1. Introduction
Friction behaviour is a part of surface functions, and it is also critical for the energy consumption and the applicable life of machined component surfaces. Surface texturing acts as an effective approach for the surface modification to improve the surface functional performance, particularly at a micro scale. Nowadays, surface texturing has been widely recognized as a potential to reduce the friction resistance, and applied to the cylinder liner, sliding and other surfaces.
Gachot et al. [
1] presented a critical view at the fundamental effects of surface textures in different lubrication regimes. The studies in various operating conditions of experiments have also shown that the micro regularities (dimples, cavities, grooves) could successfully improve the friction behaviour under different lubrication regimes compared to untextured surfaces [
2,
3,
4,
5,
6,
7,
8,
9].
Pettersson and Jacobson [
2] investigated the grooves and square textures in the various sizes on PVD (physical vapour deposition) surface under dry and boundary lubrication conditions. The coefficient of friction exhibited excellent performance around 0.05 for small square and grooves texture during 200,000 cycles. Hu et al. [
3] studied the tribological performance of laser-textured 2024 aluminium alloy samples in unidirectional sliding tests under boundary lubrication conditions. The optimum area density was found at 8.5%, which agrees well with other research investigation [
4] under boundary lubrication conditions.
The benefits of surface texturing were also reported with experimental results under mixed lubrication and hydrodynamic lubrication as well as the regime transitions between them. Ramesh et al. [
5] depicted experimental and numerical investigations of the friction characteristics of micro textured surfaces in mixed lubrication. The experimental results showed the effect of microstructural surface for the applications under a constant load that lead to a lower friction, which was in accord with the simulation prediction. Similar friction reductions were also verified by Greiner et al. [
6] and Daniel Braun et al. [
7] in the experiments of mixed lubrication conditions. Wang et al. [
8] further analysed the effect of texturing area of SiC samples under water lubrication, covering the transition from hydrodynamic lubrication to mixed lubrication. They defined a transition load as a workload on which the coefficient of friction increased sharply. The higher transition load indicated a better retention of lubrication. It was found when texture coverage area was 2.8%, the transition load could increase 20% comparing to a smooth surface. Galda [
9] studied the geometrical characteristics of textured surfaces in a lubrication regime transitioning from mixed to hydrodynamic lubrications, where the tests were carried out under contact and unidirectional sliding conditions. When compared with untextured surfaces, a substantial reduction in friction coefficient was observed with textured steel surfaces. All these experiment results convinced the effects of microstructure on the friction reduction, but when the surface structure dimension reached a macro level, the structure texture became less consistence and unprofitable due to the increasing costs per part in mass production. Hence, the suggestion was to use micro manufacturing processes, which could control the surface texture and production efficiently and precisely.
Many manufacture techniques are available to create micro structural surface textures with high quality to improve the surface function, including the friction behaviour. These methods for the creation of defined surface microstructure with the feature size in the micrometre range include energy beam techniques [
10,
11], etching [
12], mechanical formation [
13,
14] and others. Among these methods, laser surface texturing (LST) is considered as the most promising texturing technology. It provides high precision control of the size and shape, enabling the construction of optimized geometrical parameters and can be used for a wide range of materials including metals, ceramic and polymers [
10,
11]. Etching and photochemical etching is another alternative method for creating such microstructural surface topographies. It was concluded from the study that the etching process is more cost effective and allowed for more complex geometries on the surface [
12]. Despite the popularity and advantages of LST and etching, there are some downsides of these techniques. Their resulting surface is usually quite rough and, due to the material pile up, will still need further processing, especially for the radii of corners. To produce a precise micro structural surface, laser processing needs to use a large amount of energy, while for the etching process, erosion materials used as well as the processing waste are highly polluted with negative impacts to the environment. The conventional mechanical processing to produce micro-structural surface shows their advantages. A mechanical method that has been widely used to produce microstructural texture surfaces is milling. By machining intersecting grooves in different directions and applying different tool geometries, a great variety of complex microstructures can be manufactured. The problems with this are a long processing time, material debris removal, the tedious effort on algorithm design and their machining G-code generation for required precision [
13,
14].
