
Finite Element Analysis and Experimental Investigation of Tool Chatter in Ultra-Precision Diamond Micro-Milling Process

 ,
,  and
and
Abstract
1. Introduction
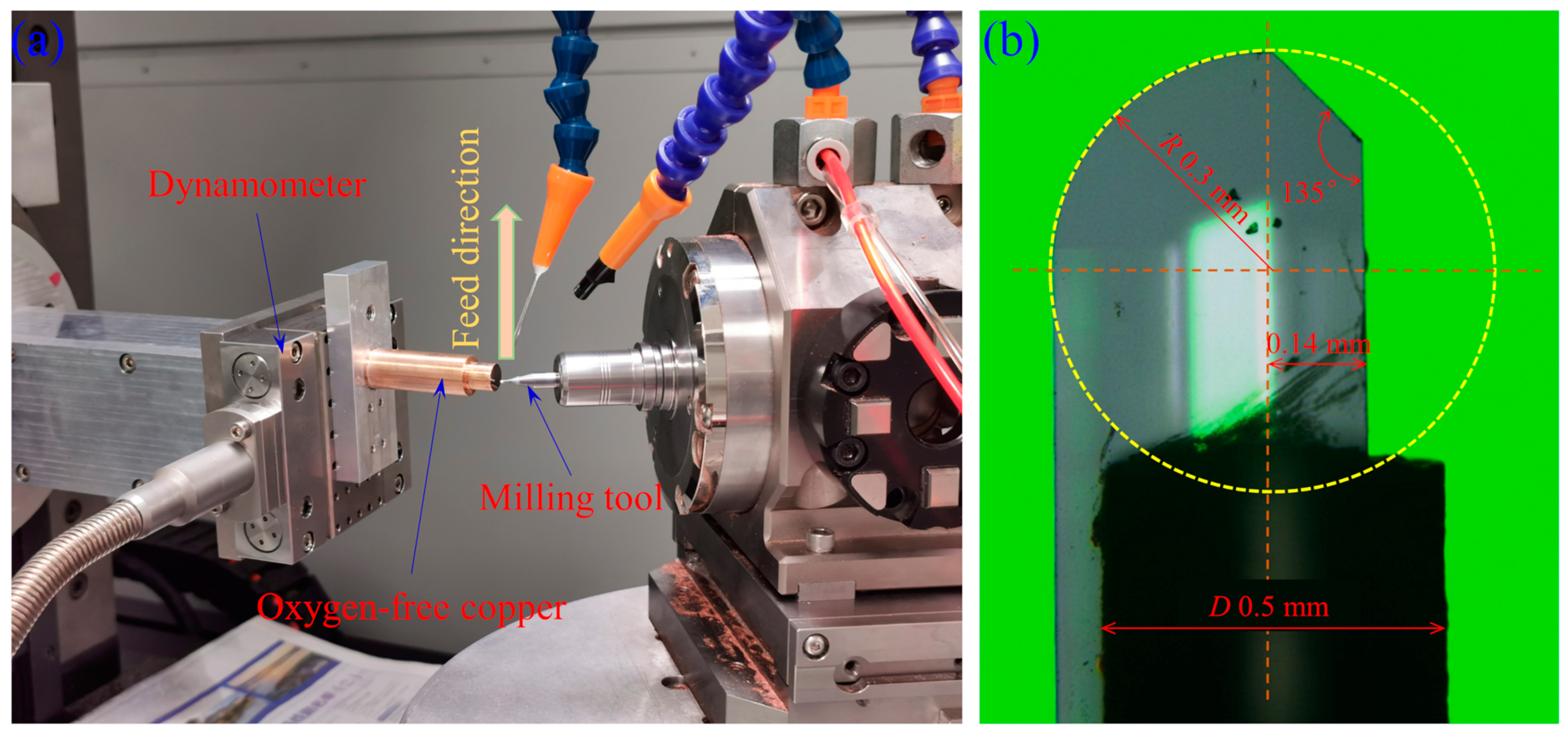
2. Experimental Setup of Diamond Micro-Milling
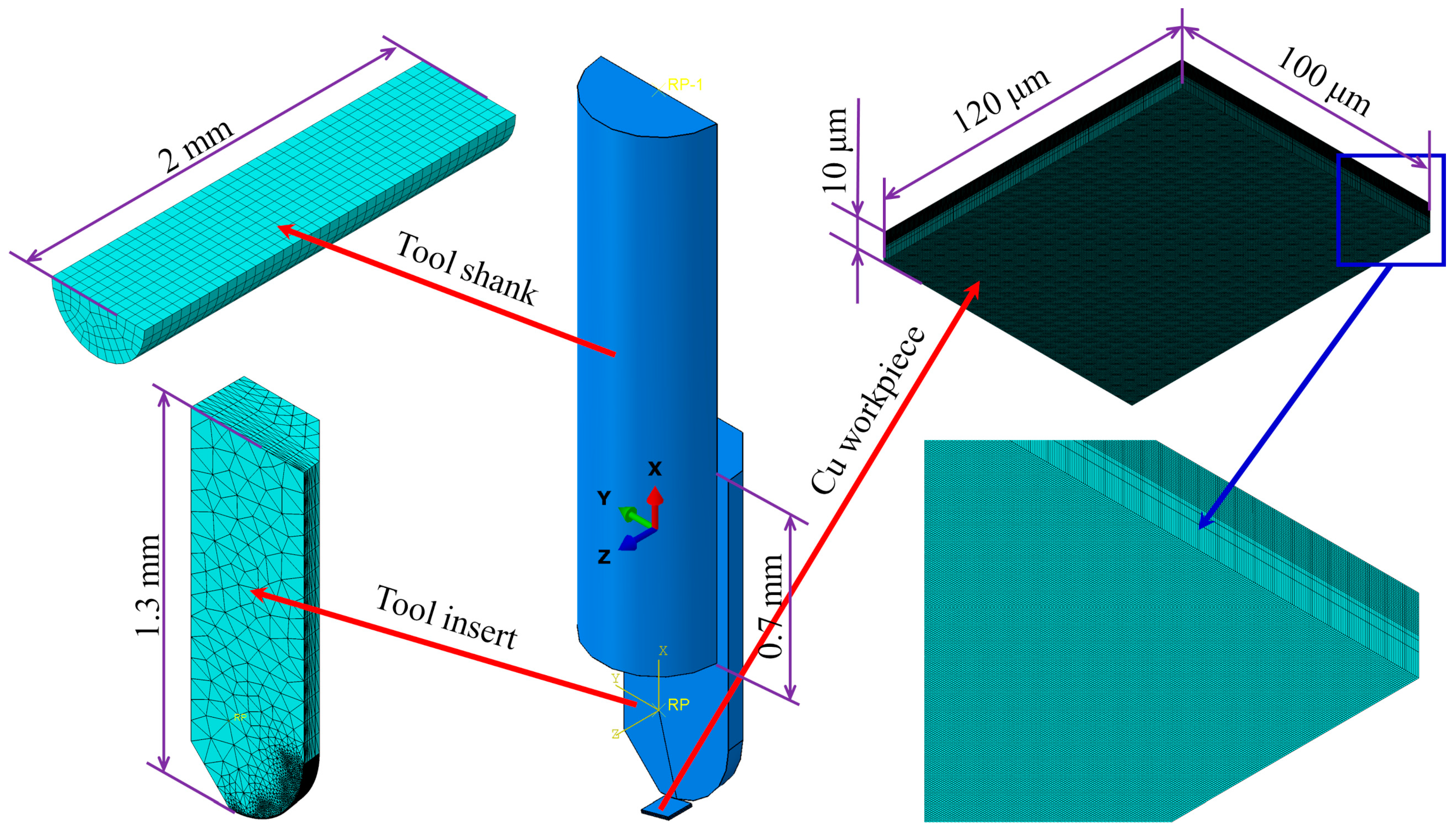
