Abstract
The methanation process is discussed as one way to chemically store renewable energy in a future energy system. An important criterion for its application is the availability of compact, low-cost reactor concepts with high conversion rates for decentralized use where the renewable energy is produced. Current research focuses on the maximization of the methane yield through improved temperature control of the exothermic reaction, which attempts to avoid both kinetic and thermodynamic limitations. In this context, traditional manufacturing methods limit the design options of the reactor and thus the temperature control possibilities. The use of additive manufacturing methods removes this restriction and creates new freedom in the design process. This paper formulates the requirements for a novel methanation reactor and presents their implementation to a highly innovative reactor concept called ‘ADDmeth’. By using a conical reaction channel expanding from Ø 8 to 32 mm, three twisted, expanding heat pipes (Ø 8 mm in evaporation zone, Ø 12 mm in condenser zone) and a lattice structure for feed gas preheating and mechanical stabilization of the reactor, the design explicitly exploits the advantages of additive manufacturing. The reactor is very compact with a specific mass of 0.36 kg/kW and has a high share of functional volume of 52%. The reactor development was accompanied by tensile tests of additively manufactured samples with the used material 1.4404 (316 L), strength calculations for stability verification and feasibility studies on the printability of fine structures. Ultimate tensile strengths of up to 750 N/mm2 (at room temperature) and sufficiently high safety factors of the pressure-loaded structures against yielding were determined. Finally, the paper presents the manufactured bench-scale reactor ADDmeth1 and its implementation.
1. Introduction
The methanation as part of the power-to-gas (PtG) process is an important component of a future energy system [1]. It enables the storage and use of renewable energies in the existing natural gas infrastructure [2]. Green hydrogen, for example from water electrolysis [3], reacts with carbon oxides (CO2 and/or CO) to form methane and water (see Equations (1) and (2)). Due to the strong exothermicity and the volume reduction in both reactions, low temperatures and elevated pressures (greatest effect up to 10 bar) increase the methane yield [4].
The decentralized deployment of PtG concepts requires both simple, compact reactors and low process complexity to keep investment costs low [5]. For the methanation process, this means that the highest possible conversion of the reactants to the desired product methane must be achieved in the fewest possible methanation stages, which should be designed as simply as possible. Commercially available, highly complex methanation technologies such as Lurgi Methanation or Haldor Topsøe’s TREMP [6] are therefore unsuitable for this application. Hence, many research groups are working on the process intensification of the methanation, often via the development of new reactor concepts [7,8,9,10].
Neubert et al. [11] developed a heat pipe cooled structured fixed-bed reactor for use in PtG applications. Its design aims for an improved temperature control of the exothermic methanation and thus an increased methane yield in only one reactor stage. By limiting the diameter of the single fixed-bed reaction channels to 8 mm, the reactor meets the two main objectives of active temperature control for methanation illustrated in Figure 1. On the one hand, the maximum temperature occurring in the reactor is limited to the permissible maximum temperature of the catalyst to prevent its deactivation due to sintering processes. On the other hand, low temperatures are achieved at the reactor outlet, which influences the equilibrium position in favor of CH4. However, the experimental results display a kinetic limitation in the second half of the reactor, which is why the thermodynamic equilibrium cannot be reached at low outlet temperatures. This in turn results in a loss of methane yield.

Figure 1.
Schematic illustration of the main objectives of active temperature control for methanation reactors (adapted from [11] with permission of Elsevier).
This problem of kinetic limitation is addressed by the development of a novel reactor concept presented in this work. Based on the reactor described by Neubert et al. [11], the aim is to further improve the reaction control by increasing the kinetics in the second half of the reactor (see Figure 1). This can be achieved by increased temperatures in the reaction channel or by extending the local residence time towards the reactor outlet.
Similar to medical technology [12], aerospace applications [13] or turbine construction [14], additive manufacturing (AM) opens up new design possibilities for catalytic applications [15]. While additively manufactured catalyst support structures are frequently reported for methanation (e.g., [16,17]), reports of completely additively manufactured methanation reactors are rather rare.