The abrasive technology, as an important manufacturing process, is usually applied as a final process procedure. The honing process can create the cross hatch or linear texture on the cylinder and sliding surface. Several experimental results [
15,
16] already showed that texture by honing influences significantly on friction performances. The valley of texture could act as an oil repository and plays a critical role in the fluid dynamic performance. Similar to the honing process, the microstructural cylindrical grinding is a precision process and can process different material with precision tolerance. By utilizing the specific dressing strategy and grinding conditions, different sizes of microstructure can be obtained and controlled by cylindrical plunge grinding [
17]. The surface microstructure created by cylindrical grinding can be divided into the following two principal parts: plateaus and gouge valleys. These valleys may play a significant role in improving on the surface frictional performance. Initial tests [
18] on ground cylindrical surface friction illustrated encourage results, thus a comprehensive investigation on the friction behaviour of a ground cylindrical microstructural surface is necessary.
In this paper, a set of microstructural surfaces were created on carbon steel samples by cylindrical grinding. The tribological tests of these microstructural surfaces were conducted under different normal workloads and rotational speeds in a fully lubricated situation to investigate the influence of microstructures on the surface friction behaviour.
2. Structural Surface Creation and Their Characteristics
2.1. Creation of Microstructural Suface by Sylindrical Grinding
Grinding is an effective mechanical machining process, which can process high precision and tight tolerance of micro structural surface. In the component preparation, the components were first polish-ground to get a smooth surface and then textured by cylindrical plunge grinding. The wheel surface pattern was generated by a specified dressing operation, in which the diamond dresser cut across the grinding wheel surface from right to left and from left to right at the same dressing depth. Thus, a cross helix gouge pattern is formed on the surface of the grinding wheel. During grinding, the grinding wheel will print its surface pattern on to the ground surface, forming designed dimple microstructural texture, as shown in
Figure 1. The mechanism of surface microstructure formation has been presented in previous investigation [
17].
According to previous study on microstructural surface generation in grinding [
17], the geometrical characteristics of ground surface structure are mainly controlled by the wheel dressing and component grinding parameters. The depth of grooves is mainly controlled by grinding depth, while the geometry sizes of structural gouge length and width are also influenced by grinding depth. The structural axial interval is mainly decided by the dressing feed
fd, while the structural circumference interval
L is determined by the rotational speed ratio between workpiece and wheel
nw/
ns. According to the kinematic relation of grinding cutting actions, the proportion of structural gouge length in a grit cutting pitch length should be the same as the proportion of structural gouge width in a dressing feed. According to the mechanism of microstructure groove formation, the microstructure geometric feature sizes can be expressed by the following parameters of the dressing and grinding processes [
17]:
where
and
Equations (1)–(5) present the structural length lw, structural width bw, circumferential pitch length L and half minimum uncut plateau length on the workpiece in axis direction xx; here, fd is the dressing feed, rd is the dresser tip radius, ap is the grinding depth, hs is the section depth of helix grove on the grinding wheel surface, q is the ration of vw/vs, vs is the grinding speed, vw is the work-material speed, Rs is the radius of grinding wheel, Rw is the radius of workpiece, nw is the rotational speeds of workpiece, and ns is the rotational speeds of grinding wheel.
The structural surface components were produced on a Kellenberger cylindrical grinding machine. The micro structural gouge depth was controlled by the grinding depth of cut or infeed in plunge grinding. The geometry of micro structural length and width was determined by the dressing strategy, speed ratio, tip radius and grinding depth. The dressing and grinding operations were executed under same constant wheel spindle rotational speed (1344 rpm). All the components were manufactured under the same dressing strategy and other variables selected for the microstructural grinding were: wheel speed was 35 m/s, dresser tip radius was 0.25 mm, grinding depth changed from 1–4 μm, dressing feed was of 100 μm and 120 μm, and each plunge grinding was undertaken in 3 revolutions of workpiece rotation. The detailed experimental conditions are shown in
Table 1. Based on the defined experiment conditions shown in
Table 1,
Table 2 listed the nominal values of geometrical parameters of structural gouge features on the ground surface, which were calculated using Equations (1)–(5). Without considering the deflection of grinding system, the nominal gouge depth should be the same as grinding depth of cut. An extra polish-ground sample without defined microstructure was prepared (test 0) with finer dressing lead and 25 s sparking out process, which presents much better surface finish.