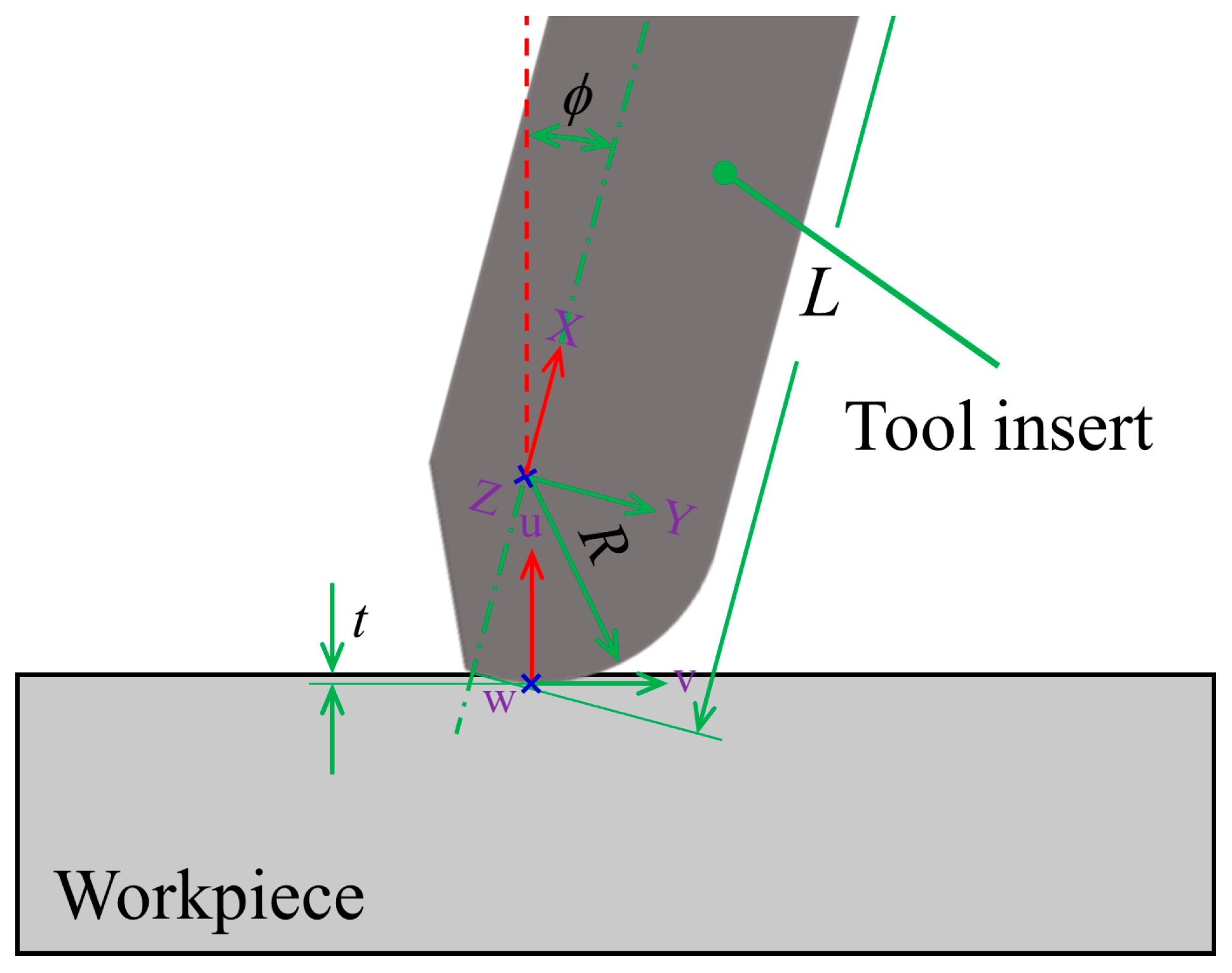
3. FE Modeling of the Diamond Micro-Milling of Cu
4. Results and Discussion
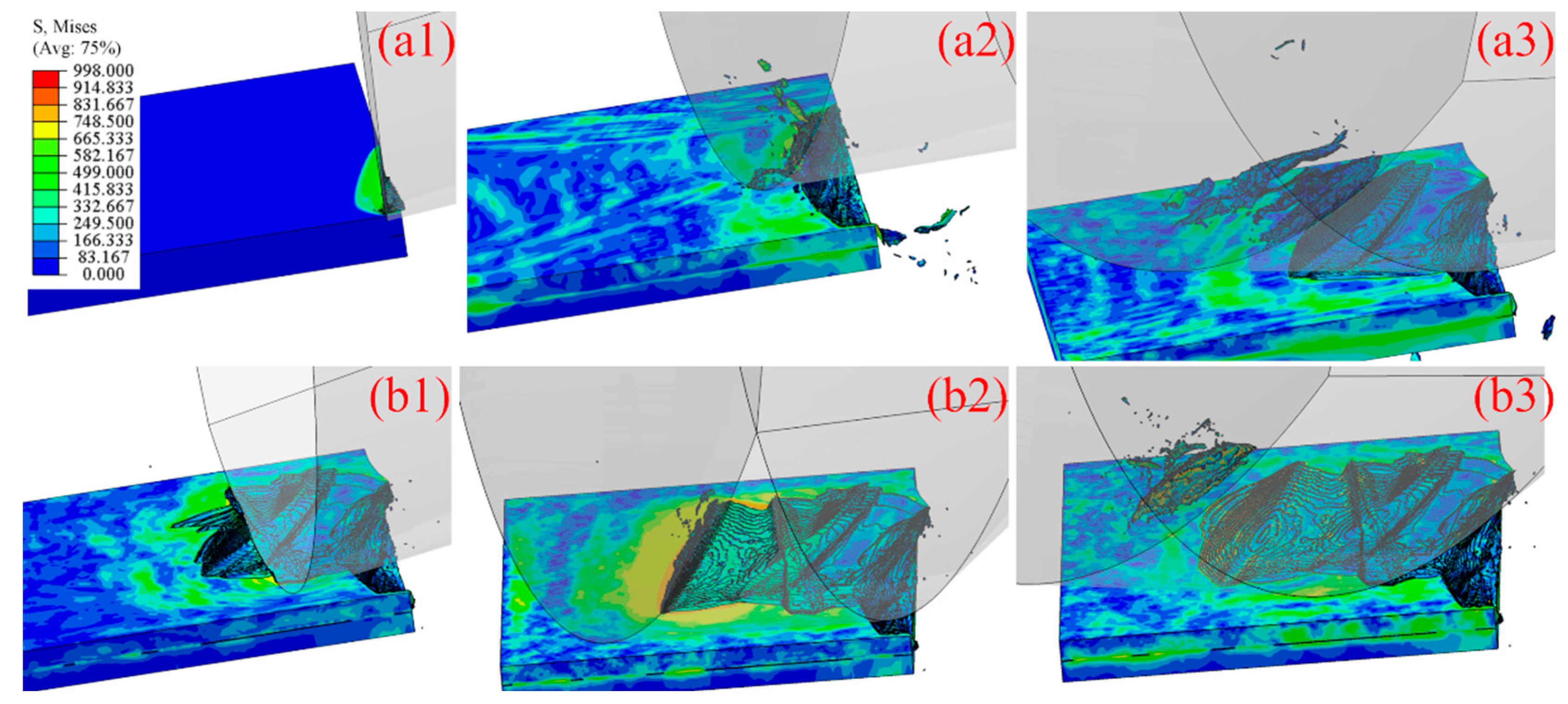
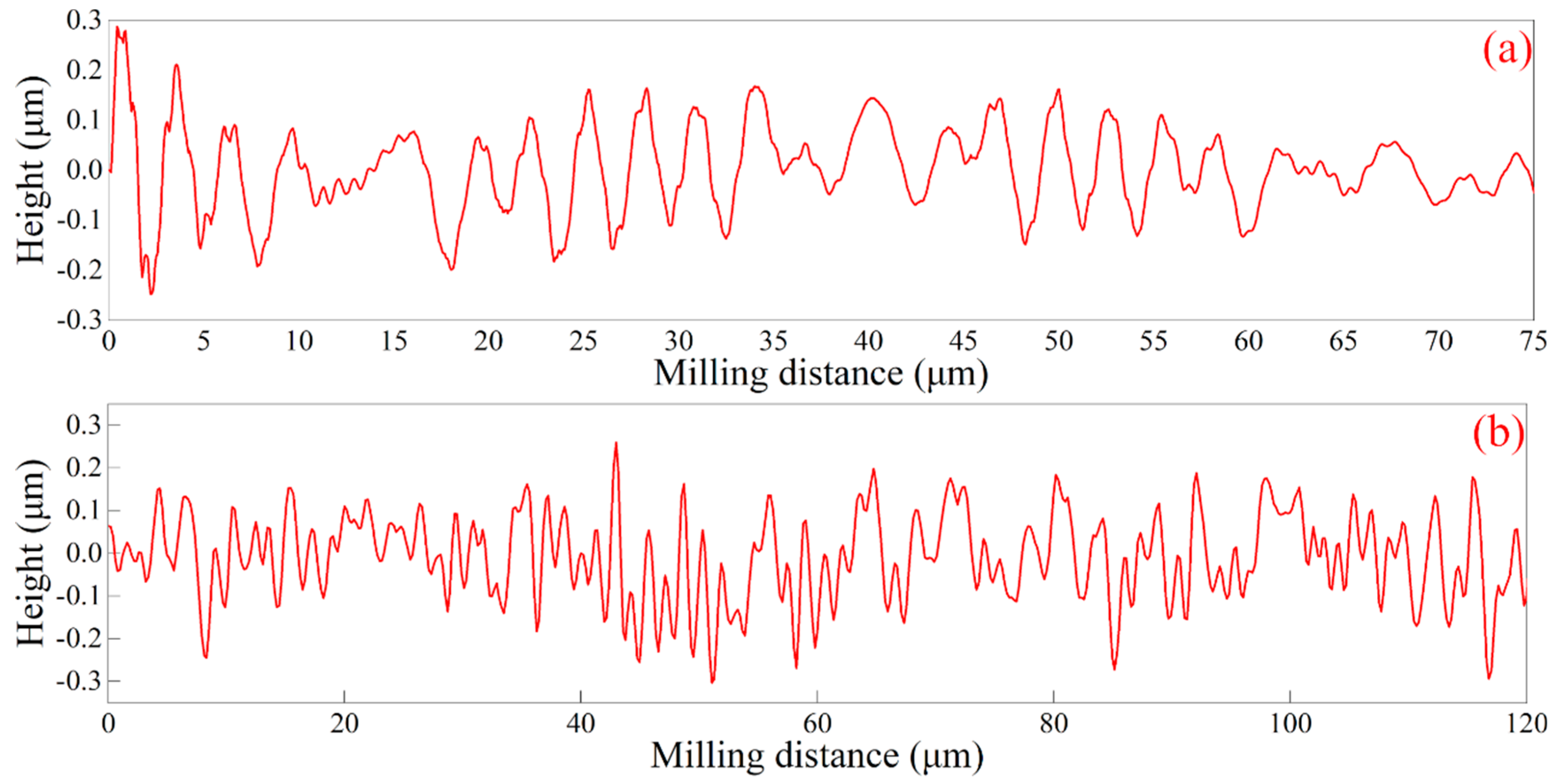
4.1. Relationship between Tool Chatter and Transient DOC in Micro-Milling