The aim of this paper is to develop a novel reactor concept that overcomes the coupled problem of effective and simple temperature control and kinetic limitation in the second half of the reactor, as described above and illustrated in Figure 1, and thereby maximizes the methane yield in the once-through process. The design process explicitly exploits the design freedom of additive manufacturing. For this, the paper first presents the requirements for a novel reactor concept and the tools used in the design process in Section 2. Section 3 presents the results of the design and implementation process of the previously defined requirements on the basis of the key features of the novel ADDmeth concept, covers the preparatory feasibility studies (tensile tests, test prints) and finally shows the implementation and preparation of the ADDmeth1 reactor for experimental operation. Section 4 briefly summarizes the key facts and gives an outlook on the subsequent experimental investigation of the reactor.
2. Materials and Methods
2.1. Requirements for a Novel Reactor Concept
2.1.1. Increasing Local Residence Time towards Reactor Outlet
From the above, it can be concluded that the reaction temperature must not drop too far too early in the second half of the reactor (compare illustration in Figure 1), and/or the local residence time must be increased at lower temperatures in order to avoid kinetic limitation in an actively cooled methanation reactor. Therefore, a lower radial cooling flux might be applied in parts of the reactor. However, this seems not to be feasible with a simple, isothermal heat dissipation system. Hence, the improved reactor design should allow for the variation of the local residence time and gas velocity u over the reactor length (target: u ≈ 0.4 m/s at outlet; value of the predecessor reactor [11] in accordance with the literature [18,19]). As long as the gas flow remains undivided (for simple reactor design), this comes along with a larger cross-area of the reaction channel. Fortunately, this larger diameter also increases the average temperature level (increased thermal resistance) at a certain axial position which in turn improves reaction kinetics. To summarize, a conic reaction channel addresses both the well-proven small diameter in the main reaction zone that ensures control of the hot spot [11] and a lower superficial gas velocity towards the reactor outlet that results in an elevated average temperature level and accelerated reaction kinetics. Finally, an increase in the once-through feed gas conversion is expected. The conical shape of the reaction channel makes additive manufacturing necessary.
2.1.2. Heat Pipes for Cooling
Experimental results reported by Neubert et al. [11] and Hauser et al. [20] show that heat pipes [21] perform very well for heat removal. In particular, their use ensures a reliable control of the maximum synthesis temperature, which is of outstanding importance for a once-through methanation process with well-adjusted stoichiometry in the feed gas. Therefore, heat pipes are also to be applied in the novel concept.
2.1.3. Internal Gas Preheating
If biogas, steel gases or other industrial by-product gases serve as a carbon source for the methanation, they are usually available at ambient or only slightly elevated temperatures. To prevent the feed gas entering the catalytic fixed-bed from limiting the reaction (operation of the reactor in the non-ignited state with low conversion [22,23]), it should be preheated to temperatures well above 200 °C (depending on other operating parameters). Ideally, preheating occurs internally to co-use the cooling effect for the exothermic methanation and to reduce the process complexity.
2.1.4. Compact Design
Low material consumption is always of importance to create economically feasible solutions. However, as the proposed innovative design makes AM necessary, a reduced material consumption and small dimensions are of outstanding importance. A compact design with short reaction channels also keeps the pressure drop low, which reduces the operating costs of gas compression.
2.1.5. Scalability
The engineering of a single reactor is time- and cost-consuming. In recent years, modular concepts became popular, particularly in the field of small-scale utilization of renewables, as they simplify scalability by the numbering-up of a core element, e.g., a reaction channel. To support the technology transfer to other possible applications (especially in the industrial environment), scalability needs to be addressed from the beginning.
2.1.6. Simple Connectivity/Weldability
The simple connectivity of the concept increases flexibility in process integration. An important factor here is the weldability of the reactor body material, e.g., in order to attach standard components for pipe connections. Furthermore, its aim is simple plug and operate capability for devices at the cold end of the heat pipes. This makes it possible to address the respective boundaries for heat use or heat removal.
2.2. Modelling and Implementation
The CAD software CATIA V5R20 (Dassault Systèmes, Vélizy-Villacoublay, France) was used to create the 3D reactor model. Both ‘Generative Shape Design’ and ‘Part Design’ options were used to generate the reactor geometry. The tessellation required for additive manufacturing was created in ‘STL Rapid Prototyping’. In addition, ‘Assembly Design’ was used to plan the components that are connected to the reactor but not manufactured additively.