The cylindrical components were made of carbon steel with dimensions of 25 mm × 52 mm (width × diameter). The tolerance of these component diameters is controlled within the range of 51.995~51.997 mm to reduce the influence of gap variation on the fiction. Components from No.1 to No.8 were ground with different dressing conditions to create different surface textures, while the component No.0 possesses a smooth surface finish without specified texture for comparison purposes.
2.2. Surface Measurement and Characterization
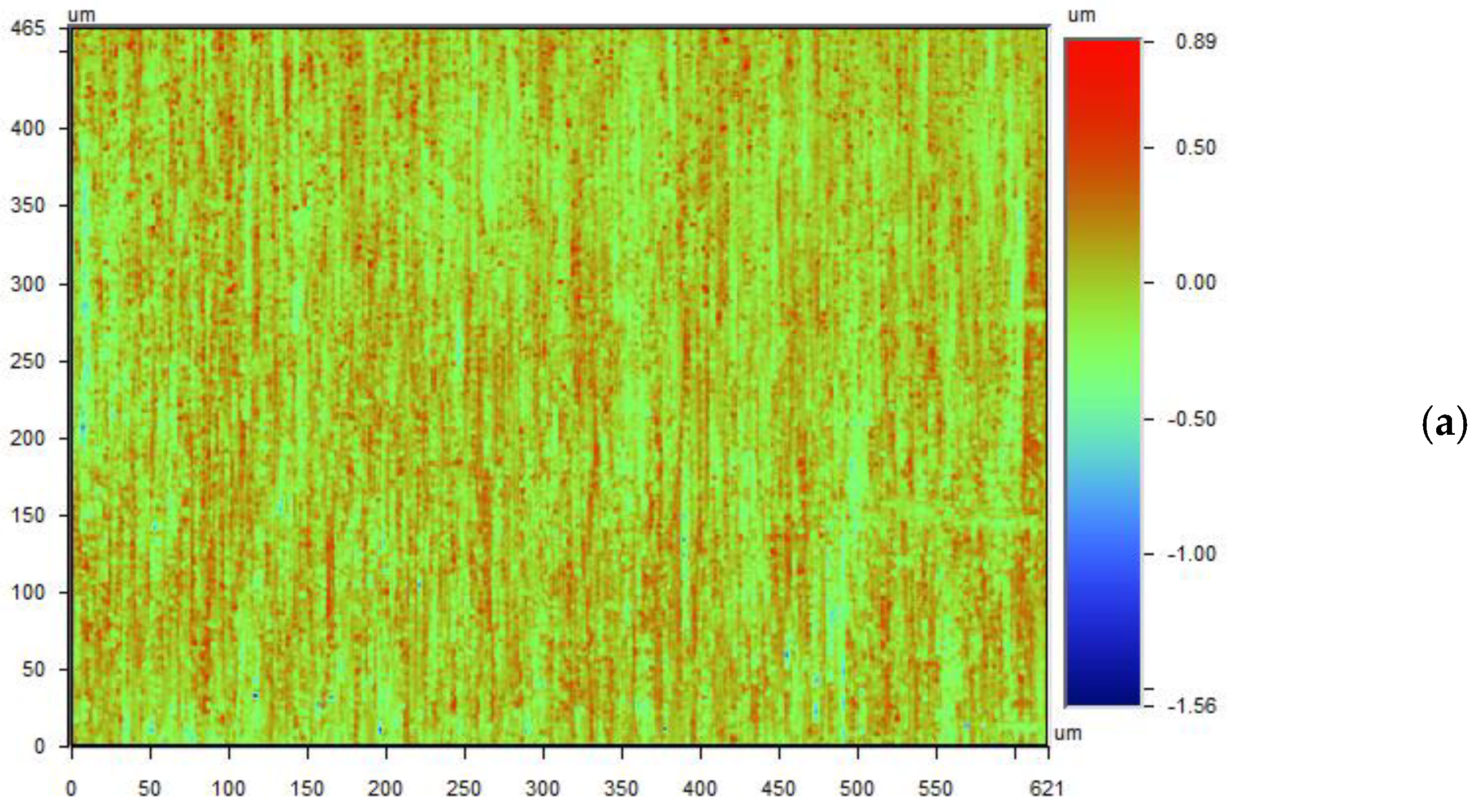
The 3D topography of ground micro structural surface was measured by a Wyko white light interferometer. The measuring area is 0.6 × 0.4 mm
2 containing 368 × 240 points. The typical measurements of micro structural surface topography are shown in
Figure 2. Comparing with polish-ground component (test sample 0), many deeper and larger gouges appeared on the ground textural surfaces on the workpieces.
