appendix A. Derivation of Sample Size Equation for Redesign of Mechanical Systems through ALT
References
- Cengel, Y.; Boles, M.; Kanoglu, M. Thermodynamics: An Engineering Approach, 9th ed.; McGraw-Hill: New York, NY, USA, 2019. [Google Scholar]
- Magaziner, I.C.; Patinkin, M. Cold competition: GE wages the refrigerator war. Harv. Bus. Rev. 1989, 89, 114–124. [Google Scholar]
- McPherson, J. Accelerated testing. In Electronic Materials Handbook Volume 1: Packaging; ASM International Publishing: Materials Park, OH, USA, 1989; pp. 887–894. [Google Scholar]
- Woo, S.; Pecht, M.; O’Neal, D. Reliability design and case study of the domestic compressor subjected to repetitive internal stresses. Reliab. Eng. Syst. Saf. 2019, 193, 106604. [Google Scholar] [CrossRef]
- Duga, J.J.; Fisher, W.H.; Buxaum, R.W.; Rosenfield, A.R.; Buhr, A.R.; Honton, E.J.; McMillan, S.C. The Economic Effects of Fracture in the United States; Final Report; Available as NBS Special Publication 647-2; Battelle Laboratories: Columbus, OH, USA, 1982. [Google Scholar]
- Ferraiuolo, M.; Perrella, M.; Giannella, V.; Citarella, R. Thermal–Mechanical FEM Analyses of a Liquid Rocket Engines Thrust Chamber. Appl. Sci. 2022, 12, 3443. [Google Scholar] [CrossRef]
- Bazaras, Ž.; Leonavičius, M.; Lukoševičius, V.; Raslavičius, L. Assessment of the Durability of Threaded Joints. Appl. Sci. 2021, 11, 12162. [Google Scholar] [CrossRef]
- Qiu, B.; Kan, Q.; Kang, G.; Yu, C.; Xie, X. Rate-dependent transformation ratcheting-fatigue interaction of super-elastic NiTi alloy under uniaxial and torsional loadings: Experimental observation. Int. J. Fatigue 2019, 127, 470–478. [Google Scholar] [CrossRef]
- Sun, J.; Su, J.; Wang, A.; Chen, T.; Wei, G.W. Effect of laser shock processing with post-machining and deep cryogenic treatment on fatigue life of GH4169 super alloy. Int. J. Fatigue 2019, 119, 261–267. [Google Scholar] [CrossRef]
- Burhan, I.; Kim, H. S-N curve models for composite materials characterization: An evaluative review. J. Compos. Sci. 2018, 2, 38. [Google Scholar] [CrossRef] [Green Version]
- Sutherland, H.J.; Mandell, J.F. Optimized Goodman diagram for the analysis of fiberglass composites used in wind turbines blades. In Proceedings of the 43rd AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 10–13 January 2005. [Google Scholar]
- Campbell, F.C. (Ed.) Fatigue. In Elements of Metallurgy and Engineering Alloys; ASM International: Materials Park, OH, USA, 2008. [Google Scholar]
- Chowdhury, S.; Taguchi, S. Robust Optimization: World’s Best Practices for Developing Winning Vehicles, 1st ed.; John Wiley and Son: Hoboken, NJ, USA, 2016. [Google Scholar]
- Montgomery, D. Design and Analysis of Experiments, 10th ed.; John Wiley and Son: Hoboken, NJ, USA, 2020. [Google Scholar]
- Beer, F.P.; Johnston, E.R.; Mazurek, D.; Cornwell, P.; Self, B. Vector Mechanics for Engineers: Statics and Dynamics, 1st ed.; McGraw Hill: New York, NY, USA, 2018. [Google Scholar]
- Goodno, B.J.; Gere, J.M. Mechanics of Materials, 9th ed.; Cengage Learning, Inc.: Boston, MA, USA, 2017. [Google Scholar]
- Anderson, T. Fracture Mechanics—Fundamentals and Applications, 3rd ed.; CRC: Boca Raton, FL, USA, 2017. [Google Scholar]
- Garcia-Giner, V.; Han, Z.; Giuliani, F.; Porter, A.E. Nanoscale Imaging and Analysis of Bone Pathologies. Appl. Sci. 2021, 11, 12033. [Google Scholar] [CrossRef]
- McPherson, J. Reliability Physics and Engineering: Time-to-Failure Modeling; Springer: New York, NY, USA, 2010. [Google Scholar]
- Zhang, Z.; Geng, A. Development and Evaluation of Low-Damage Maize Snapping Mechanism Based on Deformation Energy Conversion. Appl. Sci. 2021, 11, 12158. [Google Scholar] [CrossRef]
- Reddy, J.N. An Introduction to Nonlinear Finite Element Method with Applications to Heat Transfer, Fluid Mechanics, and Solid Mechanics, 2nd ed.; Oxford Press: Oxford, UK, 2021. [Google Scholar]
- Matsuishi, M.; Endo, T. Fatigue of metals subjected to varying stress. Jpn. Soc. Mech. Eng. 1968. Available online: https://www.scinapse.io/papers/37625411 (accessed on 3 April 2022).
- Janssens, K.G.F. Universal cycle counting for non-proportional and random fatigue loading. Int. J. Fatigue 2020, 133, 105409. [Google Scholar] [CrossRef]
- Palmgren, A.G. Die Lebensdauer von Kugellagern. Z. Ver. Dtsch. Ing. 1924, 68, 339–341. [Google Scholar]
- IEEE Standard Glossary of Software Engineering Terminology. IEEE STD 610.12-1990. Standards Coordinating Committee of the Computer Society of IEEE. (Reaffirmed September 2002). Available online: https://ieeexplore.ieee.org/document/159342 (accessed on 31 December 2020).