The AM of the reactor body (and also of all the other AM parts described below) was carried out by PROTIQ GmbH using selective laser melting (SLM) of stainless steel 1.4404 (316 L). The material was chosen due to its good processability/weldability, good mechanical properties and resistance to hydrogen embrittlement. The reactor body was manufactured upside down in an EOS M 290 3D-printer. A standard 316 L powder was used, the layer thickness was 40 µm and the volume rate was ~3.7 mm3/s. The manufacturing process took about 48 h.
2.3. Tensile Tests
Since only a few strength parameters are available for the used additively manufactured material, especially at elevated temperatures, tensile samples were produced from the same material in order to determine the characteristic values by means of tensile tests. As already shown by Papke and Merklein [24], the mechanical properties of additively manufactured 1.4404 exhibit anisotropic behavior even at elevated temperatures. Therefore, the position of the tensile samples in the powder bed during SLM were divided into those manufactured horizontally, in a 45° angle and vertically. The same SLM parameters were selected as for the reactor body. The blanks were then machined to produce the tensile samples shown in Figure 2. The geometry was chosen in accordance with DIN 50125. Besides room temperature (RT), 300 °C and 425 °C were specified as testing temperatures (representing the measured maximum reactor material temperature according to [20] and arithmetic mean between the maximum reactor material temperature and maximum permissible catalyst temperature of 550 °C, respectively). The heating rate was 10 K/s and the target temperature was held for 5 s prior to testing to homogenize the temperature. A constant cross-head speed of 0.04 mm/s was applied. At RT, two tensile tests were carried out per spatial direction for averaging; at the elevated temperatures, three tests were carried out in each case.
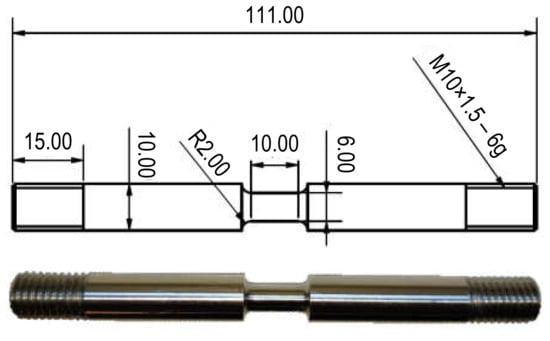
Figure 2.
Geometry of the tensile samples (dimensions in mm).
The tensile tests were conducted in a thermomechanical simulator Gleeble 3500-GTC (DSI Inc., Poestenkill, NY, USA). The samples were mounted in the testing rig using conical copper grips, as depicted in Figure 3. Conductive heating with an alternating current was applied to reach the desired testing temperature. The temperature was monitored with point-welded thermocouples of type K. During testing, a load cell measured the forces in the axial direction. A linear variable differential transducer, which exhibits improved accuracy compared to the sole measurement of the piston stroke, recorded the displacement.

Figure 3.
Mounted tensile sample incl. thermocouples.
While the evaluation of the strength parameters, especially the ultimate tensile strength, is valid for all temperatures, strain parameters such as uniform elongation and elongation at break can only be analyzed at room temperature. Due to the conductive heating, a temperature gradient develops along the gauge length at elevated temperatures, resulting in immediate strain localization under tensile loading. The assumption of homogeneous strain over the entire gauge length up to the necking is therefore only valid to a limited extent.
2.4. Strength Calculations
Using the determined strength values, the safety factors of the most stressed geometries against internal pressure (not thermal stress) were calculated according to the AD2000 guidelines [25]. Specifically, modules B1/B10 (thin/thick-walled cylindrical shells under internal pressure; heat pipes), B5 (plane plates together with anchors; outer shell with contact points of the lattice structure) and B9 (cutouts in cylinders; cutouts in reaction channel) were applied.