From measured cylindrical surface topography, the surface roughness parameters were extracted for depicting the surface topography amplitude, spatial and other features. Following 3D roughness parameters are considered as microstructural surface features in analysis: Sa, Ssk and Sku from the amplitude parameters, Svk and Sk from the functional parameter, Str, Sal from the spatial parameters and the peak count number Rpc. These parameters are of statistical geometrical significance and often used for assessing surface quality and surface wear performance.
Sa is the most widely used amplitude parameter for surface characterization and is an important roughness parameter for the machining surface. Ssk (Skewness) and Sku (Kurtosis) of topography height distribution are chosen to evaluate the curvature features of the microstructural surface. The skewness of the texture height distribution is always combined with the kurtosis to describe the shape of the surface topography. By considering the skewness and kurtosis, the proportion of deep valleys and top flat in the microstructural surface can be identified.
The functional parameter Sk, which defined from Abbott-Firestone curve or bearing area curve, is commonly used to characterize honed surface texture, which might also suit for microstructural grinding surface. It contains the reduced peak height Spk describing the height at which peaks rise from the core profiles, the core roughness depth Sk and the reduced valley height Svk, which indicates the oil reservoir in the surface that may influence friction.
For spatial parameters, the surfaces texture ratio
Str is used to identify the structural texture pattern and isotropy while the autocorrelation length
Sal describes main wavelengths of micro structural surface [
19]. Meanwhile the 2D parameter peak count number
Rpc shows the peak number in the tested profile of micro structural surface.
To get a comprehensive description of the micro structural surface, three measurements were taken on the same component and the average value of these parameters was calculated and presented in
Table 3.
5. Conclusions
Surface microstructural topography is an important factor that directly affects the friction performance of functional surfaces. Due to the different surface creation conditions, the impact of microstructure on friction is different even under a full lubrication. By studying the friction behaviours of ground textural surfaces together with polish-ground surfaces under the different test conditions, some interesting conclusions can be drawn.
(1) Suitably defined microstructural cylindrical surface created by grinding can possess lower COF than the polish-ground smoother surface does. The best improvement in this study was 20%.