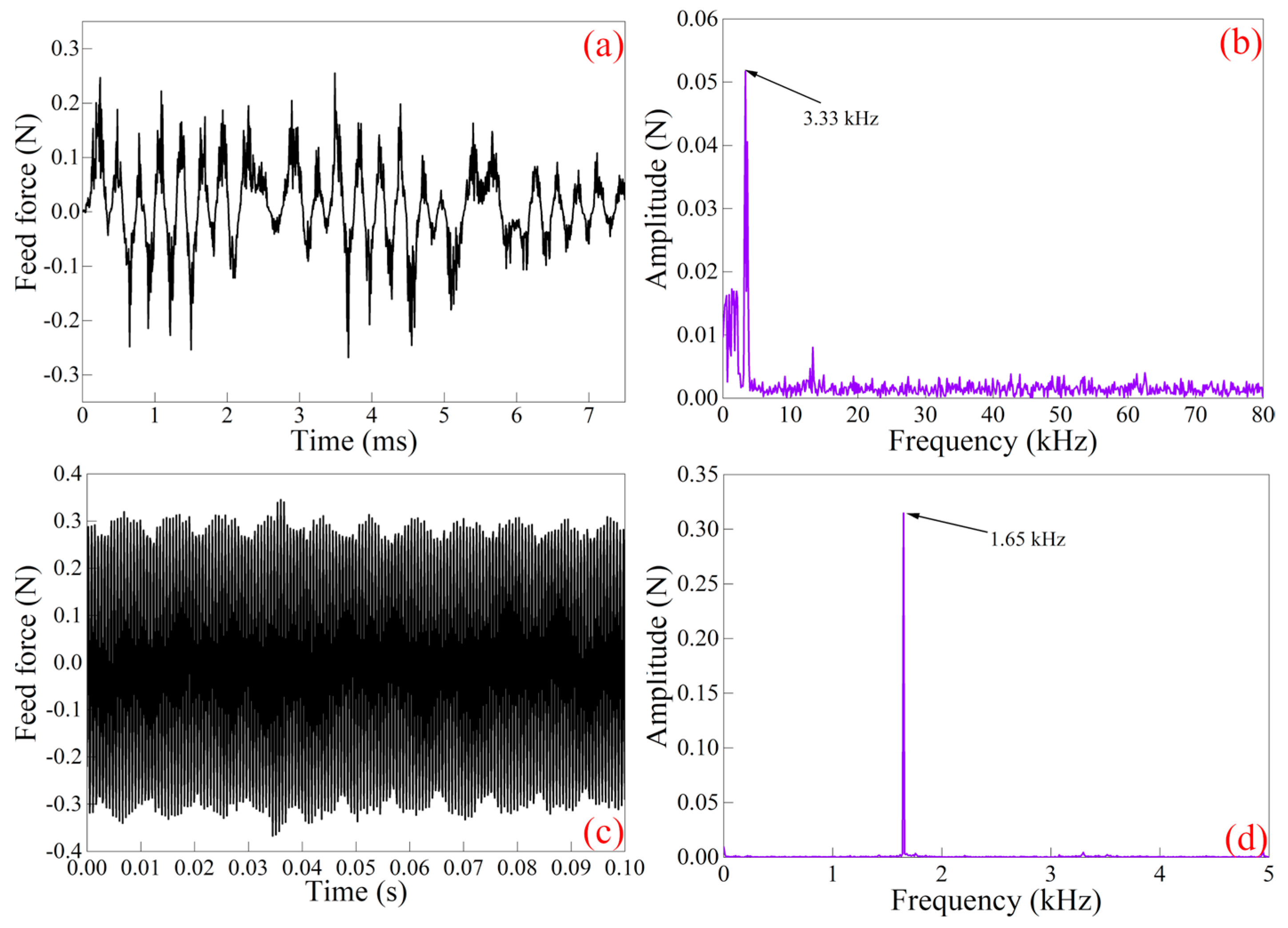
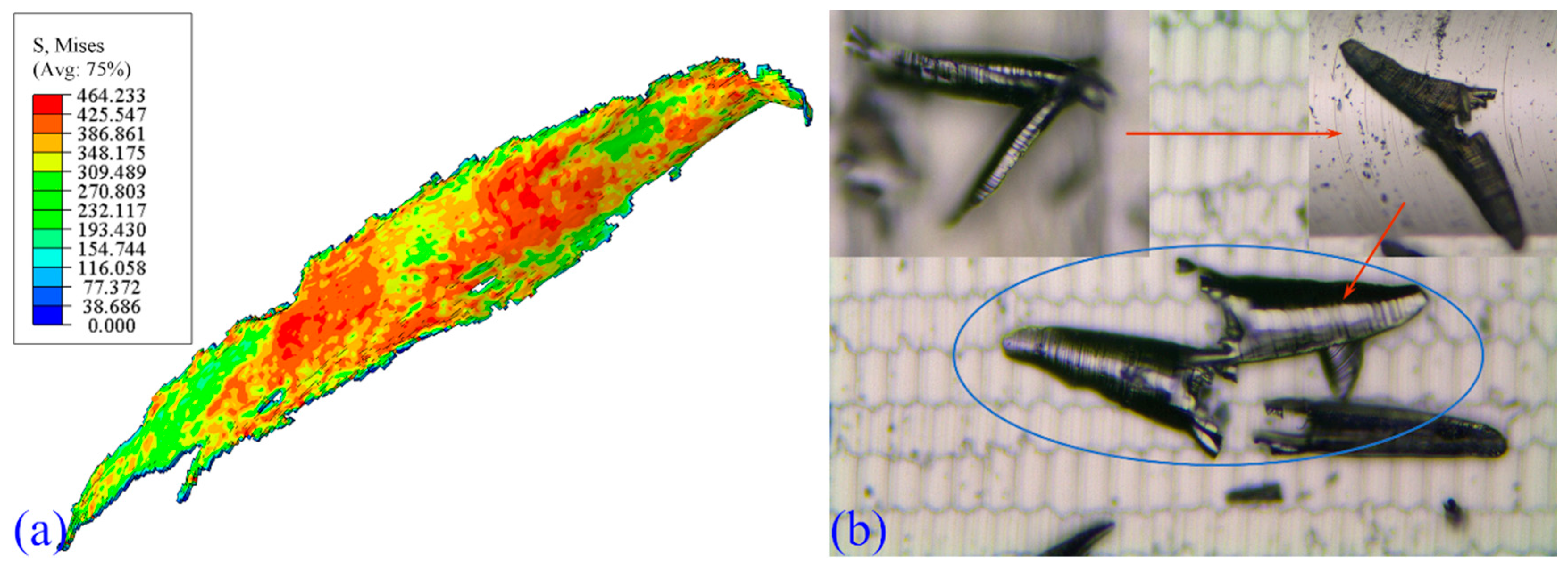
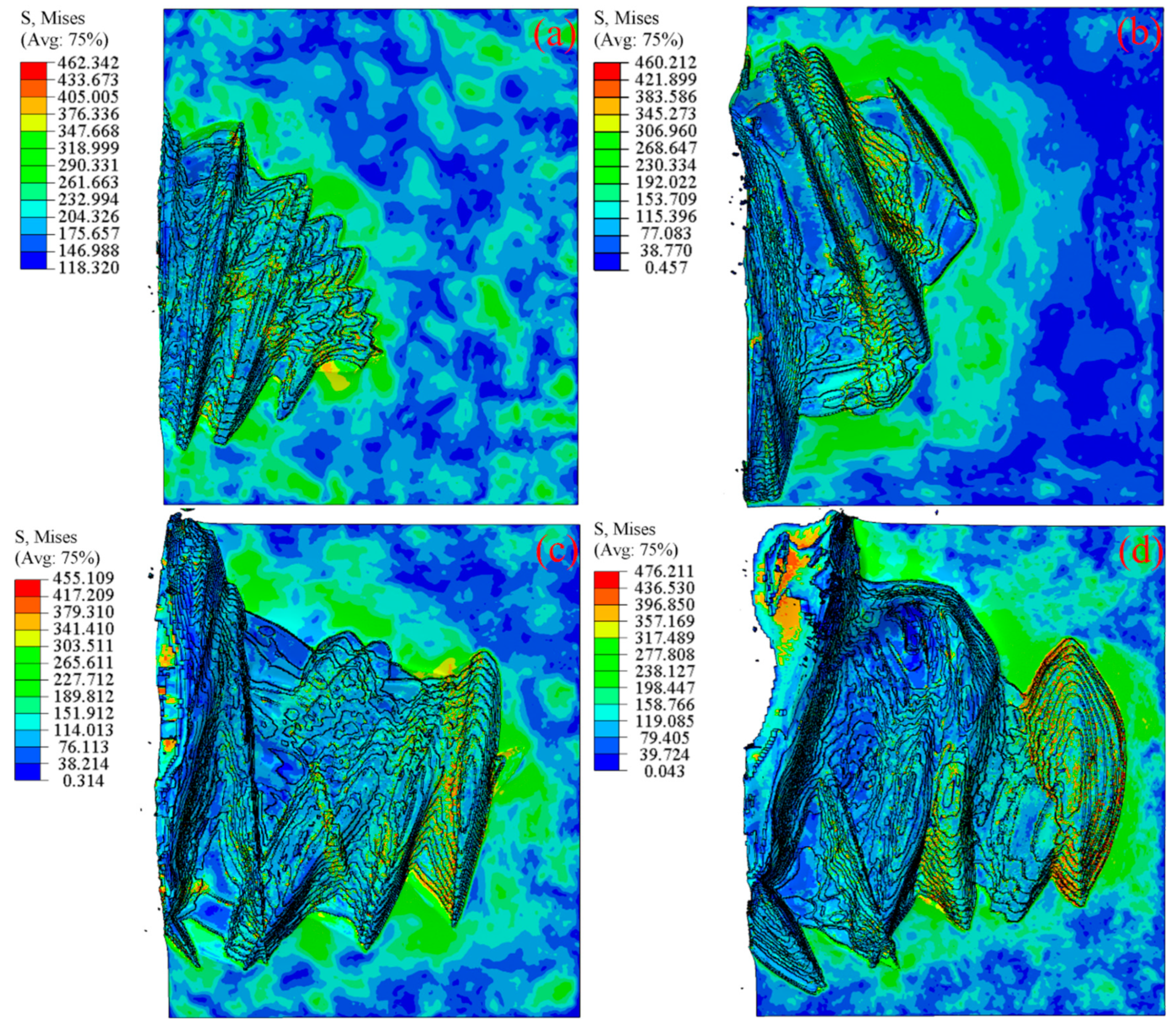
4.2. Tool Chatter Behavior in Micro-Milling
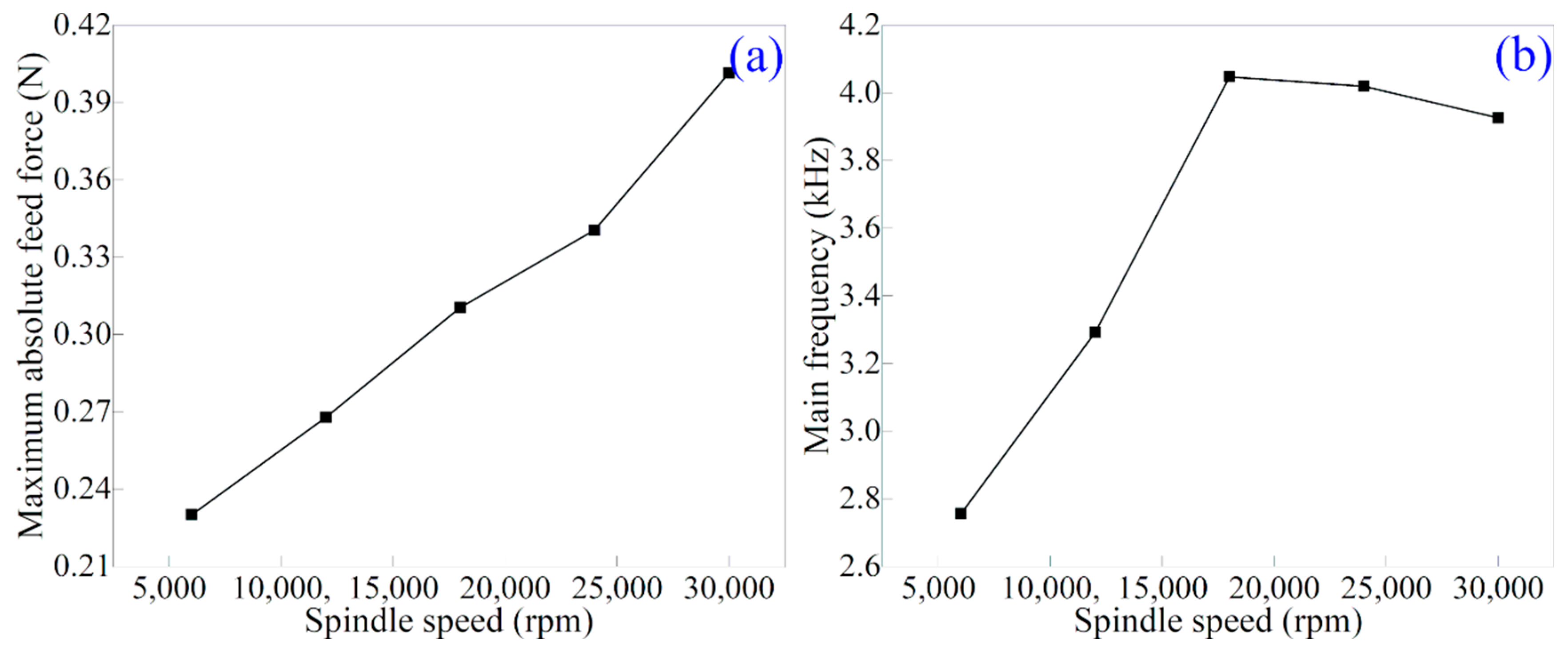
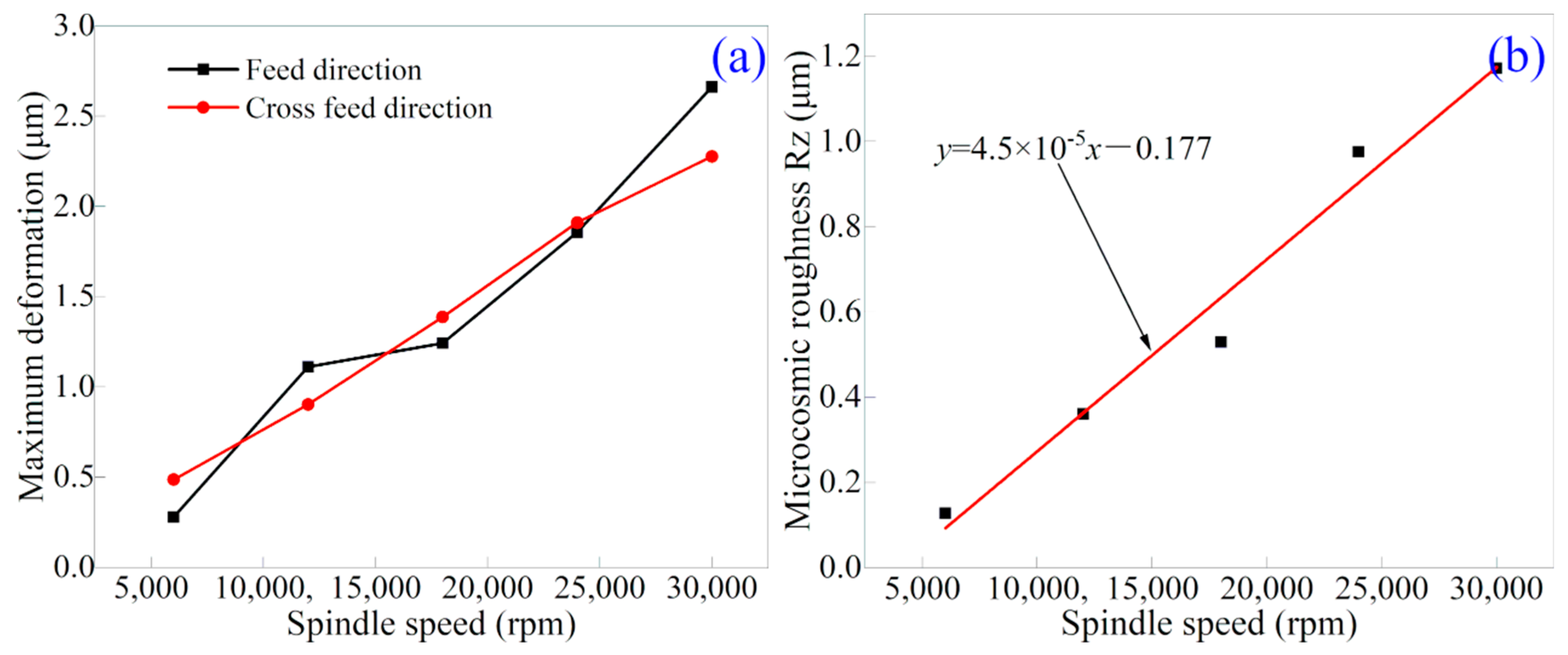
4.3. Effect of Spindle Speed on Tool Chatter