3. Results
3.1. ADDmeth1 Concept
Based on the requirements presented in Section 2.1 and the experimental experience with the structured predecessor reactor [11,20], a scalable reactor concept named ‘ADDmeth’ was developed, which explicitly uses the advantages of AM. Figure 4 highlights the main features of the concept based on the bench-scale prototype ADDmeth1.
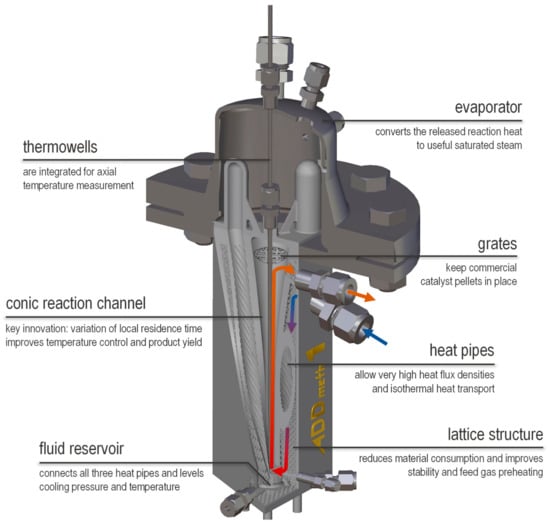
Figure 4.
CAD cutaway scheme of ADDmeth1 highlighting the innovations and an exemplary gas pathway.
The key innovation is the centrally located, conically widening reaction channel. This fulfils the need for kinetics improvement in the second half of the reactor, as discussed in Section 1. Based on the positive experience with a diameter of 8 mm for the reaction channels by Neubert et al. [11] and Hauser et al. [20], the minimum diameter of the reaction channel in the expected main reaction zone is also set to 8 mm for ADDmeth1. The widening of the reaction channel, which is 170 mm long in total, starts at about halfway and widens to a diameter of 32 mm. In this way, the cross-sectional area expands 16 times. As a result, the gas velocity drops and the thermal resistance of the catalyst bed increases, which in turn increases the mean temperature level in the second half of the reactor. These effects are expected to increase the once-through conversion.
Three heat pipes serve as a heat dissipation system. They are evenly arranged around the reaction channel and twist around it to ensure an even better uniformity of the temperature. To account for the increasing steam content (from bottom to top), their inner diameter increases from 8 mm at the fluid reservoir in the evaporation zone of the heat pipes to 12 mm in the condenser zones. Since the reactor is installed vertically, a capillary structure is dispensed with and only a transport structure (spiral grooves) is provided for an even backflow of condensate. A common fluid reservoir for all heat pipes homogenizes pressure and temperature. The heat pipe system works with water as a heat transfer medium.
Internal gas preheating takes place in the space between the reaction channel, the heat pipes and the reactor’s outer wall, which is filled with a lattice structure. It is based on a diamond unit cell reported by Stiegler et al. [17], has a strut thickness of 0.6 mm and a porosity of 89.4%. It conducts the heat from the reaction channel’s hot surface and increases the heat transfer area to ensure feed gas preheating. It also contributes significantly to the mechanical stability of the outer wall (see also Section 3.2.1).
The reactor body is very compact, with a footprint of 2771 mm2 (equilateral triangle with 80 mm edge length), a height of 230 mm and a total weight of ~1.8 kg. Together with its design power of 5 kWSyn, this results in a very low power-specific mass of 0.36 kg/kW considering the reactor body only (comparison: 5 kg/kW for predecessor reactor reported by Neubert et al. [11]). The share of functional volume is 52%. The short reaction channel (170 mm) also keeps the pressure drop low. In the design case (10 bar, 5 kWsyn, H2/CO2 = 4), a pressure loss of about 265 mbar can be expected according to the Ergun equation.
In terms of scalability, the ADDmeth concept with its triangular unit cell ensures that the main innovation (the conic reaction channel) can be easily numbered-up by only moderate adaptations.
The choice of the material 1.4404 assures the weldability of the reactor and standard fittings can be used for the test rig integration (see also Section 3.3). In addition, this facilitates the connection to a cooling unit at the reactor top. It consists of standard parts and can be removed by means of a flange construction. In order to be able to characterize the reactor in detail, both compressed air and evaporative cooling are planned. With the latter, useful saturated steam can be generated by the heat-of-reaction.