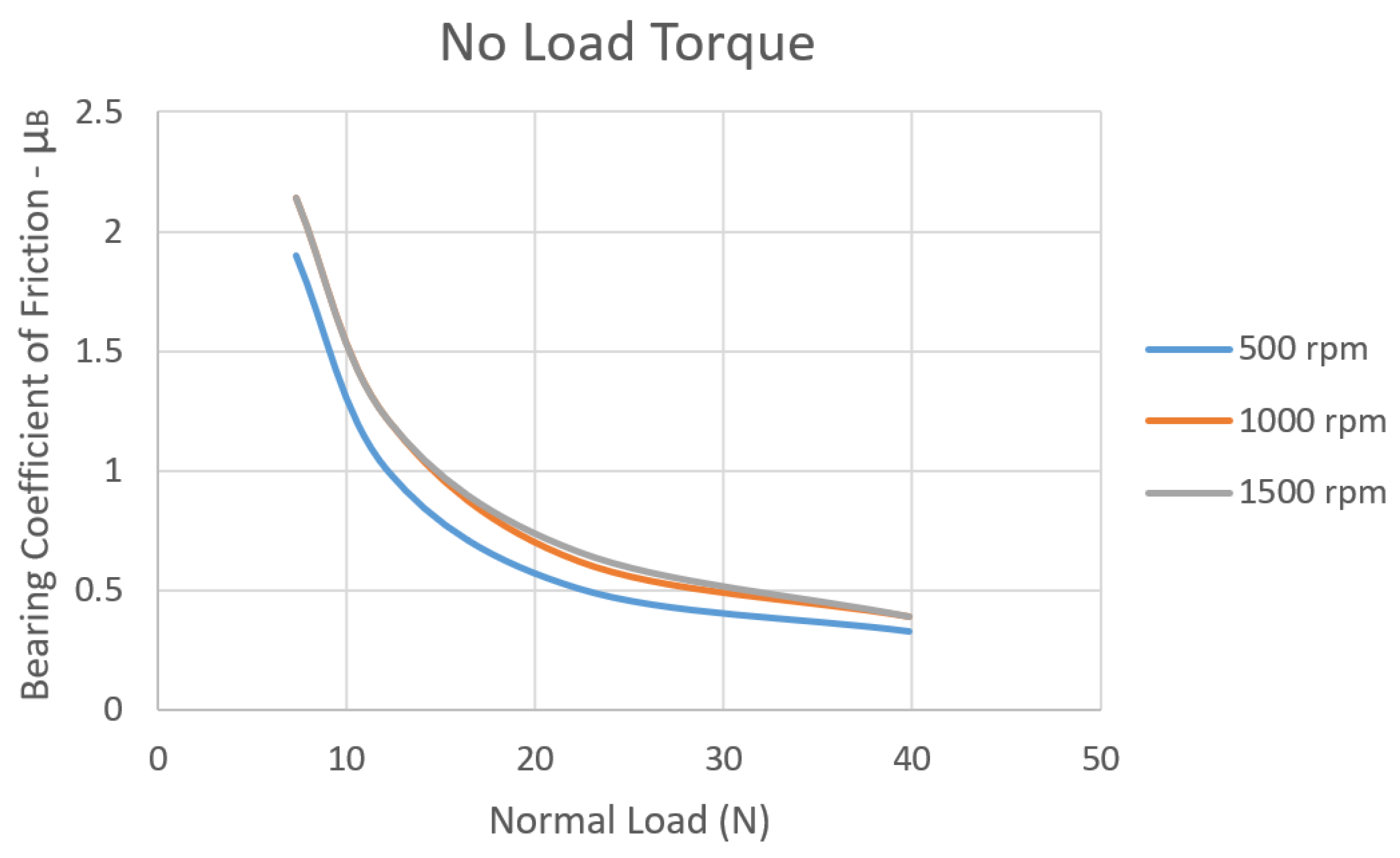
(2) The investigation shows that the COF decreased with the workload increases but varied insignificantly with the rotational speed changes.
(3) Textural features of microstructural surfaces have strong effects on the friction behaviour in addition to the normal load or rotational speed applied in the tests. In the range of investigation conditions, it is found that the COF does not vary monotonically with the textural features. Surface with small textural gouge depth of 1~2 micros showed better friction behaviour in the tests.
(4) Most conventional surface roughness is important to depict the surface geometrical features statistically, but they do not effectively reflect the influence of microstructure on friction behaviour. Most correlation coefficient values between the conventional surface roughness parameters and the COFs are low, only the correlation of the COFs with Sk and Svk show relative high values. The investigation failed to find suitable functions that can present the COF with conventional surface roughness parameters. This means that conventional surface roughness parameters may not present the COF effectively.