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lan, K.; Liu, J.; Lai, D.; Zheng, W.; He, X.-T. High flux symmetry of the spherical hohlraum with octahedral 6LEHs at the hohlraum-to-capsule radius ratio of 5.14. Phys. Plasmas 2014, 21, 010704. [Google Scholar] [CrossRef]
- Li, X.; Wu, C.; Dai, Z.; Zheng, W.; Zhao, Y.; Zhang, H.; Gu, J.; Kang, D.; Ge, F.; Gu, P.; et al. Review of the three candidate hohlraums in ICF. arXiv 2016, arXiv:1608.02167. [Google Scholar]
- Lan, K.; He, X.-T.; Liu, J.; Zheng, W.; Lai, D. Octahedral spherical hohlraum and its laser arrangement for inertial fusion. Phys. Plasmas 2014, 21, 052704. [Google Scholar] [CrossRef]
- Du, K.; Liu, M.; Wang, T.; He, X.; Wang, Z.; Zhang, J. Recent progress in ICF target fabrication at RCLF. Matter Radiat. Extremes 2018, 3, 135–144. [Google Scholar] [CrossRef]
- Montesanti, R.C.; Seugling, R.M.; Klingmann, J.L.; Dzenitis, E.G.; Alger, E.T.; Miller, G.L.; Kent, R.A.; Castro, C.; Reynolds, J.L.; Carrillo, M.A. Robotic System for Precision Assembly of NIF Ignition Targets; Lawrence Livermore National Lab. (LLNL): Livermore, CA, USA, 2008.