The prototype’s various measuring points for thermocouples provide detailed insights into the temperature distribution. A thermowell in the center of the reaction channel (see Figure 4) makes the recording of axial temperature profiles possible, while the measurement of wall temperatures is achieved with another thermowell that is printed directly on the reaction channel wall. Further measuring points allow for the measurement of the surface temperatures of the heat pipes.
3.2. Preliminary Feasibility Studies
3.2.1. Tensile Tests and Strength Verification
The exemplary stress–strain curves at room temperature shown in Figure 5 indicate a generally very ductile behavior of the SLM samples of 1.4404 with a large elastic range (about 15%). Likewise, this is reflected in the high values for uniform elongation Ag and elongation at break A (see also Table 1).

Figure 5.
Exemplary stress–strain curves (individual measurements) of tensile tests at room temperature for tensile samples additively manufactured in different spatial directions.

Table 1.
Parameters determined during tensile tests of AM material 1.4404.
When moving to higher temperatures, the ultimate tensile strength decreases as expected (see Table 1). The decrease is significantly greater from RT to 300 °C with 0.69 (N/mm2)/K than from 300 °C to 425 °C with 0.18 (N/mm2)/K.
At room temperature (RT), the high ultimate tensile strengths Rm of around 750 N/mm2 are achieved for the horizontally and the 45° angle fabricated tensile samples. The Rm of the vertically manufactured samples is lower, at around 700 N/mm2. Additionally, at temperatures of 300 °C and 425 °C, the tensile strength of the upright fabricated samples is lower than those of the other two spatial directions. The influence of the building direction was already shown by Gläßner et al. [26]. The observed behavior was traced back to the elongation of the grains and the orientation of the deposited layers. While in the horizontal specimens the force acts along the individual fused fibers, the individual layers are pulled apart in the vertical specimens.
The strength evaluations of the individual pressure-loaded structures of ADDmeth1 according to AD2000 regulations (see Section 2.4) were performed using the minimum determined technical elastic limit Rp0.2 at the appropriate design temperature. Due to the fact that creep effects for 1.4404 are only relevant for temperatures above approx. 315 °C [27] and due to the low strains compared to those investigated by Li et al. [28], it seems reasonable to use Rp0.2 and not the creep strength for the calculations. Table 2 lists the examined reactor structures, the assumed parameters for the calculations and the resulting safety factors. The results show that the safety factors for the reaction channel and the heat pipes are well above the required safety factor of 1.5. When comparing the safety factors for the reactor outer wall without (theoretic) and with (as built) lattice structure, its influence becomes clear. Without the structure, the criterion against yielding is just achieved, whereas the value with the lattice structure increases due to the many contact points. The weakest points here are the contact points of the lattice structure with the outer wall. The safety factor against the tensile forces occurring there is 5.1.
Table 2.
Strength calculations for the individual structures of ADDmeth1.
3.2.2. Printability of Fine Structures
Since the reactor concept presented in Section 3.1 has a completely closed design, it is only possible to check to a very limited extent, whether all structures have been implemented as desired on the final component. Particular attention has to be paid to the fine structures, such as the lattice structure and the transport structure inside the heat pipes. Figure 6 shows a metal print sample made for checking purpose. Both the transport structure of the heat pipes and the grid structure are imaged cleanly and uniformly. The transition between the lattice and the wall structures is given and stable everywhere, so that both heat conduction and strength stabilizing tasks can be performed by the lattice.
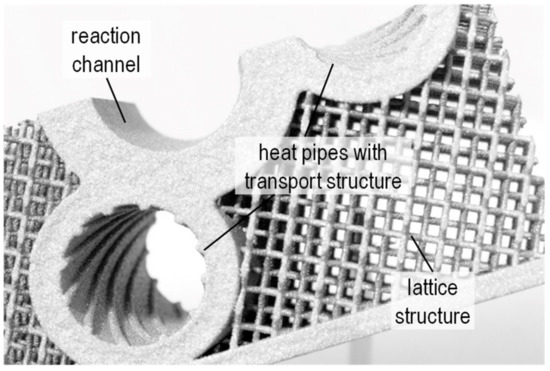
Figure 6.