- Klutke, G.; Kiessler, P.C.; Wortman, M.A. A critical look at the bathtub curve. IEEE Trans. Reliabil. 2015, 52, 125–129. [Google Scholar] [CrossRef]
- Kreyszig, E. Advanced Engineering Mathematics, 10th ed.; John Wiley and Son: Hoboken, NJ, USA, 2011; p. 683. [Google Scholar]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley and Son: Hoboken, NJ, USA, 2006. [Google Scholar]
- Plawsky, J.L. Transport Phenomena Fundamentals, 3rd ed.; John Wiley and Son: Hoboken, NJ, USA, 2014. [Google Scholar]
- Grove, A. Physics and Technology of Semiconductor Device, 1st ed.; Wiley International Edition: New York, NY, USA, 1967; p. 37. [Google Scholar]
- Karnopp, D.C.; Margolis, D.L.; Rosenberg, R.C. System Dynamics: Modeling, Simulation, and Control of Mechatronic Systems, 6th ed.; John Wiley & Sons: New York, NY, USA, 2012. [Google Scholar]
- Wasserman, G. Reliability Verification, Testing, and Analysis in Engineering Design; Marcel Dekker: New York, NY, USA, 2003; p. 228. [Google Scholar]
- Woo, S.; Pecht, M. Failure analysis and redesign of a helix upper dispenser. Eng. Fail. Anal. 2008, 15, 642–653. [Google Scholar] [CrossRef]
- Woo, S.; O’Neal, D.; Pecht, M. Design of a hinge kit system in a Kimchi refrigerator receiving repetitive stresses. Eng. Fail. Anal. 2009, 16, 1655–1665. [Google Scholar] [CrossRef]
- Woo, S.; O’Neal, D.; Pecht, M. Failure analysis and redesign of the evaporator tubing in a Kimchi refrigerator. Eng. Fail. Anal. 2010, 17, 369–379. [Google Scholar] [CrossRef]
- Tang, L.C. Multiple-steps step-stress accelerated life tests: A model and its spreadsheet analysis. Int. J. Mater. Prod. Technol. 2004, 21, 423–434. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Modules | Field Data | Expected Reliability | Targeted Reliability | |||||
|---|---|---|---|---|---|---|---|---|
| Failure Rate per Year, λ (%/Year) | BX Life, LB (Year) | Failure Rate per Year, λ (%/Year) | BX Life, LB (Year) | Failure Rate per Year, λ (%/Year) | BX Life, LB (Year) | |||
| A | 0.35 | 2.9 | Same | ×1 | 0.35 | 2.9 | 0.10 | 10 (BX = 1.0) |
| B | 0.24 | 4.2 | Newly | ×5 | 1.20 | 0.83 | 0.10 | 10 (BX = 1.0) |
| C | 0.30 | 3.3 | Same | ×1 | 0.30 | 3.33 | 0.10 | 10 (BX = 1.0) |
| D | 0.31 | 3.2 | Altered | ×2 | 0.62 | 1.61 | 0.10 | 10 (BX = 1.0) |
| E | 0.15 | 6.7 | Altered | ×2 | 0.30 | 3.33 | 0.10 | 10 (BX = 1.0) |
| Others | 0.50 | 10.0 | Same | ×1 | 0.50 | 10.0 | 0.50 | 10 (BX = 5.0) |
| Product | 1.9 | 2.9 | - | - | 3.27 | 0.83 | 1.00 | 10 (BX = 10) |
| Ohm’s Law of electrical conduction: | ||
| J = electric current density, j (units: A/cm2) | X = electric field, −∇V (units: V/cm, V = electrical potential) | L = conductivity, σ = 1/ρ (units: ρ = resistivity (Ω cm)) |
| Fourier’s Law of heat transport: q = −κ∇T | ||
| J = heat flux, q (units: W/cm2) | X = thermal force, −∇T (units: °K/cm, T = temperature) | L = thermal conductivity, κ (units: W/°K cm) |
| Fick’s Law of diffusion: F = −D∇C | ||
| J = material flux, F (units: /sec cm2) | X = diffusion force, −∇C (units: /cm4, C = concentration) | L = diffusivity, D (units: cm2/sec) |
| Newton’s Law of viscous fluid flow: Fu = −μ∇u | ||
| J = fluid velocity flux, Fu (units: /(sec2 cm)) | X = viscous force, −∇u (units: /sec, u = fluid velocity) | L = viscosity, μ (units: /(sec cm)) |
| Center Support | Rail |
|---|---|
 |  |
| Center Support | Rail |
|---|---|
 |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woo, S.; O’Neal, D.L.; Hassen, Y.M. Process to Establish the Enhance of Fatigue Life of New Mechanical System Such as a Drawer by Accelerated Tests. Appl. Sci. 2022, 12, 4497. https://doi.org/10.3390/app12094497
Woo S, O’Neal DL, Hassen YM. Process to Establish the Enhance of Fatigue Life of New Mechanical System Such as a Drawer by Accelerated Tests. Applied Sciences. 2022; 12(9):4497. https://doi.org/10.3390/app12094497
Chicago/Turabian StyleWoo, Seongwoo, Dennis L. O’Neal, and Yimer Mohammed Hassen. 2022. "Process to Establish the Enhance of Fatigue Life of New Mechanical System Such as a Drawer by Accelerated Tests" Applied Sciences 12, no. 9: 4497. https://doi.org/10.3390/app12094497
APA StyleWoo, S., O’Neal, D. L., & Hassen, Y. M. (2022). Process to Establish the Enhance of Fatigue Life of New Mechanical System Such as a Drawer by Accelerated Tests. Applied Sciences, 12(9), 4497. https://doi.org/10.3390/app12094497