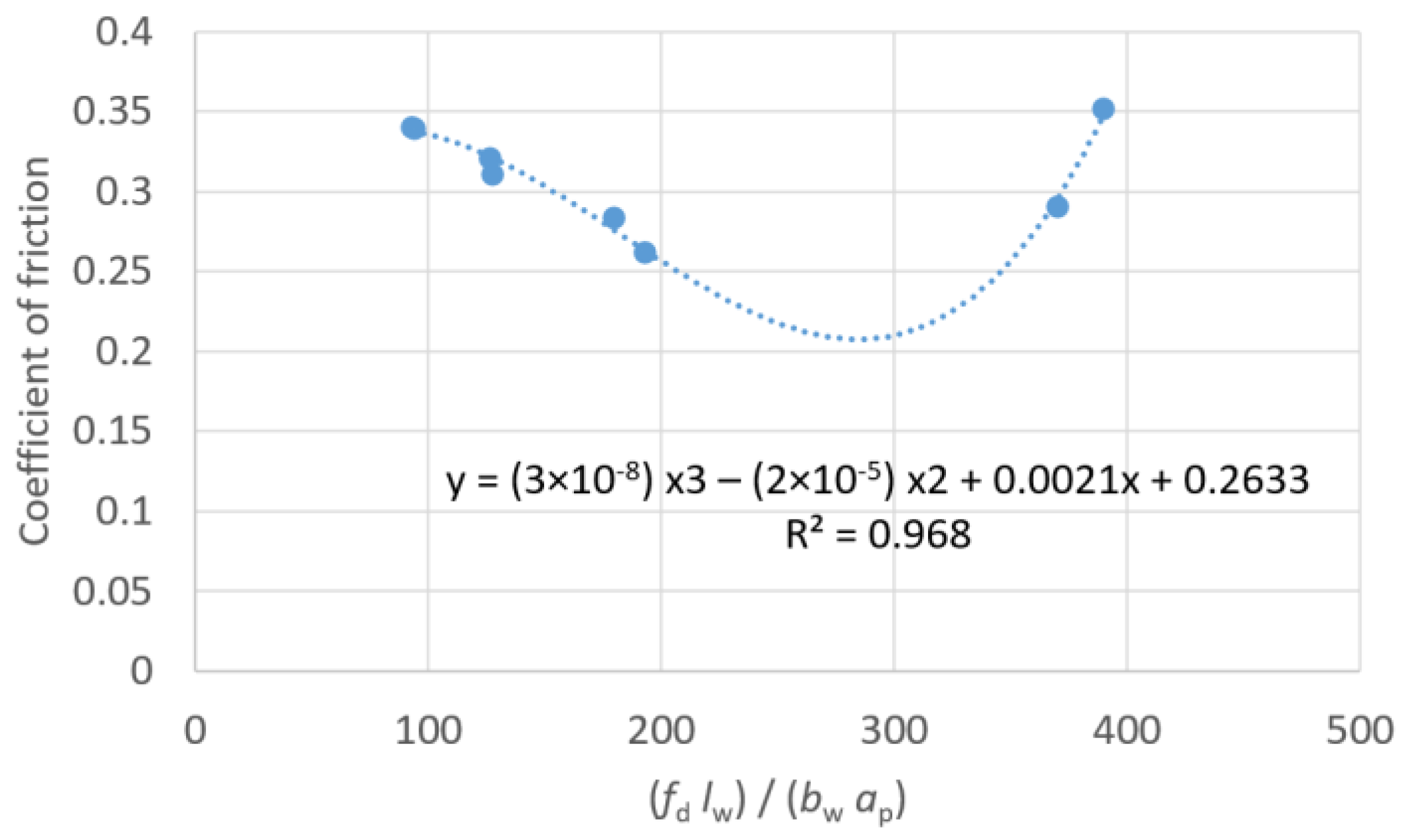
(5) It is an exciting discovery that the COF could be simply presented by a suitably selected function of dimensionless geometrical feature parameters with very high determination factor. The function with the highest determination factor of 0.97 covers the key microstructure feature parameters in this study. These key parameters are the length, width and depth of the textured gouges together with the dressing lead that determines the gouge structure distribution on the ground surface. This finding provides a good way to identify the best dressing and grinding conditions for creating a textured microstructural surface of a lower COF. It could bring some significant impacts on energy saving and improvements in bearing energy efficiency.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}