Metal print sample (1.4404) with fine structures.
3.3. Manufacturing and Assembly
As already mentioned, the reactor body was manufactured by SLM from stainless steel 1.4404. After receipt, a thorough cleaning was carried out to remove powder residues from the production process. For test rig integration, a variety of fittings and the flange construction for the cooling unit needed to be attached to the reactor body. Figure 7 displays the assembled reactor. It stands on a platform for an easy mounting to the test rig and good accessibility. A high-temperature insulation (5 mm calcium silicate) between the reactor and the platform prevents excessive heat dissipation. Suitable piping combines the three gas inlets and three outlets of the reactor into one connection for reactants and product gas, respectively. Within these pipes, the measuring points for the reactant and product gas temperature as well as for the differential pressure of the reactor are provided. The fittings for the filling and monitoring of the heat pipes are located near the platform. For the flange construction, the reactor was welded into a precisely fitting cut-out of a blind flange. The counterpart is made of standard parts. The cooling unit formed in this way offers a compressed air inlet, a nozzle for water injection, an outlet for air/steam, a feed-through for the thermowell and other fittings for measurements.
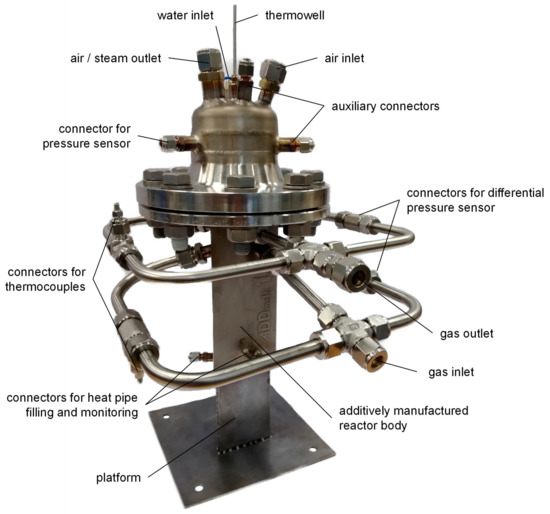
Figure 7.
ADDmeth1 with fittings and piping for reactants, product gas, cooling and instrumentation.
4. Summary and Outlook
The 3D printing of a novel reactor for catalytic methanation with a conical reaction channel for temperature control, a lattice structure for gas preheating/material reduction/strength increase and integrated heat pipes for heat dissipation was successfully implemented using SLM. All fine structures may be implemented as desired. The ‘ADDmeth’ design is based on a triangular unit cell that enables easy upscaling by numbering-up. The 5 kWsyn bench-scale reactor ‘ADDmeth1’ has a very low power specific mass of 0.36 kg/kW. The investigation of the strength characteristics of the used material shows the typical anisotropic behavior depending on the work piece orientation during SLM. However, even the lowest values determined for the technical elastic limit Rp0.2 (vertical orientation), even at elevated temperatures, are sufficiently high to meet the required safety factors against yielding under design conditions. Possible obstacles to the production of large quantities or larger individual reactors could be the time required for the layer build-up or the limited build volume of the SLM process. In addition, quality control, especially of the fine internal structures, is only possible to a very limited extent.
Following commissioning experiments, the reactor is being investigated in the EU project i3upgrade for the methanation of by-product gases from the steel industry. The experimental campaigns cover load variations as well as investigations with different steel gases as carbon source.
Author Contributions
A.H. (Alexander Hauser): Conceptualization, Methodology, Investigation, Data Curation, Writing—Original Draft, Writing—Review and Editing, Visualization, Project Administration. M.N.: Conceptualization, Methodology, Validation, Investigation, Funding Acquisition. A.F.: Formal Analysis, Investigation. A.H. (Alexander Horn): Investigation, Writing—Original Draft, Writing—Review and Editing. F.G.: Writing—Review and Editing. J.K.: Resources, Writing—Review and Editing, Supervision, Project Administration, Funding Acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
The work carried out was funded by the European Union through the Research Fund for Coal and Steel (RFCS) within the project entitled “i3upgrade: Integrated and intelligent upgrade of carbon sources through hydrogen addition for the steel industry”, Grant Agreement No. 800659 (www.i3upgrade.eu). This paper reflects only the author’s views and the European Commission is not responsible for any use that may be made of the information contained herein. 