- Afazov, S.M.; Ratchev, S.M.; Segal, J.; Popov, A.A. Chatter modelling in micro-milling by considering process nonlinearities. Int. J. Mach. Tools Manuf. 2012, 56, 28–38. [Google Scholar] [CrossRef]
- Yue, C.; Gao, H.; Liu, X.; Liang, S.Y.; Wang, L. A review of chatter vibration research in milling. Chin. J. Aeronaut. 2019, 32, 215–242. [Google Scholar] [CrossRef]
- Liu, X.; Gao, H.; Yue, C.; Li, R.; Jiang, N.; Yang, L. Investigation of the milling stability based on modified variable cutting force coefficients. Int. J. Adv. Manuf. Technol. 2018, 96, 2991–3002. [Google Scholar] [CrossRef]
- Ji, Y.; Wang, X.; Liu, Z.; Yan, Z.; Jiao, L.; Wang, D.; Wang, J. EEMD-based online milling chatter detection by fractal dimension and power spectral entropy. Int. J. Adv. Manuf. Technol. 2017, 92, 1185–1200. [Google Scholar] [CrossRef]
- Moradi, H.; Vossoughi, G.; Behzad, M.; Movahhedy, M.R. Vibration absorber design to suppress regenerative chatter in nonlinear milling process: Application for machining of cantilever plates. Appl. Math. Model. 2015, 39, 600–620. [Google Scholar] [CrossRef]
- Tehranizadeh, F.; Koca, R.; Budak, E. Investigating effects of serration geometry on milling forces and chatter stability for their optimal selection. Int. J. Mach. Tools Manuf. 2019, 144, 103425. [Google Scholar] [CrossRef]
- Pérez-Canales, D.; Vela-Martínez, L.; Jáuregui-Correa, J.C.; Alvarez-Ramirez, J. Analysis of the entropy randomness index for machining chatter detection. Int. J. Mach. Tools Manuf. 2012, 62, 39–45. [Google Scholar] [CrossRef]
- Li, X.Q.; Wong, Y.S.; Nee, A.Y.C. Tool wear and chatter detection using the coherence function of two crossed accelerations. Int. J. Mach. Tools Manuf. 1997, 37, 425–435. [Google Scholar] [CrossRef]
- Tripathi, A.; Das, P.; Aggarwal, T. Diminution of chatter vibration in single point cutting tool holder using finite element analysis (FEA). Mater. Today Proc. 2022, 62, 3665–3669. [Google Scholar] [CrossRef]
- Mahnama, M.; Movahhedy, M.R. Prediction of machining chatter based on FEM simulation of chip formation under dynamic conditions. Int. J. Mach. Tools Manuf. 2010, 50, 611–620. [Google Scholar] [CrossRef]
- Jafarzadeh, E.; Movahhedy, M.R.; Khodaygan, S.; Ghorbani, M. Prediction of machining chatter in milling based on dynamic FEM simulations of chip formation. Adv. Manuf. 2018, 6, 334–344. [Google Scholar] [CrossRef]
- Suzuki, N.; Takahashi, W.; Igeta, H.; Nakanomiya, T. Flank face texture design to suppress chatter vibration in cutting. CIRP Ann. 2020, 69, 93–96. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Wang, Y.; Su, H.; Dai, J.; Yang, S. A novel finite element method for the wear analysis of cemented carbide tool during high speed cutting Ti6Al4V process. Int. J. Adv. Manuf. Technol. 2019, 103, 2795–2807. [Google Scholar] [CrossRef]
- Zong, W.J.; Li, Z.Q.; Zhang, L.; Liang, Y.C.; Sun, T.; An, C.H.; Zhang, J.F.; Zhou, L.; Wang, J. Finite element simulation of diamond tool geometries affecting the 3D surface topography in fly cutting of KDP crystals. Int. J. Adv. Manuf. Technol. 2013, 68, 1927–1936. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, H.; Zhao, L.; Li, G.; Zhang, C.; Zhang, Z.; Sun, T. Coupled thermo-mechanical sticking-sliding friction model along tool-chip interface in diamond cutting of copper. J. Manuf. Process. 2021, 70, 578–592. [Google Scholar] [CrossRef]
- Delio, T.; Tlusty, J.; Smith, S.M. Use of audio signals for chatter detection and control. J. Manuf. Sci. Eng. 1992, 114, 146–157. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Values |
|---|---|---|
| Feed speed | mm/s | 10 |
| Spindle speed | rpm | 6000, 12,000, 18,000, 20,000, 30,000 |
| DOC | μm | 2 |
| Material Properties | Unit | Cu | Cemented Carbide | Diamond |
|---|---|---|---|---|
| Thermal conductivity | W/(mm*k) | 386 | 90 | 2000 |
| Density | Kg/m3 | 8960 | 14,500 | 4250 |
| Elastic modulus | GPa | 124 | 580 | 1147 |
| Poisson ratio | — | 0.34 | 0.22 | 0.07 |
| Specific heat capacity | J/(Kg*K) | 383 | 220 | 502 |
| Thermal expansion coefficient | K−1 | 5 × 10−5 | 5.4 × 10−6 | 1.18 × 10−6 |
| A(MPa) | B(MPa) | n | C | m |
|---|---|---|---|---|
| 90 | 292 | 0.31 | 0.025 | 1.09 |
| 0.54 | 4.89 | −3.03 | 0.014 | 1.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Lu, S.; Zhang, C.; Li, G.; Teng, F.; Zhang, J.; Sun, T. Finite Element Analysis and Experimental Investigation of Tool Chatter in Ultra-Precision Diamond Micro-Milling Process. Appl. Sci. 2022, 12, 11968. https://doi.org/10.3390/app122311968
Zhang H, Lu S, Zhang C, Li G, Teng F, Zhang J, Sun T. Finite Element Analysis and Experimental Investigation of Tool Chatter in Ultra-Precision Diamond Micro-Milling Process. Applied Sciences. 2022; 12(23):11968. https://doi.org/10.3390/app122311968
Chicago/Turabian StyleZhang, Haijun, Shijin Lu, Chunyu Zhang, Guo Li, Fei Teng, Junjie Zhang, and Tao Sun. 2022. "Finite Element Analysis and Experimental Investigation of Tool Chatter in Ultra-Precision Diamond Micro-Milling Process" Applied Sciences 12, no. 23: 11968. https://doi.org/10.3390/app122311968
APA StyleZhang, H., Lu, S., Zhang, C., Li, G., Teng, F., Zhang, J., & Sun, T. (2022). Finite Element Analysis and Experimental Investigation of Tool Chatter in Ultra-Precision Diamond Micro-Milling Process. Applied Sciences, 12(23), 11968. https://doi.org/10.3390/app122311968