Acknowledgments
The authors would like to thank the Institute of Manufacturing Technology (Marion Merklein) for their cooperation in performing the tensile tests.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Maroufmashat, A.; Fowler, M. Transition of Future Energy System Infrastructure; through Power-to-Gas Pathways. Energies 2017, 10, 1089. [Google Scholar] [CrossRef]
- Schaaf, T.; Grünig, J.; Schuster, M.R.; Rothenfluh, T.; Orth, A. Methanation of CO2-Storage of Renewable Energy in a Gas Distribution System. Energy Sustain. Soc. 2014, 4, 2. [Google Scholar] [CrossRef]
- Shiva Kumar, S.; Himabindu, V. Hydrogen Production by PEM Water Electrolysis—A Review. Mater. Sci. Energy Technol. 2019, 2, 442–454. [Google Scholar] [CrossRef]
- Rönsch, S.; Schneider, J.; Matthischke, S.; Schlüter, M.; Götz, M.; Lefebvre, J.; Prabhakaran, P.; Bajohr, S. Review on Methanation—From Fundamentals to Current Projects. Fuel 2016, 166, 276–296. [Google Scholar] [CrossRef]
- Karl, J.; Neubert, M.; Riazi, M.R.; Chiaramonti, D. Production of Substitute Natural Gas—Thermochemical Methods. In Biofuels Production and Processing Technology; CRC Press: Boca Raton, FL, USA, 2017; pp. 461–485. ISBN 9781315155067. [Google Scholar]
- Kopyscinski, J.; Schildhauer, T.J.; Biollaz, S.M.A. Production of Synthetic Natural Gas (SNG) from Coal and Dry Biomass—A Technology Review from 1950 to 2009. Fuel 2010, 89, 1763–1783. [Google Scholar] [CrossRef]
- Guilera, J.; Boeltken, T.; Timm, F.; Mallol, I.; Alarcón, A.; Andreu, T. Pushing the Limits of SNG Process Intensification: High GHSV Operation at Pilot Scale. ACS Sustain. Chem. Eng. 2020, 8, 8409–8418. [Google Scholar] [CrossRef]
- Engelbrecht, N.; Everson, R.C.; Bessarabov, D. Thermal Management and Methanation Performance of a Microchannel-Based Sabatier Reactor/Heat Exchanger Utilising Renewable Hydrogen. Fuel Process. Technol. 2020, 208, 106508. [Google Scholar] [CrossRef]
- Pérez, S.; Aragón, J.J.; Peciña, I.; Garcia-Suarez, E.J. Enhanced CO2 Methanation by New Microstructured Reactor Concept and Design. Top. Catal. 2019, 62, 518–523. [Google Scholar] [CrossRef]
- Belimov, M.; Metzger, D.; Pfeifer, P. On the Temperature Control in a Microstructured Packed Bed Reactor for Methanation of CO/CO2 Mixtures. AIChE J. 2017, 63, 120–129. [Google Scholar] [CrossRef]
- Neubert, M.; Hauser, A.; Pourhossein, B.; Dillig, M.; Karl, J. Experimental Evaluation of a Heat Pipe Cooled Structured Reactor as Part of a Two-Stage Catalytic Methanation Process in Power-to-Gas Applications. Appl. Energy 2018, 229, 289–298. [Google Scholar] [CrossRef]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef] [PubMed]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Amedei, A.; Meli, E.; Rindi, A.; Romani, B.; Pinelli, L.; Vanti, F.; Arnone, A.; Benvenuti, G.; Fabbrini, M.; Morganti, N. Innovative Design, Structural Optimization and Additive Manufacturing of New-Generation Turbine Blades. In Proceedings of the American Society of Mechanical Engineers Turbo Expo; American Society of Mechanical Engineers Digital Collection; Online, 7–11 June 2021, ASME: New York, NY, USA, 2021; Volume 2C-2020. [Google Scholar]
- Laguna, O.H.; Lietor, P.F.; Godino, F.J.I.; Corpas-Iglesias, F.A. A Review on Additive Manufacturing and Materials for Catalytic Applications: Milestones, Key Concepts, Advances and Perspectives. Mater. Des. 2021, 208, 109927. [Google Scholar] [CrossRef]
- Danaci, S.; Protasova, L.; Middelkoop, V.; Ray, N.; Jouve, M.; Bengaouer, A.; Marty, P. Scaling up of 3D Printed and Ni/Al2O3 Coated Reactors for CO2 Methanation. React. Chem. Eng. 2019, 4, 1318–1330. [Google Scholar] [CrossRef]
- Stiegler, T.; Meltzer, K.; Tremel, A.; Baldauf, M.; Wasserscheid, P.; Albert, J. Development of a Structured Reactor System for CO2 Methanation under Dynamic Operating Conditions. Energy Technol. 2019, 7, 1900047. [Google Scholar] [CrossRef]
- Kreitz, B.; Wehinger, G.D.; Turek, T. Dynamic Simulation of the CO2 Methanation in a Micro-Structured Fixed-Bed Reactor. Chem. Eng. Sci. 2019, 195, 541–552. [Google Scholar] [CrossRef]
- Parlikkad, N.R.; Chambrey, S.; Fongarland, P.; Fatah, N.; Khodakov, A.; Capela, S.; Guerrini, O. Modeling of Fixed Bed Methanation Reactor for Syngas Production: Operating Window and Performance Characteristics. Fuel 2013, 107, 254–260. [Google Scholar] [CrossRef]
- Hauser, A.; Weitzer, M.; Gunsch, S.; Neubert, M.; Karl, J. Dynamic Hydrogen-Intensified Methanation of Synthetic by-Product Gases from Steelworks. Fuel Process. Technol. 2021, 217, 106701. [Google Scholar] [CrossRef]
- Faghri, A. Heat Pipes: Review, Opportunities and Challenges. Front. Heat Pipes 2014, 5, 1. [Google Scholar] [CrossRef]
- Try, R.; Bengaouer, A.; Baurens, P.; Jallut, C. Dynamic Modeling and Simulations of the Behavior of a Fixed-Bed Reactor-Exchanger Used for CO2 Methanation. AIChE J. 2018, 64, 468–480. [Google Scholar] [CrossRef]
- Bengaouer, A.; Ducamp, J.; Champon, I.; Try, R. Performance Evaluation of Fixed-Bed, Millistructured, and Metallic Foam Reactor Channels for CO2 Methanation. Can. J. Chem. Eng. 2018, 96, 1937–1945. [Google Scholar] [CrossRef]
- Papke, T.; Merklein, M. Characterization of Work Hardening Behavior of Additively Manufactured Stainless Steel 316L (1.4404) Using Bulk Metal Forming at Elevated Temperature. In Proceedings of the Lasers in Manufacturing Conference, Munich, Germany, 24 July 2019; pp. 1–10. [Google Scholar]
- Verband der Technischen Überwachungs-Vereine e.V. (VdTÜV e.V.) (Ed.) AD 2000-Regelwerk; Taschenbuch-Ausgabe 2016 (Handbuch Technische Regeln); Beuth Verlag GmbH: Berlin, Germany, 2016; ISBN 978-3-410-27086-7. [Google Scholar]
- Gläßner, C.; Blinn, B.; Burkhart, M.; Klein, M.; Beck, T.; Aurich, J.C. Comparison of 316L Test Specimens Manufactured by Selective Laser Melting, Laser Deposition Welding and Continuous Casting. In Proceedings of the 7 WGP-Jahreskongress, Aachen, Germany, 5–6 October 2017; pp. 45–52. [Google Scholar]
- Rösler, J.; Harders, H.; Bäker, M. Mechanisches Verhalten Der Werkstoffe; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2012; ISBN 978-3-8348-1818-8. [Google Scholar]
- Li, M.; Zhang, X.; Chen, W.-Y.; Byun, T.S. Creep Behavior of 316 L Stainless Steel Manufactured by Laser Powder Bed Fusion. J. Nucl. Mater. 2021, 548, 152847. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).